

Деталь #1 выходит из пресса безупречно. Измеритель показывает, что угол идеально задан. Оператор кивает, запускает следующие десять, складывает их на поддон.
К детали #437 инспектор звонит. Угол отклонен на полградуса, и теперь у вас есть поддон деталей, которые не будут ровно сидеть при сборке. Один и тот же чертеж. Один и тот же станок. Один и тот же оператор.
Так что же изменилось?
Я видел, как покупатели стоят в моем цеху, указывают на 200-тонный гидравлический листогиб и говорят: “Сталь как сталь. Гибка как гибка”. Они смотрят на мощность. Тоннаж — это лишь максимальное усилие формовки, то есть насколько сильно станок может толкать. Это ничего не говорит о том, насколько точно он контролирует усилие на протяжении восьми футов рабочего стола.
Однажды мне пришлось списать $18 400 долларов на заказных корпусах, потому что мы доверились “достаточно хорошей” гидравлике при повторной работе. Первые дюжины были идеальны. Остальные постепенно вышли за пределы допуска, когда станок нагрелся и ползунок (рам) начал прогибаться. Мы не заметили, пока во время проверки детали не были сложены и между ними не появился просвет.
В этом и заключается миф: если станок может задать угол один раз, он может сделать это 500 раз.
Точность — это не о том, может ли листогиб достичь строгих параметров в идеальных условиях. Простая гидравлика может добиться впечатляющей точности на одной настройке. Вопрос в том, управляет ли станок переменными автоматически или ваш оператор ловит их «на глаз».
Если ваш подрядчик говорит: “Наш парень гнет 20 лет, он настроит”, остановите его прямо там и спросите: Когда материал или температура изменяются в процессе, какая система это корректирует — глаз оператора или управление?
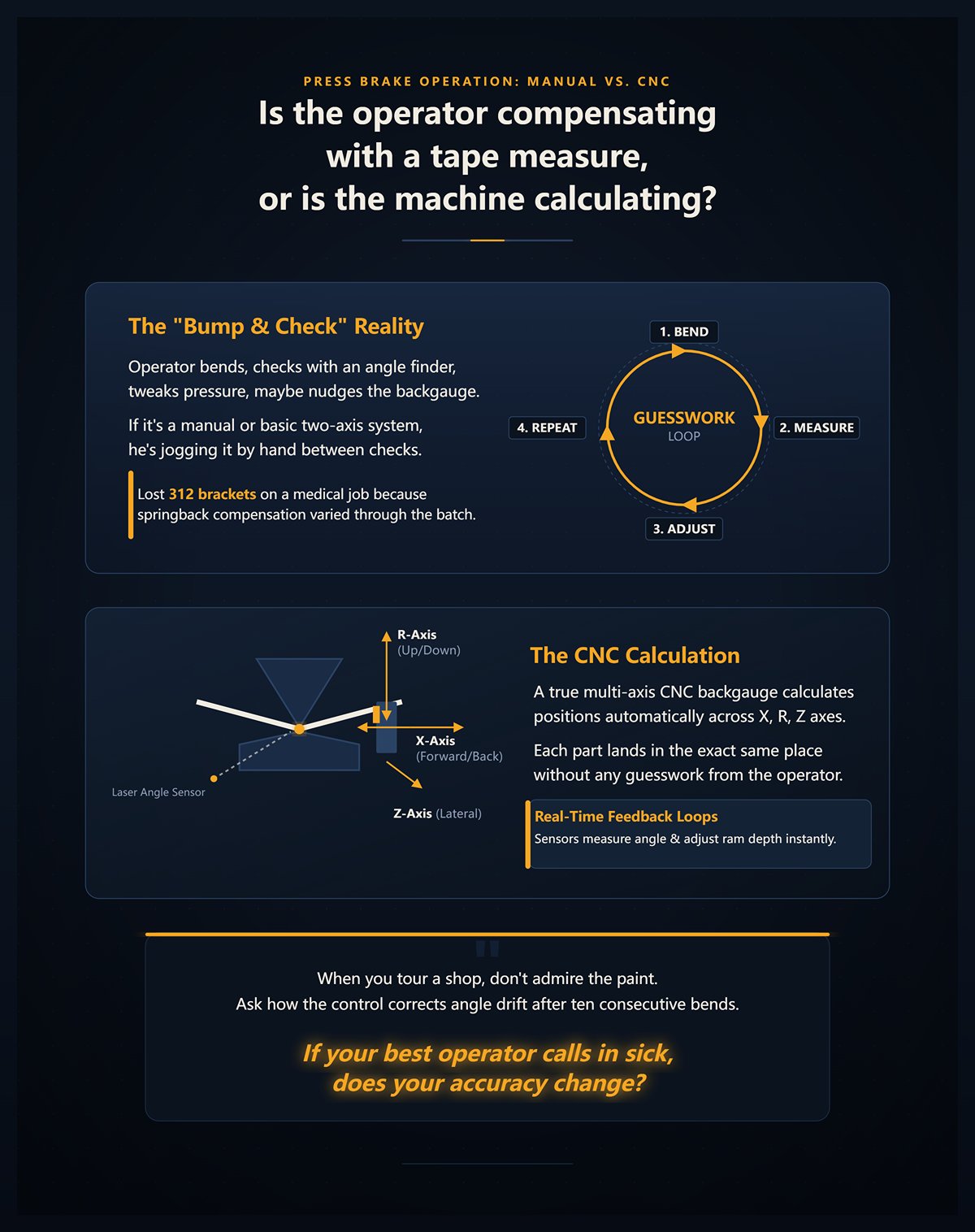
Представьте оператора на детали #1. Он гнет, проверяет угломером, подправляет давление, может сдвинуть упор (бекгейдж).
Бекгейдж — это система позиционирования, которая задаёт длину полки — «пальцы», определяющие, где происходит изгиб.
Если это ручная или простая двухосевая система, он регулирует её вручную между проверками. Если это настоящий многоосевой ЧПУ-бекгейдж, управление автоматически рассчитывает позиции по осям X, R, Z — вперёд/назад, вверх/вниз и боковое положение — так, чтобы каждая деталь попадала в одинаковое место без догадок.
Я видел цеха, которые полагаются на то, что мы называем “подогни и проверь”. Это именно то, что звучит: согнул, измерил, подправил, повторил. Мы потеряли 312 кронштейнов на медицинском заказе, потому что оператор компенсировал пружинение — расслабление металла после гибки — по-разному, так как твёрдость рулона менялась в течение партии.
Настоящие ЧПУ-системы используют обратную связь — датчики измеряют угол и регулируют глубину хода ползуна в реальном времени. Это станок рассчитывает вместо того, чтобы оператор компенсировал.
