

Пресс на 10 футов, плита 3/8 дюйма, новый оператор. Он загружает программу, которую составил на основе инструкции “похожей модели”, найденной в интернете. Первый цикл — пальцы заднего упора не проходят над V-матрицей. Они срезаются начисто, как дешевые болты.
Он клянется, что цифры совпадали.
Они совпадали. Просто не с его машиной.
Инструкция, которую он использовал, не была неправильной. Она была точной — для другого серийного номера.
Прессы одного бренда и цвета могут иметь разные цилиндры, разные пределы хода, разные модификации контроллеров. Один может иметь открытое пространство 7 дюймов, другой — 8. Один может позволять отвод упора на 0,5 дюйма при подходе, другой требует 1,2. На бумаге эти различия кажутся малыми. На производстве их измеряют разрушенным инструментом и погнутыми направляющими упоров.
Использование универсального PDF — это не то же самое, что пропустить страницу. Это как обслуживать самолет по неправильному руководству только потому, что кабина “примерно такая же”. Опасность заключается в ограничениях. Так где она проявляется первой?
Я видел, как 6-осевой задний упор врезался прямо в 2-дюймовую V-матрицу, потому что параметр дистанции подхода был скопирован из “примерно подходящей” инструкции. Та модель автоматически отводила упор на 0,200 дюйма выше точки отключения. Наша — нет. Наша требовала явной команды отвода в последовательности.
Прежде чем касаться контроллера, нужно подтвердить механический диапазон: открытую высоту, световой проем, пределы перемещения упора, длину пальцев, высоту матрицы. Не то, что говорит интернет. То, что говорит ваша машина.
Предупреждение о столкновении: Одно столкновение заднего упора может перекосить линейные направляющие и вывести из строя шарико-винтовые пары. Это не ошибка на $300. Это дни простоя и десятки тысяч в запчастях, пока производство объясняет срывы поставок.
Если две машины выглядят одинаково с расстояния десяти футов, что еще операторы считают взаимозаменяемым?
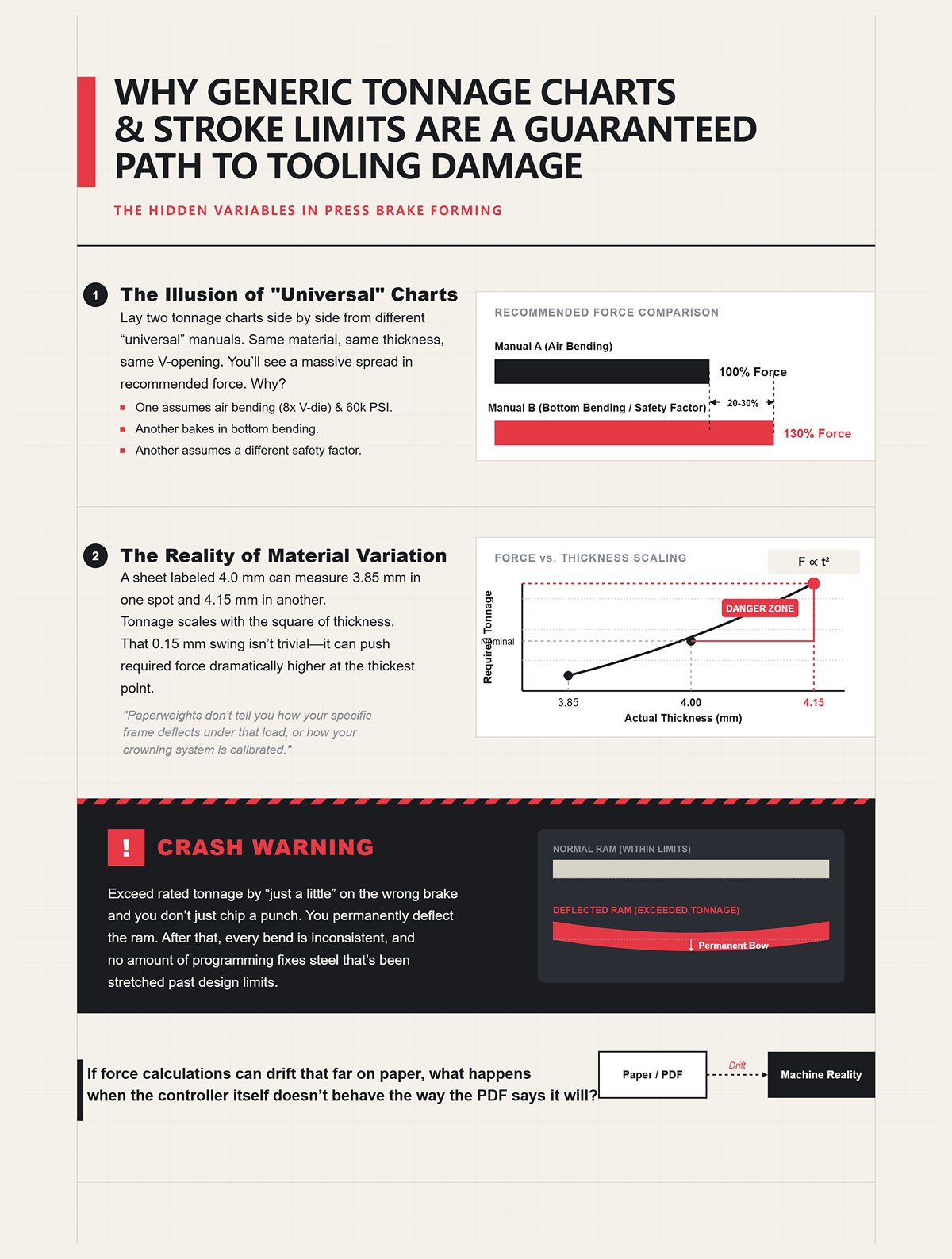
Положите рядом две таблицы усилий из разных “универсальных” инструкций. Один и тот же материал, одна и та же толщина, одно и то же V-отверстие. Вы увидите разброс рекомендаций по силе в 20–30%. Почему? Одна предполагает воздушное гибание по правилу 8x V-матрицы и сталь с прочностью 60 000 PSI. Другая учитывает гибание с осадкой. Третья предполагает другой коэффициент безопасности.
