

Part #1 comes off the brake clean. Gauge says the angle is dead on. The operator nods, runs the next ten, stacks them on a pallet.
By part #437, the inspector calls. The angle is out by half a degree, and now you’ve got a skid of parts that won’t sit flat in assembly. Same print. Same machine. Same operator.
So what changed?
I’ve watched buyers stand in my shop, point at a 200-ton hydraulic press brake, and say, “Steel is steel. A bend is a bend.” They’re looking at horsepower. Tonnage is just maximum forming force — how hard the machine can push. It says nothing about how precisely it controls that push across eight feet of bed.
I once scrapped $18,400 worth of custom enclosures because we trusted “good enough” hydraulics on a repeat job. The first dozen were perfect. The rest slowly walked out of tolerance as the machine warmed and the ram deflected. We didn’t notice until inspection stacked the parts and saw daylight between them.
That’s the myth: if the machine can hit the angle once, it can hit it 500 times.
Precision isn’t about whether a press brake can achieve tight numbers in ideal conditions. Basic hydraulics can hit impressive accuracy on a single setup. The question is whether the machine controls the variables automatically, or whether your operator is chasing them by feel.
If your vendor says, “Our guy’s been bending 20 years, he’ll dial it in,” stop him right there and ask: When the material or temperature shifts mid-run, what system corrects it — your operator’s eye, or the control?
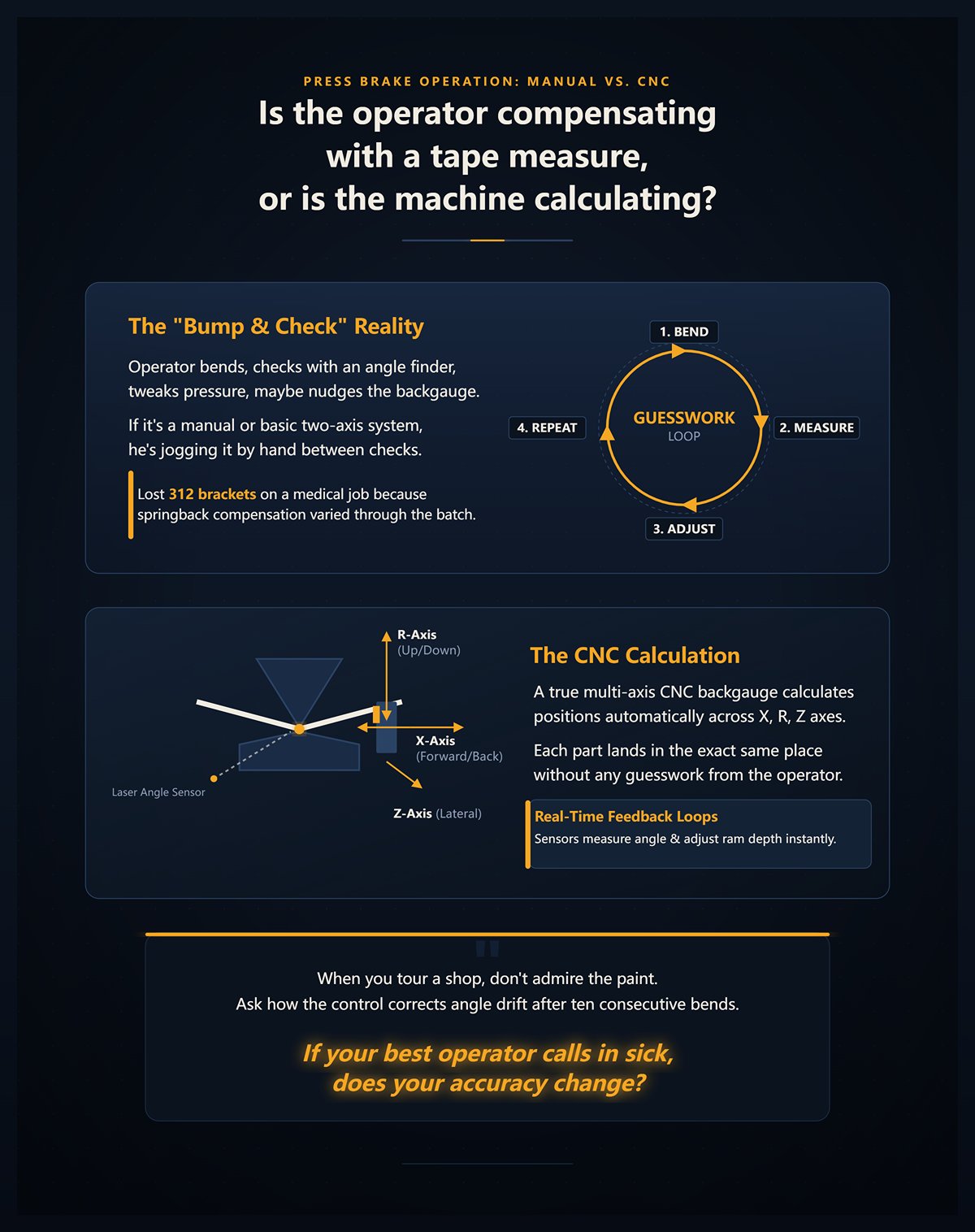
Picture the operator at part #1. He bends, checks with an angle finder, tweaks pressure, maybe nudges the backgauge.
