

Parça #1 frenajdan temiz bir şekilde çıkıyor. Gösterge açının tam olarak doğru olduğunu söylüyor. Operatör başını sallıyor, sonraki on parçayı çalıştırıyor ve onları bir palet üzerine istifliyor.
Parça #437’ye gelindiğinde denetçi arıyor. Açı yarım derece sapmış ve artık montajda düz bir şekilde durmayacak bir sürü parçanız var. Aynı çizim. Aynı makine. Aynı operatör.
Peki ne değişti?
Alıcıların atölyemde durup, 200 tonluk hidrolik pres freni işaret ederek “Çelik çeliktir. Büküm büktür.” dediğini gördüm. Onlar beygir gücüne bakıyor. Tonaj sadece maksimum şekillendirme gücüdür — makinenin ne kadar kuvvet uygulayabileceğidir. Bu, sekiz metrelik tabla boyunca bu baskının ne kadar hassas kontrol edildiği hakkında hiçbir şey söylemez.
Bir keresinde, tekrarlanacak bir işte “yeterince iyi” hidroliklere güvendiğimiz için $18.400 değerinde özel muhafazayı hurdaya çıkardım. İlk düzine mükemmeldi. Geri kalanlar, makine ısındıkça ve koç mili esnedikçe yavaş yavaş toleranstan çıktı. Bunu, denetimde parçalar üst üste konup aralarında ışık görüldüğünde fark ettik.
İşte mit: Makine bir kez açıyı yakalayabiliyorsa, bunu 500 kez de yapabilir.
Hassasiyet, bir pres frenin ideal koşullarda sıkı toleranslara ulaşıp ulaşamaması ile ilgili değildir. Basit hidrolikler tek bir kurulumda etkileyici bir hassasiyet yakalayabilir. Asıl soru, makinenin değişkenleri otomatik olarak mı kontrol ettiği, yoksa operatörün bunları hissiyatla mı takip ettiğidir.
Eğer tedarikçiniz, “Bizim adam 20 yıldır büküm yapıyor, ayarını tutturur” derse, onu hemen durdurun ve şunu sorun: Malzeme ya da sıcaklık işlem ortasında değiştiğinde, bunu hangi sistem düzeltiyor — operatörünüzün gözü mü, yoksa kontrol sistemi mi?
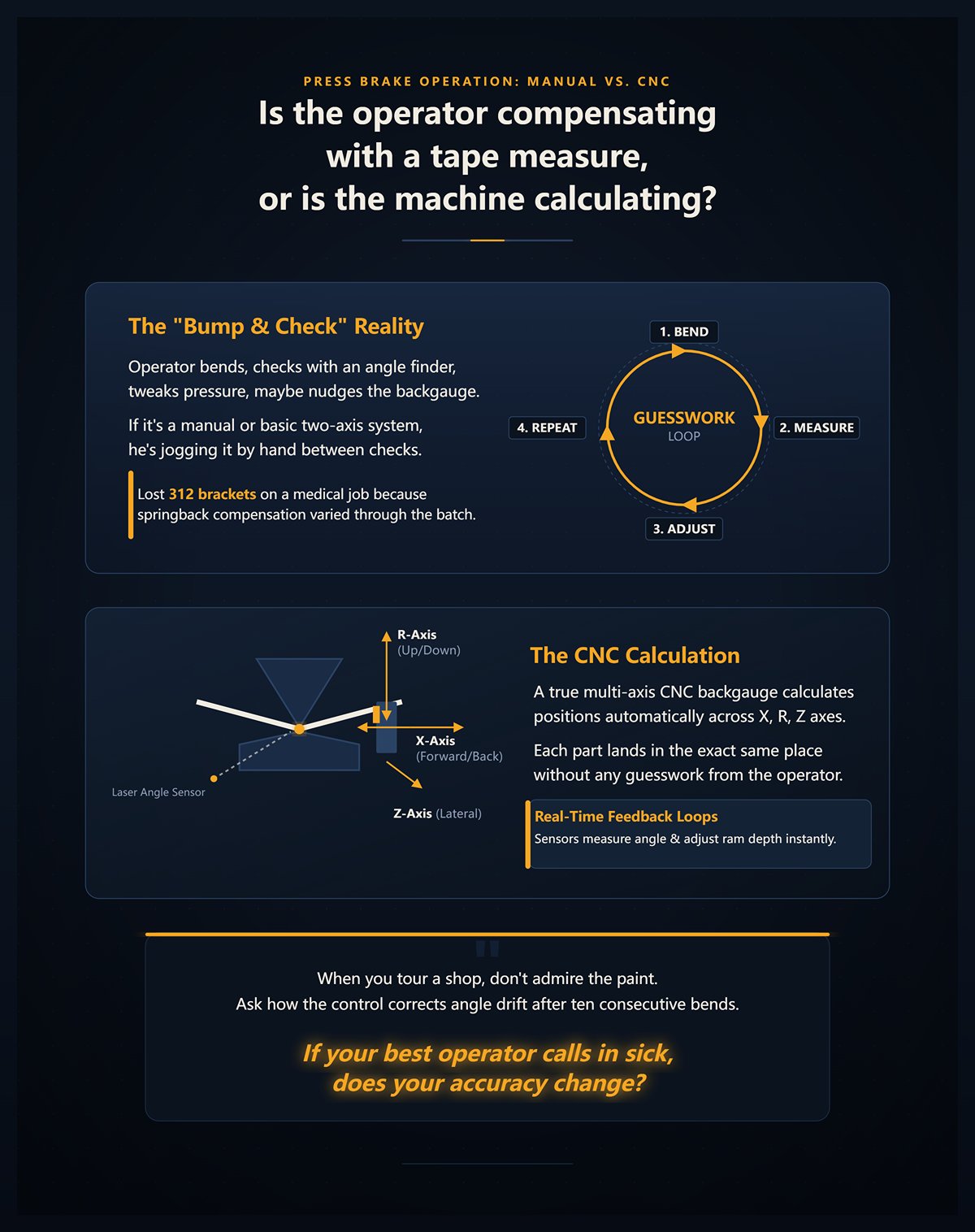
Operatörü parça #1’de gözünüzde canlandırın. Büküyor, açı ölçer ile kontrol ediyor, basıncı ayarlıyor, belki arka dayamayı hafifçe oynatıyor.
Arka dayama, flanş uzunluğunu belirleyen konumlandırma sistemidir — bükümün nerede olacağına karar veren parmaklardır.
Eğer manuel veya basit iki eksenli bir sistemse, kontroller arasında el ile hareket ettiriyordur. Eğer gerçek çok eksenli CNC arka dayama ise, kontrol sistemi X, R, Z eksenleri boyunca — ileri/geri, yukarı/aşağı ve yanal konumlandırma — pozisyonları otomatik olarak hesaplar, böylece her parça tahmin yürütmeden aynı yerde olur.
Bazı atölyelerin “vur ve kontrol et” dediğimiz yönteme güvendiğini gördüm. Bu tam olarak kulağa geldiği gibidir: bük, ölç, ayarla, tekrarla. Bir tıbbi işte 312 braket kaybettik çünkü operatör, parti boyunca bobin sertliği değiştikçe yaylanmayı — büküm sonrası metalin gevşemesi — farklı şekilde telafi etti.
Gerçek CNC sistemleri geri besleme döngüleri kullanır — açıyı ölçen ve koç mili derinliğini gerçek zamanlı olarak ayarlayan sensörler. Bu, operatörün telafi etmesi yerine makinenin hesaplama yaptığı anlamına gelir.
Bir atölyeyi gezerken boyaya hayran kalmayın. Programcıdan, kontrolün on ardışık bükümden sonra açı kaymasını nasıl düzelttiğini göstermesini isteyin, ardından şunu sorun: En iyi operatörünüz hastalanırsa, hassasiyetiniz değişir mi?
