

Lần đầu tiên có người nói với tôi rằng cửa hàng của họ có “truyền động trực tiếp”, tôi nghe thấy nó trước khi nhìn thấy.
Tiếng rít tăng dần. Bánh đà cuốn lên như đang hắng giọng. Rồi ly hợp bật ra và toàn bộ khung máy rung chuyển khi bắt đầu hành trình. Nếu đó là hình ảnh bạn nghĩ đến khi nghe “truyền động trực tiếp”, thì chúng ta cần giảm tốc lại.
Bởi vì âm thanh đó thuộc về ngày hôm qua.

Tiến lại gần một máy chấn có khối quay to bằng lốp xe tải và một ly hợp cơ học nối động cơ với đầu máy. Bạn có thể cảm nhận năng lượng tích trữ dưới sàn. Cỗ máy đó uốn kim loại dựa vào động năng. Nó tích trữ năng lượng quay, rồi xả ra trong một cú bắt tay dữ dội.
Trước kia đó từng là “trực tiếp”—động cơ nối bánh đà, trục khuỷu, đầu máy, không có dầu xen giữa. Nhưng đó vẫn là sức mạnh thô được kiểm soát bằng sắt thép và thời điểm, chứ không phải phần mềm. Và khi bạn thay đổi độ dày vật liệu hoặc hình dạng đầu đột, bạn không điều chỉnh mô-men xoắn—bạn đang thay đổi cấu hình và đuổi theo giới hạn hành trình.
Vậy điều gì đã thay đổi?
Một máy chấn truyền động trực tiếp hiện đại thực thụ không cuốn dây. Nó chờ.
Động cơ servo điện được ghép với vít me hoặc hệ thống dây đai. Không có ly hợp. Không có khối quay tích trữ năng lượng. Khi bạn yêu cầu hành trình 32,4 mm, nó di chuyển 32,4 mm. Khi bạn yêu cầu độ lặp lại 0,0004 inch, nó giữ chính xác như vậy—vì vị trí động cơ được đọc, hiệu chỉnh, rồi hiệu chỉnh lại trong vòng kín tính bằng micro giây.
Thực tế trên sàn xưởng: một máy có ly hợp có thể chính xác tuyệt đối ở điểm giữa hành trình, nhưng khi thay đổi công việc bạn lại phải điều chỉnh điểm dừng cơ học và thời gian. Mỗi lần điều chỉnh tốn vài phút. Mỗi phút là công lao động. Mỗi giờ lao động được chia ra theo số chi tiết là chi phí cho mỗi lần uốn. Đó không phải là hoài niệm—đó là toán học.
Nếu nó có ly hợp, bạn vẫn đang đối phó với động năng tích trữ. Bạn không điều khiển mô-men xoắn; bạn đang giải phóng nó.
Và đó là sự thay đổi tư duy mà hầu hết các xưởng chưa thực hiện được.
Hãy tưởng tượng hai người vận hành.
Một người đứng tại máy chấn cơ, nghe nhịp điệu, cảm nhận rung động qua bàn đạp. Người kia đứng tại máy servo điện, nhìn vào màn hình hiển thị phản hồi vị trí, đường cong lực ép, chỉnh góc theo thời gian thực. Một người điều khiển năng lượng. Người kia điều khiển dữ liệu.
Đó mới là ranh giới thực sự.
Truyền động trực tiếp hiện đại xem việc uốn kim loại là một bài toán điều khiển chuyển động. Động cơ cung cấp mô-men xoắn theo yêu cầu—không còn khối thép quay chờ được xả. Nếu bộ điều khiển phát hiện sai lệch, nó hiệu chỉnh ngay lập tức. Không phải sau một chu kỳ ly hợp. Không phải sau khi vượt quá cơ học. Mà ngay tức thì.
Hành trình ngắn. Dừng. Đảo chiều. Giữ vị trí khi chịu tải mà không trôi.
Bạn không còn phải chiến đấu với quán tính. Bạn đang điều khiển nó.
Và một khi việc uốn trở thành một lệnh kỹ thuật số thay vì một sự kiện cơ học, toàn bộ cuộc trò chuyện sẽ thay đổi. Không còn là chuyện bạn có thể đánh mạnh đến mức nào. Mà là bạn có thể chạm vào điểm chính xác đến mức nào.
Điều này dẫn đến phần khiến mọi người bối rối.
Trước đây, “trực tiếp” có nghĩa là ít bộ phận hơn. Ít liên kết hơn. Đường truyền lực sạch hơn.
Giờ thì nó mang nghĩa hoàn toàn khác.
Trên một máy phanh servo-điện, “trực tiếp” có nghĩa là mô-men xoắn của động cơ được truyền thẳng đến cơ chế dẫn động mà không có dầu thủy lực đóng vai trò trung gian. Nhưng đằng sau sự đơn giản đó là phần mềm đo phản hồi từ encoder hàng nghìn lần mỗi giây, điều chỉnh dòng điện, bù tải, nhiệt độ, thậm chí cả độ lệch.
Không có gì đơn giản ở đây cả.
Bạn đã đổi mỡ bôi trơn và tấm ly hợp lấy phần mềm firmware và các thuật toán điều khiển. Bạn ngừng loại bỏ độ rơ cơ học khỏi các liên kết và bắt đầu tinh chỉnh thông số trên màn hình cảm ứng. Công cụ khác nhau. Cùng mục tiêu: độ sai số lặp lại ổn định, không thay đổi vào lúc 3 giờ chiều khi xưởng bắt đầu nóng lên.
Vì vậy, sự thay đổi nhận thức là thế này: dẫn động trực tiếp không còn nói về một đường cơ học thẳng từ động cơ đến thanh trượt nữa. Nó nói về việc loại bỏ động lượng tích trữ và thay thế bằng mô-men được kiểm soát dưới sự điều khiển của phần mềm.
Khi bạn nhận ra điều đó, bạn sẽ không còn so sánh nó với bánh đà nữa.
Bạn bắt đầu hỏi xem nó so sánh thế nào với dầu.
7 giờ 05 sáng tháng Giêng. Xưởng ở mức 58 độ vì khí propan không miễn phí. Công việc đầu tiên là thép không gỉ dày 10 gauge, mép gấp dài 32 inch, độ chính xác góc nghiêm ngặt. Người vận hành chạy chi tiết đầu tiên và nó mở ra lệch nửa độ. Anh ta tăng áp suất. Chi tiết thứ hai gần hơn. Chi tiết thứ ba chính xác hoàn toàn.
Không có gì thay đổi trong chương trình.
