

Teil #1 kommt sauber von der Abkantpresse. Das Messgerät zeigt, dass der Winkel exakt stimmt. Der Bediener nickt, fertigt die nächsten zehn, stapelt sie auf eine Palette.
Bei Teil #437 ruft der Prüfer an. Der Winkel liegt um ein halbes Grad daneben, und jetzt hast du eine Palette voller Teile, die sich in der Montage nicht plan auflegen lassen. Gleiche Zeichnung. Gleiche Maschine. Gleicher Bediener.
Also, was hat sich geändert?
Ich habe Käufer in meiner Werkstatt stehen sehen, die auf eine 200-Tonnen-Hydraulik-Abkantpresse zeigen und sagen: “Stahl ist Stahl. Ein Biegevorgang ist ein Biegevorgang.” Sie sehen nur auf die Leistung. Die Tonnage ist lediglich die maximale Umformkraft – also wie stark die Maschine drücken kann. Das sagt nichts darüber aus, wie präzise sie diesen Druck über acht Fuß Pressbett verteilt.
Ich habe einmal Gehäuse im Wert von $18.400 verschrottet, weil wir bei einem Wiederholauftrag auf “gut genug” Hydraulik vertraut haben. Die ersten zwölf waren perfekt. Die restlichen wichen langsam von der Toleranz ab, als die Maschine warm wurde und der Stößel sich durchbog. Wir haben es erst bemerkt, als in der Prüfung die Teile gestapelt wurden und Lichtspalte zwischen ihnen sichtbar waren.
Das ist der Mythos: Wenn die Maschine den Winkel einmal trifft, schafft sie das auch 500 Mal.
Präzision bedeutet nicht, ob eine Abkantpresse unter Idealbedingungen enge Toleranzen erreichen kann. Grundlegende Hydrauliksysteme können bei einer einzelnen Einstellung beeindruckende Genauigkeit erzielen. Die Frage ist, ob die Maschine die Variablen automatisch kontrolliert – oder ob der Bediener sie nach Gefühl ausgleicht.
Wenn Ihr Lieferant sagt: “Unser Mann biegt seit 20 Jahren, er bekommt das schon hin”, stoppen Sie ihn sofort und fragen: Wenn sich Material oder Temperatur während des Laufs ändern, welches System korrigiert das – das Auge des Bedieners oder die Steuerung?
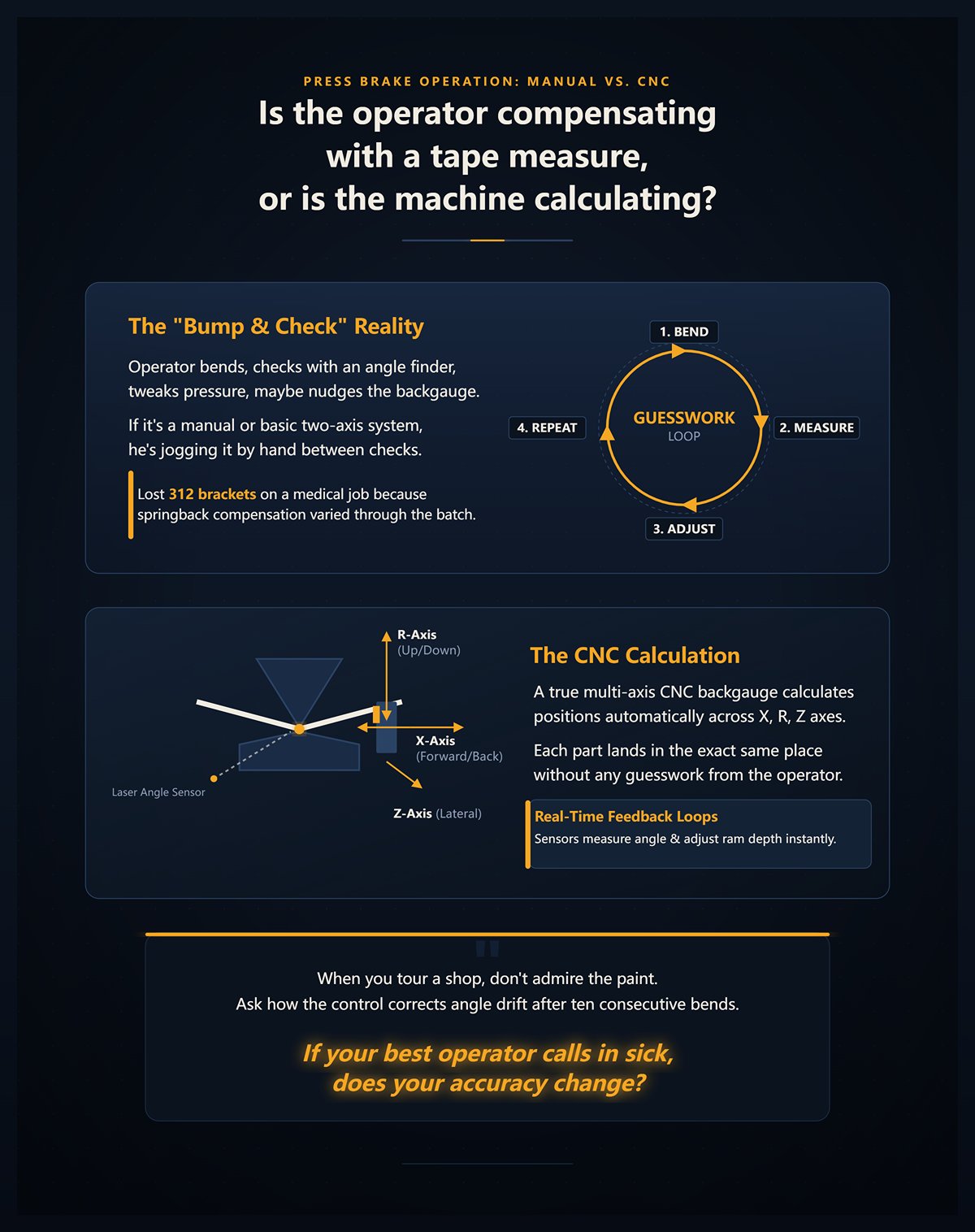
Stellen Sie sich den Bediener bei Teil #1 vor. Er biegt, prüft mit einem Winkelmesser, passt den Druck an, vielleicht justiert er die Hinteranschläge.
Der Hinteranschlag ist das Positioniersystem, das die Schenkellänge festlegt – die Finger, die bestimmen, wo der Biegevorgang stattfindet.
Wenn es sich um ein manuelles oder einfaches Zwei-Achsen-System handelt, bewegt er es per Hand zwischen den Prüfungen. Wenn es ein echtes mehrachsiges CNC-Hinteranschlagssystem ist, berechnet die Steuerung die Positionen automatisch über die X-, R- und Z-Achsen – vor/zurück, auf/ab und seitliche Positionierung – sodass jedes Teil ohne Rätselraten an die gleiche Stelle gelangt.
Ich habe Werkstätten gesehen, die sich auf das verlassen, was wir “anschlagen und prüfen” nennen. Das ist genau das, wonach es klingt: biegen, messen, anpassen, wiederholen. Wir haben 312 Halterungen bei einem Medizinauftrag verloren, weil der Bediener den Rückfederungseffekt – das Nachgeben des Metalls nach dem Biegen – unterschiedlich kompensiert hat, je nachdem, wie die Härte der Coil im Batch schwankte.
Echte CNC-Systeme nutzen Rückkopplungsschleifen – Sensoren, die den Winkel messen und die Stößeltiefe in Echtzeit anpassen. Dann rechnet die Maschine, anstatt dass der Bediener kompensiert.
Wenn Sie eine Werkstatt besichtigen, bewundern Sie nicht die Lackierung. Bitten Sie den Programmierer, Ihnen zu zeigen, wie die Steuerung den Winkeldrift nach zehn aufeinanderfolgenden Biegungen korrigiert, und fragen Sie dann: Wenn Ihr bester Bediener krank ist, ändert sich Ihre Genauigkeit?
Metall bewegt sich. Stempel weichen ab. Rahmen biegen sich.