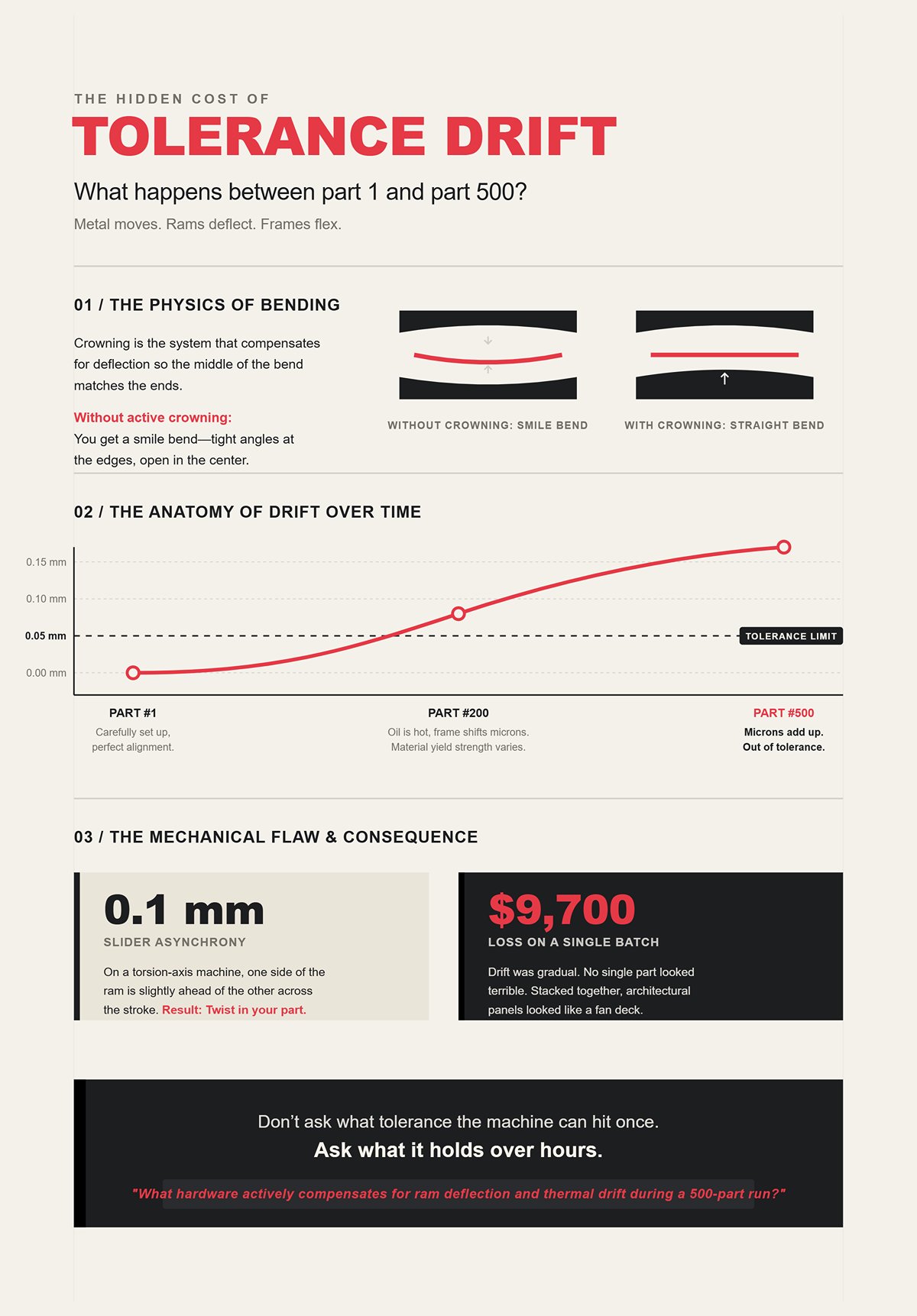
Metal hareket eder. Koç milleri esner. Çerçeveler bükülür.
Taçlama, sapmayı telafi eden — mekanik veya hidrolik olarak — bir sistemdir, böylece bükmenin ortası uçlarla uyumlu olur. Aktif taçlama olmadan, bir gülümseme bükmesi elde edersiniz: kenarlarda keskin açı, ortada açık.
Şimdi uzun bir 10 fitlik panel hayal edin. Parça #1 özenle ayarlandı. Parça #200’e gelindiğinde, yağ ısınmış, çerçeve mikronlar kadar kaymış ve malzeme partisi akma dayanımında — çeliği kalıcı olarak bükmek için gereken stres miktarında — biraz değişmiş.
O mikronlar birikir.
Bir burulma ekseni makinesinde — bağımsız servo-hidrolik yerine mekanik bir çubukla ram senkronize eden bir tasarım — strok boyunca 0,1 mm kaydırıcı eşzamanlılık ölçtüm. Basitçe: ramın bir tarafı diğerinden biraz önde. Bu, parçanızda burulma olarak ortaya çıkar.
Mimari panellerden oluşan bir partide $9,700 kaybettik çünkü sapma kademeliydi. Tek bir parça korkunç görünmüyordu. Üst üste konulduklarında, bir yelpaze destesi gibi görünüyorlardı.
Bu yüzden makinenin bir kez hangi toleransı yakalayabileceğini sormayın. Saatler boyunca neyi koruyabildiğini sorun. Satıcınıza sorulacak daha iyi bir soru: 500 parçalık bir üretimde ram sapması ve termal kaymayı aktif olarak telafi eden hangi donanımlar var?
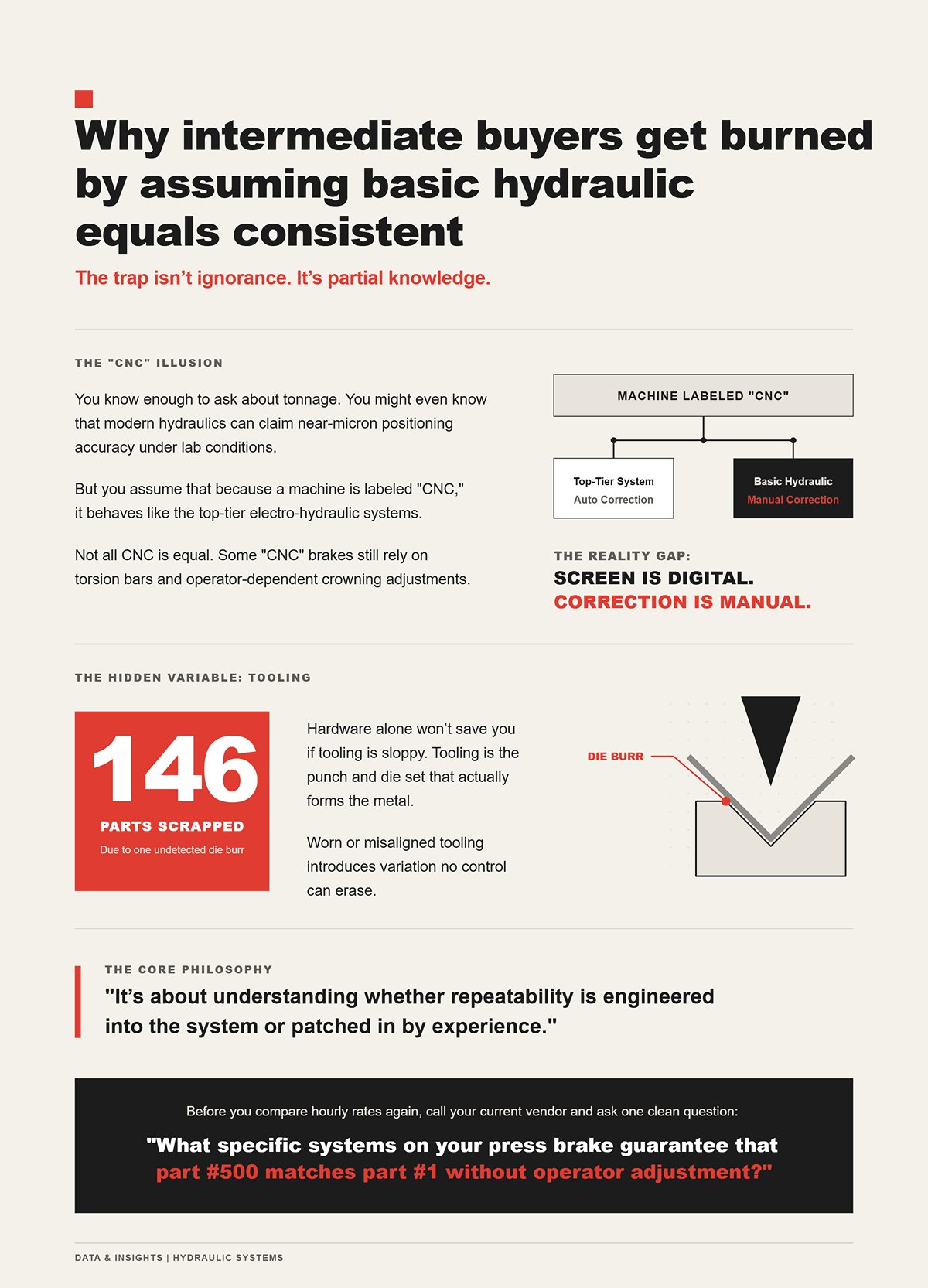
Tuzağın adı cehalet değil. Kısmi bilgi.
