

Bagian #1 keluar dari rem dengan bersih. Pengukur menunjukkan sudutnya tepat sekali. Operator mengangguk, menjalankan sepuluh bagian berikutnya, menumpuknya di atas palet.
Pada bagian #437, inspektur menelepon. Sudut melenceng setengah derajat, dan sekarang Anda memiliki tumpukan suku cadang yang tidak bisa terpasang rata saat perakitan. Gambar sama. Mesin sama. Operator sama.
Jadi, apa yang berubah?
Saya pernah melihat pembeli berdiri di bengkel saya, menunjuk ke rem tekan hidrolik 200 ton, dan berkata, “Baja ya baja. Tekukan ya tekukan.” Mereka melihat tenaga kuda. Tonnase hanyalah gaya pembentukan maksimum — seberapa keras mesin dapat menekan. Itu tidak mengatakan apa-apa tentang seberapa presisi mesin mengontrol tekanan itu di sepanjang delapan kaki meja.
Saya pernah membuang senilai $18.400 dalam bentuk wadah kustom karena kami percaya pada hidrolik “cukup baik” untuk pekerjaan berulang. Selusin pertama sempurna. Sisanya perlahan keluar dari toleransi saat mesin memanas dan ram melengkung. Kami tidak menyadarinya sampai inspeksi menumpuk suku cadang dan melihat ada celah di antaranya.
Itulah mitosnya: jika mesin bisa mencapai sudut sekali, ia bisa melakukannya 500 kali.
Presisi bukan tentang apakah rem tekan bisa mencapai angka ketat dalam kondisi ideal. Hidrolik dasar bisa mencapai akurasi mengesankan dalam satu pengaturan. Pertanyaannya adalah apakah mesin mengontrol variabel secara otomatis, atau operator Anda mengejarnya dengan feeling.
Jika pemasok Anda berkata, “Orang kami sudah 20 tahun membengkokkan, dia tahu cara menyesuaikannya,” hentikan dia saat itu juga dan tanyakan: Saat material atau suhu berubah di tengah proses, sistem apa yang memperbaikinya — mata operator, atau kontrol mesin?
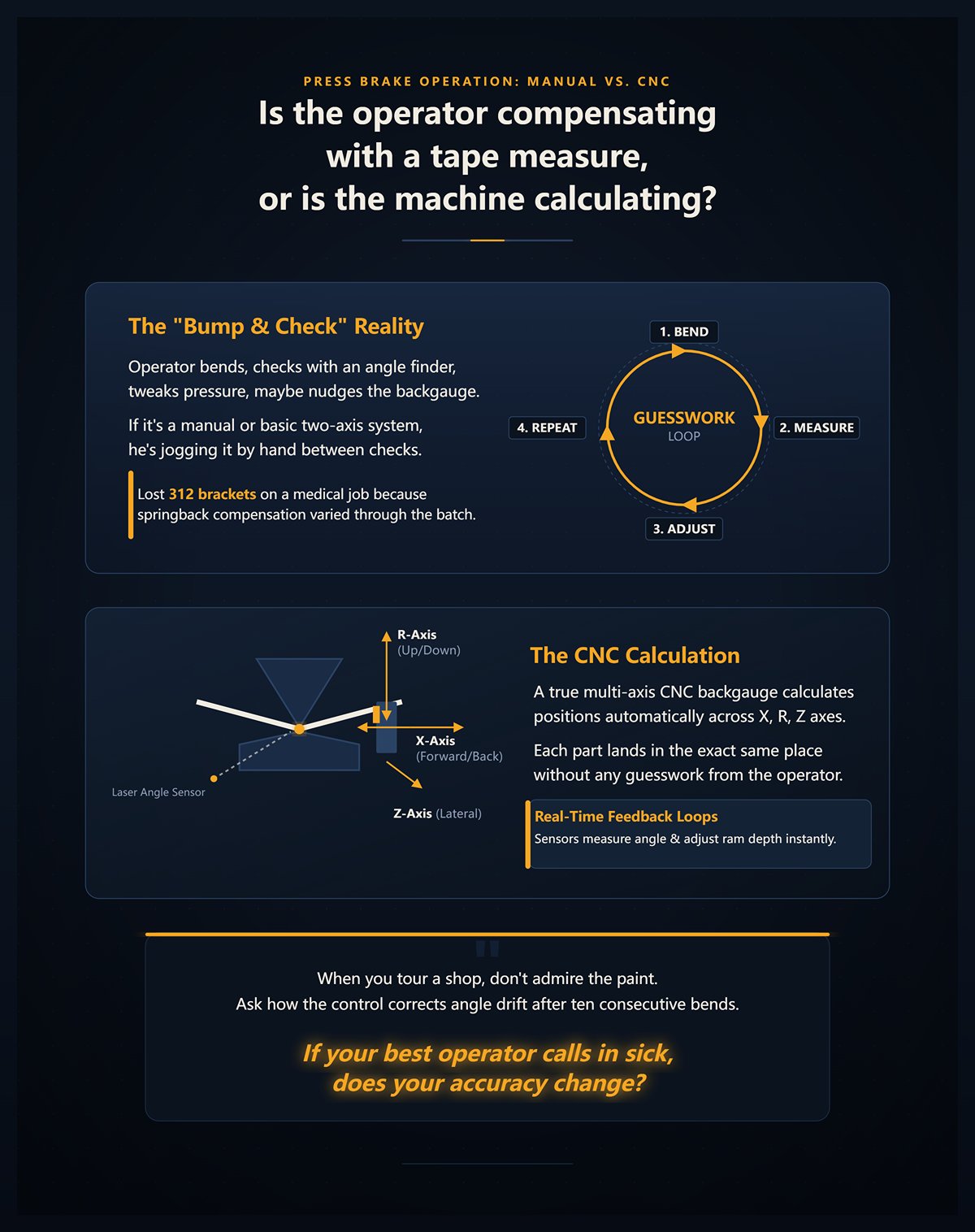
Bayangkan operator pada bagian #1. Ia menekuk, memeriksa dengan pengukur sudut, menyesuaikan tekanan, mungkin menggeser sedikit backgauge.
Backgauge adalah sistem pemosisian yang menentukan panjang flensa — jari-jari yang menentukan di mana tekukan terjadi.
Jika itu sistem manual atau dua sumbu dasar, ia menggerakkannya dengan tangan di antara pengecekan. Jika itu backgauge CNC sejati dengan banyak sumbu, kontrol menghitung posisi secara otomatis di sepanjang sumbu X, R, Z — maju/mundur, naik/turun, dan posisi lateral — sehingga setiap bagian berada di tempat yang sama tanpa tebak-tebakan.
Saya pernah melihat bengkel mengandalkan apa yang kami sebut “bump and check.” Itu persis seperti kedengarannya: tekuk, ukur, sesuaikan, ulangi. Kami kehilangan 312 braket pada pekerjaan medis karena operator mengompensasi springback — logam kembali ke bentuk setelah tekukan — secara berbeda ketika kekerasan gulungan bervariasi sepanjang batch.
Sistem CNC sejati menggunakan loop umpan balik — sensor yang mengukur sudut dan menyesuaikan kedalaman ram secara waktu nyata. Itu berarti mesin yang menghitung, bukan operator yang mengompensasi.
Ketika Anda berkeliling bengkel, jangan hanya kagumi catnya. Minta programmer menunjukkan bagaimana kontrol memperbaiki penyimpangan sudut setelah sepuluh tekukan berturut-turut, lalu tanyakan: Jika operator terbaik Anda tidak masuk kerja, apakah akurasi Anda berubah?
Logam bergerak. Ram melengkung. Rangka melentur.
