

Tháng trước, tôi bước vào một cửa hàng nơi chủ tiệm tự hào rằng ông ta “cuối cùng cũng đã lấp đầy bộ phanh.” Ba tuần sau, một pallet các phôi cắt laser nằm bị gắn thẻ đỏ phía sau máy—trình tự uốn sai, cài đặt thước chặn sau sai, 400 chi tiết bị loại bỏ.
Ông ấy đã tiết kiệm được hai tuần ngừng hoạt động. Nhưng lại phải trả giá bằng ba tháng dọn dẹp.
Bạn nghĩ rằng mình đang giải quyết một vấn đề về năng lực sản xuất. Nhưng thực chất, bạn đang đẩy phế liệu vào khuôn tắc nghẽn và tự hỏi tại sao dây chuyền lại bị biến dạng.
Một công nhân năm thứ nhất với mức lương $17 một giờ có vẻ rẻ trên giấy tờ. Thêm khoảng $500 mỗi tháng cho phế liệu và làm lại—chọn sai khuôn đột, bù đàn hồi lò xo không nhất quán, giám sát phải trông chừng—và phép tính đó thay đổi rất nhanh. Một công nhân năm thứ ba với mức lương $23 một giờ có thể tốn thêm $6 mỗi giờ, nhưng lượng phế liệu giảm còn khoảng $50 một tháng. Khoản tăng lương hầu như không ảnh hưởng đến biên lợi nhuận. Phế liệu thì có.
Giờ hãy nhìn rộng hơn. Mức trung bình toàn quốc dao động quanh $20 một giờ. Tiền lương hầu như không thay đổi đáng kể trong nhiều năm, dù có “thiếu hụt lao động.” Nghĩa là gì? Các xưởng vẫn đang định giá vị trí này như một hàng hóa. Vì vậy, họ tuyển người chỉ vì sẵn có.
Bỏ Qua: “Học nhanh,” “làm việc nhóm,” “vận hành máy (5 năm).”
Tuyển Người Này: “Có thể tính phụ cấp uốn mà không cần bảng,” “Đã thiết lập dụng cụ nhiều giai đoạn,” “Giải thích hiện tượng đàn hồi theo cấp vật liệu.”
Nếu người thuê rẻ lại tốn nhiều hơn người có tay nghề, tại sao các chủ xưởng thông minh vẫn lặp lại sai lầm đó?

Hãy tưởng tượng máy uốn của bạn chỉ chạy được 60% của ca làm việc vì người mới đang loay hoay tìm dụng cụ, hỏi giới hạn lực ép, kiểm tra lại bản vẽ. Đó không phải là 40% nhàn rỗi. Đó là 40% gián đoạn—máy cắt laser phải đợi, thợ hàn phải sắp xếp lại, vận chuyển bị trễ.
Vì CN-HAWE đầu tư hơn 8% doanh thu hằng năm vào nghiên cứu và phát triển. ADH vận hành năng lực R&D trong lĩnh vực máy chấn, dành cho các đội đang đánh giá phương án thực tế tại đây, Máy cắt laser là bước tiếp theo phù hợp.
Một trạm trống là nỗi đau nhìn thấy được. Làm lại là sự chảy máu vô hình. Một cái xuất hiện trên lịch trình. Cái kia ẩn trong sai lệch vật liệu và giờ tăng ca của giám sát.
Đây là sự thay đổi mà tôi cần bạn thực hiện: thời gian ngừng hoạt động là chi phí cố định. Làm lại thì cộng dồn.
Tuyển Người Này: Ai hỏi về bán kính bên trong trước khi uốn lần đầu. Bỏ Qua Người Này: Ai nói rằng, “Tôi đã vận hành máy cả đời rồi,” và dừng lại ở đó.
Vậy nếu bài toán phế liệu rõ ràng đến vậy, tại sao “kinh nghiệm với máy uốn” lại không giải quyết được?
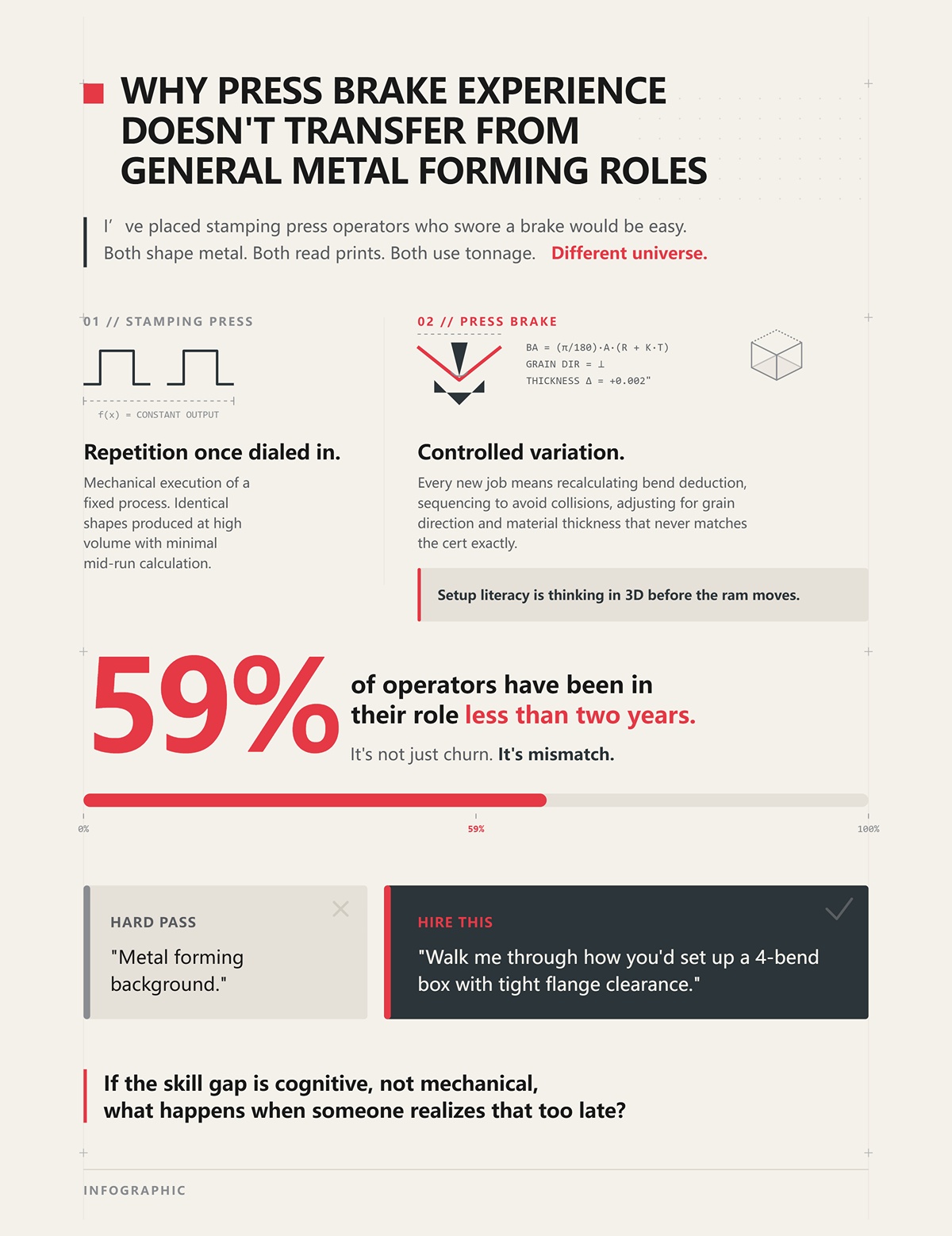
Tôi đã từng sắp xếp cho các công nhân máy dập khuôn, họ thề rằng máy uốn sẽ dễ. Cả hai đều tạo hình kim loại. Cả hai đều đọc bản vẽ. Cả hai đều dùng lực ép.
Hai thế giới hoàn toàn khác nhau.