Tonaj hakkında sorular soracak kadar biliyorsunuz. Hatta modern hidroliklerin laboratuvar koşullarında neredeyse mikron konum doğruluğu iddia edebileceğini bile biliyor olabilirsiniz. Ancak bir makine “CNC” etiketi taşıdığı için, en üst düzey elektro-hidrolik sistemler gibi davrandığını varsayıyorsunuz.
Her CNC eşit değildir. Bazı “CNC” presler hâlâ burulma çubuklarına ve operatörün bağımlı olduğu taçlama ayarlarına dayanır. Ekran dijital, düzeltme manuel.
Donanım tek başına sizi kurtaramaz eğer takım kalitesizse. Takım, metali gerçekten şekillendiren zımba ve kalıp setidir. Aşınmış veya hizasız takım, hiçbir kontrolün ortadan kaldıramayacağı değişkenlik yaratır. Kurulum sırasında kimsenin fark etmediği bir kalıp omzundaki çapak — küçük bir çıkıntı — nedeniyle 146 paslanmaz parçayı hurdaya çıkardım.
İşte bu yüzden mesele bölgedeki en pahalı makineyi almak değil. Mesele tekrar edilebilirliğin sisteme mühendislikle entegre edilip edilmediğini veya deneyimle geçici çözümle sağlanıp sağlanmadığını bilmektir.
Saatlik ücretleri tekrar karşılaştırmadan önce, mevcut satıcınızı arayın ve tek bir net soru sorun: Operatör ayarı olmadan parça #500’ün parça #1 ile aynı olmasını garanti eden pres frendeki hangi spesifik sistemler var?
3/16 inç yumuşak çelik panel ile 10 fitlik bir frende duruyorsunuz. İlk parça dümdüz. Beşinci parçaya geldiğinizde, ortası biraz açılıyor. Yirminci parçaya gelindiğinde, ortanın altına bir yaprak mastar kaydırabiliyorsunuz. Programda hiçbir şey değişmedi. Tonaj iyi. Operatör ayarları değiştirmedi.
Değişen şey sapma — yük altında makinenin esnemesi — ve frende bunu otomatik olarak düzelten donanım olup olmadığı, yoksa insanın peşinden koşmasının beklendiği.
Parça #1 frenden temiz çıkar. Asıl test, parça #500’ün operatörün anahtar uzatmadan ona uyup uymadığıdır.
Bunu mümkün kılan üç donanım parçası vardır: aktif taçlama, gerçek çok eksenli CNC arka dayama ve malzemeye uygun bükme yöntemi. Birini kaçırırsanız, tekrar bük-me ölç-ayar yap döngüsüne dönersiniz ki bu sadece çelikte pahalı tahmin oyunudur.
Peki, bunlardan hangisi gerçekten disiplinli bir atölyeyi, partisinde kumar oynayan birinden ayırıyor?
Bir keresinde deneyimli bir operatörün, kalıbın altına — yani şimler olarak bilinen ince metal şeritler — hafif bir yukarı kavis oluşturacak şekilde yerleştirmek için 45 dakika harcadığını izlemiştim. Şimleme, sehim kompanzasyonu için statik bir yöntemdir; kurulumu önceden bükersiniz ki makinenin esnemesi strok sırasında kendi kendini dengelesin. İşe yarar. Tam olarak o uzunluk, kalınlık ve tonaj için.
Malzemeyi yumuşak çelikten paslanmaza değiştirin. Büküm uzunluğunu artırın. Farklı bir kalıp açıklığına geçin. O şim yığını artık yanlış.
Aktif taçlama farklıdır. Bu sistem, programlanmış malzeme kalınlığı, büküm uzunluğu ve tonaja göre yük altında tablanın eğrisini ayarlayan hidrolik veya mekanik bir yapıdır. Basitçe söylersek: makine, istemediğiniz esnemeyi dengelemek için bilerek esner.
Önemli olan mekanizma şudur: sehim yük ve açıklıkla artar. 150 tonluk 10 ayaklık bir büküm, 40 tonluk 4 ayaklık bir büküm gibi davranmaz. Hidrolik taçlama sistemleri bunu gerçek zamanlı olarak hesaplar ve tabla boyunca karşı basınç uygular. Manuel şimleme, yağ sıcaklığı değişirse veya kalma süresini — yüksek mukavemetli malzemelerde geri sekmeyi etkileyen alt ölü noktadaki beklemeyi — ayarlarsanız, çalışmanın ortasında adapte olamaz.
Paslanmaz bir işte, hidrolik yağ ısındığında mükemmel soğuk olan şimlenmiş kurulum yanlış hale geldiği için $6.800 hurdaya yaktık. Operatör koç derinliğiyle dengelemeye devam etti, bu kenarları düzeltti ama merkezi açtı. Böylece gülen büküm elde edilir.
Şimdi, dürüst bir darbe: mekanik taçlama kamaları — orta seviye çözüm — iyi çalışabilir. Tablayı kaplar ve “kör bölgeleri” önler, ama aşınırlar. Aşınmış kamalar tutarsız dengeleme demektir. Atölyelerin bunları takıp bakımda savaş verdiğini ve sessizce “daha hızlı” olduğu için şimlemeye geri döndüklerini gördüm. Kime göre daha hızlı?
Bir atölye size “taçlama sistemimiz var” dediğinde, orada durmayın. Bunun hidrolik olup olmadığını, kontrol tarafından otomatik hesaplanıp hesaplanmadığını ve programda malzeme kalınlığı değiştiğinde değerin de değişip değişmediğini göstermelerini isteyin.
Gözlerinin içine bakıp sorun: “Aynı 8 ayaklık kalıpta 11 numara yumuşak çelikten 12 numara paslanmaza geçtiğimde, ne otomatik olarak ayarlanıyor — ve ne elle yeniden kuruluyor?”
Sık toleranslı braketler için teklif veren bir atölyeye girdiğimde yalnızca iki eksenli bir arka dayama gördüm — sadece X ve R. X ön-arka konumlandırmadır; R yukarı-aşağı yüksekliğidir. Basit flanşlar için yeterlidir.
Ta ki parça, ofset bükümler, konik kenarlar veya farklı kenarlara dayandırma ihtiyacı duyana kadar.
Gerçek bir çok eksenli CNC arka dayama, Z eksenlerini (dayama parmaklarının sağ-sol hareketi) ve bazen de bağımsız kontrol için X2 veya R2 eksenini ekler. Basitçe söylersek: makine, parçanın her seferinde aynı referans noktasına dayanması için her parmağı üç boyutlu uzayda tam olarak konumlandırabilir, operatörün parçayı çevirmesine veya hizalamayı göz kararı yapmasına gerek kalmaz.
Bu, 300 parça üzerinden neden önemlidir? Operatör, önceki bir flanşı temizlemek için bir parmağı elle kaydırmak zorunda kalırsa, insan kaynaklı değişkenlik eklemiş olursunuz. Dayamada bir milimetrelik hata, flanş uzunluğunda bir milimetrelik hatadır. Üç büküm biriktirin, tolerans birikimi — yani küçük hataların özellikler arasında birleşmesi — sizi yakalar.