А теперь добавьте реальность. Лист, маркированный как 4,0 мм, может измеряться 3,85 в одном месте и 4,15 в другом. Усилие растет пропорционально квадрату толщины. Колебание в 0,15 мм — не мелочь, оно может значительно повысить требуемое усилие в самой толстой точке. Консервативный подход — измерить несколько точек и использовать максимальное значение. Универсальные таблицы скажут вам об этом. Бумажные данные не расскажут, как именно ваша рама прогибается под этой нагрузкой или как откалибрована ваша система компенсации прогиба.
Предупреждение о столкновении: Превышение номинального усилия “всего чуть-чуть” на неправильном прессе приведет не только к сколу пуансона. Вы навсегда прогнете ползун. После этого каждый изгиб будет непостоянным, и никакое программирование не исправит сталь, растянутую сверх конструктивных пределов.
Если расчеты усилия могут так сильно расходиться на бумаге, что произойдет, когда сам контроллер поведет себя не так, как сказано в PDF?
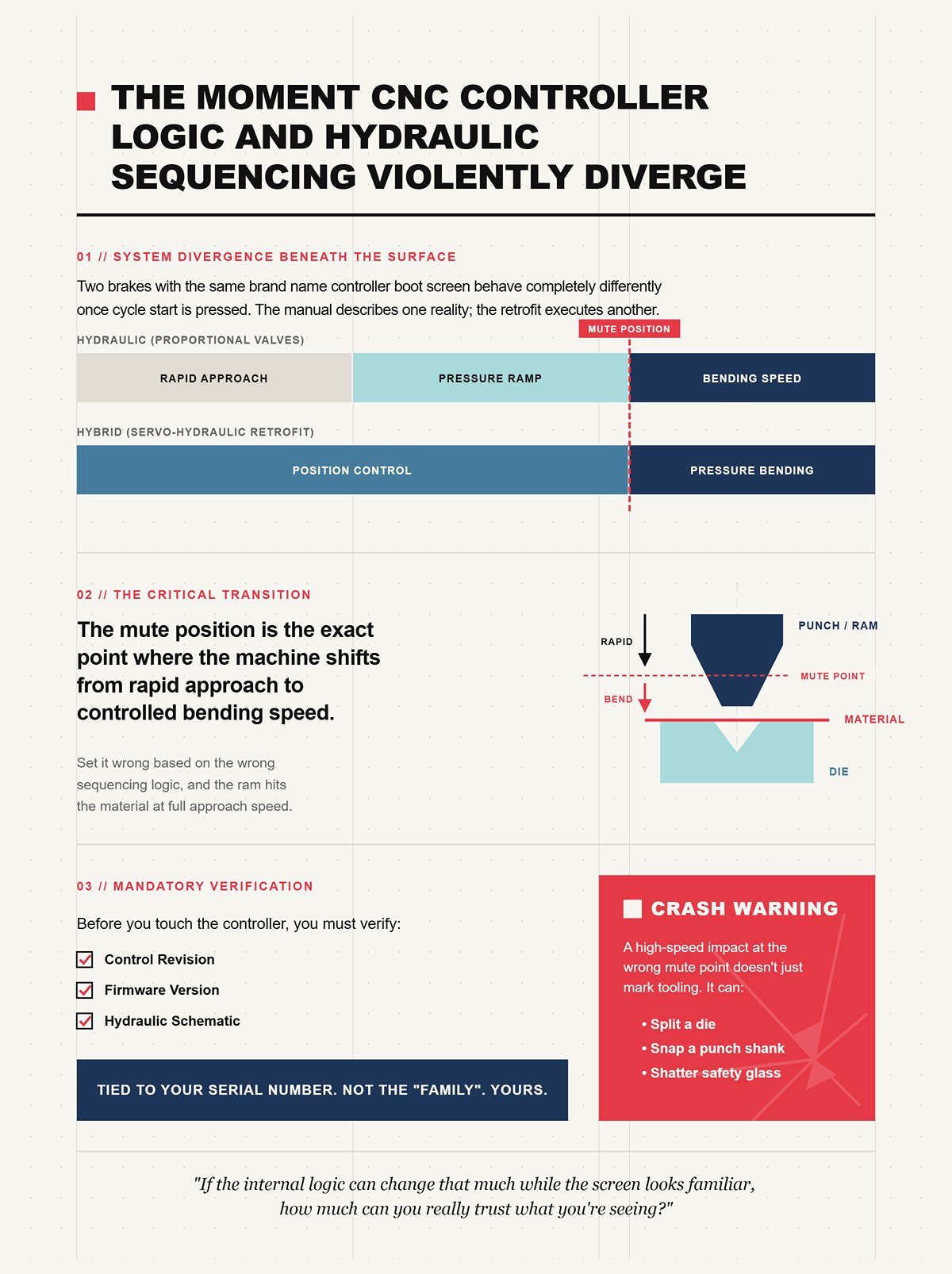
Я видел два пресса с одним и тем же брендом контроллера на экране загрузки, но они вели себя совершенно по-разному после нажатия кнопки запуска цикла. Один был гидравлическим с пропорциональными клапанами. Другой — гибрид с сервогидравлическим ретрофитом. Универсальная инструкция описывала нарастание давления при подходе. Ретрофит использовал управление положением до точки отключения, а затем переключался на управление давлением.
