

Впервые, когда кто-то сказал мне, что в их мастерской стоит “прямой привод”, я услышал его прежде, чем увидел.
Этот нарастающий вой. Маховик раскручивается, словно прочищает горло. Потом сцепление щёлкает, и весь каркас содрогается, переходя в рабочий ход. Если при словах «прямой привод» вы представляете это — нужно сбавить обороты.
Потому что этот звук — из прошлого.

Подойдите к гибочному прессу с массой, вращающейся, как шина грузовика, и с механическим сцеплением, связывающим двигатель с ползуном. Вы можете почувствовать накопленную энергию в полу. Эта машина гнёт за счёт импульса. Она копит вращательную энергию, а потом выбрасывает её в одном яростном рывке.
Когда-то это считалось “прямым” — двигатель к маховику, от маховика к кривошипу, от кривошипа к ползуну, без масла между ними. Но это всё ещё грубая сила, управляемая железом и таймингом, а не программным обеспечением. И когда меняется толщина материала или геометрия пуансона, вы настраиваете не крутящий момент — вы меняете оснастку и гоняетесь за пределами хода.
Так что же изменилось?
Настоящий современный гибочный пресс с прямым приводом не раскручивается. Он ждёт.
Сервоприводы соединены с шарико-винтовыми или ремёнными системами. Никакого сцепления. Никакой вращающейся массы, запасаюшей энергию. Когда вы задаёте 32,4 мм хода, он проходит ровно 32,4 мм. Когда вы требуете повторяемости 0,0004 дюйма — он её держит, потому что положение двигателя считывается, корректируется и снова корректируется в замкнутом контуре, измеряемом микросекундами.
Проверка реальности цеха: машина со сцеплением может быть абсолютно точной в «сладкой точке» середины хода, но смените задание — и вы снова вернётесь к механическим упорам и регулировке тайминга. Каждая настройка — минуты. Каждая минута — труд. Каждый час труда, распределённый по деталям — это доллары за изгиб. Это не ностальгия — это математика.
Если у неё есть сцепление, вы всё ещё имеете дело с накопленным импульсом. Вы не управляете крутящим моментом — вы его высвобождаете.
И именно этот сдвиг в мышлении большинство мастерских ещё не совершили.
Представьте двух операторов.
Один стоит у механического пресса, прислушиваясь к ритму, чувствуя вибрацию через педаль. Другой — у сервоприводной машины, следя за экраном, где отображается обратная связь по положению, кривые усилия, коррекция угла в реальном времени. Один управляет энергией. Другой — данными.
Вот настоящий рубеж.
Современный прямой привод рассматривает гибку как задачу управления движением. Двигатель подаёт крутящий момент по требованию — без резервуара вращающейся стали, готовой высыпать запасённую энергию. Если система управления видит отклонение, она корректирует его мгновенно. Не после цикла сцепления. Не после механического переразгона. Мгновенно.
Короткий ход. Остановка. Обратный ход. Удержание позиции под нагрузкой без дрейфа.
Вы не боретесь с инерцией. Вы ею командуете.
И когда гибка становится цифровой командой, а не механическим событием, весь разговор меняется. Речь идёт не о том, насколько сильно можно ударить, а о том, насколько точно можно приземлиться.
Это подводит к части, которая сбивает людей с толку.
Раньше «прямой» означал меньше деталей. Меньше связей. Более чистый путь передачи мощности.
Теперь это значит что-то совсем другое.
На сервоприводе тормоза “прямой” означает, что крутящий момент двигателя передаётся непосредственно на механизм привода без участия гидравлической жидкости в качестве посредника. Но за этой кажущейся простотой стоит программное обеспечение, которое измеряет обратную связь энкодера тысячи раз в секунду, регулирует ток, компенсирует нагрузку, температуру, даже прогиб.
Нет ничего простого в этом.
Вы заменили смазку и фрикционные накладки на микропрограмму и алгоритмы управления. Вы перестали устранять механический люфт в звеньях и начали настраивать параметры на сенсорном экране. Другие инструменты. Та же цель: повторяемые допуски, которые не уходят в сторону к трём часам дня, когда цех нагревается.
Так что сдвиг мышления в том, что прямой привод больше не о прямой механической линии от двигателя к ползуну. Речь идёт об устранении накопленного импульса и замене его управляемым крутящим моментом под контролем программного обеспечения.
Когда вы это понимаете, вы перестаёте сравнивать его с маховиками.
Вы начинаете спрашивать, как он сопоставим с маслом.
Сейчас 7:05 утра, январь. В цеху 58 градусов, потому что пропан не бесплатный. Первая работа — нержавейка 10-го калибра, отбортовка 32 дюйма, узкий допуск по углу. Оператор делает первую деталь — угол раскрывается на полградуса меньше нормы. Он увеличивает давление. Вторая деталь ближе. Третья — идеальна.
В программе ничего не изменилось.
Изменилось масло.