Когда вы посещаете цех, не любуйтесь краской. Попросите программиста показать вам, как управление корректирует отклонение угла после десяти последовательных гибок, а затем спросите: Если лучший оператор заболеет, изменится ли ваша точность?
Металл движется. Ползуны прогибаются. Рамы гнутся.
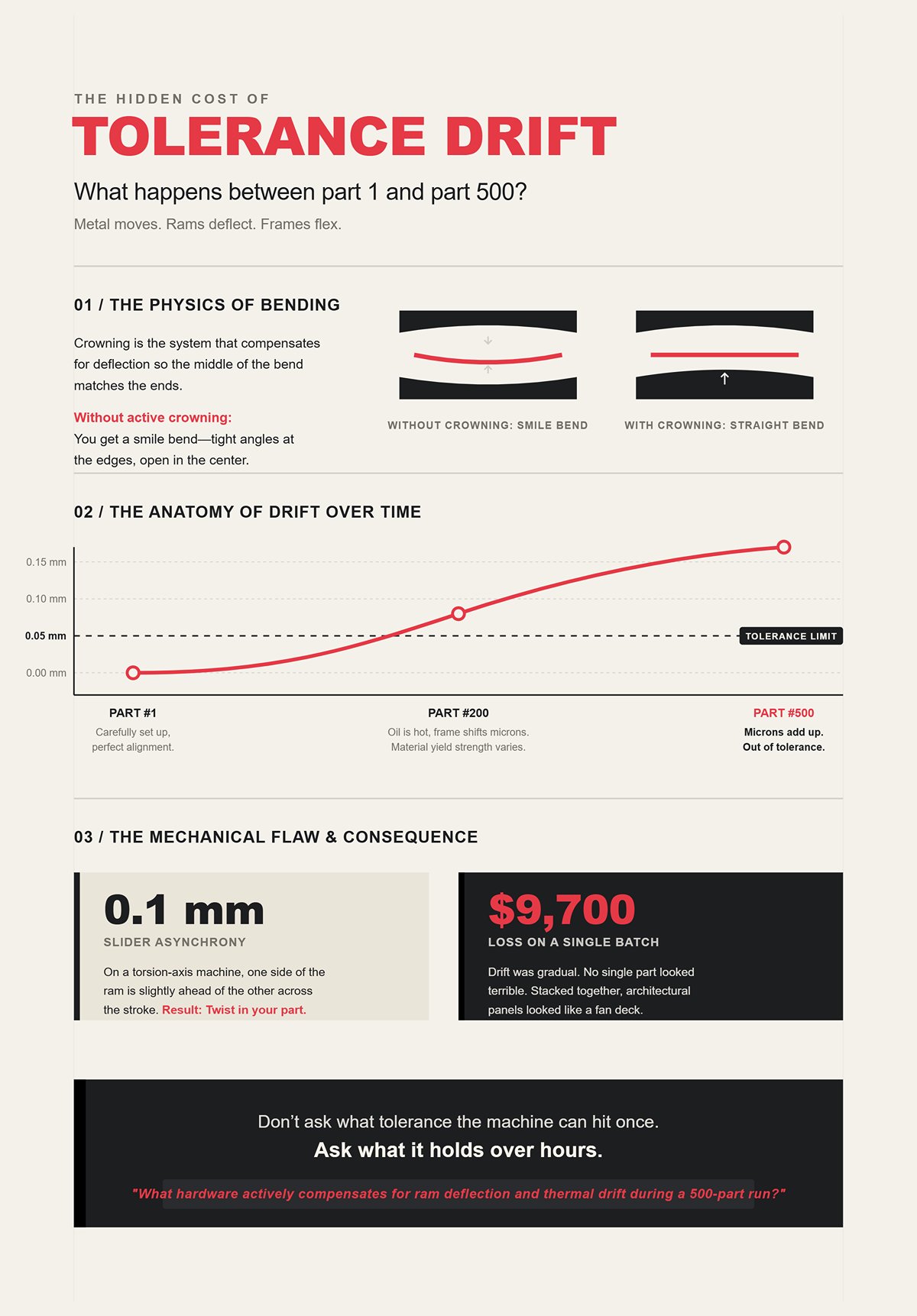
Коронование — это система, которая компенсирует прогиб — либо механически, либо гидравлически — так, чтобы середина изгиба совпадала с концами. Без активного коронования получается изгиб в виде улыбки: острые углы по краям, раскрытые в центре.
Представьте теперь длинную панель длиной 10 футов. Деталь #1 настроена тщательно. К моменту детали #200 масло нагрелось, рама сместилась на микрон, а партия материала немного изменилась по пределу текучести — то есть, сколько напряжения требуется, чтобы навсегда согнуть сталь.
Эти микроны накапливаются.
На машине с торсионным валом — конструкция, синхронизирующая ползун с механической штангой вместо независимых сервогидравлик — я измерял асинхронность ползуна до 0,1 мм по ходу. Простыми словами: одна сторона ползуна чуть опережает другую. Это проявляется как скручивание детали.
Мы потеряли $9 700 на партии архитектурных панелей, потому что отклонение было постепенным. Ни одна отдельная деталь не выглядела ужасно. Но сложенные вместе, они выглядели как веерная палитра.
Так что не спрашивайте, какой допуск машина может выдержать один раз. Спрашивайте, что она держит в течение часов. Лучший вопрос для вашего поставщика: Какая оснастка активно компенсирует прогиб ползуна и тепловой дрейф во время серии из 500 деталей?
Ловушка — это не незнание. Это частичное знание.
