

El mes pasado, entré en una tienda donde el dueño estaba orgulloso de que “finalmente había llenado la plegadora.” Tres semanas después, un pallet de piezas cortadas con láser estaba etiquetado en rojo detrás de la máquina: secuencia de doblez incorrecta, ajuste de tope trasero incorrecto, 400 piezas desechadas.
Ahorró dos semanas de inactividad. Compró tres meses de limpieza.
Crees que estás resolviendo un problema de capacidad. En realidad estás alimentando chatarra metálica a tu troquel cuello de botella y preguntándote por qué la línea se deforma.
Un operador de Año 1 a $17 por hora parece barato en papel. Suma aproximadamente $500 al mes en chatarra y retrabajo: selección de punzón equivocada, compensación de recuperación elástica inconsistente, supervisores haciendo de niñeros, y esa matemática cambia rápido. Un operador de Año 3 a $23 por hora podría costar $6 más por hora, pero el desperdicio cae cerca de $50 al mes. El aumento apenas afecta el margen. La chatarra sí lo hace.
Ahora haz zoom. Los promedios nacionales rondan los $20 por hora. Los salarios no se han movido significativamente en años, incluso con “escasez de mano de obra”. ¿Traducción? Los talleres siguen valorando este puesto como si fuera una mercancía. Así que contratan por disponibilidad.
Rechazo rotundo: “Aprendiz rápido,” “jugador de equipo,” “operador de máquina (5 años).”
Contrata esto: “Puede calcular la tolerancia de doblez sin una tabla,” “Ha configurado herramientas de etapas múltiples,” “Explica la recuperación elástica por tipo de material.”
Si la contratación barata cuesta más que la calificada, ¿por qué los dueños inteligentes siguen repitiendo el error?

Imagina que tu plegadora trabaja al 60% del turno porque el nuevo está buscando herramientas, preguntando sobre límites de tonelaje, volviendo a revisar los planos. Eso no es 40% inactivo. Eso es 40% de interrupción: el láser esperando, los soldadores reorganizándose, envíos retrasados.
Dado que CN-HAWE invierte más del 8% de los ingresos anuales por ventas en investigación y desarrollo, ADH opera capacidades de I+D en prensas plegadoras, para equipos que evalúan opciones prácticas aquí., Máquina de corte por láser es un siguiente paso relevante.
Una estación vacía es dolor visible. El retrabajo es sangrado invisible. Uno aparece en el horario. El otro se esconde en la variación de materiales y las horas extra del supervisor.
Aquí está el cambio que necesito que hagas: el tiempo de inactividad es un costo fijo. El retrabajo se acumula.
Contrata esto: Alguien que pregunta por el radio interior antes del primer doblez. Omite eso: Cualquiera que diga: “He manejado máquinas toda mi vida,” y lo deje ahí.
Entonces, si la matemática del desperdicio es tan obvia, ¿por qué la “experiencia con plegadora” no lo resuelve?
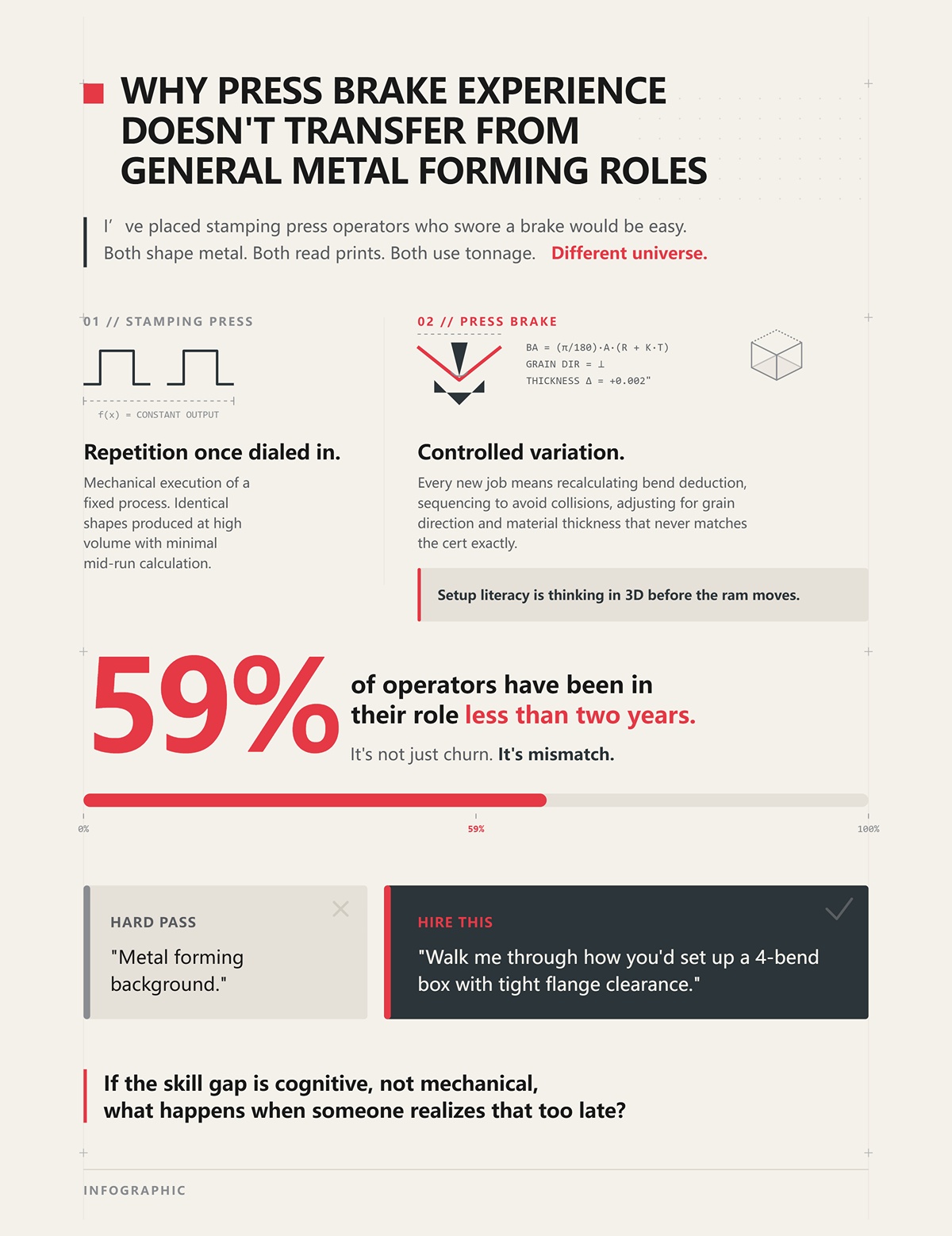
He colocado operadores de prensas de estampado que juraron que una plegadora sería fácil. Ambos moldean metal. Ambos leen planos. Ambos usan tonelaje.
