

La pièce #1 sort de la presse proprement. Le jauge indique que l’angle est parfaitement correct. L’opérateur hoche la tête, lance les dix suivantes, et les empile sur une palette.
À la pièce #437, l’inspecteur appelle. L’angle est décalé d’un demi-degré, et maintenant vous avez une palette de pièces qui ne se poseront pas à plat lors de l’assemblage. Même plan. Même machine. Même opérateur.
Alors, qu’est-ce qui a changé ?
J’ai vu des acheteurs se tenir dans mon atelier, pointer une presse plieuse hydraulique de 200 tonnes et dire : “ L’acier, c’est l’acier. Un pli, c’est un pli. ” Ils regardent la puissance. Le tonnage n’est qu’une force de formage maximale — la force avec laquelle la machine peut pousser. Cela ne dit rien sur la précision avec laquelle elle contrôle cette poussée sur deux mètres et demi de table.
J’ai autrefois mis au rebut $18 400 de boîtiers sur mesure parce que nous avons fait confiance à une hydraulique “ suffisamment bonne ” pour un travail répété. La première douzaine était parfaite. Le reste a lentement dérivé hors tolérance à mesure que la machine chauffait et que le vérin se déformait. Nous ne l’avons remarqué qu’au moment où l’inspection a empilé les pièces et vu la lumière passer entre elles.
Voilà le mythe : si la machine peut atteindre l’angle une fois, elle peut le faire 500 fois.
La précision ne consiste pas à savoir si une presse plieuse peut atteindre des tolérances serrées dans des conditions idéales. Une hydraulique basique peut offrir une précision impressionnante sur un seul réglage. La vraie question est de savoir si la machine contrôle automatiquement les variables, ou si votre opérateur les poursuit à l’instinct.
Si votre fournisseur dit : “ Notre gars plie depuis 20 ans, il saura l’ajuster ”, arrêtez-le aussitôt et demandez-lui : Quand le matériau ou la température change en cours de série, quel système corrige — l’œil de votre opérateur ou le contrôle de la machine ?
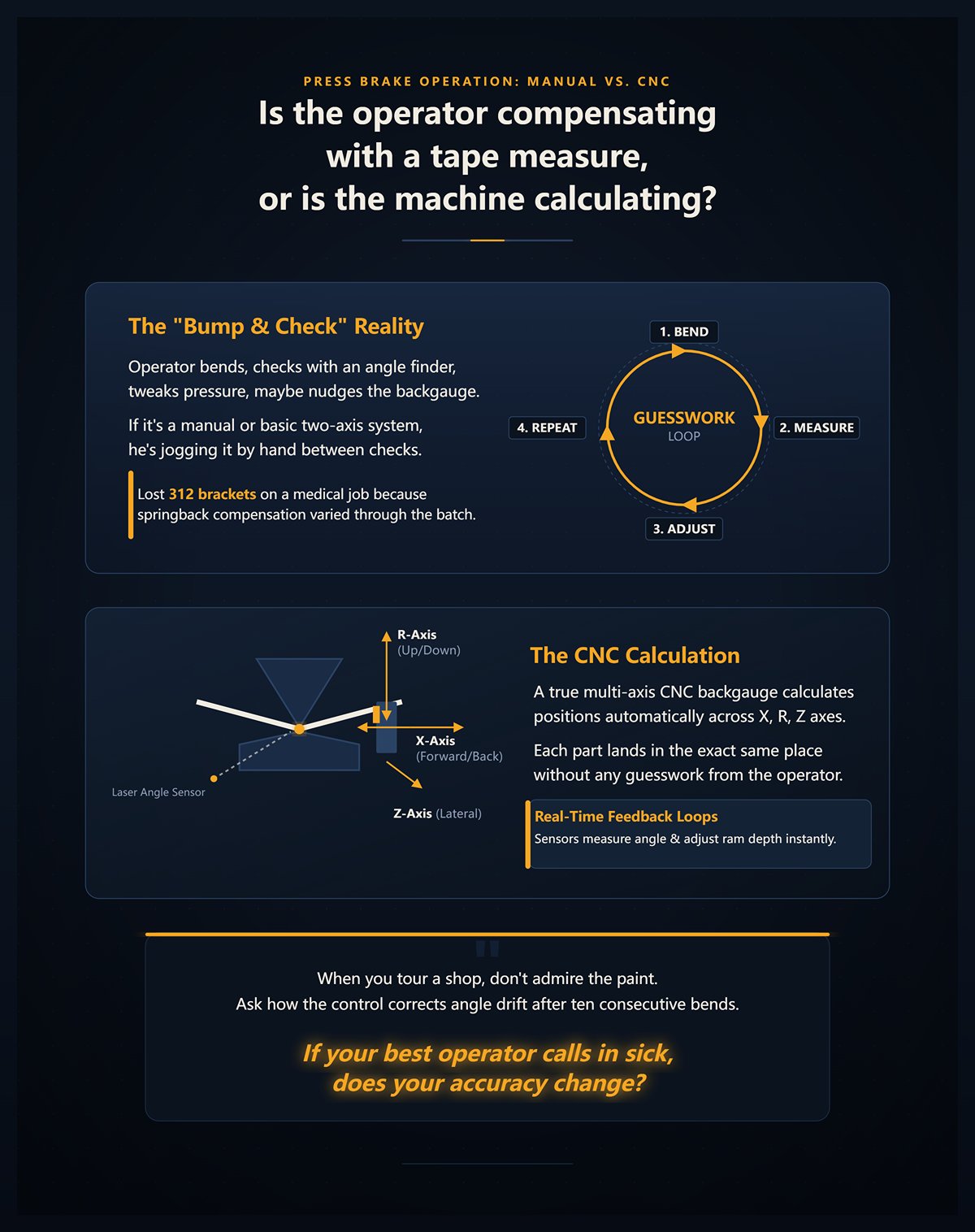
Imaginez l’opérateur à la pièce #1. Il plie, vérifie avec un rapporteur d’angle, ajuste la pression, et peut-être déplace légèrement le butoir arrière.
Le butoir arrière est le système de positionnement qui détermine la longueur du rebord — les doigts qui décident où le pli se fait.
S’il s’agit d’un système manuel ou basique à deux axes, il le déplace à la main entre les vérifications. S’il s’agit d’un véritable butoir arrière CNC multi-axes, le contrôle calcule automatiquement les positions sur les axes X, R et Z — avant/arrière, haut/bas et latéral — de sorte que chaque pièce se place au même endroit sans approximation.
J’ai vu des ateliers se fier à ce que nous appelons “ bump and check ”. C’est exactement ce que cela signifie : plier, mesurer, ajuster, répéter. Nous avons perdu 312 supports sur un projet médical parce que l’opérateur a compensé le retour élastique — le métal qui se relâche après le pliage — différemment à mesure que la dureté de la tôle variait dans la série.
Les vrais systèmes CNC utilisent des boucles de rétroaction — des capteurs qui mesurent l’angle et ajustent la profondeur du vérin en temps réel. C’est la machine qui calcule au lieu de l’opérateur qui compense.
Lorsque vous visitez un atelier, ne vous laissez pas impressionner par la peinture. Demandez au programmeur de vous montrer comment le contrôle corrige la dérive de l’angle après dix pliages consécutifs, puis demandez : Si votre meilleur opérateur appelle malade, votre précision change-t-elle ?