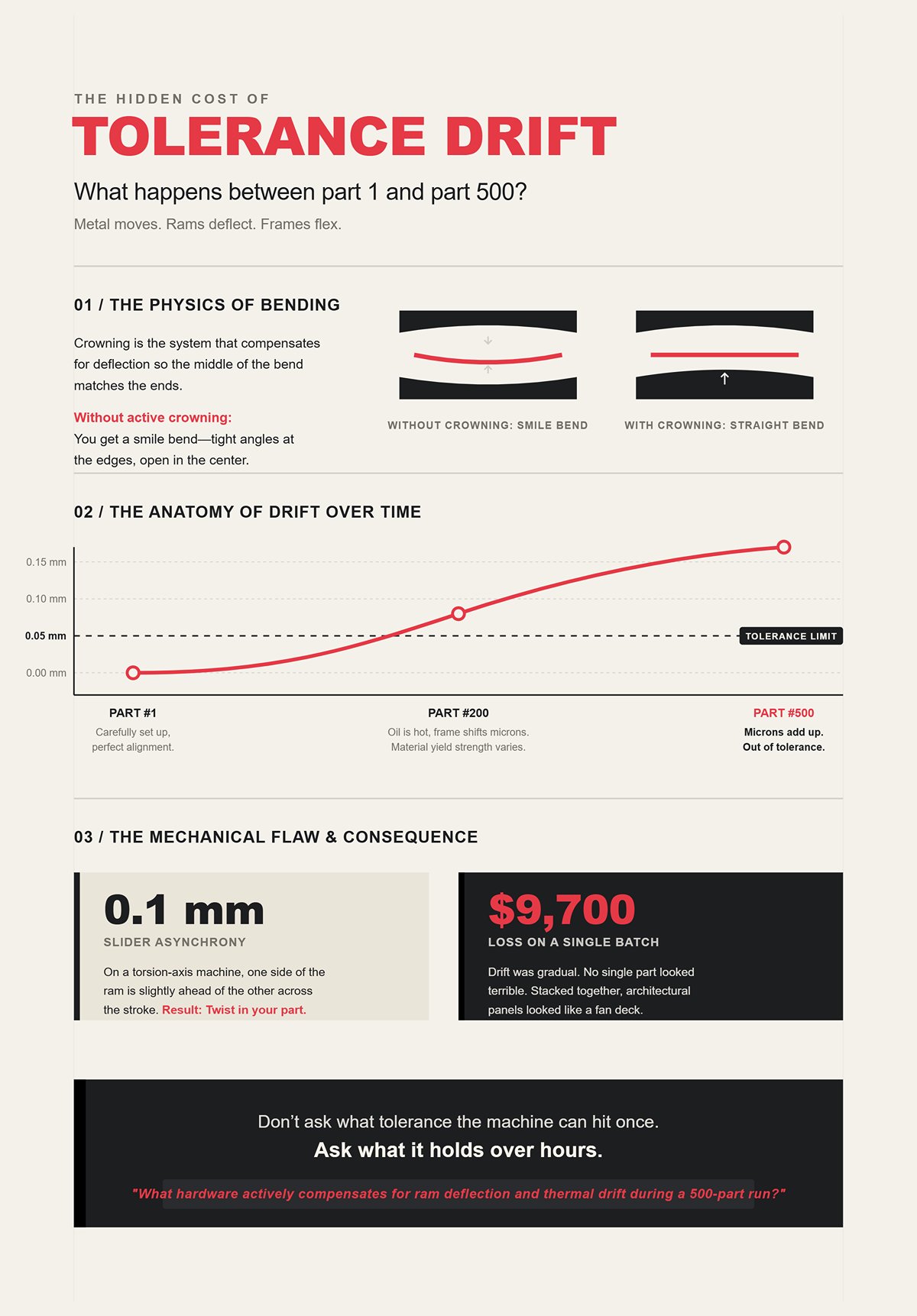
Crowning adalah sistem yang mengompensasi defleksi — baik secara mekanis maupun hidraulis — sehingga bagian tengah tekukan sesuai dengan ujung-ujungnya. Tanpa crowning aktif, Anda akan mendapatkan tekukan “senyum”: sudut tajam di tepi, terbuka di tengah.
Sekarang bayangkan panel panjang 10 kaki. Bagian #1 disetel dengan hati-hati. Pada bagian #200, oli sudah panas, rangka bergeser beberapa mikron, dan batch material sedikit berubah dalam kekuatan leleh — yaitu seberapa besar tekanan yang diperlukan untuk membengkokkan baja secara permanen.
Mikron itu bertambah.
Pada mesin poros torsi — desain yang menyinkronkan ram dengan batang mekanis alih-alih servo-hidraulis independen — saya pernah mengukur hingga 0,1 mm ketidaksinkronan slider sepanjang stroke. Bahasa sederhana: satu sisi ram sedikit lebih maju daripada sisi lainnya. Hal itu muncul sebagai puntiran pada bagian Anda.
Kami kehilangan $9.700 pada satu batch panel arsitektur karena pergeseran terjadi secara bertahap. Tidak ada satu bagian pun yang terlihat buruk. Tetapi saat ditumpuk bersama, tampak seperti kipas terbuka.
Jadi jangan tanyakan berapa toleransi yang bisa dicapai mesin sekali saja. Tanyakan apa yang bisa dipertahankan selama berjam-jam. Pertanyaan yang lebih baik untuk penjual Anda: Perangkat keras apa yang secara aktif mengompensasi defleksi ram dan pergeseran termal selama produksi 500 bagian?
Jebakannya bukan ketidaktahuan. Itu pengetahuan yang setengah-setengah.
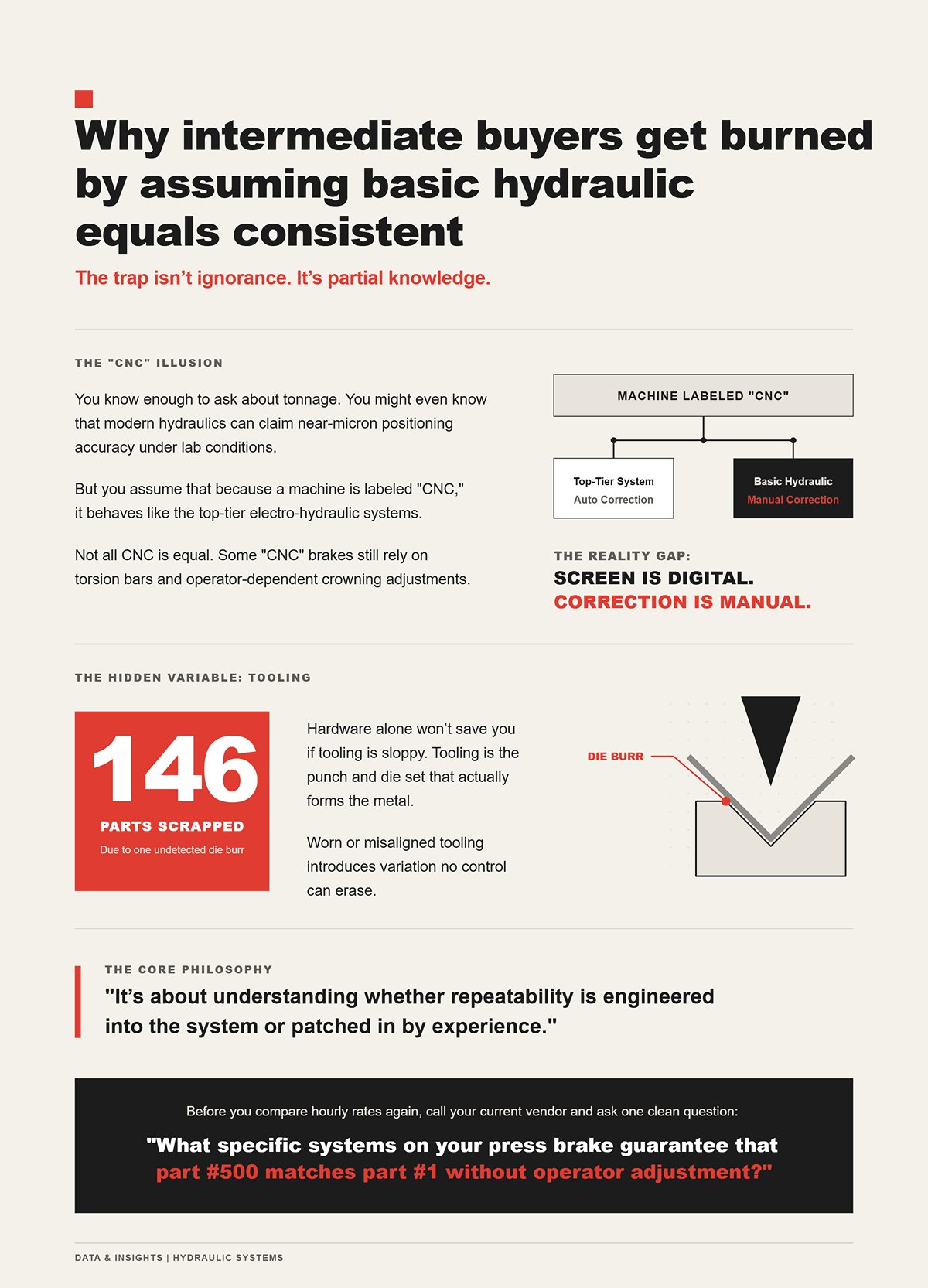
Anda cukup tahu untuk bertanya tentang tonase. Anda mungkin bahkan tahu bahwa hidraulik modern dapat mengklaim akurasi posisi mendekati mikron dalam kondisi lab. Tetapi Anda mengasumsikan bahwa karena sebuah mesin berlabel “CNC,” mesin tersebut berperilaku seperti sistem elektro-hidraulis kelas atas.
