

أول مرة قال لي أحدهم إن متجره يحتوي على “الدفع المباشر”، سمعت ذلك قبل أن أراه.
ذلك الأنين الصاعد. دولاب الموازنة يرتفع وكأنه يمهد لصوته. ثم ينغلق القابض ويهتز الإطار بأكمله مع الضربة. إذا كان هذا ما تتخيله عندما تسمع الدفع المباشر، فيجب أن نتمهل.
لأن هذا الصوت ينتمي إلى الأمس.

اقترب من مكبح تقويس مزود بكتلة دوارة بحجم إطار شاحنة وقابض ميكانيكي يربط المحرك بالمطرقة. يمكنك أن تشعر بالطاقة المختزنة في الأرضية. تلك الآلة تنحني بالزخم. إنها تخزن الطاقة الدورانية، ثم تفرغها في مصافحة عنيفة واحدة.
كان ذلك “مباشراً” ذات مرة—من المحرك إلى دولاب الموازنة إلى الكرنك إلى المطرقة، بلا زيت بينهما. لكنها ما زالت قوة غاشمة تحكمها الحديد والتوقيت، لا برنامج تحكم. وعندما تغيّر سماكة المادة أو هندسة الثقب، لا تضبط العزم—بل تستبدل إعداداتك وتطارد حدود الضربة.
إذًا، ما الذي تغيّر؟
المكبح الحديث الحقيقي ذو الدفع المباشر لا يتأهب. إنه ينتظر.
المحركات المؤازرة الكهربائية تكون مقترنة بمسامير كروية أو أنظمة أحزمة. لا يوجد قابض. لا كتلة دوارة تخزن الطاقة. عندما تطلب حركة بمقدار 32.4 مم، تتحرك 32.4 مم. عندما تطلب دقة تكرار بمقدار 0.0004 بوصة، يحافظ عليها—لأن موقع المحرك يُقرأ ويُصحح ويُصحح مرة أخرى في حلقة مغلقة تُقاس بالميكروثواني.
التحقق من واقع أرضية الورشة: يمكن لآلة ذات قابض أن تكون دقيقة جداً في منطقة الضربة المتوسطة المثالية، ولكن عندما تغيّر العمل تعود إلى نقاط توقف ميكانيكية وتعديلات في التوقيت. كل تعديل يستغرق دقائق. كل دقيقة هي عمل. كل ساعة عمل مقسمة على القطع هي دولارات لكل انحناءة. هذا ليس الحنين إلى الماضي—بل الرياضيات.
إذا كان فيها قابض، فأنت ما زلت تتعامل مع زخم مخزن. أنت لا تأمر بالعزم؛ أنت تطلقه.
وهذا هو التحول الذهني الذي لم تدركه معظم الورش بعد.
تخيل عاملين.
يقف أحدهما عند مكبح ميكانيكي، ينصت للإيقاع، يشعر بالاهتزاز عبر الدواسة. يقف الآخر عند آلة كهربائية مؤازرة، يراقب شاشة تُظهر تغذية راجعة للموقع، ومنحنيات الضغط، وتصحيح الزاوية في الوقت الفعلي. أحدهما يُدير الطاقة. الآخر يُدير البيانات.
هذا هو الفاصل الحقيقي.
الدفع المباشر الحديث يعامل عملية التقويس على أنها مشكلة تحكم في الحركة. المحرك يقدم العزم عند الطلب—من دون خزان من الفولاذ الدوّار ينتظر التفريغ. إذا رصد التحكم انحرافاً، يُصحح فوراً. ليس بعد دورة قابض. وليس بعد تجاوز ميكانيكي. فوراً.
ضربة قصيرة. توقف. عكس. تثبيت الوضع تحت الحمل دون انحراف.
أنت لا تحارب القصور الذاتي. أنت تتحكم به.
وبمجرد أن يصبح الانحناء أمرًا رقميًا بدلاً من حدث ميكانيكي، يتغير الحوار بأكمله. لم يعد الأمر يتعلق بمدى قوة الضربة، بل بمدى دقة وصولك إلى الهدف.
وهذا يقودنا إلى الجزء الذي يربك الناس.
كان "مباشر" يعني في السابق عددًا أقل من الأجزاء، وعددًا أقل من الوصلات، ومسار نقل طاقة أنظف.
أما الآن فهو يعني شيئًا مختلفًا تمامًا.
في مكبح سيرفو كهربائي، يعني “مباشر” أن عزم دوران المحرك ينتقل مباشرة إلى آلية القيادة دون أن يعمل الزيت الهيدروليكي كوسيط. ولكن خلف تلك البساطة يوجد برنامج يقيس تغذية المشفر آلاف المرات في الثانية، ويعدل التيار، ويعوض الحمل، ودرجة الحرارة، وحتى الانحراف.
لا يوجد شيء بسيط في ذلك.
لقد استبدلت الشحم وأقراص القابض بالبرمجيات وخوارزميات التحكم. توقفت عن إزالة التراخي الميكانيكي من الوصلات وبدأت في ضبط المعايير عبر شاشة تعمل باللمس. أدوات مختلفة، لكن الهدف نفسه: تفاوتات قابلة للتكرار لا تتغير عند الثالثة مساءً عندما ترتفع حرارة الورشة.
إذن التحول الإدراكي هو التالي: لم يعد الدفع المباشر يتعلق بخط ميكانيكي مستقيم من المحرك إلى الكباس، بل يتعلق بالتخلص من الزخم المخزن واستبداله بعزم دوران خاضع للتحكم البرمجي.
بمجرد أن ترى ذلك، تتوقف عن مقارنته بالعجلات الطائرة.
وتبدأ في التساؤل عن كيفية مقارنته بالنفط.
الساعة 7:05 صباحًا في يناير. درجة حرارة الورشة 58 فهرنهايت لأن البروبان ليس مجانيًا. أول عمل هو فولاذ مقاوم للصدأ بقياس 10، شفة بطول 32 بوصة، تسامح زاوية ضيق. يُشغل المشغّل الجزء الأول فيفتح بمقدار نصف درجة أقل. يزيد الضغط. الجزء الثاني أقرب. الثالث مضبوط تمامًا.
لم يتغير شيء في البرنامج.
ما تغير هو الزيت.
