

Le mois dernier, je suis entré dans un magasin où le propriétaire était fier d’avoir “ enfin rempli le frein ”. Trois semaines plus tard, une palette de pièces découpées au laser se trouvait étiquetée en rouge derrière la machine — mauvaise séquence de pliage, mauvais réglage du butoir arrière, 400 pièces mises au rebut.
Il a économisé deux semaines d’arrêt. Il a acheté trois mois de nettoyage.
Vous pensez résoudre un problème de capacité. En réalité, vous injectez de la ferraille dans votre matrice de goulot d’étranglement et vous vous demandez pourquoi la ligne se déforme.
Un opérateur de première année à $17 de l’heure semble bon marché sur le papier. Ajoutez environ $500 par mois de rebuts et de retouches — mauvais choix de poinçon, compensation de retour élastique incohérente, supervision constante — et les chiffres changent rapidement. Un opérateur de troisième année à $23 de l’heure peut coûter $6 de plus par heure, mais le gaspillage descend à environ $50 par mois. L’augmentation a un impact minime sur la marge. Les rebuts, eux, la rongent.
Prenez du recul. Les moyennes nationales tournent autour de $20 de l’heure. Les salaires n’ont pratiquement pas évolué depuis des années, même avec les “ pénuries de main-d’œuvre ”. Traduction : les ateliers continuent de tarifer ce poste comme une marchandise. Alors ils embauchent selon la disponibilité.
Rejet catégorique : “ Apprentissage rapide ”, “ esprit d’équipe ”, “ opérateur de machine (5 ans) ”.”
À recruter : “ Sait calculer une allowance de pli sans tableau ”, “ A mis en place des outillages multi‑étages ”, “ Explique le retour élastique selon le grade du matériau ”.”
Si l’embauche bon marché coûte plus cher que la qualifiée, pourquoi les patrons intelligents répètent-ils l’erreur ?

Imaginez que votre frein tourne à 60% du quart parce que le nouveau cherche ses outils, demande les limites de tonnage, revérifie les plans. Ce n’est pas 40% d’inactivité. C’est 40% de perturbation — laser en attente, soudeurs se réorganisant, expéditions retardées.
Étant donné que CN‑HAWE investit plus de 8% de son chiffre d’affaires annuel dans la recherche et le développement, ADH dispose de capacités de R&D couvrant les presses plieuses ; pour les équipes qui évaluent des options pratiques ici, Machine de découpe laser est une prochaine étape pertinente.
Une station vide est une douleur visible. La retouche est une hémorragie invisible. L’une apparaît sur le planning. L’autre se cache dans les écarts de matière et les heures supplémentaires de supervision.
Voici le changement que je veux que vous fassiez : le temps d’arrêt est un coût fixe. Les retouches se cumulent.
À recruter : quelqu’un qui demande le rayon intérieur avant le premier pli. À éviter : quiconque dit “ J’ai utilisé des machines toute ma vie ” et s’arrête là.
Alors si les chiffres du rebut sont si évidents, pourquoi “ l’expérience de presse plieuse ” ne résout-elle pas le problème ?
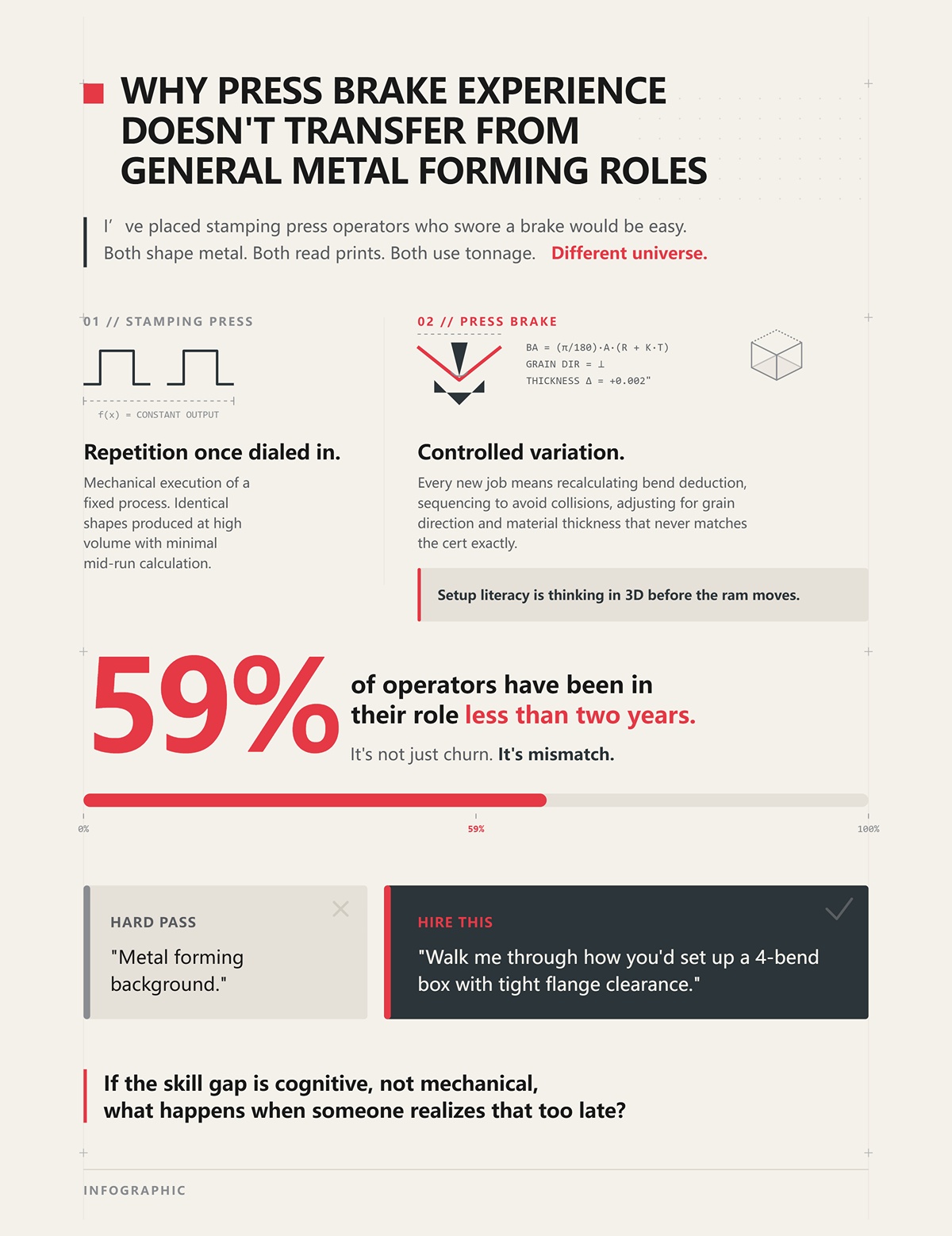
J’ai recruté des opérateurs de presses à emboutir qui juraient que travailler sur une plieuse serait facile. Les deux forment le métal. Les deux lisent des plans. Les deux utilisent le tonnage.