Эта разница имеет значение, когда вы устанавливаете позицию отключения звука — точку, в которой машина переходит от быстрого приближения к скорости гибки. Настройте её неправильно, основываясь на неверной логике последовательности, и ползун ударит по материалу на полной скорости подхода.
Прежде чем касаться контроллера, необходимо проверить версию управления, прошивку и гидравлическую схему, привязанную к вашему серийному номеру. Не к “семейству” машин. К вашей.
Предупреждение о столкновении: Удар на высокой скорости в неправильной точке отключения звука повреждает не только инструмент. Он может расколоть матрицу или сломать хвостовик пуансона. Я видел, как осколки ударяли по защитному стеклу с такой силой, что оно покрывалось трещинами.
Если внутренняя логика может настолько измениться, пока экран выглядит знакомо, насколько действительно можно доверять тому, что вы видите?
Операторы доверяют тому, что узнают. Те же мягкие клавиши. То же дерево меню. Те же названия параметров.
Но одна ревизия может определять нижнюю мёртвую точку от механического нуля энкодера. Другая — от программного смещения после калибровки. На экране всё ещё написано “BDC”. Число всё ещё меняется при пошаговом перемещении. Но под поверхностью математика, определяющая, где остановится ползун, уже другая.
Вот так и получается, что программа, безопасно работавшая на одной машине, врезает пуансон в матрицу на другой — потому что нулевая точка сместилась на миллиметр, и никто не понял, что процедура калибровки между ревизиями изменилась.
Обычное PDF-руководство для листогибочного пресса не кажется опасным. Оно кажется полезным. В этом и проблема. Оно содержит ровно столько правды, чтобы вы были уверены, и ровно столько неточностей, чтобы вы ошиблись.
К тому времени, как большинство операторов это понимают, авария уже случилась.
Вы хотите знать, как доказать, что руководство в ваших руках действительно принадлежит станку перед вами.
Начните с таблички, прикрученной к раме. Не с рекламной брошюры. Не с наклейки на панели контроллера. С таблички, выбитой на корпусе машины, где указаны модель, серийный номер, напряжение и год выпуска. Этот серийный номер — как отпечаток пальца машины; всё остальное — лишь семейное сходство.
Если серийный номер на раме не совпадает с документацией, вы действуете наугад.
А догадки — это то, как перестраивают задние упоры.
Перед тем как тронуть контроллер, запишите три вещи точно так, как указано на машине: полное обозначение модели, серийный номер и марку с версией контроллера с экрана загрузки. Затем свяжитесь с производителем или дистрибьютором и запросите документацию, привязанную к этому серийному номеру — не “к этой модели”, не “к этой серии”, а к этому номеру. Если пришлют PDF, на первой странице должен быть указан ваш серийный номер или хотя бы диапазон вашей производственной партии. Если нет — требуйте.
Предупреждение о столкновении: я видел, как цех предположил, что руководство для “той же модели” подходит их машине, не заметил разницу в спецификации высоты открытия в один дюйм и врезал высокий комплект штампов прямо в корпус ползуна. Они ломаются начисто, как дешёвые болты, если переразогнать закалённую сталь против чугуна.
Так какой из этих номеров действительно определяет, как вы настраиваете машину?
Номер модели указывает класс машины.
Серийный номер сообщает вам точную сборку.
Тип контроллера расскажет вам, как он «думает».
И вот тут большинство людей оказываются застигнутыми врасплох. NC-гибочный пресс может управлять только X (задний упор) и одной глубиной Y. CNC-гибочный пресс может управлять Y1, Y2, X, R, Z1, Z2, плюс корректировкой прогиба. Та же краска. Совершенно другая логика калибровки. Общий “руководство по эксплуатации NC-гибочного пресса” не объяснит, как синхронизировать два оси Y с линейными энкодерами, так как NC-машины часто используют механические торсионные валы для принудительной синхронизации. Разная архитектура, разные режимы отказа, разные этапы настройки.
И это становится ещё критичнее. CNC-машины с отношением цилиндра 13:1 или 15:1 опускаются быстрее, чем старые конструкции с 6:1 или 8:1. Это меняет скорость подхода, время «mute» и то, сколько у вас остаётся времени на реакцию, если что-то пошло не так. Эти характеристики — не trivia. Они определяют, будет ли ваша позиция mute осторожной или катастрофической.
Прежде чем трогать контроллер, уточните: Это гидравлика с фиксированной гайкой или синхро-гидравлика? Синхронизация механическая или управляется клапанами с обратной связью по энкодеру? Эти ответы определяют, какие разделы документации OEM вообще относятся к вам.
Предупреждение о поломке: если вы откалибруете параллельность Y1/Y2 по процедуре энкодера CNC на машине с торсионным валом, вы её не “настроите”. Вы выведете вал из спецификации и будете месяцами бороться с конусными изгибами, пока груда брака будет расти.
Если модель и контроллер могут настолько различаться, что произойдёт, когда машина уже не в оригинальной конфигурации?
Вот где «бумажные прессы» действительно оправдывают своё прозвище.
Машина может оставить завод как NC с механической синхронизацией, а затем через десять лет получить модернизацию с CNC-контроллером и пропорциональными клапанами. Серийный номер на раме не меняется. Душа машины — меняется.
Теперь ваше “оригинальное руководство OEM” описывает механические упоры и ручную установку глубины с помощью транспортёра, в то время как машина перед вами ожидает электронного нуления и установки энкодера. Или наоборот — понижение управления на раме, разработанной для замкнутой обратной связи. PDF не просто неполон. Он активно вводит в заблуждение.
Прежде чем трогать контроллер, физически проверьте, что установлено: ищите линейные энкодеры по бокам ползуна, определите тип блока клапанов, проверьте, есть ли торсионный вал, проходящий сзади. Не предполагайте. Осмотрите.