Universo diferente.
Una prensa de estampado es repetición una vez ajustada. Una plegadora es variación controlada: cada nuevo trabajo implica recalcular la deducción del doblez, secuenciar para evitar colisiones, ajustar por dirección de grano y grosor del material que nunca coincide exactamente con la certificación. La alfabetización en configuración es la capacidad de pensar en tres dimensiones antes de que el ariete se mueva.
Por eso el 59% de los operadores ha estado en su rol menos de dos años. No es solo rotación. Es desajuste.
Pase rotundo: “Experiencia en conformado de metales.” Contrata esto: “Explícame cómo configurarías una caja con 4 dobleces y un ajuste de pestaña reducido.”
Si la brecha de habilidades es cognitiva, no mecánica, ¿qué ocurre cuando alguien se da cuenta de eso demasiado tarde?

A los noventa días, la adrenalina se desvanece. El ruido, el ritmo, la responsabilidad de $3,000 láminas de material—se asienta sobre los hombros. Esto no es solo presionar botones. Es juicio bajo presión.
Ahí es cuando veo las salidas silenciosas. O peor, al operador desconectado que deja de hacer preguntas y empieza a adivinar.
El doce por ciento de los operadores permanece más de diez años. Aproximadamente 30% superan los cinco. No son solo personas más resistentes. Son personas que entienden las configuraciones—y ven un camino hacia la programación, puestos de liderazgo, $25 por hora o más. La alfabetización en configuraciones no es solo un filtro de contratación. Es una palanca de retención.
Contrata esto: Candidatos que preguntan sobre rutas hacia la programación y el inventario de herramientas. Omite aquello: Cualquiera obsesionado únicamente con el diferencial de turno.
Si llenar el puesto más rápido sigue alimentando la rotación, ¿qué pasaría si dejaras de contratar por disponibilidad y comenzaras a auditar por pensamiento de configuración en su lugar?
El trimestre pasado, un propietario me dijo: “Necesitamos un operador de prensa plegadora. Mínimo dos años.” Hice una sola pregunta: ¿Con qué tonelaje y qué control? Silencio. No lo sabía. Su encargado tampoco lo sabía. La oferta de trabajo se publicó de todas formas.
Así es como te juegas por un presionador de botones.
Ya ves que contratar por disponibilidad genera desperdicio. Este es el giro: si no puedes definir la máquina, el control y el nivel de pensamiento de configuración requerido, no puedes evaluar la alfabetización en configuraciones. Y si no puedes evaluarla, seguirás metiendo material de desecho en la matriz cuello de botella y preguntándote por qué la presión aumenta aguas abajo.
Una verdadera definición de puesto nombra la prensa plegadora (¿135 toneladas? ¿230 toneladas?), el control (¿Delem? ¿Cybelec?), la mezcla de materiales (A36 de calibre 11 frente a acero inoxidable de calibre 14) y si se espera que el operador cree hojas de configuración o simplemente las siga. Esa especificidad no es un adorno de RR. HH. Es una auditoría técnica antes de que la entrevista siquiera comience. Si estás alineando los criterios de contratación con la capacidad real de la máquina, empieza con la propia plataforma—sistemas modernos totalmente CNC como los de la línea de productos de prensas plegadoras de CN-HAWE que están diseñadas con resistencia y rigidez de bastidor verificadas y construidas para escenarios de doblado de alta precisión, lo que hace mucho más fácil definir el nivel de alfabetización en configuraciones y la fluidez en control que el puesto realmente requiere.
Pase rotundo: “Se necesita operador de prensa plegadora. Experiencia de 2+ años.” Contrata esto: “Prensa plegadora CNC de 230 toneladas con Delem DA-66T. Debe calcular de forma independiente la deducción de doblez y construir configuraciones de herramientas en múltiples etapas.”
Si tu anuncio no puede pasar esa auditoría, ¿cómo esperas que el candidato lo haga?
Una vez entrevisté a dos operadores, ambos con “3 años de experiencia en prensa plegadora”. Uno había operado una de 90 toneladas con un control Cybelec básico en un taller de trabajos ligeros de soportes de calibres delgados. El otro manejaba una de 350 toneladas con un control Delem, programando fuera de línea y gestionando la disposición escalonada de herramientas para placas de 1/4 de pulgada.
En el papel, idénticos.
En tu taller, ni de cerca.
Los controles importan porque dictan cómo piensa un operador. Un entorno Delem suele implicar programación gráfica, simulación de secuencia de plegado y detección de colisiones. Cybelec en máquinas más antiguas puede implicar más entrada manual y dependencia del conocimiento empírico. Ninguno es “mejor”. Pero desarrollan músculos diferentes. Si tu taller depende de la programación fuera de línea y de bibliotecas de herramientas, y contratas a alguien que solo ha introducido ángulos a partir de una orden de trabajo, acabas de comprarte la necesidad de supervisión permanente.
El tonelaje importa porque cambia las consecuencias. El trabajo con material delgado perdona errores. El material pesado no. El retorno elástico se comporta de manera distinta. La deflexión de la herramienta aparece rápido. Un operador que nunca ha calculado los límites de tonelaje bajo carga dudará —o peor aún, adivinará— cuando el pistón baje sobre acero inoxidable de 3/16.