Backgauge is the positioning system that sets flange length — the fingers that decide where the bend happens.
If it’s a manual or basic two-axis system, he’s jogging it by hand between checks. If it’s a true multi-axis CNC backgauge, the control calculates positions automatically across X, R, Z axes — forward/back, up/down, and lateral positioning — so each part lands in the same place without guesswork.
I’ve seen shops rely on what we call “bump and check.” That’s exactly what it sounds like: bend, measure, adjust, repeat. We lost 312 brackets on a medical job because the operator compensated for springback — metal relaxing after a bend — differently as coil hardness varied through the batch.
Real CNC systems use feedback loops — sensors that measure angle and adjust ram depth in real time. That’s the machine calculating instead of the operator compensating.
When you tour a shop, don’t admire the paint. Ask the programmer to show you how the control corrects angle drift after ten consecutive bends, and then ask: If your best operator calls in sick, does your accuracy change?
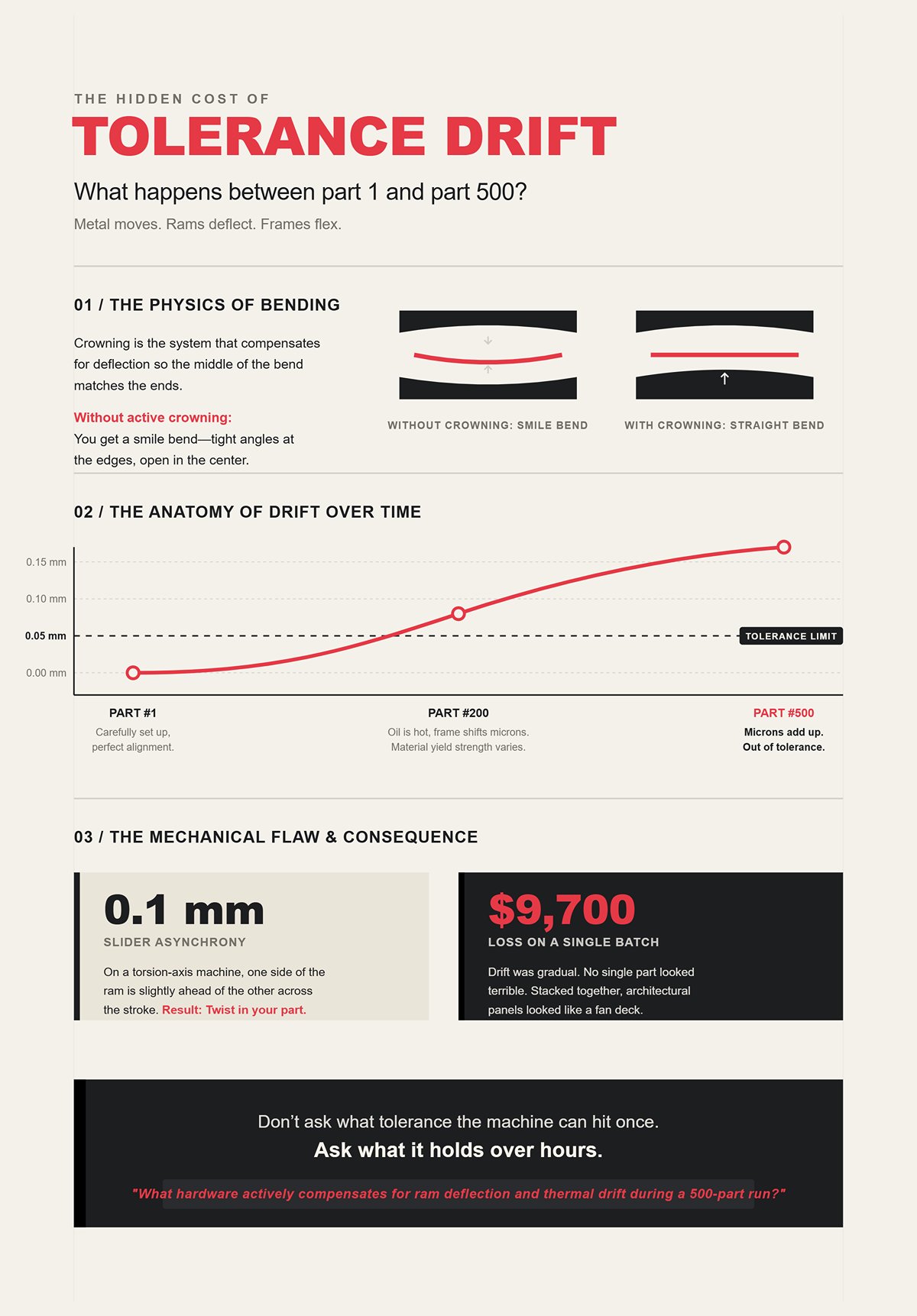
Metal moves. Rams deflect. Frames flex.
Crowning is the system that compensates for that deflection — either mechanically or hydraulically — so the middle of the bend matches the ends. Without active crowning, you get a smile bend: tight angles at the edges, open in the center.
Now imagine a long 10-foot panel. Part #1 is set up carefully. By part #200, the oil is hot, the frame has shifted microns, and the material lot changes slightly in yield strength — how much stress it takes to permanently bend the steel.
Those microns add up.