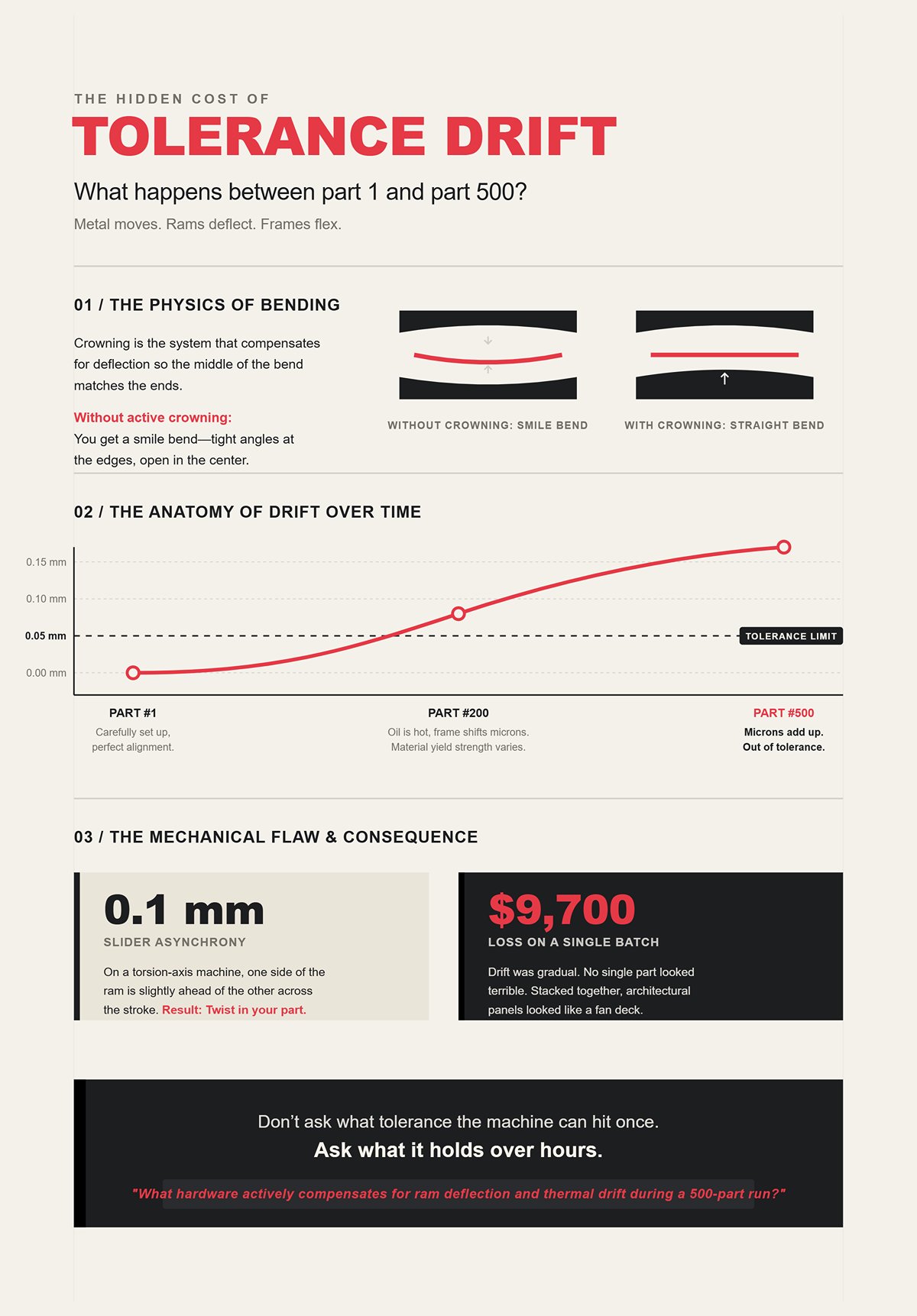
Le métal bouge. Les vérins se déforment. Les châssis fléchissent.
Le bombage est le système qui compense cette déflexion — soit mécaniquement, soit hydrauliquement — de façon à ce que le milieu du pli corresponde aux extrémités. Sans bombage actif, vous obtenez un pli “sourire” : angles serrés aux bords, ouverts au centre.
Imaginez maintenant un panneau de 10 pieds de long. La pièce #1 est réglée avec soin. À la pièce #200, l’huile est chaude, le cadre s’est déplacé de quelques microns, et le lot de matériau change légèrement en résistance à la traction — combien de contrainte il faut pour plier définitivement l’acier.
Ces quelques microns finissent par s’additionner.
Sur une machine à axe de torsion — un design qui synchronise le coulisseau avec une barre mécanique plutôt qu’avec des servo-hydrauliques indépendants — j’ai mesuré jusqu’à 0,1 mm de désynchronisation du coulisseau sur la course. En clair : un côté du coulisseau est légèrement en avance sur l’autre. Cela se traduit par une torsion sur votre pièce.
Nous avons perdu $9 700 sur un lot de panneaux d’architecture parce que la dérive était progressive. Aucune pièce isolée ne semblait horrible. Empilées ensemble, elles ressemblaient à un éventail.
Alors ne demandez pas quelle tolérance la machine peut atteindre une fois. Demandez ce qu’elle maintient sur plusieurs heures. Une meilleure question pour votre fournisseur : Quel matériel compense activement la déflexion du coulisseau et la dérive thermique lors d’une série de 500 pièces ?