السائل الهيدروليكي ليس وسطًا خاملاً. يزداد لزوجته في البرد، ويقل كلما ارتفعت درجة الحرارة، ولزوجته — وهي مقاومته للتدفق — تؤثر مباشرة على سرعة بناء الضغط ودقة توقف الكباس. أنت لا تتحكم في الموضع مباشرة، بل تدفع عمودًا من السائل يتصرف بشكل مختلف عند 58 درجة عما يتصرف عند 90.
هذه ليست مشكلة صيانة، بل مسألة فيزيائية.

خذ مكبحًا هيدروليكيًا CNC قياسيًا بدقة زاوية تبلغ ±0.5°. تحت ظروف مستقرة، مع زيت دافئ وصمامات متوازنة، يمكنك الحفاظ على ±0.2° إذا كانت الماكينة مضبوطة والمشغل ماهرًا. لقد فعلت ذلك.
الآن دع درجة الحرارة المحيطة تتغير بمقدار 20 درجة خلال الوردية. تقل لزوجة الزيت مع ارتفاع درجة الحرارة. اللزوجة المنخفضة تعني تدفقًا أسرع داخليًا عبر الصمامات النسبية. يُبنى الضغط بسرعة أكبر. يتباطأ الكباس بشكل مختلف بالقرب من مركز الموت السفلي. تلك الأجزاء الأخيرة من السفر — التي تحدد زاوية الانحناء النهائية — تقع في موقع مختلف قليلًا.
على الورق، هذا يعادل أجزاء من المليمتر عند الكباس.
عند حافة القطعة، على بعد 24 بوصة، هذا يعادل أعشار درجة.
تخيّل عاملين يشغلان نفس المهمة — أحدهما في الساعة 7 صباحاً، والآخر في الساعة 3 بعد الظهر. عامل الصباح يحاول تعديل الزاوية بتعديلات الضغط. عامل الظهر يُقلل الضغط لأن الماكينة أصبحت تتجاوز الحد. نفس البرنامج. نفس الأدوات. نفس دفعة المادة.
سلوك مختلف للزيت.
واقع أرض المصنع: إذا كنت تثني حوامل بحدّ تسامح ±1° فلن تلاحظ الفرق. لكن إذا كنت تشكّل ألواحاً يجب أن تتطابق مع تجميعات مقطوعة بالليزر بتسامح تراكمي 0.2 مم، فكل تعديل في الضغط يصبح مخاطرة هدر. مخاطرة الهدر تصبح إعادة عمل. إعادة العمل تتحول إلى تكلفة بالدولار لكل عملية ثني.
وذلك قبل أن نتحدث عن قابلية الانضغاط.
الفولاذ لا ينضغط في هذا السياق. الزيت ينضغط.
ليس كثيراً. ولكن بما يكفي.
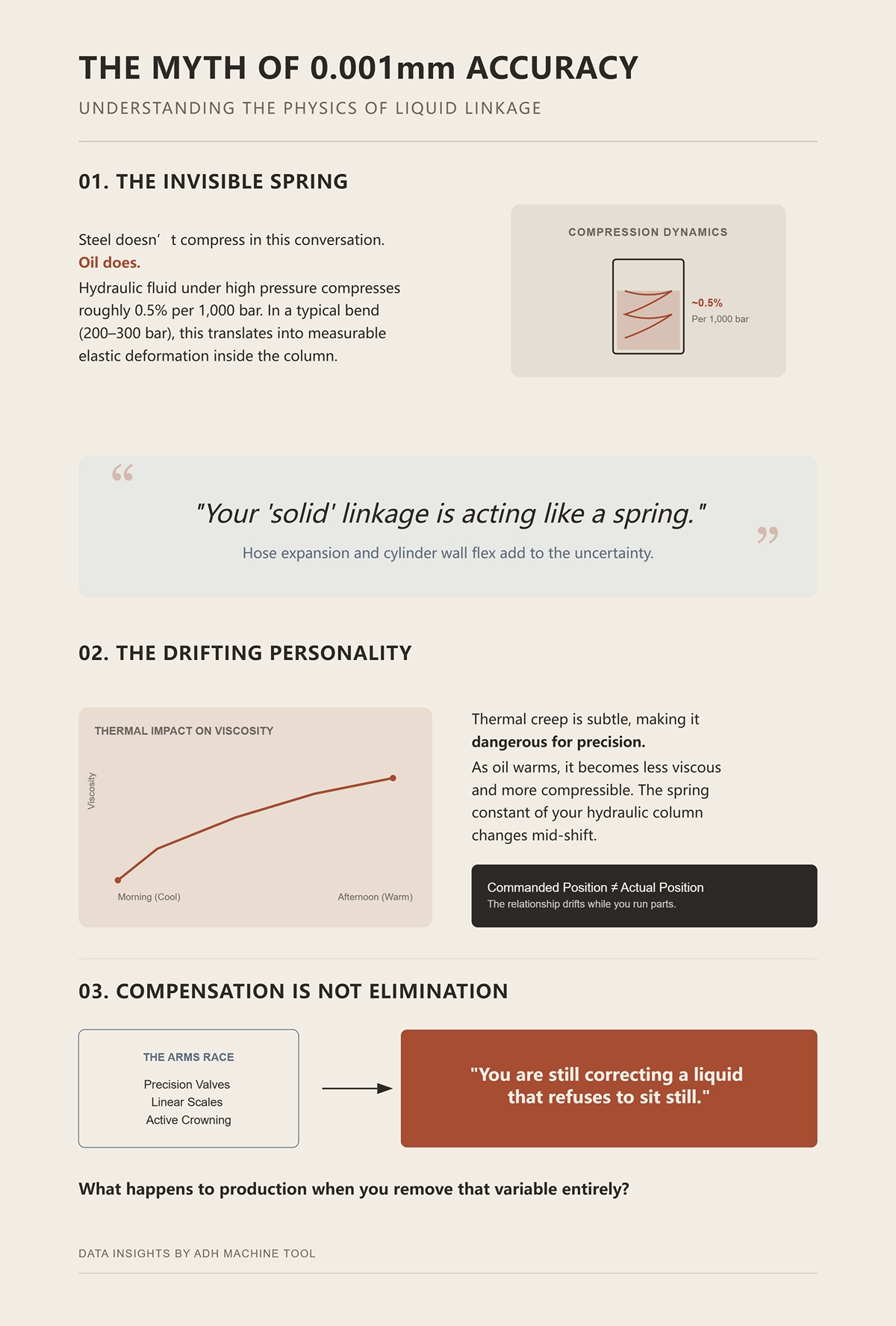
السائل الهيدروليكي تحت ضغط مرتفع ينضغط تقريباً بنسبة 0.5% لكل 1000 بار كقاعدة عامة. في مكبس انحناء يعمل مثلاً عند 200–300 بار أثناء الانحناء المعتاد، يُترجم هذا الضغط إلى تشوّه مرن قابل للقياس داخل العمود الهيدروليكي. أضف تمدد الخراطيم وانحناء جدار الأسطوانة، وستجد أن وصلك “الصلب” يتصرف كزنبرك.
