

Er steht hinten an der Gesenkbiegepresse, die Arme zittern, während er ein 4×8-Blech aus 10-Gauge in Position führt, während der erfahrene Bediener das Pedal betätigt. Nach acht Stunden hat er die Steuerung noch nicht berührt. Er geht nach Hause, erschöpft, und sagt sich: “Ich lerne.”
Was genau lernt er?
Ich sehe das seit zwanzig Jahren. Ein Neuling begleitet den schnellsten Bediener in der Werkstatt. Der Veteran steht unter Druck, 120 Teile pro Stunde zu schaffen. Also lädt der Junge, dreht, stapelt, fegt. Wenn Zeit bleibt, hört er vielleicht: “Stell deinen Hinteranschlag auf 3,742.” Keine Erklärung, warum 3,742 statt 3,750. Kein Gespräch über Biegekürzung, Rückfederung oder Tonnagentabellen.
Nach zwölf Monaten kann derselbe Junge “die Presse bedienen”. Bis sich die Zeichnung ändert.
Zertifizierung verkürzt dieses Jahr, weil sie mit der Mathematik beginnt, von der auf dem Werkstattboden angenommen wird, dass du sie irgendwie durch Osmose aufnimmst: wie man die Biegezulage berechnet, wie die Materialdicke deinen Innenradius verändert, wie man eine Tonnagentabelle liest, bevor man überhaupt das Pedal betätigt. Es ist der Unterschied zwischen einem Pizzakarton „nach Gefühl“ zu falten und genau zu wissen, wo die Falz liegen muss, damit der Deckel schließt.
Ein Weg ist Wiederholung. Der andere ist Verständnis. Welcher, glaubst du, überlebt, wenn die Arbeit nicht routinemäßig ist?

Stell dir eine $250,000-Gesenkbiegepresse wie eine geladene Schusswaffe vor. Der Veteran hat sie jahrelang bedient. Er ist schnell. Selbstbewusst. Ein wenig gelangweilt.
Jetzt stell dir vor, er ist für die Produktion und für dein “Training” verantwortlich.
Wenn sich die Aufträge stapeln, verliert das Training. Du wirst zur Materialhandhabung. Das ist keine Grausamkeit; das ist Wirtschaft. Das Unternehmen berechnet deinen Lohn mit $18 pro Stunde, während die Maschine Teile im Wert von $140 pro Stunde produzieren muss. Niemand verlangsamt das für eine Geometriestunde.
Also lernst du Bruchstücke. Einen Trick zum Säumen von dünnem Edelstahl. Eine Abkürzung bei der Hinteranschlag-Einstellung. Aber du setzt dich nie mit einer Zeichnung hin und leitest die Abwicklungslänge aus den Grundlagen ab. Niemand erklärt dir, warum Luftbiegen von 0,125-Zoll-Weichstahl mit einer 1-Zoll-V-Matrize einen vorhersehbaren Innenradius ergibt. Sie sagen dir nur: “Nimm die Ein-Zoll-Matrize. Die benutzen wir immer.”
Schrotttonnen-Check: Wenn dein “Trainingstag” endet und du nicht erklären kannst, warum sich ein Maß nach dem Biegen verändert hat, hast du nichts gelernt – du hast bloß Stahl bewegt.

Hier ist eine Zahl, die dich innehalten lassen sollte: Jedes Jahr passieren in den USA immer noch Hunderte von Amputationen durch Gesenkbiegepressen – trotz moderner Schutzvorrichtungen. Nicht theoretisch. In echten Werkstätten.
Und nun kommt noch hinzu: Untersuchungen zeigen, dass die meisten schweren Verletzungen in Bereichen geschehen, in denen die Standardschutzvorrichtungen keinen vollständigen Schutz bieten – oft, weil Bediener sie unter Produktionsdruck umgehen oder deaktivieren.
Schattenlernen bedeutet, dass du die Kultur übernimmst, in die du hineinkommst. Wenn der Veteran eine Lichtschranke abklebt, um bei einem Kurzlauf Zeit zu sparen, siehst du das. Wenn er das Pedal gedrückt hält, während er in den Werkzeugbereich greift, weil “ich das seit 15 Jahren mache”, siehst du das auch. Kein schriftliches Protokoll. Keine formale Gefährdungsanalyse. Nur Gewohnheit.
Gute Zertifizierungsprogramme üben Null-Toleranz-Regeln ein, bevor du dich der Maschine überhaupt näherst: Handpositionierung, Prüfung der Schutzvorrichtungen, Abschaltverfahren, Bewusstsein für Quetschstellen. Sie gehen nicht davon aus, dass du das “schon lernst”.”
Und hier kommt der unangenehme Teil: Der Kontakt mit schlechten Gewohnheiten macht dich nicht härter. Er normalisiert lediglich das Risiko – bis zu dem Tag, an dem es dich drei Finger und $186,000 an lebenslangen Lohnausfällen kostet.
Schrotttonnen-Check: Wenn eine Abkürzung dir im Unterricht eine Verwarnung, auf dem Werkstattboden aber ein anerkennendes Nicken einbringt, wirst du in Haftungsrisiken, nicht in Kompetenz trainiert.
Lassen Sie uns über Geld sprechen, so wie es Ladenbesitzer tun.