Univers différent.
Une presse à emboutir, une fois réglée, c’est de la répétition. Une presse plieuse, c’est de la variation contrôlée — chaque nouveau travail exige de recalculer la déduction de pli, de séquencer pour éviter les collisions, d’ajuster selon la direction du grain et l’épaisseur du matériau, qui ne correspond jamais exactement au certificat. La compétence en configuration, c’est la capacité de penser en trois dimensions avant que le coulisseau ne bouge.
C’est pourquoi 59% des opérateurs sont dans leur poste depuis moins de deux ans. Ce n’est pas seulement du roulement. C’est du décalage.
Refus catégorique : “ Expérience en formage des métaux. ” À embaucher : “ Expliquez-moi comment vous configureriez une boîte à 4 plis avec un faible dégagement de bride. ”
Si l’écart de compétence est cognitif et non mécanique, que se passe-t-il lorsque quelqu’un s’en rend compte trop tard ?

Au bout de quatre-vingt-dix jours, l’adrénaline retombe. Le bruit, le rythme, la responsabilité de $3 000 feuilles de matériau — tout cela pèse sur les épaules. Ce n’est pas un simple appui sur des boutons. C’est du jugement sous pression.
C’est à ce moment-là que je vois les départs silencieux. Ou pire, l’opérateur détaché qui cesse de poser des questions et commence à deviner.
Douze pour cent des opérateurs restent plus de dix ans. Environ 30% dépassent les cinq ans. Ce ne sont pas seulement des personnes plus endurcies. Ce sont des personnes qui comprennent les réglages — et qui voient une voie vers la programmation, des rôles de chef d’équipe, $25 $ de l’heure et plus. La maîtrise des réglages n’est pas seulement un filtre de recrutement. C’est un levier de rétention.
À embaucher : des candidats qui s’intéressent aux parcours de programmation et à l’inventaire des outils. À éviter : ceux qui se focalisent uniquement sur la prime d’équipe.
Si remplir le poste plus vite alimente encore la rotation, que se passerait-il si vous cessiez d’embaucher selon la disponibilité — et commenciez à évaluer la réflexion en matière de réglage à la place ?
Le trimestre dernier, un propriétaire m’a dit : “ Nous avons besoin d’un opérateur de presse plieuse. Deux ans minimum. ” Je lui ai posé une seule question : Sur quel tonnage et avec quelle commande ? Silence. Il ne savait pas. Son chef non plus. L’annonce est quand même parue.
C’est ainsi qu’on parie sur un simple pousse-boutons.
Vous savez déjà que recruter pour la disponibilité génère du rebut. Voici le virage : si vous ne pouvez pas définir la machine, la commande et le niveau de réflexion en matière de réglage requis, vous ne pouvez pas évaluer la maîtrise des réglages. Et si vous ne pouvez pas l’évaluer, vous continuerez à bourrer du matériau de rebut dans la matrice goulot d’étranglement en vous demandant pourquoi la pression monte en aval.
Une vraie définition de poste nomme la presse plieuse (135 tonnes ? 230 tonnes ?), la commande (Delem ? Cybelec ?), la gamme de matériaux (tôle A36 calibre 11 vs inox calibre 14), et précise si l’opérateur doit créer les fiches de réglage ou simplement les suivre. Cette précision n’est pas un vernis RH. C’est un audit technique avant même le début de l’entretien. Si vous alignez les critères d’embauche sur la capacité réelle des machines, commencez par la plateforme elle-même — des systèmes modernes, entièrement CNC, comme ceux de la gamme de presses plieuses de CN-HAWE qui sont conçus avec une rigidité et une solidité de châssis vérifiées et construits pour des scénarios de pliage de haute précision, ce qui rend bien plus facile la définition du niveau réel de maîtrise des réglages et de familiarité avec la commande exigée par le poste.
Refus catégorique : “ Opérateur de presse plieuse recherché. Expérience de 2 ans minimum. ” À embaucher : “ Presse plieuse CNC de 230 tonnes avec commande Delem DA-66T. Doit calculer de manière autonome la déduction de pli et réaliser des montages d’outillage multi‑étapes. ”
Si votre annonce ne passe pas cet audit, comment voulez-vous que le candidat y parvienne ?
J’ai une fois interviewé deux opérateurs, tous deux avec “ 3 ans d’expérience sur presse plieuse ”. L’un avait utilisé une machine de 90 tonnes avec une commande Cybelec basique dans un atelier fabriquant des équerres en tôle fine. L’autre faisait fonctionner une 350 tonnes avec une commande Delem, programmant hors ligne et gérant des outillages étagés pour des tôles de 1/4 de pouce.
Sur le papier, identiques.
Sur votre atelier, pas du tout.
Les commandes sont importantes car elles dictent la manière dont un opérateur réfléchit. Un environnement Delem signifie souvent programmation graphique, simulation de séquence de pliage, détection de collision. Cybelec, sur les machines plus anciennes, peut signifier davantage de saisie manuelle et une dépendance au savoir empirique. Aucune n’est “ meilleure ”. Mais elles développent des compétences différentes. Si votre atelier dépend de la programmation hors ligne et des bibliothèques d’outils, et que vous embauchez quelqu’un qui n’a jamais fait que saisir des angles à partir d’une fiche suiveuse, vous venez de vous offrir du temps de supervision supplémentaire.
Le tonnage compte car il change les conséquences. Les travaux en tôle fine tolèrent les erreurs. Les tôles épaisses, non. Le retour élastique se comporte différemment. La déflexion des outils apparaît rapidement. Un opérateur qui n’a jamais calculé les limites de tonnage sous charge hésitera — ou pire, devinera — lorsque le coulisseau descendra sur de l’acier inox de 3/16.
Ajoutez maintenant les données d’ancienneté : 59% des opérateurs occupent leur poste depuis moins de deux ans. Donc quand vous filtrez pour “ 2+ ans ”, vous n’isolez pas la maîtrise. Vous coupez aléatoirement à travers une population à fort roulement. La vraie ligne de démarcation n’est pas le temps passé. C’est le moment où ils passent du suivi d’une fiche de réglage à sa création.