Máy dập khuôn là công việc lặp lại sau khi đã điều chỉnh ổn định. Máy uốn là sự biến thiên có kiểm soát—mỗi công việc mới đồng nghĩa với việc phải tính lại khoảng trừ uốn, sắp xếp thứ tự để tránh va chạm, điều chỉnh theo hướng thớ và độ dày vật liệu vốn chẳng bao giờ khớp với chứng chỉ. Khả năng thiết lập là năng lực tư duy trong không gian ba chiều trước khi bàn ép di chuyển.
Đó là lý do vì sao 59% công nhân chỉ mới làm việc dưới hai năm. Không chỉ là vấn đề luân chuyển. Đó là sự sai khớp.
Bỏ qua: “Có kinh nghiệm về tạo hình kim loại.” Nên tuyển: “Hãy hướng dẫn tôi cách bạn sẽ thiết lập một hộp gấp 4 lần với khe hở viền nhỏ.”
Nếu khoảng cách kỹ năng là về nhận thức, không phải kỹ thuật, thì điều gì xảy ra khi ai đó nhận ra điều đó quá muộn?

Sau chín mươi ngày, adrenaline giảm dần. Tiếng ồn, nhịp độ, trách nhiệm với $3,000 tấm vật liệu—tất cả dồn lên vai. Đây không phải chỉ là nhấn nút. Đây là sự phán đoán dưới áp lực.
Đó là lúc tôi thấy những người âm thầm rời đi. Hoặc tệ hơn, người vận hành đã mất tinh thần, ngừng đặt câu hỏi và bắt đầu đoán mò.
Mười hai phần trăm người vận hành gắn bó hơn mười năm. Khoảng 30% vượt qua mốc năm năm. Họ không chỉ là những người kiên cường hơn. Họ là những người hiểu cách thiết lập—và nhìn thấy con đường dẫn đến lập trình, vị trí trưởng nhóm, mức lương $25 một giờ trở lên. Sự hiểu biết về thiết lập không chỉ là tiêu chí tuyển chọn. Đó còn là đòn bẩy giữ chân nhân viên.
Nên tuyển: Ứng viên hỏi về lộ trình lập trình và kho dụng cụ. Nên bỏ qua: Những ai chỉ quan tâm tới chênh lệch ca làm việc.
Nếu việc tuyển nhanh chỉ khiến vòng quay lao động tiếp tục, điều gì sẽ xảy ra nếu bạn ngừng tuyển chỉ vì có người rảnh—và bắt đầu đánh giá khả năng tư duy thiết lập thay vào đó?
Quý trước, một chủ doanh nghiệp nói với tôi: “Chúng tôi cần một người vận hành máy uốn. Tối thiểu hai năm kinh nghiệm.” Tôi hỏi một câu: Với lực nén (tonnage) và bộ điều khiển nào? Im lặng. Ông ấy không biết. Trưởng nhóm của ông cũng không biết. Bài đăng tuyển vẫn được đăng lên.
Đó là cách bạn đánh cược vào một người chỉ biết bấm nút.
Bạn đã thấy việc tuyển chỉ dựa trên tính sẵn sàng dẫn đến phế liệu. Đây là bước ngoặt: nếu bạn không thể xác định rõ máy, bộ điều khiển và mức độ tư duy thiết lập cần có, bạn không thể sàng lọc khả năng hiểu biết về thiết lập. Và nếu bạn không thể sàng lọc điều đó, bạn sẽ tiếp tục đổ vật liệu phế vào khuôn tắc nghẽn và tự hỏi vì sao áp lực tăng lên ở khâu sau.
Một mô tả công việc thực tế phải nêu tên loại máy uốn (135 tấn? 230 tấn?), bộ điều khiển (Delem? Cybelec?), loại vật liệu (thép A36 độ dày 11 so với thép không gỉ 14 gauge), và liệu người vận hành được yêu cầu tạo bảng thiết lập hay chỉ cần làm theo. Mức độ cụ thể này không phải là mánh HR làm bóng bẩy. Đó là quá trình kiểm tra kỹ thuật trước khi phỏng vấn bắt đầu. Nếu bạn đang điều chỉnh tiêu chí tuyển dụng phù hợp với năng lực thực tế của máy, hãy bắt đầu với chính nền tảng—các hệ thống CNC hiện đại, toàn phần như trong dòng sản phẩm máy uốn của CN-HAWE được thiết kế với độ bền khung và độ cứng được kiểm chứng, xây dựng cho các tình huống uốn có độ chính xác cao, giúp việc xác định mức độ hiểu biết về thiết lập và sự thành thạo bộ điều khiển cần thiết cho vai trò trở nên dễ dàng hơn nhiều.
Bỏ qua: “Cần tuyển người vận hành máy uốn. Kinh nghiệm 2+ năm.” Nên tuyển: “Máy uốn CNC 230 tấn với bộ điều khiển Delem DA-66T. Phải tự tính toán độ khấu trừ uốn và thiết lập dụng cụ nhiều giai đoạn.”
Nếu bài đăng của bạn không vượt qua được bài kiểm tra đó, làm sao bạn mong ứng viên sẽ làm được?
Tôi từng phỏng vấn hai thợ vận hành, cả hai đều có “3 năm kinh nghiệm với máy chấn tôn.” Một người đã từng vận hành máy 90 tấn với bộ điều khiển Cybelec cơ bản trong xưởng gia công chuyên làm giá đỡ tôn mỏng. Người kia vận hành máy 350 tấn với bộ điều khiển Delem, lập trình ngoại tuyến và quản lý hệ thống dụng cụ theo từng giai đoạn cho tấm thép dày 1/4 inch.
Trên giấy tờ thì giống hệt nhau.
Nhưng trong xưởng thì khác xa nhau.
Bộ điều khiển rất quan trọng vì nó định hình cách người vận hành suy nghĩ. Môi trường Delem thường đồng nghĩa với lập trình đồ họa, mô phỏng trình tự uốn và phát hiện va chạm. Còn Cybelec trên máy đời cũ thường yêu cầu nhập liệu thủ công và dựa nhiều vào kinh nghiệm truyền miệng. Không cái nào “tốt hơn.” Nhưng chúng rèn luyện những kỹ năng khác nhau. Nếu xưởng của bạn phụ thuộc vào lập trình ngoại tuyến và thư viện dụng cụ, và bạn tuyển người chỉ quen nhập góc uốn từ phiếu sản xuất, thì bạn vừa tự mua cho mình việc giám sát kèm cặp.
Tải trọng cũng quan trọng vì nó thay đổi mức độ hậu quả. Làm việc với tôn mỏng dễ bỏ qua sai sót hơn. Với thép tấm nặng thì không. Độ đàn hồi của vật liệu khác nhau. Độ võng của dụng cụ lộ ra ngay. Một người vận hành chưa từng tính giới hạn tải trọng khi chịu lực sẽ do dự—hoặc tệ hơn, đoán mò—khi chày chấn ép xuống tấm thép không gỉ dày 3/16.
Giờ thêm vào dữ liệu thâm niên: 59% thợ vận hành có thời gian làm việc dưới hai năm. Vậy nên khi bạn lọc “từ 2 năm trở lên,” bạn không thực sự chọn ra người thành thạo. Bạn chỉ đang cắt ngẫu nhiên qua một lực lượng có tỷ lệ thay đổi cao. Ranh giới thật sự không phải là thời gian làm việc. Mà là việc họ đã vượt qua giai đoạn chỉ làm theo bản hướng dẫn sang giai đoạn tự mình tạo ra nó.
Hãy hỏi điều này trong buổi phỏng vấn: “Hãy mô tả cách bạn sẽ thiết lập một hộp uốn bốn cạnh có khe hở mép hẹp. Trình tự uốn của bạn thế nào, và tại sao?” Nếu họ nói đến nguy cơ va chạm và chiều cao dụng cụ trước khi bạn gợi ý, thì bạn đang đến gần khả năng hiểu biết thực sự về thiết lập.
Từ chối dứt khoát: “3 năm kinh nghiệm với máy chấn” mà không nói rõ loại máy. Nên tuyển: “Đã lập trình điều khiển Delem; sắp xếp dụng cụ theo giai đoạn để giảm 20% thời gian thiết lập; tạo phiếu kiểm tra sản phẩm đầu tiên.”