Предупреждение о поломке: я видел, как цех доверился оригинальной документации CNC на гибочном прессе, который был частично возвращён к механической синхронизации после отказа клапана. Они попытались выполнить электронную калибровку оси Y на системе, которая больше не имела активной обратной связи. В результате ползун опустился неравномерно и треснул сегментированный комплект штампов при первом ударе с полной нагрузкой.
Подержанное железо несёт свою историю. Читайте её в стали, а не в PDF.
Так что же делать, если производитель не сотрудничает, а дистрибьютор разводит руками?
Вот как перестать, чтобы вас отфутболивали.
Вы перестаёте просить “руководство”.”
Вы запрашиваете документацию, привязанную к вашему серийному номеру, включая: актуальную гидравлическую схему, актуальную электрическую схему, список совместимости прошивки контроллера, а также механическую спецификацию с указанием отношения цилиндра и расчетной высоты раскрытия. Конкретные документы с конкретными названиями. Когда вы спрашиваете точно, это показывает, что вы знаете, о чём говорите.
Если они утверждают, что общее руководство охватывает вашу установку, попросите их подтвердить письменно, что отношение цилиндра, метод синхронизации и конфигурация осей для вашего серийного номера соответствуют PDF. Большинство не рискнет утверждать это, если это не так.
Перед тем как прикасаться к контроллеру, сделайте фотографии шильдика, загрузочного экрана контроллера, блока клапанов и боковых сторон ползуна, и приложите их к вашему запросу. Вы лишаете их возможности для маневра. Вы говорите: вот эта машина; отправьте мне документацию, которая описывает именно эту машину.
Предупреждение о повреждении: запуск тормоза с неподходящими версиями прошивки и таблицами параметров, потому что “почти подходит”, может привести к сбою лимитов по осям. Когда задний упор выходит за пределы и врезается в конец своих направляющих, вы уже не спорите с техподдержкой — вы оцениваете стоимость новых шарико-винтовых передач.
Бумажные гири не скажут вам, как именно ваша рама прогибается под этой нагрузкой, или как откалибрована ваша система компенсации прогиба. Точно такая документация от производителя — скажет, если вы заставите её попасть к вам в руки.
Когда она у вас, начинается настоящая работа.
Потому что правильный PDF, лежащий открытым на рабочем столе, — всего лишь ещё одна бумажная гиря, и следующий вопрос — как перевести эти серийно-специфические характеристики в последовательность настроек, которая продолжит гнуть сталь, а не ломать её.
Теперь у вас правильное руководство — номер серии совпадает с шильдиком, прошивка контроллера совпадает с загрузочным экраном, гидравлика соответствует тому, что закреплено на раме.
Хорошо.
Теперь перестаньте воспринимать это как материал для чтения и начните воспринимать как контрольный список, стоящий между вами и согнутым ползуном.
Я видел, как операторы скачивали правильный PDF от производителя, а потом настраивали машину так, как “всегда делали”. Масло выглядит нормально. Манометры выглядят нормально. Пробный ход вниз — посмотрим, что будет. Вот так и превращают точную документацию в ещё одну бумажную гирю. Вся цель привязки руководства к вашему серийному номеру — убрать догадки. Так что вопрос становится: как превратить эти характеристики в физическую проверку до того, как сталь коснется инструмента?
На одной машине на 175 тонн, которую мы привезли, табличка на резервуаре указывала ISO 46 — гидравлическое масло. Универсальное руководство, которое использовал предыдущий цех, указывало ISO 32. «Почти подходит», подумали они. Не подошло.
ISO 32 течёт более жидко при рабочей температуре. На этой машине — соотношение цилиндров 15:1, быстрый подход — клапаны были настроены под кривую вязкости ISO 46. С 32-м в баке ползун опускался быстрее в режиме подхода и проскочил точку замедления. Время отключения не изменилось. Масло изменилось. Вот так получают непредусмотренный «поцелуй» штампа.
Перед тем как прикасаться к контроллеру, откройте ваше серийно-специфическое руководство и подтвердите три вещи по металлу прямо перед вами:
Затем установите калиброванный манометр на тестовый порт и проверьте, что настройка предохранительного клапана соответствует спецификации. Не доверяйте показаниям на панели. “То, что говорит ваша машина” на экране — это программное обеспечение. Давление предохранительного клапана — это физика.
Предупреждение о повреждении: запустите машину, настроенную на 3 000 psi, на 3 300 “потому что гнёт нормально”, и вы не увидите повреждения сразу. Вы растянете стяжные шпильки и перегрузите уплотнения, пока однажды утром ползун не опустится неравномерно и не перекосит набор секционных штампов $6,000. Они отломятся чисто, как дешёвые болты при боковой нагрузке.
Вязкость масла влияет на отклик клапанов. Отклик клапанов влияет на управление ползуном. Управление ползуном определяет, является ли ваша запрограммированная глубина реальной или теоретической. Так что после проверки гидравлики — что удерживает ползун от хода дальше, чем сталь может простить?
Однажды я измерял станок, на контроллере которого позиции Y1 и Y2 были идентичны — до трёх знаков после запятой. На детали же получился конус в 0,5 градуса на длине в восемь футов. Цифры совпадали. Сталь — нет.
Вот почему.
В вашей серийно-специфичной документации указано:
Прежде чем трогать контроллер, в режиме настройки опустите ползун физически вниз и убедитесь, что нижняя мёртвая точка совпадает с механической ссылкой, описанной в вашем руководстве. На машине с крутильным валом это может означать подтверждение контакта регулировочного болта с упором. В системе с замкнутым контуром это означает подтверждение нуля энкодера после правильного цикла инициализации — именно того, который требуется вашему контроллеру, а не того, что вы помните с другого бренда.