Thứ thay đổi là dầu.
Dầu thủy lực không phải là một môi chất thụ động. Nó đặc lại khi lạnh, loãng khi nóng, và độ nhớt của nó — tức là sức cản dòng chảy — ảnh hưởng trực tiếp đến tốc độ tạo áp suất và độ chính xác khi thanh trượt dừng lại. Bạn không điều khiển vị trí. Bạn đang ép lên một cột chất lỏng có hành vi khác nhau ở 58 độ so với khi ở 90 độ.
Đó không phải là vấn đề bảo trì. Đó là vật lý.

Lấy một máy phanh CNC thủy lực tiêu chuẩn có độ chính xác góc ±0.5°. Trong điều kiện ổn định, với dầu ấm và van cân bằng, bạn có thể giữ ±0.2° nếu máy được cân chỉnh tốt và người vận hành có kinh nghiệm. Tôi đã từng làm được.
Giờ hãy để nhiệt độ môi trường dao động 20 độ trong suốt ca làm việc. Độ nhớt dầu giảm khi nhiệt độ tăng. Độ nhớt thấp hơn nghĩa là dòng chảy bên trong van tỷ lệ nhanh hơn. Áp suất tăng nhanh hơn. Thanh trượt giảm tốc khác đi gần điểm chết dưới. Phần vài phần nghìn inch cuối cùng của hành trình — phần quyết định góc uốn cuối cùng — sẽ dừng lại ở vị trí hơi khác đi.
Trên lý thuyết, đó là vài phần trăm milimét tại đầu trượt.
Ở mép chi tiết, cách 24 inch, đó là phần mười của một độ.
Hãy tưởng tượng hai người vận hành cùng một công việc — một người lúc 7 giờ sáng, một người lúc 3 giờ chiều. Người vận hành buổi sáng thì điều chỉnh góc bằng cách tăng áp suất. Người vận hành buổi chiều thì giảm lại vì giờ máy đang quá độ. Cùng chương trình. Cùng dụng cụ. Cùng lô vật liệu.
Hành vi dầu khác nhau.
Thực tế tại xưởng: nếu bạn đang uốn các giá đỡ với dung sai ±1°, bạn sẽ không nhận thấy. Nhưng nếu bạn tạo hình các tấm phải khớp vào cụm lắp ghép cắt laser với dung sai cộng dồn 0,2 mm, thì mỗi lần điều chỉnh áp suất đều trở thành nguy cơ phế phẩm. Nguy cơ phế phẩm dẫn đến làm lại. Làm lại thành chi phí theo mỗi lần uốn.
Và đó là trước khi chúng ta nói đến độ nén.
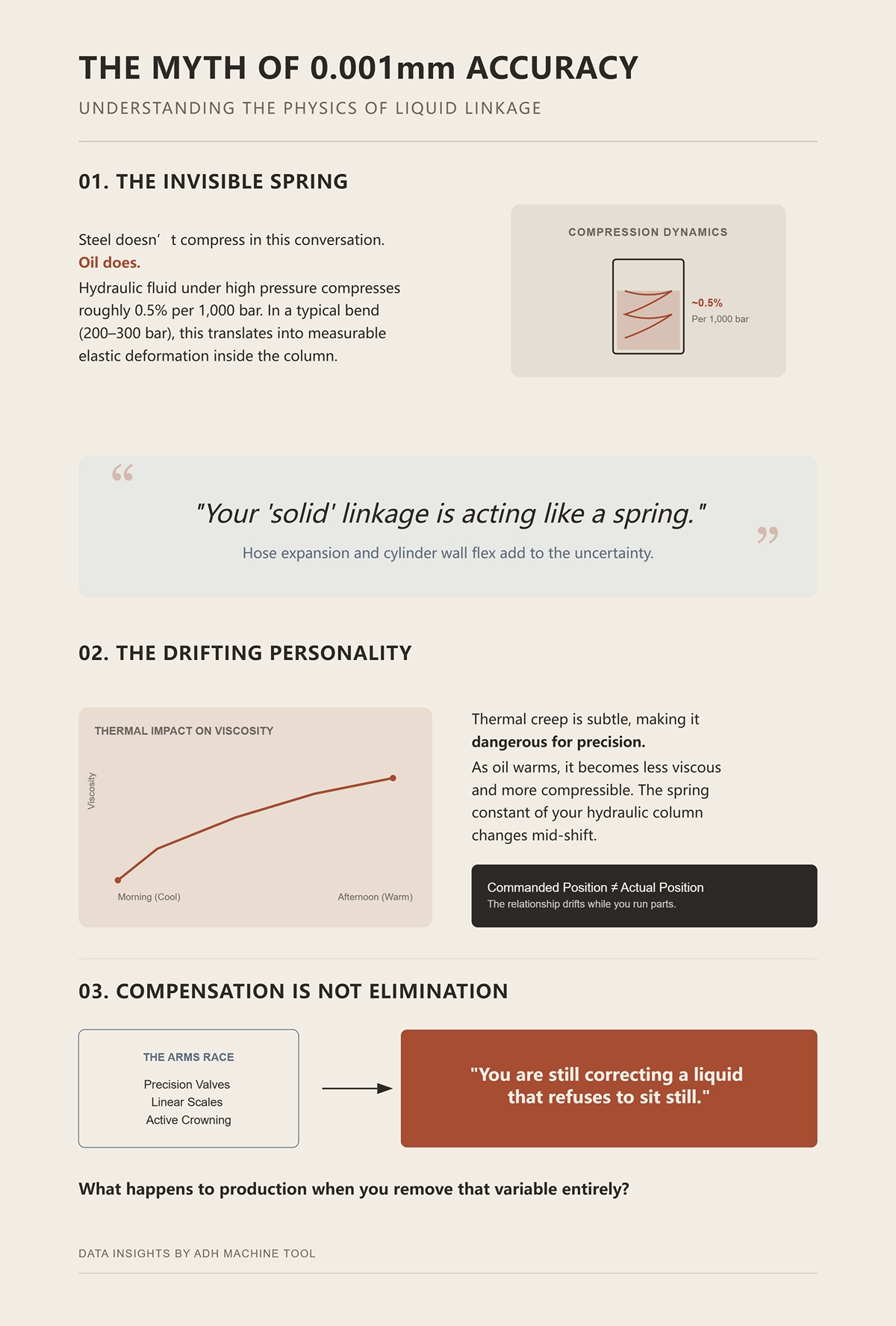
Thép không nén trong câu chuyện này. Dầu thì có.
Không nhiều. Nhưng đủ để tạo khác biệt.