Ahora añade los datos de permanencia: el 59 % de los operadores ha estado en su puesto menos de dos años. Así que cuando filtras por “más de 2 años”, no estás aislando la maestría. Estás cortando al azar dentro de una población con alta rotación. La verdadera línea divisoria no es el tiempo de servicio. Es si han pasado de seguir una hoja de configuración a crear una.
Pregunta esto en la entrevista: “Guíame por cómo montarías una caja de cuatro pliegues con holgura ajustada en las pestañas. ¿Cuál es tu secuencia de pliegues y por qué?” Si hablan sobre riesgo de colisión y altura de herramienta antes de que lo menciones, estás más cerca de la alfabetización en configuración.
Rechazo total: “3 años de experiencia en prensa” sin contexto de máquina. Contrata esto: “Programó controles Delem; organizó herramientas escalonadas para reducir el tiempo de preparación en un 20 %; creó hojas de inspección de primera pieza”.”
Si la experiencia es tan variable, ¿qué demuestra la competencia básica entre talleres?
Una vez, un candidato deslizó una tarjeta sobre la mesa: Certificación FMA Precision Press Brake. La mayoría de los dueños apenas la miran. No lo hagas.
Es una de las pocas validaciones estandarizadas en este nicho. Evalúa lectura de planos, cálculos de plegado, selección de herramientas, seguridad y procedimientos de configuración. No “he trabajado cerca de prensas”. Conocimiento demostrado.
¿Es perfecta? No. He conocido operadores certificados que aún necesitaban experiencia práctica. Pero la certificación obliga a enfrentarse con las matemáticas —holgura de pliegue, deducción de pliegue, factor K— que separan la adivinación de la predicción. Indica que el operador al menos ha lidiado con el lado cognitivo de la máquina.
Recuerda las matemáticas del desperdicio: los operadores de primer año pueden perder aproximadamente 1 500 $ al mes en retrabajo; para el año 3, eso puede caer a unos 150 $. Un operador de tercer año a 23 $ por hora puede costar 6 $ más por hora, pero el desperdicio baja a unos 150 $ al mes. La diferencia no es magia. Es competencia. La certificación no garantiza el desempeño del tercer año, pero es uno de los pocos indicadores externos de que alguien va por ese camino.
Si dices que valoras la alfabetización en configuración pero ignoras la única credencial industrial que la evalúa, estás enviando señales confusas a los operadores serios que saben lo que valen.
Rechazo total: “Se prefiere experiencia, no se requiere certificación” cuando afirmas que la calidad importa. Contrata esto: “Certificado FMA o capaz de demostrar equivalente competencia en cálculo de pliegues y configuración durante la entrevista técnica”.”
La certificación demuestra exposición a las matemáticas. Pero ¿cómo saber si pueden pensar más allá de la pantalla?
Te daré una prueba sencilla. Pregunta: “¿Cuándo anularías el ángulo de pliegue programado?”
Un pulsador de botones dice: “Si está mal, lo ajusto.” Un operador dice: “Depende de la variación del espesor del material y de la dirección del grano. Verificaré el espesor real según el certificado y ajusto por el retorno elástico antes de tocar el programa.”
Esa respuesta te dice si entienden el mecanismo o solo el resultado.
La alfabetización en programación CNC no consiste en escribir G-code desde cero. Se trata de entender qué está calculando el control, y cuándo está equivocado. El material rara vez coincide con el espesor nominal. El desgaste de la herramienta cambia los resultados. El doblado al aire frente al bottoming altera la tonelada y el comportamiento del retroceso elástico. Un operador que sabe por qué existe el número puede corregirlo sin llamar al supervisor.
Los datos salariales lo respaldan. Los operadores de freno de nivel inicial rondan los altos adolescentes por hora. Añade verdadera capacidad de programación CNC y te encontrarás en los veintitantos medios. El mercado ya valora el salto cognitivo. Si tu anuncio de empleo dice “experiencia CNC un plus” en lugar de requisito, mientras esperas configuraciones independientes, estás ofreciendo salario de nivel inicial por pensamiento de nivel medio.
Pase duro: “Cargué programas y corrí piezas.” Contrata esto: “Edité secuencias de doblado, ajusté el factor K según el lote de material, reduje tiempo de configuración mediante programación offline.”
Si el pensamiento está ahí, y las matemáticas están ahí, ¿qué sigue eliminando a la gente en los primeros 90 días?
Imagina un turno de 10 horas sobre concreto. Botas con punta de acero. Uso repetitivo del pedal de pie. Levantar piezas de 40 libras a la altura del pecho para despejar bridas largas. Girar, alinear, doblar. Repetir.
Ahora lee la mayoría de los anuncios de trabajo. Mencionan “entorno de ritmo rápido”. Eso es todo.
La manufactura ve que entre el 12 y el 18 % de los operadores de máquina se van dentro de los primeros 90 días. Parte de eso es desajuste de habilidades. Parte es la realidad física golpeando más fuerte de lo esperado. Cuando el cuerpo se rinde, la concentración se va con él. Y en un freno, perder concentración significa piezas defectuosas —o algo peor.
Si tu puesto maneja rutinariamente láminas de 4×8 con un solo operador, dilo. Si esperas de 8 a 10 horas de pie con rotación limitada, dilo. Los operadores que permanecen a largo plazo no solo están mentalmente preparados. Están físicamente acondicionados. Y respetan a los talleres que son honestos sobre la carga.
¿Quieres retención? Alinea la expectativa con la realidad antes del Día Uno.
Pase duro: “Debe poder trabajar en un entorno de manufactura.” Contrata esto: “Turnos de 10 horas de pie; levantar hasta 50 lbs repetidamente; levantamiento en equipo requerido para láminas de más de 75 lbs; se proporcionan tapetes antifatiga.”
Define la máquina. Define la matemática. Define el cuerpo.
Una vez que hayas hecho eso, la siguiente pregunta no es qué buscar.
Es dónde encontrar a las personas que ya cumplen con ello.