Затем составьте карту рабочего хода. Не просто “ходит вниз на 8 дюймов”. Подтвердите, где высота оснастки плюс толщина материала размещает изгиб относительно максимального допустимого хода и светового зазора. Если в руководстве указана высота открытия 18 дюймов, а вы установили высокий комплект штампов, занимающий 17,5, у вас не остаётся запаса на прогиб или неправильно установленную муфту.
И не игнорируйте геометрию. Параллельность — это не одноточечная проверка. Измерьте расстояние от ползуна до стола в центре и у обоих концов при лёгком касании. Если в документации указана допуск — у многих он в диапазоне 0,05–0,10 мм по всей длине — проверьте это до производственных нагрузок. Показания контроллера Y = 0,000 ничего не значат, если одна сторона отстаёт механически.
Предупреждение о возможной поломке: если вы задаёте глубину хода методом “приближения” с высокой оснасткой и без подтверждённой нижней точки, то первый удар на полной тоннежности может вдавить плечо пуансона в радиус матрицы. Вы его не сколете — вы оставите вмятину.
Таким образом, ваша глубина Y реальна. Ваши пределы известны. Ползун останавливается там, где указано в руководстве. Теперь деталь всё ещё должна каждый цикл попадать в то же место, что приводит нас к заднему упору.
Одна мастерская обратилась ко мне из-за постоянного отклонения фланца на 2 мм. Та же программа. Тот же материал. Тот же оператор. Они обнулили задний упор по стандартной процедуре инициализации контроллера. Ось X показывала 0,000 на опорной пластине.
Проблема была механической, а не цифровой.
На том станке каждый палец упора имел микрорегулировку винтом. Один палец был смещён на 2 мм, хотя каретка стояла ровно. Контроллер обнулял каретку, а не пальцы. Руководство, привязанное к тому серийному номеру, описывало калибровку отдельных пальцев. Общая книга по контроллеру — нет.
Прежде чем трогать контроллер, определите, использует ли ваш станок:
Каждая архитектура имеет свою последовательность установки нуля. В некоторых системах необходимо заблокировать цепь СТОП заднего упора перед выполнением механических регулировок сзади. В других — установка нуля должна происходить при полностью поднятом ползуне, чтобы избежать столкновения с высоким инструментом. Ваша документация, специфичная для серийного номера, описывает это, потому что блокировки отличаются в зависимости от сборки.
А если вы работаете с ручным задним упором — что всё ещё часто встречается при небольших партиях — конфигурация штифтов OEM имеет большое значение. Некоторые штифты предназначены для установки путём вдавливания в позицию; у других крепление выполнено иначе. Если вы извлечёте неподходящий тип под нагрузкой, деталь сместится в середине цикла. Машина не “потеряла ноль”. Вы неправильно поняли конструкцию.
Предупреждение о столкновении: Доверяйте только электронному нулю на машине с регулируемыми упорными пальцами, и вы будете постоянно сталкиваться с размерными ошибками, пока кто-то не компенсирует их чрезмерным углублением в изгиб. Именно тогда пуансон достигает дна в матрице, и вы слышите треск.
Задний упор определяет расположение детали. Ползун определяет угол изгиба. Инструмент определяет, как сила передаётся между ними. Именно здесь скрываются самые дорогие ошибки.
Я видел 12-футовый пуансон европейского типа, выступающий менее чем на миллиметр, потому что мусор находился под хвостовиком. Казалось, что он установлен. На самом деле — нет.
Под нагрузкой этот небольшой зазор закрылся резко. Пуансон сместился вбок и оставил следы на каждой детали в партии.
Ваш серийно-специфичный мануал укажет стиль зажима:
Перед тем как тронуть контроллер, очистите поверхности зажимов и проверьте установку согласно процедуре OEM. Европейские системы требуют полного зацепления хвостовика по всей длине. Американские системы требуют равномерного момента затяжки болтов, чтобы избежать локального подъёма. Если используется гидравлический зажим, убедитесь, что давление зажима соответствует спецификации — а не просто что горит зелёный индикатор.
Высота инструмента также важна. Ваши открытая высота и карта хода из Шага 2 защищают вас только если установленный пуансон и матрица соответствуют предполагаемой высоте в вашем листе настройки. Матрица на 1 дюйм выше запрограммированной фактически уменьшает световой зазор на 1 дюйм. Так высокие комплекты матриц попадают в корпус ползуна.
Предупреждение о столкновении: Смешайте американский и европейский инструмент без подходящих адаптеров, потому что “он подходит”, и вы нагрузите зажим боковой силой. При нагрузке до 100 тонн этот несоответствующий инструмент не гнёт — он вылетает.
На этом этапе гидравлика проверена, пределы Y нанесены на карту, задний упор механически честен, а инструмент действительно установлен — а не предполагается установленным.
Теперь машина готова к гибке.