On a torsion-axis machine — a design that synchronizes the ram with a mechanical bar instead of independent servo-hydraulics — I’ve measured up to 0.1 mm slider asynchrony across the stroke. Plain English: one side of the ram is slightly ahead of the other. That shows up as twist in your part.
We ate $9,700 on a batch of architectural panels because the drift was gradual. No single part looked terrible. Stacked together, they looked like a fan deck.
So don’t ask what tolerance the machine can hit once. Ask what it holds over hours. A better question for your vendor: What hardware actively compensates for ram deflection and thermal drift during a 500-part run?
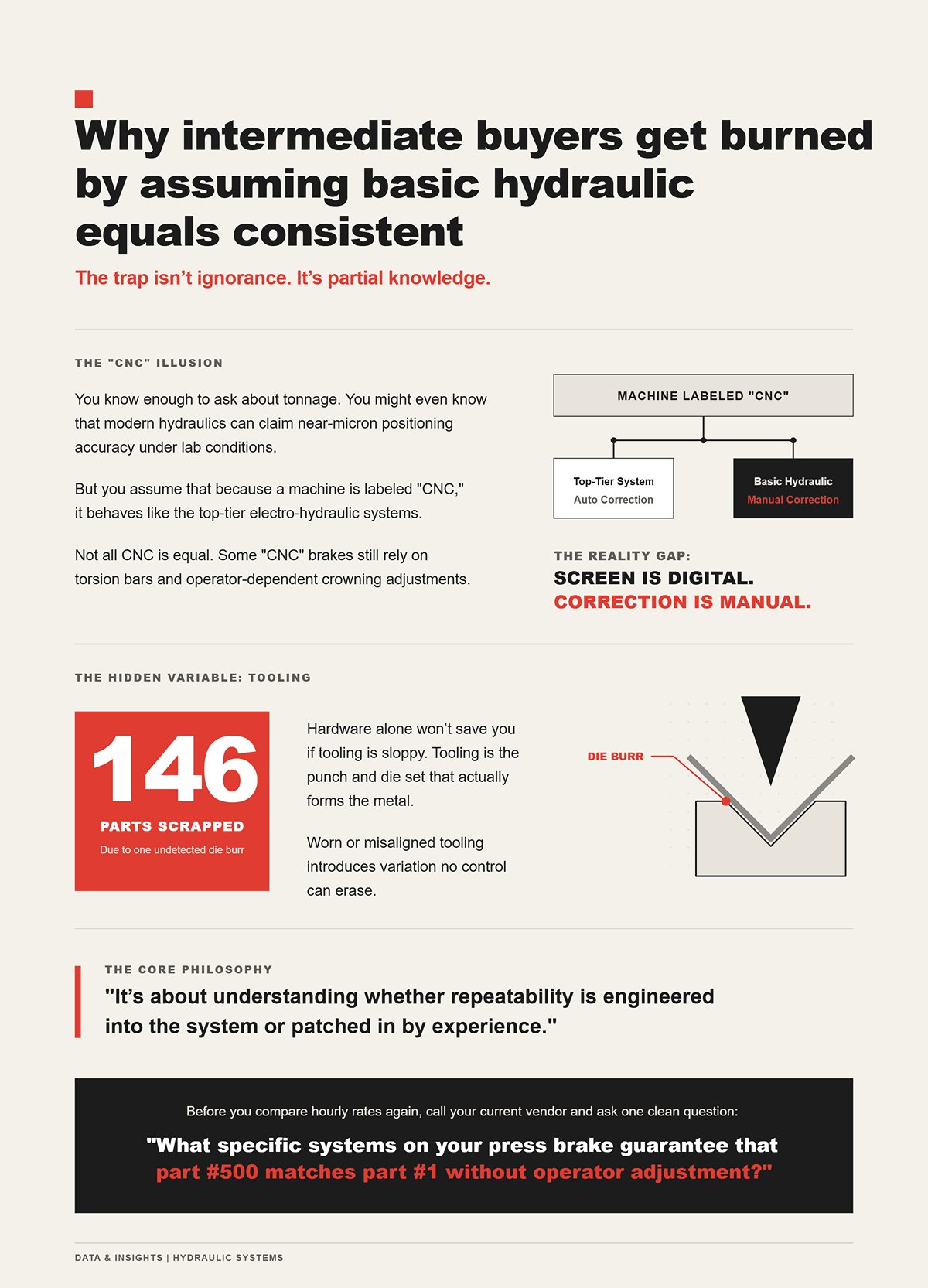
The trap isn’t ignorance. It’s partial knowledge.
You know enough to ask about tonnage. You might even know that modern hydraulics can claim near-micron positioning accuracy under lab conditions. But you assume that because a machine is labeled “CNC,” it behaves like the top-tier electro-hydraulic systems.
Not all CNC is equal. Some “CNC” brakes still rely on torsion bars and operator-dependent crowning adjustments. The screen is digital. The correction is manual.
And hardware alone won’t save you if tooling is sloppy. Tooling is the punch and die set that actually forms the metal. Worn or misaligned tooling introduces variation no control can erase. I’ve scrapped 146 stainless parts because a die shoulder had a burr — a tiny raised edge — that nobody caught during setup.
That’s why this isn’t about buying the most expensive machine in the region. It’s about understanding whether repeatability is engineered into the system or patched in by experience.