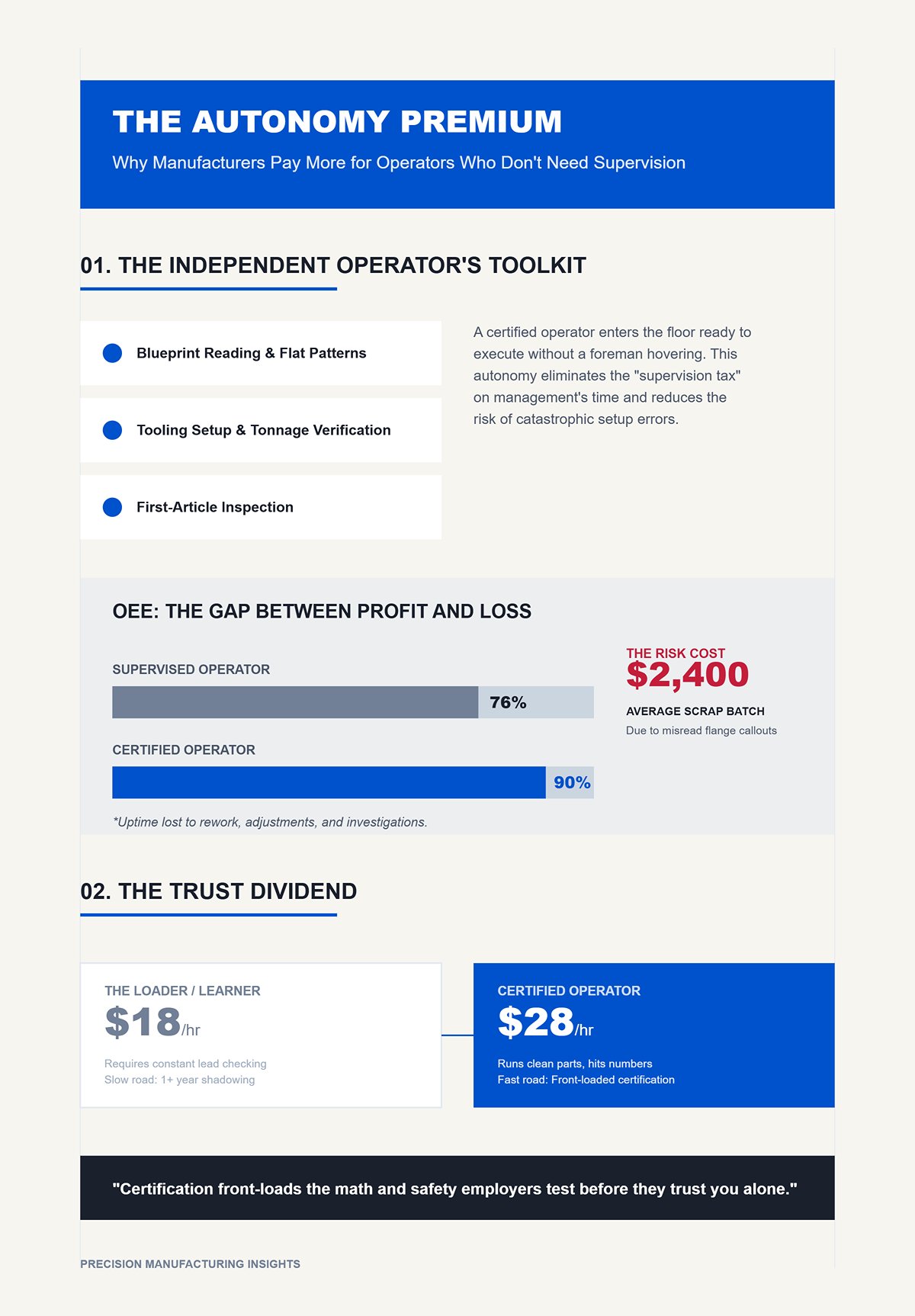
Ein zertifizierter Bediener kommt herein und kann einen Plan lesen, Flachmuster berechnen, Werkzeuge einrichten, Tonnage verifizieren und die Erstmusterprüfung durchführen, ohne dass ein Vorarbeiter danebensteht. Das bedeutet weniger Einrichtungsfehler. Weniger abgestürzte Stempel. Weniger $2,400 Schrottchargen, weil jemand einen Flanschhinweis falsch gelesen hat.
Hochleistungshersteller, die Sicherheit und Schulung gut integrieren, erzielen deutlich niedrigere Unfallraten und eine höhere Gesamtanlageneffektivität. Das ist keine Wohltätigkeit. Das ist Betriebszeit. Eine Maschine, die 90% der Schicht Teile produziert, schlägt eine, die wegen Nacharbeit, Anpassungen oder Untersuchungen bei 76% stillsteht.
Also, wer bekommt die Gehaltserhöhung?
Der Bediener, der bei jedem Aufbau einen Vorgesetzten braucht – oder derjenige, der saubere Teile produziert, die Zahlen erreicht und nicht mit den Versicherungsprämien des Unternehmens spielt?
Mitlaufen könnte Sie irgendwann dorthin bringen. Ein Jahr. Vielleicht mehr. Eine Zertifizierung vermittelt vorab die Zeichnungsberechnungen und Sicherheitsprotokolle, die Arbeitgeber tatsächlich testen, bevor sie Ihnen allein vertrauen.
Und wenn Vertrauen das ist, was einen $18-pro-Stunde-Lader in einen $28-pro-Stunde-Bediener verwandelt, warum sollten Sie den langsamen Weg wählen?
Ich sah einen 22-Jährigen während einer Zertifizierungsprüfung mit einem Taschenrechner in der Hand und einem Plan auf dem Tisch erstarren. Der Prüfer hatte die Abkantpresse noch nicht einmal eingeschaltet. Erste Aufgabe: Berechnen Sie die Flachlänge für einen 90-Grad-Biegewinkel in 0,125 Zoll Weichstahl, Luftgebogen in einer 1-Zoll-V-Matrize. Kein Raten. Zeigen Sie den Biegezuschlag. Geben Sie den K-Faktor an. Erklären Sie dann, woher die Zahlen stammen.