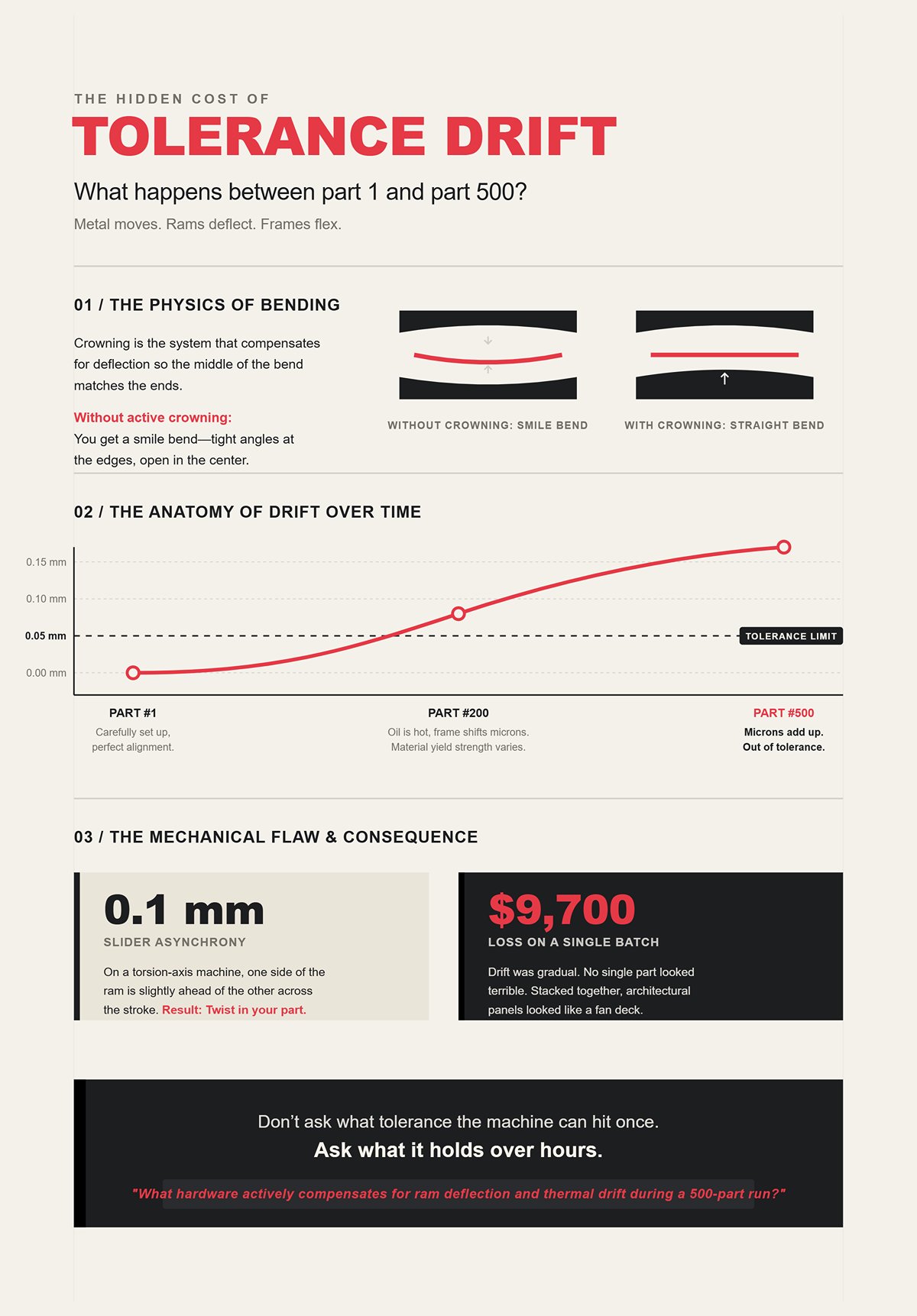
Das „Crowning“ ist das System, das diese Durchbiegung kompensiert – entweder mechanisch oder hydraulisch –, damit die Mitte der Biegung zu den Enden passt. Ohne aktives Crowning entsteht eine „Smile“-Biegung: enge Winkel an den Rändern, offen in der Mitte.
Stell dir jetzt eine lange 10-Fuß-Platte vor. Teil #1 wird sorgfältig eingerichtet. Bei Teil #200 ist das Öl heiß, der Rahmen hat sich um Mikrometer verschoben, und das Material-Los ändert sich leicht in der Streckgrenze – also darin, wie viel Spannung nötig ist, um den Stahl dauerhaft zu biegen.
Diese Mikrometer summieren sich.
Bei einer Maschine mit Torsionsachse – einem Design, das den Stempel mit einer mechanischen Stange statt mit unabhängigen Servohydrauliken synchronisiert – habe ich bis zu 0,1 mm Asynchronität des Schlittens über den Hub gemessen. Einfach gesagt: eine Seite des Stempels ist leicht vor der anderen. Das zeigt sich als Verwindung im Teil.
Wir verloren $9,700 bei einer Charge architektonischer Paneele, weil die Abweichung schleichend war. Kein einzelnes Teil sah schrecklich aus. Zusammen gestapelt sahen sie aus wie ein Fächer.
Frag also nicht, welche Toleranz die Maschine einmalig erreichen kann. Frag, welche sie über Stunden hält. Eine bessere Frage an deinen Anbieter: Welche Hardware kompensiert aktiv Stempelabweichung und thermische Drift während einer Serie von 500 Teilen?
Die Falle ist nicht Unwissenheit. Es ist Teilwissen.
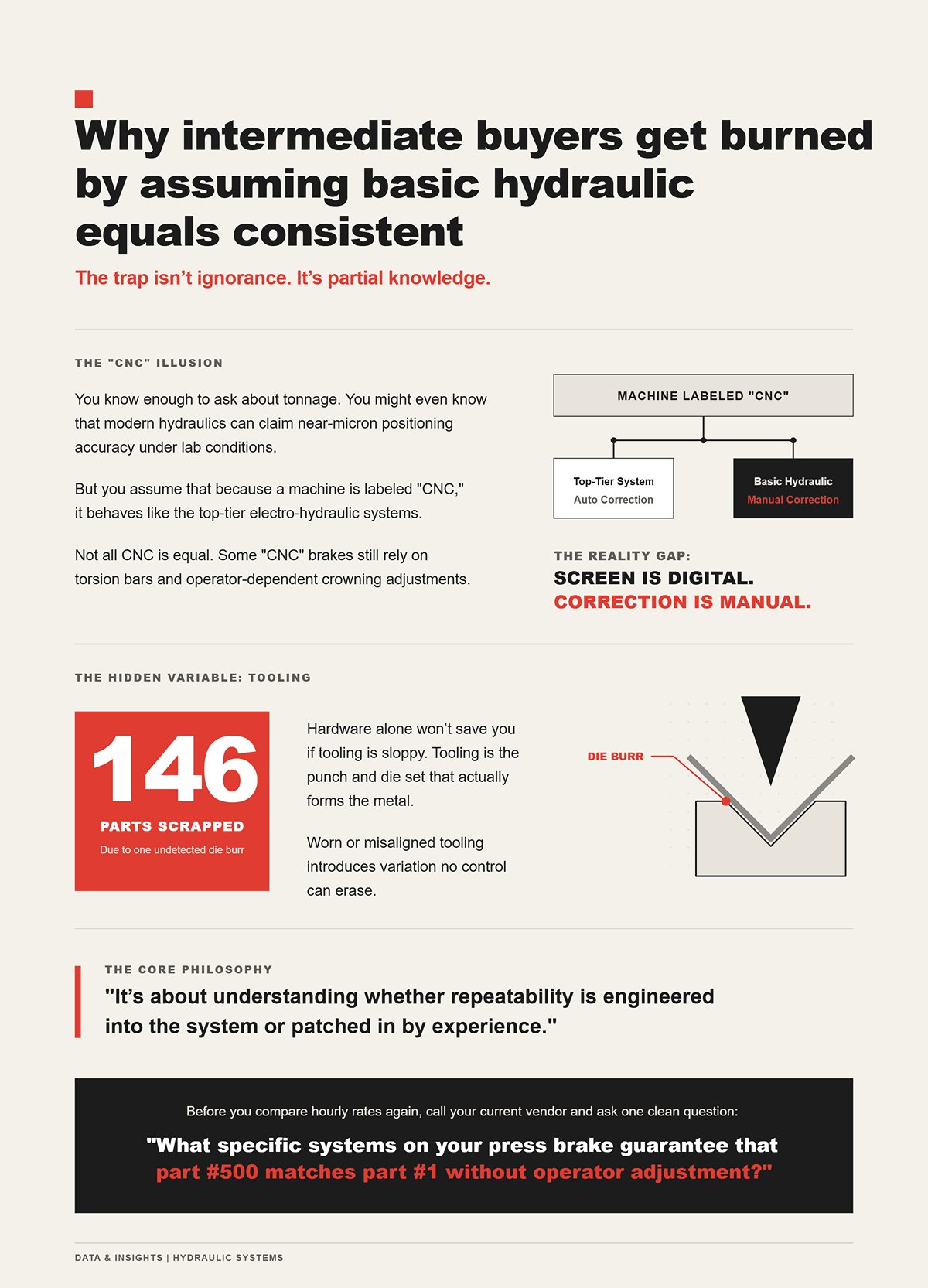
Du weißt genug, um nach der Presskraft zu fragen. Du weißt vielleicht sogar, dass moderne Hydrauliken unter Laborbedingungen eine Positioniergenauigkeit im Mikrometerbereich erreichen können. Aber du gehst davon aus, dass eine Maschine, nur weil sie als “CNC” bezeichnet ist, sich wie die Spitzenmodelle der elektrohydraulischen Systeme verhält.
