

В прошлом месяце я зашёл в мастерскую, где владелец с гордостью сказал, что он “наконец-то настроил пресс-тормоз”. Три недели спустя под машиной стоял красно-помеченный поддон с лазерно вырезанными заготовками — неправильная последовательность гибов, неверная установка заднего упора, 400 испорченных деталей.
Он сэкономил две недели простоя. А потом потратил три месяца на устранение последствий.
Вы думаете, что решаете проблему с производственной мощностью. На самом деле вы подаете металлолом в свой узкий прессовый участок и удивляетесь, почему линия ведётся.
Оператор первого года при ставке $17 в час выглядит дешево на бумаге. Добавьте примерно $500 в месяц на брак и переделку — неверный выбор пробойника, нестабильная компенсация упругого возврата, наставничество со стороны руководителя — и арифметика быстро меняется. Оператор третьего года со ставкой $23 в час может стоить на $6 больше за час, но отходы снижаются примерно до $50 в месяц. Повышение почти не влияет на маржу. Брак — влияет.
Теперь взгляните шире. Средние национальные показатели держатся около $20 в час. Зарплаты практически не двигаются годами, даже при “дефиците рабочей силы”. Перевод? Мастерские всё ещё оценивают эту должность как товар. Поэтому нанимают исходя из доступности.
Жёсткий отказ: “Быстро обучаемый”, “командный игрок”, “оператор станка (5 лет)”.”
Берите этого: “Умеет вычислить припуск на гиб без таблицы”, “Настраивал многоступенчатый инструмент”, “Объясняет упругий возврат в зависимости от марки материала”.”
Если дешёвый сотрудник обходится дороже, чем квалифицированный, почему умные владельцы снова совершают ту же ошибку?

Представьте, что ваш пресс-тормоз работает на 60% от смены, потому что новичок ищет инструменты, уточняет пределы тоннажа, перепроверяет чертежи. Это не 40% простоя. Это 40% срыва — лазер ждёт, сварщики перестраиваются, отгрузка опаздывает.
Учитывая, что CN-HAWE инвестирует более 8% годовой выручки в исследования и разработки, а ADH ведёт R&D в сфере пресс-тормозов, для команд, оценивающих практические варианты здесь, Лазерная машина для резки — это актуальный следующий шаг.
Пустое рабочее место — видимая боль. Переделка — скрытое кровотечение. Первое отражается в графике, второе — прячется в отклонениях материалов и сверхурочных руководителей.
Вот как нужно изменить взгляд: простой — это фиксированные затраты. Переделка — складывающаяся потеря.
Берите этого: того, кто спрашивает о внутреннем радиусе перед первым гибом. Пропустите того: кто говорит “Я всю жизнь работал на станках” — и на этом всё.
Если математика брака настолько очевидна, почему “опыт работы с пресс-тормозом” не решает проблему?
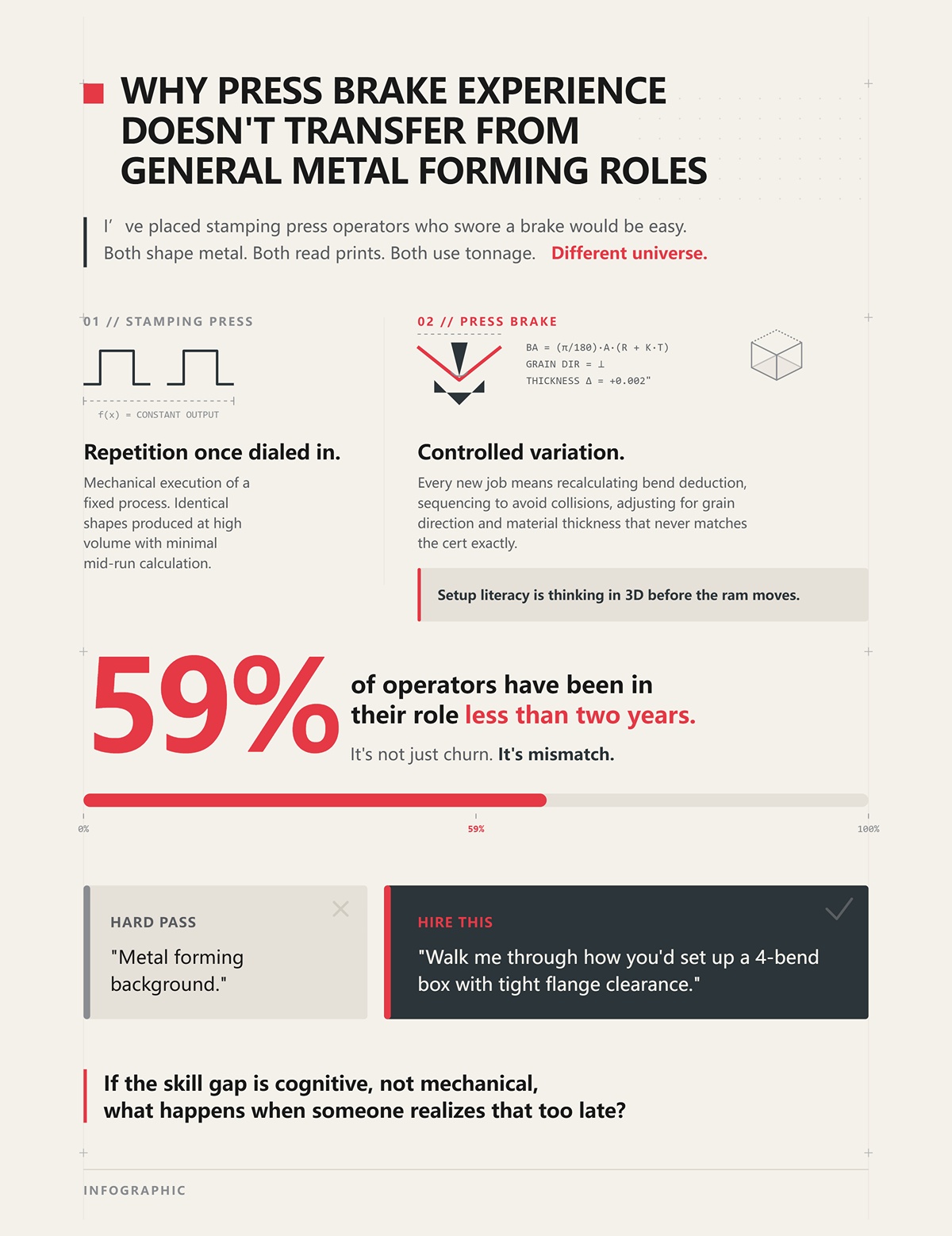
Я принимал операторов штамповых прессов, которые клялись, что работа с тормозом будет лёгкой. Оба формуют металл. Оба читают чертежи. Оба используют тоннаж.