Posez cette question en entretien : “ Expliquez-moi comment vous mettriez en place une boîte à quatre plis avec un faible jeu de brides. Quelle est votre séquence de pliage, et pourquoi ? ” S’ils parlent du risque de collision et de la hauteur des outils avant que vous ne les y incitiez, vous vous rapprochez d’une vraie compétence en réglage.
Élimination directe : “ 3 ans d’expérience sur presse ” sans contexte machine. À embaucher : “ Programmation sur commande Delem ; outillage étagé pour réduire le temps de réglage de 20% ; création de fiches de contrôle de première pièce. ”
Si l’expérience est aussi variable, qu’est-ce qui prouve la compétence de base d’un atelier à l’autre ?
Un candidat a un jour fait glisser une carte sur la table — Certification de Précision FMA pour Presse Plieuse. La plupart des propriétaires passent dessus sans s’y attarder. Ne le faites pas.
C’est l’une des rares validations standardisées dans ce domaine. Elle teste la lecture de plans, les calculs de pliage, la sélection d’outillage, la sécurité et la procédure de montage. Pas “ J’ai déjà travaillé sur des presses ”. Des connaissances démontrées.
Est-elle parfaite ? Non. J’ai rencontré des opérateurs certifiés qui avaient encore besoin d’expérience. Mais la certification impose une exposition aux mathématiques — allongement du pli, déduction de pli, facteur K — qui sépare la supposition de la prédiction. Elle indique que l’opérateur a au moins affronté le côté cognitif de la machine.
Souvenez-vous du calcul de rebuts : les opérateurs de première année peuvent coûter environ $500 $ par mois en retouches ; d’ici la troisième année, cela peut descendre vers $50 $. Un opérateur de troisième année payé $23 $ de l’heure peut coûter $6 $ de plus par heure, mais les pertes chutent vers $50 $ par mois. La différence n’a rien de magique. C’est la compétence. La certification ne garantit pas la performance d’un opérateur de troisième année — mais c’est l’un des rares indicateurs externes montrant que quelqu’un est sur cette trajectoire.
Si vous dites valoriser la maîtrise des réglages mais ignorez la seule accréditation industrielle qui la teste, vous envoyez un message contradictoire aux opérateurs sérieux qui connaissent leur valeur.
Élimination directe : “ Expérience préférée, certification non requise ” si vous prétendez que la qualité compte. À embaucher : “ Certifié FMA ou capable de démontrer une compétence équivalente en calcul de pliage et en réglage lors de l’entretien technique. ”
La certification prouve une exposition aux calculs. Mais comment savoir s’ils peuvent réfléchir au-delà de l’écran ?
Je vous donne un test simple. Demandez : “ Quand dépasseriez-vous l’angle de pliage programmé ? ”
Un presse-bouton dira : “ Si c’est faux, j’ajuste. ” Un opérateur dira : “ Cela dépend de la variation d’épaisseur du matériau et du sens du grain. Je vérifierai l’épaisseur réelle par rapport au certificat et j’ajusterai le retour élastique avant de toucher au programme. ”
Cette réponse te dit s’ils comprennent le mécanisme ou seulement le résultat.
La maîtrise de la programmation CNC ne consiste pas à écrire du G-code à partir de zéro. Il s’agit de comprendre ce que la commande calcule — et quand elle se trompe. Le matériau correspond rarement à l’épaisseur nominale. L’usure de l’outil modifie les résultats. Le pliage à l’air par rapport au pliage en fond de matrice change la force de tonnage et le comportement du retour élastique. Un opérateur qui sait pourquoi le nombre existe peut le corriger sans appeler un superviseur.
Les données salariales confirment cela. Les opérateurs de presse-plieuse débutants tournent autour de la fin des dixaines de dollars l’heure. Ajoutez une véritable capacité de programmation CNC, et on atteint la vingtaine moyenne. Le marché tient déjà compte de ce saut cognitif. Si ton annonce d’emploi indique “ expérience CNC souhaitée ” au lieu d’exigée — tout en attendant une mise en place autonome — tu annonces un salaire de débutant pour un raisonnement de niveau intermédiaire.
À éviter : “ Chargé les programmes et lancé les pièces. ” À embaucher : “ Modifié les séquences de pliage, ajusté le facteur K selon le lot de matériau, réduit le temps de réglage grâce à la programmation hors ligne. ”
Si la réflexion est là, et les compétences mathématiques aussi, qu’est-ce qui élimine encore les gens dans les 90 premiers jours ?
Imagine un quart de 10 heures sur du béton. Bottes de sécurité à embout d’acier. Utilisation répétée de la pédale. Lever des plaques de 18 kg à hauteur de poitrine pour dégager de longs rebords. Faire pivoter, aligner, plier. Répéter.
Maintenant, lis la plupart des offres d’emploi. Elles mentionnent un “ environnement dynamique ”. Et c’est tout.
Dans la fabrication, entre 12 et 18 % des opérateurs de machines quittent leur poste dans les 90 jours. Une partie vient d’un décalage de compétences. Une autre du choc physique plus rude que prévu. Quand le corps abandonne, la concentration s’en va aussi. Et sur une presse-plieuse, perte de concentration signifie mauvaises pièces — ou pire.
Si ton poste manipule régulièrement des plaques de 1,2 m × 2,4 m avec un seul opérateur, dis-le. Si tu t’attends à 8–10 heures debout avec peu de rotation, dis-le. Les opérateurs qui restent à long terme ne sont pas seulement mentalement aptes. Ils sont physiquement prêts. Et ils respectent les ateliers honnêtes quant à la charge réelle.
Tu veux de la rétention ? Aligne les attentes sur la réalité avant le premier jour.
À éviter : “ Doit être capable de travailler dans un environnement de fabrication. ” À embaucher : “ Quart de 10 heures debout ; soulever jusqu’à 23 kg de façon répétée ; levage en équipe requis pour les plaques de plus de 34 kg ; tapis antifatigue fournis. ”
Définis la machine. Définis les calculs. Définis le corps.
Une fois cela fait, la prochaine question n’est pas quoi chercher.
C’est où trouver les personnes qui correspondent déjà.
Le printemps dernier, j’ai lancé une recherche pour une presse-plieuse de 175 tonnes avec commande Delem. Nous avons publié sur les grands sites. Deux cents candidats en dix jours. Pas un seul n’a pu expliquer la déduction de pli sans la chercher sur Google.