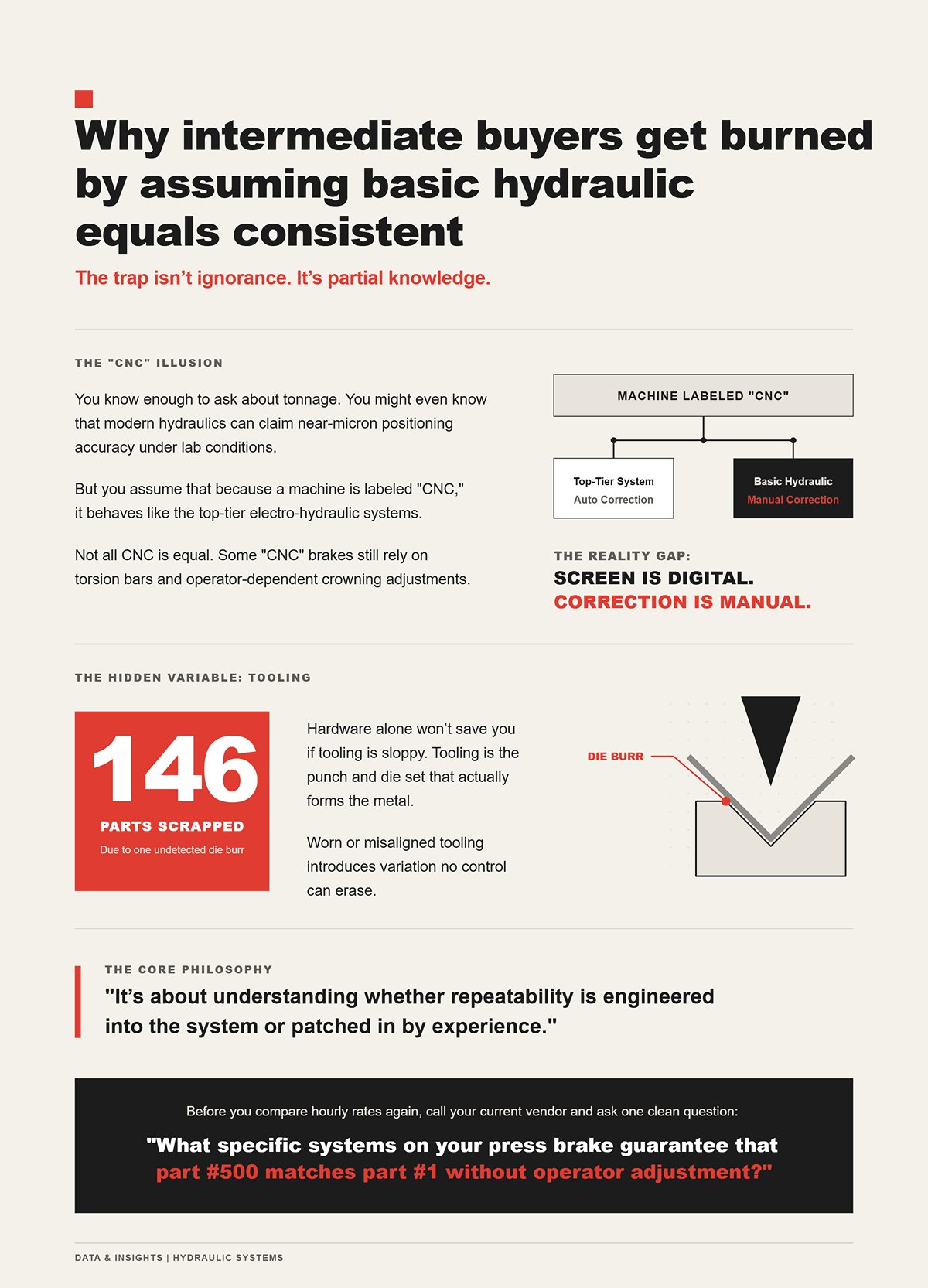
Вы знаете достаточно, чтобы спросить про тоннаж. Возможно, вы даже знаете, что современные гидравлические системы могут заявлять о точности позиционирования почти на уровне микрона в лабораторных условиях. Но вы предполагаете, что потому что машина помечена как “CNC”, она работает как системы электро-гидравлики высшего уровня.
Не вся CNC одинакова. Некоторые “CNC” прессы всё ещё используют торсионные валы и регулировку коронования, зависящую от оператора. Экран цифровой. Коррекция — ручная.
И сама оснастка вас не спасёт, если инструмент изношен. Инструмент — это комплект пуансона и матрицы, который непосредственно формует металл. Изношенный или неправильно установленный инструмент вносит отклонения, которые никакое управление не сможет исправить. Я отправил в брак 146 деталей из нержавейки, потому что на плече матрицы был заусенец — маленький выступ — который никто не заметил при наладке.
Вот почему речь не о том, чтобы купить самую дорогую машину в регионе. Речь о понимании, встроена ли повторяемость в систему конструктивно или же она обеспечивается опытом.
Прежде чем снова сравнивать почасовые ставки, позвоните своему нынешнему поставщику и задайте один чёткий вопрос: Какие конкретные системы на вашем гибочном прессе гарантируют, что деталь #500 будет такой же, как деталь #1, без регулировки оператором?
Вы стоите у 10-футового пресса с панелью из мягкой стали толщиной 3/16 дюйма. Первая деталь — абсолютно ровная. К пятой центр начинает слегка раскрываться. К двадцатой можно просунуть щуп в середину. В программе ничего не изменилось. Тоннаж в норме. Оператор не трогал настройки.
Изменился прогиб — машина сгибается под нагрузкой — и вопрос в том, есть ли у пресса оборудование, которое корректирует его автоматически, или ждёт, пока человек будет его подгонять.
Деталь #1 выходит с пресса идеальной. Настоящий тест — совпадает ли деталь #500, не прибегая к регулировке.
Есть три вида оборудования, которые делают это возможным: активное коронование, настоящий многоосевой CNC-задний упор и метод гибки, соответствующий материалу. Пропустите один — и вы возвращаетесь к методу «приподнял и проверил» — согнул, измерил, подправил, повторил — что в стали превращается в дорогое гадание.
Так что же из этого действительно отличает дисциплинированное производство от того, которое играет в азарт с вашей партией?
Я однажды наблюдал, как опытный оператор 45 минут сдвигал тонкие полоски металла под штамп — прокладки — чтобы придать инструменту лёгкую дугу вверх. Подкладка — это статический способ компенсировать прогиб; вы предварительно изгибаете настройку так, чтобы гиб машины компенсировался во время хода. Это работает. Для этой конкретной длины, толщины и усилия.
Поменяйте материал с мягкой стали на нержавеющую. Увеличьте длину гиба. Замените на другое отверстие в штампе. Этот пакет прокладок теперь неправильный.
Активная компенсация прогиба — другое дело. Это гидравлическая или механическая система, встроенная в станину, которая регулирует кривизну стола под нагрузкой, исходя из запрограммированной толщины материала, длины гиба и усилия. По-простому: машина намеренно прогибается, чтобы отменить нежелательный прогиб.
Вот механизм, который важен: прогиб увеличивается с нагрузкой и пролётом. Гиб длиной 10 футов при усилии 150 тонн прогибается не так, как гиб длиной 4 фута при усилии 40 тонн. Гидравлические системы компенсации прогиба рассчитывают это в реальном времени и прикладывают противодавление вдоль станины. Ручная подкладка не может адаптироваться в середине выполнения, если температура масла меняется или если вы меняете время выдержки — паузу в нижней мёртвой точке, которая влияет на упругий возврат в высокопрочных материалах.
Мы потеряли $6,800 в браке на работе с нержавейкой, потому что настройка с прокладками была идеальна на холодную и неправильна, когда гидравлическое масло нагрелось. Оператор продолжал компенсировать глубиной хода ползуна, что исправило края и открыло центр. Так получается «улыбка» на гибе.