Совершенно другой мир.
Штамповочный пресс — это повторение, если всё настроено. Пресс-тормоз — управляемое разнообразие: каждая новая работа требует пересчёта припуска на гиб, определения последовательности, чтобы избежать столкновений, корректировок по направлению волокон и толщине материала, которая никогда точно не совпадает с сертификатом. Грамотная настройка — это умение мыслить в трёх измерениях ещё до того, как начнёт двигаться ползун.
Вот почему 59% операторов работают на своей должности менее двух лет. Это не просто текучка кадров. Это несоответствие.
Жесткий отказ: “Опыт работы с формовкой металла”. Нанимайте вот так: “Расскажите, как вы бы настроили короб с четырьмя гибами и минимальным зазором на отбортовке”.”
Если разрыв в навыках связан с мышлением, а не с механикой, что произойдёт, когда кто-то осознает это слишком поздно?

Через девяносто дней адреналин уходит. Шум, темп, ответственность за $3,000 листов материала — всё это ложится на плечи. Это не просто нажатие кнопок. Это принятие решений под давлением.
Вот тогда я вижу тихие увольнения. Или, что хуже, оператора, который перестаёт задавать вопросы и начинает гадать.
Двенадцать процентов операторов остаются больше десяти лет. Примерно 30% проработали более пяти. Это не просто более выносливые люди. Это те, кто понимает настройку — и видит путь к программированию, руководящим должностям и заработку $25 долларов в час и выше. Грамотность в настройке — это не просто фильтр при найме. Это рычаг удержания.
Нанимайте тех, кто спрашивает о путях развития в программировании и о запасе инструмента. Пропускайте тех, кто зациклен только на доплате за смену.
Если стремление заполнить место как можно быстрее только подпитывает текучку, что будет, если прекратить нанимать по принципу доступности — и начать оценивать мышление в настройке?
В прошлом квартале один владелец сказал мне: “Нам нужен оператор листогибочного пресса. Минимум два года опыта”. Я задал один вопрос: На каком усилии и с каким управлением? Тишина. Он не знал. Его ведущий не знал. Вакансия всё равно была опубликована.
Вот как делают ставку на оператора, который только нажимает кнопки.
Вы уже видите, что найм по принципу доступности приводит к браку. Вот поворотный момент: если вы не можете определить машину, систему управления и уровень понимания настройки, который требуется, вы не сможете оценить грамотность в настройке. А если не сможете её оценить, вы будете продолжать загружать бракованный материал в узловую матрицу и удивляться, почему давление растёт дальше по производственной цепи.
Реальное определение должности включает название пресса (135 тонн? 230 тонн?), тип управления (Delem? Cybelec?), смесь материалов (сталь A36 толщиной 11 калибр против нержавеющей стали 14 калибра) и то, ожидается ли от оператора создание карт настройки или только следование им. Эта конкретность — не украшение от HR. Это технический аудит ещё до начала интервью. Если вы хотите, чтобы критерии найма соответствовали реальным возможностям оборудования, начните с самой платформы — современных полностью ЧПУ-систем, таких как в линейке листогибочных прессов CN-HAWE они спроектированы с проверенной прочностью и жёсткостью рамы и предназначены для высокоточных сценариев гибки, что значительно упрощает определение уровня грамотности в настройке и владения управлением, действительно необходимого для этой роли.
Жесткий отказ: “Требуется оператор листогибочного пресса. Опыт 2+ года”. Нанимайте вот так: “Листогибочный пресс 230 тонн с управлением Delem DA-66T. Должен самостоятельно рассчитывать компенсацию гиба и строить многоступенчатые схемы оснастки”.”
Если ваше объявление не проходит этот аудит, как вы ожидаете, что кандидат это сделает?
Однажды я собеседовал двух операторов, у каждого из которых было “3 года опыта работы с листогибом”. Один управлял 90-тонным прессом с базовым управлением Cybelec в мелкосерийном производстве, выполняя гибку тонколистовых кронштейнов. Другой работал на 350-тонном прессе с управлением Delem, занимался офлайн-программированием и организовывал ступенчатую оснастку для листа толщиной 1/4 дюйма.
На бумаге — одинаково.
На вашем производстве — и близко не одно и то же.
Система управления важна, потому что она формирует мышление оператора. Среда Delem часто предполагает графическое программирование, моделирование последовательности гибов, определение столкновений. Cybelec на старых машинах может требовать больше ручного ввода и полагания на “опыт цеха”. Ни одна из них не «лучше». Но они развивают разные навыки. Если ваше производство зависит от офлайн-программирования и библиотек инструмента, а вы нанимаете человека, который всегда просто вводил углы по маршрутному листу — вы только что приобрели себе головную боль для супервайзера.
Тоннаж важен, потому что от него зависит последствия ошибок. Тонколистовая работа прощает промахи. Работа с толстыми листами — нет. Отпружинивание проявляется иначе. Прогиб инструмента становится заметен сразу. Оператор, который никогда не рассчитывал тоннажное ограничение под нагрузкой, замешкается — или, что хуже, будет гадать — когда ползун опустится на лист из нержавейки толщиной 3/16 дюйма.
