

パート#1はブレーキクリーンから外れます。ゲージは角度がぴったり合っていると言います。オペレーターはうなずき、次の10個を処理し、パレットに積み上げます。.
パート#437の時、検査官が呼びます。角度が半度ずれており、今では組み立てで平らに置けない部品のスキッドがあります。同じ図面。同じ機械。同じオペレーター。.
では、何が変わったのか?
私はバイヤーが私の工場に立ち、200トンの油圧プレスブレーキを指さして「鋼は鋼だ。曲げは曲げだ」と言うのを見てきました。彼らは馬力を見ています。トン数は最大成形力、つまり機械がどれだけ強く押せるかを示すだけです。それは8フィートのベッド全体でその押しをどれだけ正確に制御できるかについては何も言いません。.
私はかつて、リピート作業で「十分良い」油圧を信頼して$18,400ドル相当のカスタムエンクロージャーを廃棄しました。最初の12個は完璧でした。残りは機械が温まるにつれて徐々に公差を超えていき、ラムが変形しました。検査で部品が積み重ねられ、間に光が見えるまで気づきませんでした。.
それが神話です:機械が一度角度を出せれば、500回出せるということです。.
精度は、プレスブレーキが理想的な条件で厳密な数値を達成できるかどうかではありません。基本的な油圧システムは、単一のセットアップで印象的な精度を達成できます。問題は、機械が変数を自動的に制御するのか、それともオペレーターが感覚で追いかけているのかということです。.
もしあなたのベンダーが「うちのオペレーターは20年の経験があるので、調整できます」と言ったら、そこで止めて次の質問をしてください: 材料や温度がラン中に変わった場合、どのシステムがそれを修正しますか — オペレーターの目、または制御装置ですか?
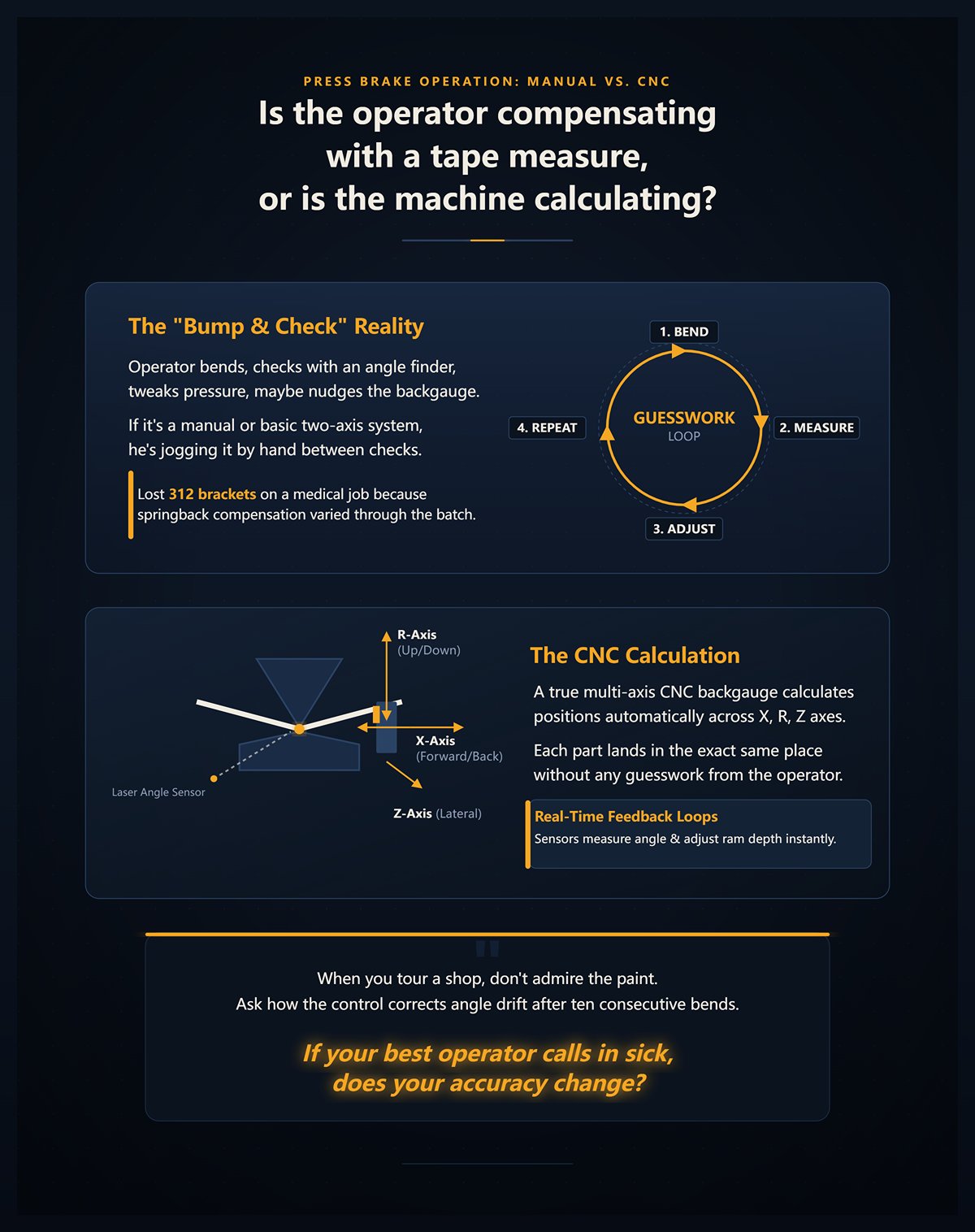
パート#1のオペレーターを想像してください。彼は曲げて、角度計でチェックし、圧力を調整し、バックゲージを少し動かします。.
バックゲージはフランジの長さを設定する位置決めシステムです — 曲げが行われる場所を決定する指です。.
それが手動または基本的な二軸システムであれば、彼はチェックの間に手動で動かしています。本当に多軸のCNCバックゲージであれば、制御装置はX、R、Z軸全体で自動的に位置を計算します — 前後、上下、横の位置決め — そのため、各部品は推測なしで同じ場所に配置されます。.
私は「バンプとチェック」と呼ばれる方法に依存している工場を見たことがあります。それはまさにその通りです:曲げて、測定して、調整して、繰り返す。オペレーターがスプリングバック — 曲げた後の金属の緩み — に対して、コイルの硬さがバッチを通じて変わるにつれて異なる方法で補正したため、312個のブラケットを失いました。.
本物のCNCシステムはフィードバックループを使用します — 角度を測定し、ラムの深さをリアルタイムで調整するセンサーです。それはオペレーターが補正するのではなく、機械が計算しているということです。.
工場を見学するときは、塗装を賞賛しないでください。プログラマーに、10回連続で曲げた後に制御装置が角度のドリフトをどのように修正するかを見せてもらい、その後次の質問をしてください: もしあなたの最高のオペレーターが病気で休んだら、精度は変わりますか?