Before you compare hourly rates again, call your current vendor and ask one clean question: What specific systems on your press brake guarantee that part #500 matches part #1 without operator adjustment?
You’re standing at a 10-foot brake with a 3/16-inch mild steel panel. First piece is dead straight. By the fifth, the center is opening up a hair. By the twentieth, you can slide a feeler gauge under the middle. Nothing changed in the program. The tonnage is fine. The operator hasn’t touched the settings.
What changed is deflection — the machine flexing under load — and whether the brake has hardware that corrects it automatically or waits for a human to chase it.
Part #1 comes off the brake clean. The real test is whether part #500 matches it without anyone reaching for a wrench.
There are three pieces of hardware that make that possible: active crowning, a true multi-axis CNC backgauge, and a bending method matched to the material. Miss one, and you’re back to bump-and-check — bend, measure, tweak, repeat — which is just expensive guessing in steel.
So which of those actually separate a disciplined shop from one gambling with your batch?
I once watched an experienced operator spend 45 minutes sliding thin strips of metal under a die — shims — to build a slight upward curve into the tooling. Shimming is a static way to counteract deflection; you’re pre-bending the setup so the machine’s flex cancels out during the stroke. It works. For that exact length, thickness, and tonnage.
Change the material from mild steel to stainless. Increase the bend length. Swap to a different die opening. That shim stack is now wrong.
Active crowning is different. It’s a hydraulic or mechanical system built into the bed that adjusts the table’s curve under load, based on programmed material thickness, bend length, and tonnage. Plain English: the machine flexes on purpose to cancel the flex you don’t want.
Here’s the mechanism that matters: deflection increases with load and span. A 10-foot bend at 150 tons doesn’t deflect like a 4-foot bend at 40 tons. Hydraulic crowning systems calculate that in real time and apply counter-pressure along the bed. Manual shimming cannot adapt mid-run if oil temperature changes or if you tweak dwell time — the pause at bottom dead center that affects springback in high-strength material.
We burned $6,800 in scrap on a stainless job because the shimmed setup was perfect cold and wrong once the hydraulic oil warmed up. The operator kept compensating with ram depth, which fixed the edges and opened the center. That’s how you get a smile bend.
Now, a fair punch in the ribs: mechanical crowning wedges — the mid-tier solution — can work well. They cover the bed and avoid “blind zones,” but they wear. Worn wedges mean inconsistent compensation. I’ve seen shops install them, fight maintenance, and quietly go back to shimming because “it’s faster.” Faster for who?
If a shop tells you they “have crowning,” don’t stop there. Ask them to show you whether it’s hydraulic, automatically calculated by the control, and whether the value changes when they alter material thickness in the program.
Look them in the eye and ask: “When I switch from 11-gauge mild steel to 12-gauge stainless on the same 8-foot die, what adjusts automatically — and what gets rebuilt by hand?”
I walked into a shop quoting tight-tolerance brackets with a two-axis backgauge — X and R only. X is front-to-back positioning; R is up-and-down height. That’s enough for simple flanges.
Until the part has offset bends, tapered sides, or needs gauging off different edges.
A true multi-axis CNC backgauge adds Z axes (left-right movement of the gauge fingers) and sometimes X2 or R2 for independent control. In plain English: the machine can reposition each finger precisely in three-dimensional space so the part references the same datum every time without the operator flipping or eyeballing alignment.
Here’s why that matters over 300 pieces. If the operator has to slide a finger manually to clear a previous flange, you’ve introduced human variation. A millimeter off at the gauge becomes a millimeter off in flange length. Stack three bends, and tolerance stack-up — small errors compounding across features — bites you.
But you can overbuy. If your parts are single-bend angles all day long, a 6-axis gauge is wasted capital. The line is this: the moment your geometry requires the part to be repositioned between bends to avoid collision or to reference a new edge, you need programmable Z movement at minimum.
I scrapped 184 formed brackets because a manual lateral adjustment wasn’t returned to its exact position after a tool change. The program was right. The hardware couldn’t enforce it.
When you tour a shop, don’t count screens. Watch a complex part run. Does the operator touch the backgauge between bends, or does the control reposition everything automatically?
Ask it clean: “For this part with three different flange depths and an offset bend, which axes move under CNC control, and which ones rely on the operator’s hands?”
Set up a 90-degree bend in 304 stainless using air bending — where the punch presses the material into a V-die without fully bottoming out — and you’ll see springback. Springback is the metal relaxing slightly after the load is removed. In stainless, it’s aggressive.
Bottoming is different. The punch forces the material firmly into the die angle, reducing springback by yielding more of the cross-section. Plain English: you’re smashing it deeper so it can’t rebound as much.
Air bending requires precise control of ram depth and often benefits from angle measurement systems. It’s flexible and faster for varied parts because one die can produce multiple angles by changing stroke depth. Bottoming is more stable for certain high-strength materials but demands accurate tooling angles and higher tonnage.
Now imagine a long 10-foot panel in high-strength steel. If the shop defaults to air bending without validating dwell time — that pause at the bottom of the stroke — a 0.3-second difference can shift final angle noticeably in springback-heavy alloys. If they bottom without recalculating tonnage for that length, you overload the machine or mark the material.
We lost $5,200 on a batch of high-strength brackets because the shop’s “standard method” was air bending everything. The angle was right on part #1, then drifted as material hardness varied through the coil. No one adjusted dwell or validated with the automatic cycle; they jogged it manually.