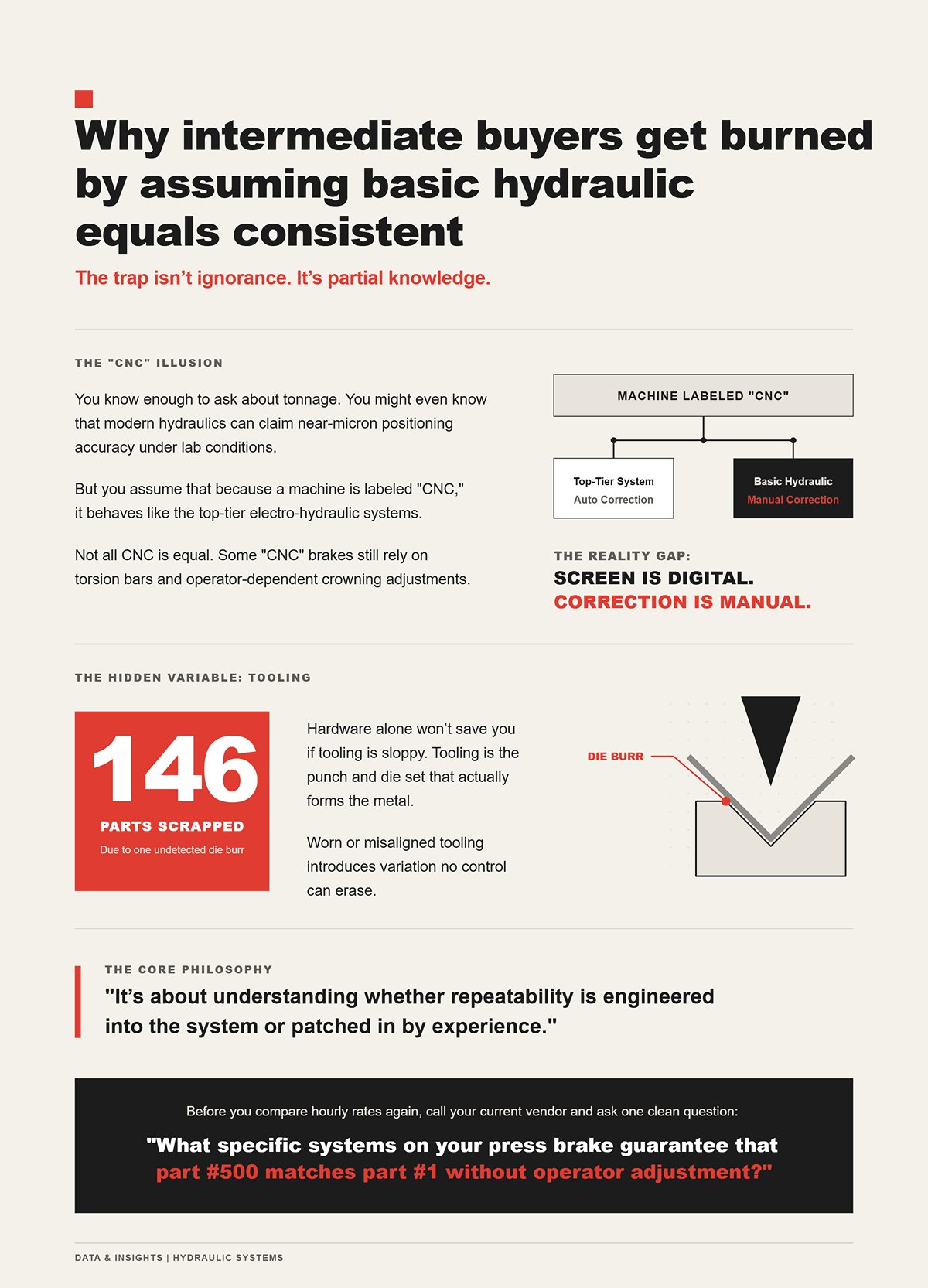
Le piège n’est pas l’ignorance. C’est la connaissance partielle.
Vous savez assez pour demander la capacité en tonnage. Vous savez peut-être même que les hydrauliques modernes peuvent revendiquer une précision de positionnement proche du micron dans des conditions de laboratoire. Mais vous supposez que parce qu’une machine est étiquetée “CNC”, elle se comporte comme les systèmes électro-hydrauliques haut de gamme.
Tous les CNC ne se valent pas. Certains freins “CNC” reposent encore sur des barres de torsion et des réglages de bombage dépendants de l’opérateur. L’écran est numérique. La correction est manuelle.
Et le matériel seul ne vous sauvera pas si les outils sont imprécis. Les outils sont le jeu poinçon/matrice qui forme réellement le métal. Des outils usés ou mal alignés introduisent une variation qu’aucun contrôle ne peut effacer. J’ai mis au rebut 146 pièces en inox parce que l’épaule d’une matrice avait une bavure — un minuscule relief — que personne n’a détecté lors du montage.
C’est pourquoi il ne s’agit pas d’acheter la machine la plus chère de la région. Il s’agit de comprendre si la répétabilité est intégrée dans le système ou ajoutée par l’expérience.
Avant de comparer à nouveau les tarifs horaires, appelez votre fournisseur actuel et posez une question simple : Quels systèmes spécifiques sur votre presse plieuse garantissent que la pièce #500 correspond à la pièce #1 sans réglage de l’opérateur ?
Vous êtes devant une plieuse de 10 pieds avec un panneau en acier doux de 3/16 de pouce. La première pièce est parfaitement droite. À la cinquième, le centre commence à s’ouvrir légèrement. À la vingtième, vous pouvez glisser une cale d’épaisseur sous le milieu. Rien n’a changé dans le programme. Le tonnage est correct. L’opérateur n’a pas touché aux réglages.
Ce qui a changé, c’est la déflexion — la machine qui fléchit sous charge — et si la plieuse dispose de matériel qui la corrige automatiquement ou attend qu’un humain la rattrape.
La pièce #1 sort de la plieuse impeccable. Le vrai test est de savoir si la pièce #500 lui correspond sans que personne ait à prendre une clé.
Il y a trois matériels qui rendent cela possible : bombage actif, un véritable CNC à plusieurs axes pour le butoir arrière, et une méthode de pliage adaptée au matériau. Manquez-en un, et vous revenez au “bump-and-check” — plier, mesurer, ajuster, répéter — ce qui revient à deviner à prix fort dans l’acier.
Alors, lesquelles de ces méthodes séparent réellement un atelier discipliné d’un atelier qui joue avec votre lot ?
J’ai vu un opérateur expérimenté passer 45 minutes à glisser de fines bandes de métal sous une matrice — des cales — pour créer une légère courbure ascendante dans l’outillage. Le calage est une méthode statique pour contrer la déflexion ; vous pré-courbez le montage pour que la flexion de la machine s’annule pendant la course. Ça marche. Pour cette longueur, cette épaisseur et ce tonnage précis.
Changez le matériau de l’acier doux à l’acier inoxydable. Augmentez la longueur de pliage. Passez à une ouverture de matrice différente. Ce paquet de cales est désormais incorrect.
Le cintrage actif est différent. C’est un système hydraulique ou mécanique intégré au banc qui ajuste la courbure de la table sous charge, en fonction de l’épaisseur du matériau programmée, de la longueur de pliage et du tonnage. En clair : la machine fléchit volontairement pour annuler la flexion que vous ne voulez pas.
Voici le mécanisme qui compte : la déflexion augmente avec la charge et la portée. Un pli de 3 mètres à 150 tonnes ne se comporte pas comme un pli de 1,2 mètre à 40 tonnes. Les systèmes de cintrage hydraulique calculent cela en temps réel et appliquent une contre-pression le long du banc. Le calage manuel ne peut pas s’adapter en cours de processus si la température de l’huile change ou si vous modifiez le temps de maintien — la pause au point mort bas qui affecte le retour élastique dans les matériaux à haute résistance.
Nous avons perdu $6,800 en rebut sur un travail en inox parce que le réglage par calage était parfait à froid et incorrect une fois que l’huile hydraulique avait chauffé. L’opérateur a continué de compenser avec la profondeur du coulisseau, ce qui corrigeait les bords et ouvrait le centre. C’est ainsi que l’on obtient un pli « sourire ».
Maintenant, un coup de poing honnête : les coins de cintrage mécaniques — la solution de gamme intermédiaire — peuvent bien fonctionner. Ils couvrent le banc et évitent les “ zones aveugles ”, mais ils s’usent. Des coins usés signifient une compensation incohérente. J’ai vu des ateliers en installer, lutter avec la maintenance, puis revenir tranquillement au calage parce que “ c’est plus rapide ”. Plus rapide pour qui ?
Si un atelier vous dit qu’il “ a le cintrage ”, ne vous arrêtez pas là. Demandez-leur de vous montrer s’il est hydraulique, automatiquement calculé par le contrôle, et si la valeur change lorsqu’ils modifient l’épaisseur du matériau dans le programme.