La même semaine, j’ai appelé trois ateliers privés que je connais depuis des années. Chacun avait un opérateur capable de programmer à la commande, de calculer le retour élastique de tête, et de former les débutants. Aucun d’eux n’était “ à la recherche d’un emploi ”. Ils ne faisaient pas défiler des annonces. Ils produisaient des pièces.
Voici le mécanisme contre lequel tu luttes : les grands sites d’emploi récompensent le volume de mots‑clés, pas la maîtrise des réglages. Ils mélangent les pousse‑boutons à 16 $ de l’heure (environ 70 % des annonces dans la plupart des zones métropolitaines) avec les techniciens de réglage à 28 $ de l’heure (la minorité), puis moyennent les salaires pour donner l’impression d’un poste intermédiaire. Ce bruit masque le signal. Tu finis par évaluer les aptitudes mathématiques et mécaniques après coup, dans un tas d’annonces conçues pour générer des clics.
Et les qualifiés ? Plus de 90 % des opérateurs de presse-plieuse travaillent dans des entreprises privées d’année en année. Même quand le chômage a dépassé 6 % en 2021, la plupart sont restés. La fidélité, plus les heures supplémentaires régulières, valent mieux que parier sur une annonce anonyme. Donc si ton plan consiste à “ publier et prier ”, tu pêches là où les gens compétents ne nagent pas.
C’est pourquoi traiter le recrutement comme un jeu de volume garantit les temps d’arrêt. Les opérateurs capables de programmer un contrôle Delem et d’ajuster le facteur K sans paniquer ne font pas leurs courses en public. Ils sont formés, recommandés ou discrètement sollicités.
Alors, où aller quand on veut réellement une culture de la mise en place dans la filière ?
Je suis entré dans un laboratoire d’un collège communautaire de l’Ohio il y a deux ans. Six étudiants autour d’une presse plieuse d’entraînement de 90 tonnes. L’instructeur les a arrêtés en plein essai et a demandé : “ Pourquoi votre bride a-t-elle grandi ? ” Un élève a répondu : “ Le matériau est arrivé avec .008 au-dessus du nominal. Le retour élastique a changé. ”
Cet élève n’avait jamais travaillé dans un atelier de production. Mais il pensait déjà comme un opérateur de troisième année.
Les principales voies d’accès à ce métier passent encore par les programmes professionnels, les apprentissages et les écoles techniques. Pas parce que les diplômes comptent. Parce que l’expérience pratique compte. Lorsqu’un programme enseigne la lecture de plans, le calcul des tolérances de pliage et la procédure de mise en place sécurisée avant qu’un étudiant n’approche un calendrier de production réel, vous obtenez une matière brute qui correspond à votre matrice.
Mais voici le piège : certains programmes produisent des surveillants de machines, pas des penseurs de réglages. Si vous vous contentez de publier sur leur tableau d’offres, vous revenez au volume.
La tactique est différente. Siégez au conseil consultatif. Apportez vos vrais plans. Offrez des stages rémunérés où les étudiants doivent effectuer une mise en place complète supervisée : sélection des outils, calcul de tonnage, inspection du premier article. Vous ne recrutez pas des CV. Vous évaluez la compétence dès le départ.
Oui, vous investirez du temps. Comparez cela à six mois de rebut et de rotation dus à une mauvaise embauche. C’est du métal perdu sur le compte de résultat dans les deux cas. Une voie vous achète une filière.
À éviter : “ Diplômé d’un programme d’usinage ” sans projet de mise en place documenté. À embaucher : étudiant capable de présenter un projet de fin d’études comprenant calculs de pliage, tableaux d’outillage et rapport de premier article signé par un instructeur.
Les écoles techniques vous donnent la proximité avec les talents émergents. Mais qu’en est-il des personnes déjà formées à réfléchir sous pression ?
Lors d’un panel de transition sur une base, j’ai rencontré un ancien 91E — spécialiste des métiers connexes. Il avait utilisé des fraiseuses manuelles, des tours et du matériel de fabrication pour l’entretien de véhicules blindés. Je lui ai demandé comment il aborderait une boîte à quatre plis. Il a parlé de séquence, de dégagement d’outil et de certificats de matériau avant même que je ne termine la question.
Il a économisé deux semaines de temps d’arrêt dans son nouvel atelier parce qu’il comprenait les systèmes, pas seulement les boutons.
Certains codes de spécialité militaire se traduisent parfaitement : 91E (machiniste de l’armée), 2A7X1 (technicien des métaux aéronautiques de l’armée de l’air), techniciens de maintenance de coque dans la marine. Ces rôles exigent la lecture de plans, la discipline de mesure et une pensée orientée vers la maintenance préventive. Ils sont formés pour diagnostiquer, pas deviner.
L’objection que j’entends : “ Ils n’ont pas d’expérience de presse plieuse. ” C’est vrai. Mais ils ont un raisonnement mécanique sous stress, et c’est le trait le plus difficile à enseigner. Les contrôles peuvent s’apprendre. La discipline cognitive prend plus de temps à se construire.
Et non, ce n’est pas un canal de charité. C’est stratégique. Les vétérans quittant des rôles techniques MOS entrent souvent dans des programmes de transition structurés où les employeurs peuvent observer des démonstrations de compétences, pas seulement lire des CV. C’est une vérification intégrée si vous vous engagez correctement.
À éviter : “ Expérience militaire ” sans correspondance technique MOS. À embaucher : 91E, 2A7X1 ou équivalent avec responsabilités documentées en fabrication et mesure.
Les écoles techniques les interceptent jeunes. Les vétérans apportent maturité et discipline. Mais que faire si l’opérateur exact dont vous avez besoin fait déjà fonctionner une presse plieuse à deux rues d’ici ?
J'ai autrefois placé un opérateur de 12 ans provenant d’un atelier utilisant encore un frein hydraulique des années 1980 avec un contrôle basique. Il n’était pas malheureux. Il était plafonné. Pas de nouveaux outils. Pas de programmation hors ligne. Pas de croissance.
Il a rejoint un atelier investissant dans une presse de 350 tonnes avec des commandes modernes. En quelques mois, il a réduit le temps de réglage de 18% parce qu’il avait enfin les outils à la hauteur de sa réflexion.
Souvenez-vous des données : les opérateurs de presses plieuses sont regroupés dans des entreprises privées et ont tendance à y rester. Les annonces froides ne les délogent pas. Mais la consolidation de l’industrie, le vieillissement des propriétaires ou le sous-investissement chronique créent une insatisfaction silencieuse.