Tidak semua CNC sama. Beberapa rem “CNC” masih bergantung pada batang torsi dan penyesuaian crowning yang tergantung pada operator. Layarnya digital. Koreksinya manual.
Dan perangkat keras saja tidak akan menyelamatkan Anda jika tooling tidak presisi. Tooling adalah set punch dan die yang membentuk logam. Tooling yang aus atau tidak sejajar memperkenalkan variasi yang tidak bisa dihapus oleh kontrol apa pun. Saya pernah membuang 146 bagian stainless karena bahu die memiliki burr — tonjolan kecil — yang tidak terdeteksi saat setup.
Itulah mengapa ini bukan tentang membeli mesin termahal di wilayah Anda. Ini tentang memahami apakah repeatability dirancang ke dalam sistem atau hanya disiasati oleh pengalaman.
Sebelum Anda membandingkan tarif per jam lagi, hubungi vendor Anda saat ini dan ajukan satu pertanyaan sederhana: Sistem spesifik apa pada press brake Anda yang menjamin bagian #500 sama dengan bagian #1 tanpa penyesuaian operator?
Anda berdiri di rem 10 kaki dengan panel baja mild steel 3/16 inci. Bagian pertama lurus sempurna. Pada bagian kelima, tengah mulai sedikit terbuka. Pada bagian kedua puluh, Anda bisa memasukkan feeler gauge di bagian tengah. Tidak ada yang berubah pada program. Tonase baik-baik saja. Operator tidak menyentuh pengaturan.
Yang berubah adalah defleksi — mesin yang melengkung di bawah beban — dan apakah rem memiliki perangkat keras yang mengoreksinya secara otomatis atau menunggu manusia untuk mengejarnya.
Bagian #1 keluar dari rem dengan bersih. Uji sebenarnya adalah apakah bagian #500 sama tanpa ada yang mengambil kunci pas.
Ada tiga perangkat keras yang membuat hal itu mungkin: crowning aktif, backgauge CNC multi-sumbu sejati, dan metode bending yang sesuai dengan bahan. Lewat salah satunya, dan Anda kembali ke metode “bump-and-check” — tekuk, ukur, sesuaikan, ulang — yang hanyalah tebakan mahal pada baja.
Jadi, dari semua itu, mana yang benar-benar membedakan bengkel yang disiplin dari yang berjudi dengan batch Anda?
Saya pernah melihat seorang operator berpengalaman menghabiskan 45 menit menggeser strip logam tipis di bawah cetakan — shim — untuk membentuk lekukan ringan ke atas pada perkakas. Shimming adalah cara statis untuk melawan defleksi; Anda menekuk penyiapan sebelumnya sehingga lenturan mesin saling meniadakan selama proses. Metode ini berfungsi. Untuk panjang, ketebalan, dan tonase yang tepat itu.
Ubah material dari baja lunak ke baja tahan karat. Tingkatkan panjang tekukan. Ganti ke bukaan cetakan yang berbeda. Tumpukan shim itu sekarang salah.
Crowning aktif berbeda. Ini adalah sistem hidrolik atau mekanis yang dibangun di dalam meja yang menyesuaikan kelengkungan meja di bawah beban, berdasarkan ketebalan material, panjang tekukan, dan tonase yang diprogram. Bahasa sederhana: mesin sengaja melentur untuk meniadakan lenturan yang tidak diinginkan.
Inilah mekanisme yang penting: defleksi meningkat seiring dengan beban dan rentang. Tekukan 10 kaki dengan beban 150 ton tidak mengalami defleksi yang sama dengan tekukan 4 kaki dengan beban 40 ton. Sistem crowning hidrolik menghitungnya secara waktu nyata dan menerapkan tekanan berlawanan di sepanjang meja. Shimming manual tidak dapat beradaptasi di tengah proses jika suhu oli berubah atau jika Anda mengubah waktu jeda — berhenti di titik mati bawah yang memengaruhi springback pada material berkekuatan tinggi.
Kami mengalami kerugian $6.800 dalam skrap pada pekerjaan baja tahan karat karena penyiapan shim sempurna saat dingin tetapi salah ketika oli hidrolik memanas. Operator terus menyesuaikan kedalaman ram, yang memperbaiki bagian tepi tetapi membuka bagian tengah. Begitulah cara Anda mendapatkan tekukan berbentuk senyum.
Sekarang, pukulan yang adil: wedge crowning mekanis — solusi tingkat menengah — bisa berfungsi dengan baik. Mereka menutupi meja dan menghindari “zona buta,” tetapi cepat aus. Wedge yang aus berarti kompensasi yang tidak konsisten. Saya telah melihat bengkel memasangnya, kesulitan perawatan, lalu diam-diam kembali ke shimming karena “lebih cepat.” Cepat untuk siapa?
Jika sebuah bengkel memberi tahu Anda mereka “memiliki crowning,” jangan berhenti di situ. Mintalah mereka menunjukkan apakah itu hidrolik, dihitung otomatis oleh kontrol, dan apakah nilainya berubah ketika mereka mengubah ketebalan material dalam program.
Tatap mata mereka dan tanyakan: “Ketika saya beralih dari baja lunak 11-gauge ke baja tahan karat 12-gauge dengan cetakan 8 kaki yang sama, apa yang otomatis disesuaikan — dan apa yang dibangun ulang dengan tangan?”
Saya pernah masuk ke sebuah bengkel yang menawarkan pembuatan braket toleransi ketat dengan backgauge dua sumbu — hanya X dan R. X adalah posisi depan-belakang; R adalah ketinggian naik-turun. Itu cukup untuk flensa sederhana.
Sampai bagian tersebut memiliki tekukan offset, sisi meruncing, atau perlu pengukuran dari tepi yang berbeda.
Backgauge CNC multi-sumbu yang sejati menambahkan sumbu Z (gerakan kiri-kanan dari jari pengukur) dan kadang sumbu X2 atau R2 untuk kontrol independen. Dalam bahasa sederhana: mesin dapat memosisikan ulang setiap jari secara presisi dalam ruang tiga dimensi sehingga bagian selalu merujuk datum yang sama setiap kali tanpa operator harus membalik atau memperkirakan penyelarasan dengan mata.