Теперь честный удар под рёбра: механические клинья компенсации — решение среднего уровня — могут работать хорошо. Они покрывают станину и избегают “слепых зон”, но изнашиваются. Изношенные клинья означают непостоянную компенсацию. Я видел, как цех их устанавливал, боролся с обслуживанием и тихо возвращался к подкладкам, потому что “это быстрее”. Быстрее для кого?
Если цех говорит, что у него “есть компенсация прогиба”, не останавливайтесь. Попросите показать, гидравлическая ли она, автоматически ли рассчитывается системой управления, и изменяется ли значение при изменении толщины материала в программе.
Посмотрите им в глаза и спросите: “Когда я переключаюсь с мягкой стали 11-го калибра на нержавейку 12-го калибра на одном 8-футовом штампе, что регулируется автоматически — а что перестраивается вручную?”
Я зашёл в цех, который давал цену на кронштейны с жёсткими допусками, используя задний упор с двумя осями — только X и R. X — это позиционирование вперёд-назад; R — высота вверх-вниз. Этого достаточно для простых отбортовок.
Пока деталь не имеет смещённых гибов, скошенных сторон или не требует упора от разных кромок.
Настоящий многокоординатный ЧПУ-задний упор добавляет оси Z (движение пальцев упора влево-вправо), а иногда X2 или R2 для независимого управления. По-простому: машина может точно переставлять каждый палец в трёхмерном пространстве, чтобы деталь каждый раз опиралась на одну и ту же базу без того, чтобы оператор переворачивал или «на глаз» выравнивал.
Вот почему это важно на 300 деталях. Если оператор вручную двигает палец, чтобы обойти предыдущую отбортовку, вы вводите человеческую перемену. Миллиметр мимо на упоре превращается в миллиметр мимо в длине отбортовки. Сделайте три гиба, и накопление допусков — маленькие ошибки, складывающиеся по характеристикам — ударит вас.
Но можно и переплатить. Если ваши детали — это весь день одноугольные гибы, задний упор с 6 осями — впустую потраченный капитал. Линия тут такая: в момент, когда геометрия требует переставлять деталь между гибами, чтобы избежать столкновения или опираться на новую кромку, вам нужна хотя бы программируемая ось Z.
Я списал 184 сформированных кронштейна, потому что ручная боковая настройка не была возвращена в точное положение после смены инструмента. Программа была правильной. Оборудование не могло это обеспечить.
Когда вы осматриваете цех, не считайте экраны. Смотрите, как выполняется сложная деталь. Дотрагивается ли оператор до заднего упора между гибами, или управление переставляет всё автоматически?
Спросите напрямую: “Для этой детали с тремя разными глубинами отбортовки и смещённым гибом, какие оси движутся под управлением ЧПУ, а какие зависят от рук оператора?”
Настройте изгиб на 90 градусов в нержавеющей стали 304 методом воздушного гиба — когда пуансон вдавливает материал в V-матрицу, не доходя до полного контакта — и вы увидите упругое восстановление. Упругое восстановление — это лёгкое расслабление металла после снятия нагрузки. В нержавейке оно выражено особенно сильно.
Осадка — это другое. Пуансон плотно вдавливает материал в угол матрицы, уменьшая упругое восстановление за счёт пластической деформации большего сечения. Простыми словами: вы вдавливаете глубже, чтобы материал не смог так сильно вернуться обратно.
Воздушный гиб требует точного контроля глубины хода ползуна и часто выигрывает от систем измерения угла. Он более гибок и быстрее подходит для разных деталей, так как одна матрица может давать несколько углов при изменении глубины хода. Осадка более стабильна для некоторых высокопрочных материалов, но требует точных углов инструмента и большего усилия.
Теперь представьте длинную 10-футовую панель из высокопрочной стали. Если в цехе по умолчанию применяют воздушный гиб без проверки времени выдержки — той паузы в нижней точке хода — разница в 0,3 секунды может заметно изменить конечный угол в сплавах с сильным упругим восстановлением. Если они делают осадку без пересчёта усилия для такой длины, вы перегрузите станок или оставите следы на материале.
Мы потеряли $5 200 на партии высокопрочных кронштейнов, потому что в цехе “стандартным методом” считали воздушный гиб для всего. Угол был правильным на детали #1, затем начал изменяться по мере изменения твёрдости материала внутри рулона. Никто не корректировал время выдержки или не проверял работу в автоматическом цикле; они делали подстройку вручную.
Правильный вопрос — не какая методика лучше. А выбирает ли цех метод на основе прочности на предел текучести вашего материала — напряжения, необходимого для его необратимой деформации — и фиксирует ли параметры в ЧПУ, чтобы следующая партия не стала новым экспериментом.
Так что спросите прямо: “Для этого конкретного материала и толщины вы делаете воздушный гиб или осадку — и как ваша система контролирует время выдержки и корректировку угла, чтобы деталь #500 не требовала перенастройки?”
Потому что мощность сама по себе не удерживает вас в полосе. Управление — удерживает. А в гибке на прессах управление — это компенсация прогиба (crowning), многокоординатное позиционирование и дисциплина выбора метода, которые решают, будет ли ваша партия работать как поезд — или блуждать, как тележка с погнутым колесом.
Вы хотите провести аудит цеха до передачи ему вашей партии. Хорошо. Начните с просьбы назвать точное усилие, которое они рассчитывают для вашего материала, толщины, длины изгиба и раскрытия матрицы — затем спросите, какой процент от номинальной мощности машины это составляет. Если они не могут ответить без догадок, вы видите не контроль, а надежду.
Я наблюдал, как пресс на 300 тонн гнул лист из мягкой стали толщиной 1/4 дюйма длиной 10 футов примерно на 165 тонн при воздушном гибе. Удвоите толщину — и усилие не удвоится, а приблизится к 600 тоннам в зависимости от ширины V-матрицы и метода. Стандартная формула для усилия (оно растёт пропорционально квадрату толщины, делённой на раскрытие матрицы) наказывает предположения. Простыми словами: небольшие изменения толщины могут резко увеличить требуемое усилие.
В этом и ловятся покупатели. Они видят “мощность 300 тонн” и предполагают запас прочности. Но мощность — это не то же самое, что контроль. Машина, работающая на 90 % от своей мощности, ведёт себя совсем иначе, чем та, что идёт на 55 %. Прогиб рамы — микроскопический изгиб машины под нагрузкой — растёт с усилием, и прогиб изменяет угол гиба вдоль длины, если его не компенсировать. Простыми словами: чем сильнее давите, тем больше машина пытается тоже согнуть.
Я списал $9 400 долларов на партии из листа толщиной 3/8 дюйма много лет назад, потому что мы доверяли номинальной мощности и игнорировали распределение нагрузки по длинному столу. Детали имели отклонение угла на два градуса от центра к краю. Машина была достаточно мощной. Она была недостаточно стабильной.