Гидравлическая жидкость — не пассивная среда. Она густеет на холоде, разжижается при нагреве, и её вязкость — то есть сопротивление потоку — напрямую влияет на то, как быстро создаётся давление и насколько точно останавливается ползун. Вы не задаёте положение напрямую. Вы нажимаете на столб жидкости, который ведёт себя иначе при 58 градусах, чем при 90.
Это не вопрос обслуживания. Это физика.

Возьмём стандартный гидравлический пресс с ЧПУ, рассчитанный на точность угла ±0,5°. В стабильных условиях, с тёплым маслом и сбалансированными клапанами, можно удерживать ±0,2°, если машина в хорошем состоянии и оператор опытный. Я сам так делал.
Теперь пусть температура окружающей среды изменится на 20 градусов в течение смены. Вязкость масла снижается при повышении температуры. Низкая вязкость означает более быстрый внутренний поток через пропорциональные клапаны. Давление нарастает быстрее. Ползун замедляется иначе вблизи нижней мёртвой точки. Эти последние тысячные доли хода — те, что определяют окончательный угол гиба — оказываются в немного другом месте.
На бумаге это всего несколько сотых миллиметра на ползуне.
На краю детали, в 24 дюймах от центра, речь идёт о десятых долях градуса.
Представьте двух операторов, выполняющих одну и ту же работу — один в 7 утра, другой в 3 часа дня. Утренний оператор «ловит» угол, регулируя давление. Дневной оператор ослабляет настройки, потому что теперь машина перерабатывает. Та же программа. То же инструментальное оборудование. Та же партия материала.
Разное поведение масла.
Реальность цеха: если вы гнёте кронштейны с допуском ±1°, вы этого никогда не заметите. Если вы формируете панели, которые должны вставляться в лазерно вырезанные сборки с накопленным допуском 0,2 мм, каждая корректировка давления превращается в риск брака. Риск брака становится доработкой. Доработка превращается в доллары за каждый изгиб.
И это ещё до того, как мы заговорили о сжимаемости.
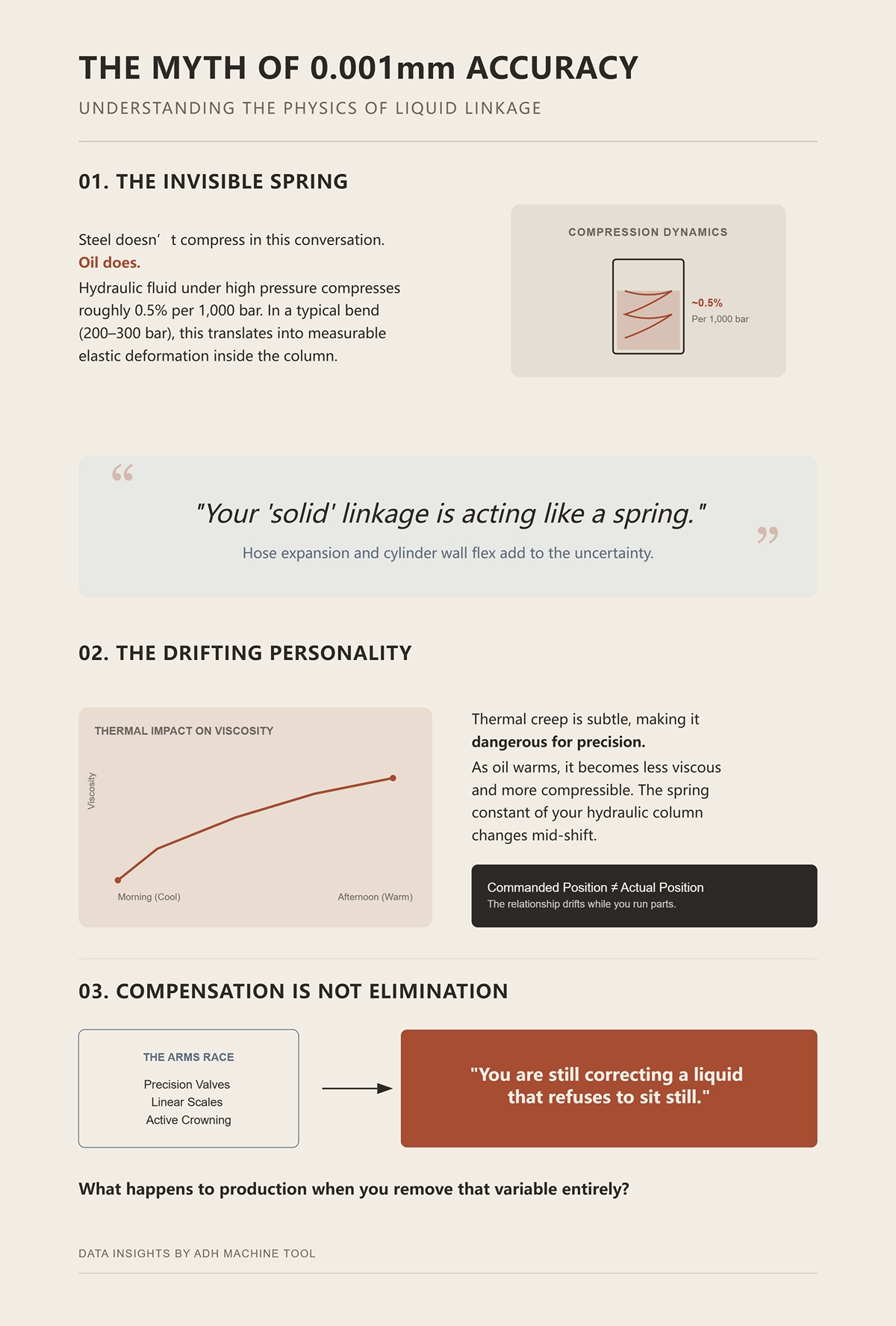
В данной ситуации сталь не сжимается. Масло — сжимается.