La primavera pasada hice una búsqueda para un freno de 175 toneladas con control Delem. Publicamos en los grandes portales. Doscientos solicitantes en diez días. Ninguno pudo explicar la deducción de doblado sin usar Google.
La misma semana, llamé a tres talleres privados que conozco desde hace años. Cada uno tenía un operador que podía programar en el control, calcular el retroceso elástico de memoria y capacitar a los aprendices. Ninguno de ellos estaba “buscando trabajo”. No estaban desplazándose. Estaban produciendo piezas.
Este es el mecanismo contra el que estás luchando: los portales de empleo amplios recompensan el volumen de palabras clave, no la alfabetización en configuración. Mezclan operadores de botones de 14‑16 $ la hora (alrededor del 70 % de las ofertas en la mayoría de los datos metropolitanos) con técnicos de configuración de 24‑28 $ la hora (la minoría), luego promedian el salario para que parezca un puesto de rango medio saludable. Ese ruido entierra la señal. Terminas evaluando matemáticas y razonamiento mecánico después de hecho, dentro de un montón hecho para clics.
¿Y los calificados? Más del 90 % de los operadores de freno trabajan en empresas privadas año tras año. Incluso cuando el desempleo subió por encima del 6 % en 2021, la mayoría se mantuvo. La lealtad más las horas extras constantes superan el apostar por un anuncio sin rostro. Así que si tu plan es “publicar y rezar”, estás pescando donde los alfabetizados no nadan.
Esta es la razón por la que tratar la dotación de personal como un juego de volumen garantiza tiempo de inactividad. Los operadores que pueden programar un control Delem y ajustar el factor K sin entrar en pánico no están buscando empleo públicamente. Están siendo desarrollados, recomendados o discretamente contactados.
Entonces, ¿a dónde vas cuando realmente quieres tener alfabetización en configuración dentro de la línea de talento?
Entré a un laboratorio de un colegio comunitario en Ohio hace dos años. Seis estudiantes alrededor de una prensa de freno de 90 toneladas para entrenamiento. El instructor los detuvo a mitad de ejecución y les preguntó: “¿Por qué creció su pestaña?” Un chico respondió: “El material llegó .008 por encima del nominal. El resorte cambió.”
Ese chico nunca había trabajado en un taller de producción. Pero ya pensaba como un operador de tercer año.
Las rutas principales de entrada a este oficio aún pasan por programas vocacionales, aprendizajes y colegios técnicos. No porque los títulos sean importantes. Sino porque la experiencia práctica lo es. Cuando un programa enseña lectura de planos, cálculo de tolerancia de doblez y procedimiento seguro de configuración antes de que un estudiante toque un programa de producción real, estás obteniendo materia prima que encaja en tu molde.
Pero aquí está la trampa: algunos programas producen cuidadores de máquinas, no pensadores de configuración. Si solo publicas en su bolsa de trabajo, vuelves al juego de volumen.
El enfoque es diferente. Siéntate en la junta asesora. Lleva tus planos reales. Ofrece pasantías pagadas donde los estudiantes deban completar una configuración completa supervisada: selección de herramientas, cálculo de tonelaje, inspección del primer artículo. No estás reclutando currículums. Estás auditando competencia desde temprano.
Sí, invertirás tiempo. Compáralo con seis meses de desperdicio y rotación por una mala contratación. Eso es chatarra en el P&L de cualquier forma. Un camino te compra una línea de talento.
Rechazo rotundo: “Graduado de programa de mecanizado” sin proyecto de configuración documentado. Contrata a este: Estudiante que pueda mostrar un proyecto final que incluya cálculos de doblez, tablas de herramientas y un informe de primer artículo firmado por un instructor.
Las escuelas técnicas te dan proximidad al talento emergente. Pero ¿qué pasa con las personas ya entrenadas para pensar bajo presión?
En un panel de transición en una base, conocí a un ex 91E —Especialista en oficios aliados—. Había operado fresadoras manuales, tornos y equipos de fabricación en el mantenimiento de vehículos blindados. Le pregunté cómo abordaría una caja con cuatro dobleces. Habló de secuencia, espacio para herramientas y certificados de material antes de que terminara la pregunta.
Ahorró dos semanas de tiempo de inactividad en su siguiente taller porque entendía sistemas, no solo botones.
Ciertas especialidades ocupacionales militares se traducen claramente: 91E (maquinista del ejército), 2A7X1 (técnico de metales aeronáuticos de la Fuerza Aérea), técnicos de mantenimiento de casco en la Marina. Estos roles requieren lectura de planos, disciplina de medición y pensamiento de mantenimiento preventivo. Están entrenados para diagnosticar, no adivinar.
La objeción que escucho: “No tienen experiencia con prensas de freno.” Cierto. Pero tienen razonamiento mecánico bajo estrés, y esa es la característica más difícil de enseñar. Los controles se pueden entrenar. La disciplina cognitiva se construye más lentamente.
Y no, esto no es un canal de caridad. Es estratégico. Los veteranos que salen de roles técnicos MOS suelen ingresar a programas de transición estructurados donde los empleadores pueden observar demostraciones de habilidades, no solo leer currículums. Eso es evaluación incorporada si te involucras correctamente.
Rechazo rotundo: “Experiencia militar” sin alineación con MOS técnico. Contrata a este: 91E, 2A7X1 o equivalente con responsabilidades documentadas en fabricación y medición.
Las escuelas técnicas los capturan jóvenes. Los veteranos aportan madurez y disciplina. Pero ¿qué pasa si el operador exacto que necesitas ya está operando una prensa en el taller de la esquina?
Una vez coloqué a un operador con 12 años de experiencia de un taller que todavía usaba una prensa hidráulica de los años 80 con un control básico. No estaba descontento. Estaba limitado. Sin nuevas herramientas. Sin programación fuera de línea. Sin crecimiento.
Se trasladó a un taller que invertía en una prensa de 350 toneladas con controles modernos. En pocos meses, redujo el tiempo de configuración 18% porque finalmente tenía las herramientas que igualaban su forma de pensar.