Ama fazla satın alabilirsiniz. Parçalarınız gün boyu tek bükümlü açılardan ibaretse, 6 eksenli bir dayama boşa harcanmış sermayedir. Sınır budur: geometri, parça çarpışmadan kaçınmak veya yeni bir kenara referans vermek için bükümler arasında yeniden konumlandırma gerektirdiği anda, en azından programlanabilir Z hareketine ihtiyacınız vardır.
Bir takım değişiminden sonra manuel yan ayarın tam konumuna geri getirilmemesi nedeniyle 184 şekillendirilmiş braket hurdaya ayrıldı. Program doğruydu. Donanım bunu zorlayamadı.
Bir atölyeyi gezerken ekranları saymayın. Karmaşık bir parçanın çalışmasını izleyin. Operatör bükümler arasında arka dayamaya dokunuyor mu, yoksa kontrol her şeyi kendisi mi yeniden konumlandırıyor?
Açıkça sorun: “Üç farklı flanş derinliği ve ofset büküm içeren bu parçada, hangi eksenler CNC kontrolü altında hareket ediyor, hangileri operatörün ellerine bağlı?”
304 paslanmaz çeliği 90 derecelik bir bükümle hava bükme yöntemiyle kurun — burada zımba, malzemeyi V kalıba tamamen oturtmadan bastırır — ve esnemeyi (springback) görürsünüz. Esneme, yük kaldırıldıktan sonra metalin hafifçe gevşemesidir. Paslanmaz çelikte bu etki agresiftir.
Altına oturtma (bottoming) farklıdır. Zımba, malzemeyi kalıp açısına sıkıca bastırarak kesit boyunca daha fazla kalıcı şekil değişimi yaratır ve böylece esnemeyi azaltır. Açık ifadeyle: metali daha derine bastırıyorsunuz ki geri sekmesin.
Hava bükme, zımbanın dalma derinliğinin hassas kontrolünü gerektirir ve genellikle açı ölçüm sistemlerinden fayda sağlar. Farklı parçalar için esnektir ve daha hızlıdır çünkü tek bir kalıp, vuruş derinliği değiştirilerek birden fazla açı oluşturabilir. Altına oturtma ise belirli yüksek mukavemetli malzemeler için daha kararlıdır ancak hassas kalıp açıları ve daha yüksek tonaj gerektirir.
Şimdi yüksek dayanımlı çelikten uzun, 10 metrelik bir panel hayal edin. Atölye, vuruşun altındaki bekleme süresini (dwell time) doğrulamadan varsayılan olarak hava bükme uygularsa — bu, stroğun sonunda yapılan kısa duraklamadır — 0,3 saniyelik bir fark, esnemeye çok duyarlı alaşımlarda nihai açıyı fark edilir şekilde değiştirebilir. Eğer aynı panelde altına oturtma yapıp uzunluk için tonajı yeniden hesaplamazlarsa, makineyi aşırı yükleyebilirler veya malzemeyi işaretleyebilirler.
Yüksek dayanımlı dirseklerin bir partisinde $5.200 kaybettik çünkü atölyenin “standart yöntemi” her şeyi hava bükmeydi. İlk parçada açı doğruydu #1, ardından rulo boyunca malzeme sertliği değiştikçe açı kaydı. Hiç kimse dwell ayarını değiştirmedi ya da otomatik çevrimle doğrulama yapmadı; manuel olarak parça parça ilerlediler.
Doğru soru “hangi yöntem daha iyi” değildir. Soru şudur: Atölye, yöntemi malzemenizin akma dayanımına — yani kalıcı deformasyon oluşturmak için gereken gerilime — göre mi seçiyor ve bu parametreleri CNC’ye kaydediyor mu, böylece bir sonraki parti bir deney daha olmasın?.
Bu yüzden onlara doğrudan şunu sorun: “Bu belirli malzeme ve kalınlık için hava bükme mi yoksa altına oturtma mı yapıyorsunuz — ve kontrol sisteminiz dwell süresini ve açı düzeltmesini nasıl sabitleyerek #500 numaralı parçanın yeniden ayar gerektirmemesini sağlıyor?”
Çünkü beygir gücü sizi yolda tutmaz. Yönlendirme tutar. Ve pres bükmede, bombelme ayarı (crowning), çok eksenli ölçüm ve yöntem disiplini, partinizin tren gibi mi yoksa eğri tekerlekli alışveriş arabası gibi mi gideceğini belirleyen direksiyon bileşenleridir.
Üretim partinizi teslim etmeden önce bir atölyeyi denetlemek istiyorsunuz. Güzel. Başlayın, onlardan malzemeniz, kalınlığınız, büküm uzunluğunuz ve kalıp açıklığınız için hesapladıkları tonajı tam olarak belirtmelerini isteyin — ardından bunun makinenin nominal kapasitesinin yüzde kaçına denk geldiğini sorun. Bunu tahminsiz olarak cevaplayamıyorlarsa, orada kontrol görmüyorsunuz. Umut görüyorsunuz.
300 tonluk bir presin, 10 metrelik 1/4 inç yumuşak çeliği yaklaşık 165 tonla hava bükmeyle büktüğünü gördüm. Kalınlığı iki katına çıkardığınızda kuvveti ikiye katlamazsınız — kalıp genişliği ve yönteme bağlı olarak yaklaşık 600 tona sıçrarsınız. Standart tonaj formülü (kuvvet, kalınlığın karesi bölü kalıp açıklığıyla orantılıdır) varsayımları cezalandırır. Açık konuşmak gerekirse: kalınlıktaki küçük değişiklikler, kuvvet gereksinimini katlayabilir.
Alıcılar burada tuzağa düşer. “300 ton kapasite” ibaresini görürler ve güvenlik payı varsayarlar. Ama kapasite kontrol demek değildir. Makinenin kapasitesinin 'ında çalışan bir pres, ’inde çalışan birden çok farklı davranır. Gövde esnemesi — yük altında makinenin çok küçük eğilmesi — kuvvetle birlikte artar ve bu eğilme, telafi edilmezse büküm açısını uzunluk boyunca değiştirir. Düz ifadeyle: ne kadar çok bastırırsanız, makine de o kadar bükülmeye çalışır.
Yıllar önce, uzun tabla boyunca yük dağılımını göz ardı edip isim levhasında yazan tonaja güvendiğimiz için 3/8 inç plakadan $9.400 değerinde hurda ettim. Parçalar merkezden kenara doğru iki derece daraldı. Makine yeterince güçlüydü. Yeterince kararlı değildi.
Atölyede ayakta duruyorsanız, büyüklüğüne hayran kalmayın. Şunu sorun: “En uzun bükümüm için hangi tonajı hesaplıyorsunuz, bu makine kapasitesinin yüzde kaçı ve bu yükte gövde eğilmesini nasıl telafi ediyorsunuz?”
Ağır bir büküm sırasında bir pres frenine yaklaşın ve zımba göstergelerine bakın. İyi yönetilen bir makinede yük soldan sağa eşit dağılır. Kötü bir kurulumda bir taraf önce yükselir. Bu, eşit olmayan yük dağılımıdır — kuvvet yatağa eşit dağılmaz — ve açı farklılığının başlangıcıdır.
Yük altında kararlılık, üç unsurun birlikte çalışması demektir: doğru tonaj hesaplaması, aktif bombelme (eğilmeye karşı otomatik tabla telafisi) ve kontrollü hız. Daha hızlı yaklaşma hızları sürtünmeyi biraz azaltabilir, ancak yüksek hız esneme değişkenliğini artırır. Esneme, basınç kaldırıldığında metalin gevşemesidir. Paslanmaz çelik size kimin patron olduğunu hatırlatır.
Şimdi kalın alüminyumdan uzun, 10 metrelik bir panel hayal edin. Alüminyumun akma dayanımı — yani kalıcı deformasyon oluşturmak için gereken gerilim — çelikten düşüktür, bu yüzden “kolay büküm” olduğunu varsayabilirsiniz. Ancak kalın alüminyum genellikle çatlamayı kontrol etmek için geniş V kalıplar ve yüksek nüfuz gerektirir. Bu da tonaj eğrinizi ve eğilme kalıbınızı değiştirir.