Теперь добавим данные по стажу: 59 % операторов работают на своей должности менее двух лет. Так что, когда вы фильтруете по “2+ года опыта”, вы не выделяете мастеров. Вы просто выбираете случайный срез через постоянно меняющуюся массу работников. Реальная граница — не во времени, а в том, перешёл ли человек от выполнения по карте настройки к созданию её самостоятельно.
Спросите это на собеседовании: “Расскажите, как вы настроите короб из четырёх гибов с узкими фланцами. Какова последовательность гибов и почему?” Если кандидат упоминает риск столкновения и высоту инструмента до того, как вы спросите об этом — вы ближе к человеку, понимающему настройку.
Не нанимайте: “3 года опыта работы на листогибе” без контекста станка. Нанимайте: “Программировал системы Delem; организовывал ступенчатую оснастку для сокращения времени настройки на 20 %; создавал контрольные листы для первой детали”.”
Если опыт настолько вариативен, что подтверждает базовую компетенцию между разными цехами?
Однажды кандидат передвинул по столу карточку — сертификация FMA Precision Press Brake. Большинство владельцев на это не обращают внимания. Не повторяйте их ошибку.
Это одно из немногих стандартизированных подтверждений квалификации в этой нише. Оно проверяет чтение чертежей, расчёт гибов, подбор инструмента, вопросы безопасности и порядок настройки. Не “я поработал рядом с гибочным прессом”, а «я показал знания».
Идеален ли стандарт? Нет. Мне встречались сертифицированные операторы, которых всё ещё нужно было обучать. Но сертификация заставляет разбираться в математике — припуск на гиб, вычет на гиб, коэффициент K — то, что отделяет угадывание от прогнозирования. Это сигнал о том, что оператор хотя бы сталкивался с интеллектуальной стороной машины.
Помните про математику брака: операторы первого года могут «проливать» около $1500 в месяц на переделку; к третьему году это снижается примерно до $150. Оператор третьего года с оплатой $23 в час может стоить на $6 дороже в час, но потери уменьшаются примерно до $150 в месяц. Разница не чудо. Это компетентность. Сертификация не гарантирует уровень оператора третьего года, но это один из немногих внешних признаков, что человек движется в этом направлении.
Если вы заявляете, что цените грамотность в настройке, но игнорируете единственный отраслевой сертификат, который её проверяет, вы подаёте смешанные сигналы серьёзным операторам, знающим себе цену.
Не нанимайте: “Опыт предпочтителен, сертификация не требуется”, если вы утверждаете, что качество важно. Нанимайте: “Сертификация FMA или способность продемонстрировать эквивалентные навыки расчёта гиба и настройки на техническом собеседовании”.”
Сертификация подтверждает знание математики. Но как понять, способен ли человек мыслить дальше экрана?
Я предложу простой тест. Спросите: “В каких случаях вы бы изменили запрограммированный угол гиба?”
Оператор кнопок говорит: “Если оно выключено, я его настраиваю”. Оператор говорит: “Зависит от отклонений по толщине материала и направления волокон. Я проверю фактическую толщину по сертификату и скорректирую пружинение, прежде чем трогать программу”.”
Этот ответ показывает, понимают ли они механизм или только результат.
Грамотность в программировании ЧПУ — это не умение писать G‑код с нуля. Это понимание того, что вычисляет система управления — и когда она ошибается. Материал редко соответствует номинальной толщине. Износ инструмента меняет результаты. Воздушное сгибание и осадка создают разные усилия и поведение пружинения. Оператор, который знает, почему существует то или иное значение, может исправить его без обращения к руководителю.
Данные о заработной плате подтверждают это. Начальные операторы листогибов получают чуть меньше двадцати долларов в час. Добавьте реальные навыки программирования ЧПУ — и уже будет около двадцати пяти. Рынок уже оценивает этот когнитивный скачок. Если в объявлении вы пишете “опыт работы на ЧПУ приветствуется”, а не требуете его — но ожидаете самостоятельную настройку — вы предлагаете оплату уровня новичка за мышление уровня специалиста.
Точно не стоит нанимать: “Загружал программы и запускал детали”. Стоит нанимать: “Редактировал последовательность сгибов, корректировал K‑фактор по партии материала, сократил время настройки с помощью офлайн‑программирования”.”
Если мышление есть, и математика есть — что все же выводит людей из строя в первые 90 дней?
Представьте 10‑часовую смену на бетонном полу. Ботинки с защитным носком. Постоянное использование ножной педали. Подъём заготовок весом 40 фунтов на уровень груди, чтобы очистить длинные отбортовки. Повернуть, выровнять, согнуть. Повторить.
Теперь прочитайте большинство объявлений. В них упомянут “динамичный темп работы”. И всё.
В производстве от 12 до 18 % операторов станков уходят в течение первых 90 дней. Часть — из-за несоответствия навыков. Часть — потому что физическая реальность оказывается тяжелее, чем ожидалось. Когда тело сдаётся, теряется и концентрация. А на листогибе потеря концентрации означает брак — или худшее.
Если ваша должность подразумевает регулярную работу с листами 4×8 футов одним оператором — укажите это. Если ожидаются 8–10 часов стоя с ограниченными перерывами — укажите это. Операторы, которые остаются надолго, не только мысленно подготовлены — они физически готовы. И они ценят цеха, честно говорящие о нагрузке.
Хотите удержание персонала? Согласуйте ожидания с реальностью до первого рабочего дня.
Точно не стоит нанимать: “Должен быть способен работать в производственной среде”. Стоит нанимать: “10‑часовые смены стоя; поднимать до 50 фунтов многократно; совместный подъём листов свыше 75 фунтов; предоставляются противоутомительные коврики”.”