Chất lỏng thủy lực dưới áp suất cao nén khoảng 0.5% trên mỗi 1.000 bar theo kinh nghiệm chung. Trong một máy ép chấn đang chạy khoảng 200–300 bar trong một lần uốn điển hình, độ nén đó tạo ra biến dạng đàn hồi có thể đo được bên trong cột thủy lực. Cộng thêm giãn ống và độ uốn của thành xi-lanh, liên kết “rắn” của bạn đang hoạt động như một cái lò xo.
Bạn ra lệnh cho đầu trượt dừng lại. Van đóng. Áp suất cân bằng. Chất lỏng bị nén hơi thư giãn lại. Đầu trượt dịch chuyển vài micron.
Sự trôi do nhiệt không kịch tính. Nó tinh tế. Và đó là điều khiến nó nguy hiểm.
Bây giờ cộng thêm việc nhiệt độ dầu tăng suốt trong ngày. Dầu ấm hơn thì ít nhớt hơn và nén được nhiều hơn một chút. Hằng số lò xo của cột thủy lực của bạn thay đổi giữa ca làm việc. Vì vậy, mối quan hệ giữa vị trí van được điều khiển và vị trí thực của đầu trượt đang trôi khi bạn chạy sản phẩm.
Bạn có thể khắc phục không? Chắc chắn rồi. Van chính xác. Thước đo tuyến tính trên đầu trượt. Hệ thống đội chống uốn chủ động. Phản hồi vòng kín. Bạn có thể liên tục loại bỏ sai số khỏi hệ thống.
Nhưng bạn vẫn đang điều chỉnh một chất lỏng không chịu đứng yên.
Bạn không thể hứa hẹn độ lặp lại 0,001 mm khi liên kết của bạn là một cột chất lỏng giãn nở theo nhiệt, nén dưới tải, và thay đổi tính chất giữa buổi sáng và buổi trưa. Bạn có thể bù. Bạn không thể loại bỏ hoàn toàn.
Vậy chuyện gì xảy ra với sản xuất khi bạn loại bỏ hoàn toàn biến số đó?
Mọi xưởng thủy lực tôi từng vận hành đều có một nghi thức. Bật nguồn. Cho bơm tuần hoàn. Chạy đầu trượt mười, mười lăm lần. Làm nóng dầu để độ nhớt ổn định trước khi chạy sản phẩm mẫu đầu tiên.
Giai đoạn làm nóng đó không phải mê tín. Nó là sự thừa nhận.
Dầu lạnh chảy chậm hơn qua van servo. Phản ứng áp suất bị trễ. Kiểm soát vị trí chỉ siết chặt sau khi nhiệt độ tăng lên trong dải thiết kế. Cho đến lúc đó, bạn thực chất đang hiệu chỉnh một mục tiêu di động.
Hãy tính toán theo cách ở xưởng. Mười phút làm nóng máy có chi phí hoạt động $75 một giờ tương đương $12.50 trước khi bạn tạo ra được một sản phẩm nào. Nhân lên với 250 ngày làm việc. Đó là hơn $3.000 mỗi năm chỉ để chờ dầu ổn định — cho mỗi máy. Và con số này chưa tính đến những lần hiệu chỉnh sản phẩm đầu tiên vì dầu chưa đạt nhiệt độ mong muốn.
Bây giờ hãy so sánh với một hệ thống servo-điện không có bình chứa thủy lực, không có bơm, không có khối lượng nhiệt của chất lỏng cần ổn định. Bạn bật nguồn. Bộ mã hóa đọc vị trí tức thì. Động cơ áp dụng mô-men xoắn dựa trên lệnh kỹ thuật số, chứ không phải áp suất chất lỏng tăng dần qua khối van.
Cú đánh đầu tiên là cú đánh sản xuất.
Không phải chạy theo nhiệt độ. Không phải đoán xem hôm nay 62 độ có gần đủ chưa. Không có lò xo vô hình nào ẩn trong 40 gallon dầu.
Khi việc uốn trở thành một sự kiện mô-men xoắn điều khiển kỹ thuật số thay vì sự kiện áp suất thủy lực, bạn không còn phải quản lý chu trình làm nóng. Bạn quản lý dữ liệu. Và khi chất lỏng không còn trong phương trình, câu hỏi không còn là bạn có thể kiểm soát dầu tốt đến mức nào.
Mà trở thành bạn có thể điều khiển chuyển động chính xác đến mức nào.
Lúc 7:02 sáng, tôi bật một máy ép phanh servo-điện 100 tấn trong xưởng ở 58 độ và chạy sản phẩm đầu tiên trên tấm inox 3 mm. Đầu dò góc đo được 89,98°. Tôi chạy lại chu trình. 89,99°. Sau mười lăm sản phẩm, độ lệch lớn nhất là 0,01° — và máy không “làm nóng” vì không có gì cần làm nóng.
Không có bình chứa. Không có bơm. Không có cột dầu hoạt động như một lò xo.
Thay vì ra lệnh áp suất và hi vọng chất lỏng dịch chuyển ra vị trí, bộ điều khiển ra lệnh mô-men xoắn cho động cơ servo, đọc vị trí trượt qua bộ mã hóa tuyến tính với độ chính xác tới micron, và đóng vòng lặp mỗi vài mili-giây. Nếu trượt chậm hơn 3 micron, bộ truyền động tăng dòng điện tức thì. Nếu độ bật lại của vật liệu lớn hơn dự kiến, mô-men xoắn tăng trong cùng chu kỳ. Bạn không đang khử sai số trong một hệ thống chất lỏng. Bạn đang hiệu chỉnh chuyển động theo thời gian thực.
Đó không phải là tinh chỉnh. Đó là một vấn đề vật lý khác hoàn toàn.
Trên máy ép phanh thủy lực, bạn mở van tỉ lệ. Dầu chảy. Áp suất tăng. Xi-lanh di chuyển. Sau đó bộ điều khiển chờ xem trượt thực sự dừng ở đâu. Mỗi bước đều phụ thuộc vào hành vi của chất lỏng giữa lệnh và chuyển động.
Trên máy truyền động trực tiếp, trục động cơ được liên kết cơ học — thường qua trục bi hoặc truyền đai — thẳng tới trượt. Ra lệnh mô-men xoắn 12,6 kN·m, và mô-men đó xuất hiện tại trục trong vài mili-giây. Bộ mã hóa báo vị trí thực liên tục. Điều khiển vòng kín nghĩa là hệ thống so sánh vị trí được lệnh với vị trí thực và hiệu chỉnh sai số trước khi nó tăng.