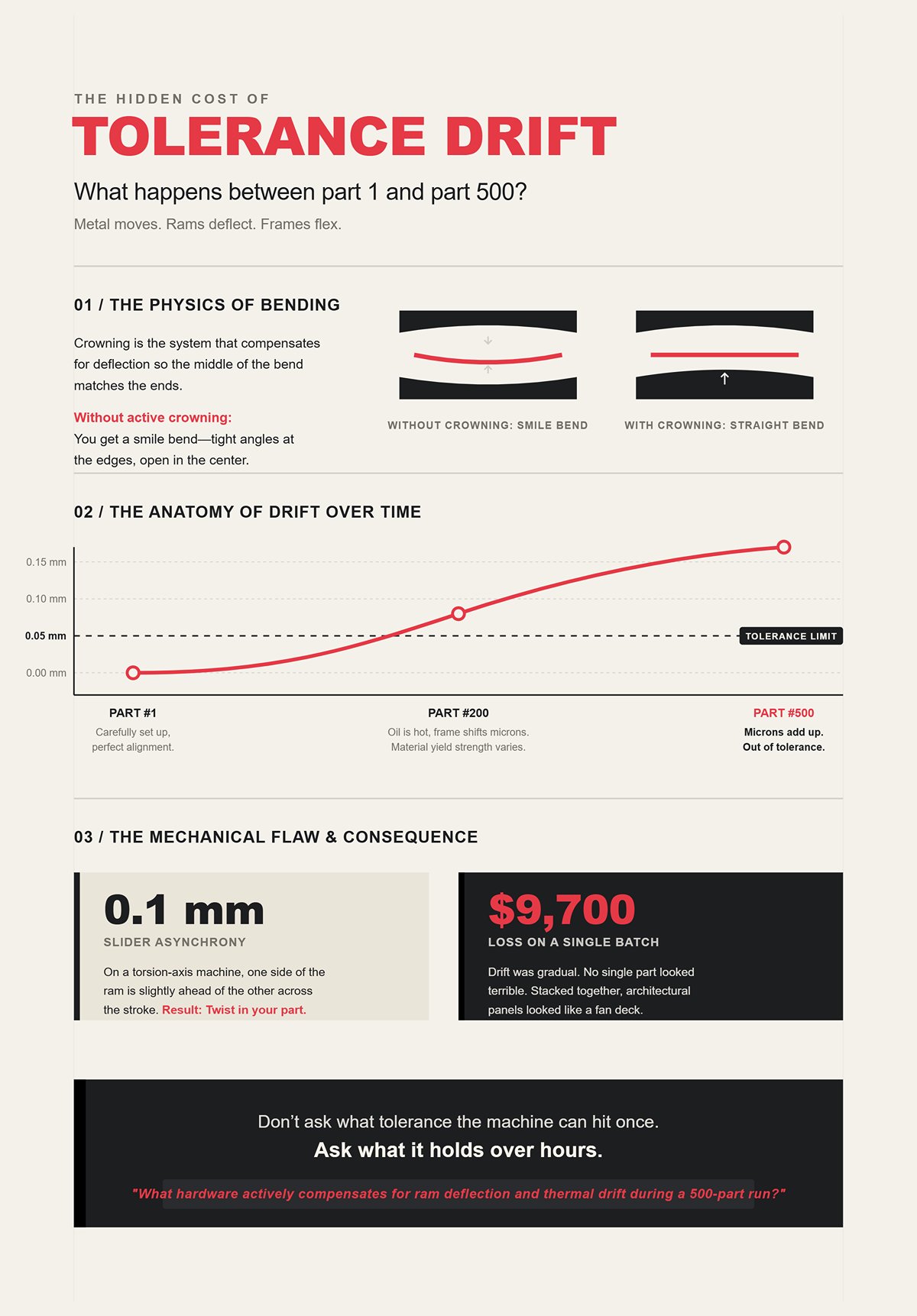
金属は動きます。ラムは変形します。フレームはたわみます。.
クラウンはその変形を補正するシステムです — 機械的または油圧的に — そのため、曲げの中央が両端と一致します。アクティブなクラウンがなければ、スマイルベンドになります:端がきつい角度で、中央が開いています。.
長さ10フィートのパネルを想像してみてください。パート#1は慎重にセットアップされています。パート#200では、油が熱くなり、フレームがマイクロメートル単位でずれ、材料ロットの降伏強度がわずかに変化します — スチールを永久に曲げるのに必要な応力です。.
そのマイクロメートルは積み重なります。.
トルション軸マシンでは — ラムを独立したサーボ油圧ではなく機械的なバーと同期させる設計 — ストローク全体で最大0.1mmのスライダー非同期を測定しました。平易な英語で言えば:ラムの片側がもう一方よりわずかに前に出ています。それはあなたの部品にねじれとして現れます。.
私たちは、ドリフトが徐々に進行したため、建築パネルのバッチで$9,700を廃棄しました。どの部品もひどく見えませんでした。重ねて置くと、ファンデッキのように見えました。.
だから、機械が一度何の公差を達成できるかを尋ねないでください。何時間も維持できるかを尋ねてください。あなたのベンダーにとってより良い質問は: 500部のランでラムのたわみと熱ドリフトを積極的に補正するハードウェアは何ですか?