Когда вы стоите в их цехе, не восхищайтесь размером. Спросите: “Для моего самого длинного изгиба какое усилие вы рассчитываете, какой процент от мощности машины это составляет, и как вы компенсируете прогиб рамы при такой нагрузке?”
Подойдите к прессу во время тяжелого гиба и посмотрите на датчики усилия на ползуне. На хорошо настроенной машине нагрузка растёт равномерно слева направо. На плохой настройке одна сторона сначала даёт всплеск. Это неравномерное распределение нагрузки — когда усилие раскладывается по столу неодинаково — и это начало вариации угла.
Стабильность под нагрузкой означает работу трёх вещей вместе: точный расчёт усилия, активная компенсация прогиба (автоматическая коррекция стола на прогиб) и контролируемая скорость. Быстрая подача может чуть снизить трение, но высокая скорость увеличивает вариацию упругого восстановления. Упругое восстановление — это расслабление металла после снятия давления. Нержавейка напомнит, кто тут хозяин.
А теперь представьте длинную 10-футовую панель из толстой алюминии. Алюминий имеет меньший предел текучести — напряжение, необходимое для необратимой деформации — чем сталь, поэтому можно подумать, что “гнуть легко”. Но толстый алюминий часто требует широких V-матриц и глубокой осадки для предотвращения трещин. Это меняет кривую усилия и картину прогиба.
Если цех гонит машину близко к пределу только чтобы доказать, что она может, вы покупаете не стабильность. Вы покупаете износ. Гидравлические системы — маслонаполненные цилиндры, двигающие ползун — теряют повторяемость, когда уплотнения и клапаны работают на максимальном давлении каждый день. Простыми словами: если долго работать на красной зоне, она перестанет достигать одной и той же глубины дважды.
Так что не спрашивайте, насколько большая машина. Спросите: “При моём требуемом усилии работает ли машина в своём стабильном диапазоне, и можете ли вы показать, как меняется значение компенсации прогиба при этой нагрузке?”
Я видел, как цеха выполняли обычные работы на 50 тонн на прессе в 300 тонн, потому что это была самая новая игрушка на площадке. Машина простаивает на высоких оборотах, гидравлические насосы работают интенсивнее, чем нужно, а время наладки увеличивается, потому что инструмент тяжелее и его медленнее менять. Вы думаете, что платите за точность. На деле вы часто платите за накладные расходы.
Пресс с большой рамой имеет больше массы для движения и большее потребление энергии на цикл. Простыми словами: большие машины стоят дороже в запуске и работе. Если вашей детали нужно всего 50 тонн, правильно обслуживаемый пресс на 100 тонн может обеспечить более высокую повторяемость, потому что он работает в своем комфортном диапазоне.
Вот что упускают покупатели. Цеха амортизируют крупное оборудование на всё, что на нем выполняется. Если они вложились в флагманскую систему на 300 тонн, то каждая маленькая скоба, которую вы заказываете, частично оплачивает её. Это не зло. Это математика. Но это значит, что вам стоит спросить, назначена ли ваша деталь на правильную машину или просто на ту, что была свободна.
Однажды я видел, как цех гнул тонколистовую нержавейку на мощном прессе с широким комплектом штампов, потому что “он уже был загружен”. Чрезмерное раскрытие вызвало непостоянный внутренний радиус и косметические повреждения. Мы выбросили 126 панелей, прежде чем кто-то признал, что меньший пресс через проход сделал бы работу чище.
Смотрите им в глаза и спросите: “Какая конкретная машина будет выполнять мою работу, какая у неё номинальная тоннажность и почему именно эта машина — а не ваша самая большая — подходит лучше?”
Стойка блестящих пуансонов не означает наличие возможностей. Она означает наличие запасов.
Пружинение — это то, где сплавы отделяют профессионалов от дилетантов. 304 нержавейка сильно пружинит. Толстый алюминий может треснуть, если внутренний радиус слишком мал. Ширина V-штампа, в который загибается материал, контролирует внутренний радиус и требуемый тоннаж. Стандартный воздушный изгиб обычно начинается примерно с соотношения 8:1 (ширина раскрытия примерно в восемь раз больше толщины материала). Тонкий материал может использовать более узкое соотношение; хрупкие сплавы могут нуждаться в более широком.
Если цех имеет только стандартные пуансоны на 90° и ограниченный набор V-штампов, они заставят ваш сплав подогнаться под их инструмент, вместо того чтобы подобрать инструмент под ваш сплав. Осаживание — полное вдавливание материала в угол штампа для уменьшения пружинения — требует точных углов штампов и большего тоннажа. Воздушный изгиб требует точного контроля глубины и часто систем коррекции угла. Разные материалы требуют разных стратегий.
Библиотека инструмента — это документированные и обслуживаемые комплекты пуансонов и штампов, соответствующих типам материалов и диапазонам толщин. Простыми словами: у них есть правильно сформированные куски стали, чтобы гнуть ваш конкретный металл без догадок.
Мы испортили 212 корпусов из нержавейки, потому что цех настаивал на использовании штампа, который был слишком узким для указанного нами направления волокон. Микротрещины появились после порошкового покрытия. Сначала изгиб выглядел нормально. Но в эксплуатации он провалился.
Когда вы осматриваете цех, не просто заглядывайте на стойки. Попросите их достать конкретный пуансон и штамп, которые они назначили бы для вашего сплава и толщины, а затем спросите: “Для этой марки нержавейки при этой толщине какое раскрытие штампа и радиус пуансона вы выбираете — и как вы это решили?”
Потому что мощность не удерживает вас в вашей полосе. Это делают рулевые компоненты. А в гибке рулевыми являются согласованный тоннаж, стабильный контроль нагрузки и инструмент, который уважает сплав, а не грубит ему.
Деталь #1 выходит с пресса чистой. Деталь #37 имеет угол, открытый на один градус на левом фланце. Один и тот же файл. Одинаковая толщина. Один и тот же сплав. Единственное, что изменилось — это цех, который её выполнил.
Вот вопрос, который вы на самом деле задаёте, сравнивая цифровую сеть производства с цехом в пяти милях от вашего склада: не кто дешевле, не кто больше, а кто предотвращает дрейф ещё до того, как пресс начнёт работать. Дрейф — это постепенное отклонение угла изгиба или положения фланца в партии. Простыми словами: детали постепенно перестают совпадать друг с другом.
Я видел, как партия из 400 штук была разделена между тремя объектами сети, потому что “появилась доступность”. Мы списали панели на сумму $11,400 с порошковым покрытием, когда при сборке проявилась разница в углах между местами производства. Одна и та же программа. Разные кривые компенсации прогиба. Разная калибровка заднего упора. Разная реальность.