Определите станок. Определите математику. Определите физические требования.
После этого следующий вопрос — не что искать.
А где найти людей, которые уже соответствуют этим требованиям.
Прошлой весной я искал оператора для листогиба на 175 тонн с управлением Delem. Мы разместили объявление на крупных сайтах. Двести откликов за десять дней. Ни один кандидат не смог объяснить расчёт углового вычета без обращения к Google.
В ту же неделю я позвонил трём частным цехам, которые знаю много лет. В каждом был один оператор, способный программировать на пульте, рассчитывать пружинение в уме и обучать новичков. Никто из них не “ищет работу”. Они не листают вакансии — они производят детали.
Вот механизм, с которым вы сталкиваетесь: крупные платформы вакансий поощряют количество ключевых слов, а не умение настраивать станок. Они смешивают операторов, нажимающих кнопки за 16 долларов в час (около 70 % объявлений в большинстве городов) с техниками‑наладчиками за 28 долларов в час (меньшинство), а затем усредняют оплату, чтобы должность выглядела как средний уровень. Этот шум скрывает сигнал. В итоге вы проверяете математические и механические способности уже после отклика — внутри кучи объявлений, созданной ради кликов.
А опытные? Более 90 % операторов гибочных прессов работают в частных компаниях год за годом. Даже когда безработица в 2021 году подскочила выше 6 %, большинство осталось на своих местах. Верность плюс стабильные сверхурочные перевешивают рискованность безликой вакансии. Так что если ваш план — “разместить объявление и молиться”, вы ловите рыбу там, где грамотные не плавают.
Вот почему отношение к найму как к игре на объем гарантирует простои. Операторы, которые умеют программировать управление Delem и корректировать K‑фактор без паники, не ищут работу публично. Их развивают, рекомендуют или тихо переманивают.
Так куда обратиться, если вам действительно нужна грамотность в наладке в кадровом потоке?
Два года назад я зашел в лабораторию колледжа в Огайо. Шесть студентов вокруг учебного пресса на 90 тонн. Преподаватель остановил их посреди работы и спросил: “Почему увеличился ваш фланец?” Один парень ответил: “Материал пришел на .008 выше номинала. Изменилась упругость после гибки.”
Этот парень никогда не работал в производственном цеху. Но уже думал как оператор с трехлетним стажем.
Основные пути входа в эту профессию по‑прежнему проходят через профессиональные программы, ученичества и технические колледжи. Не потому, что важны дипломы. А потому, что важен практический опыт. Когда программа обучает чтению чертежей, расчету припусков на изгиб и безопасной процедуре наладки еще до того, как студент соприкоснется с реальным производственным графиком, вы получаете сырье, подходящее под вашу матрицу.
Но вот ловушка: некоторые программы выпускают операторов‑смотрителей, а не мыслителей‑наладчиков. Если вы просто размещаете вакансию на их доске объявлений, вы снова играете в объем.
Ход другой. Вступите в консультативный совет. Принесите свои реальные чертежи. Предложите оплачиваемую стажировку, где студенты должны пройти под наблюдением полный цикл наладки — выбор инструмента, расчет усилия, инспекция первого образца. Вы не нанимаете резюме. Вы заранее проверяете компетенцию.
Да, вы потратите время. Сравните это с шестью месяцами брака и текучки из‑за ошибочного найма. В любом случае это металлолом в вашем отчете о прибылях и убытках. Один путь дает вам кадровый резерв.
Жесткий отказ: “Выпускник программы по машиностроению” без задокументированного проекта наладки. Берем: студент, который может показать выпускную работу с расчетами изгибов, таблицами инструментов и отчетом по первому образцу, подписанным преподавателем.
Профессиональные училища дают вам близость к новым талантам. Но что насчет людей, уже обученных думать под давлением?
На одной из панелей по переходу в гражданскую жизнь я встретил бывшего 91E — специалиста по металлообработке. Он работал на ручных станках, токарных и фрезерных, занимался обслуживанием бронетехники. Я спросил, как он подошел бы к изготовлению коробки с четырьмя гибами. Он начал говорить о последовательности, зазоре для инструмента и сертификации материала, еще до того как я закончил вопрос.
Он сэкономил две недели простоя на следующем предприятии, потому что понимал системы, а не просто кнопки.
Некоторые военные специальности напрямую конвертируются: 91E (армейский механик‑станочник), 2A7X1 (авиатехнический металлист ВВС), специалисты по корпусному ремонту на флоте. Эти роли требуют умения читать чертежи, точности измерений и мышления в логике профилактического обслуживания. Их обучают диагностировать, а не гадать.
Наиболее частое возражение: “У них нет опыта работы с гибочным прессом”. Верно. Но у них есть механическое мышление под стрессом, а это сложнее всего обучить. Управлению можно научить. Когнитивная дисциплина выстраивается дольше.
И нет, это не благотворительный канал. Это стратегический шаг. Ветераны, покидающие технические специальности, часто участвуют в структурированных программах перехода, где работодатели могут наблюдать демонстрации навыков, а не просто читать резюме. Это встроенная проверка, если вы вовлекаетесь должным образом.
Жесткий отказ: “Военный опыт” без связи с технической специальностью. Берем: 91E, 2A7X1 или эквивалент с документированными обязанностями по изготовлению и измерению.
Профессиональные училища ловят их в начале пути. Ветераны приносят зрелость и дисциплину. А что, если нужный вам оператор уже работает на прессе неподалеку?
Однажды я устроил оператора с 12‑летним стажем из цеха, где всё ещё использовался гидравлический пресс‑тормоз 1980‑х с базовым управлением. Он не был недоволен. Он просто упёрся в потолок. Без новых инструментов. Без офлайн‑программирования. Без роста.
Он перешёл в цех, инвестировавший в 350‑тонный пресс с современным управлением. Через несколько месяцев он сократил время переналадки на 18%, потому что наконец получил инструменты, соответствующие его мышлению.