Немного. Но достаточно.
Гидравлическая жидкость под высоким давлением сжимается примерно на 0,5% на каждые 1000 бар — правило большого пальца. В гибочном прессе, работающем, скажем, при 200–300 бар во время типичного изгиба, это сжатие приводит к измеримым упругим деформациям внутри гидравлической колонки. Добавьте расширение шлангов и прогиб стенок цилиндра — и ваше “твёрдое” звено ведёт себя как пружина.
Вы приказываете ползуну остановиться. Клапан закрывается. Давление выравнивается. Сжатая жидкость слегка расслабляется. Ползун медленно смещается на несколько микрон.
Тепловое ползание не драматично. Оно тонкое. Именно поэтому оно опасно.
Теперь добавьте к этому повышение температуры масла в течение дня. Более тёплое масло менее вязкое и чуть более сжимаемое. Жёсткость вашей гидравлической колонки изменяется в середине смены. Так что взаимосвязь между заданным положением клапана и фактическим положением ползуна смещается, пока вы работаете с деталями.
Можно ли с этим бороться? Конечно. Точные клапаны. Линейные шкалы на ползуне. Активные системы компенсации прогиба. Системы обратной связи с замкнутым контуром. Можно постоянно вычищать ошибку из системы.
Но вы всё равно корректируете жидкость, которая отказывается оставаться неподвижной.
Вы не можете обещать повторяемость 0,001 мм, если ваше звено — это колонка жидкости, которая расширяется при нагреве, сжимается под нагрузкой и меняет характер между утром и обедом. Можно компенсировать. Нельзя устранить.
Что же происходит с производством, если полностью убрать эту переменную?
Во всех гидравлических цехах, которыми я когда-либо руководил, была одна традиция. Включить питание. Дать насосу прогнать жидкость по системе. Прокачать ползун десять, пятнадцать раз. Прогреть масло, чтобы вязкость стабилизировалась перед запуском первой детали.
Этот прогрев — не суеверие. Это признание.
Холодное масло течёт медленнее через сервоклапаны. Реакция давления запаздывает. Управление положением становится точным только после того, как температура поднимется до рабочего диапазона. До этого момента вы, по сути, калибруете движущуюся цель.
Давайте посчитаем это в терминах цеха. Десять минут прогрева на машине со ставкой полной себестоимости $75 в час — это $12.50, прежде чем вы сделаете хотя бы одну деталь. Умножьте на 250 рабочих дней. Это более $3,000 в год только за ожидание, пока масло «придет в себя» — на каждую машину. И сюда не входят корректировки первой детали, когда масло ещё «не вошло в режим».
Теперь сравните это с сервоприводной электрической системой без гидравлического резервуара, без насоса, без тепловой массы жидкости, которую нужно стабилизировать. Вы включаете питание. Энкодер мгновенно считывает положение. Двигатель прикладывает крутящий момент на основе цифровой команды, а не под давлением жидкости, проходящей через блок клапанов.
Первый ход — рабочий ход.
Никакой возни с температурой. Никаких догадок — достаточно ли сегодняшних 62 градусов. Никаких невидимых пружин, скрытых в 40 галлонах масла.
Когда гибка становится событием, управляемым цифровым крутящим моментом, а не гидравлическим давлением, вам не нужно управлять циклами прогрева. Вы управляете данными. И как только жидкость исчезает из уравнения, вопрос перестаёт звучать как «насколько хорошо вы можете обуздать масло».
Он становится вопросом — насколько точно вы можете управлять движением.
В 7:02 утра я включил 100-тонный сервоприводной электрический пресс-тормоз в цеху при 58 градусах и запустил первую деталь из нержавейки 3 мм. Датчик угла показал 89.98°. Я запустил цикл снова — 89.99°. После пятнадцати деталей наибольшее отклонение составило 0.01° — и машина не “прогревалась”, потому что греть было нечего.
Без резервуара. Без насоса. Без столба масла, действующего как пружина.
Вместо того чтобы задавать давление и надеяться, что жидкость преобразует это в положение, контроллер задает крутящий момент на сервомотор, считывает положение ползуна через линейный энкодер с точностью до микрон и замыкает контур каждые несколько миллисекунд. Если ползун отстаёт на 3 микрона, привод мгновенно увеличивает ток. Если упругость материала превышает ожидаемую, крутящий момент возрастает в том же цикле. Вы не устраняете ошибку в жидкостной системе. Вы корректируете движение в реальном времени.