Nicht jedes CNC ist gleich. Einige “CNC”-Abkantpressen verlassen sich immer noch auf Torsionsstangen und bedienerabhängige Crowning-Einstellungen. Der Bildschirm ist digital. Die Korrektur ist manuell.
Und Hardware allein rettet dich nicht, wenn das Werkzeug schlampig ist. Das Werkzeug ist der Satz aus Stempel und Matrize, der das Metall tatsächlich formt. Abgenutzte oder falsch ausgerichtete Werkzeuge verursachen Abweichungen, die keine Steuerung ausgleichen kann. Ich habe 146 Edelstahlteile verschrottet, weil eine Matrizenschulter einen Grat – eine winzige Erhebung – hatte, die beim Einrichten niemand bemerkte.
Deshalb geht es hier nicht darum, die teuerste Maschine der Region zu kaufen. Es geht darum zu verstehen, ob Wiederholgenauigkeit in das System hinein konstruiert ist oder durch Erfahrung überbrückt wird.
Bevor du erneut die Stundenpreise vergleichst, ruf deinen aktuellen Anbieter an und stell eine klare Frage: Welche spezifischen Systeme an deiner Abkantpresse garantieren, dass Teil #500 genau wie Teil #1 ist – ohne Bedieneranpassung?
Du stehst an einer 10-Fuß-Abkantpresse mit einer 3/16-Zoll-Platte aus weichem Stahl. Das erste Stück ist exakt gerade. Beim fünften öffnet sich die Mitte minimal. Beim zwanzigsten kannst du eine Fühlerlehre unter die Mitte schieben. Im Programm wurde nichts geändert. Die Presskraft stimmt. Der Bediener hat die Einstellungen nicht angerührt.
Was sich geändert hat, ist die Durchbiegung – das Nachgeben der Maschine unter Last – und ob die Presse über Hardware verfügt, die das automatisch korrigiert oder darauf wartet, dass ein Mensch eingreift.
Teil #1 kommt sauber aus der Presse. Der wahre Test ist, ob Teil #500 ihm entspricht, ohne dass jemand zum Schraubenschlüssel greift.
Es gibt drei Hardwarekomponenten, die das möglich machen: aktive Bombierung, ein echtes mehrachsiges CNC-Hinteranschlagsystem und eine zum Material passende Biegemethode. Fehlt eine davon, landet man wieder bei „Bump-and-Check“ – biegen, messen, anpassen, wiederholen – was im Grunde teures Raten mit Stahl ist.
Welche dieser Komponenten unterscheidet also tatsächlich eine disziplinierte Werkstatt von einer, die mit Ihrem Auftrag pokert?
Ich habe einmal zugesehen, wie ein erfahrener Bediener 45 Minuten damit verbrachte, dünne Metallstreifen – Unterlagen – unter eine Matrize zu schieben, um eine leichte Aufwölbung in das Werkzeug einzubauen. Das Unterlegen ist eine statische Methode, um Durchbiegung auszugleichen; man verbiegt das Setup im Voraus, sodass sich die Maschinenverformung während des Hubs aufhebt. Es funktioniert – aber nur für genau diese Länge, Dicke und Tonnage.
Wechselt man von Baustahl zu Edelstahl, erhöht die Biegelänge oder verwendet eine andere Matrizenöffnung, ist der Unterlagenstapel unbrauchbar.
Aktive Bombierung ist anders. Dabei handelt es sich um ein hydraulisches oder mechanisches System, das in das Maschinenbett integriert ist und die Krümmung des Tisches unter Last anpasst – basierend auf der programmierten Materialdicke, Biegelänge und Tonnage. Einfach gesagt: Die Maschine biegt sich absichtlich so, dass sie die ungewollte Durchbiegung kompensiert.
Hier ist der entscheidende Mechanismus: Die Durchbiegung nimmt mit Last und Spannweite zu. Ein 3-Meter-Bogen bei 150 Tonnen verhält sich nicht wie ein 1,2-Meter-Bogen bei 40 Tonnen. Hydraulische Bombiersysteme berechnen das in Echtzeit und üben entsprechenden Gegedruck entlang des Betts aus. Manuelles Unterlegen kann sich während des Laufs nicht anpassen, wenn sich die Öltemperatur ändert oder wenn die Verweilzeit – die Pause im unteren Totpunkt – verändert wird, die die Rückfederung bei hochfestem Material beeinflusst.
Wir haben $6.800 an Ausschuss in einem Edelstahlauftrag verloren, weil das unterlegte Setup im kalten Zustand perfekt war, aber falsch, sobald sich das Hydrauliköl erwärmt hatte. Der Bediener kompensierte ständig über die Stößeltiefe, was die Kanten korrigierte, aber die Mitte öffnete. So entsteht eine „Lächel“-Biegung.
Ein fairer Schlag in die Rippen: Mechanische Bombierkeile – die mittlere Lösung – können gut funktionieren. Sie decken das Bett gleichmäßig ab und vermeiden “Blindzonen”, doch sie verschleißen. Abgenutzte Keile bedeuten inkonsistente Kompensation. Ich habe Werkstätten gesehen, die sie installiert, mit Wartung gekämpft und schließlich stillschweigend wieder auf Unterlagen zurückgegriffen haben, weil “es schneller geht”. Schneller für wen?
Wenn Ihnen eine Werkstatt sagt, sie habe “Bombierung”, hören Sie dort nicht auf. Fragen Sie, ob sie hydraulisch ist, automatisch von der Steuerung berechnet wird und ob sich der Wert ändert, wenn in der Programmierung die Materialdicke angepasst wird.
Schauen Sie ihnen in die Augen und fragen Sie: “Wenn ich von 3 mm Baustahl auf 2,5 mm Edelstahl umstelle, auf derselben 2,4 Meter-Matrize – was stellt sich automatisch ein, und was muss von Hand neu aufgebaut werden?”
Ich betrat einmal eine Werkstatt, die eng tolerierte Halterungen mit einem zweiachsigen Hinteranschlag – nur X und R – anbot. X ist die Vor-/Zurück-Positionierung, R die Höhenachse. Das reicht für einfache Flansche.
Bis das Teil versetzte Biegungen, konische Seiten oder Bezüge an unterschiedlichen Kanten erfordert.
Ein echter mehrachsiger CNC-Hinteranschlag fügt Z-Achsen hinzu (linke/rechte Bewegung der Anschlagfinger) und manchmal X2 oder R2 für unabhängige Steuerung. Einfach gesagt: Die Maschine kann jeden Finger präzise im dreidimensionalen Raum positionieren, sodass sich das Teil bei jedem Zyklus auf denselben Bezugspunkt bezieht, ohne dass der Bediener es drehen oder per Auge ausrichten muss.
Warum das über 300 Stück zählt: Wenn der Bediener einen Finger manuell verschieben muss, um einen vorherigen Flansch freizustellen, entsteht menschliche Abweichung. Ein Millimeter am Anschlag wird zu einem Millimeter im Flanschmaß. Bei drei Biegungen summieren sich kleine Fehler – die sogenannte Toleranzaufsummierung – und rächen sich.