Inilah alasan pentingnya hal tersebut untuk 300 buah. Jika operator harus menggeser jari secara manual untuk melewati flensa sebelumnya, Anda telah memperkenalkan variasi manusia. Satu milimeter meleset di pengukur menjadi satu milimeter meleset dalam panjang flensa. Tumpuk tiga tekukan, dan akumulasi toleransi — kesalahan kecil yang menumpuk di antara fitur — akan menghantui Anda.
Namun Anda bisa membeli berlebihan. Jika bagian Anda hanyalah sudut tekukan tunggal sepanjang hari, maka backgauge 6-sumbu merupakan investasi yang sia-sia. Batasnya adalah: saat geometri Anda mengharuskan bagian diposisikan ulang di antara tekukan untuk menghindari tabrakan atau merujuk tepi baru, Anda memerlukan gerakan Z yang dapat diprogram setidaknya.
Saya pernah membuang 184 braket yang dibentuk karena penyetelan lateral manual tidak dikembalikan ke posisi tepat setelah penggantian alat. Programnya benar. Perangkat kerasnya tidak bisa menegakkannya.
Ketika Anda mengunjungi bengkel, jangan hitung layar. Amati bagian kompleks berjalan. Apakah operator menyentuh backgauge di antara tekukan, atau apakah kontrol memosisikan ulang semuanya secara otomatis?
Tanyakan secara langsung: “Untuk bagian ini dengan tiga kedalaman flensa berbeda dan satu tekukan offset, sumbu mana yang bergerak di bawah kontrol CNC, dan mana yang bergantung pada tangan operator?”
Buatlah tekukan 90 derajat pada baja tahan karat 304 menggunakan air bending — di mana punch menekan material ke dalam V-die tanpa benar-benar menyentuh dasar — dan Anda akan melihat springback. Springback adalah logam yang sedikit mengendur setelah beban dihilangkan. Pada stainless, ini cukup agresif.
Bottoming berbeda. Punch memaksa material masuk dengan kuat ke sudut die, mengurangi springback dengan menyebabkan lebih banyak bagian penampang mengalami deformasi plastis. Bahasa sederhana: Anda menekan lebih dalam sehingga tidak dapat kembali sebanyak itu.
Air bending memerlukan kontrol yang tepat terhadap kedalaman ram dan sering mendapat manfaat dari sistem pengukur sudut. Ini fleksibel dan lebih cepat untuk berbagai jenis komponen karena satu die dapat menghasilkan beberapa sudut dengan mengubah kedalaman stroke. Bottoming lebih stabil untuk material tertentu dengan kekuatan tinggi tetapi memerlukan sudut tooling yang akurat dan tonase yang lebih tinggi.
Sekarang bayangkan panel panjang 10 kaki pada baja berkekuatan tinggi. Jika bengkel default menggunakan air bending tanpa memvalidasi dwell time — jeda di bawah stroke — perbedaan 0,3 detik dapat mengubah sudut akhir secara signifikan pada paduan yang memiliki banyak springback. Jika mereka melakukan bottoming tanpa menghitung ulang tonase untuk panjang tersebut, Anda akan membebani mesin secara berlebihan atau meninggalkan bekas pada material.
Kami kehilangan $5.200 pada batch bracket berkekuatan tinggi karena metode “standar” bengkel adalah air bending untuk semua. Sudut pada komponen #1 tepat, lalu bergeser ketika kekerasan material bervariasi sepanjang gulungan. Tidak ada yang menyesuaikan dwell atau memvalidasi dengan siklus otomatis; mereka mengoperasikannya secara manual.
Pertanyaan yang tepat bukanlah metode mana yang lebih baik. Yang penting adalah apakah bengkel memilih berdasarkan kekuatan luluh material Anda — tegangan yang diperlukan untuk mendeformasi secara permanen — dan mendokumentasikan parameter di CNC sehingga batch berikutnya bukan percobaan baru.
Jadi tanyakan langsung: “Untuk material dan ketebalan spesifik ini, apakah Anda menggunakan air bending atau bottoming — dan bagaimana kontrol Anda mengunci dwell time serta koreksi sudut sehingga komponen #500 tidak perlu disetel ulang?”
Karena tenaga mesin tidak membuat Anda tetap berada di jalur. Kemudi yang membuatnya. Dan dalam press braking, crowning, pengukuran multi-axis, dan disiplin metode adalah komponen kemudi yang menentukan apakah batch Anda berjalan seperti kereta — atau melayang seperti troli belanja dengan roda bengkok.
Anda ingin mengaudit bengkel sebelum menyerahkan produksi Anda. Bagus. Mulailah dengan meminta mereka untuk menyebutkan tonase yang tepat mereka hitung untuk material, ketebalan, panjang tekukan, dan bukaan die Anda — lalu tanyakan berapa persen dari kapasitas terukur mesin itu. Jika mereka tidak bisa menjawab tanpa menebak, Anda tidak melihat kontrol. Anda melihat harapan.
Saya pernah melihat press 300 ton menekuk baja karbon rendah 1/4 inci sepanjang 10 kaki dengan sekitar 165 ton pada air bending. Lipat gandakan ketebalan itu dan Anda tidak hanya melipat gandakan gaya — Anda melonjak menuju 600 ton tergantung lebar die dan metode. Rumus tonase standar (gaya berbanding dengan ketebalan kuadrat dibagi bukaan die) menghukum asumsi. Bahasa sederhana: perubahan kecil pada ketebalan dapat meledakkan kebutuhan gaya Anda.
Di situlah pembeli terjebak. Mereka melihat “kapasitas 300 ton” dan menganggap ada margin aman. Tetapi kapasitas tidak sama dengan kontrol. Mesin yang berjalan pada 90% dari ratingnya berperilaku sangat berbeda dengan yang santai pada 55%. Defleksi rangka — lenturan kecil mesin di bawah beban — meningkat seiring gaya, dan defleksi mengubah sudut tekukan sepanjang panjang kecuali dikompensasi. Bahasa sederhana: semakin keras Anda menekan, semakin mesin mencoba ikut membengkokkan.
Saya membuang $9.400 lembar pelat 3/8 inci bertahun-tahun lalu karena kami percaya pada tonase nameplate dan mengabaikan distribusi beban di sepanjang bed yang panjang. Komponen menyempit dua derajat dari tengah ke tepi. Mesin cukup kuat. Tidak cukup stabil.
Saat Anda berdiri di bengkel mereka, jangan kagumi ukurannya. Tanyakan ini: “Untuk tekukan terpanjang saya, berapa tonase yang Anda hitung, berapa persen kapasitas mesin itu, dan bagaimana Anda mengimbangi defleksi rangka pada beban tersebut?”
Dekati press brake saat melakukan tekukan berat dan perhatikan pengukur ram. Pada mesin yang dikelola dengan baik, beban naik merata dari kiri ke kanan. Pada setup yang ceroboh, satu sisi spike lebih dulu. Itu distribusi beban yang tidak merata — gaya tidak terbagi rata di sepanjang bed — dan itu awal variasi sudut.
Stabilitas di bawah beban berarti tiga hal bekerja bersama: perhitungan tonase yang akurat, crowning aktif (kompensasi otomatis bed untuk defleksi), dan kecepatan terkontrol. Kecepatan pendekatan yang lebih cepat dapat sedikit mengurangi gesekan, tetapi kecepatan tinggi meningkatkan variabilitas springback. Springback adalah logam yang mengendur setelah tekanan dilepas. Stainless akan mengingatkan siapa bosnya.
Sekarang bayangkan panel panjang 10 kaki pada aluminium tebal. Aluminium memiliki kekuatan luluh — tegangan yang diperlukan untuk mendeformasi secara permanen — lebih rendah dari baja, sehingga Anda mungkin menganggap “mudah ditekuk”. Tetapi aluminium dengan ketebalan tinggi sering memerlukan V-die lebar dan penetrasi tinggi untuk mengontrol retak. Itu mengubah kurva tonase Anda dan pola defleksi.