Это не тонкая настройка. Это совсем другой физический процесс.
В гидравлическом прессе вы открываете пропорциональный клапан. Масло течет. Давление растёт. Цилиндр движется. Затем контроллер ждёт, чтобы увидеть, где фактически остановился ползун. Каждый шаг зависит от поведения жидкости между командой и движением.
В машине с прямым приводом вал двигателя механически соединён — часто через шарико-винтовую пару или ременные передачи — напрямую с ползуном. Командуете 12.6 кН·м крутящего момента — и этот момент присутствует на валу в течение миллисекунд. Энкодер непрерывно сообщает фактическое положение. Замкнутая система управления означает, что система сравнивает заданное положение с фактическим и корректирует ошибку, прежде чем она успеет возрасти.
Я видел сервоприводные прессы-тормоза, обеспечивающие повторяемость в 1 микрон по ползуну. Гидравлика, даже самая точная с линейными датчиками, держится около 10 микрон при стабильных условиях. Десять микрон звучат незначительно, пока вы не растянете их на 600 мм вдоль линии гиба. Угловая ошибка растёт с длиной фланца. Именно там сборки перестают сходиться.
Проверка реальности в цеху: на панели, которая подаётся в роботизированную сварочную ячейку, совокупный допуск 0.2 мм по четырём гибам решает, будет ли робот работать плавно или столкнётся. Если ваш пресс повторяет положение с точностью до 1 микрона по ползуну, вы перестаёте подбирать корректировки каждый сменный цикл. Если в пределах 10 — вы всё время догоняете.
И вот тихое преимущество: программное обеспечение запоминает. После того как вы определили упругий возврат для нержавейки 304 толщиной 3 мм с конкретной V-матрицей, эта компенсационная кривая сохраняется. Следующий запуск — не переговоры с температурой масла. Это воспроизведение сохранённого профиля движения.
Но когда крутящий момент цифровой, а не гидравлический, что это значит для энергопотребления в режиме ожидания между циклами гибки?
Пройдите мимо гидравлического пресса между циклами — и вы услышите это: нарастающий вой насоса, поддерживающего давление в системе, даже когда ползун не движется. Масло циркулирует. Нагрев растёт. Включается охладитель. Вы сжигаете киловатты, просто поддерживая готовность жидкости.
Сравнимая 100-тонная гидравлическая машина может потреблять около 60 кВт·ч за рабочий день. Чисто электрическая сервомодель в том же классе по тоннажу работает примерно на 12 кВт·ч при аналогичных нагрузках. Я видел, как заводы сокращали энергопотребление примерно вдвое после перехода средней по тоннажу ячейки на электрическую.
Причина не в чудесах. Серводвигатели потребляют значительный ток только во время ускорения и гибки. В момент выдержки мощность падает почти до нуля. Нет давления для поддержания. Нет тепловой массы для стабилизации. Нет коварной жидкости, расширяющейся за вашей спиной.
Переведём это в доллары за гиб. Допустим, ваша полная стоимость электроэнергии составляет $0.12 за кВт·ч. Шестьдесят кВт·ч — это $7.20 в день. Двенадцать кВт·ч — $1.44. За 250 дней это $1,440 против $360. На одной машине. Добавьте сюда отсутствие необходимости в замене масла, фильтров и простоях из-за утечек — и время безотказной работы перестаёт быть теоретическим понятием.
Но вот загвоздка, которую я понял после установки: более низкое энергопотребление и скорость возврата 200 мм/с не означают автоматически двойную производительность.
Так где же скорость действительно имеет значение?
В технических характеристиках хвастаются скоростью возврата 200 мм/с у сервоэлектрического пресса против менее 120 мм/с у многих гидравлических. Звучит как гоночная машина.
Теперь посмотрите на реальную работу: подход вниз, замедление до скорости гибки, формирование, возврат вверх, перемещение заднего упора, оператор переворачивает деталь, повтор. Лишь часть этого цикла выполняется на максимальной скорости хода. Сама операция гибки, где важны тоннаж и точность, происходит с контролируемой, более низкой скоростью на обеих машинах.
Данные одного производителя показали примерно двукратную эффективность обработки на бумаге, однако большая часть прироста приходилась на более быстрое перемещение без гибки. В смешанной задаче с ручной обработкой мы измерили примерно на 25% более короткие циклы после перехода на электрическую. Реальное улучшение. Не маркетинговая фантазия.
Почему? Потому что ускорение и торможение происходят точнее под управлением серво. Ползун выходит на высокую скорость подхода, затем точно тормозит в точке глушения без переразгона. Нет гидравлической задержки. Нет ожидания стабилизации давления перед реверсом. Эти сэкономленные доли секунды складываются в сотнях гибов.