The right question isn’t which method is better. It’s whether the shop chooses based on your material’s yield strength — the stress required to permanently deform it — and documents the parameters in the CNC so the next batch isn’t a fresh experiment.
So ask them straight: “For this specific material and thickness, are you air bending or bottoming — and how does your control lock in dwell time and angle correction so part #500 doesn’t need re-tuning?”
Because horsepower doesn’t keep you in your lane. Steering does. And in press braking, crowning, multi-axis gauging, and method discipline are the steering components that decide whether your batch runs like a train — or drifts like a shopping cart with a bent wheel.
You want to audit a shop before you hand them your production run. Good. Start by asking them to quote the exact tonnage they calculate for your material, thickness, bend length, and die opening — then ask what percentage of the machine’s rated capacity that represents. If they can’t answer without guessing, you’re not looking at control. You’re looking at hope.
I’ve watched a 300-ton press bend 1/4-inch mild steel across 10 feet at roughly 165 tons in air bending. Double that thickness and you don’t double the force — you jump toward 600 tons depending on die width and method. The standard tonnage formula (force scales with thickness squared divided by die opening) punishes assumptions. In plain English: small changes in thickness can explode your force requirement.
That’s where buyers get trapped. They see “300-ton capacity” and assume safety margin. But capacity isn’t the same as control. A machine running at 90% of its rating behaves very differently from one cruising at 55%. Frame deflection — the tiny flex of the machine under load — increases with force, and deflection changes bend angle along the length unless compensated. Plain English: the harder you push, the more the machine tries to bend too.
I scrapped $9,400 worth of 3/8-inch plate years ago because we trusted nameplate tonnage and ignored load distribution across a long bed. The parts tapered two degrees from center to edge. The machine was strong enough. It wasn’t stable enough.
When you’re standing in their shop, don’t admire the size. Ask them this: “For my longest bend, what tonnage do you calculate, what percent of machine capacity is that, and how do you compensate for frame deflection at that load?”
Walk up to a press brake during a heavy bend and watch the ram gauges. On a well-managed machine, the load builds evenly left to right. On a sloppy setup, one side spikes first. That’s uneven load distribution — force not shared evenly across the bed — and it’s the beginning of angle variation.
Stability under load means three things working together: accurate tonnage calculation, active crowning (automatic bed compensation for deflection), and controlled speed. Faster approach speeds can reduce friction slightly, but high speed increases springback variability. Springback is the metal relaxing after pressure is removed. Stainless will remind you who’s boss.
Now imagine a long 10-foot panel in thick aluminum. Aluminum has lower yield strength — the stress required to permanently deform it — than steel, so you might assume “easy bend.” But thick-gauge aluminum often demands wide V-dies and high penetration to control cracking. That shifts your tonnage curve and your deflection pattern.
If the shop cranks the machine near its ceiling just to prove it can, you’re not buying stability. You’re buying wear. Hydraulic systems — the oil-driven cylinders that move the ram — lose repeatability when seals and valves are stressed near max pressure daily. Plain English: run it redline long enough and it stops hitting the same depth twice.
So don’t ask how big the machine is. Ask: “At my required tonnage, is this machine operating in its stable range, and can you show me how your crowning value changes at that load?”
I’ve seen shops run routine 50-ton jobs on a 300-ton press because it’s the newest toy on the floor. The machine idles high, the hydraulic pumps cycle harder than necessary, and setup time stretches because tooling is heavier and slower to swap. You think you’re paying for precision. You’re often paying for overhead.
A large-frame press has more mass to move and higher energy draw per cycle. Plain English: bigger machines cost more to wake up and keep awake. If your part only needs 50 tons, a properly maintained 100-ton brake may hold tighter repeatability because it lives in its comfort zone.
Here’s the part buyers miss. Shops amortize big iron over everything that runs on it. If they invested in a flagship 300-ton system, every small bracket you order helps pay for it. That’s not evil. That’s math. But it means you should ask whether your geometry is assigned to the right machine or just the available one.
I once watched a shop push thin-gauge stainless on a high-tonnage press with a wide die set because “it was already loaded.” The excessive opening caused inconsistent inside radii and cosmetic marking. We binned 126 panels before someone admitted the smaller brake across the aisle would have done it cleaner.
Look them in the eye and ask: “Which specific machine would run my job, what is its rated tonnage, and why is that machine — not your largest one — the right fit?”
A rack of shiny punches doesn’t mean capability. It means inventory.
Springback is where alloys separate the pros from the pretenders. 304 stainless springs back aggressively. Thick aluminum can crack if the inside radius is too tight. The die opening — the width of the V-die the material is pressed into — controls inside radius and required tonnage. Standard air bending often starts around an 8:1 ratio (die opening about eight times material thickness). Thin material may run tighter ratios; brittle alloys may need wider ones.
If a shop only stocks standard 90-degree punches and a narrow range of V-dies, they’ll force your alloy to fit their tooling instead of matching tooling to your alloy. Bottoming — forcing the material fully into the die angle to reduce springback — demands precise die angles and higher tonnage. Air bending demands precise depth control and often angle correction systems. Different materials reward different strategies.
Tooling library means documented, maintained sets of punches and dies matched to material types and thickness ranges. Plain English: they own the right shapes of steel to bend your specific metal without guessing.
