

誰かが自分の工場には「ダイレクトドライブ」があると言ったのを初めて聞いたとき、それを目で見る前に、耳で聞いた。.
あの高くなる唸り音。フライホイールがのどを鳴らすように回転を上げていく。そしてクラッチがつながると、フレーム全体が一打に合わせて震える。もし「ダイレクトドライブ」と聞いてそれを思い浮かべたのなら、少し落ち着く必要がある。.
なぜなら、その音は過去のものだ。.

トラックのタイヤほどの巨大な回転体が回り、モーターとラムを機械式クラッチで結んでいるプレスブレーキに近づいてみよう。床を通して蓄えられたエネルギーを感じることができる。その機械は慣性で曲げる。回転エネルギーを蓄え、それを一度に激しく放出するのだ。.
それもかつては「ダイレクト」だった――モーターからフライホイール、クランク、そしてラムへ、油圧を介さずに。しかしそれはあくまで鉄とタイミングで制御された brute force(純粋な力)であり、ソフトウェアでは管理されていない。そして材料の厚さや金型形状を変えるたびに、トルクを調整するのではなく、セットアップを変え、ストローク限界を探っていくことになる。.
では、何が変わったのか?
本物の現代的なダイレクトドライブブレーキは、巻き上げることはない。待つのだ。.
サーボ電動モーターがボールねじやベルトシステムに直結している。クラッチはない。エネルギーを蓄える回転体もない。32.4 mm の移動を命令すれば、32.4 mm 動く。0.0004インチの再現性を求めれば保持する——なぜならモーターの位置はマイクロ秒単位の閉ループで読み取られ、補正され、再補正されるからだ。.
工場の現実チェック:クラッチ式の機械でもストローク中間の“おいしい位置”では極めて正確だが、作業内容を変えると機械的ストッパーとタイミング調整に逆戻りする。調整のたびに数分。1分ごとが労働。部品にかかる労働時間を割れば、それは1曲げあたりのコストになる。それは懐古ではない——数学だ。.
クラッチがあるなら、依然として蓄えた慣性エネルギーを扱っている。トルクを指令しているのではなく、それを「放っている」のだ。.
そしてそれこそが、多くの工場がまだ切り替えられていない思考の転換である。.
2人のオペレーターを想像してみよう。.
1人は機械式ブレーキの前に立ち、リズムを聞き取り、ペダル越しに振動を感じている。もう1人はサーボ電動機の前に立ち、画面で位置フィードバック、トン数カーブ、角度補正をリアルタイムで見ている。1人はエネルギーを扱い、もう1人はデータを扱う。.
それが本当の分岐点だ。.
現代のダイレクトドライブは、曲げ加工をモーションコントロールの課題として扱う。モーターは要求に応じてトルクを供給する——放出を待つ回転鋼塊の貯蔵庫ではない。制御システムがずれを検知すれば、即座に補正する。クラッチサイクルのあとでも、機械的オーバーランのあとでもない。即座にだ。.
短いストローク。停止。反転。負荷をかけたまま位置を保持し、ドリフトしない。.
もはや慣性と闘うのではない。それを指令するのだ。.
そして、曲げ加工が機械的な出来事ではなくデジタルコマンドになると、すべての会話が変わる。重要なのは、どれだけ強く打てるかではなく、どれだけ正確に着地できるかということだ。.
そしてこれが、人々を混乱させる部分につながる。.
かつて「ダイレクト」とは、部品点数が少ないことを意味していた。リンク機構が少なく、動力伝達経路がよりクリーンであるということだった。.
しかし今では、それはまったく別の意味を持つ。.
サーボ電動式ブレーキでは、「ダイレクト」とは、モーターのトルクが油圧オイルといった仲介物なしに直接駆動機構に伝達されることを意味する。しかし、その背後には、エンコーダーのフィードバックを毎秒何千回も計測し、電流を調整し、負荷、温度、たわみまで補正するソフトウェアが存在する。.
つまり、そこには何一つ単純なものなどない。.
グリースやクラッチパッドをファームウェアと制御アルゴリズムに置き換えたのだ。リンク機構の遊びを機械的に取り除く代わりに、タッチスクリーンでパラメータを設定するようになった。使う道具は変わっても、目標は同じ──午後3時に工場が熱くなっても狂わない公差の再現性を得ることだ。.
つまり、認識の転換とはこうだ。ダイレクトドライブとはもはやモーターからラムへの単純な機械的直線経路のことではない。蓄えられた慣性を排除し、ソフトウェアの制御下で制御されたトルクに置き換えるということだ。.
それが分かると、もはやフライホイールと比較することはなくなる。.
代わりに、油と比べてどうかを考え始める。.
1月の午前7時5分。工場の温度は58度(摂氏約14度)——プロパンは無料ではない。最初の仕事は10ゲージのステンレス、32インチのフランジ、角度公差は厳しい。オペレーターが最初の部品を曲げると、角度が0.5度ほど足りない。圧力を上げる。2つ目の部品は近づく。3つ目でぴったり合う。.