Le débauchage éthique n’est pas une chasse aux corps. C’est une cartographie des endroits où la compétence est bridée. Cherchez les ateliers dont la vente est évoquée, les propriétaires proches de la retraite sans succession, les installations utilisant encore des contrôles obsolètes sans plan de capitaux. Puis approchez discrètement avec une proposition de valeur claire : meilleures bibliothèques d’outillage, budgets de formation, soutien à la certification.
Vous ne promettez pas des tables de ping‑pong. Vous offrez une piste technique.
Il y a un risque ici. La loyauté agit dans les deux sens. Certains ne partiront jamais. Et si vous abordez cela de manière négligente, vous brûlez des ponts dans une communauté serrée. C’est un travail chirurgical, pas du recrutement de masse.
À éviter : messages de masse à chaque opérateur dans un rayon de 50 miles. À faire : approche ciblée auprès d’opérateurs hautement qualifiés dans des environnements stagnants, associée à un plan de développement concret.
“ Si l’embauche bon marché coûte plus cher que celle du professionnel qualifié, pourquoi les propriétaires intelligents répètent-ils l’erreur ? ”
Parce qu’ils recherchent la visibilité plutôt que l’accès.
Vous savez maintenant où apparaissent réellement les opérateurs compétents en réglage. Le problème suivant est plus ardu : une fois qu’ils sont dans votre vivier — étudiant, vétéran ou professionnel aguerri — comment distinguez-vous la vraie compétence du discours assuré avant qu’ils ne touchent votre matrice goulot d’étranglement ?
L’an dernier, un propriétaire d’atelier m’a appelé après qu’un nouvel embauché ait plié un outil progressif $4,800 au neuvième jour. L’opérateur affichait “ 7 ans d’expérience sur presse plieuse ” sur le papier. CV impeccable. Poignée de main assurée. Ce que personne n’avait fait, c’était de l’observer lire un plan, calculer une déduction de pliage et prouver un premier article avec des pieds à coulisse avant de le lâcher sur une presse goulot de 250 tonnes.
On ne vérifie pas la maîtrise du réglage avec un CV. On la vérifie comme on vérifie une pièce : on la mesure.
C’est le pivot. L’accès vous a donné des candidats qui pourraient être bons. L’audit d’atelier vous dit qui l’est réellement. Pas avec des questions de personnalité. Pas avec “ parle-moi d’une fois où ”. Avec une friction contrôlée et observable : mesure, calcul, logique de séquence et réglage en direct sous supervision. Si vous supprimez cette étape, vous embauchez de l’espoir — et l’espoir, c’est de la ferraille sur le compte de résultat.
Les certifications ont leur place. Le certificat de précision pour presse plieuse du FMA offre une bonne exposition, mais même eux précisent que ce n’est pas une licence professionnelle et qu’il n’implique pas la maîtrise. La formation des fabricants met l’accent sur la pratique concrète plutôt que sur les tests écrits. Parfait. Cet audit fait de même. Nous ne surtestons pas — nous reproduisons exactement la charge cognitive que votre goulot d’étranglement imposera.
À éviter : “ plus de 7 ans d’expérience ” sans démonstration technique. À embaucher : toute personne — certifiée ou non — capable de réussir des tests de réglage contrôlés et observables.
Si vous voulez filtrer selon la compétence, par où commencer ?
J’ai un jour demandé à un candidat pourquoi il avait quitté trois postes sur presse plieuse en quatre ans. Sa réponse : “ L’ingénierie foutait toujours les plans en l’air. Le matériau était toujours mauvais. La direction précipitait tout. ” Pas une seule phrase sur ce qu’il faisait pour maîtriser le résultat.
Sur une presse plieuse, maîtriser le résultat, c’est le travail.
Lors d’un entretien téléphonique de 20 minutes, je ne vérifie pas le charisme. Je cartographie la notion de responsabilité. Demandez : “ Décrivez-moi votre dernier mauvais premier article. Qu’est-ce qui n’allait pas et comment avez-vous corrigé ? ” Un opérateur connaissant les paramétrages parlera de variation du rayon intérieur, de direction du grain, de compensation du retour élastique, de changement d’outil, de recalcul de la tolérance de pliage. Des détails. Une séquence. Des chiffres.
Un appuyeur de bouton parle simplement de la personne qui lui a remis la mauvaise pièce à plat.
Les changements d’emploi comptent aussi. Non pas parce que la mobilité est mauvaise, mais parce que les schémas montrent si l’opérateur prend racine après avoir maîtrisé une machine ou s’il s’en va lorsque les réglages se compliquent. Rappelez-vous, 90% des opérateurs qualifiés travaillent dans des ateliers privés et y restent. Des durées chroniquement courtes indiquent souvent quelqu’un limité à exécuter, pas à réfléchir.
Ce n’est pas une question d’attitude. C’est une question de maturité cognitive sous pression.
Refus catégorique : “ Environnement dynamique ” et “ membre d’équipe adaptable ” sans histoire technique derrière. À embaucher : explication détaillée d’une erreur de calcul de pli et des mathématiques utilisées pour la corriger.
Ils savent parler. Très bien. Mais peuvent-ils mesurer ce qu’ils viennent de fabriquer ?
Remettez au candidat un coupon simple à deux plis et un jeu de pieds à coulisse. Ne le guidez pas. Dites simplement : “ Inspectez-le. ”
Vous en apprendrez plus en cinq minutes que lors de cinq entretiens.
Observez où vont ses yeux. Vérifie-t-il d’abord la longueur de la bride ? La dimension intérieure contre l’extérieure ? Confirme-t-il l’angle avec un gabarit avant d’attribuer l’erreur à la longueur ? Comprend-il qu’une erreur d’un degré peut fausser les dimensions linéaires selon la longueur de la bride ?
J’ai vu des opérateurs réussir les angles à l’œil et rater une tolérance de ±0,010 parce qu’ils ont mesuré sur la mauvaise surface. Ce n’est pas un problème de machine. C’est un problème de lecture de plan.
Les évaluations gratuites en ligne dans l’industrie révèlent régulièrement des lacunes dans les normes de plan Y14.5 et les calculs de tolérance de pli avant même le travail pratique. J’ai reproduit cela avec un court questionnaire écrit avant le test au pied à coulisse — déduction de pli de base, estimation de tonnage, orientation du grain. Cela renverse la confiance. Le candidat le plus bruyant est parfois celui qui oublie les fondamentaux.