We burned through 212 stainless enclosures because the shop insisted on using a die that was too narrow for the grain direction we specified. Micro-cracks showed up after powder coat. The bend looked fine on day one. It failed in service.
When you tour the floor, don’t just glance at racks. Ask them to pull the exact punch and die they would assign to your alloy and thickness, and then ask: “For this stainless grade at this thickness, what die opening and punch radius are you selecting — and how did you decide?”
Because horsepower doesn’t keep you in your lane. Steering components do. And in bending, the steering is matched tonnage, stable load control, and tooling that respects the alloy instead of bullying it.
Part #1 comes off the brake clean. Part #37 is a degree open on the left flange. Same file. Same thickness. Same alloy. The only thing that changed was which facility ran it.
That’s the question you’re really asking when you compare a digital manufacturing network to the shop five miles from your dock: not who’s cheaper, not who’s bigger, but who prevents drift before the ram ever moves. Drift means gradual deviation in bend angle or flange position over a batch. Plain English: the parts slowly stop matching each other.
I’ve watched a 400-piece batch get split across three network facilities because “capacity opened up.” We scrapped $11,400 worth of powder-coated panels when assembly exposed angle variation between locations. Same program. Different crowning curves. Different backgauge calibration. Different reality.
So the comparison isn’t local versus national. It’s unified process control versus distributed interpretation.
When you’re vetting either model, don’t ask how many machines they have. Ask: “If my 300-piece order is split between sites, how do you guarantee identical crowning values, backgauge calibration, and tooling selection across every machine?”
I’ve stood next to a local brake operator tweaking angle correction on the fly, bumping the ram depth 0.003 inches at a time until the gauge read dead-on. Angle correction is micro-adjusting ram penetration to hit target bend angle. Plain English: sneaking up on perfect instead of blasting past it.
That kind of hands-on prototyping can be gold. You see the part. You talk to the operator. You change the die opening. By afternoon, you’ve got a revision.
But here’s the part buyers miss. Familiarity feels like precision.
If that local shop runs your prototype on a single machine with a seasoned operator, you might get beautiful first articles. Then you release 1,000 units six months later. The senior guy is on vacation. The job moves to the second brake without active crowning. Active crowning automatically compensates for bed deflection under load. Plain English: it keeps long bends from sagging in the middle.
Now your “proven” prototype is riding on tribal knowledge instead of system control.
I once saw 73 prototype brackets pass inspection, then 500 production pieces wander because the second machine used manual shims for crowning. Manual shimming means inserting metal strips to fake compensation. Plain English: guessing with steel slices.
So are specialized local shops better for rapid prototyping?
Sometimes. If the same machine, same tooling library, and same compensation system will run production.
When you visit, ask: “Will the exact brake, with the same crowning system and backgauge configuration, run both my prototype and my production volume?”
A network rep once showed me a simulation where the punch, die, and backgauge fingers moved in perfect choreography. No collisions. No over-travel. Green lights all the way down.
That’s a digital twin — a software replica of the machine and tooling that simulates the bend sequence before metal is touched. Plain English: a video game version of your job that predicts problems.
In robotics studies, digital twins have achieved near-perfect collision avoidance when calibrated with accurate physics models and real-world data. The catch? Performance drops fast when calibration is thin or machine data isn’t tightly integrated. Simulation without tight feedback is theater.
On a press brake, collision avoidance is only half the story. You also need accurate deflection modeling. If the twin assumes ideal stiffness but the real bed deflects 0.010 inches under load, your simulated 90 degrees becomes 88.7 on the floor.
High-end systems close that loop with hardware integration — PLC synchronization, real encoder feedback, validated crowning tables. PLC is the programmable logic controller that runs the machine. Plain English: the brain that tells the hydraulics and axes where to go.
Fragmented networks complicate this. If Facility A has full integration and Facility B runs a similar brake without real-time feedback tied into the simulation environment, your “identical” digital process isn’t identical anymore.
So yes, automated DFM — design for manufacturability checks — can catch tool collisions and unreachable flanges before bending. That saves time.
But unless the digital model is tied to the exact machine’s crowning curve, tonnage table, and backgauge repeatability, it won’t guarantee batch-to-batch angle stability.
Ask them this, slowly: “Is your bend simulation calibrated to the specific physical machine that will run my job — including its crowning compensation data — or is it a generic machine model?”
Now imagine a long 10-foot panel leaving Ohio on a pallet, headed to Texas because the per-bend rate was $0.18 cheaper.
Sheet metal doesn’t just weigh more; it flexes in transit. Long flanges can take set if strapped poorly. Set means permanent deformation from stress. Plain English: it bends a little and stays that way.
Add freight both directions for rework if angles are off. Add lead time if one site in a network needs to rerun 60 pieces and squeeze them into a different production queue. Your lower per-bend rate starts carrying logistics risk.
Traditional regional fabricators win here when iteration speed matters. If a 0.5-degree correction is needed, you drive across town, measure at the brake, adjust crowning 0.002 inches, and rerun.
But regional proximity doesn’t fix weak process control. If that shop lacks a multi-axis CNC backgauge — a programmable positioning system that moves in multiple directions for precise flange location — you’ll fight dimensional stack-up no matter how close they are. Plain English: the metal hits the right angle but the wrong spot.