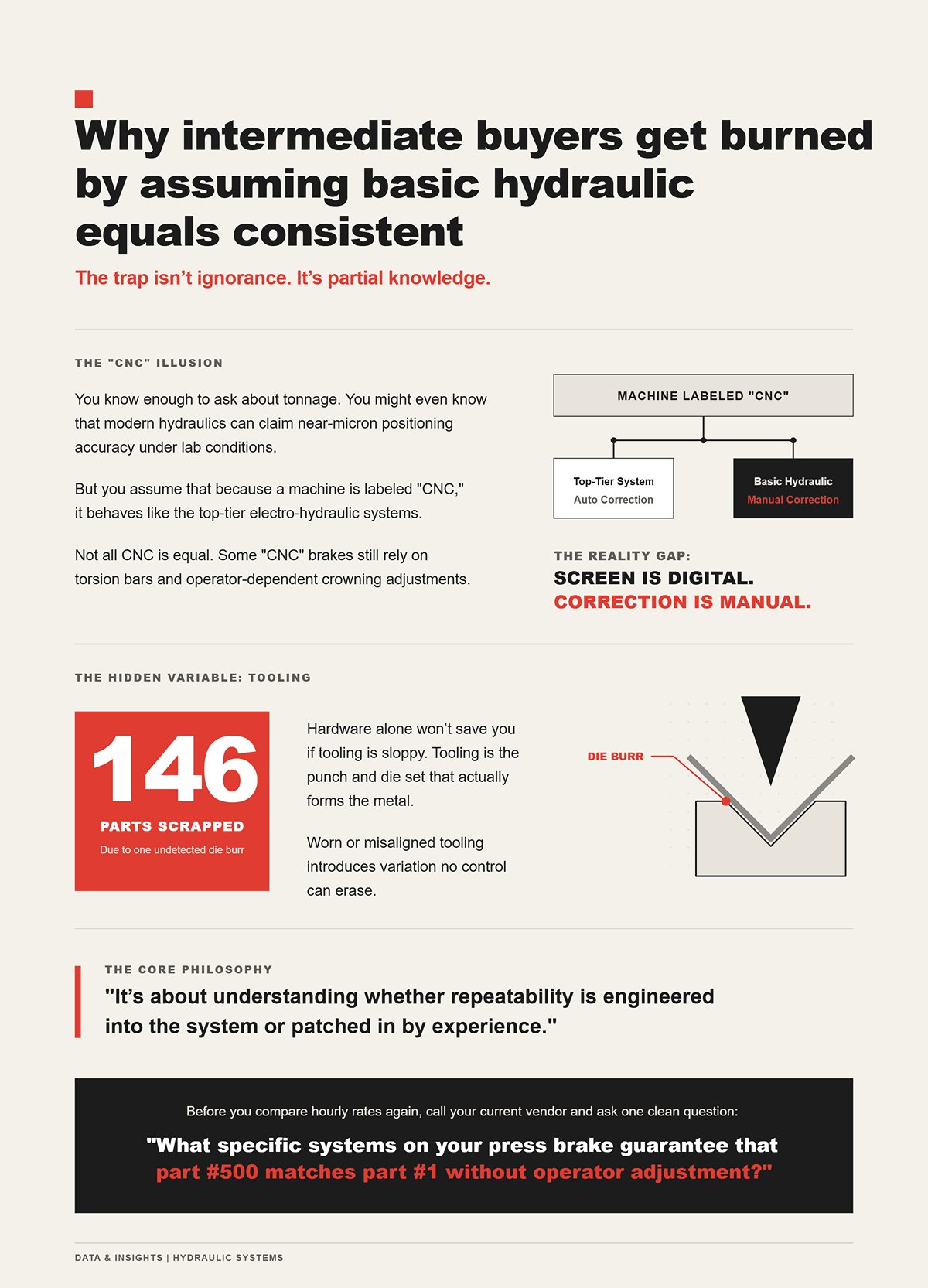
罠は無知ではありません。それは部分的な知識です。.
あなたはトン数について尋ねるのに十分な知識を持っています。現代の油圧が実験室条件下でほぼマイクロンの位置決め精度を主張できることを知っているかもしれません。しかし、機械が「CNC」とラベル付けされているからといって、トップクラスの電気油圧システムのように振る舞うと仮定します。.
すべてのCNCが同じではありません。一部の「CNC」ブレーキは、まだトルションバーとオペレーター依存のクラウン調整に依存しています。画面はデジタルですが、補正は手動です。.
そして、ハードウェアだけでは、ツーリングが雑であればあなたを救うことはできません。ツーリングは金属を実際に形成するパンチとダイのセットです。摩耗したり、ずれたツーリングは、どんな制御でも消せない変動を引き起こします。セットアップ中に誰も気づかなかったバリ — 小さな隆起したエッジ — のせいで、146のステンレス部品を廃棄しました。.
だから、これは地域で最も高価な機械を購入することではありません。再現性がシステムに組み込まれているのか、それとも経験によってパッチされているのかを理解することです。.
再度時間単価を比較する前に、現在のベンダーに電話して、1つの明確な質問をしてください: あなたのプレスブレーキのどの具体的なシステムが、オペレーターの調整なしでパート#500がパート#1と一致することを保証しますか?
あなたは3/16インチの軟鋼パネルを持つ10フィートのブレーキの前に立っています。最初の部品はまっすぐです。5番目の部品では、中央がわずかに開いています。20番目の部品では、真ん中にフィーラーゲージを滑り込ませることができます。プログラムには何も変わりません。トン数は問題ありません。オペレーターは設定に触れていません。.
変わったのはたわみ — 荷重の下で機械がしなっていること — であり、ブレーキがそれを自動的に修正するハードウェアを持っているか、人間が追いかけるのを待っているかです。.
パート#1はブレーキからきれいに出てきます。本当のテストは、パート#500が誰もレンチを手に取らずに一致するかどうかです。.
それを可能にする3つのハードウェアがあります:アクティブクラウン、真のマルチ軸CNCバックゲージ、および材料に合わせた曲げ方法です。1つでも欠ければ、 bump-and-check — 曲げて、測定して、調整して、繰り返す — に戻ることになります。これはスチールの高価な推測に過ぎません。.
では、どれが実際に規律あるショップを、あなたのバッチでギャンブルをしているショップから分けるのでしょうか?
私はかつて、経験豊富なオペレーターが金属の薄いストリップを金型の下にスライドさせるのを45分間見ていました — シム — ツールにわずかな上向きの曲線を作るためです。シムは、変形を相殺するための静的な方法です。機械の柔軟性がストローク中に打ち消されるように、セットアップを事前に曲げています。これは機能します。その正確な長さ、厚さ、トン数に対して。.
材料を軟鋼からステンレスに変更します。曲げ長さを増やします。異なる金型開口部に切り替えます。そのシムスタックは今や間違っています。.
アクティブクラウンは異なります。これは、プログラムされた材料の厚さ、曲げ長さ、トン数に基づいて、負荷の下でテーブルの曲線を調整するベッドに組み込まれた油圧または機械的なシステムです。平易な英語で言えば、機械は意図的に柔軟になり、望ましくない柔軟性を打ち消します。.
ここで重要なメカニズムがあります:変形は負荷とスパンと共に増加します。150トンでの10フィートの曲げは、40トンでの4フィートの曲げのようには変形しません。油圧クラウンシステムは、それをリアルタイムで計算し、ベッドに沿って反圧を適用します。手動シムは、油温が変化したり、滞留時間を調整したりした場合に、運転中に適応することができません — 高強度材料のスプリングバックに影響を与えるボトムデッドセンターでの一時停止です。.
私たちは、シムでのセットアップが冷たい状態では完璧で、油が温まると間違っていたため、ステンレスの仕事で$6,800の廃棄物を出しました。オペレーターはラムの深さで補償し続け、その結果、端が修正され、中央が開きました。これがスマイルベンドを生む方法です。.
さて、公平な一撃:機械的クラウンウェッジ — 中間層のソリューション — はうまく機能することがあります。彼らはベッドをカバーし、「盲点」を避けますが、摩耗します。摩耗したウェッジは不均一な補償を意味します。私は、ショップがそれを設置し、メンテナンスに苦しみ、静かにシムに戻るのを見てきました。「それが速いから」と。誰にとって速いのでしょうか?
もしショップが「クラウンを持っている」と言ったら、そこで止まらないでください。油圧であるか、制御によって自動的に計算されているか、プログラムで材料の厚さを変更したときに値が変わるかを示すように頼んでください。.