Man kann aber auch zu viel kaufen. Wenn Ihre Teile den ganzen Tag nur einfache Winkel mit einer Biegung sind, ist ein 6-Achsen-Anschlag Kapitalverschwendung. Die Grenze ist dort: Sobald Ihre Geometrie verlangt, dass das Teil zwischen den Biegungen neu ausgerichtet wird, um Kollisionen zu vermeiden oder eine neue Bezugskante zu nutzen, brauchen Sie mindestens eine programmierbare Z-Bewegung.
Ich habe 184 gebogene Halter verworfen, weil eine manuelle seitliche Verstellung nach einem Werkzeugwechsel nicht exakt in ihre Ausgangsposition zurückgebracht wurde. Das Programm war korrekt. Die Hardware konnte es nicht umsetzen.
Wenn Sie eine Werkstatt besichtigen, zählen Sie nicht die Bildschirme. Beobachten Sie, wie ein komplexes Teil läuft. Berührt der Bediener den Hinteranschlag zwischen den Biegungen, oder positioniert die Steuerung alles automatisch neu?
Fragen Sie klar: “Bei diesem Teil mit drei unterschiedlichen Flanschhöhen und einer versetzten Biegung – welche Achsen werden CNC-gesteuert bewegt, und welche hängen von den Händen des Bedieners ab?”
Richten Sie einen 90-Grad-Biegungsvorgang in 304 Edelstahl mit Luftbiegen ein – bei dem der Stempel das Material in eine V-Matrize drückt, ohne es vollständig auf den Boden zu pressen – und Sie werden Rückfederung sehen. Rückfederung bedeutet, dass sich das Metall nach dem Entfernen der Last leicht entspannt. Bei Edelstahl ist sie besonders stark.
Bodenpressen ist anders. Der Stempel drückt das Material fest in den Matrizenwinkel und verringert die Rückfederung, indem mehr vom Querschnitt plastisch verformt wird. Einfach gesagt: Sie drücken es tiefer hinein, damit es sich weniger zurückbiegen kann.
Luftbiegen erfordert eine präzise Steuerung der Hubtiefe und profitiert oft von Winkelerfassungssystemen. Es ist flexibel und schneller bei unterschiedlichen Teilen, weil eine Matrize durch Änderung der Hubtiefe mehrere Winkel erzeugen kann. Bodenpressen ist bei bestimmten hochfesten Materialien stabiler, erfordert aber exakte Werkzeugwinkel und höhere Presskraft.
Stellen Sie sich nun eine lange, drei Meter (10 Fuß) Platte aus hochfestem Stahl vor. Wenn die Werkstatt standardmäßig Luftbiegen einsetzt, ohne die Verweilzeit – die Pause am unteren Punkt des Hubs – zu überprüfen, kann ein Unterschied von 0,3 Sekunden den Endwinkel bei rückfederungsstarken Legierungen deutlich verändern. Wenn sie stattdessen Bodenpressen anwenden, ohne die erforderliche Presskraft für diese Länge neu zu berechnen, überlasten Sie die Maschine oder hinterlassen Abdrücke im Material.
Wir haben $5,200 bei einer Charge hochfester Halterungen verloren, weil die Standardmethode der Werkstatt darin bestand, alles zu luftbiegen. Der Winkel war beim Teil #1 korrekt, driftete dann jedoch, als sich die Materialhärte über die Coil-Länge veränderte. Niemand passte die Verweilzeit an oder überprüfte den automatischen Zyklus – sie führten die Maschine manuell.
Die richtige Frage ist nicht, welche Methode besser ist. Sondern ob die Werkstatt nach der Streckgrenze Ihres Materials – der Spannung, die erforderlich ist, um es dauerhaft zu verformen – auswählt und die Parameter in der CNC dokumentiert, damit die nächste Charge kein neues Experiment ist.
Fragen Sie sie also direkt: “Für dieses spezifische Material und diese Dicke – luftbiegen oder bodenpressen – und wie kontrollieren Sie Verweilzeit und Winkelkorrektur, damit Teil #500 keine Nachjustierung braucht?”
Denn Pferdestärken halten Sie nicht in der Spur. Das Lenken tut es. Und beim Abkanten sind Bombierung, mehrachsige Hinteranschläge und methodische Disziplin die Lenksysteme, die entscheiden, ob Ihre Charge wie ein Zug läuft – oder wie ein Einkaufswagen mit schiefem Rad abdriftet.
Sie möchten eine Werkstatt überprüfen, bevor Sie ihr Ihre Serienfertigung anvertrauen. Gut. Beginnen Sie, indem Sie sie bitten, die genaue Presskraft zu nennen, die sie für Ihr Material, Ihre Dicke, Biegelänge und Matrizenöffnung berechnet – und fragen Sie dann, welchen Prozentsatz der Maschinenleistung das entspricht. Wenn sie das nicht beantworten können, ohne zu raten, sehen Sie keine Kontrolle. Sie sehen Hoffnung.
Ich habe gesehen, wie eine 300-Tonnen-Presse 6 mm (1/4 Zoll) Baustahl über drei Meter (10 Fuß) mit etwa 165 Tonnen beim Luftbiegen gebogen hat. Verdoppeln Sie die Dicke, und Sie verdoppeln die Kraft nicht – sie springt je nach Matrizenbreite und Methode auf etwa 600 Tonnen. Die Standardformel für Presskraft (Kraft steigt mit dem Quadrat der Dicke geteilt durch die Matrizenöffnung) bestraft Annahmen. Einfach gesagt: Kleine Änderungen in der Dicke können die Kraftanforderung explodieren lassen.
Dort geraten Einkäufer in die Falle. Sie sehen “300-Tonnen-Kapazität” und nehmen an, das sei Sicherheitsreserve. Aber Kapazität ist nicht dasselbe wie Kontrolle. Eine Maschine, die mit 90 % ihrer Nennleistung läuft, verhält sich ganz anders als eine, die bei 55 % arbeitet. Rahmendurchbiegung – die kleine elastische Verformung der Maschine unter Last – steigt mit der Kraft, und diese Durchbiegung verändert den Biegewinkel über die Länge, wenn sie nicht kompensiert wird. Einfach gesagt: Je härter Sie drücken, desto mehr will sich auch die Maschine biegen.
Ich habe vor Jahren $9,400 an 9,5-mm-Platten (3/8 Zoll) verschrottet, weil wir der auf dem Typenschild angegebenen Tonnage vertrauten und die Lastverteilung über ein langes Bett ignorierten. Die Teile verjüngten sich vom Zentrum zu den Rändern um zwei Grad. Die Maschine war stark genug. Sie war nicht stabil genug.
Wenn Sie in deren Werkstatt stehen, bewundern Sie nicht die Größe. Fragen Sie Folgendes: “Für meine längste Biegung – welche Tonnage berechnen Sie, welchen Prozentsatz der Maschinenkapazität stellt das dar, und wie kompensieren Sie die Rahmendurchbiegung bei dieser Belastung?”
Gehen Sie zu einer Abkantpresse während einer schweren Biegung und beobachten Sie die Presslastanzeigen. Bei einer gut abgestimmten Maschine baut sich die Last gleichmäßig von links nach rechts auf. Bei einer schlechten Einrichtung steigt eine Seite zuerst an. Das ist ungleichmäßige Lastverteilung – die Kraft wird nicht gleichmäßig über das Bett verteilt – und der Beginn von Winkelabweichungen.
Stabilität unter Last bedeutet, dass drei Dinge zusammenwirken: genaue Presskraftberechnung, aktive Bombierung (automatische Bettkompensation für Durchbiegung) und kontrollierte Geschwindigkeit. Schnellere Zustellgeschwindigkeiten können die Reibung leicht reduzieren, aber hohe Geschwindigkeit erhöht die Variabilität der Rückfederung. Rückfederung ist das Entspannen des Metalls nach Entfernen des Drucks. Edelstahl zeigt Ihnen schnell, wer das Sagen hat.
Stellen Sie sich nun eine lange, drei Meter (10 Fuß) Platte aus dickem Aluminium vor. Aluminium hat eine niedrigere Streckgrenze – also weniger Spannung, um es dauerhaft zu verformen – als Stahl, daher denkt man oft: “leicht zu biegen”. Aber dickwandiges Aluminium erfordert oft breite V-Matrizen und tiefe Eindrückung, um Risse zu vermeiden. Das verändert Ihre Presskraftkurve und Ihr Durchbiegungsmuster.