Nếu kinh nghiệm có thể khác nhau đến vậy, làm sao để chứng minh được năng lực cơ bản giữa các xưởng?
Có lần một ứng viên trượt tấm thẻ qua bàn—chứng chỉ FMA Precision Press Brake. Hầu hết chủ xưởng đều xem nhẹ. Đừng làm vậy.
Đây là một trong số ít chứng chỉ đánh giá tiêu chuẩn hóa trong lĩnh vực này. Nó kiểm tra khả năng đọc bản vẽ, tính toán uốn, chọn dụng cụ, an toàn và quy trình thiết lập. Không phải “Tôi từng làm quanh máy chấn.” Mà là “Kiến thức được chứng minh.”.
Nó có hoàn hảo không? Không. Tôi từng gặp người có chứng chỉ mà vẫn cần rèn luyện thêm. Nhưng chứng chỉ buộc họ phải tiếp xúc với các phép tính—chiều dài uốn, chiều giảm uốn, hệ số K—những yếu tố giúp họ dự đoán thay vì đoán mò. Nó thể hiện rằng người vận hành ít nhất đã từng va chạm với phần tư duy của máy.
Hãy nhớ bài toán phế phẩm: Thợ năm thứ nhất có thể làm thất thoát khoảng $500 mỗi tháng vì làm lại; đến năm thứ ba, con số đó có thể giảm còn khoảng $50. Một thợ năm thứ ba lương $23 một giờ có thể tốn hơn $6 mỗi giờ, nhưng lượng phế phẩm giảm còn gần $50 một tháng. Khoảng chênh không phải phép màu. Đó là năng lực. Chứng chỉ không đảm bảo hiệu suất của năm thứ ba—nhưng nó là một trong số ít dấu hiệu bên ngoài cho thấy ai đó đang trên hành trình đạt được điều đó.
Nếu bạn nói rằng mình coi trọng khả năng thiết lập mà lại bỏ qua chứng chỉ duy nhất trong ngành kiểm tra điều đó, bạn đang gửi tín hiệu sai lệch đến những thợ lành nghề hiểu rõ giá trị của mình.
Từ chối dứt khoát: “Ưu tiên kinh nghiệm, không yêu cầu chứng chỉ” trong khi bạn lại tuyên bố chất lượng là ưu tiên. Nên tuyển: “Có chứng chỉ FMA hoặc có thể chứng minh khả năng tính toán uốn và thiết lập tương đương trong buổi phỏng vấn kỹ thuật.”
Chứng chỉ chứng minh rằng họ đã tiếp xúc với các phép tính. Nhưng làm sao để biết họ có thể suy nghĩ vượt ra ngoài màn hình?
Tôi sẽ cho bạn một bài kiểm tra đơn giản. Hỏi: “Khi nào bạn sẽ ghi đè lên góc uốn đã được lập trình sẵn?”
Người chỉ bấm nút sẽ nói, “Nếu lệch, tôi chỉnh lại.” Còn người vận hành thực thụ sẽ nói, “Tùy vào độ sai lệch độ dày vật liệu và hướng sớ. Tôi sẽ kiểm tra độ dày thực tế so với chứng nhận và điều chỉnh độ đàn hồi trước khi can thiệp vào chương trình.”
Câu trả lời đó cho bạn biết liệu họ hiểu cơ chế hay chỉ hiểu kết quả.
Trình độ đọc hiểu lập trình CNC không nằm ở việc viết G-code từ đầu. Nó nằm ở việc hiểu điều gì bộ điều khiển đang tính toán — và khi nào nó sai. Vật liệu hiếm khi khớp với độ dày danh định. Mòn dụng cụ làm thay đổi kết quả. Uốn bằng không khí so với uốn chạm đáy làm thay đổi lực ép và hành vi đàn hồi trở lại. Một người vận hành hiểu lý do con số tồn tại có thể sửa nó mà không cần gọi giám sát viên.
Dữ liệu tiền lương xác nhận điều này. Người vận hành máy uốn mới vào nghề có mức lương khoảng mười mấy đô mỗi giờ. Thêm khả năng lập trình CNC thực thụ, bạn tiến lên mức hai mươi mấy đô. Thị trường đã định giá cho bước nhảy về nhận thức này. Nếu tin tuyển dụng của bạn ghi “có kinh nghiệm CNC là điểm cộng” thay vì là yêu cầu — trong khi vẫn mong người đó tự thiết lập máy — thì bạn đang quảng cáo mức lương đầu vào cho công việc đòi hỏi tư duy trung cấp.
Không nên chọn: “Nạp chương trình và chạy sản phẩm.” Nên tuyển: “Chỉnh trình tự uốn, điều chỉnh hệ số K dựa trên lô vật liệu, giảm thời gian thiết lập bằng lập trình ngoại tuyến.”
Nếu tư duy đã có, toán học đã có, thì điều gì vẫn loại bỏ người trong 90 ngày đầu tiên?
Hãy hình dung một ca 10 giờ trên nền bê tông. Giày mũi thép. Sử dụng bàn đạp chân lặp đi lặp lại. Nâng các tấm thép nặng 40 pound lên ngang ngực để tránh mép uốn dài. Xoay, căn chỉnh, uốn. Lặp lại.
Giờ hãy đọc hầu hết các tin tuyển dụng. Họ chỉ nhắc đến “môi trường làm việc nhanh chóng.” Hết.
Trong ngành sản xuất, có từ 12–18% công nhân vận hành máy nghỉ trong 90 ngày đầu. Một phần là do không phù hợp kỹ năng. Một phần là do thực tế thể chất khắc nghiệt hơn tưởng. Khi cơ thể kiệt sức, sự tập trung cũng mất theo. Và với máy uốn, mất tập trung có nghĩa là sản phẩm lỗi — hoặc tệ hơn.
Nếu công việc của bạn thường xuyên yêu cầu một người vận hành tự xử lý tấm 4×8, hãy nêu rõ. Nếu bạn mong muốn họ đứng 8–10 tiếng với ít đổi ca, hãy nêu rõ. Những người vận hành gắn bó lâu dài không chỉ có năng lực tư duy. Họ còn chuẩn bị thể chất tốt. Và họ tôn trọng xưởng nào trung thực về khối lượng công việc.
Bạn muốn giữ chân nhân viên? Cần phải điều chỉnh kỳ vọng phù hợp với thực tế trước Ngày đầu tiên.
Không nên chọn: “Phải có khả năng làm việc trong môi trường sản xuất.” Nên tuyển: “Ca 10 tiếng đứng làm việc; thường xuyên nâng tối đa 50 pound; nâng nhóm khi tấm trên 75 pound; có thảm chống mỏi.”
Xác định máy móc. Xác định phép tính. Xác định yêu cầu thể chất.
Khi bạn đã làm được điều đó, câu hỏi tiếp theo không phải là nên tìm gì.
Mà là tìm những người đã đáp ứng tiêu chuẩn đó ở đâu.
Mùa xuân năm ngoái, tôi đã tìm người cho máy uốn 175 tấn với bộ điều khiển Delem. Chúng tôi đăng lên các trang tuyển dụng lớn. Hai trăm ứng viên trong mười ngày. Không ai có thể giải thích khấu trừ uốn mà không cần tra Google.
Tuần đó, tôi gọi cho ba xưởng tư nhân quen biết nhiều năm. Mỗi nơi đều có một người vận hành có thể lập trình trực tiếp trên máy, tính toán đàn hồi trở lại bằng đầu, và huấn luyện người mới. Không ai trong số họ “đang tìm việc.” Họ không lướt web. Họ đang bận chạy sản phẩm.
Đây là cơ chế bạn đang đối mặt: các bảng việc làm rộng rãi thưởng cho số lượng từ khóa, không phải kiến thức thiết lập. Chúng trộn lẫn những người bấm nút 14–16 đô/giờ (khoảng 70% tin đăng ở hầu hết các thành phố lớn) với kỹ thuật viên thiết lập 24–28 đô/giờ (thiểu số), rồi lấy trung bình sao cho nhìn có vẻ như công việc tầm trung. Nhiễu lấn át tín hiệu. Bạn phải sàng lọc năng lực toán và tư duy cơ khí sau đó, trong đống hồ sơ được tạo ra để câu nhấp chuột.