彼らの目を見て、こう尋ねてください:「同じ8フィートの金型で11ゲージの軟鋼から12ゲージのステンレスに切り替えたとき、自動的に調整されるのは何で、手作業で再構築されるのは何ですか?」“
私は、2軸バックゲージ — XとRのみ — で厳密な公差のブラケットを見積もっているショップに入りました。Xは前後の位置決め、Rは上下の高さです。それは単純なフランジには十分です。.
しかし、部品にオフセット曲げ、テーパーサイド、または異なるエッジからのゲージが必要な場合はどうでしょうか。.
真のマルチ軸CNCバックゲージは、Z軸(ゲージフィンガーの左右の動き)を追加し、時には独立制御のためにX2またはR2を追加します。平易な英語で言えば、機械は各フィンガーを三次元空間で正確に再配置できるため、オペレーターが整列をひっくり返したり目視したりすることなく、部品が毎回同じ基準を参照します。.
これが300個以上の部品で重要な理由です。オペレーターが前のフランジをクリアするためにフィンガーを手動でスライドさせなければならない場合、人間の変動が導入されます。ゲージで1ミリメートルずれると、フランジの長さで1ミリメートルずれます。3つの曲げを重ねると、トレランススタックアップ — 特徴間に小さな誤差が重なり合う — が問題になります。.
しかし、過剰に購入することもできます。もしあなたの部品が一日中単一曲げの角度であるなら、6軸ゲージは無駄な資本です。ラインはこうです:あなたのジオメトリが曲げの間に部品を再配置する必要がある瞬間、衝突を避けるために、または新しいエッジを参照するために、少なくともプログラム可能なZ移動が必要です。.
私は184個の成形ブラケットを廃棄しました。なぜなら、ツール変更後に手動の横方向調整が正確な位置に戻されなかったからです。プログラムは正しかった。ハードウェアはそれを強制できませんでした。.
ショップを見学するときは、画面を数えないでください。複雑な部品が動作するのを見てください。オペレーターは曲げの間にバックゲージに触れますか、それとも制御がすべてを自動的に再配置しますか?
クリーンに尋ねてください:「この部品には3つの異なるフランジの深さとオフセット曲げがある場合、どの軸がCNC制御の下で動き、どの軸がオペレーターの手に依存していますか?」“
304ステンレスでエアベンディングを使用して90度の曲げを設定すると — パンチが材料をVダイに押し込み、完全にボトムアウトしない場合 — スプリングバックが見られます。スプリングバックは、荷重が取り除かれた後に金属がわずかに緩む現象です。ステンレスでは、それは攻撃的です。.
ボトミングは異なります。パンチが材料を金型の角にしっかりと押し込み、断面積のより多くを降伏させることでスプリングバックを減少させます。平易な英語で言えば、より深く押しつぶしているので、反発しにくくなります。.
エアベンディングはラムの深さを正確に制御する必要があり、しばしば角度測定システムの恩恵を受けます。これは柔軟で、ストロークの深さを変更することで1つの金型で複数の角度を生産できるため、さまざまな部品に対してより迅速です。ボトミングは特定の高強度材料に対してより安定していますが、正確な工具の角度と高いトン数が要求されます。.
今、高強度鋼でできた長さ10フィートのパネルを想像してください。ショップが滞留時間を検証せずにエアベンディングをデフォルトにすると、ストロークの底でのその一時停止で0.3秒の違いがスプリングバックの多い合金で最終角度を顕著にシフトさせる可能性があります。その長さに対してトン数を再計算せずにボトミングを行うと、機械を過負荷にしたり、材料にマークを付けたりします。.
私たちは、高強度ブラケットのバッチで$5,200を失いました。なぜなら、ショップの「標準方法」がすべてをエアベンディングしていたからです。部品#1の角度は正しかったが、材料の硬度がコイルを通じて変化するにつれてずれていきました。誰も滞留時間を調整したり、自動サイクルで検証したりせず、手動で動かしていました。.
正しい質問は、どの方法が優れているかではありません。ショップがあなたの材料の降伏強度に基づいて選択し、次のバッチが新しい実験にならないようにCNCにパラメータを文書化しているかどうかです。.
だから、彼らに直接聞いてください。「この特定の材料と厚さに対して、あなたはエアベンディングをしていますか、それともボトミングをしていますか?そして、どのようにして制御が滞留時間と角度補正を固定しているので、部品#500が再調整を必要としないのですか?」“
馬力はあなたをレーンに留めておくものではありません。ステアリングです。そして、プレスブレーキでは、クラウン、マルチアクシスゲージング、方法の規律が、あなたのバッチが列車のように走るか、曲がった車輪のショッピングカートのように漂うかを決定するステアリングコンポーネントです。.
生産ランを彼らに渡す前に、ショップを監査したいですか?良いですね。まず、彼らにあなたの材料、厚さ、曲げ長さ、金型開口部に対して計算した正確なトン数を見積もるように頼んでください。その後、それが機械の定格容量の何パーセントを表しているのかを尋ねてください。彼らが推測なしに答えられない場合、あなたは制御を見ているのではなく、希望を見ているのです。.
私は300トンのプレスが10フィートの1/4インチの軟鋼を約165トンでエアベンディングするのを見たことがあります。その厚さを倍にすると、力が倍になるわけではなく、金型の幅と方法によって600トンに近づきます。標準のトン数の公式(力は厚さの二乗を金型の開口部で割ったものに比例する)は、仮定を罰します。平易な英語で言えば、厚さの小さな変化が力の要求を爆発的に増加させる可能性があります。.
ここで買い手が罠にかかります。「300トンの容量」を見て安全マージンを仮定します。しかし、容量は制御と同じではありません。定格の90%で動作している機械は、55%で走行している機械とは非常に異なる動作をします。フレームのたわみ—荷重下での機械の小さな曲がり—は力とともに増加し、たわみは補償されない限り長さに沿った曲げ角度を変えます。平易な英語で言えば、押せば押すほど、機械もより曲げようとします。.
数年前、3/8インチのプレートで$9,400を廃棄しました。なぜなら、私たちは名札のトン数を信頼し、長いベッドにわたる荷重分布を無視したからです。部品は中心から端にかけて2度テーパーしていました。機械は十分に強かったのですが、安定性が不足していました。.
彼らのショップに立っているとき、大きさを称賛しないでください。彼らにこれを尋ねてください。「私の最も長い曲げに対して、あなたはどのトン数を計算し、それは機械の容量の何パーセントですか?そして、その荷重でフレームのたわみにどのように補償しますか?」“
重い曲げの際にプレスブレーキに近づき、ラムゲージを観察してください。適切に管理された機械では、荷重が左右均等に増加します。いい加減な設定では、一方の側が最初にスパイクします。それは不均一な荷重分布であり、ベッド全体に均等に力が分配されていないことを示しており、角度の変動の始まりです。.