プログラム上は何も変えていない。.
変わったのは、油だけだ。.
油圧オイルは受動的な媒体ではない。冷えると粘度が高く、熱くなると薄くなる。その粘度——つまり流れに対する抵抗——は、圧力の立ち上がりの速さやラムの停止精度に直接影響する。あなたが指令しているのは位置ではなく、温度58度と90度で動作が違う液体の柱を押しているということだ。.
それはメンテナンスの問題ではない。物理の問題だ。.

±0.5°の角度精度をうたう標準的なCNC油圧プレスブレーキを例にとろう。条件が安定していれば、油温が十分に上がり、バルブがバランスしている状態で、機械の精度が高くオペレーターの腕が良ければ±0.2°を維持できる。私も実際にそうしたことがある。.
だが、作業シフトの間に周囲温度が20度変化したらどうなるか。温度が上がると油の粘度は下がる。粘度が低いということは、比例バルブ内を流れる油の内部流量が速くなるということだ。圧力がより速く立ち上がる。ラムの減速の仕方が下死点付近で変わる。その最後のわずか数千分の一インチの移動──最終的な曲げ角を決める部分──が、ほんの少し違う位置で止まるのだ。.
紙の上では、それはラム部分で数百分の数ミリメートルにすぎません。.
部品の端、24インチ離れた場所では、それが数十分の数度になります。.
同じ仕事を2人のオペレーターが行う状況を想像してください——1人は午前7時、もう1人は午後3時。朝のオペレーターは角度を追うために圧力を微調整しています。午後のオペレーターは機械がオーバーシュートするのでそれを弱めています。プログラムは同じ。工具も同じ。材料ロットも同じ。.
しかし油の挙動が違うのです。.
現場の現実チェック:±1°の許容範囲でブラケットを曲げているなら気づくことはありません。レーザー切断されたアセンブリーに0.2mmの累積許容誤差で嵌め込まなければならないパネルを成形しているなら、圧力の微調整ひとつがスクラップのリスクになります。スクラップのリスクは再加工に繋がり、再加工は曲げごとのコストになります。.
そしてまだ圧縮率の話をしていない段階です。.
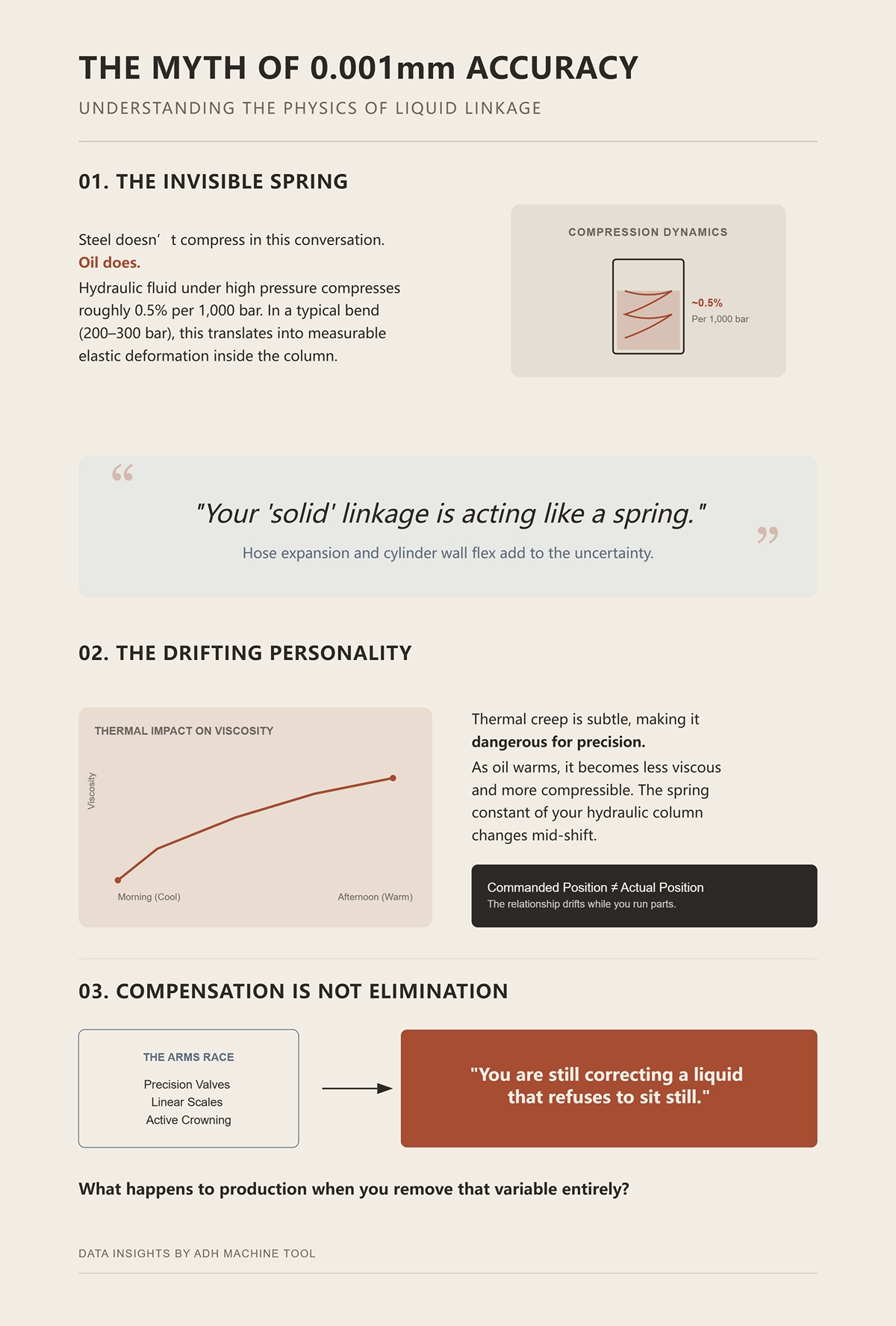
この話の中では鋼は圧縮されません。油は圧縮されます。.