Но это всё ещё грубая сила, управляемая железом и таймингом, а не программой — так мыслит гидравлика. В сервоэлектрике тайминг становится программируемым. Можно формировать кривую движения: агрессивный подход, контролируемое формование, быстрый возврат, синхронизированное движение заднего упора во время возврата ползуна. Такая оркестровка сокращает мёртвое время между гибами.
Представьте двух операторов, работающих над партией из 500 деталей. Один весь день подстраивает давление и ждёт циклов насоса. Другой загружает детали, пока машина бесшумно перезадаёт себя с одинаковым движением при каждом ходе. К обеду разница не только в скорости. Это предсказуемость.
А предсказуемость — это то, что позволяет вам планировать работу с жёсткими допусками без добавочной страховки в смете.
Конечно, как только вы начинаете говорить о повторяемости до одного микрона и цифровых кривых крутящего момента, кто-то задаёт трудный вопрос: что произойдёт, если работа требует 200 тонн вместо 100?
Несколько лет назад мы давали предложение на 220-тонную работу с листом 12 мм — длинные структурные каналы, глубокие V-матрицы, удары на всю длину. Заказчик хотел электрическую машину ради повторяемости. На бумаге всё выглядело аккуратно. Потом мы начали подбирать двигатели и винты.
Цифры по крутящему моменту стремительно стали неприятными.
На прямом приводе 100 тонн вы управляете приемлемым крутящим моментом вала через шарико-винтовые пары или ремни. Если масштабировать до 200 тонн, вы не просто удваиваете нагрузку — вы умножаете её, проходя через механическое редуцирование. Более крупные винты требуют большего диаметра, чтобы избежать прогиба, растут затраты на точную механообработку, а сервомоторы нуждаются в серьёзном пиковом токе. Я видел анализы, показывающие, что электрические системы могут потреблять примерно вдвое больше мгновенной мощности для создания эквивалентного тоннажа по сравнению с гидравликой. При 100 тоннах — это вопрос конструкции. При 250 — уже проблема энергетической инфраструктуры.
Физика выставляет счёт.
Гидравлика здесь хитрит. Она меняет медь и сталь на гидравлическое давление. Увеличьте диаметр цилиндра, поднимите системное давление — и получите большее усилие, не требуя от двигателя напрямую обеспечивать весь этот крутящий момент на валу. Вы всё ещё боретесь с живым противником — маслом, которое сжимается, нагревается и меняет характер при изменении вязкости, — но именно плотность усилия остаётся козырем гидравлики.
Так что именно ломается первым, когда вы пытаетесь масштабировать чисто электрическую систему до уровня тяжёлых листов?
Начнём с винта. Шарико-винтовая пара преобразует вращающий момент в линейное усилие. Эта связь проста и предсказуема — идеальна для управления. Но линейное усилие равно крутящему моменту, делённому на шаг, умноженному на КПД. Чтобы удвоить усилие без изменения шага, вы должны удвоить крутящий момент. Здесь нет «жидкостной подушки», которая бы его усилила.
Теперь представьте станину длиной 3 метра, формующую лист из мягкой стали толщиной 16 мм по всей ширине. Вы требуете устойчивого высокого усилия на длинном ходе, а не короткого удара. Это означает высокий непрерывный крутящий момент, а не просто кратковременный всплеск. Двигатели нагреваются. Обмотки создают сопротивление. Приводы снижают мощность, чтобы защитить себя. Тепловое управление перестаёт быть сноской в проекте и становится основным ограничивающим фактором конструкции.
И вот тот момент, о котором технические характеристики редко упоминают: работа с тяжёлыми листами зачастую малоповторная и с длинным ходом. Электрическое преимущество — высокая ускоряемость, рывок на 5 м/с² — не даёт отдачи, когда ползун медленно проходит глубокий ход под полной нагрузкой. Более того, есть данные, что чисто электрические системы могут потреблять больше электроэнергии на тонну усилия в таких сценариях. Знаменитое сравнение 12 кВт·ч против 60 кВт·ч при 100 тоннах? Отлично работает при коротких ходах и высокой частоте. Увеличьте ход и нагрузку — и разрыв сокращается.
Но в основе всё ещё грубая сила, управляемая железом и синхронизацией, а не программным обеспечением.
Durma и другие утверждают, что гидравлика обеспечивает стабильное управление движением через регулировку давления и потока при работе с толстыми листами. Я работал с обоими типами систем. Когда работаешь с 20-миллиметровым листом, масса и демпфирование гидроцилиндра действительно способны сгладить фазу формовки. Электрические приводы, если они недостаточной мощности, ощущаются как работающие на пределе — потому что так и есть. Можно подобрать конфигурацию под задачу, но стоимость при этом резко возрастает.
Итак, если экономически разумный предел для чисто электрических систем — около 150–200 тонн, не пора ли вернуть маслобак?
Подойдя к гибридному серво-гидравлическому прессу, вы сразу заметите разницу. Никакого постоянного гула насоса. Никакого “нарастающего воя” между циклами. Серводвигатель вращается только тогда, когда требуется давление. По сравнению с традиционной гидравликой энергопотребление падает. Тепловая нагрузка снижается. На бумаге это выглядит как лучшее из обоих миров.