Tôi đã thấy máy ép phanh servo-điện giữ độ lặp lại 1 micron tại trượt. Hệ thống thủy lực, dù chuẩn xác và có thang đo tuyến tính, thường đạt khoảng 10 micron trong điều kiện ổn định. Nghe 10 micron có vẻ nhỏ nhưng khi kéo dài ra 600 mm đến đường uốn, sai số góc nhân lên cùng chiều dài mép. Đó là lúc các cụm chi tiết bắt đầu lệch nhau.
Kiểm Tra Thực Tế Tại Xưởng: trên một tấm cấp cho tế bào hàn robot, dung sai cộng dồn 0,2 mm qua bốn đường uốn quyết định việc robot lướt qua hay va chạm. Nếu máy phanh của bạn lặp lại trong 1 micron tại trượt, bạn không còn phải điều chỉnh bù mỗi ca. Nếu nó lặp trong 10, bạn sẽ phải chạy theo sai số.
Và đây là lợi thế âm thầm: phần mềm ghi nhớ. Một khi bạn đã xác định được độ bật lại cho inox 304 dày 3 mm với khuôn V cụ thể, đường bù đó sẽ được lưu. Lần chạy tiếp theo không còn là cuộc thương lượng với nhiệt độ dầu nữa. Đó là hồ sơ chuyển động được gọi lại.
Nhưng khi mô-men xoắn là kỹ thuật số, không phải thủy lực, điều đó ảnh hưởng thế nào đến tiêu thụ điện khi máy đứng yên giữa các lần uốn?
Đi ngang qua một bộ phanh thủy lực giữa các chu kỳ, bạn sẽ nghe thấy nó — tiếng rít tăng dần của bơm duy trì áp suất hệ thống ngay cả khi piston không di chuyển. Dầu tuần hoàn. Nhiệt tích tụ. Bộ làm mát kích hoạt. Bạn đang tiêu tốn kilowatt chỉ để giữ cho chất lỏng sẵn sàng.
Một máy thủy lực 100 tấn tương đương có thể tiêu thụ khoảng 60 kWh trong một ngày làm việc. Một mẫu servo điện thuần túy trong cùng hạng tấn suất có thể vận hành ở mức gần 12 kWh dưới tải tương tự. Tôi đã thấy một số xưởng giảm lượng tiêu thụ năng lượng xuống khoảng một nửa sau khi chuyển một cell cỡ trung sang điện.
Lý do không phải là phép màu. Động cơ servo chỉ tiêu thụ dòng điện đáng kể trong giai đoạn tăng tốc và uốn. Khi giữ ở điểm dừng, công suất giảm gần bằng không. Không có áp suất cần duy trì. Không có khối nhiệt cần ổn định. Không có chất lỏng thù địch nở ra sau lưng bạn.
Hãy quy điều đó ra đô la cho mỗi lần uốn. Giả sử chi phí năng lượng của bạn là $0.12 đô la cho mỗi kWh. Sáu mươi kWh là $7.20 đô la mỗi ngày. Mười hai kWh là $1.44 đô la. Trong 250 ngày, đó là $1,440 so với $360. Chỉ với một máy. Cộng thêm việc loại bỏ thay dầu, thay lọc và thời gian ngừng hoạt động do rò rỉ, thì thời gian hoạt động thực sự không còn là lý thuyết nữa.
Nhưng đây là điều tôi phải thừa nhận sau khi lắp đặt một chiếc: mức tiêu thụ năng lượng thấp hơn và tốc độ hồi 200 mm/s không tự động đồng nghĩa với gấp đôi sản lượng.
Vậy tốc độ thực sự quan trọng ở đâu?
Bảng thông số kỹ thuật sẽ khoe về tốc độ hồi 200 mm/s trên phanh servo điện so với dưới 120 mm/s trên nhiều máy thủy lực. Nghe giống như xe đua vậy.
Giờ hãy xem một công việc thực tế: trượt xuống, giảm tốc đến tốc độ uốn, tạo hình, trở lên, định vị lại thước chặn sau, người vận hành lật chi tiết, lặp lại. Chỉ một phần nhỏ của chu kỳ đó đạt tốc độ hành trình tối đa. Pha uốn thực sự — nơi lực tấn và độ chính xác quan trọng — diễn ra ở tốc độ chậm có kiểm soát trên cả hai loại máy.
Dữ liệu của một nhà sản xuất cho thấy hiệu suất chế biến gần như gấp đôi trên lý thuyết, tuy nhiên phần lớn lợi ích đó đến từ tốc độ di chuyển không uốn nhanh hơn. Trong một công việc hỗn hợp có thao tác thủ công, chúng tôi đo được chu kỳ ngắn hơn khoảng 25% sau khi chuyển sang điện. Cải thiện thực tế. Không phải ảo tưởng tiếp thị.
Tại sao? Bởi vì tăng tốc và giảm tốc trở nên sắc nét hơn dưới điều khiển servo. Piston đạt tốc độ tiếp cận cao, rồi phanh chính xác tại điểm tắt tiếng mà không bị vượt. Không có độ trễ thủy lực. Không phải chờ áp suất ổn định trước khi đảo chiều. Những phần giây đó tích lại qua hàng trăm cú uốn.
Nhưng nó vẫn là sức mạnh cơ học được kiểm soát bằng sắt thép và thời gian, không phải phần mềm — đó là tư duy thủy lực. Với servo điện, thời gian trở nên có thể lập trình. Bạn có thể định hình đường cong chuyển động: tiếp cận mạnh mẽ, tạo hình có kiểm soát, rút nhanh, di chuyển thước chặn sau đồng bộ khi piston hồi. Sự phối hợp đó cắt giảm thời gian chết giữa các lần uốn.
Hãy tưởng tượng hai người vận hành đang chạy một lô 500 chi tiết. Một người dành cả ngày tinh chỉnh áp suất và chờ bơm chạy chu kỳ. Người kia nạp chi tiết trong khi máy lặng lẽ tự đặt lại với chuyển động giống hệt ở mỗi lần. Đến trưa, sự khác biệt không chỉ là tốc độ. Đó là tính nhất quán.
Và tính nhất quán chính là yếu tố giúp bạn lên lịch công việc yêu cầu sai số chặt chẽ mà không cần cộng thêm biên độ trong báo giá.
Tất nhiên, ngay khi bạn bắt đầu nói về độ lặp lại chính xác 1 micron và đường cong mô-men xoắn kỹ thuật số, ai đó sẽ hỏi câu hỏi hóc búa: chuyện gì xảy ra khi công việc đòi hỏi 200 tấn thay vì 100?