Das ist der Teil, den Anfänger auf dem Werkstattboden nie sehen.
Sie denken, der Test besteht darin, ob Sie den Flansch im Winkel halten können, während jemand anderes das Pedal betätigt. Das ist er nicht. Arbeitgeber prüfen drei unsichtbare Fähigkeiten, bevor sie Ihnen jemals eine $250,000-Maschine anvertrauen: Können Sie die Biegeberechnung ohne Stammeswissen durchführen, können Sie beweisen, dass Sie Werkzeuge nicht überlasten, und können Sie einen Plan lesen, ohne zu fragen, was diese Linie bedeutet?
Wenn Sie diese nicht auf Papier und bei der Einrichtung vorführen können, behebt zwölf Monate Mitlaufen das nicht. Es verzögert nur den Moment, in dem jemand es herausfindet.
Nehmen Sie dasselbe 0,125-Zoll-Teil. Der Innenradius entspricht ungefähr der Materialdicke beim Luftbiegen in einer 1-Zoll-Matrize. Also etwa 0,125 Zoll Radius. Formel für den Biegezuschlag: BA = (Winkel in Bogenmaß) × (Innenradius + K × Dicke).
Wenn Sie nicht wissen, was K ist, ist das Ihr erstes Warnsignal. Der K-Faktor ist das Verhältnis, das angibt, wo die neutrale Achse während des Biegens im Material liegt – im Grunde genommen, welche Fasern sich dehnen und welche sich zusammendrücken. Beim Luftbiegen von Weichstahl liegt ein üblicher Ausgangs-K-Faktor je nach Werkzeug und Material bei etwa 0,33 bis 0,42. Zertifizierungsprogramme lassen Sie beide berechnen und verstehen, warum.
Auf dem Werkstattboden hören Sie: “Nimm einfach 3,742. Das hat beim letzten Mal funktioniert.”
Aber Sie setzen sich nie mit einem Plan hin und leiten die Flachlänge aus den Grundlagen ab. Sie übernehmen Zahlen wie abgelegte Handschuhe und hoffen, dass sie passen.
In einer formalen Fähigkeitsprüfung bestehen Sie nicht, weil Sie etwas annähernd gebogen haben. Sie bestehen, weil Sie berechnen, schneiden, biegen, messen, anpassen und dokumentieren – oft mehrfach unter Aufsicht. Drei erfolgreiche Durchläufe. Zwei Prüfungen pro Durchlauf. Der Ausbilder unterschreibt mit. Diese Wiederholung ist kein zufälliges Mitlaufen; es ist gezielte Validierung einer Kompetenz: Können Sie das Ergebnis vorhersagen, bevor Sie das Pedal betätigen?
Das ist der Unterschied zwischen dem Falten einer Pizzabox nach Gefühl und dem genauen Wissen, wo die Falte sitzen muss, damit der Deckel bündig schließt.
Schrottbehälter-Kontrolle: Wenn sich Ihr Flachmuster ändert und Ihre einzige Erklärung lautet “Die Maschine muss aus sein”, dann raten Sie – und Raten verwandelt $320 Bleche in Schrott.
Lassen Sie uns konkret werden.
Eine 10-Fuß-Abkantpresse mit einer Nennleistung von 100 Tonnen. Sie laden eine schmale V-Matrize und entscheiden, 0,250-Zoll-Stahl über die volle Länge zu biegen, weil “sie das schon schaffen sollte”. Sie haben die Tonnagetabelle nicht überprüft. Sie haben die Tonnen pro Fuß nicht berechnet.
Hier ist der Mechanismus: Die erforderliche Tonnage steigt, wenn sich die Matrizöffnung verringert und die Materialstärke zunimmt. Verdoppeln Sie die Dicke, und die Tonnage verdoppelt sich nicht brav – sie steigt schnell an. Überlasten Sie das Werkzeug, und das Erste, was nachgibt, ist oft der Stempel. Ein gebrochener Präzisionsstempel kann $1.800 kosten. Beschädigen Sie den Stößel? Dann sprechen wir von Stillstandszeiten in Tagen und Reparaturrechnungen über $12.000.
Die Zertifizierung zwingt Sie dazu, Tonnagetabellen zu lesen und Tonnen pro Fuß vor dem Aufbau zu berechnen. Sie lehrt Sie, dass die Maschinenbewertung über die volle Länge unter bestimmten Bedingungen gilt – kein Freibrief. Sie verankert die Gewohnheit: Materialart, Dicke, Matrizenbreite, Biegelänge, dann Tonnageberechnung. In dieser Reihenfolge.
Beim Zuschauen werden Schritte übersprungen, weil der erfahrene Mitarbeiter bereits die sicheren Kombinationen “kennt”. Aber Wissen in seinem Kopf überträgt sich nicht in Ihren, nur weil Sie zugesehen haben, wie er eine Matrize wechselt.
Und genau das testen Arbeitgeber still und leise: Denken Sie reaktiv – Probleme beheben, nachdem es laut geknallt hat – oder proaktiv, wie ein Knotenpunkt in der Qualitätskontrolle, der Konstruktion und Fertigung verbindet? Letzteres bekommt die Gehaltserhöhung.
Schrottbehälter-Kontrolle: Wenn Sie Werkzeuge auswählen, bevor Sie die Tonnage berechnen, spielen Sie mit Ausrüstung, die mehr kostet als Ihr Haus.