わずかに。けれど十分です。.
高圧下の油圧作動油は、おおよそ1000バールあたり0.5%だけ圧縮されるという経験則があります。プレスブレーキが通常の曲げ工程で200〜300バールで作動している場合、その圧縮が油圧コラム内部の弾性的変形として現れます。ホースの膨張とシリンダー壁のたわみを加えれば、あなたの「固体」リンケージはまるでスプリングのように振る舞っています。.
ラム停止を命令します。バルブが閉じます。圧力が均一化します。圧縮されていた流体がわずかに緩みます。ラムが数ミクロン動きます。.
熱によるクリープは劇的ではありません。微妙です。それが危険なのです。.
そこに油温が一日の中で上昇することを重ね合わせましょう。温かい油は粘度が低く、わずかに圧縮しやすくなります。油圧コラムのばね定数が勤務中に変化します。つまり、命令したバルブ位置と実際のラム位置の関係が、部品を加工している間にずれていくのです。.
それに対抗できますか?もちろんです。高精度バルブ、ラム上のリニアスケール、アクティブクラウニングシステム、閉ループフィードバック。誤差をシステムから少しずつ排除できます。.
しかし、結局のところ落ち着かない液体を補正しているだけです。.
熱で膨張し、負荷で圧縮され、午前と昼では性質の変わる流体のコラムをリンケージにしている限り、0.001mmの再現精度を保証することはできません。補償は可能ですが、排除はできません。.
では、その変数を完全に取り除いたとき、生産はどうなるのでしょうか?
私が運営してきたすべての油圧工場には儀式がありました。電源を入れる。ポンプを循環させる。ラムを10回、15回作動させる。油に熱を加えて粘度を安定させてから初品を加工する。.
そのウォームアップは迷信ではありません。それは認めているということなのです。.
冷たいオイルはサーボバルブを通る流れが遅くなる。圧力応答は遅れ、位置制御が設計温度帯に達するまでは安定しない。それまでは、動いている標的を校正しているようなものだ。.
工場的な視点で計算してみよう。1時間あたりの負担コストが$75のマシンを10分間暖機すると、部品を1つも作らないうちに$12.50がかかる。これを年間250稼働日に掛けると、オイルが安定するのを待つだけで1台あたり年間$3,000以上になる。これには、オイル温度が十分でなかったために必要な初回品の調整時間も含まれていない。.
一方、油圧タンクもポンプも、安定させる流体の熱容量も不要なサーボ電動システムを比較してみよう。電源を入れればすぐにエンコーダが位置を読み取り、モーターはバルブブロック内の流体圧力ではなくデジタルコマンドに基づいてトルクを発生する。.
最初のストロークがすでに生産ストロークだ。.
温度に振り回されることも、今日の62度が十分かどうかを推測する必要もない。40ガロンのオイルの中に隠れた見えないバネを相手にすることもない。.
曲げ加工が油圧による圧力イベントではなく、デジタル制御されたトルクイベントになると、管理するのは暖機サイクルではなくデータになる。そして流体が関与しなくなった瞬間、課題は「どれだけオイルを制御できるか」ではなくなる。.
それは「どれだけ正確に動きを指令できるか」に変わる。.
午前7時2分、気温摂氏約14度の工場で100トンのサーボ電動ブレーキを起動し、3 mmステンレスで初回品を実行した。角度プローブの読み値は89.98°。もう一度サイクルを回すと89.99°。15個の部品を加工しても最大偏差は0.01°だった——しかも「暖機」というものが存在しなかった。暖めるもの自体がないのだ。.
リザーバーなし。ポンプなし。バネのように働くオイル柱もなし。.