تأمر الكباس بالتوقف. يغلق الصمام. يتوازن الضغط. يخفّ انضغاط السائل قليلاً. يتحرك الكباس بضع ميكرونات.
الانزلاق الحراري ليس دراماتيكياً. إنه دقيق. وهذا ما يجعله خطيراً.
الآن أضف إلى ذلك ارتفاع درجة حرارة الزيت على مدار اليوم. الزيت الأدفأ أقل لزوجة وأكثر قابلية للانضغاط قليلاً. ثابت زنبرك العمود الهيدروليكي يتغير أثناء نوبة العمل. لذا العلاقة بين موضع الصمام المطلوب والموضع الفعلي للكباس تتحرك أثناء تشغيل القطع.
هل يمكنك مقاومته؟ بالتأكيد. صمامات دقيقة. مقاييس خطية على الكباس. أنظمة تقويس نشطة. تغذية راجعة مغلقة الحلقة. يمكنك الاستمرار في تقليل الخطأ في النظام.
لكن لا تزال تقوم بتصحيح سائل يرفض البقاء ثابتاً.
لا يمكنك أن تعد بتكرارية 0.001 مم عندما يكون وصلك عموداً من السائل يتمدد بالحرارة، وينضغط تحت الحمل، ويتغير سلوكه بين الصباح والغداء. يمكنك التعويض. لكن لا يمكنك الإلغاء الكامل.
فما الذي يحدث للإنتاج عندما تُزيل هذا المتغير تماماً؟
كل ورشة هيدروليكية أدرتها كان لديها طقس معتاد. تشغيل الطاقة. ترك المضخة تدور. تشغيل الكباس عشر مرات أو خمس عشرة مرة. إدخال الحرارة إلى الزيت حتى تستقر اللزوجة قبل تشغيل أول نموذج.
هذا الإحماء ليس خرافة. إنه اعتراف.
يتدفق الزيت البارد ببطء أكثر عبر صمامات السيرفو. يستجيب الضغط بتأخر. لا يصبح التحكم في الموضع دقيقاً إلا بعد أن ترتفع درجة الحرارة إلى النطاق المصمم لها. وحتى ذلك الحين، فأنت فعلياً تقوم بمعايرة هدف متحرك.
لنقم بالحساب بلغة الورشة. عشر دقائق من الإحماء على آلة بمعدل تكلفة تشغيل قدره $75 في الساعة تساوي $12.50 قبل أن تصنع قطعة واحدة. اضرب ذلك في 250 يوم عمل. هذا أكثر من $3,000 في السنة فقط في انتظار أن يتصرف الزيت كما يجب — لكل آلة. وهذا لا يشمل تعديلات القطعة الأولى لأن الزيت لم يكن قد بلغ المستوى الصحيح بعد.
قارن ذلك بنظام سيرفو-إلكتريك لا يحتوي على خزان هيدروليكي ولا مضخة ولا كتلة حرارية من السائل لتستقر. تقوم بتشغيله. ويقرأ المشفر الموضع فوراً. يطبّق المحرك العزم بناءً على أمر رقمي، وليس على ضغط سائل يتراكم عبر كتلة صمامات.
الضربة الأولى هي ضربة إنتاج.
لا حاجة لمطاردة درجة الحرارة. لا تخمين فيما إذا كانت درجة 62 اليوم قريبة بما فيه الكفاية. لا زنبرك خفي يختبئ في 40 غالوناً من الزيت.
عندما يصبح الثني حدث عزم تحكم رقمي بدلاً من حدث ضغط هيدروليكي، فإنك لا تدير دورات إحماء، بل تدير بيانات. وبمجرد أن يخرج السائل من المعادلة، تتوقف المسألة عن كونها مدى قدرتك على ترويض الزيت.
وتصبح مدى قدرتك على توجيه الحركة بدقة.
في الساعة 7:02 صباحاً، قمتُ بتشغيل مكبس كبح سيرفو-إلكتريك بقوة 100 طن في ورشة بدرجة حرارة 58، وأنتجتُ القطعة الأولى من فولاذ مقاوم للصدأ بسماكة 3 ملم. قرأ مسبار الزاوية 89.98°. ضغطت دورة التشغيل مرة أخرى. 89.99°. بعد خمسة عشر قطعة، كان أسوأ انحراف هو 0.01° — ولم “يسخن” الجهاز لأن ما من شيء يحتاج إلى تسخين.
لا خزان. لا مضخة. لا عمود زيت يتصرف كزنبرك.
بدلاً من إصدار أمر بالضغط والاعتماد على أن السائل سيترجمه إلى موضع، يقوم المتحكم بإصدار أمر بالعزم إلى محرك سيرفو، ويقرأ موضع الكباس عبر مشفر خطي بدقة الميكرونات، ويغلق الحلقة كل بضع ميلي ثانية. إذا تأخر الكباس بمقدار 3 ميكرونات، يزيد المشغل التيار فوراً. وإذا دفع ارتداد المادة للخلف بقوة أكثر من المتوقع، يرتفع العزم في نفس الدورة. أنت لا تستنزف الخطأ من نظام سائل، بل تصحح الحركة في الوقت الفعلي.
هذا ليس تحسيناً. إنه مشكلة فيزيائية مختلفة تماماً.
في مكبس هيدروليكي، تفتح صماماً نسبياً. يتدفق الزيت. يتكوّن الضغط. تتحرك الأسطوانة. ثم ينتظر المتحكم ليرى أين انتهى الكباس فعلياً. كل خطوة تعتمد على سلوك السائل بين الأمر والحركة.
في آلة ذات دفع مباشر، يكون عمود المحرك مرتبطاً ميكانيكياً — غالباً عبر لولب كروي أو سيور — مباشرة مع الكباس. عند إصدار أمر بعزم قدره 12.6 كيلونيوتن·متر، يصبح هذا العزم موجوداً عند العمود خلال أجزاء من الثانية. يبلغ المشفر عن الموضع الفعلي باستمرار. التحكم المغلق الحلقة يعني أن النظام يقارن الموضع المطلوب بالموضع الفعلي ويصحّح الخطأ قبل أن يتفاقم.