Eine Zeichnung landet auf Ihrem Tisch. Vier Biegungen. Unterschiedliche Winkel. Ein Flansch von außen bemessen, ein anderer von innen. Toleranz ±0,015.
Der erfahrene Mitarbeiter sagt: “Biege zuerst die beiden Seiten, dann die Säume.”
Das ist Anweisungen-Befolgen. Nicht Blaupausenübersetzung.
In Zertifizierungsumgebungen müssen Sie die Zeichnung selbst interpretieren – Biegereihenfolge, Bezugskannten, Innen- vs. Außenmaße identifizieren und verstehen, wie jede Biegung die nächste Messung beeinflusst. Sie prüfen Ihr eigenes Erststück. Sie dokumentieren Abweichungen. Sie korrigieren sie, ohne dass jemand danebensteht.
Warum so streng?
Weil bei einem echten Produktionslauf niemand neben Ihnen steht und erklärt, dass der 2,000-Zoll-Flansch ein Außenmaß ist, das bereits die Biegekürzung berücksichtigt. Lesen Sie das einmal falsch bei einer Charge von 200 Teilen aus 14-Gauge-Edelstahl zu $42 pro Rohling, und Sie haben gerade $8.400 vor dem Mittagessen in den Schrottbehälter geschickt.
Und hier ist die unbequeme Wahrheit: Viele Maschinenfehler entstehen nicht durch schwache Mathematik. Sie entstehen durch Stress. Mehrere Prioritäten. Ein 40-Pfund-Teil in Ihren Händen. Eine Frist, die Ihnen im Nacken sitzt. Zertifizierungsprogramme simulieren diesen Druck mit zeitgesteuerten Fertigkeitsprüfungen und erforderlicher Dokumentation, damit Arbeitgeber sehen, ob Sie klar denken können, während die Uhr läuft.
Stellen Sie sich nun vor, er ist für die Produktion und für Ihre “Schulung” verantwortlich. Denken Sie, er bremst, um zu prüfen, ob Sie eine Toleranzaufhäufung selbstständig interpretieren können? Oder erklärt er einfach die Reihenfolge und hält die Teile in Bewegung?
Arbeitgeber kennen die Antwort. Deshalb suchen sie nach Nachweisen, dass Sie bereits getestet wurden.
Wenn diese drei Fähigkeiten messbar sind – berechnete Biegemathematik, verifiziertes Tonnageurteil, unabhängige Zeichnungsinterpretation – dann ist die eigentliche Frage nicht, ob sie wichtig sind. Sondern wie ein strukturiertes Programm sie innerhalb von Wochen lehrt und prüft, anstatt zu hoffen, dass Sie sie in einem Jahr aufnehmen.
| Aspekt | Blaupausenübersetzung | Einfaches Befolgen mündlicher Anweisungen |
|---|---|---|
| Definition | Eigenständiges Interpretieren technischer Zeichnungen, Biegefolgen, Toleranzen und Maßreferenzen | Ausführen der Arbeitsschritte genau nach den Anweisungen einer anderen Person |
| Entscheidungsfindung | Bestimmt Biegereihenfolge, Bezugskanten, Innen- vs. Außendimensionen und Auswirkungen auf die Messung | Verlässt sich auf eine andere Person, um die richtige Reihenfolge vorzugeben |
| Verantwortung | Prüft das Erstmuster, dokumentiert Abweichungen, korrigiert Fehler selbstständig | Wartet auf Anleitung oder Korrektur durch andere |
| Erwartung an die Arbeitsumgebung | Erforderlich in Zertifizierungs- und realen Produktionsumgebungen | Üblich bei informeller oder praxisbegleitender Einarbeitung |
| Fehlerrisiko | Falsches Ablesen von Maßen (z. B. Außendimension inklusive Biegeabschlag) kann teuren Ausschuss verursachen | Geringeres unmittelbares Risiko, wenn die Anweisungen korrekt sind, aber begrenzte Kompetenzentwicklung |
| Finanzielle Auswirkung | Beispiel: Falsches Ablesen eines 2.000-Zoll-Flansches bei 200 Teilen zu jeweils $42 = $8.400 Ausschussverlust | Abhängig von der Genauigkeit des Ausbilders; der Bediener versteht möglicherweise die finanziellen Folgen nicht |
| Umgang mit Stress | Erfordert klares Denken unter Zeitdruck, Terminen und körperlicher Belastung | Weniger kognitive Belastung, wenn Entscheidungen von außen vorgegeben werden |
| Fähigkeitsbewertung | Gemessen durch zeitlich begrenzte Tests, Dokumentation, Biege-Mathematik und Tonnage-Überprüfung | Selten formell bewertet |
| Arbeitgeberperspektive | Zeigt nachgewiesene Kompetenz und selbstständige Leistungsfähigkeit | Zeigt die Fähigkeit, Anweisungen zu befolgen, aber nicht unbedingt Zeichnungen zu interpretieren |
| Schulungsergebnis | Strukturierte Programme vermitteln und bewerten Fähigkeiten effizient innerhalb von Wochen | Ohne strukturierte Bewertung kann die Aufnahme der Fähigkeiten ein Jahr oder länger dauern |
Am ersten Morgen einer formellen Abkantpressen-Zertifizierung berührt man die Maschine nicht.
Man sitzt an einem Tisch mit einer Zeichnung, einem Taschenrechner und einer Tonnagetabelle. Der Ausbilder sagt: “Leiten Sie die flache Länge ab. Zeigen Sie Ihre Annahme zum K-Faktor. Berechnen Sie nun Tonnen pro Fuß.” Wenn Ihre Mathematik falsch ist, dürfen Sie nicht “einfach mal probieren”. Sie korrigieren zuerst die Berechnung.