Механика здесь проста: серводвигатель приводит в действие гидравлический насос по требованию. Усилие всё ещё создаётся за счёт давления жидкости в цилиндрах, но энергия не тратится впустую в режиме ожидания. Для применений от 200 тонн и выше это выглядит привлекательно. Вы сохраняете гидравлическую плотность силы, устраняя при этом худшие потери эффективности.
Реальность производственного цеха: если обычный 200-тонный гидравлический пресс расходует значительную энергию на холостом ходу за восьмичасовую смену, а серво-гидравлическая система сокращает этот расход даже на 30–50 %, то экономия энергии и охлаждения составляет тысячи в год. Это не теория. Это счета за электричество.
Но именно точность становится спорной зоной. Вы снова имеете дело с масляными столбами, которые ведут себя как пружины под нагрузкой. Сжатие может быть небольшим — доли процента при высоком давлении, — но растяните это на длину хода, и вариативность возвращается. Современные системы компенсируют её линейными датчиками и замкнутыми контурами обратной связи, и делают это достойно. Однако вы снова имеете дело с температурой, износом уплотнений и состоянием жидкости.
Вы передали программному обеспечению управление насосом, но не избавились от самой жидкости.
Гибриды логичны для цехов, которым в понедельник нужно 250 тонн усилия, а во вторник — 80 тонн точной работы с нержавейкой. Они дают стратегическую гибкость. Но они не превращают гибку металла в полностью цифровую задачу движения, как это делает прямой привод. Они сокращают поле боя. Но не перемещают вас в комнату управления.
А значит, реальный вопрос не в том, работают ли гибриды, а в том, когда этот компромисс оправдан.
Представьте двух операторов в одном цеху.
Один управляет 130-тонной ячейкой с прямым приводом, обслуживающей роботизированную сварочную линию. Детали — из нержавейки толщиной 3–6 мм. Допуски суммируются через несколько гибов. Повторяемость на ползуне измеряется в микронах. Робот не ждёт. Брак минимален. Энергопотребление низкое, потому что машина берёт полную мощность только при движении.
Другой работает на 300-тонном прессе, формующем конструкционные кронштейны из 20-миллиметровой стали. Допуск — ±0,5 мм. Детали идут в сварочный участок, где есть шлифовщики и прокладки. Ценность тут не в точности до микрона, а в надёжном перемещении металла без остановок станка и без перегрева двигателя.
Разная экономика.
При массе выше примерно 150 тонн, особенно в толстой конструкционной работе, надбавка, которую вы платите за масштабирование чисто электрической системы — увеличенные винты, высокотоковые приводы, усиленные рамы — может перевесить выигрыш в точности. Гидравлика, особенно сервоуправляемые гибриды, становятся необходимым злом. Вы смиряетесь с тем, что снова управляете маслом — следите за вязкостью, боретесь с тепловым ползучестью, стараетесь опередить износ уплотнений — потому что альтернатива это электрическая архитектура, которая либо слишком дорого стоит, либо электрически непрактична.
Именно здесь тезис становится более четким, а не слабее. Прямой привод не “лучше” во всех случаях. Он категорически лучше там, где повторяемость на уровне микронов напрямую превращается в прибыль — роботизированные ячейки, точные сборки, автоматизированное (“lights-out”) производство. Когда работа требует грубой разрушающей силы в толстой пластине, гидравлика всё ещё доминирует по плотности усилия и эффективности капитала.
Ошибка — притворяться, что одна машина должна выполнять обе задачи на одном уровне стандарта.
Когда вы признаете это, следующий вопрос совсем не о тоннаже. Он о том, что действительно ломается, что действительно уходит в дрейф и что на самом деле стоит вам простоев, когда вы решаете оставить — или устранить — этот живой столб масла с производственного пола.
Вот то, что никто не любит произносить вслух: большинство простоев — это не драматические поломки. Это дрейф, подготовка и уборка.
На гидравлическом прессе то, что выходит из строя первым, обычно не слом штока цилиндра пополам. Это сочащееся уплотнение штока, оставляющее легкий блеск на поршне. Это изменение вязкости с температурой, из-за чего первые десять деталей — сплошная корректировка. Это забитый обратный фильтр, повышающий температуру масла на пять градусов, что немного смещает угол гиба — ровно настолько, чтобы отдел контроля качества начал задавать вопросы. Машина продолжает работать. Вы просто теряете время.
Прямой привод меняет категорию отказов. Вы больше не боретесь с живым столбом масла, который расширяется, разжижается и сжимается под давлением. Вы управляете двигателями, энкодерами и шариковыми винтами. Когда происходит дрейф, он обычно связан с обратной связью энкодера или механическим износом, который можно измерить индикатором, а не с тепловым ползучестью, скрывающимся в баке.
Одна система — это поле боя. Другая — диспетчерская.
Итак, что это значит, когда именно вы подписываете бюджет на обслуживание?
Удалите гидравлический контур — и вы удалите целую колонку из вашего журнала обслуживания.