لقد شاهدت مكابح سيرفو-إلكتريك تحافظ على تكرارية تصل إلى ميكرون واحد عند الكباس. أما الأنظمة الهيدروليكية، حتى المحكمة منها المزودة بمقاييس خطية، فتعتمد عادة على حوالي 10 ميكرونات في ظروف مستقرة. قد يبدو عشرة ميكرونات صغيراً حتى تمده لمسافة 600 ملم حتى خط الثني. يتضاعف خطأ الزاوية مع طول الحافة. وهنا تتوقف القطع عن الاتساق في التجميع.
تحقق واقعي من أرض الورشة: في لوح يغذي خلية لحام روبوتية، فإن تسامحاً تراكمياً قدره 0.2 ملم عبر أربع ثنيات يحدد ما إذا كان الروبوت سينزلق بسلاسة أم يتحطم. إذا كان مكبسك يكرر ضمن ميكرون واحد عند الكباس، تتوقف عن ضبط الانحرافات كل وردية. إذا كان يكرر ضمن عشرة، فأنت تطارد الخطأ باستمرار.
وإليك الميزة الصامتة: البرنامج يتذكر. بمجرد أن توصّف ارتداد المادة لفولاذ مقاوم للصدأ 304 بسماكة 3 ملم مع قالب V محدد، تُخزَّن منحنيات التعويض. التشغيل التالي ليس تفاوضاً مع درجة حرارة الزيت، بل ملف حركة مستعاد.
لكن عندما يكون العزم رقمياً وليس هيدروليكياً، ماذا يحدث لاستهلاك الطاقة أثناء السكون بين الثنيات؟
سر بجانب مكبس هيدروليكي بين الدورات وستسمع ذلك — الصفير المتصاعد للمضخة وهي تحافظ على ضغط النظام حتى عندما لا يتحرك الكباس. الزيت يدور. الحرارة تتراكم. جهاز التبريد يعمل. أنت تستهلك الكيلوواطات لتبقي السائل جاهزًا.
آلة هيدروليكية مماثلة بسعة 100 طن يمكن أن تستهلك حوالي 60 كيلوواط ساعة في يوم عمل. أما النموذج الكهربائي الخالص المزود بمحرك سيرفو في نفس فئة الحمولة فيمكن أن يعمل بالقرب من 12 كيلوواط ساعة في نفس ظروف العمل. لقد رأيت ورشًا تخفض استخدام الطاقة إلى النصف تقريبًا بعد تحويل خلية بقدرة متوسطة إلى كهربائية.
السبب ليس سحرًا. محركات السيرفو تسحب تيارًا كبيرًا فقط أثناء التسارع والانحناء. أثناء التوقف، ينخفض استهلاك الطاقة إلى ما يقارب الصفر. لا يوجد ضغط للحفاظ عليه. لا توجد كتلة حرارية لتثبيتها. ولا يوجد سائل متمدد خلف ظهرك.
ترجم ذلك إلى دولارات لكل عملية انحناء. افترض أن تكلفة الطاقة عندك هي $0.12 لكل كيلوواط ساعة. ستين كيلوواط ساعة تعادل $7.20 في اليوم. واثنا عشر كيلوواط ساعة تعادل $1.44. على مدى 250 يومًا، ذلك يعني $1,440 مقابل $360. على آلة واحدة فقط. أضف إلى ذلك التخلص من تغييرات الزيت والمرشحات وأوقات التسرب، وستتوقف فكرة وقت التشغيل النظري.
لكن هنا المفاجأة التي اضطررت للاعتراف بها بعد تركيب واحدة منها: انخفاض استهلاك الطاقة وسرعة العودة 200 مم/ث لا يعنيان تلقائيًا ضعف الإنتاجية.
إذًا أين تكمن أهمية السرعة فعليًا؟
ستجد ورقة المواصفات تتفاخر بسرعة عودة تبلغ 200 مم/ث في مكبس سيرفو كهربائي مقابل أقل من 120 مم/ث في العديد من الهيدروليكيات. يبدو الأمر كسيارة سباق.
الآن راقب مهمة حقيقية: اقتراب للأسفل، تباطؤ إلى سرعة الانحناء، تشكيل، عودة للأعلى، إعادة تموضع المقياس الخلفي، المشغل يقلب الجزء، وتكرار. جزء صغير فقط من تلك الدورة يجري بأقصى سرعة. أما ضربة الانحناء الفعلية — حيث تهم الحمولة والدقة — فتحدث بسرعة مضبوطة أبطأ في كلتا الآلتين.
أظهرت بيانات أحد المصنعين كفاءة معالجة تبلغ ضعف المعدل تقريبًا على الورق، ومع ذلك جاء الكثير من ذلك التحسن من الحركة غير المتعلقة بالانحناء. في مهام مختلطة تتضمن مناولة يدوية، قسنا دورات أقصر بنحو 25% بعد التحول إلى النظام الكهربائي. تحسن حقيقي، وليس خيال تسويقي.
لماذا؟ لأن التسارع والتباطؤ أكثر حدة تحت تحكم السيرفو. يصل الكباس إلى سرعة اقتراب عالية، ثم يكبح بدقة عند نقطة التوقف دون تجاوز. لا تأخير هيدروليكي. لا انتظار لاستقرار الضغط قبل الانعكاس. تلك أجزاء الثواني الموفرة تتراكم عبر مئات الانحناءات.
لكنها لا تزال قوة غاشمة تُدار بالحديد والتوقيت، لا بالبرمجيات — هذا هو المنطق الهيدروليكي. أما في النظام السيرفو الكهربائي، فالتوقيت يصبح قابلًا للبرمجة. يمكنك تشكيل منحنى الحركة: اقتراب هجومي، تشكيل مضبوط، عودة سريعة، حركة مقياس خلفي متزامنة أثناء ارتداد الكباس. هذا التناغم يقلل الوقت الضائع بين الانحناءات.
تخيل عاملين يديران دفعة من 500 قطعة. أحدهما يقضي اليوم في تعديل الضغط وانتظار دورات المضخة. والآخر يحمّل الأجزاء بينما تعيد الآلة ضبط نفسها بصمت مع حركة متطابقة في كل شوطة. بحلول وقت الغداء، الفرق ليس فقط في السرعة. بل في قابلية التنبؤ.