圧力を指令して流体がそれを位置に変換するのを待つのではなく、コントローラはサーボモーターにトルクを指令し、リニアエンコーダでラム位置をミクロン単位で読み取り、数ミリ秒ごとにループを閉じる。ラムが3ミクロン遅れたら、ドライブはすぐに電流を増加させる。材料のスプリングバックが予想より強く反発したら、そのサイクル内でトルクが上がる。液体システムで誤差を「抜く」のではなく、実時間で動作を修正するのだ。.
これは微調整ではない。物理法則そのものが違う問題だ。.
油圧ブレーキでは比例バルブを開く。オイルが流れ、圧力が上がり、シリンダーが動く。その後でコントローラがラムの最終位置を確認する。あらゆる段階がコマンドと動作の間にある流体の挙動に依存している。.
ダイレクトドライブマシンでは、モーターシャフトがボールねじやベルトドライブを介して機械的にラムに直結している。12.6 kN·mのトルクを指令すると、そのトルクはミリ秒単位でシャフトに現れる。エンコーダは実際の位置を連続的に報告し、クローズドループ制御により、指令位置と実際位置を比較して誤差が大きくなる前に補正する。.
サーボ電動ブレーキがラムで1 ミクロンの再現性を保つのを見たことがある。リニアスケール付きの高精度な油圧でも、安定した条件で10 ミクロン程度が限界だ。10 ミクロンは小さく聞こえるが、600 mmの曲げ線まで伸ばすと角度誤差が増幅される。そこで組み立てが合わなくなる。.
現場での実情:ロボット溶接セルに供給するパネルの場合、4つの曲げで生じた累積公差が0.2 mmになると、ロボットが滑らかに動くか衝突するかが決まる。ブレーキがラムで1 ミクロン再現なら、シフトごとのオフセット調整は不要だ。10 ミクロンなら、毎回追いかけることになる。.
そして見落とされがちな利点は、ソフトウェアが記憶することだ。特定のVダイで3 mm 304ステンレスのスプリングバックを特性化すれば、その補正カーブは保存される。次回の実行はオイル温度との駆け引きではなく、記録済みの動作プロファイルの再生になる。.
だがトルクが油圧ではなくデジタル制御になると、曲げ間の待機時間中の消費電力はどう変わるのだろう?
サイクルの合間に油圧ブレーキのそばを通ると聞こえるだろう――ラムが動いていなくても、システム圧を維持するためにポンプが発するあの高まるようなうなり音が。オイルが循環し、熱が蓄積し、クーラーが作動する。流体をいつでも使える状態に保つためにキロワットを消費しているのだ。.
同等の100トン級の油圧機械は、1日の稼働で約60 kWhを消費することがある。同トン数クラスの純電動サーボモデルは、同様の作業負荷で約12 kWhで動作可能だ。中トン数セルを電動に切り替えた後、エネルギー使用量をおよそ半減させた工場を見たことがある。.
その理由は魔法ではない。サーボモーターは加速と曲げの間だけ大きな電流を消費する。保持時には電力消費はほぼゼロに落ちる。維持すべき圧力もなく、安定させる熱質量もない。背後で膨張する流体という敵もいない。.
これを1曲げ当たりのコストに換算してみよう。エネルギー単価を1 kWhあたり1 TP4T 0.12ドルとする。60 kWhは1 TP4T 7.20ドル/日、12 kWhは1 TP4T 1.44ドル/日。250 日で1 TP4T 1,440ドル対1 TP4T 360ドル。1台あたりの話だ。これにオイル交換、フィルター交換、漏れによる停止時間の削減を加えれば、稼働率は理論値ではなくなる。.
だが、実際に一台導入してみて認めざるを得なかったのは、消費電力が低くリターンスピードが200 mm/sだからといって、生産量が自動的に2倍になるわけではないということだった。.
では、速度が本当に意味を持つのはどこか?
仕様書には、サーボ電動ブレーキのリターンスピードが200 mm/s、油圧の多くでは120 mm/s以下と誇らしげに記されている。まるでレースカーのように聞こえる。.
では実際の作業を見てみよう。下降して接近し、曲げ速度まで減速し、成形、上昇、バックゲージを再位置決め、オペレーターが部品を反転、そして繰り返す。サイクルのうち最大速度で動くのはごく一部だ。実際の曲げストローク――トン数と精度が重要な部分――は、どちらの機械でも制御された低速で行われる。.
あるメーカーのデータでは、書類上およそ2倍の処理効率が示されていたが、その多くは非曲げ移動の速度向上によるものだった。手作業を含む混合ジョブでは、当社の測定では電動化後、サイクルが約25 % 短縮された。実際の改善であり、宣伝上の幻想ではない。.
なぜか? それはサーボ制御下で加速と減速が鋭くなるからだ。ラムは高速接近速度に達し、オーバーシュートなしにミュートポイントできっちり停止する。油圧の遅延はない。反転前に圧力が安定するのを待つ必要もない。そうしたわずかな時間の節約が、何百回もの曲げで積み重なる。.