Recuerda los datos: los operadores de prensas plegadoras se concentran en empresas privadas y tienden a quedarse. Publicar anuncios en frío no los va a mover. Pero la consolidación del sector, la gerencia envejecida o la falta crónica de inversión generan una insatisfacción silenciosa.
La captación ética no consiste en “saquear cuerpos”. Se trata de identificar dónde la capacidad está siendo limitada. Busca talleres que se rumorea van a vender, propietarios cercanos a la jubilación sin sucesión, instalaciones que todavía usan controles obsoletos sin un plan de capital. Luego acércate discretamente con una propuesta de valor clara: mejores bibliotecas de herramientas, presupuestos para formación, apoyo en certificaciones.
No estás ofreciendo mesas de ping‑pong. Estás ofreciendo una pista técnica para despegar.
Hay riesgo aquí. La lealtad corta en ambos sentidos. Algunos nunca se irán. Y si te acercas de manera descuidada, quemas puentes en una comunidad muy cerrada. Esto es trabajo quirúrgico, no reclutamiento masivo.
Rechazo rotundo: Mensajes masivos a cada operador en un radio de 50 millas. Contrata esto: Alcance dirigido a operadores de alta cualificación en entornos estancados, combinado con un plan de desarrollo concreto.
“Si el empleado barato cuesta más que el capacitado, ¿por qué los dueños inteligentes siguen repitiendo el error?”
Porque buscan visibilidad en lugar de acceso.
Ahora sabes dónde realmente aparecen los operadores con conocimiento de configuración. El siguiente problema es más difícil: una vez que están en tu proceso—estudiante, veterano o profesional experimentado—¿cómo separas la verdadera capacidad del discurso confiado antes de que toquen tu troquel más crítico?
El año pasado, un dueño de taller me llamó después de que una nueva contratación arruinara un troquel progresivo $4,800 al noveno día. El operador tenía “7 años de experiencia en prensas plegadoras” en el papel. Currículum limpio. Apretón de manos confiado. Lo que nadie hizo fue observarlo leer un plano, calcular una deducción de doblez y comprobar una primera pieza con calibradores antes de dejarlo trabajar con una prensa de 250 toneladas, el cuello de botella.
No verificas la capacidad de configuración con un currículum. La verificas de la misma manera en que verificas una pieza: la mides.
Este es el punto de inflexión. El acceso te dio candidatos que podrían ser buenos. La auditoría en el taller te dice quién realmente lo es. No con preguntas de personalidad. No con “cuéntame sobre una vez”. Con fricción controlada y observable: medición, matemáticas, lógica de secuencia y configuración en vivo bajo supervisión. Si eliminas este paso, estás contratando esperanza—y la esperanza es chatarra en el estado de resultados.
Las certificaciones tienen su lugar. El Certificado de Prensa Plegadora de Precisión de la FMA ofrece una buena base, pero ellos mismos indican que no es una licencia profesional y no implica dominio. La capacitación de los fabricantes enfatiza la práctica práctica sobre las pruebas teóricas. Bien. Esta auditoría también. No estamos sobre‑examinando—estamos replicando la carga cognitiva exacta que tu cuello de botella impondrá.
Rechazo rotundo: “Más de 7 años de experiencia” sin demostración técnica. Contrata esto: Cualquiera—certificado o no—que pueda aprobar pruebas de configuración controladas y observables.
Si vas a filtrar por capacidad, ¿por dónde empiezas?
Una vez le pregunté a un candidato por qué había dejado tres trabajos de prensa plegadora en cuatro años. Su respuesta: “Ingeniería siempre arruinaba los planos. El material siempre estaba mal. La gerencia apresuraba todo.” Ni una sola frase sobre lo que él hizo para controlar el resultado.
En una prensa plegadora, el control es el trabajo.
En una entrevista telefónica de 20 minutos, no estoy evaluando la carisma. Estoy mapeando la responsabilidad. Pregunta: “Guíame por tu último mal primer artículo. ¿Qué falló y cómo lo corregiste?” Un operador con conocimiento de configuración hablará sobre variación del radio interior, dirección del grano, compensación por recuperación elástica, cambio de herramienta, recálculo de la tolerancia de doblado. Especificaciones. Secuencia. Números.
Un pulsador de botones habla de quién le entregó la lámina equivocada.
Saltar de trabajo también importa. No porque el movimiento sea malo, sino porque los patrones te dicen si el operador echa raíces después de dominar una máquina o se marcha cuando las configuraciones se vuelven complejas. Recuerda, el 90% de los operadores calificados se encuentra en talleres privados y permanece allí. Las breves permanencias crónicas suelen indicar a alguien limitado a atender la máquina, no a pensar.
No se trata de actitud. Se trata de madurez cognitiva bajo presión.
Descartar rotundamente: “Entorno de ritmo rápido” y “jugador de equipo adaptable” sin una historia técnica detrás. Contrata esto: Explicación detallada de un error de cálculo en el doblado y las matemáticas utilizadas para corregirlo.
Pueden hablar con propiedad. Bien. ¿Pueden medir lo que acaban de fabricar?
Entrega al candidato un cupón sencillo con dos dobleces y un juego de calibradores. No le des instrucciones. Solo di: “Inspecciónalo.”
Aprenderás más en cinco minutos que en cinco entrevistas.
Observa hacia dónde miran sus ojos. ¿Revisan primero la longitud del ala? ¿Dimensión interior frente a exterior? ¿Verifican el ángulo con un medidor antes de culpar al error de longitud? ¿Entienden que un error de 1 grado puede alterar las dimensiones lineales según la longitud del ala?
He visto operadores acertar los ángulos a simple vista y fallar una tolerancia de ±0,010 porque midieron en la superficie incorrecta. Eso no es un problema de la máquina. Es alfabetización de planos.
Las evaluaciones en línea gratuitas de la industria revelan regularmente brechas en los estándares de planimetría Y14.5 y en matemáticas de tolerancia de doblez antes incluso de comenzar el trabajo práctico. He replicado eso con un breve cuestionario escrito antes de la prueba del calibrador: deducción básica de doblez, estimación de tonelaje, indicación de dirección del grano. Eso invierte la confianza. A veces el candidato más ruidoso se queda en blanco en los fundamentos.