Vài năm trước chúng tôi báo giá cho một công việc 220 tấn trên tấm dày 12 mm — kênh cấu trúc dài, khuôn V sâu, chấn toàn chiều dài. Khách hàng muốn loại điện vì độ lặp lại cao. Các con số trên giấy có vẻ ổn. Rồi chúng tôi bắt đầu tính toán kích thước động cơ và trục vít.
Các con số mô-men xoắn nhanh chóng trở nên tệ hại.
Với hệ truyền động trực tiếp 100 tấn, bạn đang yêu cầu mô-men trục ở mức có thể kiểm soát thông qua trục vít bi hoặc dây đai. Khi tăng lên 200 tấn, bạn không chỉ gấp đôi tải mà còn nhân nó thông qua tỉ số truyền cơ học. Trục vít lớn hơn nghĩa là đường kính lớn hơn để tránh uốn cong, chi phí gia công chính xác tăng dốc, và động cơ servo đòi hỏi dòng điện cực đại nghiêm ngặt. Tôi đã thấy các phân tích cho thấy hệ thống điện có thể tiêu thụ gần gấp đôi công suất điện tức thời để tạo ra lực tương đương so với hệ thủy lực. Ở mức 100 tấn, đó là lựa chọn thiết kế. Ở mức 250, nó trở thành vấn đề hạ tầng điện năng.
Vật lý sẽ gửi cho bạn hóa đơn.
Thủy lực là “mánh” ở đây. Chúng trao đổi đồng và thép lấy áp suất chất lỏng. Tăng đường kính xi-lanh, nâng áp suất hệ thống, và bạn có nhiều lực hơn mà không cần động cơ phải truyền toàn bộ mô-men xoắn trực tiếp lên trục. Bạn vẫn đang vật lộn với một kẻ thù sống — dầu có thể bị nén, nóng lên và thay đổi “tính cách” theo độ nhớt — nhưng mật độ lực chính là nơi thủy lực chứng minh giá trị của mình.
Vậy điều gì sẽ hỏng đầu tiên khi bạn cố mở rộng hệ thống điện thuần sang lĩnh vực tấm thép nặng?
Bắt đầu với trục vít. Một trục vít bi chuyển đổi mô-men xoắn quay thành lực tuyến tính. Mối quan hệ này chuẩn xác và dễ dự đoán — tuyệt vời cho điều khiển. Nhưng lực tuyến tính bằng mô-men xoắn chia cho bước trục, nhân với hiệu suất. Muốn gấp đôi lực mà không thay đổi bước trục, bạn phải gấp đôi mô-men xoắn. Không có lớp chất lỏng nào giúp khuếch đại lực đó.
Giờ hãy hình dung một bàn máy dài 3 mét đang gia công tấm thép mềm 16 mm trên toàn bộ chiều rộng. Bạn đang yêu cầu tải trọng lớn duy trì trong hành trình dài, chứ không phải một cú đánh nhanh, nông. Điều đó đồng nghĩa với mô-men xoắn liên tục cao, không chỉ là một đỉnh ngắn. Động cơ nóng lên. Dây quấn có điện trở. Bộ truyền động giới hạn để tự bảo vệ. Quản lý nhiệt không còn là chi tiết phụ mà trở thành ràng buộc thiết kế.
Và đây là phần mà các bảng thông số thường không đề cập: công việc với tấm nặng thường là chu kỳ dài, hành trình dài. Lợi thế của điện—gia tốc cao, đạt 5 m/s² để vào vị trí nhanh—không mang lại lợi ích khi chày di chuyển chậm qua hành trình uốn sâu dưới tải tối đa. Thực tế, một số dữ liệu cho thấy máy điện thuần có thể tiêu thụ nhiều năng lượng điện hơn trên mỗi tấn lực tạo ra trong những trường hợp đó. So sánh nổi tiếng 12 kWh so với 60 kWh mỗi ngày ở mức 100 tấn? Kết quả đó rực sáng ở các chu kỳ ngắn, tần suất cao. Nhưng khi kéo dài hành trình và tăng tải, khoảng cách thu hẹp lại.
Nhưng dù sao đây vẫn là sức mạnh thuần túy được điều khiển bằng sắt thép và thời gian, chứ không phải phần mềm.
Durma và những hãng khác sẽ lập luận rằng thủy lực mang lại khả năng điều khiển chuyển động ổn định thông qua điều tiết áp suất và lưu lượng trong công việc tấm dày. Tôi đã vận hành cả hai loại. Khi bạn xử lý tấm dày 20 mm, khối lượng và khả năng giảm chấn của xi-lanh thủy lực thực sự có thể làm mượt pha tạo hình. Bộ truyền động điện, nếu được chọn công suất thấp, có thể cho cảm giác căng—bởi vì thực sự nó đang quá tải. Bạn có thể khắc phục bằng cách tăng cấp, nhưng chi phí leo thang nhanh chóng.
Vậy nếu hệ thống điện thuần đạt trần thực tế khoảng 150 đến 200 tấn với chi phí hợp lý, liệu giải pháp là gắn lại bình dầu?
Tiến lại gần một máy ép phanh servo-thủy lực lai, bạn sẽ ngay lập tức nhận thấy sự khác biệt. Không còn tiếng bơm rền rĩ liên tục. Không còn “tiếng rít tăng dần” giữa các chu kỳ. Động cơ servo chỉ quay khi cần áp suất. Mức tiêu thụ năng lượng giảm so với thủy lực truyền thống. Tải nhiệt cũng giảm. Trên lý thuyết, nó trông như sự kết hợp hoàn hảo của cả hai thế giới.
Về mặt cơ khí, hoạt động khá đơn giản: động cơ servo dẫn động bơm thủy lực theo yêu cầu. Bạn vẫn tạo lực thông qua áp suất chất lỏng trong xi-lanh, nhưng không còn thất thoát năng lượng khi không làm việc. Đối với những ứng dụng từ 200 tấn trở lên, điều này rất hấp dẫn. Bạn giữ được mật độ lực của thủy lực trong khi loại bỏ những điểm kém hiệu quả nhất.
Thực tế xưởng sản xuất: nếu một máy thủy lực 200 tấn thông thường tiêu tốn đáng kể năng lượng khi chờ trong ca 8 giờ, và một máy servo-thủy lực cắt giảm được 30–50%, thì bạn đang nói đến khoản tiết kiệm hàng ngàn đô mỗi năm cho năng lượng và làm mát. Đây không phải lý thuyết. Đây là hóa đơn tiền điện.