Atölye, sırf yapabildiğini göstermek için makineyi tavan sınırına yakın çalıştırırsa, kararlılık satın almıyorsunuz; aşınma satın alıyorsunuz. Yağı itici silindirlerle çalışan hidrolik sistemler — zımbayı hareket ettirenler — contalar ve valfler sürekli maksimum basınca yakın çalıştırıldığında tekrarlanabilirliğini kaybeder. Açık ifadesiyle: kırmızı çizgide yeterince uzun çalıştırırsanız, artık aynı derinliğe iki kez inemez.
Bu yüzden makinenin ne kadar büyük olduğunu sormayın. Şunu sorun: “Gereken tonajımda bu makine kararlı çalışma aralığında mı ve bu yükte bombelme değerinizin nasıl değiştiğini bana gösterebilir misiniz?”
Atölyelerde sıradan 50 tonluk işleri, zemindeki en yeni oyuncak olduğu için 300 tonluk bir presle çalıştırdıklarını gördüm. Makine yüksek devirde boşta çalışır, hidrolik pompalar gerekenden daha sert döngü yapar ve takım değişimi daha ağır ve yavaş olduğundan kurulum süresi uzar. Sanki hassasiyet için ödeme yaptığınızı sanırsınız. Aslında genel gider için ödeme yapıyorsunuzdur.
Geniş gövdeli bir presin hareket ettirmesi gereken kütlesi daha fazladır ve çevrim başına enerji tüketimi daha yüksektir. Basitçe söylemek gerekirse: büyük makineleri “uyandırmak” ve “uyanık tutmak” daha pahalıdır. Parçanızın sadece 50 tonluk kuvvete ihtiyacı varsa, düzgün bakımı yapılmış bir 100 tonluk pres, kendi konfor alanında çalıştığı için daha sıkı tekrarlanabilirlik sağlayabilir.
Alıcıların genellikle kaçırdığı kısım şu: Atölyeler büyük ekipmanlarının amortismanını onun üzerinde çalışan her işin üzerine yıkar. Eğer 300 tonluk amiral gemisi bir sisteme yatırım yaptılarsa, sizin sipariş ettiğiniz her küçük braket onun bedelini ödemeye yardım eder. Bu kötü niyet değil. Bu sadece matematik. Ama demek oluyor ki, geometrinizin doğru makineye mi yoksa sadece o anda uygun olana mı atandığını sormalısınız.
Bir keresinde bir atölyenin ince paslanmaz çelik sacı, “zaten yüklüydü” diye yüksek tonajlı bir pres ve geniş kalıpla bastığını izledim. Aşırı açıklık, tutarsız iç yarıçaplara ve yüzey bozulmalarına yol açtı. 126 paneli hurdaya ayırdık, ta ki biri karşı sıradaki küçük presin işi çok daha temiz çıkaracağını itiraf edene kadar.
Onların gözlerinin içine bakıp sorun: “İşim hangi belirli makinede çalışacak, nominal tonajı nedir ve neden o makine — en büyüğü değil — doğru tercihtir?”
Parlak zımba rafı kapasite anlamına gelmez. Sadece stok demektir.
Geri esneme konusu, alaşımların profesyonelleri acemilerden ayırdığı yerdir. 304 paslanmaz çelik agresif şekilde geri esner. Kalın alüminyum, iç yarıçap çok dar olursa çatlayabilir. Kalıp açıklığı — malzemenin bastırıldığı V kalıbının genişliği — iç yarıçapı ve gereken tonajı kontrol eder. Standart hava bükme genellikle 8:1 oranından başlar (kalıp açıklığı malzeme kalınlığının yaklaşık sekiz katı). İnce malzemeler daha sıkı oranlarda bükülebilir; kırılgan alaşımlar daha geniş oranlara ihtiyaç duyabilir.
Bir atölye yalnızca standart 90 derecelik zımbalar ve dar bir V kalıp aralığı stokluyorsa, takım seçimini alaşıma göre yapmak yerine alaşımı kendi takımlarına uydurmaya çalışacaklardır. Geri esnemeyi azaltmak için malzemeyi tamamen kalıp açısına zorlamak — yani tam bükme (bottoming) — hassas kalıp açıları ve daha yüksek tonaj gerektirir. Hava bükme süreci ise hassas derinlik kontrolü ve çoğu zaman açı düzeltme sistemleri ister. Farklı malzemeler farklı stratejileri ödüllendirir.
Takım kütüphanesi, malzeme türleri ve kalınlık aralıklarına uygun, belgelenmiş ve bakımı yapılmış zımba ve kalıp takımlarının bulunduğu anlamına gelir. Basitçe: parçasını baskısız üretmek için gerek duyduğu çelik şekillere sahip oldukları anlamına gelir.
Bir atölye, belirttiğimiz yön doğrultusuna göre kalıp açıklığı çok dar olduğu halde 212 paslanmaz muhafazayı bükmekte ısrar ettiği için hepsini boşa harcadık. Toz boyadan sonra mikro çatlaklar ortaya çıktı. Büküm ilk gün iyi görünüyordu. Hizmetteyken başarısız oldu.
Üretim alanını gezerken sadece raflara göz atmayın. Onlardan, sizin alaşımınıza ve kalınlığınıza atayacakları tam zımbayı ve kalıbı çıkarmalarını isteyin, sonra da sorun: “Bu paslanmaz çelik türü ve bu kalınlık için hangi kalıp açıklığını ve zımba yarıçapını seçiyorsunuz — ve bu seçimi nasıl yaptınız?”
Çünkü beygir gücü sizi şeritte tutmaz. Direksiyon sistemi tutar. Bükmede de direksiyon, uygun tonaj, kararlı yük kontrolü ve alaşıma saygı duyan, zorlamayan takım seçimidir.
Parça #1 presden temiz çıkar. Parça #37’nin sol flanşı bir derece açıktır. Aynı dosya. Aynı kalınlık. Aynı alaşım. Değişen tek şey, hangi tesisin işlettiğidir.
Dijital bir üretim ağı ile iskelenize beş mil uzaklıktaki bir atölyeyi karşılaştırdığınızda gerçekte sorduğunuz soru şu: kim daha ucuz, kim daha büyük değil; koç aşağı inmeden önce kim sapmayı engelliyor? Sapma, üretim partisinde bükme açısında veya flanş konumunda kademeli bir kayma anlamına gelir. Basitçe: parçalar yavaş yavaş birbirine uymamaya başlar.
Bir defasında 400 parçalık bir parti “kapasite açıldı” denilerek üç ağ tesisine bölündü. Farklı tesislerdeki açı değişimleri montajda ortaya çıktığında $11.400 değerinde toz boyalı paneli hurdaya çıkardık. Aynı program. Farklı taç eğrileri. Farklı arka dayama kalibrasyonları. Farklı gerçeklikler.
Yani karşılaştırma yerel veya ulusal değil. Birleşik süreç kontrolü ile dağınık yorumlama arasındadır.
Hangi modeli değerlendiriyor olursanız olun, kaç makineleri olduğunu sormayın. Şunu sorun: “300 parçalık siparişim siteler arasında bölünürse, her makinede aynı taç değerlerini, arka dayama kalibrasyonunu ve takım seçimini nasıl garanti ediyorsunuz?”
Yerel bir pres operatörünün yanında durup açı düzeltmesini anlık olarak ayarladığını, koç derinliğini her seferinde 0.003 inç artırarak göstergedeki değeri tam isabet ettirdiğini gördüm. Açı düzeltme, hedef büküm açısına ulaşmak için koç nüfuzunu mikro ayarlamayla düzenlemektir. Açıkçası: sınırı aşmak yerine mükemmele yavaşça yaklaşmak.
Bu tür bir birebir prototipleme altın değerinde olabilir. Parçayı görürsün. Operatörle konuşursun. Kalıp açıklığını değiştirirsin. Günün sonunda elinde bir revizyon olur.