Так что сравнение — это не местные против национальных. Это единый контроль процессов против распределённого толкования.
Когда вы оцениваете любую модель, не спрашивайте, сколько у них машин. Спрашивайте: “Если мой заказ на 300 штук будет разделён между площадками, как вы гарантируете одинаковые значения компенсации прогиба, калибровку заднего упора и выбор инструмента на каждой машине?”
Я стоял рядом с местным оператором гибочного пресса, который на ходу корректировал угол, изменяя глубину хода ползуна на 0,003 дюйма за раз, пока индикатор не показывал идеально точно. Коррекция угла — это микрорегулировка проникновения ползуна, чтобы достичь целевого угла гиба. По‑простому: медленно приближаться к идеалу, а не пролетать мимо.
Такое практическое прототипирование может быть золотом. Вы видите деталь. Разговариваете с оператором. Меняете раскрытие матрицы. К обеду у вас уже есть новая версия.
Но вот, что часто упускают закупщики. Привычность ощущается как точность.
Если местная мастерская делает ваш прототип на одной машине с опытным оператором, вы можете получить прекрасные первые образцы. А затем вы заказываете 1 000 штук через шесть месяцев. Старший оператор в отпуске. Заказ передают на второй пресс без активного кронения. Активное кронение автоматически компенсирует прогиб стола под нагрузкой. По‑простому: оно не даёт длинным гибам провиснуть посередине.
Теперь ваш “проверенный” прототип зависит от устных навыков людей, а не от системного контроля.
Я однажды видел, как 73 прототипных кронштейна прошли проверку, а затем 500 серийных деталей «уплыли», потому что вторая машина использовала ручные прокладки для кронения. Ручное шименгование означает вставку металлических полос, чтобы имитировать компенсацию. По‑простому: угадывание при помощи кусочков стали.
Так что лучше ли специализированные местные мастерские для быстрого прототипирования?
Иногда. Если в производстве будет использоваться та же машина, та же библиотека оснастки и та же система компенсации.
Когда вы приедете, спросите: “Будет ли точно этот пресс, с той же системой кронения и конфигурацией заднего упора, работать и над моим прототипом, и над серийным выпуском?”
Один представитель сети показал мне симуляцию, где пуансон, матрица и пальцы заднего упора движутся в идеальной хореографии. Без столкновений. Без переразгона. Зелёный свет на каждом шаге.
Это и есть цифровой двойник — программная копия машины и оснастки, которая моделирует последовательность гибов до того, как коснуться металла. По‑простому: «видеоигра» вашей работы, предсказывающая проблемы.
В исследованиях робототехники цифровые двойники достигали почти идеального избегания столкновений при калибровке с точными физическими моделями и реальными данными. Загвоздка? Производительность быстро падает, если калибровка поверхностная или данные машины плохо интегрированы. Симуляция без тесной обратной связи — это театр.
На гибочном прессе избегание столкновений — лишь половина дела. Нужна ещё точная модель прогиба. Если двойник предполагает идеальную жёсткость, а реальный стол прогибается на 0,010 дюйма под нагрузкой, ваши симулированные 90 градусов в реальности станут 88,7.
Системы высокого класса замыкают этот цикл аппаратной интеграцией — синхронизацией с ПЛК, обратной связью от реальных энкодеров, проверенными таблицами кронения. ПЛК — это программируемый логический контроллер, управляющий станком. По‑простому: мозг, который говорит гидравлике и осям, куда двигаться.
Разрозненные сети усложняют ситуацию. Если на предприятии А есть полная интеграция, а предприятие Б использует аналогичный пресс без реальной обратной связи, связанной с симуляционной средой, ваш “идентичный” цифровой процесс уже не идентичен.
Так что да, автоматизированные проверки DFM — проектирования с учётом производственных требований — могут выявлять столкновения инструмента и недоступные для гибки фланцы ещё до начала работы. Это экономит время.
Но если цифровая модель не привязана к кривой кронения, таблице усилий и точности заднего упора именно той машины, что будет изготавливать детали, она не гарантирует стабильность углов от партии к партии.
Спросите их так, медленно: “Калибрована ли ваша симуляция гибки под конкретный физический станок, который будет выполнять мой заказ, включая данные его компенсации кронением, или это модель какой-то условной машины?”
Теперь представьте длинную панель длиной 10 футов, отправляющуюся из Огайо на поддоне в Техас, потому что ставка за изгиб была на $0.18 дешевле.
Листовой металл не только весит больше; он прогибается при перевозке. Длинные отбортовки могут деформироваться, если их плохо закрепить. Деформация означает постоянное изменение формы от нагрузки. Простыми словами: он немного гнётся и остаётся таким.
Добавьте стоимость перевозки в обе стороны для доработки, если углы оказались неверными. Добавьте время ожидания, если один цех в сети должен заново произвести 60 деталей и вписать их в другой производственный график. Ваша низкая ставка за изгиб начинает включать риск логистики.
Традиционные региональные производители выигрывают здесь, когда важна скорость доработки. Если нужна коррекция на 0,5 градуса, вы едете через город, измеряете прямо у листогибочного пресса, регулируете прогиб на 0,002 дюйма и запускаете повторно.
Но близость регионального цеха не исправит слабый контроль процесса. Если у этого цеха нет многоосевого ЧПУ-заднего упора — программируемой системы позиционирования, двигающейся в нескольких направлениях для точного расположения отбортовки — вы будете бороться с накоплением размерных ошибок, независимо от того, как близко они находятся. Простыми словами: металл достигает правильного угла, но в неправильном месте.
Так когда же доставка сводит на нет экономию?
Когда модель обслуживания не может доказать, что точность первого прогона сохранится без физического присмотра.
Перед тем как подписать договор на низкую ставку за изгиб из цеха за три штата от вас, спросите: “Если на моём складе появится отклонение угла на 0,5 градуса, каков ваш документированный цикл исправления — и как вы предотвратите повторение этого отклонения в следующей партии?”
Потому что это не о географии. Это о том, поддерживает ли их система — цифровая или местная — ваши детали в пределах допуска без вашего постоянного присутствия.
Вы смотрите на две сметы.
Цех А: $85 в час, $0 наладка, $4.20 за деталь. Цех B: $120 в час, $480 наладка, $3.10 за деталь.
Большинство покупателей обводят почасовую ставку, словно это рулевое колесо. Это не так. Управление спрятано в строке наладки и предположениях, лежащих в её основе — настройке прогиба, программировании заднего упора, проверке первого изделия.
Однажды я потерял $12,600 на “дешёвом” заказе, потому что цех пропустил документированную проверку первого изделия и настраивал углы на ходу. К моменту стабилизации возврата половина партии стала косметическим браком. Счёт выглядел эффективно. Детали — нет.