Diese Reihenfolge ist nicht theoretisch. Sie spiegelt genau wider, wie ein kompetenter Bediener denkt: Zeichnung → Mathematik → Werkzeug → Tonnage → Einrichtung → Lauf → Inspektion. Ein strukturiertes Programm trainiert diese Abfolge, bis sie automatisch abläuft. Auf dem Werkboden läuft das Lernen umgekehrt: zuerst die Maschine, die Erklärung später – wenn Zeit bleibt.
Hier liegt der Mechanismus der Kompression. Anstatt sechs Monate zu warten, um zufällig auf ein Dünnblech-Luftbiegen, einen dickplattigen Bottoming-Vorgang oder einen Edelstahlflansch mit enger Toleranz zu stoßen, werden diese Szenarien im Lehrplan bewusst und mit steigender Schwierigkeit geplant. Jedes Szenario wird ausgewählt, um eine bestimmte Berechnung oder Sicherheitsentscheidung zu erzwingen. Man hofft nicht, dass Erfahrung zufällig passiert – das Programm erzeugt sie gezielt.
So beginnen Wochen, ein Jahr zu ersetzen.
Doch was ist genau der Unterschied zwischen einem Klassenraum und einer Ausbildung, der das möglich macht?
Eine typische Ausbildung kann drei bis fünf Jahre dauern. Man wird bezahlt, rotiert durch Arbeitsbereiche und nimmt langsam Muster auf. Das funktioniert. Ich habe Männer ausgebildet, die diesen Weg gegangen sind und eine fehlgerichtete Matrize hören konnten, bevor ich sie sehen konnte.
Aber sieh genau hin, wie sich ihr Wissen gebildet hat.
Sie sahen immer wieder dieselben Materialien. Dieselben Matrizensätze. Dieselben Produktfamilien. Ihre “Erfahrung” ist tief, aber eng. Wenn eine neue Legierung oder eine servoelektrische Bremse auftaucht, raten sie wieder – nur mit mehr Selbstvertrauen.
Strukturierte Zertifizierung greift die blinden Flecken direkt an. Bevor du jemals einen Stößel betätigst, deckst du ab:
Und es ist nicht nur Vortrag. Du berechnest die Biegezulage für 0,125 Zoll Baustahl in einer 1‑Zoll‑V-Matrize. Dann wechselst du zu Edelstahl. Dann zu Aluminium. Du siehst, wie sich Annahmen zum Innenradius ändern. Du verteidigst deine Zahlen laut.
“Was genau lernst du.”
Das ist der Unterschied. Lehrstellen geben dir Stunden. Zertifizierung definiert Kompetenzen. Du gehst nicht weiter, weil Zeit vergangen ist; du gehst weiter, weil du gezeigt hast, dass du das Ergebnis vor dem Betätigen des Pedals vorhersagen kannst.
Ausschussbehälter‑Prüfung: Wenn dein Ausbildungsprotokoll die Zeit in der Nähe einer Maschine misst, statt der Probleme, die du jetzt selbstständig lösen kannst, zählst du Schatten, keine Fähigkeiten.
Aber Mathematik auf Papier ist sicher. Produktion ist es nicht. Wie bereitet dich also ein kurzes Programm auf Druck vor, ohne Edelstahl im Wert von $8.400 in den Müll zu werfen?
| Aspekt | Lehrberufe (praktische Stunden) | Strukturierte Zertifizierung (Theorie im Unterricht + definierte Praxis) |
|---|---|---|
| Typische Dauer | Drei bis fünf Jahre | Kürzere, kompetenzbasierte Programme |
| Lernmodell | Bezahlte Arbeit, Jobrotation, allmähliche Musteraufnahme | Strukturierter Lehrplan vor der Maschinenbedienung |
| Wissenstiefe | Tief, aber eng (gleiche Materialien, Werkzeugsätze, Produktfamilien) | Breit und systematisch über Materialien, Werkzeuge und Maschinentypen hinweg |
| Anpassungsfähigkeit an neue Technologie | Kann sich auf Raten verlassen, wenn neue Legierungen oder servo-elektrische Bremsen auftauchen | Geschult, neue Variablen anhand von Theorie und Berechnungen zu analysieren |
| Kerntechnischer Fokus | Erfahrungsbasierte Wiederholung | Neutralachsen-Theorie, K-Faktor-Verschiebungen, Tonnage-Berechnung, Maschinengrenzen |
| Sicherheitsschulung | Durch Werkstatterfahrung erlernt | Formale Schulung zu Lichtvorhängen, Laserschutz, Zweihandsteuerungen, Verriegelungsverfahren |
| Mathematik & Berechnungen | Oft gedächtnisbasiert oder informell erlernt | Biegezuschlagsberechnungen für Baustahl, Edelstahl, Aluminium; Ergebnisse mündlich verteidigen |
| Fortschrittskriterien | Aufstieg basierend auf Zeit und angesammelten Stunden | Aufstieg basierend auf nachgewiesenen Kompetenzen |
| Messung des Wachstums | Verbrachte Zeit in Maschinennähe | Probleme eigenständig gelöst und Ergebnisse genau vorhergesagt |
| Risikovorbereitung | Tatsächliche Produktionserfahrung, potenziell kostspielige Fehler | Simulierte Problemlösung vor dem Druck der Live-Produktion |
Eine Abkantpresse in der Produktion ist eine geladene Waffe $250,000. Fristen drängen. Vorgesetzte beobachten. Jemand wartet weiter unten in der Produktionskette auf Ihre Teile. Genau in diesem Druck schleichen sich Abkürzungen ein – Schutzvorrichtungen umgangen, Presskraft nicht überprüft, “wird wohl passen.”