وقابلية التنبؤ هي ما يسمح لك بجدولة العمل ذي التسامحات الدقيقة دون إضافة هوامش إضافية في التسعير.
بالطبع، ما إن تبدأ الحديث عن تكرار بمقدار ميكرون واحد ومنحنيات عزم دوران رقمية، حتى يسأل أحدهم السؤال الصعب: ماذا يحدث عندما يتطلب العمل 200 طن بدلاً من 100؟
منذ بضع سنوات عرضنا تسعيرة عمل بسعة 220 طن في صفيحة 12 مم — قنوات هيكلية طويلة، قوالب على شكل V عميقة، ضربات بطول كامل. أراد العميل النظام الكهربائي من أجل التكرار. الحسابات على الورق بدت نظيفة. ثم بدأنا في حساب حجم المحركات والبراغي.
تحولت أرقام العزم بسرعة إلى مشكلة.
في مكبس مباشر بقدرة 100 طن، تتحكم بعزم عمود يمكن إدارته عبر براغي كروية أو أحزمة. لكن عند التوسيع إلى 200 طن، لا تقوم فقط بمضاعفة الحمل — بل تضاعفه عبر الاختزال الميكانيكي. البراغي الأكبر تعني أقطارًا أوسع لمنع الانبعاج، وتكاليف أعلى في التشغيل الدقيق، ومحركات سيرفو تتطلب تيارًا عاليًا عند الذروة. لقد رأيت تحليلات تُظهر أن الأنظمة الكهربائية يمكن أن تسحب تقريبًا ضعف الطاقة الكهربائية اللحظية لتوليد حمولة مكافئة مقارنة بالأنظمة الهيدروليكية. عند 100 طن، ذلك خيار تصميم. أما عند 250، فيصبح مشكلة بنية تحتية للطاقة.
الفيزياء ترسل لك الفاتورة.
خداع الهيدروليك هنا. إنهم يستبدلون النحاس والصلب بالضغط السائل. زِد قطر الأسطوانة، وارفع ضغط النظام، وستحصل على قوة أكبر دون أن تطلب من المحرك أن يُقدّم كل ذلك العزم مباشرة عند العمود. ما زلت تصارع عدوّاً حيّاً — زيتاً ينضغط ويسخن ويتغير في سلوكه حسب اللزوجة — ولكن كثافة القوة هي ما يجعل الهيدروليك يستحق مكانه.
فما الذي ينكسر أولاً تحديداً عندما تحاول توسيع النطاق الكهربائي البحت ليصل إلى مجال الصفائح الثقيلة؟
ابدأ باللولب. اللولب الكروي يحوّل العزم الدوراني إلى قوة خطية. العلاقة واضحة ومتوقعة — رائعة للتحكم. لكن القوة الخطية تساوي العزم مقسوماً على خطوة اللولب، مضروباً في الكفاءة. لمضاعفة القوة دون تغيير الخطوة، عليك مضاعفة العزم. لا يوجد وسادة سائلة لتضخيمها.
تخيل الآن سريراً بطول 3 أمتار يشكّل فولاذاً معتدل الصلابة بسماكة 16 مم عبر العرض الكامل. أنت تطلب طنّية عالية ومستدامة خلال شوط طويل، وليس ضربة سريعة وسطحية. هذا يعني عزم دوران مستمر مرتفع، وليس مجرد ذروة قصيرة. المحركات تسخن. الملفات تقاوم. وحدات القيادة تخفف نفسها للحماية. إدارة الحرارة تكف عن كونها تفصيلاً جانبياً وتصبح قيد التصميم الرئيسي.
وإليك الجزء الذي لا تتطرق إليه المواصفات كثيراً: أعمال الصفائح الثقيلة غالباً ما تكون ذات دورة منخفضة وشوط طويل. ميزة النظام الكهربائي — التسارع العالي، 5 م/ث² سرعة في الوضع — لا تعود عليك بالفائدة عندما يتحرك المكبس ببطء خلال شوط تشكيل عميق تحت حمل كامل. في الواقع، تُظهر بعض البيانات أن الأنظمة الكهربائية البحتة قد تستهلك طاقة كهربائية أكثر لكل طن من القوة المنتجة في تلك الحالات. المقارنة المشهورة 12 ك.و.س مقابل 60 ك.و.س يومياً عند 100 طن؟ تبدو مذهلة في الانحناءات القصيرة عالية التكرار. لكن عندما تمدّ الشوط والحمل، تضيق الفجوة.
ومع ذلك فهي ما تزال قوة غاشمة تُدار بالحديد والتوقيت، لا بالبرمجيات.
تقول دورما وآخرون إن الهيدروليك يوفر تحكم حركة مستقراً من خلال تعديل الضغط والتدفق عند العمل على الصفائح السميكة. لقد جربت كليهما. عندما تضغط على صفيحة 20 مم، فإن كتلة الأسطوانة الهيدروليكية وتخميدها يمكن أن يُنعما فعلياً مرحلة التشكيل. أما أنظمة القيادة الكهربائية، إذا كانت دون الحجم المناسب، فقد تشعر وكأنها تتألم — لأنها كذلك. يمكنك معالجة ذلك من خلال المواصفات، لكن منحنى التكلفة يرتفع بقوة.
فإذا وصل النظام الكهربائي البحت إلى حد عملي بين 150 و200 طن ضمن اقتصاد معقول، فهل الحل هو إعادة خزان الزيت مرة أخرى؟
اقترب من مكبح سيرفو-هيدروليكي هجين وستلاحظ شيئاً مختلفاً فوراً. لا ضجيج مضخة مستمر. لا “أزيز متصاعد” بين الدورات. يدور محرك السيرفو فقط عند الحاجة إلى الضغط. تنخفض الطاقة مقارنة بالهيدروليك التقليدي. يتقلص الحمل الحراري. على الورق يبدو وكأنه يجمع أفضل ما في العالمين.
ما يحدث ميكانيكياً واضح: محرك سيرفو يدير مضخة هيدروليكية حسب الطلب. ما زلت تولد القوة من خلال ضغط السائل داخل الأسطوانات، ولكنك لا تهدر الطاقة أثناء الخمول. في التطبيقات التي تبلغ 200 طن فما فوق، يكون ذلك مغرياً. تحتفظ بكثافة القوة الهيدروليكية بينما تقلل أسوأ حالات عدم الكفاءة.