И следующий вопрос — не о сегодняшней настройке. А о том, что произойдёт после 10 000 циклов, когда износ, тепло и дрейф начнут постепенно выводить эти же проверенные параметры за пределы спецификации.
| Шаг | Заголовок | Ключевые проверки и действия | Критические спецификации для проверки | Предупреждение о сбое / риск |
|---|---|---|---|---|
| Шаг 1 | Проверка типа, уровня и характеристик давления гидравлического масла перед запуском | Подтвердите тип масла согласно индивидуальному руководству по серийному номеру; проверьте вместимость резервуара и диапазон по смотровому стеклу; проверьте давление в системе с помощью калиброванного манометра на тестовом порту | Точный класс масла по ISO (например, ISO 46 против ISO 32); вместимость резервуара и правильный диапазон уровня; максимальное давление сброса; рабочее давление формовки | Неправильная вязкость масла изменяет реакцию клапанов и скорость хода, вызывая перерасход и повреждение матрицы; чрезмерное давление (например, 3 300 psi против 3 000 psi) может растянуть стяжные шпильки, перегрузить уплотнения и вызвать неравномерное опускание ползуна, что приводит к поломке инструмента |
| Шаг 2 | Картографирование ограничений по оси Y и установка глубины хода | Проверьте нижнюю мёртвую точку относительно механического эталона; выполните правильный цикл позиционирования (homing); измерьте параллельность ползуна и стола в нескольких точках; нанесите карту полезного хода с учётом высоты инструмента и толщины материала | Максимальная высота раскрытия; максимальный ход; механический упор или нулевой эталон энкодера; метод синхронизации (торсионный вал или замкнутый контур); допуск параллельности (например, 0,05–0,10 мм) | Неправильное картографирование хода или параллельности может привести к врезанию плеча пуансона в радиус матрицы, вызывая кратеры или серьёзное повреждение инструмента |
| Шаг 3 | Нулевая установка и эталон по конкретному контроллеру для заднего упора | Идентифицируйте архитектуру заднего упора (X, R, Z1/Z2 или вручную); проверьте выравнивание отдельных стопорных пальцев; следуйте последовательности нулевой настройки, указанной для конкретного серийного номера; обеспечьте правильные механические регулировки перед циклом позиционирования | Конфигурация осей; метод калибровки пальцев; требования к цепи STOP; требования к позиции для позиционирования (например, ползун полностью поднят) | Несовпадение стопорных пальцев или неправильная нулевка приводит к размерным ошибкам; компенсация за счёт углубления гиба может вызвать контакт пуансона с нижней точкой и растрескивание |
| Шаг 4 | Процедуры установки инструмента (европейская vs американская фиксация) | Очистите поверхности зажима; проверьте полную установку по методу производителя (OEM); подтвердите давление зажима или момент затяжки болта; убедитесь, что высота инструмента соответствует предположениям настройки | Тип зажима (европейский/Promecam, американский, гидравлическая/механическая компенсация прогиба); давление зажима; момент затяжки болта; высота пуансона и матрицы | Неправильно установленный или несовместимый инструмент может сместиться под нагрузкой, оставить следы на деталях, создать боковую нагрузку на зажимы или выбросить инструмент при высоком тоннаже |
Через десять тысяч циклов в производственном процессе детали всё ещё выглядят “довольно неплохо”. Угол отклоняется на полградуса. Полки варьируются на миллиметр по всей длине заготовки в 10 футов. Оператор корректирует глубину ещё на 0,2 мм и продолжает работать.
Так происходит ползучее смещение — не с взрывом, а с лёгким толчком.
Вы проверили всё в первый день. Ограничения Y были реальными. Задний упор был механически честным. Оснастка была установленной. Теперь тепло разжижило масло, уплотнения износились, а рама прогнулась под нагрузкой тысячи раз. Базовый уровень, который вы установили, настолько хорош, насколько хорош ваш план его защиты. И этот план содержится в документации, привязанной к вашему серийному номеру — а не в стандартном PDF, который отлично подходит для использования как пресс-папье.
Потому что техническое обслуживание — это не про галочки в чек-листе. Это про предотвращение тихого превращения откалиброванной истины в дорогостоящую фикцию.
Я зашел в цех, где 175-тонный пресс-штамп работал на масле ISO 46, потому что в типовой таблице было написано “обычно ISO VG 46”. Насос скрипел в холодные утренние часы. Давление запаздывало при быстром подходе. Они меняли масло каждые 2 500 часов как по часам.
Проблема была в том, что конкретная сборка с завода шла по спецификации для ISO 32 из-за более плотных клапанных зазоров и другого диапазона температуры окружающей среды. Более густое масло при холодном старте значит более высокое сопротивление всасыванию на входе насоса. Более высокое сопротивление всасыванию означает кавитацию — микроскопические пузырьки пара, схлопывающиеся о металлические поверхности. Они срезают чисто, как дешевые болты. Сразу этого не видно. Вы слышите это как слабое рычание.
Теперь добавьте “стандартные” гидравлические проверки каждые 500 часов. На некоторых машинах 500 часов — нормально. На других с меньшими резервуарами и более высокими рабочими циклами температура масла растет быстрее, окисление ускоряется, и на сервоклапанах образуется налет. Стандартный интервал предполагает среднюю нагрузку, среднюю среду, средний рабочий цикл. Ваш насос не живет в среднем.
Предупреждение о сбое: Используйте неправильную вязкость для вашего конкретного блока клапанов и игнорируйте более короткий интервал замены фильтра от производителя, и вы потеряете не только стабильность давления — вы повредите корпус насоса. Это ремонт на десятки тысяч долларов и недели простоя только потому, что кто-то доверился слову “обычно”.”
Так что, когда в инструкции написано 2 000–3 000 часов, этот диапазон — не разрешение. Это граница. Ваши серийно-специфические сервисные заметки указывают, где внутри этой границы ваша машина выживает.
А гидравлика — это только половина истории. Что насчет металла, скользящего по металлу при каждом цикле?
На одной модели, которую мы использовали, было восемь точек смазки вдоль системы направляющих ползуна — две из них спрятаны за съемными крышками возле левой стойки. Пропустите их — и ползун износится неравномерно с этой стороны. Примерно через шесть месяцев начали замечать, что левый фланец на длинных деталях consistently имел неверный угол.
Типовое руководство говорило: “Смазывайте направляющие ползуна еженедельно”. Полезно. Где именно?