Còn những người lành nghề thì sao? Hơn 90% thợ vận hành máy uốn kim loại làm việc lâu năm tại các công ty tư nhân. Ngay cả khi tỷ lệ thất nghiệp năm 2021 vượt quá 6%, phần lớn vẫn ở lại. Sự trung thành cùng làm thêm ổn định tốt hơn là đánh cược vào tin tuyển dụng vô danh. Vì vậy, nếu kế hoạch của bạn là “đăng rồi cầu nguyện,” thì bạn đang thả câu ở nơi những người am hiểu chẳng bao giờ bơi tới.
Đó là lý do tại sao việc coi phát triển nhân sự như một trò chơi theo khối lượng đảm bảo sẽ xảy ra thời gian chết. Những người vận hành có thể lập trình điều khiển Delem và điều chỉnh hệ số K mà không hoảng hốt thì không đi tìm việc công khai. Họ đang được đào tạo, giới thiệu, hoặc âm thầm được nhắm tới.
Vậy bạn sẽ đi đâu khi thực sự muốn có năng lực thiết lập trong nguồn nhân lực sẵn có?
Tôi đã bước vào một phòng thí nghiệm của trường cao đẳng cộng đồng ở Ohio hai năm trước. Sáu sinh viên quanh một máy phanh huấn luyện 90 tấn. Giảng viên dừng họ giữa chừng và hỏi: “Tại sao mép uốn của em lại dài ra?” Một sinh viên trả lời: “Vật liệu nhập vào dày hơn danh định .008. Độ đàn hồi thay đổi.”
Cậu ấy chưa từng làm việc trong xưởng sản xuất. Nhưng đã suy nghĩ như một người vận hành năm thứ 3.
Các con đường chính để bước vào nghề này vẫn là qua các chương trình dạy nghề, học việc, và các trường kỹ thuật. Không phải vì bằng cấp quan trọng. Mà vì trải nghiệm thực tế quan trọng. Khi một chương trình dạy đọc bản vẽ, tính toán độ uốn, và quy trình thiết lập an toàn trước khi sinh viên chạm vào lịch sản xuất thực tế, bạn sẽ có được “nguyên liệu thô” phù hợp với khuôn ép của mình.
Nhưng đây là cái bẫy: một số chương trình chỉ tạo ra người đứng máy, không tạo ra người biết suy nghĩ về thiết lập. Nếu bạn chỉ đăng tin tuyển dụng trên bảng việc làm của họ, bạn lại quay về cách làm số lượng.
Chiến lược phải khác. Tham gia vào hội đồng cố vấn. Mang theo bản vẽ thật. Cung cấp thực tập có trả lương nơi sinh viên phải hoàn thành một lượt thiết lập đầy đủ có giám sát—chọn dụng cụ, tính toán lực ép, kiểm định sản phẩm đầu tiên. Bạn không đang tuyển hồ sơ. Bạn đang đánh giá năng lực sớm.
Đúng, bạn sẽ phải đầu tư thời gian. Nhưng hãy so sánh với sáu tháng phế phẩm và thay người do tuyển sai. Dù sao đó cũng là thép phế trên báo cáo P&L. Một con đường đầu tư cho bạn một nguồn nhân lực liên tục.
Loại bỏ: “Tốt nghiệp chương trình gia công” nhưng không có dự án thiết lập được ghi nhận. Tuyển dụng: Sinh viên có thể trình bày đồ án tốt nghiệp với tính toán độ uốn, bảng chọn dụng cụ, và báo cáo sản phẩm đầu tiên có chữ ký giảng viên.
Các trường dạy nghề giúp bạn tiếp cận gần hơn với nguồn nhân tài mới nổi. Nhưng còn những người đã được đào tạo để suy nghĩ dưới áp lực thì sao?
Trong một buổi thảo luận chuyển tiếp tại căn cứ, tôi gặp một cựu binh 91E—Chuyên viên Ngành Nghề Liên Hiệp. Anh ta từng vận hành máy phay, máy tiện, và thiết bị chế tạo thủ công để bảo trì xe bọc thép. Tôi hỏi anh ta sẽ xử lý một hộp bốn nếp uốn thế nào. Anh nói về thứ tự thao tác, khoảng hở dụng cụ, và chứng chỉ vật liệu trước khi tôi kịp kết thúc câu hỏi.
Anh ta đã tiết kiệm hai tuần thời gian chết ở xưởng mới vì hiểu hệ thống, không chỉ biết bấm nút.
Một số Chức Danh Nghề Nghiệp Quân Sự (MOS) chuyển đổi rất tương thích: 91E (thợ máy quân đội), 2A7X1 (kỹ thuật gia kim loại hàng không của Không quân), Kỹ Thuật viên Bảo trì Thân tàu trong Hải quân. Những vai trò này đòi hỏi đọc bản vẽ, kỷ luật đo lường, và tư duy bảo trì phòng ngừa. Họ được huấn luyện để chẩn đoán, không đoán mò.
Phản đối mà tôi thường nghe: “Họ không có kinh nghiệm với máy ép kim loại.” Đúng. Nhưng họ có lý luận cơ học trong điều kiện áp lực, và đó mới là đặc điểm khó đào tạo hơn. Việc học cách vận hành điều khiển thì dễ hơn. Kỷ luật tư duy thì xây lâu hơn.
Và không, đây không phải là nguồn nhân lực mang tính từ thiện. Đây là chiến lược. Các cựu binh rời khỏi vai trò MOS kỹ thuật thường tham gia chương trình chuyển tiếp có cấu trúc nơi nhà tuyển dụng có thể quan sát màn trình diễn kỹ năng, không phải chỉ đọc hồ sơ. Đó là sự đánh giá sẵn nếu bạn tham gia đúng cách.
Loại bỏ: “Kinh nghiệm quân sự” nhưng không có MOS kỹ thuật phù hợp. Tuyển dụng: 91E, 2A7X1 hoặc tương đương có trách nhiệm về chế tạo và đo lường được ghi nhận.
Trường dạy nghề giúp bạn bắt đầu sớm. Cựu binh mang đến sự trưởng thành và kỷ luật. Nhưng nếu người vận hành chính xác mà bạn cần hiện đang điều khiển máy ép ở xưởng bên kia đường thì sao?
Tôi từng bố trí một thợ vận hành có 12 năm kinh nghiệm từ một xưởng vẫn đang chạy một máy phanh thủy lực từ thập niên 1980 với bộ điều khiển cơ bản. Anh ta không phàn nàn. Anh ta bị giới hạn. Không có dụng cụ mới. Không có lập trình ngoại tuyến. Không có sự phát triển.
Anh chuyển đến một xưởng đầu tư vào máy 350 tấn với bộ điều khiển hiện đại. Chỉ trong vài tháng, anh giảm thời gian thiết lập 18% vì cuối cùng anh cũng có những công cụ phù hợp với cách tư duy của mình.
Hãy nhớ dữ liệu: những người vận hành máy phanh ép tập trung trong các công ty tư nhân và có xu hướng gắn bó lâu dài. Đăng tuyển lạnh lùng sẽ không khiến họ rời đi. Nhưng sự hợp nhất ngành, chủ sở hữu lớn tuổi, hoặc tình trạng thiếu đầu tư kéo dài tạo ra sự bất mãn âm thầm.
Chiêu mộ có đạo đức không phải là săn người bừa bãi. Đó là việc xác định nơi năng lực đang bị giới hạn. Hãy tìm các xưởng được đồn là sắp bán, chủ gần đến tuổi nghỉ hưu mà chưa có người kế thừa, cơ sở vẫn chạy các bộ điều khiển lỗi thời mà không có kế hoạch đầu tư. Sau đó, hãy tiếp cận kín đáo với giá trị đề nghị rõ ràng: thư viện dụng cụ tốt hơn, ngân sách đào tạo, hỗ trợ chứng nhận.
Bạn không hứa hẹn bàn bóng bàn. Bạn đang cung cấp đường băng kỹ thuật.