Regardez-les dans les yeux et demandez : “ Lorsque je passe de l’acier doux calibre 11 à l’acier inoxydable calibre 12 sur la même matrice de 2,4 m, qu’est-ce qui s’ajuste automatiquement — et qu’est-ce qui est reconstruit à la main ? ”
Je suis entré dans un atelier qui proposait des équerres à tolérance serrée avec une butée arrière à deux axes — X et R seulement. X est le positionnement avant-arrière ; R est la hauteur haut-bas. Suffisant pour des brides simples.
Jusqu’à ce que la pièce ait des plis décalés, des côtés effilés ou qu’elle nécessite un positionnement par rapport à différents bords.
Une vraie butée arrière CNC à axes multiples ajoute des axes Z (mouvement gauche-droite des doigts de butée) et parfois X2 ou R2 pour un contrôle indépendant. En clair : la machine peut repositionner chaque doigt précisément dans l’espace tridimensionnel de sorte que la pièce se réfère toujours au même repère sans que l’opérateur n’ait à la retourner ou à aligner à l’œil.
Voici pourquoi cela compte sur 300 pièces. Si l’opérateur doit déplacer manuellement un doigt pour dégager une bride précédente, vous introduisez une variation humaine. Un millimètre d’erreur à la butée devient un millimètre d’erreur sur la longueur de la bride. Empilez trois plis, et l’accumulation des tolérances — de petites erreurs qui se combinent sur plusieurs caractéristiques — devient problématique.
Mais vous pouvez acheter trop. Si vos pièces sont des angles à pli unique toute la journée, une butée à 6 axes est un capital gaspillé. La limite est la suivante : dès que votre géométrie nécessite que la pièce soit repositionnée entre les plis pour éviter une collision ou pour se référer à un nouveau bord, vous avez besoin au minimum d’un mouvement programmable en Z.
J’ai mis au rebut 184 équerres formées parce qu’un réglage latéral manuel n’a pas été ramené à sa position exacte après un changement d’outil. Le programme était correct. Le matériel ne pouvait pas l’appliquer.
Lorsque vous visitez un atelier, ne comptez pas les écrans. Regardez une pièce complexe tourner. L’opérateur touche-t-il la butée arrière entre les plis, ou le contrôle repositionne-t-il tout automatiquement ?
Demandez clairement : “ Pour cette pièce avec trois profondeurs de bride différentes et un pli décalé, quels axes bougent sous contrôle CNC, et lesquels dépendent des mains de l’opérateur ? ”
Installez un coude à 90 degrés dans de l’acier inoxydable 304 en utilisant le pliage par l’air — où le poinçon pousse le matériau dans une matrice en V sans l’enfoncer complètement — et vous verrez du ressort. Le ressort est le métal qui se détend légèrement après que la charge est retirée. Dans l’inox, c’est agressif.
Le matriçage complet est différent. Le poinçon force le matériau à épouser fermement l’angle de la matrice, réduisant ainsi le ressort en plastifiant une plus grande partie de la section. En termes simples : vous l’écrasez plus profondément pour qu’il rebondisse moins.
Le pliage par l’air exige un contrôle précis de la profondeur de descente du coulisseau et bénéficie souvent de systèmes de mesure d’angle. C’est une méthode flexible et plus rapide pour les pièces variées, car une seule matrice peut produire plusieurs angles en modifiant la course. Le matriçage complet est plus stable pour certains matériaux à haute résistance, mais exige des angles d’outillage précis et une force de tonnage plus élevée.
Imaginez maintenant un long panneau de 3 m en acier à haute résistance. Si l’atelier utilise par défaut le pliage par l’air sans valider le temps de maintien — cette pause au bas de la course — une différence de 0,3 seconde peut modifier l’angle final de manière perceptible dans les alliages sujets au ressort. S’ils font du matriçage complet sans recalculer le tonnage pour cette longueur, ils risquent de surcharger la machine ou de marquer le matériau.
Nous avons perdu $5,200 sur un lot de supports à haute résistance parce que la “méthode standard” de l’atelier consistait à tout plier par l’air. L’angle était correct sur la pièce #1, puis il a dérivé à mesure que la dureté du matériau variait dans la bobine. Personne n’a ajusté le maintien ni validé avec le cycle automatique ; ils ont tout fait manuellement.
La bonne question n’est pas de savoir quelle méthode est la meilleure. C’est de savoir si l’atelier choisit en fonction de la limite d’élasticité de votre matériau — la contrainte nécessaire pour le déformer de manière permanente — et s’il documente les paramètres dans la CNC afin que le prochain lot ne soit pas une nouvelle expérience.
Alors demandez-leur franchement : “ Pour ce matériau et cette épaisseur spécifiques, utilisez-vous le pliage par l’air ou le matriçage complet — et comment votre commande verrouille-t-elle le temps de maintien et la correction d’angle pour que la pièce #500 n’ait pas besoin d’un nouveau réglage ? ”
Parce que la puissance ne vous garde pas dans votre voie. La direction, oui. Et dans le pliage à la presse, le bombage, le positionnement multi-axes et la discipline de méthode sont les éléments de direction qui déterminent si votre lot avance comme un train — ou dérive comme un chariot de supermarché avec une roue tordue.
Vous voulez auditer un atelier avant de lui confier votre production. Parfait. Commencez par leur demander de vous indiquer le tonnage exact qu’ils calculent pour votre matériau, son épaisseur, la longueur de pli et l’ouverture de matrice — puis demandez quel pourcentage de la capacité nominale de la machine cela représente. S’ils ne peuvent pas répondre sans deviner, vous n’avez pas affaire à du contrôle. Vous regardez de l’espoir.
J’ai vu une presse de 300 tonnes plier de l’acier doux de 1/4 pouce sur 3 m à environ 165 tonnes en pliage par l’air. Doublez cette épaisseur et vous ne doublez pas la force — vous sautez vers 600 tonnes selon la largeur de la matrice et la méthode utilisée. La formule standard de tonnage (la force varie avec l’épaisseur au carré divisée par l’ouverture de la matrice) sanctionne les suppositions. En clair : de petits changements d’épaisseur peuvent faire exploser votre besoin en force.
C’est là que les acheteurs se piègent. Ils voient “capacité 300 tonnes” et supposent qu’il y a une marge de sécurité. Mais la capacité n’est pas la même chose que le contrôle. Une machine fonctionnant à 90% de sa capacité se comporte très différemment d’une autre tournant à 55%. La flèche du bâti — la légère flexion de la machine sous la charge — augmente avec la force, et cette déflexion modifie l’angle de pli sur la longueur si elle n’est pas compensée. En clair : plus vous poussez fort, plus la machine essaie de plier aussi.
J’ai mis au rebut pour $9,400 de plaques de 3/8 pouce il y a des années parce que nous avons cru à la capacité indiquée et ignoré la répartition de la charge sur une longue table. Les pièces présentaient un écart de deux degrés du centre aux bords. La machine était assez puissante. Elle n’était pas assez stable.
Quand vous êtes dans leur atelier, n’admirez pas la taille. Demandez-leur ceci : “ Pour mon pli le plus long, quel tonnage calculez-vous, quel pourcentage de la capacité de la machine cela représente, et comment compensez-vous la déflexion du bâti à cette charge ? ”
Approchez-vous d’une presse pendant un pliage lourd et regardez les indicateurs de charge du coulisseau. Sur une machine bien réglée, la charge monte uniformément de gauche à droite. Sur un montage bâclé, un côté monte plus vite. C’est une répartition de charge inégale — la force n’est pas partagée uniformément sur la table — et c’est le début des variations d’angle.