Vous ne cherchez pas la perfection. Vous cherchez le processus. Règle-t-il les pieds à coulisse à zéro ? Met-il en doute le plan si une dimension s’empile mal ? Comprend-il l’accumulation des tolérances ?
Un opérateur de 3ᵉ année à $23 de l’heure peut coûter $6 de plus par heure, mais les pertes chutent à environ $50 par mois. Cette différence apparaît ici — dans la discipline de mesure.
Refus catégorique : mesure une fois, hausse les épaules, dit “ C’est proche ”. À embaucher : vérifie, recoupe, se réfère au plan et explique la variance.
Ils savent mesurer. Bien. Voyons maintenant s’ils savent réfléchir avant que le métal ne soit plié.
Placez un vrai plan de production sur la table. Quatre plis. Longueurs de brides mixtes. Dimension intérieure serrée. Posez une seule question : “ Expliquez-moi votre réglage. ”
Le silence est acceptable. Réfléchir est une bonne chose.
Un opérateur connaissant les réglages commencera par le type et l’épaisseur du matériau. Puis la sélection des outils — largeur de la matrice V par rapport à l’épaisseur, rayon intérieur cible. Ensuite le calcul du tonnage par pied pour éviter de surcharger la presse-plieuse. Puis la planification de la séquence afin d’éviter toute collision ou bride bloquée.
L’ordre compte parce que la physique compte.
Les guides de formation des principaux fabricants de freins sont clairs : même la lecture de plans de base et la mise en place sécurisée prennent des semaines, voire des mois, pour être assimilées. Les configurations complexes de CNC et les mises en place à forte tonnage prennent encore plus de temps. C’est précisément pour cela que ce test existe. S’ils ne l’ont pas encore intégré, vous le verrez ici — sans risquer la production.
Si vous voulez comparer cette courbe d’apprentissage aux capacités réelles des machines, téléchargez les brochures techniques CN-HAWE pour connaître les spécifications détaillées des presses plieuses CNC et des systèmes de tôlerie. Examiner la conception du châssis, les capacités de tonnage, les configurations de commande et les applications de pliage prises en charge permet de comprendre pourquoi la formation à la mise en place correcte n’est pas facultative — le matériel CNC 100% moderne est conçu pour la précision, mais il dépend toujours d’un opérateur qui maîtrise les fondamentaux.
Vous n’éliminez pas les apprenants. Vous distinguez les exécutants des penseurs. Un candidat qui dit : “ Je devrais confirmer l’allocation de pliage — voici comment je la calculerais ” mérite qu’on investisse en lui. Celui qui dit : “ La machine s’en charge ” ne le mérite pas.
Quand quelqu’un considère le contrôle comme de la magie, c’est un futur accident de matrice assuré.
Rejet catégorique : “ Je me contente de programmer ce que l’ingénierie me donne. ” À embaucher : il parcourt les calculs de déduction de pli et les risques de collision avant de toucher au contrôle.
Le papier et les discussions sont des environnements contrôlés. La production ne l’est pas. Alors, comment effectuer un test de pression sans risquer $10 000 en outillage ?
J’organise les entretiens de travail rémunérés sous forme de demi‑journées de mises en place supervisées sur des pièces non critiques. Pas des travaux de rebut — de vraies géométries, risque contrôlé. Nous limitons le tonnage, nous inspectons la première pièce ensemble et nous observons la prise de décision en conditions réelles.
Un opérateur que j’ai placé a ajusté la position de la butée arrière après avoir remarqué un léger flambage du matériau avant le premier pliage. Il a évité deux semaines d’arrêt dans son atelier suivant parce que cette pensée systémique s’est transférée dans la maintenance préventive et la standardisation de la mise en place. C’est ce que vous achetez.
À l’inverse, le candidat qui désactive les alarmes de tonnage parce que “ ça ira ” provoque des ruptures de matrice. C’est ce qui remet en cause l’alignement du coulisseau. C’est ainsi que les rebuts s’accumulent discrètement jusqu’à ce que quelqu’un accuse à nouveau le matériau.
Est‑ce excessif ? Pas comparé à un seul accident de matrice, un porte‑poinçon endommagé, ou un lot de 400 tôles mal pliées s’empilant derrière votre laser.
Vous dépensez quelques centaines de dollars pour un entretien de travail. C’est une assurance contre des dommages à cinq chiffres et des mois de désorganisation.
Si vous resserrez vos critères d’embauche, il vaut aussi la peine de tester sous contrainte les machines et les processus que ces opérateurs vont reprendre. Le portefeuille CNC‑basé 100% de CN‑HAWE couvre le pliage haut de gamme, la découpe laser, le rainurage, le cisaillage et l’automatisation de la tôlerie, soutenus par une R&D continue sur les presses plieuses et les équipements intelligents — afin que vous puissiez aligner la compétence de l’opérateur sur la capacité de l’équipement dès le premier jour. Pour discuter de la configuration des machines, des exigences de mise en place ou de l’évaluation de votre mix de production, vous pouvez contacter CN-HAWE pour entamer la conversation.
Rejet catégorique : refuse l’essai rémunéré ou résiste à l’inspection supervisée. À embaucher : accepte l’examen, explique ses décisions en temps réel et demande des retours.
L’accès a rempli votre vivier de candidats. L’audit de l’atelier protège votre goulot d’étranglement contre les embauches génératrices de rebuts.
Un autre risque surgit maintenant : une fois que vous avez enfin trouvé un opérateur qui maîtrise la mise en place, comment éviter qu’il reparte dans les 90 premiers jours ?
Vous les avez évalués. Vous les avez observés calculer le tonnage, planifier la séquence, inspecter la première pièce sans les tenir par la main. Vous avez enfin introduit du matériau de précision dans votre matrice goulot d’étranglement.
Et puis six mois plus tard, ils sont partis.
C’est la partie dont personne ne vous parle. Même un opérateur expérimenté en réglage partira si ses 30 premiers jours ressemblent à être jeté dans une presse de 200 tonnes sans observateur. La compétence leur a valu leur embauche. L’environnement décide s’ils restent.
Voici la vérité inconfortable : la plupart des départs au cours des 90 premiers jours ne sont pas liés au salaire. C’est le chaos la cause. Aucun standard d’outillage. Aucun réglage documenté. Aucune limite claire aux erreurs. Votre nouvelle recrue passe plus de temps à chercher les poinçons qu’à plier des pièces, et la pression retombe sur elle parce que “ c’est le nouvel expert ”.”
C’est comme ça qu’un bon acier se déforme.