Помните данные: операторы пресс‑тормозов в основном работают в частных компаниях и склонны там оставаться. Массовые публикации вакансий их не сдвинут. Но консолидация в отрасли, стареющее руководство или хроническое недофинансирование создают тихое недовольство.
Этичный хедхантинг — это не «налёт за людьми». Это картирование мест, где потенциал сдерживается. Ищите цеха, о которых ходят слухи о продаже, владельцев, приближающихся к пенсии без наследников, предприятия, всё ещё работающие на устаревшем оборудовании без капитальных планов. Затем подходите деликатно, с чётким предложением ценности: лучшие библиотеки оснастки, бюджеты на обучение, поддержка сертификации.
Вы не обещаете настольный теннис. Вы предлагаете технический разгон.
Здесь есть риск. Лояльность работает в обе стороны. Некоторые никогда не уйдут. И если вы подойдёте небрежно — сожжёте мосты в тесном сообществе. Это ювелирная работа, а не спам‑рекрутинг.
Жёсткое «нет»: массовые сообщения всем операторам в радиусе 50 миль. Нанимайте так: точечное обращение к высококвалифицированным операторам в застойных условиях, плюс конкретный план развития.
“Если дешёвый наём обходится дороже квалифицированного, почему умные владельцы продолжают повторять ошибку?”
Потому что они гонятся за видимостью, а не за доступом.
Теперь вы знаете, где действительно появляются операторы, грамотные в настройке. Следующая задача сложнее: когда они уже в вашей воронке — студент, ветеран или опытный профи — как отделить реальные способности от уверенных разговоров до того, как они коснутся вашего узкого места — пресс‑формы?
В прошлом году владелец цеха позвонил мне после того, как новый сотрудник согнул $4,800‑прогрессивную матрицу на девятый день. В его резюме значилось “7 лет опыта работы на пресс‑тормозе”. Опыт, уверенное рукопожатие. Но никто не посмотрел, как он читает чертёж, рассчитывает вычет на изгиб и подтверждает первый образец штангенциркулем, прежде чем дать ему доступ к 250‑тонному узкому месту.
Грамотность в настройке не проверяют резюме. Её проверяют так же, как деталь: измерением.
Вот он, поворот. Доступ дал вам кандидатов, которые могут быть хороши. Аудит цеха покажет, кто действительно таков. Не с личностными вопросами. Не с “расскажите о случае из опыта”. А с контролируемым, наблюдаемым трением: измерениями, математикой, логикой последовательности и живой настройкой под наблюдением. Если пропустить этот шаг — вы нанимаете надежду, а надежда — это металлолом в финансовом отчёте.
Сертификаты имеют своё значение. Сертификат оператора пресс‑тормоза от FMA даёт хорошее представление, но даже они заявляют, что это не профессиональная лицензия и не гарантирует мастерство. Обучение от производителей делает упор на практику, а не на тесты. Отлично. То же самое делает этот аудит. Мы не переоцениваем — мы воспроизводим тот же когнитивный стресс, который создаст ваше узкое место.
Жёсткое “нет”: «7+ лет опыта» без технического демонстрационного теста. Нанимайте так: любого — сертифицированного или нет — кто способен пройти контролируемые, наблюдаемые испытания по настройке.
Если вы собираетесь фильтровать по способностям, с чего начать?
Однажды я спросил кандидата, почему он сменил три места оператора пресс‑тормоза за четыре года. Его ответ: “Инженеры постоянно портили чертежи. Материал всегда не тот. Руководство всё торопило”. Ни одного слова о том, что он делал, чтобы повлиять на результат.
На гибочном прессе главная задача — контроль.
Во время 20‑минутного телефонного скрининга я не проверяю харизму. Я оцениваю ответственность. Спросите: “Расскажите о вашем последнем неудачном первом изделии. Что было не так, и как вы это исправили?” Оператор, разбирающийся в настройке, расскажет о разбросе внутреннего радиуса, направлении волокон, компенсации упругого восстановления, смене оснастки, пересчёте надбавки на гиб. Конкретика. Последовательность. Цифры.
Оператор‑кнопочник расскажет, кто дал ему неправильную развёртку.
Частая смена работы тоже имеет значение. Не потому что перемещения — это плохо, а потому что по их закономерности можно понять, пускает ли оператор корни после освоения станка или уходит, когда настройка становится сложной. Помните, 90% квалифицированных операторов работают в частных мастерских и остаются там. Хронически короткие сроки на местах часто указывают на человека, ограниченного обслуживанием, а не мышлением.
Речь не об отношении к делу. Речь о когнитивной зрелости под давлением.
“Жёсткий отказ”: “динамичная среда” и «гибкий командный игрок» без технической истории за этими словами. Принять на работу стоит того, кто подробно объяснит ошибку при расчёте гиба и математический способ её исправления.
Они могут красиво говорить. Хорошо. Но могут ли они измерить то, что только что сделали?
Дайте кандидату простую деталь с двумя гибами и комплект штангенциркулей. Без подсказок. Просто скажите: “Проверьте”.”
За пять минут вы узнаете больше, чем за пять собеседований.
Следите за движением их глаз. Проверяют ли они сначала длину полки? Внутренний размер против внешнего? Подтверждают ли угол шаблоном перед тем, как обвинить в ошибке длину? Понимают ли они, что промах на 1° может изменить линейные размеры в зависимости от длины полки?
Я видел операторов, которые «на глаз» точно выдерживали углы, но промахивались по допуску ±0,010, потому что измеряли не ту поверхность. Это не ошибка станка. Это неграмотность в чтении чертежей.
Бесплатные онлайн‑тесты в отрасли регулярно выявляют пробелы в стандартах чертежей Y14.5 и математике надбавок на гиб ещё до начала практической работы. Я применяю аналогичный короткий письменный тест перед проверкой штангенциркулем — базовый расчёт вычета гиба, оценка усилия, указание направления волокон. Это переворачивает уверенность с ног на голову. Самый громкий кандидат иногда проваливается на азах.