Trotz moderner Sicherheitstechnologie treten jedes Jahr in Werkstätten, in denen die Wartung nachlässt oder die Produktion das Protokoll übergeht, Hunderte schwerer Unfälle mit Abkantpressen auf. Das passiert nicht, weil Menschen kein Metall biegen können. Es passiert, weil sie die Sicherheitsabfolge nie so lange geübt haben, bis sie zur reflexhaften Handlung geworden ist.
In Zertifizierungslabors ist die Umgebung bewusst kontrolliert. Sie verarbeiten begrenzte Mengen. Sie müssen:
Überspringen Sie einen Schritt, stoppt Sie der Ausbilder sofort. Nicht, weil er Papierarbeit liebt. Sondern weil Wiederholung unter Aufsicht prozedurales Gedächtnis aufbaut. Wenn Sie später unter realem Produktionsdruck stehen, greift Ihr Körper automatisch auf die eingeübte Abfolge zurück, statt in Panik zu verfallen.
Und hier ist der entscheidende Punkt: kontrolliert bedeutet nicht einfach.
Zeitbegrenzte Bewertungen simulieren Fristendruck. Sie haben vielleicht 45 Minuten, um einen neuen Plan zu interpretieren, Werkzeuge auszuwählen und ein Teil mit ±0,015 Toleranz herzustellen. Niemand gibt Ihnen die Biegeabfolge vor. Wenn Sie Innen- und Außendimensionen falsch interpretieren, merken Sie die Konsequenz sofort – nur ohne ein $320-Blech zu zerstören.
Zertifizierung erfordert jetzt auch regelmäßige Erneuerung – oft alle zwei Jahre mit Modulen zu Laserschutz oder servomotorischen Steuerungen. Das sagt Ihnen etwas Wichtiges: Das Versprechen ist nicht “einmal lernen und dann ausruhen”. Es heißt: “Erreichen Sie schnell ein einstellungsbereites Kompetenzniveau und aktualisieren Sie es dann, sobald sich die Technologie weiterentwickelt.” Die Verdichtung gilt für die Einstiegsbereitschaft, nicht für lebenslange Beherrschung.
Kontrolle des Ausschussbehälters: Wenn Sie darauf verzichten, Ihr Erstteil zu dokumentieren, weil “es aussieht, als wäre es richtig”, üben Sie die gleiche Abkürzung, die in der realen Welt zu Verletzungen und Ausschussergebnissen im fünfstelligen Bereich führt.
Also wenn strukturierte Programme Mathematik, Maschinenlimits und Sicherheit unter kontrolliertem Stress einüben, warum interessiert sich der Personalchef tatsächlich für das Zertifikat selbst und nicht einfach für dein Wort?
Jetzt stell dir vor, er ist für die Produktion und für dein “Training” verantwortlich.
Er hat 600 Teile bis Freitag fällig. Sein leitender Bediener ist bereits überlastet. Er kann entweder einen neuen Mitarbeiter drei Monate lang betreuen oder jemanden einsetzen, der bereits in Biegemathe, Tonnagelimits und unabhängigem Zeichnungslesen getestet wurde.
Ein anerkanntes Zertifikat sagt ihm drei ganz bestimmte Dinge:
Es ist eine Validierung durch Dritte. Nicht dein Onkel, der sagt: “Er ist ziemlich gut.”
Personalchefs priorisieren zunehmend Zertifizierungen, die mit Präzisionsmessung und Qualitätskontrolle verbunden sind, weil diese über Maschinen und Werkstätten hinweg übertragbar sind. CNC-Steuerungen unterscheiden sich. Werkzeugmarken unterscheiden sich. Aber die Logikkette – Zeichnung zu Mathe zu sicherem Aufbau – bleibt gleich.
Heißt das, eine drei- bis fünfjährige Ausbildung ist wertlos? Nein. Sie baut mit der Zeit Tiefe und Problemlösungsinstinkte auf. Aber Zertifizierung beantwortet eine andere Frage: Kann diese Person jetzt sicher und vorhersehbar beitragen?
Wochen strukturierten, kompetenzbasierten Testens können diese Grundlage schaffen. Jahre des Schattenlaufs vielleicht. Vielleicht.
Und wenn ein Vorarbeiter darüber nachdenkt, ob er dir die Kontrolle über Ausrüstung gibt, die mehr wert ist als sein Haus, ist “vielleicht” nicht gut genug.
Was dich mit der praktischen Frage zurücklässt: Wenn Zertifizierung dich in Wochen einstellungsbereit machen kann, welche genauen Schritte bringen dich von null zu diesem Zertifikat, ohne Zeit oder Geld zu verschwenden?
Letzten Frühling kam ein 19-Jähriger mit null Werkstatterfahrung in mein Labor. Sechs Wochen später interpretierte er eine Zeichnung, berechnete die flache Länge für 0,125 Zoll Baustahl in einer 1-Zoll-V-Matrize, wählte Werkzeuge aus, überprüfte die Tonnage im Vergleich zur Belastungsgrenze einer 175-Tonnen-Maschine, führte einen Trockenlauf durch, fertigte ein Erstmuster innerhalb ±0,015 und dokumentierte dies, ohne dass ich über ihm stand. Kein Schatten. Kein Cousin im Hinterhof, der erklärt “schau einfach zu”.”
Das ist der Unterschied, auf den wir hinarbeiten. Nicht Vertrautheit. Unabhängigkeit.