Wenn die Werkstatt die Maschine bis an ihre Grenzen fährt, nur um zu zeigen, dass sie es kann, kaufen Sie keine Stabilität. Sie kaufen Verschleiß. Hydrauliksysteme – die ölgetriebenen Zylinder, die den Stößel bewegen – verlieren an Wiederholgenauigkeit, wenn Dichtungen und Ventile dauerhaft nahe dem Maximaldruck beansprucht werden. Einfach gesagt: Wenn man sie lange genug im roten Bereich fährt, trifft sie nie wieder zweimal exakt dieselbe Tiefe.
Fragen Sie also nicht, wie groß die Maschine ist. Fragen Sie: “Bei meiner benötigten Tonnage, arbeitet diese Maschine in ihrem stabilen Bereich, und können Sie mir zeigen, wie sich Ihr Crowning-Wert bei dieser Belastung verändert?”
Ich habe gesehen, wie Werkstätten routinemäßige 50-Tonnen-Aufträge auf einer 300-Tonnen-Presse ausgeführt haben, nur weil es das neueste Spielzeug auf dem Boden war. Die Maschine läuft hoch im Leerlauf, die Hydraulikpumpen arbeiten härter als notwendig, und die Rüstzeit verlängert sich, weil die Werkzeuge schwerer sind und langsamer gewechselt werden. Sie denken, Sie zahlen für Präzision. Oft zahlen Sie für Gemeinkosten.
Eine Presse mit großem Rahmen hat mehr Masse zu bewegen und einen höheren Energieverbrauch pro Zyklus. Klartext: Größere Maschinen kosten mehr, um sie aufzuwecken und wachzuhalten. Wenn Ihr Teil nur 50 Tonnen benötigt, kann eine gut gewartete 100-Tonnen-Bremse eine engere Wiederholgenauigkeit halten, weil sie sich in ihrer Komfortzone befindet.
Hier ist der Teil, den Einkäufer übersehen. Werkstätten amortisieren großes Eisen über alles, was darauf läuft. Wenn sie in ein Flaggschiff-300-Tonnen-System investiert haben, hilft jeder kleine Halter, den Sie bestellen, dafür zu bezahlen. Das ist nicht böse. Das ist Mathematik. Aber es bedeutet, dass Sie fragen sollten, ob Ihre Geometrie der richtigen Maschine zugewiesen ist oder einfach der verfügbaren.
Ich habe einmal gesehen, wie eine Werkstatt dünnes Edelstahlblech auf einer Hochtonnenpresse mit einem breiten Gesenk bearbeitete, weil “es schon geladen war”. Die übermäßige Öffnung verursachte ungleichmäßige Innenradien und kosmetische Markierungen. Wir haben 126 Paneele verworfen, bevor jemand zugab, dass die kleinere Bremse gegenüber sauberer gearbeitet hätte.
Schauen Sie ihnen in die Augen und fragen Sie: “Welche spezifische Maschine würde meinen Auftrag ausführen, wie hoch ist ihre Nenn-Tonnage, und warum ist diese Maschine — und nicht Ihre größte — die richtige Wahl?”
Ein Regal voller glänzender Stempel bedeutet nicht Fähigkeit. Es bedeutet Inventar.
Rückfederung ist der Punkt, an dem Legierungen die Profis von den Möchtegern trennt. 304 Edelstahl federt stark zurück. Dickes Aluminium kann reißen, wenn der Innenradius zu klein ist. Die Gesenköffnung — die Breite des V-Gesenkes, in das das Material gedrückt wird — steuert Innenradius und erforderliche Tonnage. Standard-Luftbiegen beginnt oft bei einem Verhältnis von etwa 8:1 (Gesenkköffnung etwa achtmal Materialdicke). Dünnes Material kann engere Verhältnisse aufweisen; spröde Legierungen benötigen möglicherweise breitere.
Wenn eine Werkstatt nur Standard-90-Grad-Stempel und einen engen Bereich an V-Gesenken vorrätig hat, werden sie Ihre Legierung in ihr Werkzeug zwingen, anstatt das Werkzeug an Ihre Legierung anzupassen. Durchbiegen — das Material vollständig in den Gesenkwinkel pressen, um Rückfederung zu reduzieren — erfordert präzise Gesenkwinkel und höhere Tonnage. Luftbiegen erfordert präzise Tiefenkontrolle und oft Winkelkorrektursysteme. Unterschiedliche Materialien belohnen unterschiedliche Strategien.
Werkzeugbibliothek bedeutet dokumentierte, gepflegte Sätze von Stempeln und Gesenken, die den Materialarten und Dickenbereichen entsprechen. Klartext: Sie besitzen die richtigen Stahlformen, um Ihr spezifisches Metall zu biegen, ohne zu raten.
Wir haben 212 Edelstahlgehäuse verschrottet, weil die Werkstatt darauf bestand, ein Gesenk zu verwenden, das für die von uns angegebene Faserrichtung zu schmal war. Mikrorisse zeigten sich nach der Pulverbeschichtung. Die Biegung sah am ersten Tag gut aus. Sie versagte im Einsatz.
Wenn Sie den Boden besichtigen, schauen Sie nicht nur kurz auf die Regale. Bitten Sie sie, den genauen Stempel und das Gesenk herauszuziehen, das sie Ihrer Legierung und Dicke zuordnen würden, und fragen Sie dann: “Für diese Edelstahlqualität bei dieser Dicke, welche Gesenköffnung und welchen Stempelradius wählen Sie — und wie haben Sie entschieden?”
Denn Pferdestärken halten Sie nicht in Ihrer Spur. Lenksysteme tun das. Und beim Biegen ist die Lenkung abgestimmte Tonnage, stabile Lastkontrolle und Werkzeug, das die Legierung respektiert, statt sie zu zwingen.
Teil #1 kommt sauber von der Bremse. Teil #37 ist um einen Grad offen am linken Flansch. Gleiche Datei. Gleiche Dicke. Gleiche Legierung. Das einzige, was sich geändert hat, war, welches Werk es bearbeitet hat.
Das ist die eigentliche Frage, wenn Sie ein digitales Fertigungsnetzwerk mit der Werkstatt fünf Meilen von Ihrem Dock vergleichen: nicht, wer günstiger ist, nicht, wer größer ist, sondern wer Abweichungen verhindert, bevor der Schieber sich überhaupt bewegt. Abweichung bedeutet allmähliche Abweichung im Biegewinkel oder in der Flanschposition über eine Charge. Klartext: Die Teile hören langsam auf, sich gegenseitig zu gleichen.
Ich habe gesehen, wie eine 400-Stück-Charge auf drei Netzwerkwerke verteilt wurde, weil “Kapazität frei wurde”. Wir haben $11.400 lackierte Paneele verschrottet, als die Montage Winkelabweichungen zwischen den Standorten aufdeckte. Gleiches Programm. Unterschiedliche Crowning-Kurven. Unterschiedliche Rückanschlag-Kalibrierung. Unterschiedliche Realität.
Also ist der Vergleich nicht lokal versus national. Es ist einheitliche Prozesskontrolle versus verteilte Interpretation.
Wenn Sie eines der Modelle prüfen, fragen Sie nicht, wie viele Maschinen sie haben. Fragen Sie: “Wenn mein Auftrag über 300 Stück auf verschiedene Standorte verteilt wird, wie garantieren Sie identische Krönungswerte, Backgauge-Kalibrierung und Werkzeugauswahl über jede einzelne Maschine hinweg?”
Ich stand neben einem lokalen Biegemaschinenbediener, der die Winkelkorrektur im laufenden Betrieb feinjustierte, den Kolbenhub 0,003 Zoll auf einmal veränderte, bis die Anzeige exakt stimmte. Winkelkorrektur bedeutet mikroskopisches Anpassen der Kolbendurchdringung, um den Zielbiegwinkel zu erreichen. Auf Deutsch: Sich langsam an die Perfektion herantasten, statt sie zu überspringen.
Solches praktisches Prototyping kann Gold wert sein. Man sieht das Teil. Man spricht mit dem Bediener. Man verändert die Matrizenöffnung. Am Nachmittag hat man eine Überarbeitung fertig.
Aber hier ist der Teil, den Einkäufer übersehen. Vertrautheit fühlt sich an wie Präzision.