Ở đây có rủi ro. Lòng trung thành là con dao hai lưỡi. Một số người sẽ không bao giờ rời đi. Và nếu bạn tiếp cận cẩu thả, bạn sẽ đốt cầu trong một cộng đồng nhỏ chặt chẽ. Đây là công việc phẫu thuật, không phải tuyển dụng hàng loạt.
Không Nên Làm: Gửi tin nhắn hàng loạt đến mọi thợ vận hành trong bán kính 50 dặm. Nên Làm: Tiếp cận có mục tiêu các thợ vận hành tay nghề cao trong môi trường trì trệ, đi kèm với kế hoạch phát triển cụ thể.
“Nếu thuê người rẻ lại tốn kém hơn thuê người giỏi, tại sao những chủ thông minh vẫn cứ lặp lại sai lầm đó?”
Bởi vì họ đuổi theo sự hiện diện thay vì khả năng tiếp cận.
Giờ bạn đã biết các thợ vận hành am hiểu thiết lập thực sự xuất hiện ở đâu. Vấn đề tiếp theo khó hơn: khi họ đã nằm trong quy trình tuyển chọn của bạn — sinh viên, cựu chiến binh hay chuyên gia dày dạn — làm sao bạn tách biệt năng lực thật khỏi lời nói tự tin trước khi họ chạm vào khuôn ép tắc nghẽn của bạn?
Năm ngoái, một chủ xưởng gọi cho tôi sau khi một nhân viên mới làm cong một khuôn dập tiến bộ $4,800 vào ngày thứ chín. Người thợ đó ghi “7 năm kinh nghiệm với máy phanh ép” trên hồ sơ. Sơ yếu lý lịch sạch sẽ. Cái bắt tay tự tin. Nhưng không ai theo dõi xem anh ta đọc bản vẽ, tính toán độ trừ uốn, và chứng minh sản phẩm mẫu đầu tiên bằng thước cặp trước khi được giao vận hành máy 250 tấn tại điểm nghẽn.
Bạn không xác minh khả năng thiết lập thông qua sơ yếu lý lịch. Bạn xác minh nó giống như cách bạn kiểm tra một chi tiết: đo lường nó.
Đây là bước ngoặt. Việc tiếp cận mang đến cho bạn các ứng viên có thể giỏi. Đánh giá trên sàn xưởng cho bạn biết ai thực sự giỏi. Không dùng câu hỏi về tính cách. Không dùng “hãy kể về một lần bạn...”. Mà bằng ma sát có kiểm soát, có thể quan sát: đo lường, toán học, logic trình tự, và thiết lập thực tế dưới giám sát. Nếu bạn bỏ qua bước này, bạn đang thuê niềm hy vọng — và hy vọng là phế liệu trên báo cáo lỗ lãi.
Chứng chỉ có vai trò riêng. Chứng chỉ Máy phanh ép chính xác của FMA là một hình thức tiếp xúc tốt, nhưng ngay cả họ cũng nêu rõ đây không phải là giấy phép hành nghề và không ngụ ý làm chủ. Đào tạo của nhà sản xuất nhấn mạnh thực hành trực tiếp hơn là bài kiểm tra lý thuyết. Tốt. Bài đánh giá này cũng vậy. Chúng tôi không kiểm tra quá mức — chúng tôi tái tạo chính xác tải nhận thức mà điểm nghẽn của bạn sẽ áp đặt.
Không Nên Làm: “Kinh nghiệm 7+ năm” mà không có minh chứng kỹ thuật. Nên Làm: Bất kỳ ai — có chứng chỉ hay không — có thể vượt qua kiểm tra thiết lập có kiểm soát, có thể quan sát.
Nếu bạn định sàng lọc năng lực, bạn bắt đầu từ đâu?
Tôi từng hỏi một ứng viên tại sao anh ta rời ba công việc máy phanh trong bốn năm. Câu trả lời của anh ta: “Bộ phận kỹ thuật cứ làm sai bản vẽ. Vật liệu lúc nào cũng sai. Ban quản lý thì luôn giục tiến độ.” Không một câu nào nói về việc anh ta đã làm gì để kiểm soát kết quả.
Trên máy phanh ép, kiểm soát chính là công việc.
Trong cuộc phỏng vấn qua điện thoại kéo dài 20 phút, tôi không kiểm tra sự lôi cuốn. Tôi đang đánh giá mức độ chịu trách nhiệm. Hỏi: “Hãy kể tôi nghe về bài thử đầu tiên tệ nhất mà bạn từng làm. Sai ở chỗ nào và bạn đã sửa như thế nào?” Một người vận hành am hiểu thiết lập sẽ nói về sai số bán kính bên trong, hướng thớ kim loại, bù độ bật lại, thay dụng cụ, tính lại độ cho phép uốn. Cụ thể. Trình tự. Con số.
Một người chỉ biết bấm nút sẽ nói về việc ai đó đưa cho anh ta tấm phôi sai.
Việc nhảy việc cũng quan trọng. Không phải vì di chuyển là xấu—mà vì các mẫu hình cho biết liệu người vận hành có bén rễ sau khi làm chủ máy hay rút lui khi việc thiết lập trở nên phức tạp. Hãy nhớ, 90% các thợ vận hành lành nghề làm trong các xưởng tư nhân và gắn bó lâu dài. Việc thường xuyên làm ngắn hạn thường báo hiệu người chỉ dừng lại ở mức chăm máy, không chịu suy nghĩ.
Điều này không liên quan đến thái độ. Nó liên quan đến sự trưởng thành nhận thức khi chịu áp lực.
Loại ngay: “Môi trường nhịp độ nhanh” và “thành viên nhóm linh hoạt” mà không có câu chuyện kỹ thuật nào đi kèm. Nên tuyển: Giải thích chi tiết về một lần tính sai độ uốn và phép tính được dùng để sửa.
Họ có thể nói cho hay. Tốt. Nhưng họ có đo được thứ họ vừa tạo ra không?
Đưa cho ứng viên một mẫu đơn giản có hai chỗ uốn và một bộ thước cặp. Đừng hướng dẫn. Chỉ cần nói, “Hãy kiểm tra nó.”
Bạn sẽ học được nhiều thứ trong năm phút hơn cả năm buổi phỏng vấn.
Quan sát nơi mắt họ nhìn. Họ kiểm tra chiều dài cánh trước chứ? Kích thước bên trong so với bên ngoài? Họ có xác nhận góc bằng thước đo trước khi đổ lỗi cho sai số chiều dài không? Họ có hiểu rằng lệch 1 độ có thể làm sai kích thước tuyến tính tùy theo chiều dài cánh không?
Tôi đã thấy những người vận hành đoán góc bằng mắt rất chuẩn nhưng lại sai dung sai ±0.010 vì họ đo nhầm bề mặt. Đó không phải lỗi của máy. Đó là vấn đề hiểu bản vẽ.
Các bài kiểm tra trực tuyến miễn phí trong ngành thường bộc lộ các lỗ hổng về tiêu chuẩn bản vẽ Y14.5 và toán học tính độ cho phép uốn trước khi công việc thực hành bắt đầu. Tôi đã áp dụng điều đó bằng một bài kiểm tra viết ngắn trước bài kiểm tra thước cặp—trừ giảm uốn cơ bản, ước lượng lực ép, định hướng thớ kim loại. Nó khiến sự tự tin đảo ngược. Ứng viên ồn ào nhất đôi khi lại quên mất những kiến thức cơ bản.
Bạn không tìm kiếm sự hoàn hảo. Bạn tìm kiếm quy trình. Họ có chỉnh thước cặp về 0 lại không? Họ có đặt câu hỏi về bản vẽ nếu kích thước cộng dồn sai không? Họ có hiểu tích lũy dung sai không?
Một người vận hành Năm 3 ở mức $23 một giờ có thể tốn thêm $6 một giờ, nhưng phế phẩm giảm gần $50 mỗi tháng. Khoảng chênh lệch đó xuất hiện ngay ở đây—trong tính kỷ luật đo lường.
Loại ngay: Đo một lần, nhún vai, nói “Gần đúng rồi.” Nên tuyển: Kiểm chứng, đối chiếu, tham chiếu bản vẽ, và giải thích sai số.