だが、それでも本質的には鉄とタイミングで管理された力任せの動き――それが油圧的思考だ。サーボ電動では、タイミングがプログラム可能になる。モーションカーブを設計できるのだ。攻撃的な接近、制御された成形、迅速なリトラクト、ラム復帰中のバックゲージ同期動作。そのオーケストレーションが曲げ間の無駄時間を削減する。.
500個の部品のバッチを2人のオペレーターがそれぞれ担当していると想像してみよう。一方は圧力を微調整しながらポンプサイクルを待つ。もう一方は、機械が無音のうちに各ストロークを同一動作で自動リセットする間に部品をロードしている。昼には違いは単なる速度ではなく、予測可能性にも現れる。.
そしてその予測可能性こそ、見積りに余裕を持たず高精度作業をスケジュールできる理由になる。.
もちろん、1ミクロンの再現性やデジタルトルクカーブの話を始めた途端、誰かがこう問う。「じゃあ、100 トンではなく200 トン必要な仕事ならどうなる?」
数年前、12 mm厚のプレートで220 トンが必要な案件――長い構造チャネル、深いVダイ、全長ヒット――の見積りを出した。顧客は再現性を求めて電動を希望した。紙の上の計算はきれいに見えた。だが、モーターとボールねじのサイズを算定し始めたところで――。.
トルクの数値が一気に厳しいものになった。.
100 トンのダイレクトドライブでは、ボールねじやベルトを介して制御可能なシャフトトルクを指令している。しかしそれを200 トンにスケールさせると、単に荷重を倍にするだけでなく、機械的減速を通じて複合的に増やすことになる。ねじ径を太くして座屈を防ぐ必要があり、高精度加工のコストが急増し、サーボモーターはピーク電流が大きくなる。電動システムが同等のトン数を発生させるために油圧に比べ瞬間的な電力をおよそ2倍消費するという解析を見たことがある。100 トンでは設計上の選択肢だが、250 トンでは電力インフラの問題になる。.
物理法則が請求書を送ってくるわけだ。.
油圧の裏技。彼らは銅と鋼を流体圧力に交換する。シリンダーのボアを拡大し、システム圧力を上げれば、モーターがシャフトで全てのトルクを直接供給しなくても、より大きな力が得られる。相手をしているのは依然として生きた敵だ――圧縮し、熱を持ち、粘度によって性格を変える油である。しかし、力の密度こそが油圧がその価値を発揮するところだ。.
では、純粋な電動を重板の領域にスケールアップしようとすると、最初に壊れるのは一体何だろうか?
ねじから始めよう。ボールねじは回転トルクを直線力に変換する。関係はクリーンで予測可能——制御には理想的だ。だが直線力はトルクをリードで割り、さらに効率をかけたものだ。リードを変えずに力を倍増させるには、トルクを倍にしなければならない。力を増幅してくれる流体の「クッション」は存在しない。.
次に、全幅3メートルのベッドで16 mmの軟鋼を成形する状況を想像してみよう。求められているのは短く浅い打撃ではなく、長いストロークで持続的に高い圧力をかけることだ。つまり一時的なトルクではなく、継続的な高トルクが必要になる。モーターは熱を持ち、巻線が抵抗し、ドライブは自己防護のために出力を絞る。熱管理は注釈ではなく、設計上の制約そのものとなる。.
そしてカタログ仕様書が触れない部分がここにある。重板の仕事はしばしば低サイクル・長ストロークの作業だ。電動の利点――高加速度で5 m/s²のスナップ動作――は、ラムが全荷重で深い成形ストロークをゆっくりと進むときには恩恵をもたらさない。実際、一部のデータでは、そのような条件下では純電動の方がトンあたりの電力消費が多くなることを示している。100トンでの12 kWh対60 kWhの1日の比較?それが輝くのは短ストローク・高頻度の曲げ加工の場合だ。ストロークと負荷を伸ばせば、その差は縮まる。.
それでも、結局は鉄とタイミングによって管理される brute force(純粋な力)であり、ソフトウェアではない。.
Durmaなどのメーカーは、厚板加工では圧力と流量の制御によって油圧が安定した動きを提供すると主張する。私は両方を使ってきた。20 mmの板に力を加えるとき、油圧シリンダーの質量と減衰特性が実際に成形工程を滑らかにしてくれる。電動ドライブが過小設計だと、苦しそうに見える――実際に苦しんでいるのだ。その対策仕様は可能だが、コストカーブは急激に上昇する。.
もし純電動が経済的に現実的な範囲で150~200トン程度で実質的な限界に達するなら、答えは再び油タンクを取り付けることなのだろうか?
ハイブリッドサーボ油圧ブレーキに近づくと、すぐに違いに気づくだろう。ポンプの常時うなる音がしない。サイクル間の「上昇する高音の唸り」もない。サーボモーターは圧力が必要な時だけ回転する。従来の油圧に比べてエネルギー消費は減り、発熱も減少する。理論上は両陣営の長所を兼ね備えているように見える。.