La stabilité sous charge repose sur trois éléments qui travaillent ensemble : un calcul de tonnage précis, un bombage actif (compensation automatique du lit pour la déflexion) et une vitesse contrôlée. Des vitesses d’approche plus rapides peuvent réduire légèrement la friction, mais des vitesses élevées augmentent la variabilité du ressort. Le ressort, c’est le métal qui se détend après le retrait de la pression. L’inox vous rappellera qui commande.
Imaginez maintenant un long panneau de 3 m en aluminium épais. L’aluminium a une limite d’élasticité plus faible — la contrainte nécessaire pour une déformation permanente — que l’acier, donc vous pourriez penser “pliage facile”. Mais l’aluminium de forte épaisseur demande souvent des matrices en V larges et une pénétration élevée pour contrôler la fissuration. Cela modifie votre courbe de tonnage et votre schéma de déflexion.
Si l’atelier pousse la machine près de sa limite juste pour prouver qu’il le peut, vous n’achetez pas de la stabilité. Vous achetez de l’usure. Les systèmes hydrauliques — les vérins à huile qui déplacent le coulisseau — perdent leur répétabilité lorsque les joints et les valves sont sollicités à pression maximale chaque jour. En clair : faites-la tourner en zone rouge trop longtemps et elle cessera d’atteindre la même profondeur à chaque coup.
Alors ne demandez pas quelle taille fait la machine. Demandez : “ Au tonnage requis, cette machine fonctionne-t-elle dans sa plage stable, et pouvez-vous me montrer comment votre valeur de bombage change à cette charge ? ”
J’ai vu des ateliers exécuter des travaux courants de 50 tonnes sur une presse de 300 tonnes simplement parce que c’est le nouvel équipement sur le plancher. La machine tourne à vide avec un régime élevé, les pompes hydrauliques cyclent plus fort que nécessaire, et le temps de préparation s’allonge car les outils sont plus lourds et plus longs à échanger. Vous pensez payer pour la précision. Vous payez souvent pour les frais généraux.
Une presse à grand châssis a plus de masse à déplacer et une consommation d’énergie plus élevée par cycle. En clair : les grandes machines coûtent plus cher à démarrer et à maintenir actives. Si votre pièce ne nécessite que 50 tonnes, une presse-plieuse de 100 tonnes correctement entretenue peut offrir une répétabilité plus serrée parce qu’elle travaille dans sa zone de confort.
Voici ce que les acheteurs de pièces oublient. Les ateliers amortissent les grosses machines sur tout ce qui y est fabriqué. S’ils ont investi dans un système phare de 300 tonnes, chaque petit support que vous commandez contribue à le payer. Ce n’est pas un mal. C’est des mathématiques. Mais cela signifie que vous devriez vous demander si votre géométrie est affectée à la bonne machine ou simplement à celle qui est disponible.
J’ai vu un atelier pousser de l’inox à faible épaisseur sur une presse de forte tonnage avec un jeu de matrices large parce que “ elle était déjà chargée ”. L’ouverture excessive a provoqué des rayons intérieurs incohérents et des marques esthétiques. Nous avons mis au rebut 126 panneaux avant que quelqu’un n’admette que la petite presse-plieuse de l’autre côté de l’allée aurait réalisé un travail plus propre.
Regardez-les dans les yeux et demandez : “ Quelle machine spécifique exécutera mon travail, quelle est sa tonnage nominal, et pourquoi cette machine — et non la plus grande — est-elle le bon choix ? ”
Un rack de poinçons brillants ne signifie pas la compétence. Cela signifie un stock.
Le retour élastique est ce qui sépare les professionnels des imposteurs. L’inox 304 revient fortement. L’aluminium épais peut se fissurer si le rayon intérieur est trop serré. L’ouverture de la matrice — la largeur du V dans lequel le matériau est pressé — contrôle le rayon intérieur et le tonnage requis. Le pliage par air standard commence souvent à un ratio d’environ 8:1 (ouverture de matrice environ huit fois l’épaisseur du matériau). Le matériau fin peut nécessiter des ratios plus serrés ; les alliages fragiles peuvent exiger des ouvertures plus larges.
Si un atelier ne possède que des poinçons standard à 90 degrés et une gamme étroite de matrices en V, il forcera votre alliage à s’adapter à ses outils au lieu d’adapter l’outillage à votre alliage. Le matriçage complet — forcer le matériau entièrement dans l’angle de la matrice pour réduire le retour élastique — demande des angles de matrice précis et un tonnage plus élevé. Le pliage par air exige un contrôle de profondeur précis et souvent des systèmes de correction d’angle. Différents matériaux nécessitent différentes stratégies.
Une bibliothèque d’outillage signifie des ensembles de poinçons et de matrices documentés et entretenus, adaptés aux types de matériaux et aux plages d’épaisseur. En clair : ils possèdent les bonnes formes d’acier pour plier votre métal spécifique sans deviner.
Nous avons perdu 212 enceintes en acier inoxydable parce que l’atelier a insisté pour utiliser une matrice trop étroite pour la direction du grain que nous avions spécifiée. Des microfissures sont apparues après le revêtement en poudre. Le pli semblait parfait le premier jour. Il a échoué en service.
Lorsque vous visitez l’atelier, ne vous contentez pas de jeter un coup d’œil aux racks. Demandez-leur de sortir le poinçon et la matrice exacts qu’ils utiliseraient pour votre alliage et votre épaisseur, puis demandez : “ Pour cet acier inoxydable de cette épaisseur, quelle ouverture de matrice et quel rayon de poinçon choisissez-vous — et comment avez-vous décidé ? ”
Car la puissance ne vous maintient pas dans la bonne voie. Les composants de direction le font. Et dans le pliage, la direction, c’est le tonnage adapté, le contrôle de charge stable et un outillage qui respecte l’alliage au lieu de le brutaliser.
La pièce #1 sort de la presse propre. La pièce #37 est ouverte d’un degré sur le rebord gauche. Même fichier. Même épaisseur. Même alliage. La seule différence était l’installation qui l’a produite.
C’est la vraie question que vous posez lorsque vous comparez un réseau de fabrication numérique à l’atelier situé à cinq miles de votre quai : non pas qui est moins cher, ni qui est plus grand, mais qui empêche la dérive avant même que le vérin ne bouge. La dérive signifie une déviation progressive de l’angle de pliage ou de la position de la bride au sein d’un lot. En clair : les pièces cessent lentement de se ressembler.
J’ai vu un lot de 400 pièces être réparti entre trois installations du réseau parce que “ la capacité s’est libérée ”. Nous avons mis au rebut pour $11 400 de panneaux revêtus de poudre lorsque l’assemblage a révélé une variation d’angle entre les sites. Même programme. Courbes de bombage différentes. Calibrage de butée arrière différent. Réalité différente.
Ainsi la comparaison ne se situe pas entre local et national. Elle se fait entre contrôle de procédé unifié et interprétation distribuée.