No estás buscando perfección. Estás buscando proceso. ¿Reinician los calibradores? ¿Cuestionan el plano si una dimensión no cuadra? ¿Comprenden la acumulación de tolerancias?
Un operador de tercer año con $23 la hora puede costar $6 más por hora, pero el desperdicio cae cerca de $50 al mes. Esa diferencia aparece justo aquí, en la disciplina de medición.
Descartar rotundamente: mide una vez, se encoge de hombros y dice “Está cerca”. Contrata esto: verifica, coteja, consulta el plano y explica la variación.
Pueden medir. Bien. Ahora veamos si pueden pensar antes de doblar el metal.
Coloca un plano de producción real sobre la mesa. Cuatro dobleces. Longitudes de ala mezcladas. Dimensión interior ajustada. Haz una sola pregunta: “Explícame tu configuración.”
El silencio está bien. Pensar es bueno.
Un operador con conocimiento de configuración comenzará por el tipo y espesor del material. Luego la selección de herramientas: ancho de matriz en V en relación con el espesor, radio interior objetivo. Luego el cálculo de tonelaje por pie para evitar sobrecargar la plegadora. Después la planificación de secuencia para prevenir colisiones entre piezas o alas atrapadas.
El orden importa porque la física importa.
Las guías de capacitación de los principales fabricantes de frenos son claras: incluso la lectura básica de planos y la configuración segura tardan semanas o meses en asimilarse. Las configuraciones complejas de CNC y de gran tonelaje toman más tiempo. Esa es exactamente la razón por la que existe esta prueba. Si aún no lo han interiorizado, lo verás aquí, sin poner en riesgo la producción.
Si quieres comparar esa curva de aprendizaje con las capacidades reales de las máquinas, descarga los folletos técnicos de CN-HAWE para obtener especificaciones detalladas sobre prensas plegadoras CNC y sistemas de chapa metálica. Revisar el diseño del bastidor, las clasificaciones de tonelaje, las configuraciones de control y las aplicaciones de plegado compatibles facilita ver por qué la formación adecuada en configuración no es opcional: el equipo CNC moderno 100% está diseñado para la precisión, pero aún depende de un operador que comprenda los fundamentos.
No estás descalificando a los aprendices. Estás distinguiendo a los operadores de los pensadores. Un candidato que dice: “Necesitaría confirmar la tolerancia de plegado —así es como la calcularía—”, vale la pena invertir en él. Uno que dice: “La máquina se encarga de eso”, no lo es.
Cuando alguien trata el control como magia, eso es un futuro accidente de troquel.
Rechazo rotundo: “Solo programo lo que ingeniería me da.” Contrátalo: explica la matemática de la deducción del plegado y el riesgo de colisión antes de tocar el control.
El papel y la charla son entornos controlados. La producción no lo es. Entonces, ¿cómo haces una prueba de presión sin arriesgar $10,000 en herramientas?
Estructuro las entrevistas laborales pagadas como configuraciones supervisadas de medio día en piezas no críticas. No trabajos de chatarra, geometría real, riesgo controlado. Limitamos el tonelaje, inspeccionamos el primer artículo juntos y observamos la toma de decisiones bajo restricciones reales.
Un operador al que coloqué ajustó la posición del tope trasero al notar una ligera curvatura del material antes del primer plegado. Ahorró dos semanas de inactividad en su siguiente taller porque ese pensamiento sistémico se trasladó al mantenimiento preventivo y a la estandarización de configuraciones. Eso es lo que estás comprando.
Contrasta eso con el candidato que anula las alarmas de tonelaje porque “no pasará nada”. Así es como se rompen los troqueles. Así es como se pone en duda la alineación del ariete. Así es como el desperdicio se acumula silenciosamente hasta que alguien vuelve a culpar al material.
¿Esto es exagerado? No si se compara con un solo choque de troquel, un soporte de punzón dañado o un lote de 400 piezas mal plegadas apilándose detrás de tu láser.
Estás pagando unos cientos de dólares por una entrevista laboral. Eso es un seguro contra daños de cinco cifras y meses de rotación.
Si estás endureciendo tus estándares de contratación, también vale la pena poner bajo presión las máquinas y procesos que esos operadores heredarán. La cartera CNC 100% de CN-HAWE abarca plegado de alta gama, corte por láser, ranurado, cizallado y automatización de chapa metálica, respaldada por una I+D continua en prensas plegadoras y equipos inteligentes, para que puedas alinear la capacidad del operador con la capacidad del equipo desde el primer día. Para conversar sobre la configuración de la máquina, los requisitos de ajuste o la evaluación de adecuación a tu mezcla de producción, puedes contactar a CN-HAWE para iniciar la conversación.
Rechazo rotundo: se niega a una prueba pagada o resiste la inspección supervisada. Contrátalo: acepta el escrutinio, explica las decisiones en tiempo real y solicita comentarios.
El acceso llenó tu canal de talento. La auditoría en el taller protege tu cuello de botella de contrataciones que generen desperdicio.
Ahora surge un riesgo diferente: una vez que finalmente consigues un operador alfabetizado en configuraciones, ¿cómo evitas que se marche en los primeros 90 días?
Los evaluaste. Los viste calcular el tonelaje, planificar la secuencia, inspeccionar el primer artículo sin necesidad de que los guiaras. Finalmente cargaste material de precisión en tu troquel que era el cuello de botella.
Y luego, seis meses después, se fueron.
Esa es la parte de la que nadie te advierte. Incluso un operador que entiende las preparaciones se irá si sus primeros 30 días se sienten como ser lanzado a una prensa de 200 toneladas sin asistente. La capacidad fue lo que les consiguió el empleo. El entorno decide si se quedan.
Aquí está la verdad incómoda: la mayoría de las bajas dentro de los primeros 90 días no se deben al salario. Se deben al caos. Sin estándar de herramientas. Sin preparaciones documentadas. Sin límites claros de errores. Tu nueva contratación pasa más tiempo buscando punzones que doblando piezas, y la presión recae sobre ellos porque “son el nuevo experto”.”