Du bekommst nicht die Kontrolle über eine $250.000 Abkantpresse, weil du 12 Monate in der Nähe einer gewesen bist. Du bekommst sie das erste Mal, wenn du ein Teil einrichten, berechnen und überprüfen kannst, ohne dass jemand deine Fehler abfängt, bevor der Stößel es tut. Also hier ist der genaue Weg von null zu zertifizierter Grundkompetenz – keine verlorenen Monate mit Spänefegen in der Hoffnung, dass Wissen herunterschwebt.
Stell dir eine einfache Halterungszeichnung auf deiner Werkbank vor. Zwei 2-Zoll-Schenkel, 0,125-Zoll-Material, Innenradius 0,125, 90-Grad-Biegungen. Die meisten Anfänger greifen zum Taschenrechner und suchen nach einer Biegeabzugszahl, die jemand vor drei Jahren auf ein Whiteboard gekritzelt hat.
So beginnt Ausschuss.
Stattdessen leiten Sie die flache Länge aus den ersten Prinzipien ab. Biegezuschlag, neutrale Achse, K-Faktor. Falls diese Begriffe neu sind: Die neutrale Achse ist die Schicht im Material, die sich bei einer Biegung weder dehnt noch staucht. Ihre Position verschiebt sich je nach Material und Werkzeug. Diese Verschiebung verändert Ihre flache Länge. Wechseln Sie vom Baustahl zum Edelstahl und die Mathematik verändert sich entsprechend.
Wenn Sie es selbst berechnen, sehen Sie warum.
Jetzt kombinieren wir diese Mathematik mit den Dynamiken der Maschine. Nennkraft bei voller Länge im Vergleich zu Teil-Länge. Durchbiegung über ein Bett von 10 Fuß. Die Tatsache, dass 100 Tonnen in der Mitte nicht dasselbe sind wie 100 Tonnen über die volle Spannweite. Hier trifft der Bauplan auf die Realität des Stahls. Es ist der Unterschied zwischen dem Falten einer Pizzaschachtel auf Ihrem Küchentisch und dem Versuch, einen Stapel feuchter Kartons auf einer durchgebogenen Werkbank zu knicken.
Zertifizierungsprogramme zwingen Sie, diese Zahlen laut zu verteidigen. Warum diese V-Matrizenbreite? Warum diese Tonnage? Warum ist der Innenradius beim Luftbiegen nicht exakt der Radius der Punzenspitze? Sie kommen nicht weiter, bis Sie ohne Raten antworten können.
Denn wenn Ihre flache Länge um 0,060 falsch ist bei einer 200-teiligen Edelstahl-Charge mit $42 pro Rohling, dann sind das $8.400 im Schrottcontainer vor der Mittagspause.
Schrottcontainer-Check: Wenn Sie die flache Länge nicht aus der Zeichnung ableiten können und nicht erklären können, wie Maschinenlimits Ihre Wahl der Tonnage beeinflussen, sind Sie nicht bereit, das Pedal zu drücken — Sie sind bereit, jemand anderem dabei zuzusehen, wie er Geld verliert.
Ein Bericht, den ich jeden Azubi lesen lasse, dokumentiert über 360 Amputationen pro Jahr im Zusammenhang mit Abkantpressen in den USA. Was stärker trifft, ist nicht die Zahl. Sondern, dass bis zu 83% in Bereichen passieren, in denen Standard-Schutzvorrichtungen nicht vollständig schützen. Schutzvorrichtungen existieren. Menschen werden trotzdem verletzt.
Warum?
Denn Sicherheit ist kein Gerät. Es ist eine Abfolge.
Ausrichten des Lichtvorhangs. Überprüfung der Laser-Sicherung. Verifikation der Zwei-Hand-Steuerung, falls vorhanden. Werkzeug richtig eingesetzt. Hinteranschlag frei. Korrektes Programm geladen. Tonnage gegen Maschinenbewertung verifiziert. Probelauf über dem Teil. Erst dann schwebt Ihr Fuß über dem Pedal.
Altbetriebe mit minimaler Schulung überspringen unter Druck Schritte. Schutzvorrichtungen werden “nur für diesen Durchgang” umgangen. Wartung wird vernachlässigt. Die Produktion gewinnt die Diskussion. Verletzungen wiederholen sich.
Schauen Sie jetzt auf die Spitzenhersteller: Die besten 20% erreichen etwa 90% Gesamtanlageneffektivität mit Unfallraten um 0,05%. Die schlechtesten 20% hinken bei rund 76% OEE und etwa 3% Unfallraten hinterher — etwa 60 Mal höher. Sicherheitsdisziplin und Produktivität sind keine Gegner. Sie steigen gemeinsam, denn beide hängen von kontrolliertem, wiederholbarem Setup ab.
Zertifizierung trainiert die Sequenz, bis sie ins prozedurale Gedächtnis übergeht. Versäumen Sie einen Schritt in meinem Labor, und die Maschine startet nicht. Nicht, weil ich Sie gern stoppe. Sondern, weil Wiederholung unter Aufsicht günstiger ist, als aus einer Krankenhausrechnung und $186.000 lebenslangen Lohnausfällen wegen einer zerquetschten Hand zu lernen.
Das ist keine Theorie. Es ist Muskelgedächtnis unter Struktur.
Also: Bevor Ihr Fuß sich bewegt, können Sie jeden Schritt aufsagen — und ausführen — ohne dass man Sie daran erinnert?