機構的に起きていることは単純だ。サーボモーターが必要に応じて油圧ポンプを駆動する。依然としてシリンダー内の流体圧力で力を発生させるが、待機中にエネルギーを浪費することはない。200トン以上の用途では魅力的だ。油圧の力密度を維持しつつ、最大の効率損を削減できる。.
現場の現実確認:通常の200トン油圧機が8時間シフト中に大きな待機エネルギーを消費し、サーボ油圧がそれを30~50%%削減できるなら、それは年間で数千ドル規模のエネルギーと冷却費の節約になる。理論ではない。光熱費の話だ。.
しかし精度の面が議論を難しくする。再び油柱が負荷下でばねのように振る舞う。圧縮率はわずか——高圧下でもパーセントの端数程度だが——ストローク全体に伸ばせば、変動を再導入することになる。現代のシステムはリニアスケールとクローズドループフィードバックでそれを抑え、かなり健闘している。それでも、温度、シール摩耗、流体状態との闘いは続く。.
ポンプをソフトウェアに支配させただけで、流体そのものを取り除いたわけではない。.
ハイブリッドは、月曜日に250トンを求め、火曜日に精密なステンレス80トン作業を行うような工場に合理的だ。戦略的柔軟性を与える。しかし、それは曲げ加工を直接駆動による純粋なデジタルモーション問題へと変えるものではない。戦場を縮小することはできるが、あなたを制御室へは連れて行ってくれない。.
つまり、真の問いは「ハイブリッドが機能するか」ではなく、「その取引が価値を持つ時期はいつか」ということだ。.
同じ施設に2人のオペレーターがいる場面を想像してみよう。.
一方は130トンのダイレクトドライブセルを操作し、ロボット溶接ラインに部品を供給している。部品は3 mm~6 mmのステンレス。複数の曲げで公差が積み重なる。ラムの再現性はミクロン単位で測定される。ロボットは待たない。廃棄はほとんどない。機械は動作時のみ高出力を消費するため、エネルギー使用量は低く保たれる。.
もう一方は、300トンのブレーキで20mm厚のプレートから構造用ブラケットを成形している。公差は±0.5mmだ。部品はグラインダーやシムを備えた溶接ベイへ送られる。価値はミクロン単位の再現性にあるのではなく、機械を止めたりモーターを焼かずに、確実に鋼材を動かせることにある。.
異なる経済構造。.
おおよそ150トンを超えると、特に厚板構造物の加工では、純電動化をスケーリングするために必要な大型のボールねじ、大電流ドライブ、強化フレームへの追加支払いが、精度向上による利益を上回ることがある。そうなると、油圧式、特にサーボ駆動のハイブリッドが「必要な悪」になる。油を管理する生活に戻ることを受け入れなければならない——粘度を監視し、熱変化を追い、シールの摩耗に先んじる——なぜなら代替となる電動構成は、コストや電気的な実現性の面で非現実的だからだ。.
ここで議論は弱まるのではなく、むしろ鋭くなる。ダイレクトドライブは、すべてのケースで「優れている」わけではない。ミクロン単位の再現性が直接利益に転換される分野——ロボットセル、精密組立、無人運転生産——において、決定的に優れているのだ。仕事が厚板を押し潰すような純粋な力仕事である場合、油圧は依然として力密度と資本効率の点で支配的だ。.
間違いは、一台の機械で両方を同じ基準で行えると信じることだ。.
それを認めた瞬間、次の問いはトン数ではなくなる。実際に壊れるものは何か、実際に狂うものは何か、そして実際にダウンタイムを引き起こすものは何か——それは、工場の床から「生きた油柱」を残すか、排除するかという選択に関わってくる。.
誰も口にしたがらない部分がある。ほとんどのダウンタイムは劇的な故障ではない。ズレ、準備、清掃なのだ。.
油圧ブレーキで最初に壊れるのは、シリンダーロッドが真っ二つに折れることではない。ロッドシールからの滲みで、ラムにうっすらと油膜が現れることだ。温度による粘度変化で最初の10個の部品を作りながら修正を追いかける羽目になることだ。戻りフィルターが詰まり、油温が5度上がり、それによって曲げ角が微妙にずれて品質管理が質問し始めることだ。機械は動いている。ただし、時間を失っている。.
ダイレクトドライブでは故障の種類が変わる。もはや、膨張・収縮・圧縮する「生きた油柱」と戦うことはない。管理するのはモーター、エンコーダ、ボールねじだ。ズレが生じても、それはエンコーダのフィードバックや、ダイヤルゲージで測定できる機械的摩耗に起因することが多く、タンク内部に潜む熱膨張ではない。.
一方は戦場。もう一方は制御室。.
では、あなたが保守予算にサインする立場だったら、それは何を意味するだろうか?
油圧回路を取り除けば、保守記録から丸ごと一項目が消える。.