Lorsque vous évaluez l’un ou l’autre modèle, ne demandez pas combien de machines ils ont. Demandez : “ Si ma commande de 300 pièces est répartie entre plusieurs sites, comment garantissez-vous des valeurs de bombage, un calibrage des butées arrière et une sélection d’outillage identiques sur chaque machine ? ”
J’ai déjà été à côté d’un opérateur de presse plieuse local ajustant la correction d’angle en temps réel, augmentant la profondeur du vérin de 0,003 pouce à la fois jusqu’à ce que le calibre indique la valeur exacte. La correction d’angle consiste à micro-ajuster la pénétration du vérin pour atteindre l’angle de pliage cible. En termes simples : approcher la perfection petit à petit plutôt que de la dépasser brutalement.
Ce type de prototypage manuel peut être une mine d’or. On voit la pièce. On parle à l’opérateur. On change l’ouverture de la matrice. En fin d’après-midi, on a une révision prête.
Mais voici ce que les acheteurs oublient. La familiarité donne l’illusion de la précision.
Si cet atelier local réalise votre prototype sur une seule machine avec un opérateur expérimenté, vous pouvez obtenir de magnifiques premiers articles. Puis vous lancez 1 000 unités six mois plus tard. Le technicien senior est en vacances. Le travail passe sur la deuxième presse sans courbure active. La courbure active compense automatiquement la déflexion du banc sous la charge. En clair : elle empêche les longs plis de s’affaisser au milieu.
Votre prototype “ éprouvé ” repose alors sur le savoir-faire local plutôt que sur un contrôle systémique.
J’ai déjà vu 73 équerres de prototype passer l’inspection, puis 500 pièces de production dériver parce que la seconde machine utilisait des cales manuelles pour la courbure. Le calage manuel consiste à insérer des lamelles métalliques pour simuler la compensation. En clair : deviner avec des tranches d’acier.
Alors, les ateliers locaux spécialisés sont-ils meilleurs pour le prototypage rapide ?
Parfois. Si la même machine, la même bibliothèque d’outils et le même système de compensation seront utilisés pour la production.
Lors de votre visite, demandez : “ Est-ce que la même presse plieuse, avec le même système de courbure et la même configuration de butées arrière, réalisera à la fois mon prototype et ma production ? ”
Un représentant d’un réseau m’a un jour montré une simulation où le poinçon, la matrice et les butées arrière bougeaient en parfaite chorégraphie. Aucune collision. Aucun dépassement. Voyants verts tout du long.
C’est ça, un jumeau numérique — une réplique logicielle de la machine et des outils qui simule la séquence de pliage avant de toucher le métal. En clair : une version « jeu vidéo » de votre travail qui prédit les problèmes.
Dans les études de robotique, les jumeaux numériques ont atteint une quasi-perfection dans l’évitement des collisions lorsqu’ils sont calibrés avec des modèles physiques précis et des données réelles. Le hic ? Les performances chutent vite quand la calibration est faible ou quand les données machine ne sont pas étroitement intégrées. Une simulation sans retour d’information précis, c’est du théâtre.
Sur une presse plieuse, l’évitement des collisions n’est que la moitié du problème. Il faut aussi une modélisation précise de la déflexion. Si le jumeau suppose une rigidité idéale mais que le banc réel se déforme de 0,010 pouce sous la charge, votre pli simulé à 90 degrés devient 88,7 sur la pièce réelle.
Les systèmes haut de gamme ferment cette boucle grâce à une intégration matérielle — synchronisation par PLC, retour d’information réel des codeurs, tables de courbure validées. Le PLC, ou automate programmable, pilote la machine. En clair : le cerveau qui indique aux éléments hydrauliques et aux axes où aller.
Les réseaux fragmentés compliquent la situation. Si le site A dispose d’une intégration complète et que le site B utilise une presse similaire sans retour en temps réel dans l’environnement de simulation, votre processus numérique “ identique ” ne l’est plus vraiment.
Alors oui, les vérifications DFM automatisées — conception pour la fabricabilité — peuvent détecter les collisions d’outils et les rebords inaccessibles avant le pliage. Cela fait gagner du temps.
Mais à moins que le modèle numérique ne soit lié à la courbe de courbure, à la table de tonnage et à la répétabilité des butées arrière de la machine exacte, il ne garantira pas la stabilité d’angle d’un lot à l’autre.
Demandez-leur lentement : “ Votre simulation de pliage est-elle calibrée sur la machine physique spécifique qui exécutera mon travail — y compris ses données de compensation de courbure — ou s’agit-il d’un modèle de machine générique ? ”
Imaginez maintenant un long panneau de 10 pieds quittant l’Ohio sur une palette, en direction du Texas parce que le tarif par pli était $0.18 moins cher.
La tôle ne fait pas que peser davantage ; elle fléchit pendant le transport. Les longs rebords peuvent prendre une déformation permanente s’ils sont mal sanglés. Déformation signifie une altération irréversible due au stress. En termes simples : elle se plie un peu et reste comme ça.
Ajoutez le fret dans les deux sens pour la reprise si les angles sont incorrects. Ajoutez le délai de production si un site du réseau doit relancer 60 pièces et les intégrer dans une autre file de production. Votre tarif plus bas par pli commence à comporter un risque logistique.
Les fabricants régionaux traditionnels l’emportent ici lorsque la rapidité d’itération compte. Si une correction de 0,5 degré est nécessaire, vous traversez la ville, mesurez à la presse plieuse, ajustez la courbure de 0.002 pouces et relancez la production.
Mais la proximité régionale ne corrige pas un mauvais contrôle des procédés. Si cet atelier ne dispose pas d’un système de butée arrière CNC multi-axes — un système de positionnement programmable se déplaçant dans plusieurs directions pour un placement précis des rebords — vous lutterez contre les tolérances cumulées, quelle que soit leur proximité. En termes simples : le métal atteint le bon angle mais pas le bon emplacement.
Alors, quand l’expédition annule-t-elle les économies ?
Quand le modèle de service ne peut pas prouver que la précision dès la première production se maintiendra sans surveillance physique.
Avant de valider un devis bas par pli provenant de trois États plus loin, demandez : “ Si une déviation d’angle de 0,5 degré apparaît à mon quai, quel est votre processus documenté de correction — et comment évitez-vous que cette déviation se reproduise sur le lot suivant ? ”
Parce qu’il ne s’agit pas de géographie. Il s’agit de savoir si leur système — numérique ou local — maintient vos pièces dans la tolérance sans que vous deviez les surveiller de près.
Vous regardez deux devis.
Atelier A : $85 de l’heure, $0 de mise en place, $4.20 par pièce. Atelier B : $120 de l’heure, $480 de mise en place, $3.10 par pièce.
La plupart des acheteurs entourent le tarif horaire comme s’il s’agissait du volant. Ce n’est pas le cas. La direction se trouve dans la ligne de mise en place et les hypothèses qui la sous-tendent — calibration de la courbure, programmation de la butée arrière, validation du premier article.
J’ai déjà perdu $12,600 sur une production “ bon marché ” parce que l’atelier a sauté la vérification documentée du premier article et ajusté les angles à la volée. Au moment où ils ont stabilisé le retour élastique, la moitié du lot était du rebut esthétique. La facture semblait efficace. Les pièces ne l’étaient pas.