Nhưng độ chính xác mới là điểm then chốt. Bạn vẫn phải đối mặt với cột chất lỏng hoạt động như lò xo dưới tải. Độ nén tuy nhỏ—chỉ vài phần nghìn ở áp suất cao—nhưng kéo dài suốt hành trình thì lại tạo ra biến thiên. Các hệ thống hiện đại khắc phục bằng thước đo tuyến tính và phản hồi vòng kín, và chúng thực hiện khá tốt. Tuy nhiên, bạn vẫn phải thỏa hiệp với nhiệt độ, mòn phớt, và tình trạng dầu.
Bạn đã đặt phần mềm điều khiển bơm, chứ chưa loại bỏ chất lỏng khỏi phương trình.
Hệ thống lai rất hợp lý cho những xưởng cần 250 tấn vào thứ Hai và 80 tấn gia công thép không gỉ chính xác vào thứ Ba. Chúng mang lại tính linh hoạt chiến lược. Nhưng chúng không biến quá trình uốn thành vấn đề chuyển động thuần kỹ thuật số như truyền động trực tiếp làm được. Chúng thu hẹp chiến trường. Chúng không đưa bạn vào phòng điều khiển.
Điều đó có nghĩa câu hỏi thực sự không phải là liệu hệ thống lai có hoạt động hay không, mà là khi nào sự đánh đổi đó đáng giá.
Hãy tưởng tượng hai người vận hành trong cùng một nhà máy.
Người thứ nhất điều khiển một ô sản xuất truyền động trực tiếp 130 tấn, cung cấp chi tiết cho dây chuyền hàn robot. Các chi tiết bằng thép không gỉ dày 3 mm đến 6 mm. Dung sai cộng dồn qua nhiều đoạn uốn. Độ lặp lại tại chày được đo bằng micromet đơn. Robot không bao giờ phải chờ. Phế phẩm hiếm. Mức tiêu thụ năng lượng vẫn thấp vì máy chỉ dùng công suất cao khi thực sự di chuyển.
Chiếc còn lại vận hành máy ép 300 tấn để tạo hình phanh các giá đỡ kết cấu từ tấm dày 20 mm. Dung sai là ±0,5 mm. Các chi tiết sau đó được chuyển đến khu hàn với máy mài và tấm chêm. Giá trị không nằm ở độ lặp lại cấp micron. Nó nằm ở khả năng di chuyển thép một cách đáng tin cậy mà không làm kẹt máy hay quá tải động cơ.
Kinh tế học khác biệt.
Trên khoảng 150 tấn, đặc biệt trong các công việc kết cấu dày, phần chi phí bổ sung bạn phải trả để mở rộng quy mô hệ thống thuần điện — trục vít quá khổ, bộ truyền động dòng điện cao, khung gia cường — có thể vượt quá lợi ích về độ chính xác. Hệ thống thủy lực, đặc biệt là các loại lai điều khiển bằng servo, trở thành điều cần thiết dù không mong muốn. Bạn phải chấp nhận quay lại quản lý dầu — theo dõi độ nhớt, kiểm soát giãn nở nhiệt, ngăn ngừa hao mòn phớt — vì lựa chọn thay thế là kiến trúc điện quá tốn kém hoặc bất khả thi về mặt kỹ thuật.
Đây là lúc luận điểm trở nên sắc bén hơn chứ không yếu đi. Truyền động trực tiếp không “tốt hơn” trong mọi trường hợp. Nó vượt trội một cách rõ ràng khi độ lặp lại ở cấp micron chuyển hóa trực tiếp thành lợi nhuận — các tế bào robot, cụm lắp ráp chính xác, sản xuất tự động không người. Khi yêu cầu là sức mạnh nghiền thô trên thép tấm dày, thủy lực vẫn vượt trội về mật độ lực và hiệu quả vốn đầu tư.
Sai lầm là giả vờ rằng một máy có thể làm cả hai ở cùng tiêu chuẩn.
Khi bạn thừa nhận điều đó, câu hỏi tiếp theo không còn là về tải trọng. Nó là về những gì thực sự hư hỏng, thực sự lệch, và thực sự khiến bạn mất thời gian ngừng máy khi bạn quyết định giữ — hoặc loại bỏ — cột dầu “sống” đó khỏi sàn xưởng của mình.
Đây là phần không ai thích nói to: phần lớn thời gian ngừng máy không đến từ hỏng hóc nghiêm trọng. Nó là sự lệch, khâu chuẩn bị và dọn dẹp.
Trên máy ép phanh thủy lực, thứ hỏng đầu tiên thường không phải là cần xy-lanh gãy đôi. Mà là phớt cần rỉ dầu để lại lớp bóng nhẹ trên trụ. Là độ nhớt thay đổi theo nhiệt độ khiến mười sản phẩm đầu tiên phải chỉnh sửa truy đuổi. Là bộ lọc hồi bị tắc khiến nhiệt độ dầu tăng thêm năm độ, kéo theo góc uốn lệch đủ để bộ phận kiểm soát chất lượng bắt đầu đặt câu hỏi. Máy vẫn chạy. Nhưng bạn đang “chảy máu” thời gian.
Truyền động trực tiếp thay đổi hẳn loại hư hỏng. Bạn không còn phải đấu với cột dầu “sống” giãn, loãng và nén dưới áp lực nữa. Bạn quản lý động cơ, bộ mã hóa và trục vít bi. Khi có độ lệch, nguyên nhân thường truy được về tín hiệu phản hồi của encoder hoặc hao mòn cơ học có thể đo bằng đồng hồ so, chứ không phải giãn nở nhiệt ẩn trong thùng dầu.
Một bên là chiến trường. Bên kia là phòng điều khiển.
Vậy điều đó có ý nghĩa gì khi bạn là người ký duyệt ngân sách bảo trì?
Loại bỏ mạch thủy lực và bạn xóa đi cả một cột khỏi sổ bảo trì.
Không còn phớt cần phồng và cứng. Không còn gạt bụi bị bám cặn. Không còn bộ lọc hút khiến bơm thiếu dầu vào buổi sáng lạnh. Không còn 200 gallon dầu dần bị oxy hóa trong khi bạn giả vờ mọi thứ vẫn ổn vì đồng hồ áp lực vẫn tăng. Bạn không còn phải lên lịch kiểm tra mẫu dầu. Bạn không phải trả tiền để thải bỏ dầu nhiễm bẩn. Bạn không phải lót thảm thấm dưới các khớp nối và cầu nguyện OSHA không ghé thăm vào ngày xấu.