Никаких уплотнений штока, которые разбухают и твердеют. Никаких грязных вытирающих колец. Никаких всасывающих фильтров, голодающих насос холодным утром. Никаких 200 галлонов масла, медленно окисляющихся, пока вы делаете вид, будто всё в порядке, потому что манометр всё ещё показывает давление. Вы не планируете пробу жидкости. Вы не платите за вывоз загрязнённого масла. Вы не раскладываете абсорбирующие маты под фитингами, надеясь, что OSHA не заглянет в неподходящий день.
Проверка реальности на производственном полу: если гидравлический пресс выделяет примерно четверть или треть стоимости жизненного цикла на обслуживание, а сопоставимая полностью электрическая машина ближе к низким десятым долям, то этот разрыв не теоретический. Гипотетически, если эта разница даже десять тысяч долларов в год на запчасти, фильтры, жидкости и вызовы внешней службы, то это несколько тысяч сгибов, которые вам нужно выполнить только чтобы выйти в ноль.
Но гидравлика не беспомощна. Я видел цеха, где при полумиллионе циклов в год срок службы цилиндров продлевается на 30–50% благодаря дисциплинированным многоуровневым проверкам — еженедельные осмотры, ежеквартальные комплекты уплотнений, ежегодный анализ жидкости. При правильном обращении масло послушно. При пренебрежении — наказывает вас.
Разница в том, что с прямым приводом вы вообще не ведёте переговоры с химией.
Что на бумаге выглядит чисто.
Подведите опытного оператора гидравлического пресса к прямому приводу с полностью цифровой системой компенсации и многоосевым задним упором, — и вы увидите это по его плечам.
Гидравлика научила целое поколение слушать и чувствовать. Тот нарастающий вой перед тем, как приходит давление. Едва уловимая задержка между педалью и тоннами усилия. Они компенсируют это инстинктивно — немного перебарщивают на первом ударе, ослабляют, когда масло прогревается. Но всё это остаётся грубой силой, управляемой железом и временем, а не программным обеспечением.
Прямой привод требует, чтобы они доверяли цифрам на экране. Глубина хода в микронах. Коррекция угла в реальном времени. Сохранённые программы гибки, предполагающие, что машина повторит именно то, что делала вчера. Это изменение не механическое. Оно психологическое.
И у этого есть реальная цена. Время обучения. Пару недель замедленной работы, пока команда перестаёт регулировать давление ногой, подстраиваясь под материал, и начинает задавать параметры цифровым способом. Если занизить значимость этого перехода, потеряешь доверие у людей, которым нужно делать детали.
Но когда они переходят этот мост, что-то меняется. Они перестают компенсировать циклы прогрева. Перестают планировать работу вокруг температуры масла. Начинают ожидать, что деталь, сделанная в 7:05 утра, будет точно такой же, как та, что в 15:55.
Ожидания задают новый стандарт.
Так если масло исчезло, а операторы адаптировались, что теперь может сломаться?
Вы меняете проблемы с жидкостью на механические и электронные.
Винтовые пары изнашиваются. Подшипники покрываются раковинами. Серводрайвы могут выйти из строя, особенно при нестабильном электропитании. Энкодеры теряют сигнал, если экранирование выполнено небрежно. Вентилятор охлаждения в шкафу привода выходит из строя, и тепло становится вашим новым врагом. Ничего мистического — всё измеримо и обычно предсказуемо при должном осмотре и чистом питании.
Чего у вас больше нет — так это выдавливания уплотнений при давлении 3000 psi. Нет внутренней утечки в цилиндре, крадущей повторяемость по микрону за раз. Нет масла, которое ведёт себя как пружина под нагрузкой и расслабляется при изменении температуры. Вы убрали сжимаемость из уравнения.
Это не делает прямой привод бессмертным. Если пренебречь смазкой винтовой пары, она сама себя сожрёт. Игнорируйте заземление — и будете преследовать фантомные сбои неделями. Электрическая машина без обслуживания точно умрёт рано.
Но когда она выходит из строя, это происходит как у машины. Не как у химического эксперимента.
И вот это переломный момент: когда понимаешь, что именно обслуживаешь — физику жидкости или управляемое движение — разговор перестаёт быть о максимальном тоннаже и становится о выручке на тонну.
Вы хотите знать, как устранение гидравлической изменчивости превращается в реальные деньги.
Начните с первых десяти деталей дня. На гидравлическом прессе вы гнёте, измеряете, подстраиваете глубину, снова гнёте — потому что масло при 55°F ведёт себя не так, как при 95°F. Это термоползучесть. Жидкость становится более текучей, сжимается и расслабляется иначе. Вы гоняетесь за этим. Поправки маленькие, но накапливаются — лишние удары, лишние манипуляции, лишний контроль. На сервоэлектрическом станке положение ползуна в 7:05 утра совпадает с положением в 15:55 до микрон — потому что движение управляется замкнутой системой обратной связи энкодера, а не столбом масла, который меняет характер при изменении температуры.