Модельно-специфическая документация показывает вам реальную карту: винты направляющих, линейные рельсы заднего упора, винты системы компенсации прогиба в станине. Некоторые конструкции имеют механические компенсационные балки с открытыми регулировочными винтами, которые требуют осмотра и смазки. Другие — гидравлические и герметичные. Если вы смажете герметичную систему только потому, что видели это в другом руководстве, вы её загрязните. Если пропустите открытые винты, потому что ваш PDF их не упомянул, они заржавеют и заклинят.
Прежде чем трогать контроллер, вы должны знать, где трение задумано быть, а где нет. Это не универсально. Это проектируется под конкретную раму.
Я видел, как рельсы заднего упора протирались ежедневно на одной машине, потому что мелкая нержавеющая пыль могла повредить линейные подшипники. Другая модель имела защитные кожухи и не требовала такой частоты. Один и тот же бренд. Разная сборка.
Предупреждение о сбое: Игнорируйте скрытую точку смазки на длинностанинной машине — и ползун начнет уходить от параллельности под нагрузкой. Продолжайте компенсировать глубину Y, и однажды вы нагрузите боком пуансон достаточно сильно, чтобы сколоть его на трёх станциях.
И это приводит нас к тихому убийце точности — дрейфу параллельности.
Отремонтированный листогиб может работать почти как новый — я видел, как гидравлические утечки остаются в пределах пары процентов при правильной реконструкции. Железо стабильно, если вы его уважаете.
Но стабильность не означает самокоррекцию.
У меня была машина, показывающая стабильную разницу в 0,7 градуса между левым и правым концами на трёхметровом изгибе. Оператор постоянно регулировал глубину глобально. Это лишь перемещало проблему. Контроллер показывал, что оси Y1 и Y2 были синхронизированы. То, что говорит твоя машина, — не то же самое, что делает сталь.
Заводское руководство по калибровке для этого серийного номера предписывало проверять расстояние от ползуна до стола в трёх позициях с помощью индикатора часового типа при лёгком контакте, допуск — 0,05 мм по всей длине. В нём также была описана последовательность механической регулировки — с какой стороны начинать исправление, чтобы избежать накопления ошибки по ходу.
Обычное руководство контроллера расскажет, как обнулить энкодеры. Оно не расскажет о механическом перекосе, заложенном в эту раму, или о моменте затяжки болтов регулировки направляющих после коррекции. Бумажные инструкции не скажут, как именно твоя рама деформируется под этой нагрузкой или как откалибрована система компенсации прогиба.
Предупреждение о сбое: пропусти проверку механического параллелизма и полагайся только на электронную синхронизацию — и ты углубишь одну сторону, чтобы исправить угол. При полном усилии такая неравномерная нагрузка перекручивает ползун. Скрути его достаточно раз — и ты уже не перекалибруешь, а заменяешь.
Так что произойдёт, если у тебя даже нет правильной сервисной схемы перед глазами?
Однажды я наблюдал, как молодой оператор проигнорировал тонкую линию пены в смотровом стекле гидросистемы. “Уровень жидкости в порядке”, — сказал он. Уровень был в порядке. Состояние — нет.
Пенообразование может означать попадание воздуха — ослабленные всасывающие соединения, изношенные уплотнения. На модели с верхней возвратной линией эта пена говорит о другом, чем на конструкции с нижним возвратом. Без сервисной схемы ты не узнаешь, является ли этот рисунок нормальной турбулентностью или предупреждением.
Потемнение масла? На одной машине лёгкий янтарный оттенок ожидался к 1000 часам из-за более высоких рабочих температур. На другой, с большим резервуаром и охладителем, потемнение на столь ранней стадии означало перегрев. Один симптом. Разное значение.
Современные ЧПУ-прессы отображают напоминания о техническом обслуживании на экране управления. Часы работы фильтра. Время работы насоса. Пороговые температуры. Это не украшение. Это встроенные знания производителя, обращающиеся к тебе. Если твой общий PDF говорит “проверять ежегодно”, но управление выдаёт тревогу по перепаду давления на фильтре через 1200 часов, ты следуешь машине.
Прежде чем трогать контроллер, посмотри на металл и масло. Послушай насос при холодном запуске. Наблюдай за задержкой набора давления. Проверь асимметрию блеска штоков цилиндров — если один отполирован сильнее, это может намекать на дисбаланс нагрузки.
Предупреждение о сбое: игнорируй повышение температуры масла, потому что в общем графике указано, что “ещё не пора”, — и ты прожаришь уплотнения. Как только цилиндр начнёт пропускать внутри, угловая стабильность исчезнет, и ты не узнаешь причину, пока детали не пойдут в брак.
Документация задаёт базу. Твои чувства подтверждают тенденцию. Но наступает момент, когда чтение признаков уже не помогает — когда дрейф, тревоги или механическая коррекция выходят в зону, которую может решить только производитель.
И вот здесь руководство перестаёт быть советом и становится границей.
Ты хочешь чёткую линию. Момент, когда прекращаешь крутить гайки и берёшь телефон.
Вот он: момент, когда ты переходишь от проверки состояния к изменению поведения.
Смазка, проверка соосности, замена фильтров — это управление состоянием. Ты сохраняешь то, что задумал завод. Но как только ты задумываешься об изменении смещения пропорционального клапана, усиления серво, предельного давления или скрытых системных параметров, ты переписываешь то, как машина думает и реагирует под нагрузкой. Это не обслуживание. Это хирургия.
Я видел самые дорогие аварии, начинавшиеся словами: “Это всего лишь небольшая настройка параметра”.”
Даже имея точное оригинальное руководство производителя для своего серийного номера, существуют разделы, предназначенные для определения границ, а не для приглашения к экспериментам. Некоторые процедуры подразумевают использование заводских датчиков, уровней доступа к фирменному ПО или калибровочных стендов, которых у тебя нет. Руководство говорит тебе последовательность. Оно не передаёт ощущение опытного сервисного инженера, который знает, как ведёт себя именно эта рама, когда она прогрета, или как клапаны этого поколения начинают подклинивать, когда коррозия появляется в канале золотника.