Wenn diese lokale Werkstatt Ihren Prototyp auf einer einzelnen Maschine mit einem erfahrenen Bediener laufen lässt, bekommen Sie vielleicht wunderschöne Erstmuster. Dann lassen Sie sechs Monate später 1.000 Einheiten produzieren. Der Senior ist im Urlaub. Der Auftrag geht an die zweite Biegemaschine ohne aktive Krönung. Aktive Krönung kompensiert automatisch für die Durchbiegung des Betts unter Last. Auf Deutsch: Sie verhindert, dass lange Biegungen in der Mitte durchhängen.
Jetzt basiert Ihr “bewährter” Prototyp auf Stammeswissen statt auf Systemkontrolle.
Ich habe einmal gesehen, wie 73 Prototyp-Halterungen die Abnahme bestanden, dann 500 Produktionsteile abwanderten, weil die zweite Maschine manuelle Unterlegscheiben für die Krönung benutzte. Manuelles Unterlegen bedeutet, Metallstreifen einzufügen, um eine Kompensation vorzutäuschen. Auf Deutsch: Raten mit Stahlstreifen.
Also: Sind spezialisierte lokale Werkstätten besser für Rapid Prototyping?
Manchmal. Wenn die gleiche Maschine, dieselbe Werkzeugbibliothek und dasselbe Kompensationssystem die Serienproduktion übernimmt.
Wenn Sie zu Besuch sind, fragen Sie: “Wird exakt dieselbe Biegemaschine mit dem gleichen Krönungssystem und Backgauge-Konfiguration sowohl meinen Prototyp als auch mein Produktionsvolumen bearbeiten?”
Ein Vertreter eines Netzwerks zeigte mir einmal eine Simulation, bei der Stempel, Matrize und Backgauge-Finger in perfekter Choreografie liefen. Keine Kollisionen. Kein Überhub. Grüne Lichter bis zum Ende.
Das ist ein digitaler Zwilling — ein Software-Abbild der Maschine und des Werkzeugs, das die Biegreihenfolge simuliert, bevor Metall berührt wird. Auf Deutsch: Eine Videospiel-Version Ihres Auftrags, die Probleme vorhersagt.
In Robotikstudien haben digitale Zwillinge nahezu perfekte Kollisionsvermeidung erreicht, wenn sie mit genauen physikalischen Modellen und realen Daten kalibriert wurden. Der Haken? Die Leistung sinkt schnell, wenn die Kalibrierung dürftig ist oder Maschinendaten nicht eng integriert sind. Simulation ohne strenges Feedback ist Theater.
An einer Biegemaschine ist Kollisionsvermeidung nur die halbe Geschichte. Sie brauchen auch eine genaue Durchbiegungsmodellierung. Wenn der Zwilling ideale Steifigkeit annimmt, aber das reale Bett unter Last 0,010 Zoll durchbiegt, wird Ihr simuliertes 90-Grad-Ergebnis auf dem Boden zu 88,7 Grad.
Hochwertige Systeme schließen diese Lücke mit Hardwareintegration — PLC-Synchronisation, echtem Encoder-Feedback, validierten Krönungstabellen. PLC ist der programmierbare Logikcontroller, der die Maschine steuert. Auf Deutsch: Das Gehirn, das Hydraulik und Achsen sagt, wohin sie gehen sollen.
Fragmentierte Netzwerke erschweren das. Wenn Einrichtung A vollständig integriert ist und Einrichtung B eine ähnliche Biegemaschine ohne Echtzeitfeedback betreibt, das mit der Simulationsumgebung verbunden ist, ist Ihr “identischer” digitaler Prozess nicht mehr identisch.
Also ja, automatisierte DFM — Design-for-Manufacturability-Prüfungen — können Werkzeugkollisionen und unerreichbare Laschen vor dem Biegen erkennen. Das spart Zeit.
Aber wenn das digitale Modell nicht mit der exakten Krönungskurve, der Tonnagentabelle und der Backgauge-Wiederholgenauigkeit der konkreten Maschine verbunden ist, wird es keine Winkelstabilität von Charge zu Charge garantieren.
Frag sie langsam: “Ist Ihre Biegesimulation auf die spezifische physische Maschine kalibriert, die meinen Auftrag ausführt — einschließlich ihrer Daten zur Verformungskompensation — oder handelt es sich um ein generisches Maschinenmodell?”
Stell dir jetzt eine lange 10-Fuß-Platte vor, die Ohio auf einer Palette verlässt und nach Texas unterwegs ist, weil der Preis pro Biegung um $0,18 günstiger war.
Blech wiegt nicht nur mehr; es biegt sich beim Transport. Lange Schenkel können sich dauerhaft verformen, wenn sie schlecht verzurrt werden. „Set“ bedeutet dauerhafte Verformung durch Belastung. Einfach gesagt: Es biegt sich ein wenig und bleibt so.
Füge Frachtkosten in beide Richtungen für Nacharbeit hinzu, wenn Winkel nicht stimmen. Füge Vorlaufzeit hinzu, wenn eine Station im Netzwerk 60 Stück neu fertigen muss und diese in eine andere Produktionswarteschlange quetscht. Dein niedrigerer Preis pro Biegung bringt nun logistisches Risiko mit sich.
Traditionelle regionale Fertiger haben hier Vorteile, wenn Geschwindigkeit bei der Anpassung wichtig ist. Ist eine Korrektur um 0,5 Grad nötig, fährst du einfach quer durch die Stadt, misst an der Abkantpresse, stellst die Verformungskompensation um 0,002 Zoll ein und fertigst erneut.
Aber regionale Nähe behebt keine schwache Prozesskontrolle. Wenn diese Werkstatt keinen Multi-Achsen-CNC-Hinteranschlag hat — ein programmierbares Positionierungssystem, das sich in mehrere Richtungen bewegt, um den Schenkel präzise zu positionieren — wirst du mit Maßtoleranzproblemen kämpfen, egal wie nah sie sind. Einfach gesagt: Das Metall trifft den richtigen Winkel, aber die falsche Position.
Also, wann hebt Versand die Einsparungen auf?
Wenn das Servicemodell nicht beweisen kann, dass die Genauigkeit des Erstlaufs ohne physische Beaufsichtigung bestehen bleibt.
Bevor du ein Angebot mit niedrigem Preis pro Biegung aus drei Bundesstaaten Entfernung annimmst, frage: “Wenn eine Abweichung von 0,5 Grad an meinem Dock auftaucht, wie sieht Ihre dokumentierte Korrekturschleife aus — und wie verhindern Sie, dass diese Abweichung bei der nächsten Charge erneut auftritt?”
Denn hier geht es nicht um Geografie. Es geht darum, ob ihr System — digital oder lokal — deine Teile in der Spur hält, ohne dass du ständig danebenstehen musst.
Du blickst auf zwei Angebote.
Werkstatt A: $85 pro Stunde, $0 Einrichtung, $4,20 pro Teil. Werkstatt B: $120 pro Stunde, $480 Einrichtung, $3,10 pro Teil.
Die meisten Käufer kreisen den Stundenlohn ein, als wäre er das Lenkrad. Ist er nicht. Die Steuerung steckt in der Einrichtungszeile und den dahinterliegenden Annahmen — Verformungskompensation, Hinteranschlag-Programmierung, Erstmusterprüfung.
Ich habe einmal $12.600 verloren bei einem “billigen” Auftrag, weil die Werkstatt auf eine dokumentierte Erstmusterprüfung verzichtete und Winkel während des Laufs einstellte. Als sie den Federungsverlust stabilisierten, war die Hälfte der Charge optischer Ausschuss. Die Rechnung sah effizient aus. Die Teile nicht.
Wenn das Angebot keine Zeit für maschinenspezifische Verformungskompensation, Multi-Achsen-Hinteranschlag-Programmierung und eine gesicherte Erstmuster-Freigabe ausweist, zahlst du für ihre Lernkurve innerhalb deines Stückpreises.
Wenn du also Modelle — digitales Netzwerk oder regionale Werkstatt — vergleichst, fängst du nicht mit Geografie oder Preis an. Du beginnst damit, das Angebot zu zerlegen wie ein Mechaniker, der ein Lenkgetriebe auseinandernimmt.
Wo genau ist die Kontrollarbeit berücksichtigt?
Betrachte eine Charge von 200 Halterungen aus 7-Gauge-Stahl.