Измеряемое преимущество — не волшебная скорость. Это приём первой детали без правок и меньше циклов коррекции.
Если вы экономите хотя бы один повторный удар на деталь при 300 мелких кронштейнах в день — это 300 нажатий на педаль, 300 проверок угла, 300 шансов испортить нержавейку, перегнув на полградуса. Умножьте это на год — и вы говорите не о теории. Вы говорите о рабочих часах, которые можно продать, а не потерять.
Но это имеет значение только если именно эти кронштейны приносят вам деньги.
Пройдитесь по цеху и посмотрите, что на самом деле находится на стеллажах.
Если 80 % вашего дохода поступает от панелей толщиной 14 га, кронштейнов бытовой техники, деталей корпусов — коротких ходов, высокой частоты, жестких допусков — тогда ваш пресс большую часть времени работает в диапазоне, где ускорение серводвигателя и повторяемость положения действительно приносят пользу. Современные электрические гибочные прессы могут достигать ускорения ползуна более 5,0 м/с². Гидравлика обычно находится ниже 1,0 м/с². Эта разница проявляется только на коротких, повторяющихся сгибах. На длинных ходах или при работе с тяжелым листом преимущество сокращается.
Представьте двух операторов.
Один оператор выполняет 400 мелких деталей за смену. Другой — восемь тяжелых оснований. Первый оператор выигрывает при каждом движении ползуна — более быстрое приближение, более быстрое возвращение, отсутствие дрейфа при прогреве, нет необходимости «догонять» угол. Для второго оператора всё определяют загрузка материала и время наладки. Скорость ползуна почти не влияет.
Если ваша прибыль зависит от первого оператора, зачем покупать станок, оптимизированный под второго?
Вот в чем неловкий вопрос.
Большинство покупателей по-прежнему ориентируются на максимальное усилие, потому что это кажется безопасным. Большое число. Больше возможностей.
Но именно выручка на тонну оплачивает счета.
Возьмем гипотетический пример: 100‑тонный электрический пресс потребляет около 12 кВт·ч за восьмичасовую смену, против примерно 60 кВт·ч у сопоставимого гидравлического. Энергия — не самая крупная статья расходов, но она реальна. Теперь добавим обслуживание — фильтры, уплотнения, масло, вызовы сервисных специалистов. Допустим, разница — десять тысяч в год. Это не абстракция. Это маржа.
Теперь добавим производительность. Если сервоуправление повышает продуктивность на 30–50 % при коротких ходах и высокой частоте — и только там, — это увеличение напрямую относится к заданиям, которые занимают основное место в графике. Больше деталей в час при тех же трудозатратах. Или то же количество деталей за меньшее время.
Проверка реальности на цеховом уровне: если легкая деталь дает 12 % маржинального дохода и вы можете выполнять на 50 деталей больше в час, потому что не тратите время на прогрев масла или ждете медленного подхода ползуна, это значит дополнительную прибыль порядка 100 % теоретически. Даже если в реальности получите лишь половину, это быстро изменит вашу окупаемость.
Что реально дает устранение гидравлических колебаний, так это предсказуемость. Предсказуемое время цикла. Предсказуемый угол. Предсказуемый уровень брака. Предсказуемость превращает коммерческие предложения в контракты, которым можно доверять.
Но это работает наоборот, если ваш доход связан с толстым металлом.
Электрические прессы не могут соперничать с грубой раздавливающей силой крупных гидравлических машин. Когда вы гнете толстый, твердый материал, где допустимо ±0,05 мм, и для работы требуется 220 тонн весь день, гидравлика по‑прежнему правит бал. В судостроении или тяжелых конструкциях микронная точность — это показуха. Клиент за это не платит.
Есть и другая ловушка: не всякий “прямой привод” является сервоэлектрическим. Механический прямой привод с фиксированным ходом может быть невероятно быстрым, но жёстким. Если на вашем предприятии обрабатываются самые разные детали, важны регулируемый ход и гибкая кривая усилия. В этом плане гидравлика может быть более снисходительной. Универсальность тоже ценна.
И вот поворот.
Если 80 % вашей прибыли поступает от легких, часто повторяющихся операций, покупка 220‑тонного гидравлического пресса “на всякий случай” означает привязку вашей себестоимости к тем 20 % заказов, которые не определяют вашу специализацию. Вы в итоге таскаете за собой маслобаки, уплотнения и энергорасход ради мощности, которую редко монетизируете.
Но если ваш основной хлеб — тяжелый лист и изредка высокоточная работа, то полностью электрическая флагманская модель может оказаться просто дорогим украшением на стене.
Главный критерий — не сила. И даже не точность.
Это согласованность — между тем, где рождаются ваши допуски, и тем, как движется ваш ползун, чтобы их создать.
Как только вы начинаете рассматривать технологию привода как финансовый усилитель, а не как механическую характеристику, технический паспорт перестаёт спрашивать: “Сколько он может раздавить?” и начинает спрашивать: “Откуда на самом деле приходят ваши деньги?”


