Вам нужно не совершенство, а процесс. Обнуляют ли они штангенциркуль? Задают ли вопрос по чертежу, если размерная цепочка не сходится? Понимают ли они накопление допусков?
Оператор третьего года при ставке $23 в час может стоить на $6 больше в час, но отходы сокращаются почти на $50 в месяц. Эта разница проявляется именно здесь — в дисциплине измерений.
“Жёсткий отказ”: измеряет один раз, пожимает плечами, говорит «почти». Принять следует того, кто перепроверяет, сверяет, обращается к чертежу и объясняет расхождение.
Он умеет измерять. Хорошо. Теперь посмотрим, способен ли он подумать, прежде чем металл согнётся.
Положите на стол реальный производственный чертёж. Четыре гиба. Разная длина полок. Точный внутренний размер. Задайте один вопрос: “Расскажите, как вы будете настраивать?”
Молчание — это нормально. Размышления — это хорошо.
Грамотный оператор начинает с выбора типа материала и его толщины. Затем выбирает инструмент — ширину V‑матрицы относительно толщины и целевой внутренний радиус. Далее вычисляет усилие на фут, чтобы не перегрузить пресс. Затем планирует последовательность операций, чтобы избежать самоудара или зажатых отбортовок.
Порядок имеет значение, потому что физика имеет значение.
Учебные руководства от крупных производителей прессов ясно дают понять: даже базовые навыки чтения чертежей и безопасной настройки требуют недель или месяцев, чтобы закрепиться. Сложные ЧПУ‑установки и прессы большой мощности осваиваются дольше. Именно поэтому существует этот тест. Если человек ещё не усвоил эти принципы, вы увидите это здесь — без риска для производства.
Если хотите сопоставить эту кривую обучения с реальными возможностями оборудования, скачайте технические брошюры CN-HAWE с подробными характеристиками ЧПУ‑гибочных прессов и систем для листового металла. Изучение конструкции рамы, расчёта усилия, конфигурации управления и поддерживаемых способов гибки помогает понять, почему правильная настройка — не опция. Современное оборудование 100% на базе ЧПУ создано для высокой точности, но всё ещё зависит от оператора, который понимает основы.
Вы не дисквалифицируете учеников. Вы отличаете исполнителей от мыслителей. Кандидат, который говорит: “Мне нужно уточнить допуск на гибку — вот как я бы его рассчитал”, — заслуживает вложений. Тот, кто говорит: “Машина сама это определяет”, — нет.
Если кто-то воспринимает панель управления как магию — это будущая авария инструмента.
“Жёсткий отказ”: «Я просто программирую по тому, что даёт инженерный отдел». «Брать в команду»: проходит расчёт допуска на гибку и анализ риска столкновения до того, как коснуться панели управления.
Бумага и разговор — это контролируемая среда. Производство — нет. Так как проверить навыки под давлением, не рискуя $10,000 на инструменте?
Я организую оплачиваемые рабочие собеседования как полудневные, контролируемые настройки на не критичных деталях. Не учебные работы — реальная геометрия, управляемый риск. Мы ограничиваем усилие, вместе проверяем первый образец и наблюдаем за принятием решений в реальных условиях.
Один оператор, которого я устроил, подкорректировал позицию заднего упора после того, как заметил лёгкую кривизну материала перед первой гибкой. Он спас две недели простоя на следующем предприятии, потому что такое системное мышление перешло в профилактическое обслуживание и стандартизацию настройки. Вот что вы приобретаете.
В противоположность этому — кандидат, который отключает сигнал перегрузки по усилию, считая, что “всё будет нормально”. Так ломаются матрицы. Так ставится под вопрос выравнивание ползуна. Так брак незаметно накапливается, пока кто-то снова не обвинит материал.
Это чрезмерно? Нет, если сравнивать с одной аварией матрицы, повреждённым держателем пуансона или партией из 400 неправильно согнутых заготовок, накапливающихся за лазером.
Вы платите несколько сотен долларов за рабочее собеседование. Это страховка от ущерба на десятки тысяч и месяцев потерь.
Если вы ужесточаете стандарты найма, стоит также проверить под нагрузкой машины и процессы, которые эти операторы получат. Портфолио CN-HAWE 100% на базе ЧПУ охватывает гибку, лазерную резку, фрезерование, резку и автоматизацию листового металла, обеспеченные постоянными НИОКР в области прессов и интеллектуального оборудования — чтобы вы могли с первого дня согласовать квалификацию оператора с возможностями оборудования. Для обсуждения конфигурации машины, требований настройки или оценки подхода к вашему производственному профилю вы можете связаться с CN-HAWE чтобы начать разговор.
«Жёсткий отказ»: отказывается от оплачиваемого испытания или сопротивляется контролируемой проверке. «Брать в команду»: приветствует проверку, объясняет решения в реальном времени и просит обратную связь.
Доступность заполнила вашу воронку. А аудит цеха защищает узкое место от неудачных наймов.
Теперь возникает другой риск: когда вы наконец находите оператора, умеющего настраивать оборудование, как удержать его от ухода в первые 90 дней?
Вы их проверили. Вы наблюдали, как они рассчитывают тоннаж, планируют последовательность, проверяют первую деталь без посторонней помощи. Наконец вы загрузили прецизионный материал в свой узкий штамповый пресс.
А затем через шесть месяцев они уходят.
Вот о чём никто не предупреждает. Даже оператор, умеющий выполнять наладку, уйдёт, если его первые 30 дней будут ощущаться как прыжок под 200‑тонный пресс без страховки. Компетентность обеспечила ему работу. Среда решает, останется ли он.