Ama alıcıların kaçırdığı nokta şu: Tanıdıklık, hassasiyet gibi hissettirebilir.
Eğer yerel atölye prototipini deneyimli bir operatörle tek bir makinede çalıştırıyorsa, muhteşem ilk numuneler elde edebilirsiniz. Sonra altı ay sonra 1.000 adet üretime geçersiniz. Kıdemli kişi tatildedir. İş aktif taçlama sistemi olmayan ikinci prese taşınır. Aktif taçlama, yük altında tabla eğilmesini otomatik olarak telafi eder. Düz anlatımıyla: uzun bükümlerin ortasının çökmesini engeller.
Artık “kanıtlanmış” prototipiniz sistem kontrolü yerine ustalık bilgisine dayanıyor.
Bir keresinde 73 prototip braketin denetimden geçtiğini, ardından 500 üretim parçasının yön değiştirdiğini gördüm çünkü ikinci makine taçlama için manuel takozlar kullanıyordu. Manuel takozlama, düzeltmeyi sahte olarak sağlamak için metal şeritlerin yerleştirilmesi anlamına gelir. Düz anlatımıyla: çelik dilimlerle tahminde bulunmak.
Peki, uzmanlaşmış yerel atölyeler hızlı prototipleme için daha mı iyi?
Bazen. Eğer üretimi aynı makine, aynı takım kitaplığı ve aynı telafi sistemi çalıştıracaksa.
Ziyaret ettiğinizde şunu sorun: “Aynı taçlama sistemi ve arka dayama konfigürasyonuna sahip tam olarak aynı pres hem prototipimi hem de üretim miktarımı mı çalıştıracak?”
Bir ağ temsilcisi bana bir simülasyon gösterdi; zımba, kalıp ve arka dayama parmakları kusursuz bir koreografiyle hareket ediyordu. Çarpışma yoktu. Aşırı hareket yoktu. Baştan sona yeşil ışıklar.
Bu bir dijital ikizdir — makinenin ve takımın yazılım kopyası olup, metal dokunulmadan önce büküm sırasını simüle eder. Düz anlatımıyla: işinizin sorunları önceden tahmin eden video oyunu versiyonu.
Robotik çalışmalarında, dijital ikizler doğru fizik modelleri ve gerçek dünya verileriyle kalibre edildiklerinde neredeyse kusursuz çarpışma önleme başarısına ulaşmıştır. Püf noktası? Kalibrasyon zayıf ya da makine verisi yeterince entegre değilse performans hızla düşer. Sıkı geri bildirim olmadan yapılan simülasyon bir gösteriden ibarettir.
Bir pres brakede çarpışma önleme hikâyenin yalnızca yarısıdır. Aynı zamanda doğru sapma modellemesine de ihtiyacınız var. Dijital ikiz ideal rijitliği varsayıyorsa, ancak gerçek tabla yük altında 0.010 inç esniyorsa, simüle edilen 90 derece sahada 88.7’ye düşer.
Üst düzey sistemler bu döngüyü donanım entegrasyonu ile kapatır — PLC senkronizasyonu, gerçek enkoder geri bildirimi, doğrulanmış taçlama tabloları. PLC, makineyi çalıştıran programlanabilir mantık kontrolörüdür. Düz anlatımıyla: hidroliklere ve eksenlere nereye gideceklerini söyleyen beyin.
Parçalanmış ağlar bunu karmaşıklaştırır. Eğer Tesis A tam entegrasyona sahipse ve Tesis B benzer bir presi gerçek zamanlı geri bildirim olmadan simülasyon ortamına bağlamadan çalıştırıyorsa, “özdeş” dijital süreciniz artık özdeş değildir.
Yani evet, otomatik DFM — üretilebilirlik için tasarım kontrolleri — bükmeden önce takım çarpışmalarını ve ulaşılamaz flanşları yakalayabilir. Bu zaman kazandırır.
Ancak dijital model, makinenin tam taçlama eğrisi, tonaj tablosu ve arka dayama tekrarlanabilirliğiyle ilişkilendirilmedikçe, partiye göre açı kararlılığını garanti etmez.
Onlara şunu yavaşça sorun: “Büküm simülasyonunuz, işi gerçekleştirecek özel fiziksel makineye — taçlama telafi verileri dahil — göre kalibre edildi mi, yoksa genel bir makine modeli mi?”
Şimdi, Ohio’dan Texas’a palet üzerinde yola çıkan 10 fitlik uzun bir panel hayal edin; çünkü bükme başına oran $0.18 daha ucuzdu.
Sac metal sadece daha ağır değildir; taşımada esner. Uzun flanşlar kötü şekilde bağlanırsa şekil değiştirebilir. “Set” demek, gerilimden kaynaklanan kalıcı deformasyon anlamına gelir. Basitçe söylemek gerekirse: biraz bükülür ve o şekilde kalır.
Açıların tutmaması durumunda yeniden işleme için iki yönlü nakliyeyi ekleyin. Bir ağ içindeki bir tesisin 60 parçayı yeniden çalıştırması ve bunları farklı bir üretim sırasına sıkıştırması gerekirse, teslim süresini de ekleyin. Düşük bükme başı oranınız artık lojistik riski taşımaya başlar.
Geleneksel bölgesel üreticiler, yineleme hızının önemli olduğu durumlarda burada kazanır. Eğer 0.5 derecelik bir düzeltme gerekiyorsa, arabanıza atlar, şehir içinde gidip, pres frende ölçüm yapar, taç ayarını 0.002 inç değiştirir ve tekrar çalıştırırsınız.
Ancak bölgesel yakınlık, zayıf süreç kontrolünü düzeltmez. Eğer o atölyede çok eksenli CNC arka dayama sistemi — flanş konumlandırmayı hassas şekilde yapabilen, çok yönlü hareket eden programlanabilir bir sistem — yoksa, ne kadar yakın olursa olsun boyutsal birikimle mücadele edersiniz. Basitçe söylemek gerekirse: metal doğru açıya ulaşır ama yanlış yere oturur.
Peki nakliyat ne zaman tasarrufu ortadan kaldırır?
Hizmet modeli, ilk çalıştırma doğruluğunun fiziksel gözetim olmadan da korunabileceğini kanıtlayamadığında.
Üç eyalet öteden aldığınız düşük bükme başı teklifini imzalamadan önce şu soruyu sorun: “Eğer yükleme alanımda 0.5 derecelik bir açı sapması ortaya çıkarsa, belgelenmiş düzeltme döngünüz nedir — ve bu sapmanın bir sonraki partide tekrarlanmamasını nasıl sağlıyorsunuz?”
Çünkü mesele coğrafya değil. Mesele, sistemlerinin — dijital ya da yerel fark etmez — sizin parçalarınızı sizin başında durmadan aynı hizada tutup tutmadığıdır.
İki teklife bakıyorsunuz.
Atölye A: Saatlik $85, kurulum $0, parça başı $4.20. Atölye B: Saatlik $120, kurulum $480, parça başı $3.10.
Çoğu alıcı saatlik ücretin etrafını direksiyonmuş gibi çizer. O değildir. Direksiyon, kurulum satırında ve onun arkasındaki varsayımlarda gizlidir — taç ayarı kalibrasyonu, arka dayama programlaması, ilk parça doğrulaması.
Bir keresinde “ucuz” bir parti yüzünden $12,600 kaybettim çünkü atölye belgelenmiş ilk parça kontrolünü atladı ve açıları anlık olarak ayarladı. Yaylanma dengelenene kadar, partinin yarısı görsel hurdaya döndü. Fatura verimli görünüyordu. Parçalar öyle değildi.
Eğer teklifte makineye özgü taç ayarı girişi, çok eksenli arka dayama programlaması ve kilitli bir ilk parça onayı için zaman ayrılmamışsa, parça başı fiyatınızın içinde onların öğrenme süreci için para ödüyorsunuz demektir.
Bu yüzden modelleri — dijital ağ ya da bölgesel atölye — karşılaştırırken, coğrafyadan veya orandan başlamazsınız. Bir tamircinin direksiyon kutusunu söker gibi teklifi ayrıştırarak başlarsınız.