Ein hydraulisches Bremssystem — ein ölbetriebenes Kolbensystem; einfach gesagt: Flüssigkeit drückt den Balken nach unten — kann etwa 1,2% Effizienz pro Stunde verlieren, wenn sich das Öl aufheizt. Diese Abweichung zeigt sich als Winkelvariation, sofern die aktive Bombierungskompensation nicht angepasst wird. Aktive Bombierung bedeutet, dass die Maschine automatisch die Bettkrümmung verändert, um Durchbiegung auszugleichen; einfach gesagt: Sie verhindert, dass die Mitte der Biegung absackt.
Wenn eine Werkstatt nur wenig oder gar keine Einrichtungsgebühr verlangt, frage, was sie ausgelassen hat. Eine ordentliche Einrichtung bedeutet:
Das braucht Zeit. Wirkliche Zeit.
Voll elektrische Bremsen — servoangetriebene Systeme; einfach gesagt: Elektromotoren bewegen den Stößel direkt — halten über 88% Effizienz über lange Serien hinweg. Hydraulische Systeme sind oft günstiger in der Anschaffung, wodurch einige Werkstätten niedrigere Stundensätze anbieten können. Für dicke Bleche über 10 mm gewinnen Hydrauliken immer noch durch pure Kraft. Aber pure Kraft ist kein Lenken.
Hier die Frage nach dem Break-even: Kaufst du 20 Teile, bei denen Erfahrungswissen ausreicht, oder 500 Teile, bei denen thermisches Driften und Bettdurchbiegung sich summieren?
Wenn ein Angebot geringe Einrichtungszeit und höhere Stückkosten zeigt, bedeutet das oft, dass die Werkstatt Instabilität über deine Serie verteilt anstatt den Prozess im Voraus zu stabilisieren.
Frage das ganz offen: “Führen Sie mich durch Ihren Erstmusterprozess — wie lange dauert er, welche maschinenspezifischen Bombierungsdaten fixieren Sie und wo ist diese Zeit in diesem Angebot ausgewiesen?”
Ich habe “48-Stunden-garantierte Durchlaufzeiten” bei Teilen gesehen, die physikalisch drei kontrollierte Testbiegungen benötigen, um den Rückfederwinkel einzustellen.
Rückfederung ist die elastische Rückstellung nach dem Biegen; einfach gesagt: Das Metall entspannt sich und öffnet sich ein wenig. Luftbiegen — Formen mit Stempel und Matrize, ohne vollständig auf Anschlag zu drücken; einfach gesagt: Man drückt es in Form, ohne es komplett zu quetschen — braucht weniger Tonnenkraft, ist aber empfindlicher gegenüber Materialschwankungen. Beim Durchdrücken wird das Material in die Matrize gezwungen, was engere Kontrolle ermöglicht, aber höhere Kräfte und stabilere Maschinen erfordert.
Wenn eine Werkstatt Schnelligkeit verspricht, wird etwas komprimiert. Meist die Validierung.
Eilversand ist Logistik. Eilbiegen ist Physik. Man kann die thermische Stabilisierung in einem Hydrauliksystem nicht beschleunigen oder die Winkelprüfung über ein 3 m langes Bett auslassen und Gleichmäßigkeit erwarten. Stell dir nun ein langes 3 m-Panel mit drei ungleichmäßig verteilten Biegungen vor. Wenn sie es in einem Durchgang ohne Überprüfung der Bombierung entlang des Betts bearbeiten, wirst du eine Winkelabweichung von links nach rechts sehen.
Ein Auftrag früh in meiner Laufbahn: 260 Edelstahlabdeckungen, eilig für eine Messe. Wir sparten zwei Tage, indem wir die Prüfzyklen kürzten. Wir verschrotteten $14,200 € in Nacharbeit, weil der Endflansch beim Zusammenbau außerhalb der Toleranz lag.
Wenn du “garantierte Durchlaufzeit” siehst, frage dich, was zusammengedrückt wurde — Prüfzyklen, Simulationsüberprüfung oder Werkzeugwechselvalidierung.
Frage sie dann: “Wenn Sie einen Auftrag beschleunigen, welche Qualitätssicherungsschritte werden verkürzt, und wie verhindern Sie Winkeldrift über die gesamte Bettlänge unter diesem Zeitdruck?”
| Abschnitt | Inhalt |
|---|---|
| Titel | Eilversand vs. Eilbiegen: Wie “garantierte Durchlaufzeiten” die Qualitätskontrolle beeinflussen |
| Bedenken bei garantierter Durchlaufzeit | Ich habe “48-Stunden-garantierte Durchlaufzeiten” bei Teilen gesehen, die physikalisch drei kontrollierte Testbiegungen benötigen, um den Rückfederwinkel einzustellen. |
| Rückfederung | Rückfederung ist die elastische Rückstellung nach dem Biegen; einfach gesagt: Das Metall entspannt sich und öffnet sich ein wenig. |
| Luftbiegen | Luftbiegen — Formen mit Stempel und Matrize, ohne vollständig durchzudrücken; einfach gesagt: Man drückt es in Form, ohne es fest zusammenzupressen — benötigt weniger Presskraft, ist aber empfindlicher gegenüber Materialabweichungen. |
| Bodenbiegen | Beim Durchdrücken wird das Material in die Matrize gezwungen, was eine engere Kontrolle ermöglicht, aber höhere Kräfte und stabilere Maschinen erfordert. |
| Auswirkungen von Geschwindigkeitsversprechen | Wenn eine Werkstatt Schnelligkeit verspricht, wird etwas komprimiert. Meist die Validierung. |
| Logistik vs. Physik | Beschleunigter Versand ist Logistik. Beschleunigtes Biegen ist Physik. |
| Technische Einschränkungen | Man kann die thermische Stabilisierung eines Hydrauliksystems nicht überstürzen oder die Winkelüberprüfung über ein 10-Fuß-Bett überspringen und dennoch Gleichmäßigkeit erwarten. |
| Beispielszenario | Stellen Sie sich eine lange 10-Fuß-Platte mit drei ungleichmäßig verteilten Biegungen vor. Wenn sie in einem Durchgang ohne Bestätigung der Bombierung über das Bett geschoben wird, wird man eine Winkeldifferenz von links nach rechts sehen. |
| Praxisfall | Ein Auftrag früh in meiner Laufbahn: 260 Edelstahlabdeckungen, eilig für eine Messe. Wir sparten zwei Tage, indem wir die Prüfzyklen kürzten. Wir verschrotteten $14,200 € in Nacharbeit, weil der Endflansch beim Zusammenbau außerhalb der Toleranz lag. |
| Fragen, die man stellen sollte | Wenn du “garantierte Durchlaufzeit” siehst, frage dich, was zusammengedrückt wurde — Prüfzyklen, Simulationsüberprüfung oder Werkzeugwechselvalidierung. |
| Kritische Anschlussfrage | Frage sie dann: “Wenn Sie einen Auftrag beschleunigen, welche Qualitätssicherungsschritte werden verkürzt, und wie verhindern Sie Winkeldrift über die gesamte Bettlänge unter diesem Zeitdruck?” |
Ein Angebot sagt Ihnen den Preis. Der Zeitplan zeigt Ihnen den Status.
Biegen mit hoher Variantenvielfalt und geringer Stückzahl funktioniert gut, wenn dieselbe Maschine, derselbe Werkzeugbestand und dieselbe Anschlagkonfiguration wiederholt verwendet werden. Es bricht zusammen, wenn Ihr Auftrag über 300 Teile zwischen dickeren Plattenjobs eingeschoben wird, die andere Presskrafttabellen und Werkzeugwechsel erfordern.
Eine Presskrafttabelle ist das Kraftreferenzdiagramm der Maschine; einfach gesagt: das Nachschlageblatt, das der Abkantpresse sagt, wie stark sie für ein bestimmtes Material und eine bestimmte Matrize drücken soll. Wenn diese Tabelle nicht auf die spezifische Maschine kalibriert ist – und nicht mit ihrer Bombierungskurve verknüpft ist – läuft kein kontrollierter Prozess. Sie arbeiten nur näherungsweise.
Ich habe gesehen, wie 180 Aluminiumplatten aus der Toleranz liefen, weil unser Auftrag mitten im Durchlauf auf eine zweite Abkantpresse verlegt wurde, um “den Fluss aufrechtzuerhalten”. Gleiche Marke. Unterschiedliche Verschleißmuster. Keine gemeinsamen, validierten Bombierungsdaten.