荷重下での安定性は、3つの要素が連携して機能することを意味します:正確なトン数の計算、アクティブクラウン(たわみに対する自動ベッド補償)、および制御された速度です。より速いアプローチ速度は摩擦をわずかに減少させることができますが、高速はスプリングバックの変動を増加させます。スプリングバックは、圧力が取り除かれた後に金属が緩むことです。ステンレスは誰がボスかを思い出させてくれます。.
今、厚いアルミニウムでできた長さ10フィートのパネルを想像してください。アルミニウムは鋼よりも降伏強度—永久に変形させるために必要なストレス—が低いため、「簡単な曲げ」と仮定するかもしれません。しかし、厚いゲージのアルミニウムは、亀裂を制御するために広いV型金型と高い浸透を要求することがよくあります。それはあなたのトン数曲線とたわみパターンをシフトさせます。.
ショップが機械をその限界近くまで回して、ただそれができることを証明するだけなら、あなたは安定性を買っているのではなく、摩耗を買っているのです。油圧システム—ラムを動かす油駆動のシリンダー—は、シールやバルブが毎日最大圧力近くでストレスを受けると再現性を失います。平易な英語で言えば、レッドラインで長く運転すれば、同じ深さに二度と到達しなくなります。.
だから、機械がどれほど大きいかを尋ねないでください。尋ねてください:「私の必要なトン数で、この機械は安定した範囲で動作していますか?そして、その荷重であなたのクラウン値がどのように変化するかを見せてくれますか?」“
私は、最新の機械がフロアにあるからという理由で、300トンのプレスで50トンのルーチン作業を行うショップを見てきました。機械は高回転でアイドル状態になり、油圧ポンプは必要以上にハードにサイクルし、ツーリングが重くて交換が遅いため、セットアップ時間が長くなります。精度にお金を払っていると思っているかもしれませんが、実際にはオーバーヘッドにお金を払っていることが多いのです。.
大型フレームのプレスは、移動する質量が多く、サイクルごとのエネルギー消費が高くなります。平易な英語で言えば、大きな機械は起動させるのにより多くのコストがかかります。もしあなたの部品が50トンしか必要ないのであれば、適切にメンテナンスされた100トンのブレーキは、その快適ゾーンにいるため、より高い再現性を保持できるかもしれません。.
ここで買い手が見落とすポイントがあります。ショップは、大きなアイアンをその上で動くすべてのものに償却します。もし彼らがフラッグシップの300トンシステムに投資した場合、あなたが注文するすべての小さなブラケットがその費用を助けます。それは悪いことではありません。それは数学です。しかし、それはあなたのジオメトリが正しい機械に割り当てられているのか、単に利用可能な機械に割り当てられているのかを尋ねるべきであることを意味します。.
私はかつて、あるショップが「すでにロードされているから」という理由で、広いダイセットを使って高トン数のプレスで薄いゲージのステンレスを押すのを見たことがあります。過剰な開口部は、内部半径の不均一性と化粧マークを引き起こしました。誰かが通路の向こうにある小さなブレーキの方がクリーンにできたと認めるまでに、126枚のパネルを廃棄しました。.
彼らの目を見て、こう尋ねてください。「私の仕事を実行する特定の機械はどれで、その定格トン数は何ですか?そして、なぜその機械があなたの最大のものではなく、適切なフィットなのですか?」“
光沢のあるパンチのラックは能力を意味するものではありません。それは在庫を意味します。.
スプリングバックは、合金がプロと偽者を分けるところです。304ステンレスは積極的にスプリングバックします。内部半径が狭すぎると、厚いアルミニウムが割れることがあります。ダイの開口部 — 材料が押し込まれるVダイの幅 — は内部半径と必要なトン数を制御します。標準のエアベンディングは通常、約8:1の比率から始まります(ダイの開口部は材料の厚さの約8倍)。薄い材料はより厳しい比率で動作するかもしれません;脆い合金はより広い比率が必要かもしれません。.
もしショップが標準の90度パンチと狭い範囲のVダイしか在庫していない場合、彼らはあなたの合金に合わせるのではなく、彼らのツーリングに合うようにあなたの合金を強制することになります。ボトミング — 材料をダイの角度に完全に押し込んでスプリングバックを減少させること — は正確なダイ角度と高いトン数を要求します。エアベンディングは正確な深さ制御としばしば角度補正システムを要求します。異なる材料は異なる戦略を報いるのです。.
ツーリングライブラリは、材料の種類と厚さの範囲に合わせたパンチとダイの文書化された、維持されたセットを意味します。平易な英語で言えば、彼らはあなたの特定の金属を曲げるために必要な正しい形状の鋼を持っているのです。.
私たちは212のステンレスエンクロージャーを無駄にしました。なぜなら、ショップが私たちが指定した繊維方向に対して狭すぎるダイを使用することに固執したからです。粉体コート後にマイクロクラックが現れました。曲げは初日には問題なさそうでしたが、サービス中に失敗しました。.
フロアを見学する際は、ラックをちらっと見るだけではなく、あなたの合金と厚さに割り当てる正確なパンチとダイを引き出すように頼み、次にこう尋ねてください。「このステンレスグレードでこの厚さの場合、どのダイの開口部とパンチ半径を選択していますか?そして、どのように決定しましたか?」“
なぜなら、馬力はあなたをレーンに留めておくことはできません。ステアリングコンポーネントがそれを行います。そして、曲げにおいては、ステアリングはマッチしたトン数、安定した負荷制御、合金を尊重するツーリングによって行われます。.
部品#1はブレーキからきれいに出てきます。部品#37は左フランジで1度開いています。同じファイル。同じ厚さ。同じ合金。唯一変わったのは、どの施設がそれを実行したかです。.
それが、デジタル製造ネットワークとあなたのドックから5マイルのショップを比較するときに本当に尋ねている質問です:誰が安いか、誰が大きいかではなく、誰がラムが動く前にドリフトを防ぐのか。ドリフトとは、バッチ全体で曲げ角度やフランジ位置の徐々の偏差を意味します。平易な英語で言えば、部品は徐々に互いに一致しなくなります。.
私は、400ピースのバッチが「キャパシティが空いた」ために3つのネットワーク施設に分割されるのを見たことがあります。アセンブリで位置間の角度の変動が明らかになったとき、私たちは$11,400相当の粉体コートパネルを廃棄しました。同じプログラム。異なるクラウンカーブ。異なるバックゲージキャリブレーション。異なる現実。.
したがって、比較はローカル対ナショナルではありません。それは統一されたプロセス制御対分散された解釈です。.