تحقق واقعي في أرض المصنع: إذا كان مكبس هيدروليكي تقليدي بقدرة 200 طن يستهلك طاقة خمول كبيرة خلال وردية مدتها 8 ساعات، وتمكّن السيرفو-هيدروليكي من تقليص ذلك حتى بنسبة 30–50٪، فأنت تتحدث عن توفير آلاف سنوياً في الطاقة والتبريد. ليست نظرية. بل فواتير المرافق.
لكن الدقة هي ما يضيّق نطاق الجدل. لقد عدت إلى أعمدة الزيت التي تتصرف كأنها نوابض تحت الحمل. الانضغاط قد يكون ضئيلاً — أجزاء من المئة عند الضغط العالي — ولكن عندما تمدّه عبر طول الشوط، تعيد إدخال التباين. الأنظمة الحديثة تتعامل معه بمقاييس خطية وتغذية راجعة مغلقة، وتؤدي عملاً محترماً. ومع ذلك فأنت تفاوض مجدداً مع درجة الحرارة وتآكل الأختام وحالة السائل.
لقد جعلت البرمجيات مسؤولة عن المضخة، ولم تزل السائل من المعادلة.
تُعد الأنظمة الهجينة منطقية للمصانع التي تحتاج إلى 250 طن يوم الاثنين و80 طن من عمل الفولاذ المقاوم للصدأ الدقيق يوم الثلاثاء. إنها تمنح مرونة استراتيجية. لكنّها لا تحوّل عملية الثني إلى مسألة حركة رقمية خالصة كما يفعل الدفع المباشر. إنها تقلل ساحة المعركة. ولا تنقلك إلى غرفة التحكم.
وهذا يعني أن السؤال الحقيقي ليس عمّا إذا كانت الأنظمة الهجينة تعمل، بل متى تستحق المقايضة.
تخيل عاملين في نفس المنشأة.
يدير أحدهما خلية دفع مباشر بقدرة 130 طن تغذي خط لحام روبوتي. الأجزاء من الفولاذ المقاوم للصدأ بسماكة بين 3 مم و6 مم. تتراكم التفاوتات عبر عدة انحناءات. يُقاس التكرار عند المكبس بالميكرونات المفردة. الروبوت لا ينتظر أبداً. الفاقد نادر. استهلاك الطاقة يبقى منخفضاً لأن الآلة تسحب طاقة قوية فقط أثناء الحركة.
الآلة الأخرى تعمل بمكبس ثني بقدرة 300 طن لتشكيل حوامل هيكلية من صفائح بسماكة 20 مم. التفاوتات هي ±0.5 مم. تنتقل الأجزاء إلى منطقة لحام مزودة بمطاحن وفواصل. القيمة ليست في مستوى التكرار الدقيق بالميكرون، بل في القدرة على تحريك الفولاذ بشكل موثوق دون توقف الآلة أو احتراق المحرك.
اقتصاديات مختلفة.
عند قدرة تقارب 150 طن فما فوق، خصوصاً في الأعمال الهيكلية السميكة، فإن التكلفة الإضافية التي تدفعها لتوسيع نظام كهربائي بحت—براغي ضخمة، محركات عالية التيار، هياكل مدعّمة—قد تفوق فائدة الدقة الإضافية. الأنظمة الهيدروليكية، خصوصاً الهجينة التي تعمل بالمحركات المؤازرة، تصبح ضرورة لا مفر منها. تقبل حقيقة أنك عائد إلى التعامل مع الزيت—مراقبة اللزوجة، وملاحقة الانجراف الحراري، ومتابعة تآكل الأختام—لأن البديل هو هيكل كهربائي مكلف جداً أو غير عملي كهربائياً.
هنا تتضح الأطروحة ولا تضعف. الدفع المباشر ليس “أفضل” في كل حالة. إنه أفضل بشكل قاطع عندما تتحول قابلية التكرار على مستوى الميكرون مباشرة إلى ربح—في خلايا الروبوتات، والتجميعات الدقيقة، والإنتاج الآلي المستمر. أما عندما يكون العمل متعلقاً بالقوة الشديدة في الصفائح السميكة، فإن الهيدروليك لا يزال متفوقاً في كثافة القوة وكفاءة رأس المال.
الخطأ هو الادعاء بأن آلة واحدة يجب أن تؤدي كلا المهمتين بنفس المعايير.
بمجرد أن تعترف بذلك، لا يعود السؤال التالي متعلقاً بالحمولة إطلاقاً، بل بما الذي ينكسر فعلاً، وما الذي ينحرف فعلاً، وما الذي يكلفك فعلاً وقت توقف عندما تختار أن تُبقي—أو تُلغي—عمود الزيت الحي من أرض ورشتك.
إليك الجزء الذي لا يحب أحد قوله بصوت عالٍ: معظم أوقات التوقف ليست بسبب فشل درامي، بل بسبب الانجراف والتحضير والتنظيف.
في مكبس هيدروليكي، ما يتعطل أولاً ليس عادةً قضيب الأسطوانة الذي ينكسر إلى نصفين. بل ختم قضيب متسرب يترك طبقة لامعة خفيفة على المكبس. أو تغيّر اللزوجة مع درجة الحرارة بحيث تحتاج أول عشرة أجزاء إلى ملاحقة وتصحيح. أو مرشح عودة مسدود يرفع درجة حرارة الزيت خمس درجات، مما يغيّر زاوية الانحناء قليلاً بما يكفي لجعل قسم الجودة يبدأ بطرح الأسئلة. الآلة ما تزال تعمل، لكنك تنزف وقتاً.
الدفع المباشر يغيّر نوع العطل. لم تعد تقاتل عمود زيت حي يتمدّد، ويتقلّص، وينضغط تحت الضغط. بل تدير محركات، ومشفّرات، وبراغي كروية. عندما يحدث انحراف، فعادةً يمكن تتبعه إلى ردود المشفّر أو تآكل ميكانيكي يمكن قياسه بمؤشر قرصي، وليس انجرافاً حرارياً مختبئاً داخل خزان.
إحداهما ساحة معركة، والأخرى غرفة تحكم.
فماذا يعني ذلك عندما تكون أنت من يوقّع على ميزانية الصيانة؟
بإزالة الدائرة الهيدروليكية، تحذف بالكامل عموداً من سجل الصيانة الخاص بك.