膨張・硬化するロッドシールはない。汚れを溜めるワイパーもない。寒い朝にポンプを飢えさせる吸引ストレーナーもない。200ガロンの油が徐々に酸化していくのを、圧力計がまだ上がるから大丈夫だと自分に言い聞かせることもない。流体サンプリングを予定する必要も、汚染された油の廃棄費を支払う必要もない。継手の下に吸収パッドを敷いて、OSHAがタイミング悪く立ち入らないことを祈る必要もない。.
工場の現実チェック:油圧ブレーキがライフサイクルコストの4分の1から3分の1を保守に充てているのに対し、同等の全電動機では10%台前半に留まるなら、その差は理論ではない。仮にその差が部品、フィルター、油、外部サービス呼出しで年間1万ドルだとすれば、それを埋めるには何千回もの曲げ加工をこなさねばならない。.
それでも油圧は無力ではない。年間50万サイクルを回している工場が、規律ある段階的点検——週次検査、四半期ごとのシール交換、年次の油分析——によってシリンダー寿命を30〜50%延ばしているのを見てきた。きちんと扱えば、油はよく働く。怠れば、容赦なく痛めつける。.
違いは、ダイレクトドライブではそもそも化学反応と折り合いをつける必要がない点だ。.
紙の上では清潔に聞こえる。.
経験豊富な油圧オペレーターを、完全にデジタル化されたクラウニングシステムと多軸バックゲージを備えたダイレクトドライブの前まで歩かせてみれば、その違いは彼の肩に現れる。.
油圧機構は一世代に、音と感触で聞き分けることを教えた。圧力がかかる前の甲高い唸り音。ペダルを踏んでからトン数が出るまでの微妙な遅れ。彼らは本能的に補正する――最初の押しで少し過剰に曲げ、油が温まるにつれて調整を戻す。しかしそれは依然として鉄とタイミングによって制御される力業であり、ソフトウェアによるものではない。.
ダイレクトドライブは、画面上の数字を信じることを求める。ミクロン単位のストローク深さ。リアルタイムの角度補正。昨日と全く同じ動作を繰り返すと仮定した曲げプログラム。それは機械的な変化ではなく、心理的な変化だ。.
そしてそこには確実に代償がある。トレーニング期間。チームが足の力で材料のばらつきを追うのをやめ、デジタルでパラメータを設定し始めるまでの数週間の生産速度低下。その変化を軽く見積もると、実際に部品を作る作業者から信用を失う。.
しかし一度その橋を渡れば、何かが変わる。ウォームアップサイクルの補正が不要になる。油温を気にした計画も不要になる。午前7時5分に作った最初の部品が午後3時55分の部品と同じ精度で仕上がることを期待するようになる。.
その「期待」が基準を再定義する。.
では、油がなくなりオペレーターが順応したあとに、実際に壊れるものは何か?
流体の問題を、機械的および電子的な問題と引き換えることになる。.
ボールねじは摩耗し、ベアリングはピット(小さな損傷)を生じる。サーボドライブは特に電源が汚れている環境では故障することがある。シールドが不十分ならエンコーダは信号を失う。ドライブキャビネットの冷却ファンが止まれば、熱が新たな敵になる。それらは神秘的な現象ではない。測定可能であり、適切な点検とクリーンな電源があればたいてい予測できる。.
ないものは、3,000 psiでのシールの押し出しだ。シリンダー内部での漏れが再現性をミクロン単位で奪っていくこともない。荷重を受けて油がばねのように働き、温度変化で弛むこともない。圧縮性という要素を方程式から排除したのだ。.
それでもダイレクトドライブが不死身になるわけではない。ボールねじの潤滑を怠れば自壊する。電気的接地を無視すれば、数週間にわたり幻の故障に悩まされる。手入れを怠った電動機は確実に早死にする。.
だが故障したとしても、それは「機械」として壊れる。化学実験のようには壊れない。.
そしてそれこそが転換点だ――保守の対象が「流体物理」から「制御された運動」に変わったと理解すれば、会話の焦点は最大トン数ではなく「トンあたりの収益」に移る。.
油圧のばらつきをなくすことが、どうやって実際の利益に変わるのか知りたいだろう。.
一日の最初の10個の部品から始めよう。油圧式のブレーキでは、曲げ、測定、深さの微調整、再び曲げ……と繰り返す。なぜなら摂氏55度の油は95度の油と同じように振る舞わないからだ。これが熱クリープだ。流体は薄くなり、圧縮の仕方も緩み方も変わる。常に追いかけ続ける。その補正は小さいが積み重なる——余計なプレス、余計な取り扱い、余計な検査。サーボ電動では、エンコーダのフィードバックによる閉ループ制御で動作するため、午前7時5分のラム位置は午後3時55分のラム位置とミクロン単位で同じだ。そこに油の性格変化は存在しない。.
測定可能な利点は魔法のような速度ではない。最初の部品がすぐ合格でき、補正サイクルが減ることだ。.