Họ biết đo. Tốt. Giờ hãy xem họ có biết suy nghĩ trước khi kim loại bị uốn không.
Đặt một bản vẽ sản xuất thực tế lên bàn. Bốn lần uốn. Chiều dài cánh xen kẽ. Kích thước bên trong chặt chẽ. Hỏi một câu: “Hãy nói tôi nghe cách bạn thiết lập.”
Im lặng cũng được. Suy nghĩ là tốt.
Một người vận hành am hiểu thiết lập sẽ bắt đầu với loại vật liệu và độ dày. Tiếp đến là chọn dụng cụ—bề rộng V‑die tương quan với độ dày, bán kính trong mục tiêu. Sau đó là tính toán lực ép trên mỗi foot để tránh quá tải cho máy uốn. Rồi đến lập kế hoạch trình tự để ngăn va chạm hoặc kẹt cánh.
Thứ tự quan trọng là vì vật lý quan trọng.
Các hướng dẫn đào tạo từ những nhà sản xuất phanh lớn rất rõ ràng: ngay cả việc đọc bản vẽ cơ bản và thiết lập an toàn cũng cần vài tuần đến vài tháng để thấm nhuần. Các thiết lập CNC phức tạp và tải trọng lớn còn mất nhiều thời gian hơn. Đó chính xác là lý do bài kiểm tra này tồn tại. Nếu họ chưa thực sự nắm vững, bạn sẽ nhận ra điều đó ở đây — mà không phải mạo hiểm trong sản xuất.
Nếu bạn muốn so sánh đường cong học tập đó với năng lực thực tế của máy, hãy tải về các tài liệu kỹ thuật của CN-HAWE để xem các thông số chi tiết về máy chấn CNC và hệ thống kim loại tấm. Việc xem xét thiết kế khung, thông số tải trọng, cấu hình điều khiển và các ứng dụng uốn được hỗ trợ giúp bạn dễ dàng hiểu vì sao đào tạo thiết lập đúng chuẩn không thể bỏ qua — thiết bị CNC 100% hiện đại được thiết kế cho độ chính xác cao, nhưng vẫn phụ thuộc vào người vận hành hiểu rõ các nguyên lý cơ bản.
Bạn không loại bỏ người học. Bạn đang phân biệt giữa người chỉ làm theo và người biết suy nghĩ. Ứng viên nói: “Tôi cần xác nhận phần bù uốn — đây là cách tôi tính nó,” là người đáng đầu tư. Người nói: “Máy sẽ tự tính,” thì không.
Khi ai đó coi bảng điều khiển như phép màu, đó là lần nứt khuôn trong tương lai.
Từ chối: “Tôi chỉ lập trình theo bản của bộ phận kỹ thuật.” Nên thuê: Đi qua tính toán phần bù, rủi ro va chạm trước khi chạm vào bảng điều khiển.
Giấy tờ và lý thuyết là môi trường có kiểm soát. Sản xuất thì không. Vậy làm sao để kiểm tra áp lực mà không phải mạo hiểm $10,000 cho bộ khuôn?
Tôi thiết kế các buổi phỏng vấn thực tế có trả lương dưới hình thức nửa ngày thiết lập có giám sát trên các chi tiết không quan trọng. Không phải phế phẩm — mà là hình học thật, rủi ro được kiểm soát. Chúng tôi giới hạn tải trọng, kiểm tra sản phẩm mẫu đầu tiên cùng nhau và quan sát cách họ đưa ra quyết định trong điều kiện thực tế.
Một người vận hành tôi từng giới thiệu đã điều chỉnh vị trí backgauge sau khi nhận thấy sự cong nhẹ của vật liệu trước lần uốn đầu tiên. Anh ấy đã tiết kiệm hai tuần thời gian ngừng máy ở xưởng tiếp theo vì tư duy hệ thống đó giúp cải thiện bảo trì phòng ngừa và tiêu chuẩn hóa thiết lập. Đó chính là giá trị bạn nhận được.
Trái lại, ứng viên ghi đè cảnh báo tải trọng với lý do “sẽ ổn thôi” là người dẫn đến nứt khuôn. Làm lệch chày. Khiến phế phẩm âm thầm tăng dần cho đến khi ai đó lại đổ lỗi cho vật liệu.
Điều này có quá mức không? Không nếu so với một lần nứt khuôn, hỏng giá đỡ chày, hoặc 400 phôi bị uốn sai chồng chất phía sau máy cắt laser của bạn.
Bạn chỉ chi vài trăm đô la cho một buổi phỏng vấn thực tế. Đó là bảo hiểm chống lại thiệt hại hàng chục nghìn đô và hàng tháng hỗn loạn.
Nếu bạn đang siết chặt tiêu chuẩn tuyển dụng, cũng nên kiểm tra sức chịu đựng của máy móc và quy trình mà các nhân viên vận hành đó sẽ tiếp quản. Danh mục CNC dựa trên nền tảng 100% của CN-HAWE bao gồm công nghệ uốn cao cấp, cắt laser, soi rãnh, cắt xén và tự động hóa kim loại tấm, được hỗ trợ bởi R&D liên tục trong lĩnh vực máy chấn và thiết bị thông minh — giúp bạn đồng bộ năng lực người vận hành với năng lực thiết bị ngay từ ngày đầu. Để thảo luận về cấu hình máy, yêu cầu thiết lập, hoặc đánh giá mức độ phù hợp cho dây chuyền sản xuất của bạn, bạn có thể liên hệ CN-HAWE để bắt đầu cuộc trao đổi.
Từ chối: Không chấp nhận thử việc có trả lương hoặc chống lại việc kiểm tra có giám sát. Nên thuê: Chào đón sự giám sát, giải thích quyết định ngay tại chỗ và chủ động xin phản hồi.
Việc tiếp cận nguồn ứng viên đã lấp đầy đường ống tuyển dụng của bạn. Kiểm toán xưởng sản xuất giúp bảo vệ điểm nghẽn khỏi các nhân viên gây phế phẩm.
Giờ đây một rủi ro khác xuất hiện: khi bạn cuối cùng cũng tuyển được người vận hành hiểu thiết lập, làm sao để giữ họ không rời đi trong 90 ngày đầu tiên?
Bạn đã sàng lọc họ kỹ lưỡng. Bạn đã xem họ tính toán trọng tải, lập kế hoạch trình tự, kiểm tra sản phẩm đầu tiên mà không cần ai cầm tay chỉ việc. Cuối cùng, bạn đã đưa vật liệu chính xác vào khuôn đang là nút thắt cổ chai của mình.
Và rồi sáu tháng sau, họ rời đi.
Đó là điều không ai cảnh báo bạn. Ngay cả một người vận hành am hiểu thiết lập cũng sẽ bỏ đi nếu 30 ngày đầu tiên của họ cảm thấy như bị ném vào máy ép 200 tấn mà không có người hướng dẫn. Năng lực giúp họ được tuyển. Môi trường quyết định họ có ở lại hay không.
Sự thật khó chịu đây: hầu hết các trường hợp nghỉ việc trong 90 ngày đầu tiên không phải vì tiền lương. Mà là vì sự hỗn loạn. Không có tiêu chuẩn dụng cụ. Không có thiết lập được ghi lại. Không có ranh giới rõ ràng cho sai sót. Nhân viên mới của bạn mất nhiều thời gian đi tìm đột dập hơn là uốn chi tiết, và áp lực đổ lên họ vì “họ là chuyên gia mới.”
Đó là cách thép tốt bị cong vênh.
“Nếu thuê người rẻ lại tốn kém hơn thuê người giỏi, tại sao những chủ thông minh vẫn cứ lặp lại sai lầm đó?”
Bởi vì họ nghĩ rằng việc tuyển dụng đã giải quyết nút thắt. Không phải vậy. Bạn chỉ dời điểm căng thẳng xuống hạ lưu—vào giai đoạn hội nhập.
Cần tránh: “Chúng tôi cứ ném họ vào để xem họ chìm hay nổi.” Nên áp dụng: Một lộ trình 30 ngày bằng văn bản với phạm vi trải nghiệm rõ ràng, vòng phản hồi và rủi ro có kiểm soát.