Así es como se deforma el buen acero.
“Si el empleado barato cuesta más que el capacitado, ¿por qué los dueños inteligentes siguen repitiendo el error?”
Porque piensan que la contratación solucionó el cuello de botella. No fue así. Solo moviste el punto de tensión más abajo, hacia la incorporación.
Rechazo total: “Los lanzamos para ver si se hunden o nadan.” Contrata así: una progresión escrita de 30 días con exposición definida, bucles de retroalimentación y riesgo controlado.
¿Entonces dónde suele fallar ese protocolo primero?
Tu mejor operador puede doblar una caja compleja dormido. No puede explicar cómo piensa.
Eso no es un defecto de carácter. Es memoria muscular.
He filmado operadores de élite durante los cambios. La mitad desperdicia movimientos buscando herramientas, ajustando la postura, volviendo a revisar abrazaderas en las que no confían. Aun así cumplen el ciclo porque son rápidos. Pero cuando un nuevo empleado los observa, copia la ineficiencia junto con la habilidad. Ahora tu proceso de incorporación multiplica el desperdicio oculto.
Tu “mejor chico” también creó soluciones improvisadas a lo largo de los años—atajos que solo funcionan porque él conoce las peculiaridades de la máquina. El nuevo contratado no las conoce. Así que le dicen: “Solo aumenta un poco el tonelaje”, sin comprender los límites de carga o los riesgos de desalineación. Así es como se agrietan los troqueles.
Así que no hagas que tu mejor operador sea el entrenador. Haz que sea el sujeto de estudio.
Graba su preparación. Mapea los pasos. Elimina la búsqueda de herramientas. Estandariza las ubicaciones de las abrazaderas. Documenta los cálculos de tonelaje. Convierte el instinto en una lista de verificación. Ahora tu nuevo empleado está aprendiendo un sistema, no una personalidad.
Entrenar no es seguir a un héroe. Es instalar un proceso repetible.
Rechazo total: “Acompaña a Joe por unas semanas.” Contrata así: hojas de preparación documentadas, cambios filmados, y un instructor que pueda explicar la matemática—no solo ejecutarla.
Una vez que tienes un sistema para enseñar, ¿cuándo los dejas finalmente trabajar con el acero?
Dos semanas. Mínimo.
No porque sean incompetentes. Porque tu máquina merece respeto.
La primera semana no se trata de doblar. Se trata de observación y manuales. Sí, manuales. He visto empleados fuertes arruinar la productividad porque adivinaron los parámetros de control en lugar de entender la interfaz. Un operador con conocimientos básicos de configuración que se salta la lógica de tu control específico aún puede secuenciar mal un programa.
Permíteles auditar el flujo de trabajo. ¿Dónde se guardan las herramientas? ¿Cuántos anchos de matriz se usan realmente? ¿Cuál es el proceso de cambio? Los ojos nuevos detectan fricciones que tus veteranos dejaron de notar.
La segunda semana introduce la operación controlada: dobleces individuales, primeras piezas supervisadas, tonelaje limitado, solo doblado por aire. Aún no doblado al fondo. El doblado al fondo exige un control preciso del tonelaje y predicción del retroceso. No se experimenta ahí.
Para el día diez, deberían poder explicarte por qué la elección de una matriz en V cambia el radio interior. Si no pueden enseñarlo, no lo dominan completamente.
No estás retrasando la productividad. Estás evitando el agotamiento a los 90 días que resulta de ser culpado por un sistema que no diseñaron.
Rechazo rotundo: cuotas de producción completa en la primera semana. Contrata esto: dominio de los manuales, auditoría del flujo de trabajo y luego doblado por aire supervisado antes del trabajo de alto tonelaje.
Pero incluso la exposición controlada plantea la verdadera pregunta: ¿qué pasa cuando cometen errores?
No todos los errores son iguales.
¿Doblar un panel estético de acero inoxidable para un cliente emblemático? Tolerancia cero. ¿Producir soportes internos con tolerancias amplias? Ese es un espacio de aprendizaje.
Designa las piezas por nivel de riesgo, no por pánico de calendario. Las primeras asignaciones deben ser componentes doblados por aire con tolerancias flexibles y poca dependencia en etapas posteriores. Sin acumulaciones ajustadas. Sin cargas grandes descentradas. Sin doblado al fondo hasta que hayan demostrado un cálculo de tonelaje repetible bajo supervisión.
Esto no es sobreproteger. Es física.
Cuando una nueva contratación sabe que hay una zona de tolerancia definida, el estrés disminuye. Se enfocan en el proceso en lugar de sobrevivir. Esa confianza se acumula. Para la cuarta semana, amplías el margen: introduces tolerancias más estrictas, secuencias más complejas, y finalmente doblado al fondo controlado con verificaciones de tonelaje documentadas.
La progresión estructurada evita dos asesinos: el pánico y el aburrimiento. Demasiada presión, renuncian. Muy poco crecimiento, también renuncian.
El protocolo de 30 días no se trata de frenarlos. Se trata de demostrar que tu taller funciona con sistemas, no con actos heroicos. Los operadores capacitados se quedan donde el proceso los protege.
Rechazo rotundo: “Todo es urgente.” Contrata esto: asignaciones de piezas por nivel de riesgo, progresión documentada y límites explícitos sobre lo que aún no se espera que operen.
Has evaluado la alfabetización en configuración. La has protegido con estructura.
Ahora llega la bifurcación estratégica: ¿cuándo tiene más sentido desarrollar esa alfabetización internamente en lugar de buscarla en el mercado?
Has construido el sistema. Puedes enseñar alfabetización de configuración sin apostar por heroicidades.
Ahora la verdadera pregunta: ¿cuándo dejas de buscar un unicornio y empiezas a fabricarlo?
Aquí está la respuesta no obvia: el punto de equilibrio no se trata de salarios. Se trata del suministro del mercado. Cuando el mercado externo no puede entregar de manera constante operadores alfabetizados en configuración dentro de tu ventana de supervivencia de 90 días, cada mes adicional que pasas “buscando” es chatarra en el estado de resultados.