Jika bengkel memacu mesin mendekati batasnya hanya untuk membuktikan bisa, Anda tidak membeli kestabilan. Anda membeli keausan. Sistem hidraulik — silinder yang digerakkan minyak untuk menggerakkan ram — kehilangan repeatability saat seal dan katup ditekan mendekati tekanan maksimum setiap hari. Bahasa sederhana: jalankan di redline cukup lama dan mesin berhenti mencapai kedalaman yang sama dua kali.
Jadi jangan tanya seberapa besar mesin itu. Tanyakan: “Pada tonase yang saya perlukan, apakah mesin ini beroperasi dalam rentang stabilnya, dan dapatkah Anda menunjukkan bagaimana nilai crowning Anda berubah pada beban tersebut?”
Saya pernah melihat bengkel menjalankan pekerjaan rutin 50 ton pada mesin press 300 ton hanya karena itu adalah mainan terbaru di lantai produksi. Mesin menganggur dengan putaran tinggi, pompa hidrolik bekerja lebih keras dari yang diperlukan, dan waktu penyiapan menjadi lebih lama karena perkakas lebih berat dan lebih lambat untuk diganti. Anda pikir Anda membayar untuk presisi. Sering kali Anda membayar untuk biaya overhead.
Mesin press berukuran besar memiliki massa lebih banyak untuk digerakkan dan konsumsi energi per siklus yang lebih tinggi. Dalam bahasa sederhana: mesin yang lebih besar lebih mahal untuk dinyalakan dan dijaga tetap beroperasi. Jika bagian Anda hanya membutuhkan 50 ton, mesin press 100 ton yang dirawat dengan baik mungkin dapat mempertahankan pengulangan yang lebih ketat karena bekerja dalam zona kenyamanannya.
Inilah yang sering dilewatkan oleh pembeli. Bengkel mengamortisasi investasi mesin besar untuk semua pekerjaan yang dijalankan dengannya. Jika mereka telah berinvestasi dalam sistem andalan 300 ton, setiap braket kecil yang Anda pesan ikut membantu membayarnya. Itu bukan kejahatan. Itu matematika. Tapi ini berarti Anda harus bertanya apakah geometri Anda ditempatkan pada mesin yang tepat atau hanya mesin yang sedang tersedia.
Saya pernah menyaksikan sebuah bengkel menekan stainless tipis menggunakan mesin press bertonase tinggi dengan set cetakan lebar karena “mesinnya sudah terpasang.” Pembukaan yang berlebihan menyebabkan radius dalam yang tidak konsisten dan bekas kosmetik. Kami membuang 126 panel sebelum seseorang mengakui bahwa mesin press yang lebih kecil di seberang lorong dapat melakukan hasil yang lebih bersih.
Tatap mata mereka dan tanyakan: “Mesin spesifik mana yang akan menjalankan pekerjaan saya, berapa tonase terukurnya, dan mengapa mesin itu — bukan yang terbesar milik Anda — adalah pilihan yang tepat?”
Rak penuh pukulan mengilap tidak berarti kemampuan. Itu hanya berarti inventaris.
Springback adalah titik di mana paduan logam membedakan profesional sejati dari yang berpura-pura. Stainless 304 memiliki springback yang sangat kuat. Aluminium tebal dapat retak jika radius bagian dalam terlalu sempit. Bukaan cetakan — lebar dari V-die tempat material ditekan — mengontrol radius dalam dan tonase yang dibutuhkan. Pembengkokan udara standar sering dimulai dari rasio 8:1 (bukaan cetakan sekitar delapan kali ketebalan material). Material tipis mungkin menggunakan rasio yang lebih ketat; paduan yang rapuh mungkin membutuhkan yang lebih lebar.
Jika sebuah bengkel hanya memiliki pukulan 90 derajat standar dan rentang V-die yang sempit, mereka akan memaksa paduan Anda menyesuaikan dengan perkakas mereka alih-alih mencocokkan perkakas dengan paduan Anda. Bottoming — memaksa material sepenuhnya masuk ke sudut cetakan untuk mengurangi springback — membutuhkan sudut cetakan yang tepat dan tonase lebih tinggi. Pembengkokan udara membutuhkan kontrol kedalaman yang presisi dan sering kali sistem koreksi sudut. Material yang berbeda memerlukan strategi yang berbeda.
Pustaka perkakas berarti kumpulan pukulan dan cetakan yang terdokumentasi dan terawat, disesuaikan dengan jenis serta ketebalan material. Dalam bahasa sederhana: mereka memiliki bentuk baja yang tepat untuk menekuk logam Anda tanpa menebak-nebak.
Kami membuang 212 penutup stainless karena bengkel bersikeras menggunakan cetakan yang terlalu sempit untuk arah serat yang kami tentukan. Retakan mikro muncul setelah pelapisan bubuk. Tekukan terlihat baik pada hari pertama. Namun gagal ketika digunakan.
Saat Anda berkeliling di lantai produksi, jangan hanya melirik rak. Minta mereka untuk mengeluarkan pukulan dan cetakan yang tepat yang akan mereka gunakan untuk paduan dan ketebalan Anda, lalu tanyakan: “Untuk grade stainless ini pada ketebalan ini, bukaan cetakan dan radius pukulan apa yang Anda pilih — dan bagaimana Anda memutuskannya?”
Karena tenaga kuda tidak membuat Anda tetap di jalur. Komponen kemudi lah yang melakukannya. Dan dalam pembengkokan, kemudi berarti tonase yang sesuai, kontrol beban yang stabil, dan perkakas yang menghormati paduan, bukan memaksanya.
Bagian #1 keluar dari mesin press dengan bersih. Bagian #37 terbuka satu derajat di sisi kiri. File sama. Ketebalan sama. Paduan sama. Satu-satunya yang berubah adalah fasilitas mana yang menjalankannya.
Itulah pertanyaan sebenarnya ketika Anda membandingkan jaringan manufaktur digital dengan bengkel lima mil dari gudang Anda: bukan siapa yang lebih murah, bukan siapa yang lebih besar, tetapi siapa yang mencegah penyimpangan sebelum penekan mulai bergerak. Penyimpangan berarti deviasi bertahap pada sudut tekukan atau posisi flensa selama satu batch. Dalam bahasa sederhana: bagian-bagian tersebut perlahan berhenti cocok satu sama lain.
Saya pernah melihat batch 400 buah dibagi di tiga fasilitas jaringan karena “kapasitas sedang tersedia.” Kami membuang panel berlapis bubuk senilai $11.400 ketika proses perakitan menunjukkan variasi sudut antar lokasi. Program sama. Kurva crowning berbeda. Kalibrasi backgauge berbeda. Realitas berbeda.
Jadi perbandingannya bukan antara lokal dan nasional. Tapi antara kontrol proses terpadu dan interpretasi terdistribusi.
Saat Anda menilai salah satu model, jangan tanya berapa banyak mesin yang mereka miliki. Tanyakan: “Jika pesanan saya sebanyak 300 unit dibagi antara beberapa lokasi, bagaimana Anda menjamin nilai crowning, kalibrasi backgauge, dan pemilihan perkakas yang identik di setiap mesin?”
Saya pernah berdiri di samping operator brake lokal yang menyetel koreksi sudut secara langsung, menambah kedalaman ram 0,003 inci setiap kali hingga pengukur menunjukkan hasil yang tepat. Koreksi sudut adalah penyesuaian mikro penetrasi ram untuk mencapai sudut tekukan target. Bahasa sederhana: mendekat perlahan ke hasil sempurna alih-alih melewatinya.
Jenis pembuatan prototipe langsung seperti itu bisa sangat berharga. Anda melihat bagiannya. Anda berbicara dengan operator. Anda mengganti pembukaan cetakan. Pada sore hari, Anda sudah punya revisi.
Tapi inilah yang sering terlewat oleh pembeli. Rasa familiar terasa seperti presisi.