Vậy quy trình đó thường sụp đổ ở đâu đầu tiên?
Người vận hành hàng đầu của bạn có thể uốn một chiếc hộp phức tạp trong khi đang ngủ. Nhưng họ không thể giải thích cách họ suy nghĩ.
Đó không phải là khuyết điểm tính cách. Đó là trí nhớ cơ bắp.
Tôi đã quay phim những người vận hành xuất sắc trong quá trình thay khuôn. Một nửa trong số họ lãng phí thao tác khi tìm dụng cụ, chỉnh tư thế, kiểm tra kẹp mà họ không tin tưởng. Họ vẫn đạt thời gian chu kỳ vì họ nhanh. Nhưng khi nhân viên mới quan sát họ, họ sẽ sao chép cả sự không hiệu quả lẫn kỹ năng. Giờ đây, việc hội nhập của bạn nhân đôi lãng phí tiềm ẩn.
“Người giỏi nhất” của bạn cũng đã xây dựng các cách làm tắt trong nhiều năm—những lối tắt chỉ hiệu quả vì anh ta hiểu các tính nết của máy. Nhân viên mới thì không. Vì vậy họ được bảo, “Chỉ cần tăng lực ép lên chút,” mà không hiểu giới hạn tải hoặc rủi ro lệch tâm. Đó là cách khuôn bị nứt.
Vì vậy, đừng biến người vận hành giỏi nhất thành người huấn luyện. Hãy biến họ thành đối tượng nghiên cứu.
Ghi hình quá trình thiết lập của họ. Vẽ sơ đồ các bước. Loại bỏ việc tìm dụng cụ. Chuẩn hóa vị trí kẹp. Ghi chép cách tính lực ép. Biến bản năng thành danh sách kiểm tra. Giờ đây, nhân viên mới đang học một hệ thống, không phải học một cá nhân.
Đào tạo không phải là theo dõi một người hùng. Đó là triển khai một quy trình có thể lặp lại.
Cần tránh: “Theo Joe vài tuần.” Nên áp dụng: Bảng thiết lập được ghi chép, quá trình thay khuôn được quay phim và một người huấn luyện có thể giải thích phép tính—không chỉ đơn thuần thực hiện nó.
Khi bạn đã có hệ thống để dạy, khi nào thì cuối cùng cho họ chạy thép?
Hai tuần. Tối thiểu.
Không phải vì họ kém cỏi. Mà bởi vì máy của bạn xứng đáng được tôn trọng.
Tuần đầu tiên không phải để uốn. Đó là thời gian quan sát và đọc hướng dẫn. Vâng, hướng dẫn. Tôi đã thấy những nhân viên mới mạnh mẽ làm sụt năng suất chỉ vì họ đoán các tham số điều khiển thay vì hiểu rõ giao diện. Một người vận hành thành thạo thiết lập nhưng bỏ qua logic điều khiển đặc thù của bạn vẫn có thể lập trình sai trình tự.
Hãy để họ kiểm tra quy trình làm việc. Dụng cụ được lưu trữ ở đâu? Có bao nhiêu bề rộng khuôn thực sự được sử dụng? Đường chuyển đổi thế nào? Con mắt mới sẽ phát hiện ra sự ma sát mà nhân viên lâu năm của bạn đã quen không còn thấy.
Tuần thứ hai giới thiệu vận hành có kiểm soát: uốn đơn, mẫu đầu tiên được giám sát, giới hạn tải trọng, chỉ uốn bằng không khí. Chưa có uốn chạm đáy. Uốn chạm đáy đòi hỏi kiểm soát lực nén chính xác và dự đoán độ hồi lò xo. Không thể thử nghiệm ở đó được.
Đến ngày thứ mười, họ nên có thể giải thích lại cho bạn tại sao việc chọn khuôn V lại thay đổi bán kính bên trong. Nếu họ không thể dạy lại điều đó, nghĩa là họ vẫn chưa thực sự nắm vững.
Bạn không làm chậm năng suất. Bạn đang ngăn chặn tình trạng kiệt sức sau 90 ngày do bị đổ lỗi vì một hệ thống mà họ không thiết kế.
Loại bỏ ngay: Đặt chỉ tiêu sản xuất đầy đủ trong tuần đầu tiên. Cần tuyển loại này: Thành thạo hướng dẫn, kiểm tra quy trình làm việc, sau đó uốn bằng không khí có giám sát trước khi làm việc tải trọng cao.
Nhưng ngay cả khi đã có phơi nhiễm có kiểm soát, vẫn còn câu hỏi thực sự: điều gì xảy ra khi họ mắc lỗi?
Không phải lỗi nào cũng giống nhau.
Uốn một tấm inox trang trí cho khách hàng chủ chốt? Dung sai bằng không. Gia công giá đỡ nội bộ với dung sai rộng? Đó là làn đường học tập.
Hãy phân loại bộ phận theo mức độ rủi ro, không phải theo áp lực tiến độ. Các nhiệm vụ ban đầu nên là các chi tiết uốn bằng không khí, dung sai rộng và ít phụ thuộc các công đoạn sau. Không có xếp chồng kích thước chặt. Không tải lệch lớn. Không uốn chạm đáy cho đến khi họ chứng minh được khả năng tính toán lực nén lặp lại ổn định dưới sự giám sát.
Đây không phải là nuông chiều. Đây là vật lý.
Khi nhân viên mới biết rằng có một vùng dung sai xác định, căng thẳng sẽ giảm. Họ tập trung vào quy trình thay vì chỉ lo sinh tồn. Sự tự tin đó tích lũy dần. Đến tuần thứ tư, bạn mở rộng giới hạn — giới thiệu các dung sai chặt hơn, chuỗi uốn phức tạp hơn, cuối cùng là uốn chạm đáy có kiểm soát với việc kiểm tra lực nén được ghi chép đầy đủ.
Lộ trình có cấu trúc ngăn chặn hai kẻ giết người: hoảng sợ và nhàm chán. Quá nhiều áp lực, họ bỏ việc. Quá ít phát triển, họ cũng bỏ việc.
Giao thức 30 ngày không nhằm làm chậm họ lại. Mà để chứng minh rằng xưởng của bạn vận hành dựa trên hệ thống, không phải anh hùng cá nhân. Những người vận hành có tay nghề sẽ ở lại nơi mà quy trình bảo vệ họ.
Loại bỏ ngay: “Mọi thứ đều khẩn cấp.” Cần tuyển loại này: Phân loại bộ phận theo rủi ro, có lộ trình tiến triển được ghi nhận và giới hạn rõ ràng về những gì họ chưa được kỳ vọng thực hiện.
Bạn đã kiểm tra khả năng đọc hiểu thiết lập. Bạn củng cố nó bằng cấu trúc.
Giờ là ngã rẽ chiến lược: khi nào thì việc xây dựng khả năng đọc hiểu này từ bên trong lại hợp lý hơn là theo đuổi nó trên thị trường?
Bạn đã xây dựng hệ thống. Bạn có thể dạy năng lực thiết lập mà không cần đánh cược vào sự xuất sắc cá nhân.
Giờ là câu hỏi thực sự: khi nào bạn nên ngừng săn tìm “kỳ lân” và bắt đầu tự tạo ra một con?
Đây là câu trả lời không hiển nhiên: điểm hòa vốn không nằm ở tiền lương. Nó nằm ở nguồn cung thị trường. Khi thị trường bên ngoài không thể cung cấp liên tục những người vận hành hiểu biết về thiết lập trong khung thời gian sống sót 90 ngày của bạn, thì mỗi tháng bổ sung mà bạn dành để “tìm kiếm” chính là kim loại phế bỏ trong bảng lời lỗ (P&L).
Hãy nhìn vào thực tế về thâm niên. Phần lớn người vận hành trong ngành này có ít hơn hai năm kinh nghiệm. Những người kỳ cựu với bản năng thiết lập sâu sắc là ngoại lệ thống kê. Nếu kế hoạch tuyển dụng của bạn giả định có dòng chuyên gia “plug‑and‑play” ổn định, thì bạn đang thiết kế một chiến lược dựa vào một nguồn nhân lực gần như không tồn tại. Đó không phải là lạc quan. Đó là sự phủ nhận được ngụy trang thành kiên nhẫn.