Kontrol çalışması tam olarak nerede hesaba katılmış?
7 numara çelik braketlerden oluşan 200 parçalık bir seriye bakın.
Bir hidrolik fren — yağ ile çalışan piston sistemi; sade anlatım: sıvı kirişi aşağı iter — yağ ısındıkça saatte yaklaşık %1,21 verim kaybedebilir. Bu kayma, aktif taçlama (crowning) telafisi ayarlanmadıkça açı değişimi olarak ortaya çıkar. Aktif taçlama, makinenin sapmayı dengelemek için tabla eğriliğini otomatik olarak değiştirmesi demektir; sade anlatım: bükmenin ortasının düşmesini engeller.
Bir atölye az ya da hiç kurulum ücreti alıyorsa, neyi atladıklarını sorun. Doğru kurulum şu demektir:
Bu zaman alır. Gerçek zaman.
Tam elektrikli frenler — servo ile çalışan sistemler; sade anlatım: elektrik motorları pistonu doğrudan hareket ettirir — uzun üretimlerde ’in üzerinde verim korur. Hidrolikler genellikle ilk yatırımda daha az maliyetlidir, bu da bazı atölyelerin daha düşük saatlik ücret teklif etmelerini sağlar. 10 mm’den kalın saclarda hidrolik hâlâ kaba kuvvette üstün gelir. Ancak kaba kuvvet yönlendirme değildir.
İşte başa baş noktası sorusu: 20 parçalık, tecrübe ile idare edilebilecek bir üretim mi alıyorsunuz, yoksa termal kayma ve tabla sapmasının birleştiği 500 parçalık bir üretim mi?
Bir teklif düşük kurulum ve yüksek parça başı maliyet gösteriyorsa, bu genellikle atölyenin sürecin başında stabilize etmek yerine istikrarsızlığı üretiminize yaydığı anlamına gelir.
Bunu açıkça sorun: “Bana ilk parça sürecinizi adım adım anlatın — ne kadar sürer, hangi makineye özgü taçlama verilerini sabitlersiniz ve bu süre bu teklifte nerede gösteriliyor?”
Bükme sonrası elastik geri tepme miktarını ayarlamak için fiziksel olarak üç kontrollü test bükmesi gerektiren parçalar için “48 saat garantili teslim” gördüm.
Geri tepme (springback), bükmeden sonra elastik toparlanmadır; sade anlatım: metal gevşer ve biraz açılır. Hava bükme — zımba ve kalıp ile, tam oturtmadan şekil verme; sade anlatım: sıkıca ezmeden şekle sokarsınız — daha az tonaj kullanır ama malzeme değişimlerine karşı daha hassastır. Oturtma (bottoming), malzemeyi daha sıkı kontrol için kalıba zorlar ama daha fazla güç ve daha kararlı makineler gerektirir.
Bir atölye hız vaat ediyorsa, bir şey kısalır. Genellikle doğrulama.
Hızlandırılmış gönderim lojistiktir. Hızlandırılmış bükme ise fiziktir. Hidrolik sistemde termal dengeyi hızlandıramaz ya da 3 metre yatak boyunca açı doğrulamasını atlayıp uniformiteyi umamazsınız. Şimdi, üç bükmesi düzensiz aralıklarla yapılmış uzun bir 3 metre panel hayal edin. Eğer bunu yatak boyunca taçlamayı doğrulamadan tek seferde geçirirlerse, soldan sağa açı farkı görürsünüz.
Kariyerimin başında bir iş: fuar için aceleyle üretilmiş 260 paslanmaz kapak. Doğrulama döngülerini keserek iki gün kazandık. Montajda son flanş tolerans dışına çıkınca 14.200$ yeniden işleme maliyetiyle hurdaya çıkardık.
“Garantili teslim” gördüğünüzde kendinize şunu sorun: hangi denetim döngüleri, simülasyon doğrulamaları veya takım değişim kontrolleri sıkıştırılmış?.
Sonra onlara şunu sorun: “Bir işi hızlandırırken hangi kalite kontrol adımlarını kısaltıyorsunuz ve bu zaman çizelgesi altında tam yatak boyunca açı kaymasını nasıl önlüyorsunuz?”
| Bölüm | İçerik |
|---|---|
| Başlık | Hızlandırılmış gönderim vs. hızlandırılmış bükme: “Garantili teslim süreleri”nin kalite kontrol üzerindeki etkisi |
| Garantili Teslim Endişesi | Bükme sonrası elastik geri tepme miktarını ayarlamak için fiziksel olarak üç kontrollü test bükmesi gerektiren parçalar için “48 saat garantili teslim” gördüm. |
| Geri yaylanma | Geri tepme (springback), bükmeden sonra elastik toparlanmadır; sade anlatım: metal gevşer ve biraz açılır. |
| Hava Bükme | Hava bükme — parçayı kalıp içinde tamamen bastırmadan bir zımba ve kalıpla şekillendirme; sade dille: sıkıştırmadan şekil verme işlemidir — daha az tonaj kullanır ancak malzeme farklılıklarına karşı daha hassastır. |
| Alt Bükme | Tabanlama, malzemeyi daha sıkı kontrol için kalıba zorlar ancak daha yüksek kuvvet ve daha stabil makineler gerektirir. |
| Hız Vaadinin Etkisi | Bir atölye hız vaat ediyorsa, bir şey kısalır. Genellikle doğrulama. |
| Lojistik vs. Fizik | Hızlandırılmış nakliye lojistiktir. Hızlandırılmış büküm fiziktir. |
| Teknik Sınırlamalar | Bir hidrolik sistemde termal dengeyi hızlandıramaz veya 3 metrelik bir tabla boyunca açı doğrulamasını atlayıp yine de tutarlılık bekleyemezsiniz. |
| Örnek Senaryo | Üç bükümü düzensiz aralıklarla yerleştirilmiş uzun bir 3 metrelik panel hayal edin. Eğer tablanın taçlanması doğrulanmadan tek geçişte işlem yapılırsa, soldan sağa açı farklılıkları görürsünüz. |
| Gerçek Dünya Vakası | Kariyerimin başında bir iş: fuar için aceleyle üretilmiş 260 paslanmaz kapak. Doğrulama döngülerini keserek iki gün kazandık. Montajda son flanş tolerans dışına çıkınca 14.200$ yeniden işleme maliyetiyle hurdaya çıkardık. |
| Sorulacak Sorular | “Garantili teslim” gördüğünüzde kendinize şunu sorun: hangi denetim döngüleri, simülasyon doğrulamaları veya takım değişim kontrolleri sıkıştırılmış?. |
| Kritik Takip Sorusu | Sonra onlara şunu sorun: “Bir işi hızlandırırken hangi kalite kontrol adımlarını kısaltıyorsunuz ve bu zaman çizelgesi altında tam yatak boyunca açı kaymasını nasıl önlüyorsunuz?” |
Bir teklif size fiyatı söyler. Takvim ise statüyü.
Farklı türlerde düşük hacimli büküm, aynı makine, takım kütüphanesi ve arka dayama konfigürasyonu tekrarlandığında başarılı olur. Ancak 300 parçalık çalışmanız, farklı tonaj tabloları ve takım değişimleri gerektiren kalın sac işlerinin arasına sıkıştırıldığında sistem bozulur.
Tonaj tablosu, makinenin kuvvet referans çizelgesidir; sade dille: frenin belirli bir malzeme ve kalıp için ne kadar kuvvet uygulayacağını gösteren tablo. Eğer bu tablo belirli makineye göre kalibre edilmemişse — ve onun taçlanma eğrisiyle bağlantılı değilse — kontrollü bir süreç yürütmüyorsunuzdur. Yaklaşık sonuç alıyorsunuzdur.
Üretim “akışı sürsün” diye işimiz işlem ortasında ikinci bir prese taşındığı için 180 adet alüminyum panelin tolerans dışı kaldığını gördüm. Aynı marka. Farklı aşınma desenleri. Ortak, doğrulanmış taçlanma verisi yoktu.
Bu, boşluk dolduran iştir.