どちらのモデルを評価する際にも、彼らが何台の機械を持っているかを尋ねないでください。「私の300ピースの注文がサイト間で分割される場合、どのようにしてすべての機械で同一のクラウン値、バックゲージキャリブレーション、ツーリング選択を保証しますか?」と尋ねてください。“
地元のブレーキオペレーターの隣に立ち、角度補正をその場で調整し、ゲージがぴったり合うまでラムの深さを0.003インチずつ調整しているのを見ました。角度補正とは、目標の曲げ角度に達するためにラムの貫通を微調整することです。平易な言葉で言えば、完璧に近づくことを目指し、通り過ぎないようにすることです。.
そのような実践的なプロトタイピングは貴重です。部品を見て、オペレーターと話し、ダイの開口部を変更します。午後には改訂版ができあがります。.
しかし、ここで購入者が見落とす部分があります。慣れは精度のように感じられます。.
もしその地元の工場が、熟練したオペレーターがいる単一の機械であなたのプロトタイプを運用しているなら、美しい初回の製品が得られるかもしれません。しかし、6か月後に1,000ユニットをリリースすると、シニアの担当者は休暇中です。仕事は、アクティブクラウンがない2台目のブレーキに移ります。アクティブクラウンは、荷重下でのベッドのたわみを自動的に補正します。平易な言葉で言えば、長い曲げが中央でたわむのを防ぎます。.
今やあなたの「実績のある」プロトタイプは、システム制御ではなく部族の知識に依存しています。.
かつて73個のプロトタイプブラケットが検査に合格したのを見たことがありますが、その後500個の生産品が、2台目の機械がクラウンのために手動のシムを使用していたために不良品になりました。手動シムとは、補正を偽装するために金属のストリップを挿入することを意味します。平易な言葉で言えば、鋼のスライスで推測することです。.
では、専門の地元工場は迅速なプロトタイピングにおいて優れているのでしょうか?
時にはそうです。同じ機械、同じ工具ライブラリ、同じ補正システムが生産を行う場合です。.
訪問した際には、「私のプロトタイプと生産量の両方を運用するために、同じクラウンシステムとバックゲージ構成を持つ正確なブレーキは動作しますか?」と尋ねてください。“
あるネットワークの担当者が、パンチ、ダイ、バックゲージの指が完璧な振り付けで動くシミュレーションを見せてくれたことがあります。衝突はありません。オーバートラベルもありません。すべてのライトが緑です。.
それがデジタルツインです — 金属に触れる前に曲げのシーケンスをシミュレートする機械と工具のソフトウェアレプリカです。平易な言葉で言えば、問題を予測するあなたの仕事のビデオゲーム版です。.
ロボティクスの研究では、デジタルツインは正確な物理モデルと実世界のデータでキャリブレーションされると、ほぼ完璧な衝突回避を達成しています。問題は?キャリブレーションが薄いか、機械データが密接に統合されていないと、パフォーマンスは急速に低下します。密接なフィードバックなしのシミュレーションは劇場です。.
プレスブレーキでは、衝突回避は物語の半分に過ぎません。正確なたわみモデルも必要です。ツインが理想的な剛性を仮定しているが、実際のベッドが荷重下で0.010インチたわむ場合、シミュレーションされた90度は床では88.7度になります。.
高級システムは、ハードウェア統合によってこのループを閉じます — PLCの同期、リアルエンコーダーフィードバック、検証されたクラウンテーブル。PLCは機械を動かすプログラム可能な論理コントローラーです。平易な言葉で言えば、油圧と軸にどこに行くべきかを指示する脳です。.
断片化されたネットワークはこれを複雑にします。施設Aが完全な統合を持ち、施設Bがシミュレーション環境にリアルタイムフィードバックが結びついていない類似のブレーキを運用している場合、あなたの「同一の」デジタルプロセスはもはや同一ではありません。.
したがって、自動化されたDFM — 製造可能性のための設計チェック — は、曲げの前に工具の衝突や到達不可能なフランジをキャッチすることができます。それは時間を節約します。.
しかし、デジタルモデルが正確な機械のクラウン曲線、トン数テーブル、およびバックゲージの再現性に結びついていない限り、バッチごとの角度の安定性を保証することはできません。.
彼らにこれをゆっくりと尋ねてください:「あなたの曲げシミュレーションは、私の仕事を運用する特定の物理的機械にキャリブレーションされていますか — そのクラウン補正データを含めて — それとも一般的な機械モデルですか?」“
オハイオからパレットで出発する10フィートの長いパネルを想像してください。曲げあたりの料金が$0.18安かったため、テキサスに向かっています。.
板金は単に重いだけでなく、輸送中にたわみます。長いフランジは、しっかりと固定されていないと形がついてしまうことがあります。形がつくとは、ストレスによる永久的な変形を意味します。平易な言葉で言えば、少し曲がってそのままの状態になるということです。.
角度がずれている場合は、再加工のために往復の運送料を加算してください。ネットワーク内の一つのサイトが60個の部品を再実行し、異なる生産キューに押し込む必要がある場合はリードタイムを加算してください。あなたの低い曲げあたりの料金は、物流リスクを伴うことになります。.
反復速度が重要な場合、伝統的な地域の製造業者がここで勝ちます。0.5度の修正が必要な場合、町を横断してブレーキで測定し、クラウンを0.002インチ調整して再実行します。.
しかし、地域の近接性は弱いプロセス制御を修正するものではありません。その工場に多軸CNCバックゲージがない場合 — 正確なフランジ位置のために複数の方向に移動するプログラム可能な位置決めシステム — どんなに近くても寸法の積み重ねに苦しむことになります。平易な言葉で言えば、金属は正しい角度に当たりますが、間違った場所に当たるということです。.
では、いつ運送料が節約を打ち消すのでしょうか?
サービスモデルが、物理的な監視なしに初回の精度が維持できることを証明できないときです。.
3州離れた低い曲げあたりの見積もりにサインする前に、「もし0.5度の角度の偏差が私のドックに現れた場合、あなたの文書化された修正ループは何ですか?そして、次のバッチでその偏差が再発しないようにするにはどうしますか?」と尋ねてください。“
これは地理に関することではありません。彼らのシステム — デジタルまたはローカル — が、あなたが同乗しなくてもあなたの部品を正しいレーンに保つかどうかに関することです。.
あなたは二つの見積もりを見つめています。.
ショップA:$85の時給、$0のセットアップ、$4.20の部品あたり。ショップB:$120の時給、$480のセットアップ、$3.10の部品あたり。.
ほとんどのバイヤーは、時給をハンドルのように丸で囲みます。しかし、それは違います。操縦はセットアップラインとその背後にある仮定 — クラウンのキャリブレーション、バックゲージのプログラミング、初回品の検証 — に埋もれています。.
私はかつて、文書化された初回品チェックをスキップし、角度をその場で調整したために「安い」ランで$12,600を食べました。スプリングバックが安定するまでに、バッチの半分が外観上のスクラップになってしまいました。請求書は効率的に見えましたが、部品はそうではありませんでした。.