Vì vậy, hãy vạch một ranh giới rõ ràng: nếu bạn đã thực hiện ba chiến dịch tuyển dụng nghiêm túc, đánh giá ứng viên đúng cách, mà vẫn không thể tìm được ai có thể giải thích toán lực ép mà không phải đoán, thì thị trường đã lên tiếng. Đừng tiếp tục đưa vật liệu méo mó vào khuôn nghẽn cổ chai nữa.
Tuyển cái này: Lộ trình phát triển nội bộ 6–9 tháng với các cột mốc được xác định rõ. Bỏ qua cái kia: “Hãy cứ để tin tuyển dụng đó và xem có ai nộp không.”
Bởi vì nếu bạn không thể “mua” được năng lực hiểu biết ở mức giá sống sót, thì bạn chỉ còn một lựa chọn — tự xây dựng nó.
Giả sử một tình huống. Bạn có một công nhân phổ thông đáng tin cậy với mức $18 mỗi giờ. Đi làm sớm. Đọc bản vẽ ổn. Không có kinh nghiệm ép phanh.
Bạn đầu tư 200 giờ đào tạo có cấu trúc trong sáu tháng — kèm cặp theo hệ thống được ghi chép, giám sát quá trình ép không khí, và kiểm soát sản phẩm đầu tiên. Trong giai đoạn đó, giả định năng suất giảm ở mức thận trọng: có thể bạn phải dành thêm thời gian giám sát và tốc độ chu kỳ chậm hơn.
Giờ hãy so sánh với lựa chọn khác: thuê người bên ngoài xoay vòng liên tục, người sẽ bỏ việc sau bốn tháng. Chi phí tuyển dụng. Làm thêm giờ để bù khoảng trống. Phế phẩm do thiết lập vội vàng. Sự rò rỉ vô hình đó.
Một người vận hành năm thứ ba lương $23 mỗi giờ có thể đắt hơn $6 mỗi giờ, nhưng lượng phế phẩm giảm xuống còn khoảng $50 mỗi tháng. Khoản tăng $6 mỗi giờ đó gần như không ảnh hưởng đến biên lợi nhuận vì được bù lại bằng ít khuôn vỡ, ít phôi làm lại, ít phải trông chừng. Việc tăng lương có vẻ tốn kém trên bảng lương, nhưng hoàn toàn vô hình trên lợi nhuận.
Đây là đòn bẩy mà phần lớn chủ doanh nghiệp bỏ lỡ: hãy nhắm đến năng lực lập trình CNC trước tiên. Không phải “trở nên tốt hơn”. Năng lực lập trình có giá trị cao hơn vì nó nhân lên hiệu suất máy. Một người vận hành có thể điều chỉnh thứ tự, tối ưu hóa chuỗi uốn, và dự đoán độ đàn hồi không còn chỉ là người bấm nút — họ đang kiểm soát cả năng suất.
Tuyệt đối không: “Chúng ta chỉ cần dạy họ cách chạy chi tiết thôi.” Tuyển cái này: Một lộ trình được viết rõ từ người vận hành lên lập trình viên, kèm theo bước tăng lương tương ứng.
Nhưng đây là cái bẫy: điều gì xảy ra khi bạn đào tạo họ… và họ đến giới hạn?
Trên lý thuyết, việc ghép một người vận hành non trẻ với một nhân viên kỳ cựu sắp nghỉ hưu nghe thật hoàn hảo. Chuyển giao kiến thức. Gìn giữ những “bí kíp” nghề. Đôi bên cùng có lợi.
Ngoại trừ việc hầu hết các xưởng thực ra không có hàng loạt chuyên gia 20 năm kinh nghiệm chờ kèm cặp. Người vận hành có thâm niên dài là hiếm. Thiết kế kế hoạch tăng trưởng quanh một nhóm lao động đang biến mất chẳng khác nào lập lịch sản xuất quanh một chiếc máy bạn đã bán năm ngoái.
Vậy nên hãy chuyển đổi mô hình.
Thay vì “học việc dưới trướng bậc thầy già,” hãy nghĩ “học việc theo quy trình đã được ghi chép, được người giỏi nhất của bạn xem xét.” Người kỳ cựu trở thành biên tập viên, chứ không phải người giám sát trong bóng tối. Họ xác nhận các phép tính khối lượng. Họ phê bình các thiết lập. Họ kiểm nghiệm logic. Hệ thống đảm nhận việc giảng dạy hàng ngày.
Sự khác biệt đó quan trọng vì nó có thể mở rộng. Một người kỳ cựu có thể xem xét ba người vận hành đang phát triển nếu quy trình được chuẩn hóa. Không có tài liệu, họ hầu như chỉ có thể đào tạo một người.
Loại bỏ: “Đi theo Joe cho đến khi ông ấy nghỉ hưu.” Tuyển cái này: Thiết lập được ghi hình, danh sách kiểm tra và các buổi đánh giá có cấu trúc nơi toán học được giải thích rõ ràng.
Nhưng ngay cả khi bạn tự đào tạo nhân lực và chuyển giao kiến thức đúng cách, tại sao những người giỏi nhất của bạn vẫn rời bỏ xưởng sạch sẽ để sang chỗ khác ngay gần đó?
Những người vận hành hàng đầu không nghỉ việc đầu tiên vì họ không hài lòng. Họ nghỉ việc đầu tiên vì họ có lựa chọn.
Một người vận hành máy chấn tôn lành nghề hiểu rõ sự khác biệt giữa bộ điều khiển đã mòn và bộ hiện đại. Họ biết khi nào bàn đỡ sau bị lệch. Họ cảm nhận sự không đồng nhất của thủy lực trong cổ tay. Vận hành thiết bị lỗi thời không chỉ gây khó chịu—nó còn giới hạn sự phát triển của họ.
Nếu thị trường lao động coi công việc máy chấn tôn là “sản xuất”, nhưng bạn muốn giữ nó như một “nghề kỹ thuật”, thì thiết bị của bạn phải thể hiện sự khác biệt đó. Đầu tư vào hệ thống điều khiển nâng cấp, hệ thống đồ gá chính xác, khả năng lập trình ngoại tuyến—đó không phải là những khoản mua sắm phô trương. Chúng là nền tảng giữ chân nhân tài.
Đầu tư đào tạo và chuyên biệt hóa thiết bị luôn song hành. Khi một người vận hành thấy bạn đang hiện đại hóa khu làm việc, họ xem đó là cam kết với giới hạn kỹ thuật của bản thân họ. Khi họ thấy bạn dùng băng keo dán tạm bộ điều khiển đã 20 năm tuổi, họ sẽ cập nhật sơ yếu lý lịch của mình.
Loại bỏ: Quảng bá “phát triển sự nghiệp” trên những máy hạn chế biểu hiện kỹ năng. Tuyển cái này: Nâng cấp vốn đầu tư phù hợp với lộ trình đào tạo nội bộ của bạn.
Đây là góc nhìn mà tôi muốn bạn mang theo.
Máy chấn tôn của bạn là khuôn thắt cổ chai trong toàn bộ quy trình. Nếu cho vào đó những nhân viên tạp, áp lực tăng lên, sản phẩm cong vênh, và dây chuyền của bạn sẽ tự chống lại chính nó. Cung cấp vật liệu vừa khít—những người vận hành được nuôi dưỡng trong một hệ thống, trên thiết bị xứng đáng với kỹ năng của họ—và áp lực sẽ biến thành năng suất.
Thời điểm hòa vốn không phải là một ngày trên bảng tính. Đó là khoảnh khắc bạn chấp nhận rằng thị trường sẽ không giải quyết vấn đề hiểu biết kỹ thuật thay cho bạn.
Khi điều đó thấm nhuần, bạn sẽ ngừng hỏi, “Chúng ta có thể thuê ai?”
Và bạn sẽ bắt đầu hỏi, “Chúng ta đang tạo ra năng lực nào tiếp theo?”


