لا أختام قضيب تنتفخ وتتصلب. لا ممسحات تتسخ. لا مصافي شفط تحرم المضخة من السائل في صباح بارد. لا 200 جالون من الزيت يتأكسد ببطء بينما تتظاهر أن كل شيء على ما يرام لأن مقياس الضغط ما زال يرتفع. لا جدولة لأخذ عينات من الزيت. لا دفع مقابل التخلص من الزيت الملوّث. لا فرش ماصّة تحت الوصلات على أمل ألا يدخل مفتش السلامة المهنية في اليوم الخطأ.
واقع أرض الورشة: إذا كان المكبس الهيدروليكي يخصص ربع إلى ثلث تكاليف دورة حياته للصيانة، وكانت الآلة الكهربائية المماثلة أقرب إلى نسبة منخفضة في خانة العشرات، فإن هذا الفرق ليس نظرياً. نظرياً، إذا كان ذلك الفارق يبلغ حتى عشرة آلاف دولار سنوياً في قطع الغيار والمرشحات والسوائل والخدمات الخارجية، فذلك يعني أنك بحاجة إلى تشغيل عدة آلاف من الانحناءات فقط لتصل إلى نقطة التعادل.
لكن الأنظمة الهيدروليكية ليست عاجزة. لقد رأيت ورشاً تُشغّل نصف مليون دورة سنوياً وتُطيل عمر الأسطوانات بنسبة 30–50%3T باستخدام فحوص مجدولة—تفتيشات أسبوعية، مجموعات أختام فصلية، تحليلات سنوية للسوائل. عندما تُعامَل بشكل صحيح، يتصرف الزيت بشكل جيد. عندما يُهمل، فإنه يعاقبك.
الفرق هو أنك مع الدفع المباشر لا تتفاوض مع الكيمياء إطلاقاً.
وهذا يبدو نظيفاً على الورق.
خذ مشغِّلاً هيدروليكياً ذا خبرة واصطحبه إلى نظام تشغيل مباشر مزوّد بنظام تتويج رقمي بالكامل ومرجع خلفي متعدد المحاور، وسترى ذلك في كتفيه.
الهيدروليكيات علّمت جيلاً أن يستمع ويشعر. ذلك الأنين الصاعد قبل أن يصل الضغط. التأخير الطفيف بين دواسة القدم والحمولة. يعوّضون بالغريزة — يتجاوزون الانحناء قليلاً في الضربة الأولى، ثم يقللون عندما تسخن الزيت. لكنها لا تزال قوة غاشمة تُدار بالحديد والتوقيت، لا بواسطة البرمجيات.
الدفع المباشر يطلب منهم أن يثقوا بالأرقام على الشاشة. عمق الشوط بالميكرونات. تصحيح الزاوية في الوقت الحقيقي. برامج انحناء مخزنة تفترض أن الماكينة تعيد تماماً ما فعلته بالأمس. هذا التحول ليس ميكانيكياً، إنه نفسي.
وهناك تكلفة حقيقية لذلك. وقت تدريب. بضعة أسابيع من إنتاج أبطأ بينما يتوقف الفريق عن ملاحقة تغيرات المادة بضغط القدم ويبدأ بضبط المعايير رقمياً. إذا قللت من شأن ذلك الانتقال، تفقد مصداقيتك أمام الطاقم الذي عليه صنع الأجزاء.
لكن بمجرد أن يعبروا ذلك الجسر، يتغير شيء ما. يتوقفون عن التعويض لدورات التسخين. يتوقفون عن التخطيط حول درجة حرارة الزيت. يبدأون بتوقع أن يكون الجزء الأول في الساعة 7:05 صباحاً مطابقاً لذلك في الساعة 3:55 مساءً.
التوقع يعيد ضبط المعيار.
إذن، إذا اختفى الزيت وتكيّف المشغلون، ما الذي يبقى لينكسر فعلاً؟
أنت تستبدل مشاكل السوائل بمشاكل ميكانيكية وإلكترونية.
البراغي الكروية تتآكل. المحامل تتنقّر. مشغلات السيرفو يمكن أن تفشل، خصوصاً في بيئات طاقة غير نظيفة. المشفرات تفقد الإشارة إذا كانت الحماية ضعيفة. مروحة تبريد في خزانة القيادة تتوقف، ويصبح الحرارة عدوك الجديد. لا شيء من ذلك غامض. إنه قابل للقياس وعادة متوقع مع فحص مناسب وطاقة نظيفة.
ما ليس لديك هو انفجار الأختام عند 3000 رطل لكل بوصة مربعة. لا يوجد تسرب داخلي يتجاوز داخل أسطوانة، يسرق التكرارية بمقدار ميكرون واحد في كل مرة. لا يوجد زيت يتصرف كزنبرك تحت الحمل ثم يسترخي مع تغير درجة الحرارة. لقد أزلت القابلية للانضغاط من المعادلة.
هذا لا يجعل الدفع المباشر خالداً. أهمل التشحيم على المسمار الكروي وسيفترس نفسه. تجاهل التأريض الكهربائي وستطارد أعطالاً وهمية لأسابيع. الآلة الكهربائية المهملة ستموت بالتأكيد شابة.
ولكن عندما تفشل، فإنها تفشل كآلة. لا كتجربة كيميائية.
وهنا نقطة التحوّل: بمجرد أن تفهم ما الذي تقوم بصيانته فعلياً — فيزياء السوائل مقابل الحركة المضبوطة — يتوقف الحديث عن أقصى حمولة ويبدأ عن الإيراد لكل طن.
أنت تريد أن تعرف كيف يتحول القضاء على التباين الهيدروليكي إلى مال حقيقي.
ابدأ بأول عشرة أجزاء من اليوم. في مكبح هيدروليكي، أنت تثني، تقيس، تضبط العمق قليلاً، تثني مجدداً لأن الزيت عند 55°F لا يتصرف كالزيت عند 95°F. هذا هو الزحف الحراري. السائل يترقق، ينضغط بشكل مختلف، ويسترخي بشكل مختلف. أنت تطارده. تلك التصحيحات صغيرة، لكنها تتراكم — ضربات إضافية، مناولة إضافية، فحص إضافي. في نظام السيرفو الكهربائي، يكون موضع الكباس عند الساعة 7:05 صباحاً هو نفس موضعه عند الساعة 3:55 مساءً ضمن ميكرونات لأن الحركة تُدار في حلقة مغلقة عبر ردود المشفر، لا بواسطة عمود من الزيت الذي يغيّر طبيعته مع درجة الحرارة.
الزيادة القابلة للقياس ليست سرعة سحرية. إنها قبول الجزء الأول وعدد أقل من دورات التصحيح.