Jika toko lokal tersebut menjalankan prototipe Anda pada satu mesin dengan operator berpengalaman, Anda mungkin mendapatkan artikel pertama yang indah. Lalu enam bulan kemudian Anda memesan 1.000 unit. Operator senior sedang berlibur. Pekerjaan berpindah ke mesin brake kedua tanpa crowning aktif. Crowning aktif secara otomatis mengimbangi defleksi meja di bawah beban. Bahasa sederhana: menjaga agar tekukan panjang tidak melorot di tengah.
Sekarang prototipe “terbukti” Anda bergantung pada pengetahuan terbatas kelompok, bukan kontrol sistem.
Saya pernah melihat 73 braket prototipe lolos inspeksi, lalu 500 bagian produksi berubah-ubah karena mesin kedua menggunakan shim manual untuk crowning. Shim manual berarti menyelipkan potongan logam untuk pura-pura memberi kompensasi. Bahasa sederhana: menebak dengan lempengan baja.
Jadi, apakah toko lokal khusus lebih baik untuk pembuatan prototipe cepat?
Kadang-kadang. Jika mesin yang sama, pustaka perkakas yang sama, dan sistem kompensasi yang sama akan digunakan untuk produksi.
Saat berkunjung, tanyakan: “Apakah brake yang persis sama, dengan sistem crowning dan konfigurasi backgauge yang sama, akan menjalankan baik prototipe maupun volume produksi saya?”
Seorang perwakilan jaringan pernah menunjukkan kepada saya sebuah simulasi di mana punch, cetakan, dan jari backgauge bergerak dengan koreografi sempurna. Tidak ada tabrakan. Tidak ada perjalanan berlebihan. Lampu hijau semua.
Itulah digital twin — replika perangkat lunak dari mesin dan perkakas yang mensimulasikan urutan tekuk sebelum logam disentuh. Bahasa sederhana: versi video game dari pekerjaan Anda yang memprediksi masalah.
Dalam studi robotika, digital twin telah mencapai pencegahan tabrakan hampir sempurna jika dikalibrasi dengan model fisika yang akurat dan data dunia nyata. Masalahnya? Performa turun cepat jika kalibrasi minim atau data mesin tidak terintegrasi ketat. Simulasi tanpa umpan balik ketat hanyalah pertunjukan.
Pada mesin press brake, pencegahan tabrakan hanyalah setengah cerita. Anda juga memerlukan pemodelan defleksi yang akurat. Jika digital twin mengasumsikan kekakuan ideal tetapi meja nyata melendut 0,010 inci di bawah beban, tekukan simulasi 90 derajat menjadi 88,7 di lapangan.
Sistem kelas atas menutup celah tersebut dengan integrasi perangkat keras — sinkronisasi PLC, umpan balik encoder nyata, tabel crowning yang sudah divalidasi. PLC adalah programmable logic controller yang mengendalikan mesin. Bahasa sederhana: otak yang memberi tahu hidrolik dan sumbu ke mana harus bergerak.
Jaringan yang terfragmentasi memperumit hal ini. Jika Fasilitas A memiliki integrasi penuh dan Fasilitas B menjalankan brake serupa tanpa umpan balik waktu nyata yang terhubung ke lingkungan simulasi, proses digital “identik” Anda tidak lagi identik.
Jadi ya, pemeriksaan DFM — design for manufacturability otomatis — dapat menangkap tabrakan alat dan flensa yang tak terjangkau sebelum proses tekuk. Itu menghemat waktu.
Tetapi kecuali model digital dihubungkan dengan kurva crowning mesin tertentu, tabel tonase, dan keakuratan pengulangan backgauge, ia tidak akan menjamin kestabilan sudut antar batch.
Tanyakan ini, perlahan: “Apakah simulasi tekukan Anda dikalibrasi ke mesin fisik spesifik yang akan menjalankan pekerjaan saya — termasuk data kompensasi crowning-nya — atau ke model mesin umum?”
Sekarang bayangkan panel panjang 10 kaki meninggalkan Ohio di atas palet, menuju Texas karena tarif per-lipatnya lebih murah $0,18.
Lembaran logam tidak hanya lebih berat; ia juga melengkung saat dalam perjalanan. Flensa panjang dapat berubah bentuk permanen jika diikat dengan buruk. “Set” berarti deformasi permanen akibat tegangan. Bahasa sederhana: ia sedikit bengkok dan tetap seperti itu.
Tambahkan biaya pengiriman bolak-balik untuk pengerjaan ulang jika sudut tidak sesuai. Tambahkan waktu tunggu jika satu lokasi dalam jaringan harus menjalankan ulang 60 potongan dan menyesuaikannya ke antrean produksi berbeda. Tarif per-lipat yang lebih rendah mulai membawa risiko logistik.
Fabrikator regional tradisional unggul di sini ketika kecepatan iterasi penting. Jika koreksi 0,5 derajat diperlukan, Anda berkendara melintasi kota, mengukur di mesin press brake, menyesuaikan crowning 0,002 inci, dan menjalankan ulang.
Namun kedekatan regional tidak memperbaiki kendali proses yang lemah. Jika bengkel itu tidak memiliki backgauge CNC multi-sumbu — sistem posisi yang dapat diprogram yang bergerak ke berbagai arah untuk penempatan flensa yang presisi — Anda akan menghadapi penumpukan dimensi tidak peduli seberapa dekat jaraknya. Bahasa sederhana: logam membentuk sudut yang benar tapi di posisi yang salah.
Jadi, kapan pengiriman meniadakan penghematan?
Ketika model layanan tidak dapat membuktikan bahwa akurasi hasil pertama akan bertahan tanpa pengawasan fisik.
Sebelum Anda menyetujui penawaran biaya per-lipat rendah dari tiga negara bagian jauh, tanyakan: “Jika deviasi sudut 0,5 derajat muncul di gudang saya, apa proses koreksi terdokumentasi Anda — dan bagaimana Anda mencegah deviasi itu terulang pada batch berikutnya?”
Karena ini bukan tentang geografi. Ini tentang apakah sistem mereka — digital atau lokal — menjaga agar bagian Anda tetap pada jalurnya tanpa Anda harus ikut mengawasi.
Anda sedang menatap dua penawaran.
Bengkel A: $85 per jam, $0 biaya set-up, $4,20 per bagian. Bengkel B: $120 per jam, $480 biaya set-up, $3,10 per bagian.
Kebanyakan pembeli menyoroti tarif per jam seolah-olah itu kemudi. Padahal tidak. “Kemudi” tersembunyi di baris biaya set-up dan asumsi di baliknya — kalibrasi crowning, pemrograman backgauge, validasi artikel pertama.
Saya pernah rugi $12.600 pada pengerjaan “murah” karena bengkel melewatkan pemeriksaan artikel pertama yang terdokumentasi dan menyetel sudut secara spontan. Saat mereka menstabilkan springback, setengah batch sudah menjadi cacat kosmetik. Faktur terlihat efisien. Bagian-bagiannya tidak.
Jika penawaran tidak menunjukkan waktu untuk input crowning spesifik mesin, pemrograman backgauge multi-sumbu, dan tanda tangan artikel pertama yang terkunci, Anda sebenarnya membayar kurva pembelajaran mereka di dalam harga per bagian Anda.
Jadi ketika Anda membandingkan model — jaringan digital atau bengkel regional — Anda tidak mulai dari geografi atau tarif. Anda mulai dengan membedah penawaran seperti seorang mekanik membongkar rak kemudi.
Di mana, tepatnya, pekerjaan kendali diperhitungkan?
Lihat batch 200 potong braket baja 7-gauge.
Rem hidrolik — sistem ram bertenaga oli; dalam bahasa sederhana: fluida mendorong balok turun — dapat kehilangan sekitar 1,2% efisiensi per jam seiring pemanasan oli. Penyimpangan ini terlihat sebagai variasi sudut kecuali kompensasi penekukan aktif (active crowning) disesuaikan. Active crowning berarti mesin secara otomatis mengubah kelengkungan meja untuk mengimbangi pembengkokan; dalam bahasa sederhana: menjaga bagian tengah tekukan agar tidak melendut.