“ Si l’embauche bon marché coûte plus cher que celle du professionnel qualifié, pourquoi les propriétaires intelligents répètent-ils l’erreur ? ”
Parce qu’ils pensent que l’embauche a résolu le goulot d’étranglement. Ce n’est pas le cas. Vous avez simplement déplacé le point de stress plus loin — dans l’intégration.
À proscrire : “ On les jette dedans pour voir s’ils coulent ou nagent. ” À adopter : une progression écrite sur 30 jours avec exposition définie, boucles de rétroaction et risque maîtrisé.
Alors, où ce protocole échoue‑t‑il généralement en premier ?
Votre meilleur opérateur peut plier une boîte complexe les yeux fermés. Il est incapable d’expliquer sa façon de penser.
Ce n’est pas un défaut de caractère. C’est de la mémoire musculaire.
J’ai filmé des opérateurs d’élite pendant les changements de série. La moitié d’entre eux perdent du temps à chercher des outils, ajuster leur posture, revérifier des brides auxquelles ils ne font pas confiance. Ils respectent quand même le temps de cycle parce qu’ils sont rapides. Mais quand une nouvelle recrue les observe, elle copie l’inefficacité en même temps que la compétence. Votre intégration multiplie alors les gaspillages cachés.
Votre “ meilleur gars ” a également construit au fil des ans des contournements — des raccourcis qui ne fonctionnent que parce qu’il connaît les caprices de la machine. La nouvelle recrue, elle, ne les connaît pas. Alors on lui dit : “ Monte un peu le tonnage ”, sans comprendre les limites de charge ni le risque de désalignement. C’est comme ça que les matrices se fissurent.
Ne faites donc pas de votre meilleur opérateur le formateur. Faites‑en le sujet d’étude.
Filmez son réglage. Cartographiez les étapes. Éliminez la recherche d’outils. Standardisez les emplacements de bridage. Documentez les calculs de tonnage. Transformez l’instinct en liste de vérification. Désormais, votre nouvelle recrue apprend un système, pas une personnalité.
Former, ce n’est pas suivre un héros. C’est installer un processus reproductible.
À proscrire : “ Reste avec Joe quelques semaines. ” À adopter : des fiches de réglage documentées, des changements de série filmés et un formateur capable d’expliquer les calculs — pas seulement de les exécuter.
Une fois que vous avez un système d’enseignement, quand les laissez‑vous enfin travailler sur l’acier ?
Deux semaines. Minimum.
Pas parce qu’ils sont incompétents. Parce que votre machine mérite du respect.
La première semaine n’est pas consacrée au pliage. C’est de l’observation et des manuels. Oui, des manuels. J’ai vu de bonnes recrues faire chuter la productivité parce qu’elles devinaient les paramètres de contrôle au lieu de comprendre l’interface. Un opérateur compétent en réglage qui ignore la logique spécifique de votre commande peut quand même mal séquencer un programme.
Laissez-les auditer le flux de travail. Où sont rangés les outils ? Combien de largeurs de matrice sont réellement utilisées ? Quel est le parcours de changement ? Un regard neuf repère les frictions que vos vétérans ne voient plus.
La deuxième semaine introduit l’exploitation contrôlée : plis simples, premiers articles supervisés, tonnage limité, pliage à l’air uniquement. Pas encore de pliage en fond de matrice. Le pliage en fond exige un contrôle précis du tonnage et une prédiction du retour élastique. On n’y improvise pas.
Au dixième jour, ils devraient vous expliquer pourquoi le choix d’une matrice en V modifie le rayon intérieur. S’ils ne peuvent pas l’enseigner, c’est qu’ils ne le possèdent pas encore complètement.
Vous ne retardez pas la productivité. Vous prévenez l’épuisement au bout de 90 jours qui survient quand on les blâme pour un système qu’ils n’ont pas conçu.
À éviter absolument : quotas de production complets dès la première semaine. À recruter : maîtrise des manuels, audit du flux de travail, puis pliage à l’air supervisé avant les travaux à fort tonnage.
Mais même une exposition contrôlée soulève la vraie question : que se passe-t-il lorsqu’ils commettent des erreurs ?
Toutes les erreurs ne se valent pas.
Plier un panneau inox cosmétique pour un client phare ? Tolérance zéro. Fabriquer des supports internes à tolérances larges ? C’est une voie d’apprentissage.
Désignez les pièces selon le niveau de risque, pas selon la panique du planning. Les premières affectations devraient être des composants pliés à l’air avec des tolérances indulgentes et peu de dépendances en aval. Pas d’empilements serrés. Pas de charges décentrées importantes. Pas de pliage en fond de matrice tant qu’ils n’ont pas démontré un calcul de tonnage reproductible sous supervision.
Ce n’est pas de la complaisance. C’est de la physique.
Lorsqu’une nouvelle recrue sait qu’il existe une zone de tolérance définie, le stress diminue. Elle se concentre sur le processus plutôt que sur la survie. Cette confiance se renforce. D’ici la quatrième semaine, vous élargissez le cadre : introduction de tolérances plus serrées, séquences plus complexes, et finalement pliage en fond contrôlé avec vérification documentée du tonnage.
La progression structurée prévient deux fléaux : la panique et l’ennui. Trop de pression, ils partent. Trop peu de croissance, ils partent aussi.
Le protocole de 30 jours ne vise pas à les ralentir. Il démontre que votre atelier fonctionne grâce à des systèmes, pas à des exploits individuels. Les opérateurs qualifiés restent là où le processus les protège.
À éviter absolument : “ Tout est urgent. ” À recruter : affectations de pièces selon le niveau de risque, progression documentée et limites explicites sur ce qu’ils ne sont pas encore censés exécuter.
Vous avez sélectionné pour la maîtrise des réglages. Vous l’avez protégée par la structure.
Voici maintenant la bifurcation stratégique : quand est-il plus logique de développer cette compétence en interne plutôt que de la chercher sur le marché ?
Vous avez construit le système. Vous pouvez enseigner la maîtrise de la configuration sans miser sur des exploits héroïques.
Voici la vraie question : quand cessez-vous de chasser une licorne pour commencer à en fabriquer une ?
Voici la réponse peu évidente : le point d’équilibre n’a rien à voir avec les salaires. Il dépend de l’offre du marché. Lorsque le marché externe ne peut plus fournir de manière régulière des opérateurs maîtrisant la configuration dans votre fenêtre de survie de 90 jours, chaque mois supplémentaire passé à “ chercher ” devient de la ferraille sur votre compte de résultats.