Thực tế sàn xưởng: nếu một máy ép thủy lực dành khoảng một phần tư đến một phần ba chi phí vòng đời cho bảo trì, trong khi máy thuần điện tương đương chỉ ở mức trên dưới 10%, thì khoảng chênh đó không phải lý thuyết. Giả sử nếu mức chênh chỉ là mười nghìn đô mỗi năm cho phụ tùng, bộ lọc, dầu và dịch vụ bên ngoài, thì bạn cần chạy thêm hàng nghìn lần uốn chỉ để hòa vốn.
Nhưng thủy lực không phải là bất lực. Tôi đã thấy các xưởng vận hành nửa triệu chu kỳ mỗi năm có thể kéo dài tuổi thọ xy-lanh thêm 30–50% với quy trình kiểm tra phân tầng nghiêm ngặt — kiểm tra hàng tuần, thay bộ phớt theo quý, phân tích dầu hàng năm. Được chăm sóc đúng, dầu hoạt động tốt. Bị bỏ mặc, nó sẽ “trừng phạt” bạn.
Sự khác biệt là với truyền động trực tiếp, bạn không còn phải “thương lượng” với hóa học nữa.
Nghe thì có vẻ sạch sẽ trên giấy tờ.
Dẫn một người vận hành thủy lực dày dạn kinh nghiệm đến với một hệ thống truyền động trực tiếp có hệ thống hiệu chỉnh kỹ thuật số hoàn toàn và bàn gá phía sau điều khiển đa trục, bạn sẽ thấy điều đó thể hiện trong đôi vai của họ.
Thủy lực đã dạy cả một thế hệ biết lắng nghe và cảm nhận. Tiếng rít tăng dần trước khi áp suất tới. Độ trễ tinh tế giữa bàn đạp và lực tác động. Họ bù đắp bằng bản năng— uốn hơi quá ở lần đầu, rồi điều chỉnh lại khi dầu nóng lên. Nhưng đó vẫn là sức mạnh thô được kiểm soát bằng thép và thời điểm, chứ không phải bằng phần mềm.
Truyền động trực tiếp yêu cầu họ tin vào những con số trên màn hình. Độ sâu hành trình tính bằng micromet. Hiệu chỉnh góc theo thời gian thực. Các chương trình uốn được lưu lại, giả định rằng máy lặp lại chính xác những gì nó đã làm hôm qua. Sự thay đổi đó không phải là cơ học. Đó là tâm lý học.
Và có một cái giá thực sự ở đó. Thời gian đào tạo. Vài tuần năng suất chậm hơn trong khi nhóm dừng việc điều chỉnh áp lực chân để bù cho biến thiên vật liệu và bắt đầu tinh chỉnh thông số kỹ thuật trên màn hình. Nếu bạn xem nhẹ giai đoạn chuyển đổi ấy, bạn sẽ mất uy tín với nhóm người phải trực tiếp sản xuất sản phẩm.
Nhưng khi họ vượt qua được cây cầu đó, mọi thứ thay đổi. Họ ngừng việc bù trừ cho các chu kỳ làm nóng. Họ không cần tính đến nhiệt độ dầu nữa. Họ bắt đầu kỳ vọng rằng chi tiết đầu tiên lúc 7:05 sáng sẽ giống hệt chi tiết lúc 3:55 chiều.
Kỳ vọng đặt lại tiêu chuẩn.
Vậy nếu dầu biến mất và người vận hành đã thích ứng, còn lại thứ gì để thực sự bị hỏng?
Bạn thay các sự cố về chất lỏng bằng các sự cố về cơ khí và điện tử.
Trục vít bi bị mòn. Ổ bi bị rỗ. Bộ truyền động servo có thể hỏng, đặc biệt trong môi trường điện năng bẩn. Bộ mã hóa mất tín hiệu nếu việc che chắn không đảm bảo. Quạt làm mát trong tủ điều khiển ngừng chạy, và nhiệt trở thành kẻ thù mới của bạn. Không có gì huyền bí ở đây. Tất cả đều có thể đo lường và thường dự đoán được nếu kiểm tra đúng cách và dùng nguồn điện sạch.
Bạn không còn phải lo hiện tượng ép kín ở áp suất 3.000 psi. Bạn không còn tình trạng rò rỉ bên trong xi lanh làm mất độ lặp lại dần dần từng micromet. Bạn không còn dầu hoạt động như một chiếc lò xo dưới tải rồi giãn ra khi nhiệt độ thay đổi. Bạn đã loại bỏ tính nén khỏi phương trình.
Điều đó không khiến truyền động trực tiếp trở nên bất tử. Bỏ quên việc bôi trơn trục vít bi, nó sẽ tự hủy hoại mình. Bỏ qua việc tiếp đất điện đúng cách, bạn sẽ đuổi theo những lỗi ảo cả tuần. Một chiếc máy điện bị bỏ mặc chắc chắn sẽ chết yểu.
Nhưng khi nó hỏng, nó hỏng như một cái máy. Không như một thí nghiệm hóa học.
Và đó là điểm then chốt: khi bạn hiểu rõ mình thực sự đang bảo trì cái gì—vật lý chất lỏng hay chuyển động có kiểm soát—cuộc trò chuyện sẽ không còn xoay quanh lực uốn tối đa mà chuyển sang doanh thu tính trên mỗi tấn.
Bạn muốn biết việc loại bỏ biến thiên thủy lực biến thành tiền thật như thế nào.
Hãy bắt đầu từ mười chi tiết đầu tiên trong ngày. Trên phanh thủy lực, bạn đang uốn, đo, điều chỉnh độ sâu, uốn lại vì dầu ở 55°F không phản ứng giống dầu ở 95°F. Đó là hiện tượng trôi nhiệt. Chất lỏng loãng hơn, nén khác, giãn khác. Bạn đang đuổi theo nó. Những điều chỉnh đó tuy nhỏ nhưng tích tụ— thêm hành động uốn, thêm thao tác xử lý, thêm kiểm tra. Trên máy servo điện, vị trí của chày lúc 7:05 sáng là vị trí của chày lúc 3:55 chiều tính bằng micromet vì chuyển động được điều khiển vòng kín bằng phản hồi từ bộ mã hóa, chứ không phải bởi một cột dầu thay đổi tính chất theo nhiệt độ.
Lợi ích đo được không phải là tốc độ thần kỳ. Đó là khả năng đạt chuẩn ngay ở chi tiết đầu tiên và ít chu kỳ hiệu chỉnh hơn.