Das ist Lückenfüllerarbeit.
Digitale Netzwerke können dies mit zentraler Programmierung und kalibrierten digitalen Zwillingen lösen – vorausgesetzt, jede Anlage speist echte Encoder-Daten zurück ins System. Regionale Werkstätten können es mit disziplinierter Planung und exklusiver Maschinnutzung lösen. In jedem Fall brauchen Sie Transparenz.
Stellen Sie nicht die Frage: “Können Sie das nächste Woche einplanen?” Stellen Sie stattdessen diese Frage: “Bleibt dieser Auftrag für die gesamte Charge auf einer kalibrierten Maschine mit gesperrtem Werkzeug und dokumentierten Crowning-Daten — und wo ist dieses Commitment in Ihrem Produktionsplan festgehalten?”
Denn sobald Sie das Angebot entschlüsseln, ist die eigentliche Frage nicht, wer günstiger ist.
Sondern wer steuert – und wer nur aufs Gas tritt.
Sie brauchen keine Werksführung. Sie brauchen drei Antworten, die sich nicht fälschen lassen.
Das habe ich auf die harte Tour gelernt, nachdem 512 Gehäuse mit einer von links nach rechts variierenden Winkeldifferenz zurückkamen, die wir erst bei der Montage bemerkten. Die Maschine hatte ausreichend Tonnage. Das Angebot sah sauber aus. Was wir nicht hatten, war der Beleg dafür, wie sie Crowning, Wiederholgenauigkeit des Hinteranschlags und Werkzeugmethode unter realer Produktionsbelastung kontrollierten.
PS-Leistung hält Sie nicht in der Spur. Lenksysteme tun das.
Hier ist der Stresstest, den ich Käufern jetzt gebe. Drei Fragen. Wenn eine Werkstatt sie nicht klar und mit angehängten Dokumenten beantworten kann, haben Sie Ihre Antwort schon.
Und die erste Frage beginnt, bevor Sie irgendetwas unterschreiben.
Fordern Sie den vollständigen Erstmusterprüfbericht von einem vergleichbaren früheren Auftrag an – nicht eine hübsche Maßzusammenfassung, sondern das Rüstblatt, das Folgendes zeigt:
Crowning ist kontrollierte Bettkompensation; auf Deutsch: wie sie verhindern, dass die Mitte einer langen Biegung unter Last absackt. Wenn dieser Wert nicht aufgezeichnet wird, wird er nicht kontrolliert. Er wird geraten.
Prüfen Sie dann die Winkelverifikation über die Position – links, Mitte, rechts bei langen Teilen. Ein einzelner Winkelwert beweist nichts. Bei einem 3-Meter-Blech verändert sich die Durchbiegung über die Länge. Wenn nur eine Messung gezeigt wird, prüfen sie fürs Papier, nicht für die Physik.
Hier ist der nicht offensichtliche Teil: Sie prüfen nicht nur die Hardware. Sie prüfen, ob Rüstwissen über einen einzelnen erfahrenen Bediener hinaus erhalten bleibt.
Hinteranschlagsprogrammierung — die koordinierte Bewegung der Positionierfinger in mehreren Achsen; auf Deutsch: die Anschläge, die Ihre Kante genau dort platzieren, wo sie sein muss — sollte als wiederholbares Programm gespeichert werden, nicht manuell eingekurbelt. Wenn der Bericht handschriftliche Anschlag-Korrekturen zeigt, schauen Sie auf Erfahrungswissen, nicht auf Prozesskontrolle.
Fragen Sie dies, wortwörtlich: “Schicken Sie mir ein First-Article-Paket von einem ähnlichen Auftrag, das Tonnage, Bombierungswerte, Positionen der mehrachsigen Hinteranschläge und Winkelprüfungen über die gesamte Biegelänge zeigt – nicht nur die Endmaße.”
Wenn sie zögern, was verfolgen sie nicht?
Sie können ihre Maschine nicht sehen, aber Sie können ihr Denken sehen.
Fragen Sie sie, wie sie die Bombierung anpassen, wenn die Materialdicke innerhalb eines Chargenloses variiert. Materiallosvariation bedeutet, dass Bleche aus derselben Charge geringfügig in der Dicke unterschiedlich sein können; einfach ausgedrückt: Nicht jedes Blech entspricht genau der Angabe auf dem Etikett. Wenn die Antwort lautet “Wir passen es während des Prozesses an”, ist das eine manuelle Korrektur. Das ist reaktiv.
Aktive Bombierungssysteme passen sich automatisch anhand programmierter Tonnage-Kurven an; einfach ausgedrückt: Die Maschine verändert ihre eigene Krümmung, um unter Belastung gleichmäßig zu bleiben. Der Beweis liegt darin, ob Bombierungswerte pro Auftrag gespeichert und digital abgerufen werden.
Dann wechseln Sie zum Hinteranschlag.
Ein echter mehrachsiger CNC-Hinteranschlag bewegt sich in den Achsen X, R und manchmal Z; einfach ausgedrückt: Er kann sich vorwärts/rückwärts, aufwärts/abwärts und seitwärts bewegen, um Flanschlänge und Ausrichtung zu steuern. Fragen Sie, ob diese Achspositionen in das CNC-Programm eingebettet oder zu Beginn eines Laufes manuell eingestellt werden.
Manuelle Anschlagverschiebungen sind der Ort, an dem Chargen still und leise sterben.
Wir haben einmal Aluminiumplatten im Wert von $13.400 verschrottet, weil ein Bediener mitten im Lauf einen Einzelachsenanschlag um 0,5 mm verschoben hat, um “die Spezifikation einzuhalten”. Diese Korrektur löste eine Abmessung und ließ drei andere abdriften.
Fragen Sie also Folgendes: “Wenn die Dicke selbst um 0,2 mm variiert, passen Sie die Bombierung über die Steuerung an und dokumentieren Sie die Änderung, oder unterlegt bzw. korrigiert ein Bediener die Einrichtung manuell?”
Hören Sie auf Systemantworten, nicht auf Heldengeschichten.
Wenn sich ihre Antwort auf einen hochqualifizierten Abkantpressenbediener konzentriert, kaufen Sie keinen Prozess. Sie mieten eine Person.
Und was passiert, wenn diese Person im Urlaub ist?
Mittlerweile erkennen Sie das Muster: Sie vergleichen keine Maschinen. Sie vergleichen, wie gut eine Werkstatt Variabilität steuern kann.
Hier ist also das Rahmenwerk.
Frage eins beweist, dass sie Einrichtung und Physik dokumentieren und validieren. Frage zwei beweist, dass ihre Hardware tatsächlich kompensiert, anstatt sich auf manuelle Korrektur zu verlassen. Frage drei verbindet alles:
“Bleibt meine Charge auf einer kalibrierten Maschine mit fixiertem Werkzeug und gespeicherten CNC-Programmen für Bombierung und mehrachsige Hinteranschlagspositionen, und können Sie mir zeigen, wo diese Daten gespeichert sind?”
Die Werkzeugmethodik ist hier entscheidend. Luftbiegen – Formen ohne das Material vollständig zu pressen; einfach ausgedrückt: das Metall formen, ohne es vollständig in die Matrize zu drücken – ist flexibel, aber empfindlich gegenüber Schwankungen. Beim Bodenbiegen wird höhere Kraft für genauere Winkelkontrolle eingesetzt, erfordert aber stabile Tonnage- und Bombierungsdaten. Wenn sie nicht erklären können, warum sie das eine oder das andere für Ihre Toleranzkette gewählt haben, reagieren sie – sie planen nicht.
Die nicht offensichtliche Veränderung ist diese: Du hörst auf, den Betrieb mit der größten Bremse oder dem niedrigsten Preis auszuwählen, und wählst stattdessen den Betrieb, der nachweisen kann, dass er weiß, wo jede Variable gespeichert, abgerufen und gesichert ist.
Stell dir nun zwei Angebote auf deinem Schreibtisch vor. Gleiches Material. Gleiches Teil. Gleiche zugesicherte Lieferzeit.
Ein Betrieb schickt dir Programme, Krönungsprotokolle und eine gespeicherte Hinteranschlagsdatei.
Der andere schickt dir ein PDF und einen Handschlag.
Welcher steuert deine 500-teilige Sondercharge – und welcher tritt nur aufs Pedal?


