見積もりに機械特有のクラウン入力、複数軸バックゲージプログラミング、ロックされた初回品のサインオフの時間が示されていない場合、あなたは彼らの学習曲線のために部品あたりの価格を支払っていることになります。.
したがって、モデルを比較する際 — デジタルネットワークまたは地域のショップ — 地理や料金から始めるのではなく、見積もりを解剖することから始めます。まるでメカニックがステアリングラックを分解するかのように。.
制御作業は正確にどこで計上されていますか?
7ゲージのスチールブラケット200個のバッチを見てください。.
油圧ブレーキ — 油駆動のラムシステム;平易な言葉で言えば、流体がビームを下に押します — は、油が加熱されるにつれて約1.2%の効率を失うことがあります。そのドリフトは、アクティブクラウン補償が調整されない限り、角度の変動として現れます。アクティブクラウンとは、機械が自動的にベッドの曲率を変更してたわみを相殺することを意味します;平易な言葉で言えば、曲げの中央がたわまないように保つということです。.
ショップがほとんどまたは全くセットアップ料金を請求しない場合、何を省略したのか尋ねてください。適切なセットアップとは:
それには時間がかかります。本当の時間です。.
全電動ブレーキ — サーボ駆動システム; 簡単に言うと:電動モーターがラムを直接動かし、長時間の運転で88%の効率を維持します。油圧はしばしば初期コストが低いため、一部のショップは低い時間単価を見積もることができます。10mmを超える厚板の場合、油圧は依然として brute force で勝ちます。しかし、 brute force は操縦ではありません。.
損益分岐点の質問があります:部族の知識が保持されるかもしれない20個の部品を購入していますか、それとも熱ドリフトとベッドのたわみが重なる500個の部品を購入していますか?
見積もりに低いセットアップと高い部品単価が表示される場合、それはしばしばショップがあなたのランに不安定さを償却していることを意味し、プロセスを最初に安定させていないことを示しています。.
これを率直に尋ねてください:「最初のアーティクルプロセスを説明してください — どのくらいの時間がかかり、どの機械特有のクラウンデータを固定し、その時間がこの見積もりのどこに示されていますか?」“
物理的に3回の制御されたテスト曲げが必要な部品に「48時間保証されたターンアラウンド」を見たことがあります。.
スプリングバックは曲げ後の弾性回復です; 簡単に言うと:金属がリラックスして少し開きます。エアベンディング — 完全に底をつけずにパンチと金型で形成すること; 簡単に言うと:押し込んで形を作るが、きつく押しつけない — より少ないトン数を使用しますが、材料の変動に対してより敏感です。ボトミングは材料を金型に押し込み、より厳密な制御を可能にしますが、より高い力とより安定した機械を要求します。.
ショップがスピードを約束すると、何かが圧縮されます。通常は検証です。.
迅速な配送は物流です。迅速な曲げ加工は物理学です。油圧システムの熱安定化を急ぐことはできず、10フィートのベッド全体で角度の検証をスキップして均一性を期待することはできません。今、3つの曲げが不均等に間隔を置いている長い10フィートのパネルを想像してください。それを一度のパスで押し通し、ベッド全体でのクラウンを確認せずに進めると、左から右に角度が広がるのが見えます。.
私のキャリアの初期に行った仕事:貿易ショーのために急いで260のステンレスカバー。検証サイクルを短縮することで2日間を節約しました。最終的なフランジが組み立て時に公差を外れたため、$14,200の再加工を廃棄しました。.
「保証されたターンアラウンド」を見たとき、何が圧縮されたのか自問してください — 検査ループ、シミュレーション検証、または工具変更の検証。.
次に彼らに尋ねてください:「仕事を迅速化するとき、どの品質管理ステップが短縮され、そのタイムラインの下で全長にわたって角度のドリフトをどのように防ぎますか?」“
| セクション | 内容 |
|---|---|
| タイトル | 迅速な配送 vs. 迅速な曲げ加工:どのように「保証されたターンアラウンドタイム」が品質管理に影響を与えるか |
| 保証されたターンアラウンドの懸念 | 物理的に3回の制御されたテスト曲げが必要な部品に「48時間保証されたターンアラウンド」を見たことがあります。. |
| スプリングバック | スプリングバックは曲げ後の弾性回復です; 簡単に言うと:金属がリラックスして少し開きます。. |
| エアーベンディング | エアベンディング — 完全に底をつけずにパンチと金型で形成すること; 簡単に言うと:押し込んで形を作るが、きつく押しつけない — より少ないトン数を使用しますが、材料の変動に対してより敏感です。. |
| ボトミング | ボトミングは材料をダイに押し込むことでより厳密な制御を可能にしますが、より高い力とより安定した機械を要求します。. |
| 速度の影響の約束 | ショップがスピードを約束すると、何かが圧縮されます。通常は検証です。. |
| 物流と物理学 | 迅速な配送は物流です。迅速な曲げは物理学です。. |
| 技術的制限 | 油圧システムの熱安定化を急ぐことはできませんし、10フィートのベッド全体で角度の確認をスキップして均一性を期待することもできません。. |
| 例示シナリオ | 不均一に間隔を空けた三つの曲げを持つ長い10フィートのパネルを想像してください。一度の通過でそれを押し通すと、ベッド全体でのクラウン確認をせずに行うと、左から右に角度が広がるのが見えるでしょう。. |
| 実世界のケース | 私のキャリアの初期に行った仕事:貿易ショーのために急いで260のステンレスカバー。検証サイクルを短縮することで2日間を節約しました。最終的なフランジが組み立て時に公差を外れたため、$14,200の再加工を廃棄しました。. |
| 尋ねるべき質問 | 「保証されたターンアラウンド」を見たとき、何が圧縮されたのか自問してください — 検査ループ、シミュレーション検証、または工具変更の検証。. |
| 重要なフォローアップの質問 | 次に彼らに尋ねてください:「仕事を迅速化するとき、どの品質管理ステップが短縮され、そのタイムラインの下で全長にわたって角度のドリフトをどのように防ぎますか?」“ |
見積もりは価格を教えてくれます。スケジュールは状況を教えてくれます。.
高ミックス・低ボリュームの曲げは、同じ機械、ツーリングライブラリ、バックゲージ構成が繰り返されるときに繁栄します。300ピースのランが異なるトン数テーブルとツーリングの交換を必要とする厚板の仕事の間にスロットされると、崩壊します。.
トン数テーブルは機械の力の参照チャートです。平易な英語で言えば、特定の材料とダイに対してブレーキがどれだけ強く押すべきかを示すルックアップシートです。そのテーブルが特定の機械にキャリブレーションされていない場合、そしてそのクラウンカーブに結びついていない場合、制御されたプロセスを実行しているわけではありません。近似しているだけです。.
私は、私たちの仕事が「流れを維持する」ためにランの途中で二台目のブレーキに移動したため、180枚のアルミパネルが公差を外れるのを見ました。同じブランドですが、異なる摩耗パターン。共有された検証済みのクラウンデータはありません。.