إذا وفّرت حتى ضربة إعادة واحدة لكل جزء من بين 300 قطعة صغيرة يومياً، فهذا يعني 300 ضغطة دواسة، 300 مراجعة مقياس، 300 فرصة لإتلاف الفولاذ المقاوم للصدأ لأنك تجاوزت نصف درجة. اضرب ذلك عبر سنة، ولن تتحدث عن نظرية، بل عن ساعات عمل يمكنك تحصيلها بدلاً من نزيفها.
لكن ذلك يهم فقط إذا كانت تلك الحوامل هي ما تكمن فيه أرباحك.
تجوّل في أرضية ورشتك وانظر إلى ما هو موجود فعلاً على الرفوف.
إذا كان 80% من إيراداتك يأتي من ألواح بقياس 14 غيج، وحوامل الأجهزة، وأجزاء الحاويات — ضربات قصيرة، تردد عالٍ، تحمل دقيق — فإن ماكينتك تقضي معظم حياتها تعمل في نطاق يستفيد فيه التسارع السيرفو والدقة التكرارية للموقع. المكابح الكهربائية الحديثة يمكن أن تصل إلى تسارع رم يفوق 5.0 م/ث²، بينما الهيدروليكية تكون عادة أقل من 1.0 م/ث². هذا الفرق يظهر فقط في الثني القصير والمتكرر. في الضربات الطويلة أو الألواح السميكة، يتقلص هذا التفوق.
تخيل عاملين.
أحدهما يشغّل 400 قطعة صغيرة في الوردية. الآخر يشغّل ثماني قواعد ثقيلة. العامل الأول يستفيد في كل مرة يتحرك فيها الرام — اقتراب أسرع، رجوع أسرع، لا انحراف أثناء التسخين، لا مطاردة للزاوية. العامل الثاني يحكمه التعامل مع المواد ووقت الإعداد. سرعة الرام بالكاد تؤثر.
إذا كان ربحك مع العامل الأول، فلماذا تشتري آلة معدّة للعامل الثاني؟
هذا هو السؤال المزعج.
لا يزال معظم المشترين يركزون على أقصى حمولة لأنها تبدو آمنة. رقم أكبر. قدرة أكبر.
لكن الإيراد لكل طن هو ما يبقي الأضواء مضاءة.
خذ مثالاً افتراضياً: مكبح كهربائي بقدرة 100 طن يستهلك حوالي 12 كيلوواط ساعي في وردية من ثماني ساعات مقابل نحو 60 كيلوواط ساعي لنظير هيدروليكي مماثل. الطاقة ليست أكبر بند لك، لكنها حقيقية. أضف الآن الصيانة — فلاتر، أختام، زيت، مكالمات خدمة. لنقل أن الفرق عشرة آلاف دولار في السنة. هذا ليس مجرد نظرية. هذا هو هامش الربح.
الآن أضف الإنتاجية. إذا كان التحكم السيرفو يزيد الإنتاجية بنسبة 30–50% في الأجزاء ذات الضربات القصيرة والتردد العالي — وهناك فقط — فإن هذه الزيادة تُطبق مباشرة على الأعمال التي تهيمن على جدولك. أجزاء أكثر في الساعة بنفس العمالة. أو نفس عدد الأجزاء في ساعات أقل.
واقع أرضية الورشة: إذا كان الجزء الخفيف يعطي هامش مساهمة $2 ويمكنك تشغيل 50 قطعة إضافية في الساعة لأنك لا تتعامل مع درجة حرارة الزيت أو تنتظر سرعات اقتراب أبطأ، فهذا يعني زيادة نظرية قدرها $100 في الساعة. حتى لو أعطتك الواقعية نصف ذلك فقط، فإنها تغيّر معادلة نقطة التعادل لديك بسرعة.
ما يشتريه لك التخلص من تذبذب الهيدروليك فعلاً هو القابلية للتنبؤ. قابلية التنبؤ في زمن الدورة. في الزاوية. في معدل الفاقد. القابلية للتنبؤ تحول عروض الأسعار إلى عقود يمكنك الوثوق بها.
لكنها تسير في الاتجاه الآخر إذا كانت أرباحك مرتبطة بالصفائح السميكة.
لا تستطيع المكابح الكهربائية مضاهاة القوة الساحقة الصافية للهيدروليكيات الكبيرة. عندما تثني مادة سميكة وصلبة حيث يكون الخطأ المسموح ±0.05 مم والوظيفة تتطلب 220 طن طوال اليوم، لا يزال الهيدروليك هو المسيطر. في بناء السفن أو الأعمال الهيكلية الثقيلة، التكرار على مستوى الميكرون هو عرض لا يدفع الزبون مقابله.
وهناك فخ آخر: ليست كل “القيادة المباشرة” كهربائية سيرفو. القيادة الميكانيكية المباشرة ذات الضربة الثابتة يمكن أن تكون سريعة جداً لكنها جامدة. إذا كانت ورشتك تعمل بمجموعة متنوعة من الأجزاء الغريبة، فإن إمكانية تعديل الضربة ومنحنيات القوة المرنة تصبح مهمة. النظام الهيدروليكي يمكن أن يكون أكثر تسامحاً هناك. تعدد الاستخدامات له قيمة.
إذن هذا هو التحول.
إذا كان 80% من أرباحك يأتي من العمل المتكرر للمقاييس الخفيفة، فإن شراء مكبح هيدروليكي بقدرة 220 طن “للاحتياط” يعني أنك تربط هيكل تكاليفك بـ 20% من الوظائف التي لا تُعرّف نشاطك. ينتهي بك الأمر بحمل خزانات زيت وأختام وسحب للطاقة من أجل قدرة نادراً ما تحقق منها عائداً.
لكن إذا كان عملك الأساسي هو الصفائح الثقيلة وأعمال الدقة العرضية، فإن اقتناء آلة كهربائية كاملة قد يكون مجرد شارة باهظة الثمن على الحائط.
العدسة ليست القوة. إنها ليست حتى الدقة.
إنها المحاذاة — بين المكان الذي تولد فيه هوامشك وكيف تتحرك وحدة الدفع لديك لتشكيلها.
بمجرد أن تبدأ في النظر إلى تقنية القيادة كمعزز مالي بدلاً من كونها مواصفة ميكانيكية، تتوقف ورقة المواصفات عن السؤال “ما مقدار ما يمكنها سحقه؟” وتبدأ بالسؤال “من أين يأتي مالك فعلاً؟”


