Неочевидная часть? Правильное руководство не делает вас квалифицированным. Оно показывает, где находится край обрыва.
И где именно этот край?
Пропорциональный клапан дозирует гидравлический поток в зависимости от управляющего сигнала. В листогибочном прессе это означает, что он регулирует, как давление нарастает и балансируется между цилиндрами. Измените его смещение или усиление — и вы измените, как усилие поступает на инструмент.
На бумаге его регулировка может выглядеть как аккуратное решение для устранения отклонений параллельности или дисбаланса давления. В спецификации может быть указано целевое значение напряжения или диапазон тока при заданном давлении. Выглядит измеримо. Выглядит управляемо.
Но пропорциональные клапаны могут выходить из строя так, что это маскируется под другие проблемы. Коррозия золотника. Мусор, частично блокирующий отверстие. Воздух, застрявший в гидравлическом контуре и создающий незаметную сжимаемость. Можно точно следовать инструкции, достичь электрических целевых значений, но при этом внутри корпуса клапана будет механическое препятствие.
И тогда вы компенсируете.
Вы поднимаете настройку, чтобы “исправить” задержку. Давление нарастает неравномерно. Медленная сторона догоняет — до момента полного усилия, когда заблокированная сторона внезапно освобождается и создаёт скачок.
Предупреждение о возможной аварии: Попробуйте компенсировать пропорциональный клапан наугад — и можете заставить один цилиндр идти вперёд под нагрузкой, перекрутить ползун и сколоть сегментированный пуансон сразу на нескольких станциях. Они отломятся чисто, как дешёвые болты.
Вот жёсткое ограничение: если регулировка предполагает изменение заводских параметров пропорционального клапана за пределами документированных допусков проверки — стоп. Если исправление требует интерпретации поведения при динамической нагрузке, а не статических измерений — стоп. Именно тогда необходимо обратиться к производителю или к сертифицированному гидравлическому специалисту с нужным тестовым оборудованием.
Потому что вопрос не в том: “Могу ли я повернуть этот винт?” А в том: “Знаю ли я, что ещё изменилось, но я этого не вижу?”
И это напрямую ведёт к параметрам контроллера.
Перед тем как трогать контроллер, нужно задокументировать всё. Не только очевидные большие числа. Всё.
Коэффициенты Y1/Y2. Уставки давления. Смещения для системы приоптимизации (crowning). Параметры ускорения. Любые скрытые сервисные параметры, к которым ваш доступ позволяет добраться. Создайте снимок — фотографии, экспорт, при необходимости даже записи от руки.
Почему?
Потому что оборудование деградирует незаметно. Засорённые гидравлические каналы могут со временем снижать эффективное давление. Воздух в системе способен создать отскок, похожий на переразгон. Пропорциональный клапан полностью срабатывает только после достижения определённого порога давления — это значит, что лёгкие тестовые гибы даже не вызовут искомое состояние.
Если вы измените коэффициенты контроллера, чтобы “сгладить” движение, не зная, что первопричина — электрическая настройка или гидравлическое ограничение, вы строите корректировку поверх уже существующего упадка.
Предупреждение о возможной аварии: Настройте усиление сервопривода, чтобы скрыть заедание клапана, и следующая экстренная корректировка при полной нагрузке может настолько превысить нижнюю мёртвую точку, что высокий штамп врезается в корпус ползуна.
Документирование исходных параметров делает одну критически важную вещь: оно показывает, изменилась ли машина или изменились вы.
Но вот граница, которую большинство цехов упускает — если восстановление параметров до документированного заводского базового уровня не возвращает станок в стабильное, повторяемое состояние, вы больше не имеете дело с настройкой. Вы имеете дело с отказом компонента или структурным смещением. Это не проблема PDF. Это проблема производителя.
Так как же не оказаться у этой грани вслепую?
Большинство операторов относятся к паспорту как к огнетушителю: разбивают стекло, когда начинает пахнуть жареным.
Это неправильно.
Ваш индивидуальный паспорт должен лежать рядом со станком как рабочий журнал. Не только интервалы смазки, но и фиксированные тенденции температуры масла. Показания давления при известном тоннаже. Проверки параллельности по заданным интервалам. Заметки после любых несвязанных ремонтов — замены насоса, уплотнения, даже перемещения станка.
Потому что вот что бумажные гирьки не могут рассказать — как именно ваша конкретная рама прогибается под данной нагрузкой или как откалибрована система коронковки. Но ваши собственные исторические данные расскажут.
Гидравлические системы стареют. Отверстия постепенно засоряются. Уплотнения твердеют. Базовые показатели, зафиксированные сегодня, могут вести себя иначе через шесть месяцев при тех же настройках. Если вы ведете журнал тенденций, то увидите дрейф заранее. Если нет — первым признаком будут отходы или громкий хлопок.
И вот малозаметный порог: когда ваши зафиксированные тенденции показывают отклонение за пределы допуска производителя, а восстановление задокументированных характеристик не стабилизирует график, пора закрыть PDF.
Не потому что вы провалились.
А потому что вы достигли границы конструкции, в пределах которой обслуживание своими силами может безопасно влиять на систему.
Вот главное, что я хочу, чтобы вы запомнили: паспорт — это карта предполагаемого поведения машины, а не разрешение на его переопределение. В тот момент, когда вы переходите от сохранения заводского замысла к изменению динамики системы под нагрузкой, вы больше не обслуживаете — вы занимаетесь инженерией.
И если вы не строили самолёт, вы не переписываете его лётный мануал прямо в воздухе.


