Вот неудобная истина: большая часть увольнений в первые 90 дней происходит не из‑за зарплаты. Причина — хаос. Нет стандарта оснастки. Нет документированных настроек. Нет чётких границ ошибок. Новый сотрудник тратит больше времени на поиски пуансонов, чем на гибку деталей, а всё давление ложится на него, потому что “он теперь эксперт”.”
Вот так хороший металл коробится.
“Если дешёвый наём обходится дороже квалифицированного, почему умные владельцы продолжают повторять ошибку?”
Потому что все думают, что найм решил проблему узкого места. Нет. Вы просто переместили точку напряжения дальше — в процесс адаптации.
Жёсткий отказ: “Мы бросаем их, чтобы увидеть — утонут или выплывут”. Нанимайте так: прописанная 30‑дневная программа с чёткими этапами, обратной связью и контролируемыми рисками.
И где обычно этот протокол ломается первым делом?
Ваш лучший оператор может согнуть сложный короб во сне. Но он не может объяснить, как он думает.
Это не недостаток характера. Это мышечная память.
Я снимал опытных операторов во время переналадки. Половина из них теряет время на поиски инструментов, меняет стойку, снова проверяет зажимы, которым не доверяет. Они всё равно укладываются в цикл, потому что быстрые. Но когда новичок наблюдает за ними, он копирует не только мастерство, но и неэффективность. Теперь ваша адаптация множит скрытые потери.
Ваш “лучший парень” также создал обходные решения за годы работы — короткие пути, которые работают только потому, что он знает особенности машины. Новичок — нет. И ему говорят: “Просто чуть увеличь тоннаж”, — без понимания пределов нагрузки или риска смещения. Так трескаются штампы.
Так что не делайте своего лучшего оператора тренером. Сделайте его объектом обучения.
Запишите его настройку. Разбейте шаги. Уберите поиск инструментов. Стандартизируйте положение зажимов. Задокументируйте расчёты тоннажа. Превратите интуицию в чек‑лист. Теперь новичок изучает систему, а не личность.
Обучение — это не следование за героем. Это установка повторяемого процесса.
Жёсткий отказ: “Пусть ездит с Джо несколько недель”. Нанимайте так: задокументированные листы настроек, снятые на видео переналадки и тренер, который может объяснить математику, а не просто выполнить её.
Когда у вас есть система обучения, когда же наконец позволить им работать со сталью?
Две недели. Минимум.
Не потому что они некомпетентны. Потому что ваша машина заслуживает уважения.
Первая неделя — не гибка. Это наблюдение и изучение инструкций. Да, инструкций. Я видел, как сильные новички рушили производительность, потому что угадывали параметры управления, вместо того чтобы разобраться в интерфейсе. Оператор, знакомый с настройкой, но пропускающий логику именно вашего управления, всё равно может неправильно выстроить последовательность программы.
Пусть они проверят рабочий процесс. Где хранятся инструменты? Сколько ширин матриц реально используется? Каков путь при смене оснастки? Свежий взгляд заметит трение, которое ваши ветераны перестали видеть.
Вторая неделя вводит контролируемую работу: одиночные гибы, первые изделия под наблюдением, ограниченное усилие, только воздушная гибка. Без контактной гибки. Контактная гибка требует точного контроля усилия и прогнозирования упругого возврата. Там не экспериментируют.
К десятому дню они должны объяснить вам, почему выбор V‑образной матрицы меняет внутренний радиус. Если они не могут этому научить — значит, не усвоили полностью.
Вы не откладываете продуктивность. Вы предотвращаете 90‑дневное выгорание, которое возникает, когда виноват тот, кто не проектировал систему.
Жёсткий отказ: производственные нормы на первой неделе. Нанимайте так: освоение инструкций, аудит рабочего процесса, затем контролируемая воздушная гибка перед работой с большим усилием.
Но даже контролируемое знакомство поднимает реальный вопрос: что происходит, когда они совершают ошибки?
Не все ошибки одинаковы.
Гибка декоративной панели из нержавейки для главного клиента? Нулевая терпимость. Запуск внутренних кронштейнов с широкими допусками? Это учебная зона.
Назначайте детали по уровню риска, а не из-за паники в расписании. Первые задания должны быть воздушной гибкой деталей с щадящими допусками и низкой зависимостью последующих операций. Без плотных совмещений. Без больших несимметричных нагрузок. Без контактной гибки, пока они не продемонстрируют повторяемый расчёт усилия под наблюдением.
Это не излишняя забота. Это физика.
Когда новичок знает, что есть определённая зона допуска ошибок, стресс падает. Он сосредоточен на процессе, а не на выживании. Эта уверенность накапливается. К четвёртой неделе вы расширяете рамки — вводите более жёсткие допуски, сложные последовательности, со временем контролируемую контактную гибку с документированными проверками усилия.
Структурированное развитие предотвращает двух убийц: панику и скуку. Слишком сильное давление — они уходят. Слишком мало роста — тоже уходят.
Протокол на 30 дней не замедляет их. Он доказывает, что ваше производство опирается на систему, а не на героизм. Опытные операторы остаются там, где процесс их защищает.
Жёсткий отказ: “Всё срочно”. Нанимайте так: распределение деталей по уровням риска, документированное развитие и чёткие границы того, что им пока не поручено.
Вы оценили их знание настройки. Вы закрепили его структурой.
Теперь стратегический поворот: когда имеет больше смысла развивать эту компетенцию внутри, а не искать её на рынке?
Вы создали систему. Вы можете обучать базовой грамотности настройки без ставок на героизм.
Теперь главный вопрос: когда стоит перестать охотиться за единорогом и начать производить его самостоятельно?
Вот неочевидный ответ: точка безубыточности — это не про заработную плату. Это про рыночное предложение. Когда внешний рынок не способен стабильно поставлять операторов, разбирающихся в настройке, в рамках вашего 90-дневного “окна выживания”, каждый дополнительный месяц, потраченный на «поиски», превращается в металлолом в вашей отчетности о прибылях и убытках.