Nếu bạn tiết kiệm được chỉ một lần uốn lại cho mỗi chi tiết trong 300 giá đỡ nhỏ mỗi ngày, đó là 300 lần đạp bàn, 300 lần đo kiểm, 300 cơ hội làm hỏng thép không gỉ vì uốn quá nửa độ. Nhân lên cả năm và bạn không nói về lý thuyết nữa. Bạn đang nói về giờ lao động mà bạn có thể tính tiền thay vì đánh mất.
Nhưng điều đó chỉ có ý nghĩa nếu những giá đỡ đó chính là nơi mang lại nguồn thu của bạn.
Hãy đi dọc xưởng của bạn và quan sát xem thực tế trong giá kệ có những gì.
Nếu 80 % doanh thu của bạn đến từ các tấm thép 14 gauge, giá đỡ thiết bị, chi tiết vỏ bọc – hành trình ngắn, tần suất cao, dung sai chặt – thì máy của bạn dành phần lớn thời gian hoạt động trong vùng mà gia tốc servo và độ lặp vị trí mang lại hiệu quả. Phanh điện hiện đại có thể đạt gia tốc pít-tông hơn 5,0 m/s². Hệ thống thủy lực thường dưới 1,0 m/s². Khoảng cách đó chỉ xuất hiện ở các lần uốn ngắn, lặp lại thường xuyên. Với hành trình dài hoặc thép dày, lợi thế này giảm đi.
Hãy tưởng tượng hai người vận hành.
Một máy chạy 400 chi tiết nhỏ mỗi ca. Chiếc kia chạy tám tấm đế nặng. Người vận hành đầu tiên được lợi mỗi lần pít-tông di chuyển – tiếp cận nhanh hơn, hồi vị nhanh hơn, không lệch khi nóng, không phải chỉnh góc. Người vận hành thứ hai chủ yếu tốn thời gian cho thao tác và chuẩn bị vật liệu. Tốc độ pít-tông hầu như không tác động đáng kể.
Nếu lợi nhuận của bạn nằm ở người vận hành thứ nhất, tại sao bạn lại mua máy được tối ưu cho người thứ hai?
Đó chính là câu hỏi khiến ta không thoải mái.
Hầu hết người mua vẫn dựa vào công suất tấn cực đại vì cảm thấy an toàn hơn. Con số lớn hơn. Nhiều khả năng hơn.
Nhưng chính doanh thu trên mỗi tấn mới là thứ giữ cho đèn vẫn sáng.
Lấy ví dụ giả định: máy phanh điện 100 tấn tiêu thụ khoảng 12 kWh trong ca 8 giờ, so với khoảng 60 kWh của máy thủy lực tương đương. Năng lượng không phải khoản chi lớn nhất, nhưng là chi phí thật. Thêm vào đó là bảo trì – lọc, phốt, dầu, cuộc gọi dịch vụ. Giả sử chênh lệch là 10 000 đô mỗi năm. Không trừu tượng chút nào. Đó là phần lợi nhuận.
Giờ thêm năng suất. Nếu điều khiển servo tăng năng suất 30–50 % đối với các chi tiết hành trình ngắn, tần suất cao – và chỉ ở đó – thì mức tăng này tác động trực tiếp đến các công việc chiếm phần lớn lịch sản xuất của bạn. Nhiều chi tiết hơn mỗi giờ với cùng nhân công. Hoặc cùng số chi tiết trong ít giờ hơn.
Thực tế xưởng: nếu một chi tiết thép mỏng mang lại 1,42 đô lợi nhuận đóng góp và bạn có thể chạy nhiều hơn 50 chi tiết mỗi giờ vì không phải chờ nhiệt độ dầu ổn định hoặc tốc độ tiếp cận chậm, thì đó là 71 USD mỗi giờ tiềm năng. Dù thực tế chỉ đạt một nửa, phép tính hòa vốn của bạn vẫn thay đổi nhanh chóng.
Loại bỏ biến thiên thủy lực thực ra mang lại cho bạn tính dự đoán: thời gian chu kỳ ổn định. Góc ổn định. Tỷ lệ phế phẩm ổn định. Sự ổn định biến báo giá thành hợp đồng bạn có thể tin cậy.
Nhưng điều đó lại đi theo hướng khác nếu lợi nhuận của bạn gắn với thép dày.
Phanh điện không thể sánh nổi lực nén tuyệt đối của thủy lực lớn. Khi bạn uốn vật liệu dày, cứng, sai số ±0,05 mm chấp nhận được và công việc đòi hỏi 220 tấn cả ngày, thủy lực vẫn là vua. Trong đóng tàu hay công trình kết cấu nặng, độ lặp ở mức micromet chỉ là màn biểu diễn. Khách hàng sẽ không trả tiền cho điều đó.
Và còn một cái bẫy khác: không phải mọi “truyền động trực tiếp” đều là servo‑electric. Truyền động cơ khí trực tiếp với hành trình cố định có thể cực nhanh nhưng cứng nhắc. Nếu xưởng của bạn xử lý nhiều loại chi tiết khác nhau, hành trình có thể điều chỉnh và đường đặc tính lực linh hoạt rất quan trọng. Hệ thống thủy lực có thể dễ thích nghi hơn. Tính linh hoạt có giá trị riêng.
Vì vậy, đây là điểm xoay chuyển.
Nếu 80 % lợi nhuận của bạn đến từ các công việc vật liệu mỏng, lặp lại cao, việc mua một máy thủy lực 220 tấn “phòng khi cần” là tự trói cấu trúc chi phí vào 20 % công việc không định hình doanh nghiệp bạn. Bạn sẽ phải kéo theo bồn dầu, phốt và mức tiêu thụ năng lượng vì khả năng mà bạn hiếm khi kiếm được tiền.
Nhưng nếu nguồn sống chính của bạn là thép dày và thỉnh thoảng cần độ chính xác cao, thì một máy điện hoàn toàn hàng đầu có thể chỉ là biểu tượng đắt đỏ trên tường.
Ống kính không phải là lực. Nó thậm chí không phải là độ chính xác.
Đó là sự căn chỉnh—giữa nơi mà biên độ của bạn được hình thành và cách chuyển động của trục tạo ra chúng.
Khi bạn bắt đầu xem công nghệ truyền động như một bộ khuếch đại tài chính thay vì chỉ là một thông số cơ học, bảng thông số kỹ thuật sẽ thôi hỏi “Nó có thể ép mạnh đến mức nào?” và bắt đầu hỏi “Tiền của bạn thực sự đến từ đâu?”


