Если смета не показывает времени на ввод данных прогиба под конкретный станок, программирование многоосевого заднего упора и утверждённую проверку первого изделия, вы оплачиваете их кривую обучения внутри своей цены за деталь.
Поэтому сравнивая модели — цифровую сеть или региональный цех — вы начинаете не с географии или ставки. Вы начинаете с разбора сметы, как механик разбирает рулевую рейку.
Где именно учтена работа по контролю?
Посмотрите на партию из 200 кронштейнов из стали 7-го калибра.
Гидравлический тормоз — система с масляным приводным штоком; простыми словами: жидкость толкает балку вниз — может терять примерно 1,2% эффективности в час по мере нагрева масла. Этот дрейф проявляется в виде изменения угла, если активная компенсация прогиба не скорректирована. Активная компенсация прогиба означает, что станок автоматически изменяет кривизну стола, чтобы компенсировать прогиб; простыми словами: она не позволяет средней части изгиба провисать.
Если цех берёт мало или вовсе не берёт за наладку, спросите, что они пропустили. Правильная наладка означает:
На это уходит время. Настоящее время.
Полностью электрические тормоза — системы с сервоприводом; простыми словами: электродвигатели непосредственно перемещают шток — держат более 88% эффективности на протяжении длительных серий. Гидравлика часто стоит меньше при покупке, что позволяет некоторым цехам предлагать более низкие почасовые ставки. Для толстой плиты толщиной более 10 мм гидравлика всё ещё побеждает за счёт грубой силы. Но грубая сила — не управление.
Вот вопрос про точку безубыточности: вы покупаете 20 деталей, где может хватить “традиционных знаний”, или 500 деталей, где тепловой дрейф и прогиб стола усиливаются?
Когда в смете указана низкая наладка и более высокая цена за деталь, это часто значит, что цех распределяет нестабильность по всей партии вместо стабилизации процесса заранее.
Спросите так, прямо: “Покажите ваш процесс подготовки первого образца — сколько времени он занимает, какие специфичные для машины данные компенсации прогиба вы фиксируете, и где это время отражено в этой смете?”
Я видел “48 часов гарантированный срок” на детали, которые физически требуют трёх контролируемых пробных изгибов для корректировки упругого возврата.
Упругий возврат — это восстановление формы после гибки; простыми словами: металл расслабляется и чуть раскрывается. Воздушная гибка — формование с помощью пуансона и матрицы без полного осаживания; простыми словами: вы придаёте форму, не вдавливая до упора — требует меньше усилия, но более чувствительна к изменениям материала. Осаживание заставляет материал полностью сесть в матрицу для более точного контроля, но требует большей силы и более стабильных машин.
Когда цех обещает скорость, что-то ужимается. Обычно проверка.
Экспресс-доставка — это логистика. Экспресс-гибка — это физика. Вы не можете ускорить тепловую стабилизацию в гидравлической системе или пропустить проверку углов по всей длине 10-футового стола и ожидать одинаковости. Теперь представьте длинную панель длиной 10 футов с тремя изгибами, расположенными неравномерно. Если её пропустят за один проход без подтверждения компенсации прогиба по всей длине стола, вы увидите разброс углов слева направо.
Одна работа в начале моей карьеры: 260 крышек из нержавейки, срочно для выставки. Мы сэкономили два дня, урезав циклы проверки. Мы списали $14,200 в переделку, когда финальный фланец не попал в допуск при сборке.
Когда вы видите “гарантированный срок”, спросите себя, что было сжато — циклы инспекции, проверка моделирования или проверка смены инструмента.
Затем спросите их: “Когда вы ускоряете выполнение заказа, какие этапы контроля качества сокращаются, и как вы предотвращаете дрейф угла по всей длине стола в этих сроках?”
| Раздел | Содержание |
|---|---|
| Заголовок | Экспресс-доставка vs. Экспресс-гибка: Как “гарантированные сроки выполнения” влияют на контроль качества |
| Опасения по поводу гарантированного срока выполнения | Я видел “48 часов гарантированный срок” на детали, которые физически требуют трёх контролируемых пробных изгибов для корректировки упругого возврата. |
| Упругая отдача | Упругий возврат — это восстановление формы после гибки; простыми словами: металл расслабляется и чуть раскрывается. |
| Гибка в воздухе | Воздушное гибание — формирование с помощью пуансона и матрицы без полного прижатия до упора; проще говоря: вы придаёте форму, не сжимая деталь до конца — используется меньшая тоннажность, но процесс более чувствителен к изменению материала. |
| Осадка (bottoming) | Полное прижатие заставляет материал плотно войти в матрицу для более строгого контроля, но требует большей силы и более стабильных машин. |
| Влияние обещаний по скорости | Когда цех обещает скорость, что-то ужимается. Обычно проверка. |
| Логистика против физики | Ускоренная доставка — это логистика. Ускоренное гибание — это физика. |
| Технические ограничения | Нельзя ускорить термическую стабилизацию в гидравлической системе или пропустить проверку углов по всей длине 10-футового стола и при этом рассчитывать на равномерность. |
| Пример сценария | Представьте длинную панель длиной 10 футов с тремя изгибами, расположенными неравномерно. Если её прогнать за один проход, не проверив компенсацию прогиба по всей длине кровати, вы увидите разброс углов слева направо. |
| Реальный случай | Одна работа в начале моей карьеры: 260 крышек из нержавейки, срочно для выставки. Мы сэкономили два дня, урезав циклы проверки. Мы списали $14,200 в переделку, когда финальный фланец не попал в допуск при сборке. |
| Вопросы для постановки | Когда вы видите “гарантированный срок”, спросите себя, что было сжато — циклы инспекции, проверка моделирования или проверка смены инструмента. |
| Критически важный последующий вопрос | Затем спросите их: “Когда вы ускоряете выполнение заказа, какие этапы контроля качества сокращаются, и как вы предотвращаете дрейф угла по всей длине стола в этих сроках?” |
Предложение даёт вам цену. График даёт вам статус.
Гибание с высоким разнообразием и низким объёмом работает лучше всего, когда используются одна и та же машина, библиотека инструментов и конфигурация заднего упора. Всё рушится, когда ваш заказ в 300 деталей оказывается вставленным между работами с более толстыми листами, требующими других таблиц тоннажа и смены инструментов.
Таблица тоннажа — это эталонная схема силы машины; проще говоря: лист с данными, который сообщает прессу, с какой силой давить для данного материала и матрицы. Если эта таблица не откалибрована под конкретную машину — и не привязана к её кривой компенсации прогиба — вы не ведёте контролируемый процесс. Вы лишь приблизительно оцениваете.