Observa la realidad de la permanencia. La mayoría de los operadores en este oficio tienen menos de dos años en el puesto. Los veteranos con profundos instintos de configuración son anomalías estadísticas. Si tu plan de contratación asume un flujo constante de expertos listos para usar, estás diseñando una estrategia alrededor de una fuente laboral que apenas existe. Eso no es optimismo. Es negación disfrazada de paciencia.
Así que marca una línea en la arena: si has realizado tres búsquedas serias, auditado adecuadamente a los candidatos, y aún no puedes conseguir a alguien que pueda explicar la matemática del tonelaje sin adivinar, el mercado ha hablado. Deja de alimentar el troquel cuello de botella con material deformado.
Contrata esto: una pista interna de desarrollo de 6–9 meses con hitos definidos. Omite esto: “Sigamos dejando la publicación activa a ver quién muerde.”
Porque si no puedes comprar alfabetización a un precio sostenible, te queda una opción: construirla.
Considera un caso hipotético. Tienes un trabajador general confiable a $18 por hora. Llega temprano. Lee planos decentemente. Sin experiencia en freno.
Inviertes 200 horas estructuradas de capacitación durante seis meses: acompañamiento bajo tu sistema documentado, doblado en aire supervisado, primeras piezas controladas. Durante ese periodo, asume una reducción de productividad conservadora: tal vez absorbiste algo de tiempo de supervisión y ciclos más lentos.
Ahora compáralo con la alternativa: una contratación externa rotativa que se quema en el cuarto mes. Honorarios de reclutamiento. Horas extra para cubrir vacantes. Desperdicio por configuraciones apresuradas. La fuga invisible.
Un operador de tercer año a $23 por hora puede costar $6 más por hora, pero el desperdicio baja a cerca de $50 al mes. Ese $6 por hora apenas afecta tu margen porque se compensa con menos troqueles agrietados, menos piezas rehechas, menos supervisión constante. El aumento parece costoso en nómina. Es invisible en las ganancias.
Aquí está la palanca que la mayoría de los propietarios pasan por alto: apunta primero a la alfabetización en programación CNC. No a “mejorar”. La competencia en programación conlleva una prima salarial porque multiplica la máquina. Un operador que puede ajustar secuencias, optimizar el orden de doblado y predecir el retroceso del material ya no está limitado a presionar botones: está controlando el rendimiento.
Rechazo rotundo: “Solo les enseñaremos a fabricar piezas.” Contrata esto: una ruta escrita del operador al programador con un incremento salarial asociado.
Pero aquí está la trampa: ¿qué sucede cuando los formas… y alcanzan un techo?
En teoría, emparejar un operador novato con un veterano que se jubila suena perfecto. Transferir conocimiento. Preservar la matemática tribal. Todos ganan.
Excepto que la mayoría de los talleres no tienen realmente una reserva de maestros de freno con 20 años de experiencia esperando para ser mentores. Los operadores de larga permanencia son raros. Diseñar tu plan de crecimiento alrededor de una demografía que está desapareciendo es como construir un programa de producción basado en una máquina que vendiste el año pasado.
Así que cambia el modelo.
En lugar de “aprender del viejo maestro”, piensa “aprender del proceso documentado, revisado por tu mejor pensador.” El veterano se convierte en editor, no en anfitrión sombra. Valida cálculos de tonelaje. Critica configuraciones. Prueba la lógica bajo presión. El sistema realiza la enseñanza diaria.
Esa distinción importa porque se escala. Un veterano puede revisar a tres operadores en desarrollo si el proceso está estandarizado. Sin documentación, apenas puede formar a uno.
Rechazo rotundo: “Trabaja con Joe hasta que se jubile.” Contrata esto: Configuraciones grabadas, listas de verificación y sesiones de revisión estructuradas donde las matemáticas se expliquen en voz alta.
Pero incluso si formas a tus propios operadores y transfieres el conocimiento correctamente, ¿por qué tus mejores empleados aún dejan talleres impecables por el que está al final de la calle?
Los mejores operadores no renuncian primero porque estén infelices. Renuncian primero porque tienen opciones.
Un operador de prensa plegadora con experiencia conoce la diferencia entre un control desgastado y uno moderno. Sabe cuándo los topes se desvían. Siente las inconsistencias hidráulicas en sus muñecas. Trabajar con equipos obsoletos no solo es molesto, sino que limita su crecimiento.
Si el mercado laboral clasifica el trabajo en la prensa plegadora como “producción”, pero tú quieres conservarlo como “oficio especializado”, tu equipo debe reflejar esa diferencia. La inversión en controles actualizados, sistemas de herramientas de precisión, capacidad de programación fuera de línea—esas no son compras por vanidad. Son anclas de retención.
La inversión en formación y la especialización del equipo van de la mano. Cuando un operador ve que modernizas la célula, lo interpreta como un compromiso con su techo técnico. Cuando ve que reparas con cinta adhesiva un control de 20 años, actualiza su currículum.
Rechazo rotundo: Promocionar “crecimiento profesional” en máquinas que limitan la expresión de habilidades. Contrata esto: Mejoras de capital alineadas con tu escala interna de formación.
Aquí está el enfoque que quiero que adoptes.
Tu prensa plegadora es el troquel cuello de botella de toda la operación. Si la llenas con contrataciones de desecho, la presión aumenta, las piezas se deforman y tu línea se pelea consigo misma. Si la alimentas con material de ajuste preciso—operadores formados dentro de un sistema, en equipos dignos de su habilidad—la presión se convierte en rendimiento.
El punto de equilibrio no es una fecha en una hoja de cálculo. Es el momento en que aceptas que el mercado no resolverá tu problema de alfabetización por ti.
Cuando eso se asimila, dejas de preguntar: “¿A quién podemos contratar?”
Y comienzas a preguntar: “¿Qué capacidad estamos fabricando ahora?”


