1日300個の小さなブラケットで、各部品につき1回の再プレスを減らせば、300回のペダル操作、300回のゲージ確認、300回のステンレスを0.5度曲げ過ぎてスクラップにする可能性が減る。それを1年分に掛ければ、理論の話ではなくなる。無駄にしていた時間を、請求可能な労働時間に変える話になる。.
ただし、それが本当に収益を生むブラケットである場合に限る。.
工場のフロアを歩き回り、実際にラックの中に何があるかを確認しよう。.
もしあなたの売上の80%が14ゲージのパネルや家電用ブラケット、筐体部品──短いストロークで高頻度、厳しい公差──から生まれているなら、あなたの機械は寿命の大半をサーボの加速と位置再現性が活きる範囲内で動作しているということになる。最新の電動ブレーキはラム加速度が5.0 m/s²を超えることができる。油圧では通常1.0 m/s²未満。その差が顕著になるのは短く繰り返しの多い曲げ作業のみ。ストロークが長い場合や厚板の加工では、優位性は小さくなる。.
2人のオペレーターを想像してみよう。.
ある作業者は1シフトに小部品を400個加工する。もう一人は重い基板を8枚扱う。前者のオペレーターはラムが動くたびに恩恵を受ける──速い接近、速い戻り、ウォームアップによるドリフトなし、角度調整なし。後者のオペレーターは材料の取り扱いと段取り時間に支配されており、ラム速度はほとんど影響しない。.
あなたの利益が前者のオペレーターにあるのなら、なぜ後者向けに最適化された機械を買うのか?
それが居心地の悪い質問だ。.
多くの購入者は依然として最大トン数で判断しがちだ。それが安全に見えるからだ。数字が大きければ能力も高い──そんな感覚。.
しかし、トン当たりの収益こそが会社の明かりを灯し続けるものだ。.
仮に100トンの電動ブレーキが8時間シフトで約12 kWh消費し、同等の油圧機では約60 kWhだとしよう。エネルギーは主要コスト項目ではないが、確かに存在する。さらにメンテナンス──フィルター、シール、オイル、サービスコール──を加えれば、その差は年間1万ドル程度になる。それは抽象的な話ではなく、利益率の話だ。.
次にスループットを考えよう。ショートストローク・高頻度部品でサーボ制御が生産性を30~50%向上させるなら(しかもその範囲だけで)、その増加分はあなたのスケジュールを支配する仕事に直接適用される。労働力は同じでも生産量が増える。あるいは同じ部品をより短い時間で完成できる。.
現場の現実チェック:軽量ゲージ部品が1単位あたり$2の付加利益を生むとして、油温の調整を待ったり遅いアプローチ速度を我慢せずに1時間に50個多く作れるなら、理論上$100/時間のアップサイドがある。現実がその半分しか与えないとしても、損益分岐点の計算は一気に変わる。.
油圧の不安定性を取り除くことで手に入る最大の価値は「予測可能性」だ。サイクルタイムの予測可能性。角度の予測可能性。スクラップ率の予測可能性。予測可能性は、見積もりを信頼できる契約に変える。.
しかし、利益が厚板に結び付いているなら話は逆になる。.
電動ブレーキは大型油圧機の圧倒的な押しつぶし力には到底及ばない。厚く硬い素材を曲げるときに±0.05 mmで十分で、常時220トンを必要とするような現場では、依然として油圧が主役だ。造船や重構造物の加工ではミクロン単位の再現性は単なる演出であり、顧客はそれに価値を見出さない。.
さらにもう一つの落とし穴がある。「ダイレクトドライブ」といっても、すべてがサーボ電動ではない。固定ストロークの機械式ダイレクトドライブは非常に速いが柔軟性に欠ける。あなたの工場が変則的な部品を扱う混成ラインなら、ストローク調整や柔軟な力曲線が重要だ。そういう点では油圧システムの方が融通が利く。多用途性には価値がある。.
ここが転換点だ。.
あなたの利益の80%が軽量ゲージで高頻度の作業から生まれているなら、「念のため」に220トンの油圧機を買うことは、あなたのコスト構造を本質でない20%の仕事に縛り付けることになる。使用頻度の少ない能力のために、オイルタンクやシール、エネルギー消費を抱え込むことになる。.
しかし、厚板加工が主力で時折精密作業をする程度なら、フル電動のフラッグシップ機は壁に飾る高価な勲章に過ぎないだろう。.
レンズは力ではない。それは精密さですらない。.
それは整合性だ——あなたのマージンが生まれる場所と、それを作り出すためにラムが動く仕組みとの間の整合だ。.
駆動技術を機械的な仕様ではなく財務的な増幅器として捉え始めると、「どれだけ押しつぶせるか?」と尋ねていた仕様書が、「あなたの利益は実際どこから生まれるのか?」と問いかけるようになる。“


