Я наблюдал, как 180 алюминиевых панелей вышли за пределы допуска, потому что наш заказ перенесли на второй пресс в середине работы, чтобы “сохранить поток”. Та же марка. Разные износы. Нет общих, проверенных данных по компенсации прогиба.
Это работа для заполнения.
Цифровые сети могут решить эту проблему с помощью централизованного программирования и откалиброванных цифровых двойников — если каждое предприятие передаёт реальные данные энкодеров обратно в систему. Региональные мастерские могут решить её с помощью дисциплинированного планирования и закрепления машин. В любом случае, нужна прозрачность.
Так что не спрашивайте: “Можно ли это вставить на следующей неделе?” Спросите лучше: “Будет ли этот заказ выполняться на одной откалиброванной машине с зафиксированным инструментом и документированными данными компенсации прогиба на протяжении всего объёма — и где эта привязка отражена в вашем графике производства?”
Потому что, как только вы расшифруете предложение, настоящий вопрос не в том, кто дешевле.
А в том, кто рулит — а кто просто жмёт на педаль.
Вам не нужен тур по заводу. Вам нужны три ответа, которые невозможно подделать.
Я узнал это на горьком опыте, когда 512 корпусов вернулись с отклонением угла слева направо, которое мы не заметили до момента сборки. У станка было достаточно тоннажа. Предложение выглядело безупречно. Чего у нас не было — так это доказательств того, как они контролировали прогиб при гибке, повторяемость заднего упора и метод оснастки под реальной производственной нагрузкой.
Лошадиные силы не удержат вас в полосе. Это делают рулевые компоненты.
Итак, вот тест на стресс, который я теперь даю закупщикам. Три вопроса. Если цех не может ответить на них чётко и с приложенными документами, ответ у вас уже есть.
И первый вопрос начинается ещё до того, как вы что-либо подпишете.
Запросите полный отчёт по первому изделию с сопоставимой прошлой работы — не красивое суммарное измерение размеров, а карту наладки, где указано:
Компенсация прогиба — это управляемая компенсация станины; простыми словами: как они не дают середине длинного изгиба провиснуть под нагрузкой. Если это число не записано, оно не контролируется. Его угадывают.
Затем проверьте проверку угла по позициям — слева, по центру и справа на длинных деталях. Одно измерение угла ничего не доказывает. На панели длиной 10 футов прогиб меняется вдоль всей длины. Если они показывают только одно измерение, значит, они проверяют ради отчётности, а не ради физики.
Вот малозаметный момент: вы проверяете не только оборудование. Вы проверяете, сохраняется ли знание настройки за пределами одного опытного оператора.
Программирование заднего упора — согласованное перемещение позиционирующих пальцев по нескольким осям; простыми словами: упоры, которые располагают ваш фланец именно там, где нужно — должно быть сохранено как повторяемая программа, а не выставлено вручную. Если в отчёте указаны ручные корректировки упора, вы имеете дело с «племенной памятью», а не с управляемым процессом.
Спросите дословно: “Пришлите мне пакет по первому изделию с аналогичной работы с указанием тоннажа, значений компенсации прогиба, позиций заднего упора по нескольким осям и проверок угла по всей длине гиба — не только конечных размеров”.”
Если они колеблются, что же они не отслеживают?
Вы не можете увидеть их станок, но можете увидеть их образ мышления.
Спросите, как они регулируют компенсацию прогиба, когда толщина материала варьируется в пределах партии плавки. Вариация партии материала означает, что листы из одной партии могут слегка отличаться по толщине; простыми словами: не каждый лист точно соответствует тому, что указано на этикетке. Если ответ — “мы подстраиваем по ходу”, это ручная корректировка. Это реактивный подход.
Активные системы компенсации прогиба автоматически регулируются на основе запрограммированных кривых усилия; простыми словами: станок изменяет свою собственную кривизну, чтобы оставаться стабильным под нагрузкой. Доказательство — в том, хранятся ли значения компенсации прогиба для каждой работы и вызываются ли они цифровым способом.
Затем перейдите к заднему упору.
Настоящий многоосный ЧПУ-задний упор перемещается по осям X, R и иногда Z; простыми словами: он может двигаться вперед/назад, вверх/вниз и в сторону, чтобы контролировать глубину фланца и выравнивание. Спросите, фиксируются ли позиции этих осей в программе ЧПУ или задаются вручную в начале запуска.
Ручные смещения упора — то место, где партии тихо погибают.
Однажды мы списали алюминиевые панели на сумму $13,400, потому что оператор сместил одновосевой упор на 0,5 мм в середине запуска, чтобы “держать в допуске”. Это исправление решило одну размерную проблему и увело три другие.
Так что спросите: “Когда толщина варьируется даже на 0,2 мм, вы регулируете компенсацию прогиба через управление и документируете изменения или оператор подкладывает прокладки или вручную настраивает?”
Слушайте системные ответы, а не героические истории.
Если их ответ сосредоточен на одном высококвалифицированном операторе листогиба, вы покупаете не процесс, а арендуете человека.
И что произойдет, когда этот человек уйдет в отпуск?
К этому моменту вы видите закономерность: вы сравниваете не станки, а то, насколько хорошо цех умеет управлять вариативностью.
Итак, вот схема.
Первый вопрос подтверждает, что они документируют и проверяют физику настройки. Второй вопрос подтверждает, что их оборудование реально компенсирует, а не полагается на ручную корректировку. Третий вопрос объединяет всё:
“Останется ли моя партия на одном откалиброванном станке, с зафиксированным инструментом и сохранёнными программами ЧПУ для компенсации прогиба и многоосных позиций заднего упора, и можете ли вы показать мне, где эти данные хранятся?”
Методика инструмента имеет значение здесь. Воздушное гибание — формование без полного вдавливания материала; простыми словами: формирование металла без полного прижатия его к матрице — гибкое, но чувствительное к вариациям. Осадка требует более высоких усилий для более строгого контроля угла, но нуждается в стабильных данных по усилию и компенсации прогиба. Если они не могут объяснить, почему выбрали один метод вместо другого для вашей совокупности допусков, они реагируют, а не планируют.
Неочевидный переход в том, что вы перестаёте выбирать цех с самым большим листогибом или самой низкой ставкой и выбираете цех, который может доказать, что знает, где каждый параметр хранится, вызывается и фиксируется.
Теперь представьте два предложения на вашем столе. Один и тот же материал. Одни и те же детали. Одно и то же обещанное время выполнения заказа.
Один цех отправляет вам программы, регулировку коронования и сохранённый файл заднего упора.
Другой отправляет вам PDF и рукопожатие.
Кто управляет вашей партией из 500 индивидуальных деталей — а кто просто нажимает на педаль?


