Si le devis ne montre pas de temps prévu pour l’entrée de calibration spécifique à la machine, la programmation de la butée arrière multi-axes et une validation de premier article verrouillée, vous payez leur courbe d’apprentissage à l’intérieur de votre prix unitaire.
Ainsi, lorsque vous comparez les modèles — réseau numérique ou atelier régional — vous ne commencez pas par la géographie ni par le tarif. Vous commencez par disséquer le devis comme un mécanicien démonte une crémaillère de direction.
Où, exactement, le travail de contrôle est-il pris en compte ?
Regardez un lot de 200 pièces de supports en acier de calibre 7.
Un frein hydraulique — système à vérin actionné par huile ; en termes simples : le fluide pousse la poutre vers le bas — peut perdre environ 1,2% d’efficacité par heure à mesure que l’huile chauffe. Cette dérive se manifeste par une variation d’angle à moins que la compensation active de cambrage ne soit ajustée. La compensation active de cambrage signifie que la machine modifie automatiquement la courbure du lit pour contrer la déflexion ; en termes simples : elle empêche le centre du pli de s’affaisser.
Si un atelier facture peu ou pas de frais de préparation, demandez ce qu’ils ont omis. Une préparation correcte signifie :
Cela prend du temps. Du vrai temps.
Les freins tout électriques — systèmes à entraînement servo ; en termes simples : des moteurs électriques déplacent directement le vérin — maintiennent plus de 88 % d’efficacité sur de longues séries. Les systèmes hydrauliques coûtent souvent moins cher à l’achat, ce qui permet à certains ateliers de proposer des tarifs horaires plus bas. Pour les plaques épaisses de plus de 10 mm, l’hydraulique conserve l’avantage en force brute. Mais la force brute n’est pas la direction.
Voici la question du seuil de rentabilité : achetez-vous 20 pièces où le savoir empirique peut suffire, ou 500 pièces où la dérive thermique et la déflexion du lit s’accumulent ?
Lorsqu’un devis présente peu de préparation et un coût par pièce plus élevé, cela signifie souvent que l’atelier amortit l’instabilité sur votre série au lieu de stabiliser le processus dès le départ.
Demandez ceci, clairement : “ Expliquez-moi votre processus de premier article — combien de temps cela prend, quelles données spécifiques de cambrage machine vous verrouillez, et où ce temps apparaît dans ce devis ? ”
J’ai vu “délai garanti de 48 heures” sur des pièces qui nécessitent physiquement trois plis de test contrôlés pour ajuster le retour élastique.
Le retour élastique est la récupération élastique après pliage ; en termes simples : le métal se détend et s’ouvre légèrement. Le pliage à l’air — formage avec un poinçon et une matrice sans écrasement complet ; en termes simples : vous le pressez en forme sans le serrer complètement — utilise moins de tonnage mais est plus sensible aux variations de matériau. Le matriçage force le matériau dans la matrice pour un contrôle plus strict mais exige plus de force et des machines plus stables.
Quand un atelier promet la vitesse, quelque chose est comprimé. Souvent la validation.
L’expédition accélérée relève de la logistique. Le pliage accéléré relève de la physique. Vous ne pouvez pas accélérer la stabilisation thermique d’un système hydraulique ou ignorer la vérification d’angle sur un lit de 10 pieds et espérer avoir une uniformité. Imaginez maintenant un long panneau de 10 pieds avec trois plis espacés de manière irrégulière. Si on le passe en une seule fois sans confirmer le cambrage sur toute la longueur du lit, vous verrez une variation d’angle de gauche à droite.
Un travail au début de ma carrière : 260 couvercles en inox réalisés en urgence pour un salon professionnel. Nous avons économisé deux jours en supprimant les cycles de vérification. Nous avons mis au rebut $14 200 en reprise lorsque le bord final n’a pas respecté la tolérance à l’assemblage.
Quand vous voyez “délai garanti”, demandez-vous ce qui a été réduit — boucles d’inspection, vérification de simulation, ou validation de changement d’outillage.
Puis demandez-leur : “ Lorsque vous accélérez un travail, quelles étapes de contrôle qualité sont raccourcies, et comment empêchez-vous la dérive d’angle sur toute la longueur du lit dans ce délai ? ”
| Section | Contenu |
|---|---|
| Titre | Expédition accélérée vs. pliage accéléré : comment les “délais garantis” affectent le contrôle qualité |
| Préoccupation face à un délai garanti | J’ai vu “délai garanti de 48 heures” sur des pièces qui nécessitent physiquement trois plis de test contrôlés pour ajuster le retour élastique. |
| Retour élastique | Le retour élastique est la récupération élastique après le pliage ; en termes simples : le métal se détend et s’ouvre légèrement. |
| Pliage par l’air | Le pliage à l’air — formage avec un poinçon et une matrice sans aller jusqu’au contact complet ; en termes simples : on le presse pour lui donner forme sans le serrer complètement — utilise moins de tonnage mais est plus sensible aux variations du matériau. |
| Pliage en fond de matrice | Le matriçage complet force le matériau dans la matrice pour un contrôle plus précis, mais nécessite une force plus élevée et des machines plus stables. |
| Impact des promesses de vitesse | Quand un atelier promet la vitesse, quelque chose est comprimé. Souvent la validation. |
| Logistique vs. physique | L’expédition accélérée relève de la logistique. Le pliage accéléré relève de la physique. |
| Limitations techniques | On ne peut pas précipiter la stabilisation thermique d’un système hydraulique ni négliger la vérification des angles sur un banc de 3 m et espérer une uniformité. |
| Scénario d’exemple | Imaginez un long panneau de 3 m avec trois plis espacés de manière irrégulière. S’ils le passent d’un seul coup sans vérifier la compensation de flèche sur toute la longueur, vous verrez un écart d’angles du côté gauche au côté droit. |
| Cas réel | Un travail au début de ma carrière : 260 couvercles en inox réalisés en urgence pour un salon professionnel. Nous avons économisé deux jours en supprimant les cycles de vérification. Nous avons mis au rebut $14 200 en reprise lorsque le bord final n’a pas respecté la tolérance à l’assemblage. |
| Questions à poser | Quand vous voyez “délai garanti”, demandez-vous ce qui a été réduit — boucles d’inspection, vérification de simulation, ou validation de changement d’outillage. |
| Question de suivi essentielle | Puis demandez-leur : “ Lorsque vous accélérez un travail, quelles étapes de contrôle qualité sont raccourcies, et comment empêchez-vous la dérive d’angle sur toute la longueur du lit dans ce délai ? ” |
Un devis vous donne le prix. Le planning vous indique le statut.
Le pliage à mélange élevé et faible volume fonctionne bien lorsque la même machine, la même bibliothèque d’outillages et la même configuration de butée arrière sont répétées. Il s’effondre lorsque votre série de 300 pièces est intercalée entre des travaux de tôles plus épaisses nécessitant d’autres tableaux de tonnage et des changements d’outillage.
Un tableau de tonnage est le tableau de référence des forces de la machine ; en termes simples : la feuille de correspondance qui indique à la presse quelle pression exercer pour un matériau et une matrice donnés. Si ce tableau n’est pas étalonné pour la machine spécifique — et lié à sa courbe de compensation de flèche —, vous ne conduisez pas un procédé contrôlé. Vous faites une approximation.