Jika sebuah bengkel mematok biaya setup rendah atau bahkan gratis, tanyakan apa yang mereka lewati. Setup yang tepat berarti:
Itu memakan waktu. Waktu nyata.
Rem listrik penuh — sistem digerakkan servo; dalam bahasa sederhana: motor listrik menggerakkan ram secara langsung — mempertahankan lebih dari 88% efisiensi dalam jangka panjang. Sistem hidrolik sering kali lebih murah di awal, memungkinkan beberapa bengkel menawarkan tarif per jam lebih rendah. Untuk pelat tebal di atas 10 mm, hidrolik masih menang dalam hal tenaga murni. Namun tenaga murni bukanlah kendali.
Inilah pertanyaan titik impasnya: apakah Anda membeli 20 bagian di mana pengetahuan pengalaman mungkin cukup, atau 500 bagian di mana pergeseran termal dan pembengkokan meja saling memperkuat?
Saat sebuah penawaran menunjukkan biaya setup rendah dan biaya per bagian lebih tinggi, itu sering berarti bengkel menyebarkan ketidakstabilan sepanjang produksi Anda alih-alih menstabilkan proses sejak awal.
Tanyakan ini, dengan jelas: “Jelaskan kepada saya proses contoh uji pertama Anda — berapa lama, data penekukan aktif khusus mesin apa yang Anda catat, dan di mana waktu itu terlihat di penawaran ini?”
Saya pernah melihat “penyelesaian terjamin 48 jam” untuk bagian yang secara fisik memerlukan tiga uji tekukan terkontrol untuk mengatur springback.
Springback adalah pemulihan elastis setelah pembengkokan; dalam bahasa sederhana: logam mengendur dan terbuka sedikit. Air bending — pembentukan dengan punch dan die tanpa benar-benar menekannya hingga penuh; dalam bahasa sederhana: Anda membentuknya sesuai bentuk tanpa menghantamnya rapat — menggunakan tonase lebih rendah namun lebih sensitif terhadap variasi material. Bottoming memaksa material masuk ke die untuk kontrol lebih ketat tetapi memerlukan tenaga lebih besar dan mesin yang lebih stabil.
Saat bengkel menjanjikan kecepatan, ada yang dipadatkan. Biasanya validasi.
Pengiriman cepat adalah logistik. Pembengkokan cepat adalah fisika. Anda tidak bisa mempercepat stabilisasi termal pada sistem hidrolik atau melewati verifikasi sudut sepanjang meja 10 kaki dan berharap keseragaman. Sekarang bayangkan panel panjang 10 kaki dengan tiga tekukan berjarak tidak merata. Jika mereka memprosesnya sekaligus tanpa memeriksa penekukan aktif di seluruh meja, Anda akan melihat variasi sudut dari kiri ke kanan.
Satu pekerjaan di awal karier saya: 260 penutup stainless yang dikebut untuk pameran dagang. Kami menghemat dua hari dengan memotong siklus verifikasi. Kami membuang $14.200 dalam pekerjaan ulang ketika flange akhir meleset dari toleransi saat perakitan.
Saat Anda melihat “waktu penyelesaian terjamin,” tanyakan pada diri Anda apa yang dikompresi — siklus inspeksi, verifikasi simulasi, atau validasi pergantian alat.
Kemudian tanyakan pada mereka: “Saat Anda mempercepat pekerjaan, langkah kontrol kualitas mana yang dipersingkat, dan bagaimana Anda mencegah pergeseran sudut di sepanjang keseluruhan meja dalam waktu tersebut?”
| Bagian | Konten |
|---|---|
| Judul | Pengiriman cepat vs. pembengkokan cepat: Bagaimana “waktu penyelesaian terjamin” memengaruhi kontrol kualitas |
| Kekhawatiran terhadap Waktu Penyelesaian Terjamin | Saya pernah melihat “penyelesaian terjamin 48 jam” untuk bagian yang secara fisik memerlukan tiga uji tekukan terkontrol untuk mengatur springback. |
| Springback | Springback adalah pemulihan elastis setelah pembengkokan; bahasa sederhana: logam relaks dan sedikit terbuka kembali. |
| Pembengkokan Udara | Air bending — membentuk dengan punch dan die tanpa sepenuhnya menekan ke dasar; bahasa sederhana: Anda menekannya hingga berbentuk tanpa menghimpitnya rapat — menggunakan lebih sedikit tonase tetapi lebih sensitif terhadap variasi material. |
| Bottoming | Bottoming memaksa material masuk ke dalam die untuk kontrol yang lebih ketat tetapi membutuhkan gaya yang lebih besar dan mesin yang lebih stabil. |
| Dampak Janji Kecepatan | Saat bengkel menjanjikan kecepatan, ada yang dipadatkan. Biasanya validasi. |
| Logistik vs. Fisika | Pengiriman dipercepat adalah logistik. Pembengkokan dipercepat adalah fisika. |
| Batasan Teknis | Anda tidak bisa mempercepat stabilisasi termal pada sistem hidrolik atau melewati verifikasi sudut di sepanjang bed 10 kaki dan berharap mendapatkan keseragaman. |
| Skenario Contoh | Bayangkan panel panjang 10 kaki dengan tiga bengkokan yang terletak tidak merata. Jika mereka memprosesnya dalam satu kali jalur tanpa memastikan crowning di sepanjang bed, Anda akan melihat variasi sudut dari kiri ke kanan. |
| Kasus Dunia Nyata | Satu pekerjaan di awal karier saya: 260 penutup stainless yang dikebut untuk pameran dagang. Kami menghemat dua hari dengan memotong siklus verifikasi. Kami membuang $14.200 dalam pekerjaan ulang ketika flange akhir meleset dari toleransi saat perakitan. |
| Pertanyaan yang Perlu Diajukan | Saat Anda melihat “waktu penyelesaian terjamin,” tanyakan pada diri Anda apa yang dikompresi — siklus inspeksi, verifikasi simulasi, atau validasi pergantian alat. |
| Pertanyaan Tindak Lanjut yang Kritis | Kemudian tanyakan pada mereka: “Saat Anda mempercepat pekerjaan, langkah kontrol kualitas mana yang dipersingkat, dan bagaimana Anda mencegah pergeseran sudut di sepanjang keseluruhan meja dalam waktu tersebut?” |
Sebuah penawaran memberi tahu Anda harga. Jadwal memberi tahu Anda status.
Pembengkokan dengan variasi tinggi dan volume rendah akan berkembang jika mesin yang sama, perpustakaan perkakas, dan konfigurasi backgauge digunakan berulang. Ini akan berantakan ketika produksi 300 unit Anda dimasukkan di antara pekerjaan pelat yang lebih tebal yang memerlukan tabel tonase dan pergantian perkakas yang berbeda.
Tabel tonase adalah bagan referensi gaya mesin; bahasa sederhana: lembar pencarian yang memberi tahu brake seberapa keras menekan untuk material dan die tertentu. Jika tabel itu tidak dikalibrasi untuk mesin spesifik — dan terhubung dengan kurva crowning-nya — Anda tidak menjalankan proses yang terkontrol. Anda hanya memperkirakan.
Saya menyaksikan 180 panel aluminium keluar dari toleransi karena pekerjaan kami dipindahkan ke brake kedua di tengah produksi untuk “menjaga aliran.” Merek sama. Pola aus berbeda. Tidak ada data crowning yang dibagikan dan divalidasi.
Itu adalah pekerjaan pengisi.
Jaringan digital dapat menyelesaikan ini dengan pemrograman terpusat dan digital twin yang dikalibrasi — jika setiap fasilitas mengumpankan kembali data encoder nyata ke dalam sistem. Bengkel regional dapat menyelesaikannya dengan penjadwalan disiplin dan dedikasi mesin. Bagaimanapun, Anda membutuhkan transparansi.