So when does shipping negate savings?
When the service model can’t prove that first-run accuracy will hold without physical babysitting.
Before you sign off on a low per-bend quote from three states away, ask: “If a 0.5-degree angle deviation shows up at my dock, what is your documented correction loop — and how do you prevent that deviation from recurring on the next batch?”
Because this isn’t about geography. It’s about whether their system — digital or local — keeps your parts in the lane without you riding shotgun.
You’re staring at two quotes.
Shop A: $85 an hour, $0 setup, $4.20 per part. Shop B: $120 an hour, $480 setup, $3.10 per part.
Most buyers circle the hourly rate like it’s the steering wheel. It’s not. The steering is buried in the setup line and the assumptions behind it — crowning calibration, backgauge programming, first-article validation.
I once ate $12,600 on a “cheap” run because the shop skipped a documented first-article check and tuned angles on the fly. By the time they stabilized springback, half the batch was cosmetic scrap. The invoice looked efficient. The parts weren’t.
If the quote doesn’t show time for machine-specific crowning input, multi-axis backgauge programming, and a locked first-article signoff, you’re paying for their learning curve inside your per-part price.
So when you compare models — digital network or regional shop — you don’t start with geography or rate. You start by dissecting the quote like a mechanic pulling a steering rack apart.
Where, exactly, is the control work accounted for?
Look at a 200-piece batch of 7-gauge steel brackets.
A hydraulic brake — oil-driven ram system; plain English: fluid pushes the beam down — can lose about 1.2% efficiency per hour as oil heats up. That drift shows up as angle variation unless active crowning compensation is adjusted. Active crowning means the machine automatically changes bed curvature to counter deflection; plain English: it keeps the middle of the bend from sagging.
If a shop charges little or no setup, ask what they skipped. Proper setup means:
That takes time. Real time.
All-electric brakes — servo-driven systems; plain English: electric motors move the ram directly — hold over 88% efficiency across long runs. Hydraulics often cost less upfront, which lets some shops quote lower hourly rates. For thick plate over 10mm, hydraulics still win on brute force. But brute force isn’t steering.
Here’s the break-even question: are you buying 20 parts where tribal knowledge might hold, or 500 parts where thermal drift and bed deflection compound?
When a quote shows low setup and higher per-part cost, it often means the shop is amortizing instability across your run instead of stabilizing the process up front.
Ask this, plainly: “Walk me through your first-article process — how long does it take, what machine-specific crowning data do you lock in, and where is that time shown in this quote?”
I’ve seen “48-hour guaranteed turnaround” on parts that physically require three controlled test bends to dial in springback.
Springback is elastic recovery after bending; plain English: the metal relaxes and opens up a little. Air bending — forming with a punch and die without fully bottoming out; plain English: you press it into shape without smashing it tight — uses less tonnage but is more sensitive to material variation. Bottoming forces the material into the die for tighter control but demands higher force and more stable machines.
When a shop promises speed, something compresses. Usually validation.
Expedited shipping is logistics. Expedited bending is physics. You can’t rush thermal stabilization on a hydraulic system or skip angle verification across a 10-foot bed and expect uniformity. Now imagine a long 10-foot panel with three bends spaced unevenly. If they push it through in one pass without confirming crowning across the bed, you’ll see angle spread from left to right.
One job early in my career: 260 stainless covers rushed for a trade show. We saved two days by cutting verification cycles. We scrapped $14,200 in rework when the final flange missed tolerance on assembly.
When you see “guaranteed turnaround,” ask yourself what got squeezed — inspection loops, simulation verification, or tool change validation.
Then ask them: “When you expedite a job, which quality-control steps are shortened, and how do you prevent angle drift across the full bed length under that timeline?”
| Section | Content |
|---|---|
| Title | Expedited shipping vs. Expedited bending: How “guaranteed turnaround times” impact quality control |
| Guaranteed Turnaround Concern | I’ve seen “48-hour guaranteed turnaround” on parts that physically require three controlled test bends to dial in springback. |
| Springback | Springback is elastic recovery after bending; plain English: the metal relaxes and opens up a little. |
| Air Bending | Air bending — forming with a punch and die without fully bottoming out; plain English: you press it into shape without smashing it tight — uses less tonnage but is more sensitive to material variation. |
| Bottoming | Bottoming forces the material into the die for tighter control but demands higher force and more stable machines. |
| Impact of Speed Promises | When a shop promises speed, something compresses. Usually validation. |
| Logistics vs. Physics | Expedited shipping is logistics. Expedited bending is physics. |
| Technical Limitations | You can’t rush thermal stabilization on a hydraulic system or skip angle verification across a 10-foot bed and expect uniformity. |
| Example Scenario | Imagine a long 10-foot panel with three bends spaced unevenly. If they push it through in one pass without confirming crowning across the bed, you’ll see angle spread from left to right. |
| Real-World Case | One job early in my career: 260 stainless covers rushed for a trade show. We saved two days by cutting verification cycles. We scrapped $14,200 in rework when the final flange missed tolerance on assembly. |
| Questions to Ask | When you see “guaranteed turnaround,” ask yourself what got squeezed — inspection loops, simulation verification, or tool change validation. |
| Critical Follow-Up Question | Then ask them: “When you expedite a job, which quality-control steps are shortened, and how do you prevent angle drift across the full bed length under that timeline?” |
A quote tells you price. The schedule tells you status.