Посмотрите на реальность сроков работы. Большинство операторов в этой отрасли проводят на своем месте меньше двух лет. Ветераны с глубокими инстинктами настройки — статистическая редкость. Если ваш план найма подразумевает постоянный поток готовых экспертов, вы строите стратегию вокруг кадрового пула, которого почти не существует. Это не оптимизм. Это отрицание, замаскированное под терпение.
Так что проведите черту: если вы провели три серьезных поиска, должным образом оценили кандидатов и все еще не можете найти человека, который объяснит расчет усилия без догадок, рынок уже дал ответ. Прекратите подавать в узкое горлышко деформированный материал.
Нанимайте так: внутренняя программа развития на 6–9 месяцев с четко определенными контрольными точками. Не делайте так: “Давайте просто оставим объявление и посмотрим, кто откликнется”.”
Потому что если вы не можете купить грамотность по приемлемой цене, у вас остается один вариант — построить её.
Представим гипотетический случай. У вас есть надежный линейный рабочий с оплатой $18 в час. Приходит рано. Умеет читать чертежи неплохо. Опыт работы с гибочным прессом отсутствует.
Вы инвестируете 200 структурированных часов обучения в течение шести месяцев — работа под руководством по вашей документированной системе, контролируемые гибы, контроль первых изделий. За этот период допустим консервативное падение производительности: возможно, придется задействовать супервайзера и мириться с более медленными циклами.
Теперь сравните это с альтернативой: постоянный набор внешних работников, которые выгорают через четыре месяца. Расходы на рекрутинг. Сверхурочные для покрытия нехватки. Брак из‑за поспешных настроек. Невидимая потеря.
Оператор третьего года с оплатой $23 в час может стоить на $6 дороже в час, но потери снижаются до примерно $50 в месяц. Эта разница в $6 в час почти не влияет на вашу маржу, потому что компенсируется меньшим количеством треснувших штампов, переделанных заготовок и необходимостью «нянчить» новичков. Надбавка выглядит дорогой в ведомости, но невидима в прибыли.
Вот рычаг, который многие владельцы упускают: сначала нацельтесь на грамотность в программировании ЧПУ. Речь не о “стать лучше”. Компетентность в программировании приносит ценность, потому что умножает эффективность станка. Оператор, который может корректировать последовательность, оптимизировать порядок гибов и прогнозировать пружинение металла, перестает быть просто исполнителем — он управляет производительностью.
Твердо откажитесь от подхода: “Мы просто научим их работать на станке”. Делайте так: разработайте письменный путь от оператора до программиста с закрепленным повышением зарплаты.
Но вот ловушка: что произойдет, когда вы их вырастите… и они упрются в потолок?
На бумаге идея связать неопытного оператора с уходящим ветераном выглядит идеально. Передача знаний. Сохранение «племенной математики». Все выигрывают.
Но на деле у большинства цехов нет «скамейки запасных» из мастеров гибочного пресса с 20‑летним стажем, готовых наставлять. Операторы с долгим стажем редки. Строить план роста вокруг исчезающей демографической группы — всё равно что составлять производственное расписание вокруг станка, который вы продали в прошлом году.
Так что меняйте модель.
Вместо “ученик у старого мастера” подумайте “ученик у документированного процесса, проверяемого вашим лучшим мыслителем”. Ветеран становится редактором, а не теневым наставником. Он проверяет расчёты тоннажа. Он анализирует настройки. Он тестирует логику на прочность. Система выполняет ежедневное обучение.
Это различие имеет значение, потому что его можно масштабировать. Один ветеран может проверять троих развивающихся операторов, если процесс стандартизирован. Без документации он едва сможет обучить одного.
Жёсткий отказ: “Катайся с Джо, пока он не выйдет на пенсию”. Правильный выбор: записанные настройки, контрольные списки и структурированные сессии обратной связи, где математика объясняется вслух.
Но даже если вы растите кадры сами и правильно передаёте знания, почему ваши лучшие сотрудники всё равно уходят из чистых цехов в тот, что за углом?
Лучшие операторы увольняются первыми не потому, что недовольны. Они уходят первыми, потому что у них есть выбор.
Опытный оператор пресс-гиба чувствует разницу между усталым и современным управлением. Он знает, когда задние упоры сбиваются. Он ощущает непостоянную гидравлику запястьями. Работа на устаревшем оборудовании — это не просто раздражение, это ограничение роста.
Если рынок труда классифицирует работу на пресс-гибе как “производство”, а вы хотите сохранить её как “ремесло”, ваше оборудование должно демонстрировать эту разницу. Инвестиции в обновлённые системы управления, прецизионные системы оснастки, возможность офлайн-программирования — это не излишества. Это якоря удержания.
Инвестиции в обучение и специализацию оборудования идут рука об руку. Когда оператор видит, что вы модернизируете участок, он воспринимает это как сигнал вашей приверженности его техническому росту. Когда он видит, что вы перематываете изолентой 20‑летний контроллер, он обновляет резюме.
Жёсткий отказ: пропаганда “карьерного роста” на станках, которые ограничивают развитие навыков. Правильный выбор: инвестиции в капитальные улучшения, согласованные с вашей внутренней лестницей обучения.
Вот угол зрения, который я хочу, чтобы вы взяли на вооружение.
Ваш пресс-гиб — это узкий штамп во всей операции. Заселите его случайными новобранцами — давление растёт, детали коробятся, и линия начинает бороться сама с собой. Накормите его точно подходящим материалом — операторами, выращенными внутри системы, на оборудовании, достойном их навыков — и давление превращается в производительность.
Точка безубыточности — это не дата в таблице. Это момент, когда вы принимаете, что рынок не решит вашу проблему грамотности за вас.
Когда это осознаётся, вы перестаёте спрашивать: “Кого мы можем нанять?”
И начинаете спрашивать: “Какую способность мы производим следующей?”


