Jadi jangan tanya, “Bisakah kamu memasukkan ini minggu depan?” Tanyalah ini sebagai gantinya: “Apakah pekerjaan ini akan tetap pada satu mesin terkalibrasi dengan perkakas terkunci dan data crowning terdokumentasi untuk seluruh batch — dan di mana komitmen itu tercermin dalam jadwal produksi Anda?”
Karena begitu Anda mengurai penawaran itu, pertanyaan sebenarnya bukan siapa yang lebih murah.
Pertanyaannya adalah siapa yang mengemudi — dan siapa yang hanya menekan pedal.
Anda tidak perlu tur pabrik. Anda hanya butuh tiga jawaban yang tidak bisa dipalsukan.
Saya belajar dengan cara yang sulit setelah 512 housing dikembalikan dengan variasi sudut kiri ke kanan yang tidak kami sadari sampai tahap perakitan. Mesin itu memiliki tenaga yang cukup. Penawarannya tampak rapi. Yang tidak kami miliki adalah bukti bagaimana mereka mengendalikan crowning, pengulangan backgauge, dan metode perkakas di bawah beban produksi nyata.
Tenaga kuda tidak menjaga Anda tetap di jalur. Komponen kemudi yang melakukannya.
Jadi inilah uji stres yang saya berikan kepada pembeli sekarang. Tiga pertanyaan. Jika sebuah bengkel tidak dapat menjawabnya dengan jelas dan melampirkan dokumen, Anda sudah tahu jawabannya.
Dan pertanyaan pertama dimulai sebelum Anda menandatangani apa pun.
Mintalah laporan inspeksi artikel pertama lengkap dari pekerjaan serupa sebelumnya — bukan ringkasan dimensi yang menarik, tetapi lembar pengaturan yang menunjukkan:
Crowning adalah kompensasi meja yang terkontrol; bahasa sederhananya: bagaimana mereka menjaga bagian tengah dari tekukan panjang agar tidak melengkung ke bawah saat diberi beban. Jika angka itu tidak dicatat, itu tidak dikendalikan. Itu hanya ditebak.
Kemudian periksa verifikasi sudut di berbagai posisi — kiri, tengah, kanan pada bagian yang panjang. Satu pembacaan sudut saja tidak membuktikan apa-apa. Pada panel sepanjang 10 kaki, defleksi berubah sepanjang panjangnya. Jika mereka hanya menunjukkan satu pengukuran, mereka memeriksa untuk keperluan dokumen, bukan untuk fisika.
Inilah bagian yang tidak jelas: Anda tidak hanya memverifikasi perangkat keras. Anda sedang memverifikasi apakah pengetahuan pengaturan dapat bertahan melampaui satu operator terampil.
Pemrograman backgauge — gerakan terkoordinasi dari jari pemosisian di beberapa sumbu; bahasa sederhananya: penghenti yang menempatkan flensa Anda tepat di tempat yang seharusnya — harus disimpan sebagai program yang dapat diulang, bukan diatur secara manual. Jika laporan menunjukkan penyesuaian pengukur tulisan tangan, Anda sedang melihat ingatan turun-temurun, bukan kendali proses.
Tanyakan ini, kata demi kata: “Kirimkan saya paket artikel pertama dari pekerjaan serupa yang menunjukkan tenaga tekan, nilai crowning, posisi backgauge multi-sumbu, dan pemeriksaan sudut sepanjang penuh panjang tekukan — bukan hanya dimensi akhir.”
Jika mereka ragu-ragu, apa yang tidak mereka pantau?
Anda tidak bisa melihat mesinnya, tetapi Anda bisa melihat cara berpikir mereka.
Tanyakan bagaimana mereka menyesuaikan crowning saat ketebalan material bervariasi dalam satu lot pemanasan. Variasi lot material berarti lembaran dari satu batch bisa sedikit berbeda dalam ketebalan; dalam bahasa sederhana: tidak semua lembaran persis seperti yang tertera pada label. Jika jawabannya adalah “kami menyesuaikannya sambil jalan,” itu adalah koreksi manual. Itu reaktif.
Sistem crowning aktif menyesuaikan secara otomatis berdasarkan kurva tonase yang terprogram; dalam bahasa sederhana: mesin mengubah kelengkungannya sendiri agar tetap konsisten di bawah beban. Bukti nyata ada pada apakah nilai crowning disimpan per pekerjaan dan diambil kembali secara digital.
Kemudian beralih ke backgauge.
Backgauge CNC multi-sumbu yang sebenarnya bergerak pada sumbu X, R, dan kadang Z; dalam bahasa sederhana: dapat bergerak maju/mundur, naik/turun, dan ke samping untuk mengontrol kedalaman dan keselarasan flensa. Tanyakan apakah posisi sumbu tersebut dikunci dalam program CNC atau diatur secara manual di awal produksi.
Pergeseran gauge secara manual adalah tempat di mana batch gagal diam-diam.
Kami pernah membuang panel aluminium senilai $13.400 karena operator menggeser gauge satu sumbu sebesar 0,5 mm di tengah produksi untuk “menjaganya tetap sesuai spesifikasi.” Perbaikan itu menyelesaikan satu dimensi, tetapi membuat tiga dimensi lainnya melenceng.
Jadi tanyakan ini: “Ketika ketebalan bervariasi sebesar 0,2 mm saja, apakah Anda menyesuaikan crowning melalui kontrol dan mendokumentasikan perubahan, atau apakah operator menyisipkan shim atau menyesuaikan pengaturan secara manual?”
Dengarkan jawaban sistem, bukan kisah heroik.
Jika tanggapan mereka berpusat pada satu operator brake yang sangat terampil, Anda tidak membeli proses. Anda menyewa orang.
Dan apa yang terjadi ketika orang itu berlibur?
Sekarang Anda melihat polanya: Anda tidak sedang membandingkan mesin. Anda membandingkan seberapa baik sebuah bengkel dapat mengendalikan variabilitas.
Jadi inilah kerangkanya.
Pertanyaan pertama membuktikan mereka mendokumentasikan dan memvalidasi fisika pengaturan. Pertanyaan kedua membuktikan bahwa perangkat keras mereka benar-benar mengompensasi, bukan bergantung pada koreksi manual. Pertanyaan ketiga mengaitkannya menjadi satu:
“Apakah batch saya akan tetap pada satu mesin yang terkalibrasi, dengan perkakas yang dikunci dan program CNC yang tersimpan untuk posisi crowning dan backgauge multi-sumbu, dan dapatkah Anda tunjukkan di mana data itu disimpan?”
Metodologi perkakas penting di sini. Air bending — pembentukan tanpa menekan material hingga dasar; dalam bahasa sederhana: membentuk logam tanpa menekannya sepenuhnya ke dalam cetakan — fleksibel namun sensitif terhadap variasi. Bottoming menggunakan gaya lebih tinggi untuk kontrol sudut yang lebih ketat tetapi menuntut data tonase dan crowning yang stabil. Jika mereka tidak dapat menjelaskan mengapa memilih salah satu dibanding yang lain untuk tumpukan toleransi Anda, mereka bersifat reaktif, bukan perencana.
Perubahan yang tidak tampak jelas adalah ini: Anda berhenti memilih bengkel dengan mesin brake terbesar atau tarif terendah, dan mulai memilih bengkel yang dapat membuktikan bahwa mereka tahu di mana setiap variabel disimpan, diambil kembali, dan dikunci.
Sekarang bayangkan dua penawaran di meja Anda. Bahan yang sama. Bagian yang sama. Waktu tunggu yang dijanjikan sama.
Satu bengkel mengirimkan Anda program, log penobatan, dan file backgauge yang tersimpan.
Yang lainnya mengirimkan Anda PDF dan sebuah jabat tangan.
Yang mana yang mengendalikan batch kustom 500 bagian Anda — dan yang mana yang hanya menekan pedal?


