High-mix, low-volume bending thrives when the same machine, tooling library, and backgauge configuration repeat. It falls apart when your 300-piece run gets slotted between thicker plate jobs that require different tonnage tables and tooling swaps.
A tonnage table is the machine’s force reference chart; plain English: the lookup sheet that tells the brake how hard to push for a given material and die. If that table isn’t calibrated to the specific machine — and tied to its crowning curve — you’re not running a controlled process. You’re approximating.
I watched 180 aluminum panels wander out of tolerance because our job got moved to a second brake mid-run to “keep things flowing.” Same brand. Different wear patterns. No shared, validated crowning data.
That’s filler work.
Digital networks can solve this with centralized programming and calibrated digital twins — if every facility feeds real encoder data back into the system. Regional shops can solve it with disciplined scheduling and machine dedication. Either way, you need transparency.
So don’t ask, “Can you fit this in next week?” Ask this instead: “Will this job stay on one calibrated machine with locked tooling and documented crowning data for the entire batch — and where is that commitment reflected in your production schedule?”
Because once you decode the quote, the real question isn’t who’s cheaper.
It’s who is steering — and who’s just pressing the pedal.
You don’t need a plant tour. You need three answers that can’t be faked.
I learned that the hard way after 512 housings came back with a left-to-right angle spread we didn’t catch until assembly. The machine had plenty of tonnage. The quote looked clean. What we didn’t have was proof of how they controlled crowning, backgauge repeatability, and tooling method under real production load.
Horsepower doesn’t keep you in your lane. Steering components do.
So here’s the stress test I give buyers now. Three questions. If a shop can’t answer them clearly and with documents attached, you already have your answer.
And the first question starts before you sign anything.
Ask for the full first-article inspection report from a comparable past job — not a pretty dimensional summary, but the setup sheet that shows:
Crowning is controlled bed compensation; plain English: how they keep the middle of a long bend from sagging under load. If that number isn’t recorded, it isn’t controlled. It’s guessed.
Then look for angle verification across position — left, center, right on long parts. A single angle reading proves nothing. On a 10-foot panel, deflection changes along the length. If they only show one measurement, they’re inspecting for paperwork, not for physics.
Here’s the non-obvious part: you’re not just verifying hardware. You’re verifying whether setup knowledge survives beyond one skilled operator.
Backgauge programming — the coordinated movement of positioning fingers in multiple axes; plain English: the stops that place your flange exactly where it needs to be — should be saved as a repeatable program, not dialed in manually. If the report shows handwritten gauge tweaks, you’re looking at tribal memory, not process control.
Ask this, word for word: “Send me a first-article packet from a similar job showing tonnage, crowning values, multi-axis backgauge positions, and angle checks across the full bend length — not just final dimensions.”
If they hesitate, what are they not tracking?
You can’t see their machine, but you can see their thinking.
Ask them how they adjust crowning when material thickness varies within a heat lot. Material lot variation means sheets from the same batch can differ slightly in thickness; plain English: not every sheet is exactly what the label says. If the answer is “we tweak it as we go,” that’s manual correction. That’s reactive.
Active crowning systems adjust automatically based on programmed tonnage curves; plain English: the machine changes its own curvature to stay consistent under load. The proof is in whether crowning values are stored per job and recalled digitally.
Then move to the backgauge.
A true multi-axis CNC backgauge moves in X, R, and sometimes Z axes; plain English: it can move forward/back, up/down, and side-to-side to control flange depth and alignment. Ask if those axis positions are locked into the CNC program or set manually at the start of a run.
Manual gauge shifts are where batches die quietly.
We once scrapped $13,400 worth of aluminum panels because an operator nudged a single-axis gauge 0.5 mm mid-run to “keep it on spec.” That fix solved one dimension and drifted three others.
So ask this: “When thickness varies by even 0.2 mm, do you adjust crowning through the control and document the change, or does an operator shim or tweak the setup manually?”
Listen for system answers, not hero stories.
If their response centers on one highly skilled brake operator, you’re not buying a process. You’re renting a person.
And what happens when that person is on vacation?
By now you see the pattern: you’re not comparing machines. You’re comparing how well a shop can steer variability.
So here’s the framework.
Question one proves they document and validate setup physics. Question two proves their hardware actually compensates instead of relying on manual correction. Question three ties it together:
“Will my batch stay on one calibrated machine, with locked tooling and saved CNC programs for crowning and multi-axis backgauge positions, and can you show me where that data lives?”
Tooling methodology matters here. Air bending — forming without bottoming the material; plain English: shaping the metal without smashing it fully into the die — is flexible but sensitive to variation. Bottoming uses higher force for tighter angle control but demands stable tonnage and crowning data. If they can’t explain why they chose one over the other for your tolerance stack, they’re reacting, not planning.
The non-obvious shift is this: you stop choosing the shop with the biggest brake or lowest rate, and you choose the shop that can prove it knows where every variable is stored, recalled, and locked.
Now imagine two quotes on your desk. Same material. Same part. Same promised lead time.
One shop sends you programs, crowning logs, and a saved backgauge file.
The other sends you a PDF and a handshake.
Which one is steering your 500-piece custom batch — and which one is just pressing the pedal?


