J’ai vu 180 panneaux en aluminium sortir hors tolérance parce que notre travail a été déplacé vers une seconde presse en cours de série pour “ garder le flux ”. Même marque. Différents schémas d’usure. Aucune donnée de compensation validée et partagée.
C’est du travail de remplissage.
Les réseaux numériques peuvent résoudre cela grâce à une programmation centralisée et à des jumeaux numériques étalonnés — à condition que chaque site alimente le système avec de véritables données d’encodeurs. Les ateliers régionaux peuvent le résoudre par une planification rigoureuse et une dédication des machines. Dans tous les cas, la transparence est indispensable.
Alors ne demandez pas : “ Pouvez-vous caser cela la semaine prochaine ? ” Demandez plutôt ceci : “ Ce travail restera-t-il sur une machine calibrée avec outillage verrouillé et données de compensation documentées pour tout le lot — et où cet engagement figure-t-il dans votre planning de production ? ”
Parce qu’une fois que vous décodez le devis, la vraie question n’est pas de savoir qui est le moins cher.
C’est de savoir qui tient le volant — et qui fait juste appuyer sur la pédale.
Vous n’avez pas besoin d’une visite d’usine. Vous avez besoin de trois réponses impossibles à falsifier.
Je l’ai appris à mes dépens après que 512 boîtiers soient revenus avec une variation d’angle de gauche à droite que nous n’avons pas détectée avant l’assemblage. La machine avait largement assez de tonnage. Le devis semblait impeccable. Ce que nous n’avions pas, c’était la preuve de leur méthode de contrôle de la compensation, de la répétabilité des butées arrière et de la méthode d’outillage sous charge réelle de production.
La puissance ne vous garde pas dans votre voie. Ce sont les composants de direction qui le font.
Alors voici le test de stress que je donne désormais aux acheteurs. Trois questions. Si un atelier ne peut pas y répondre clairement et avec documents à l’appui, vous avez déjà votre réponse.
Et la première question commence avant de signer quoi que ce soit.
Demandez le rapport complet d’inspection de première pièce d’un travail comparable — pas un joli résumé dimensionnel, mais la feuille de configuration qui montre :
La compensation est un ajustement contrôlé de la table ; en langage simple : comment ils empêchent le milieu d’un long pli de s’affaisser sous charge. Si ce chiffre n’est pas enregistré, il n’est pas contrôlé. Il est estimé.
Ensuite, recherchez la vérification de l’angle sur différentes positions — gauche, centre, droite sur les pièces longues. Une seule lecture d’angle ne prouve rien. Sur un panneau de trois mètres, la déflexion change le long de la longueur. S’ils montrent seulement une mesure, ils inspectent pour le papier, pas pour la physique.
Voici la partie non évidente : vous ne vérifiez pas seulement le matériel. Vous vérifiez si le savoir-faire de configuration survit au-delà d’un seul opérateur qualifié.
La programmation de la butée arrière — le mouvement coordonné des doigts de positionnement sur plusieurs axes ; en langage simple : les butées qui placent votre bord exactement là où il doit être — doit être sauvegardée en tant que programme reproductible, et non réglée manuellement. Si le rapport montre des ajustements manuscrits de butées, vous regardez de la mémoire tribale, pas du contrôle de processus.
Demandez ceci, mot pour mot : “ Envoyez-moi un dossier de première pièce d’un travail similaire montrant le tonnage, les valeurs de compensation, les positions multi-axes de la butée arrière et les contrôles d’angle sur toute la longueur du pli — pas seulement les dimensions finales. ”
S’ils hésitent, qu’est-ce qu’ils ne suivent pas ?
Vous ne pouvez pas voir leur machine, mais vous pouvez voir leur façon de penser.
Demandez-leur comment ils ajustent la compensation lorsque l’épaisseur du matériau varie à l’intérieur d’un lot métallurgique. La variation de lot signifie que les feuilles d’un même lot peuvent différer légèrement en épaisseur ; en termes simples : chaque feuille n’est pas exactement ce que l’étiquette indique. Si la réponse est “ nous ajustons au fur et à mesure ”, c’est une correction manuelle. C’est réactif.
Les systèmes de compensation actifs s’ajustent automatiquement selon des courbes de tonnage programmées ; en termes simples : la machine modifie sa propre courbure pour rester constante sous charge. La preuve réside dans le fait que les valeurs de compensation soient enregistrées par travail et rappelées numériquement.
Puis passez à la butée arrière.
Une véritable butée arrière CNC multi-axes se déplace selon les axes X, R, et parfois Z ; en termes simples : elle peut se déplacer d’avant en arrière, de haut en bas, et latéralement pour contrôler la profondeur et l’alignement du rebord. Demandez si ces positions d’axes sont verrouillées dans le programme CNC ou réglées manuellement au début du cycle.
Les ajustements manuels de butée sont là où les lots meurent silencieusement.
Nous avons déjà mis au rebut pour $13,400 de panneaux en aluminium parce qu’un opérateur a déplacé une butée à axe unique de 0,5 mm en cours de production pour “ le garder conforme ”. Cette correction a résolu une dimension et en a fait dériver trois autres.
Alors demandez ceci : “ Lorsque l’épaisseur varie de seulement 0,2 mm, ajustez-vous la compensation via la commande en documentant le changement, ou l’opérateur cale-t-il ou ajuste-t-il manuellement le réglage ? ”
Écoutez les réponses systémiques, pas les récits de héros.
Si leur réponse repose sur un opérateur de presse hautement qualifié, vous n’achetez pas un processus. Vous louez une personne.
Et que se passe-t-il quand cette personne est en vacances ?
Vous voyez maintenant le schéma : vous ne comparez pas des machines. Vous comparez la capacité d’un atelier à maîtriser la variabilité.
Voici donc le cadre.
La première question prouve qu’ils documentent et valident la physique du réglage. La deuxième prouve que leur matériel compense réellement au lieu de se reposer sur une correction manuelle. La troisième relie le tout :
“ Mon lot restera-t-il sur une machine calibrée unique, avec un outillage verrouillé et des programmes CNC enregistrés pour la compensation et les positions de butée arrière multi-axes, et pouvez-vous me montrer où ces données sont stockées ? ”
La méthodologie d’outillage est importante ici. Le pliage à l’air — formage sans écrasement complet du matériau ; en termes simples : façonner le métal sans le plaquer totalement dans la matrice — est flexible mais sensible aux variations. Le pliage en fond de matrice utilise une force plus élevée pour un contrôle d’angle plus précis, mais exige des données stables de tonnage et de compensation. S’ils ne peuvent pas expliquer pourquoi ils ont choisi l’un plutôt que l’autre pour votre empilement de tolérances, ils réagissent plutôt qu’ils ne planifient.
Le changement non évident est le suivant : vous cessez de choisir l’atelier doté de la plus grosse presse ou du tarif le plus bas, et vous choisissez celui qui peut prouver qu’il sait où chaque variable est enregistrée, rappelée et verrouillée.
Imaginez maintenant deux devis sur votre bureau. Même matériau. Même pièce. Même délai promis.
Un atelier vous envoie des programmes, des journaux de bombage et un fichier de butée arrière enregistré.
L’autre vous envoie un PDF et une poignée de main.
Lequel dirige votre lot personnalisé de 500 pièces — et lequel ne fait qu’appuyer sur la pédale ?


