Dijital ağlar bunu merkezi programlama ve kalibre edilmiş dijital ikizlerle çözebilir — eğer her tesis gerçek enkoder verilerini sisteme geri besliyorsa. Bölgesel atölyeler bunu disiplinli planlama ve makineye özel tahsislerle çözebilir. Her iki durumda da şeffaflık gerekir.
Bu yüzden “Bunu gelecek hafta sıkıştırabilir misiniz?” diye sormayın. Onun yerine şöyle sorun: “Bu iş, tüm parti boyunca sabitlenmiş takım ve belgelenmiş taçlanma verisiyle, kalibre edilmiş tek bir makinede mi yapılacak — ve bu taahhüt üretim planınızda nerede yer alıyor?”
Çünkü teklifi çözdüğünüzde asıl soru kimin daha ucuz olduğu değil.
Asıl soru kimin yönettiği — ve kimin sadece pedala bastığıdır.
Fabrika turuna ihtiyacınız yok. Taklit edilemeyecek üç cevaba ihtiyacınız var.
Bunu acı yoldan öğrendim; 512 gövde montaj sırasında fark etmediğimiz soldan sağa açı değişimiyle geri geldi. Makinenin bolca tonajı vardı. Teklif temiz görünüyordu. Eksik olan şey, gerçek üretim yükü altında burkulma kontrolü, arka dayama tekrarlanabilirliği ve takım yöntemi hakkında kanıttı.
Beygir gücü sizi şeritte tutmaz. Direksiyon bileşenleri tutar.
Artık alıcılara verdiğim stres testi bu. Üç soru. Bir atölye bunları net şekilde ve belgeleriyle cevaplayamıyorsa, cevabınızı zaten almışsınız demektir.
Ve ilk soru, hiçbir şey imzalamadan önce başlar.
Benzer geçmiş bir işten tam ilk parça kontrol raporunu isteyin — süslü bir ölçü özeti değil, şu bilgileri gösteren kurulum sayfası:
Burkulma, tablaya uygulanan kontrollü telafidir; basitçe: uzun bir bükümün ortasının yük altında sarkmasını nasıl engelledikleridir. Bu sayı kayıtlı değilse, kontrol edilmiyordur. Tahmin ediliyordur.
Sonra pozisyon genelinde açı doğrulamasına bakın — uzun parçalarda sol, orta, sağ. Tek bir açı ölçümü hiçbir şey kanıtlamaz. 3 metrelik bir panelde sapma uzunluk boyunca değişir. Sadece tek bir ölçüm gösteriyorlarsa, fizik değil, evrak için kontrol yapıyorlardır.
İşin görünmeyen kısmı: sadece donanımı doğrulamıyorsunuz. Kurulum bilgisinin tek bir usta operatörün ötesinde yaşayıp yaşamadığını da doğruluyorsunuz.
Arka dayama programlaması — konumlandırma parmaklarının çoklu eksende koordineli hareketi; basitçe: flanşınızı tam olması gereken yere yerleştiren duraklar — manuel olarak ayarlamak yerine tekrarlanabilir bir program olarak kaydedilmelidir. Raporda elle yazılmış dayama ayarları varsa, baktığınız şey süreç kontrolü değil, usta-çırak hafızasıdır.
Bunu kelimesi kelimesine sorun: “Bana benzer bir işten tonaj, burkulma değerleri, çok eksenli arka dayama pozisyonları ve tam büküm uzunluğu boyunca açı kontrollerini — sadece nihai ölçümleri değil — gösteren bir ilk parça dosyası gönderin.”
Tereddüt ederlerse, neyi takip etmiyorlar?
Makinesini göremezsiniz, ama düşünce tarzlarını görebilirsiniz.
Onlara, malzeme kalınlığı bir üretim partisinde değiştiğinde taçlandırmayı nasıl ayarladıklarını sorun. Malzeme parti değişkenliği, aynı partiden gelen levhaların kalınlıklarında hafif farklılıklar olabileceği anlamına gelir; sade bir anlatımla: her levha etikette yazdığı değerle tam olarak aynı değildir. Eğer cevap “iş ilerledikçe ayarlıyoruz” ise, bu manuel düzeltmedir. Bu, reaktiftir.
Aktif taçlandırma sistemleri, programlanmış tonaj eğrilerine göre otomatik olarak ayarlanır; sade bir anlatımla: makine kendi eğriliğini yük altında tutarlı kalmak için değiştirir. Kanıt, taçlandırma değerlerinin iş başına saklanıp dijital olarak geri çağrılıp çağrılmadığında yatar.
Sonra geri dayamaya geçin.
Gerçek bir çok eksenli CNC geri dayama X, R ve bazen Z eksenlerinde hareket eder; sade bir anlatımla: flanş derinliğini ve hizalamayı kontrol etmek için ileri/geri, yukarı/aşağı ve yan yana hareket edebilir. Bu eksen pozisyonlarının CNC programına kilitlenmiş olup olmadığını veya bir çalışmanın başında manuel olarak ayarlanıp ayarlanmadığını sorun.
Manuel dayama kaydırmaları, partilerin sessizce yok olduğu yerdir.
Bir seferinde $13,400 değerinde alüminyum paneli hurdaya çıkardık çünkü bir operatör tek eksenli dayamayı koşu ortasında 0,5 mm ittirdi, “ölçüye uygun tutmak” için. Bu düzeltme bir boyutu çözdü ama üç diğerinde kayma yarattı.
Bu yüzden şu soruyu sorun: “Kalınlık 0,2 mm bile değiştiğinde taçlandırmayı kontrol üzerinden ayarlayıp değişikliği belgelemeyi mi tercih ediyorsunuz, yoksa bir operatör şim ekleyip ayarı manuel olarak mı yapıyor?”
Sistem cevaplarına kulak verin, kahraman hikâyelerine değil.
Eğer yanıtları bir yüksek becerili fren operatörüne odaklanıyorsa, bir süreç almıyorsunuz. Bir kişiyi kiralıyorsunuz.
Peki ya o kişi tatildeyse ne olur?
Artık kalıbı görüyorsunuz: makineleri karşılaştırmıyorsunuz. Bir atölyenin değişkenliği ne kadar iyi yönetebildiğini karşılaştırıyorsunuz.
İşte çerçeve.
Birinci soru, kurulum fiziğini belgeleyip doğruladıklarını kanıtlar. İkinci soru, donanımlarının manuel düzeltmeye dayanmak yerine gerçekten telafi ettiğini kanıtlar. Üçüncü soru hepsini bir araya getirir:
“Partim tek kalibre edilmiş makinede, kilitli kalıplar ve taçlandırma ile çok eksenli geri dayama pozisyonları için kaydedilmiş CNC programları ile mi kalacak ve bana bu verilerin nerede bulunduğunu gösterebilir misiniz?”
Takım yöntemi burada önemlidir. Havada bükme — malzemeyi oturtmadan şekillendirmek; sade bir anlatımla: metali tamamen kalıba bastırmadan şekillendirmek — esnektir ancak değişkenliğe duyarlıdır. Oturtma, daha sıkı açı kontrolü için daha yüksek kuvvet kullanır ama sabit tonaj ve taçlandırma verisi gerektirir. Tolerans yığınınız için neden birini diğerine tercih ettiklerini açıklayamıyorlarsa, tepki veriyorlar, planlamıyorlar.
Görünmeyen değişim şu: en büyük freni veya en düşük fiyatı olan atölyeyi seçmeyi bırakır, her değişkenin nerede saklandığını, geri çağrıldığını ve kilitlendiğini kanıtlayabilen atölyeyi seçersiniz.
Şimdi masanızda iki teklif olduğunu hayal edin. Aynı malzeme. Aynı parça. Aynı vaat edilen teslim süresi.
Bir mağaza size programlar, taçlandırma kayıtları ve kaydedilmiş bir arka dayama dosyası gönderir.
Diğeri size bir PDF ve bir el sıkışması gönderir.
Hangisi sizin 500 parçalık özel partinizi yönlendiriyor — ve hangisi sadece pedala basıyor?


