Regardez la réalité de la longévité. La plupart des opérateurs de ce secteur ont moins de deux ans d’expérience effective. Les vétérans dotés d’un instinct profond pour la configuration sont des anomalies statistiques. Si votre plan de recrutement repose sur un flux constant d’experts « plug‑and‑play », vous bâtissez une stratégie autour d’un vivier de main-d’œuvre qui existe à peine. Ce n’est pas de l’optimisme. C’est du déni déguisé en patience.
Tracez donc une ligne dans le sable : si vous avez mené trois recherches sérieuses, audité correctement les candidats, et que vous ne parvenez toujours pas à embaucher quelqu’un capable d’expliquer les calculs de tonnage sans deviner, le marché a parlé. Cessez de nourrir la matrice d’étranglement avec du matériau déformé.
À recruter : un parcours de développement interne de 6 à 9 mois avec des jalons définis. À éviter : “ Gardons simplement l’annonce en ligne et voyons qui mordra. ”
Parce que si vous ne pouvez pas acheter la compétence à un prix viable, il ne vous reste qu’une option — la construire.
Prenons un cas hypothétique. Vous avez un ouvrier général fiable à $18 de l’heure. Arrive en avance. Lit correctement les plans. Aucune expérience sur presse plieuse.
Vous investissez 200 heures de formation structurée sur six mois — accompagnement sous votre système documenté, pliage à l’air supervisé, premières pièces contrôlées. Pendant cette phase de montée en puissance, supposez un ralentissement de productivité prudent : vous absorbez peut‑être un peu de temps de supervision et des cycles plus lents.
Comparez cela à l’alternative : un recrutement externe qui s’épuise au bout de quatre mois. Frais de recrutement. Heures supplémentaires pour combler les absences. Rebuts dus à des configurations précipitées. L’hémorragie invisible.
Un opérateur de 3e année à $23 de l’heure peut coûter $6 de plus par heure, mais les pertes chutent à environ $50 par mois. Ce $6 de plus à l’heure entame à peine votre marge, car il est compensé par moins de matrices fissurées, moins de flans refaits, moins de supervision. L’augmentation paraît coûteuse sur la paie. Elle est invisible sur les bénéfices.
Voici le levier que la plupart des propriétaires manquent : ciblez d’abord la maîtrise de la programmation CNC. Pas “ devenir meilleur ”. La compétence en programmation génère une prime salariale parce qu’elle démultiplie la machine. Un opérateur capable d’ajuster les séquences, d’optimiser l’ordre des plis et de prévoir le retour élastique n’est plus limité à appuyer sur des boutons — il contrôle le débit global.
À refuser : “ Nous allons juste leur apprendre à faire tourner des pièces. ” À recruter : un plan écrit allant d’opérateur à programmeur, avec une progression salariale attachée.
Mais voici le piège : que se passe‑t‑il lorsque vous les formez… et qu’ils atteignent un plafond ?
Sur le papier, jumeler un opérateur novice à un vétéran sur le point de partir semble parfait. Transférer le savoir. Préserver la logique empirique. Tout le monde y gagne.
Sauf que la plupart des ateliers n’ont pas réellement une réserve de maîtres de presse avec 20 ans d’expérience prêts à former. Les opérateurs de longue durée sont rares. Fonder votre plan de croissance sur une démographie en voie de disparition revient à bâtir un planning de production autour d’une machine que vous avez déjà vendue l’an dernier.
Changez donc de modèle.
Au lieu de “ apprendre auprès de l’ancien maître ”, pensez plutôt “ apprendre sous le processus documenté, révisé par votre meilleur penseur ”. Le vétéran devient un éditeur, non un tuteur permanent. Il valide les calculs de tonnage. Il critique les configurations. Il teste la logique sous pression. Le système, lui, assure l’enseignement quotidien.
Cette distinction est importante parce qu’elle s’étend à grande échelle. Un opérateur expérimenté peut évaluer trois opérateurs en formation si le processus est standardisé. Sans documentation, il peut à peine en former un seul.
À éviter : “ Reste avec Joe jusqu’à sa retraite. ” À privilégier : configurations enregistrées, listes de contrôle et séances d’examen structurées où les calculs sont expliqués à voix haute.
Mais même si vous formez vos propres talents et transférez les connaissances correctement, pourquoi vos meilleurs employés quittent-ils quand même des ateliers propres pour celui d’à côté ?
Les meilleurs opérateurs ne démissionnent pas d’abord parce qu’ils sont mécontents. Ils le font parce qu’ils ont le choix.
Un opérateur de presse plieuse qualifié connaît la différence entre une commande fatiguée et une moderne. Il sait quand les butées arrière dérivent. Il ressent les incohérences hydrauliques dans ses poignets. Travailler sur un équipement obsolète n’est pas seulement pénible — cela limite sa progression.
Si le marché du travail classe le travail de presse plieuse comme de la “ production ”, mais que vous souhaitez le maintenir comme un “ métier qualifié ”, votre équipement doit refléter cette distinction. Investir dans des commandes modernisées, des systèmes d’outillage de précision, des capacités de programmation hors ligne — ce ne sont pas des achats de prestige. Ce sont des piliers de fidélisation.
L’investissement dans la formation et la spécialisation de l’équipement vont de pair. Lorsqu’un opérateur voit que vous modernisez la cellule, il y perçoit un engagement envers son plafond technique. Lorsqu’il vous voit rafistoler un contrôle vieux de 20 ans avec du ruban adhésif, il met à jour son CV.
À éviter : promouvoir la “ progression de carrière ” sur des machines qui limitent l’expression des compétences. À privilégier : mises à niveau de capital alignées sur votre échelle de formation interne.
Voici la perspective que je veux que vous gardiez en tête.
Votre presse plieuse est la matrice goulot d’étranglement de toute l’opération. Si vous la remplissez de recrutements bâclés, la pression monte, les pièces se déforment et votre ligne se bat contre elle-même. Fournissez-lui un matériau ajusté avec précision — des opérateurs formés dans un système, sur un équipement à la hauteur de leurs compétences — et la pression se transforme en rendement.
Le point mort n’est pas une date sur une feuille de calcul. C’est le moment où vous acceptez que le marché ne réglera pas pour vous votre problème de maîtrise technique.
Quand cela devient clair, vous cessez de demander : “ Qui pouvons-nous embaucher ? ”
Et vous commencez à demander : “ Quelle capacité fabriquons-nous ensuite ? ”


