それは補助作業です。.
デジタルネットワークは、すべての施設がリアルエンコーダーデータをシステムにフィードバックする場合、中央集権的なプログラミングとキャリブレーションされたデジタルツインでこれを解決できます。地域の工場は、規律あるスケジューリングと機械の専念でこれを解決できます。いずれにせよ、透明性が必要です。.
だから、「来週これを入れられますか?」と尋ねるのではなく、代わりにこう尋ねてください。「この仕事は、全バッチの間、キャリブレーションされた一台の機械にロックされたツーリングと文書化されたクラウンデータで留まりますか?そのコミットメントはあなたの生産スケジュールにどのように反映されていますか?」“
なぜなら、見積もりを解読した後、本当の質問は「誰が安いか」ではないからです。.
それは「誰が舵を取っているのか、そして誰がただペダルを踏んでいるのか」です。.
工場見学は必要ありません。偽造できない三つの答えが必要です。.
私は512個のハウジングが組み立てまで気づかなかった左右の角度のばらつきで戻ってきたことで、厳しい教訓を学びました。機械には十分なトン数がありました。見積もりはきれいでした。しかし、実際の生産負荷の下で彼らがどのようにクラウン、バックゲージの再現性、工具方法を制御しているかの証拠がありませんでした。.
馬力はあなたをレーンに留めることはできません。ステアリングコンポーネントがそれを行います。.
だから、今私がバイヤーに与えるストレステストがあります。三つの質問です。もし工場がそれらに明確に答えられず、文書が添付されていない場合、あなたはすでに答えを持っています。.
最初の質問は、何かにサインする前に始まります。.
過去の類似の仕事からの完全な初回検査報告書を求めてください — 美しい寸法の要約ではなく、以下を示すセットアップシートです:
クラウンは制御されたベッド補償です;平易な英語で言えば:長い曲げの中央が荷重の下でたわまないようにする方法です。その数値が記録されていない場合、それは制御されていません。それは推測です。.
次に、長い部品の位置に沿った角度の確認を探してください — 左、中央、右。単一の角度の読み取りは何も証明しません。10フィートのパネルでは、たわみは長さに沿って変化します。彼らが一つの測定値しか示さない場合、彼らは物理学ではなく書類のために検査しています。.
ここでの明白でない部分は、あなたは単にハードウェアを確認しているのではないということです。あなたはセットアップの知識が一人の熟練オペレーターを超えて生き残るかどうかを確認しています。.
バックゲージプログラミング — 複数の軸での位置決めフィンガーの協調運動;平易な英語で言えば:フランジを正確に必要な場所に配置するストップ — は、手動でダイヤルするのではなく、再現可能なプログラムとして保存されるべきです。報告書に手書きのゲージ調整が示されている場合、あなたは部族の記憶を見ているのであって、プロセス制御を見ているのではありません。.
これをそのまま尋ねてください:「トン数、クラウン値、複数軸のバックゲージ位置、全曲げ長さにわたる角度チェックを示す類似の仕事からの初回パケットを送ってください — 最終寸法だけではなく。」“
もし彼らがためらうなら、何を追跡していないのでしょうか?
彼らの機械を見ることはできませんが、彼らの考えを見ることはできます。.
彼らに、材料の厚さが熱ロット内で変動する場合、どのようにクラウンを調整するのかを尋ねてください。材料ロットの変動とは、同じバッチからのシートが厚さにわずかな違いがあることを意味します。平易な言葉で言えば、すべてのシートがラベルに記載されている通りの厚さではないということです。もし答えが「進めながら微調整します」となれば、それは手動での修正です。それは反応的です。.
アクティブクラウンシステムは、プログラムされたトン数曲線に基づいて自動的に調整されます。平易な言葉で言えば、機械は負荷の下で一貫性を保つために自らの曲率を変更します。証拠は、クラウン値がジョブごとに保存され、デジタルで呼び出されるかどうかにあります。.
次にバックゲージに移ります。.
真のマルチ軸CNCバックゲージは、X、R、時にはZ軸で動きます。平易な言葉で言えば、フランジの深さと整列を制御するために前後、上下、左右に移動できます。それらの軸位置がCNCプログラムにロックされているのか、ランの開始時に手動で設定されるのかを尋ねてください。.
手動ゲージのシフトは、バッチが静かに死ぬ場所です。.
かつて、オペレーターがランの途中で単軸ゲージを0.5 mm動かして「仕様に合わせる」ために、$13,400相当のアルミパネルを廃棄したことがあります。その修正は一つの寸法を解決しましたが、他の三つの寸法がずれてしまいました。.
だから、こう尋ねてください。「厚さが0.2 mmでも変動する場合、制御を通じてクラウンを調整し、その変更を文書化しますか、それともオペレーターが手動でシムを入れたり設定を微調整したりしますか?」“
システムに関する回答を聞いて、ヒーローの話は聞かないでください。.
もし彼らの回答が一人の非常に熟練したブレーキオペレーターに焦点を当てているなら、あなたはプロセスを購入しているのではなく、人を借りているのです。.
その人が休暇中になったらどうなりますか?
今、あなたはパターンが見えてきたでしょう:あなたは機械を比較しているのではなく、ショップが変動をどれだけうまく操れるかを比較しているのです。.
では、フレームワークを示します。.
質問1は、彼らが設定の物理学を文書化し、検証していることを証明します。質問2は、彼らのハードウェアが実際に手動修正に頼るのではなく補償していることを証明します。質問3はそれを結びつけます:
“「私のバッチは、ロックされたツーリングと保存されたCNCプログラムを持つ一台のキャリブレーションされた機械の上に留まりますか?そのデータがどこにあるかを見せてくれますか?」”
ツーリングの方法論はここで重要です。エアベンディング — 材料を底に押し込むことなく成形すること;平易な言葉で言えば、金属を金型に完全に押し込むことなく形作ること — は柔軟ですが、変動に敏感です。ボトミングは、より高い力を使用してより厳密な角度制御を行いますが、安定したトン数とクラウンデータを要求します。彼らがあなたの公差スタックのためにどちらを選んだのかを説明できないなら、彼らは反応しているだけで、計画しているわけではありません。.
明白でない変化はこれです:あなたは最大のブレーキや最も低い料金のショップを選ぶのをやめ、すべての変数がどこに保存され、呼び出され、ロックされているかを証明できるショップを選ぶのです。.
今、あなたの机の上に二つの見積もりを想像してください。同じ材料。同じ部品。同じ約束されたリードタイム。.
一つのショップは、プログラム、クラウンログ、および保存されたバックゲージファイルを送ってきます。.
もう一つのショップは、PDFと握手を送ってきます。.
どちらがあなたの500個のカスタムバッチを操縦していて、どちらがただペダルを踏んでいるだけですか?


