Richten Sie einen 90-Grad-Bogen im Luftbiegen ein. Gleiches Material. Gleiche Dicke. Jetzt Gesenkbiegen — treiben Sie den Stempel tiefer, sodass das Material die Matrizen-Schultern vollständig berührt. Die Winkelgenauigkeit verändert sich. Die erforderliche Tonnage steigt. Rückfederung verhält sich anders.
Luftbiegen nutzt Drei-Punkt-Kontakt. Die Stempelspitze und die Matrizen-Schultern bestimmen den Winkel; der Innenradius bildet sich basierend auf der Matrizenbreite, nicht der Stempelspitze. Gesenkbiegen zwingt das Material, sich stärker an die Werkzeuggeometrie anzupassen, was die Tonnage deutlich erhöht.
Warum ist das wichtig?
Weil hier versteckte Variablen leben. Maschinendurchbiegung über die Länge. Materialchargen-Variation. Faserrichtung. Ein Zertifizierungslabor, das seinen Namen verdient, lässt Sie nicht eine Woche lang perfekte Probestücke biegen. Es führt Variationen ein. Ihr erstes Teil misst 91 Grad statt 90. Paniken Sie und korrigieren übermäßig? Oder passen Sie die Tiefe basierend auf der gemessenen Rückfederung an?
Erfahrene Bediener lernen, die Krönung und Bettverformung auszugleichen. Sie werden nicht alle Nuancen innerhalb von Wochen meistern. Aber Sie müssen den Mechanismus verstehen: messen, in kontrollierten Schritten anpassen, überprüfen.
Darauf prüfen Arbeitgeber. Nicht, ob Sie schon einmal eine Abkantpresse gesehen haben. Sondern ob Sie den Kreislauf zwischen Messung und Korrektur schließen können, ohne zu raten.
Wenn Ihre Ausbildung Sie nie dazu zwingt, einen Fehler von 1 Grad zu beheben und die Ursache zu erklären, sind Sie nur dem Namen nach zertifiziert.
Jetzt stell dir vor, er ist für die Produktion und für dein “Training” verantwortlich.
Ihm ist egal, wie motiviert Sie sind. Ihm ist wichtig, ob Sie Montagmorgen an eine Maschine herantreten und ein verifiziertes Erstmuster produzieren können, ohne dass er über Ihnen schwebt.
Eine anerkannte Zertifizierungsprüfung verlangt typischerweise von Ihnen: einen unbekannten Plan zu interpretieren, Flachlänge zu berechnen, Werkzeug aus dem verfügbaren Bestand auszuwählen, die Tonnage mit der Maschinenkapazität zu vergleichen, eine sichere Einrichtungssequenz auszuführen, ein Teil innerhalb der Toleranz zu produzieren und die Prüfergebnisse zu dokumentieren. Unter Zeitdruck.
Niemand flüstert Ihnen die Antworten zu.
Diese Qualifikation zeigt ihm, dass Sie in derselben Kette bewertet wurden, auf die er sich täglich verlässt: vom Plan über die Berechnung zum Werkzeug, zur sicheren Einrichtung, bis zur gemessenen Ausgabe. Es ist der Drittparteibeweis, dass Sie Anfängerfehler bereits gemacht und korrigiert haben — und zwar in einer kontrollierten Umgebung statt auf seinem Produktionsboden.
Hier verdichtet sich die Lernkurve. Statt eines Jahres, in dem Sie hoffen, dass Erfahrung zu Verständnis wird, folgen Sie einem definierten Ablauf: Mathematik und Dynamik, Sicherheitssequenz, Variation der Kerntechniken, dann formale Bewertung. Wochen gezielter Übungen ersetzen Monate passiven Zusehens.
Unabhängigkeit ist nicht abgediente Zeit. Es ist nachgewiesene Kompetenz.
Und wenn dieser Vorarbeiter entscheidet, ob er Ihnen die Kontrolle über Geräte überlässt, die mehr wert sind als sein Haus, fragt er im Grunde einfach: Können Sie es sicher und vorhersehbar betreiben, ohne dass ich Sie überwachen muss?
Die Zertifizierung ist die Möglichkeit, die Frage mit „Ja“ zu beantworten, bevor er überhaupt dieses Risiko eingeht.
Sie stellen jetzt die richtige Frage: Wie komme ich tatsächlich in eines dieser Programme, statt nur darüber zu lesen?
Sie beginnen nicht damit, wahllos in Werkstätten zu gehen und um eine Chance zu bitten. Sie beginnen damit, nach einer anerkannten Qualifikation zu suchen—FMA Precision Press Brake, NIMS Level I bis III, oder ein staatlich unterstütztes technisches Hochschulprogramm, das nach diesen Standards prüft. Kein Wochenendkurs “Einführung in die Fertigung”. Ein Programm, das von Ihnen verlangt, einen unbekannten Plan zu interpretieren, Flachlänge zu berechnen, Werkzeug auszuwählen, Tonnage zu prüfen, eine sichere Einrichtungssequenz zu fahren und unter Prüfung ein Erstmuster innerhalb der Toleranz zu produzieren.
Rufen Sie die Schule an. Stellen Sie eine direkte Frage: “Gibt es eine praktische Leistungsprüfung, bei der ich für Einrichtung, Sicherheitssequenz und Teilgenauigkeit bewertet werde?” Wenn die Antwort unklar ist, gehen Sie weiter.
Und hier kommt der Dreh, den die meisten Anfänger verpassen. Diese Formulierung “Zwei Jahre Erfahrung erforderlich” in einer Stellenanzeige bezieht sich nicht auf Kalenderzeit. Es geht um Risiko. Der Manager denkt an einen $42-Edelstahl-Rohling multipliziert mit 200 Stück. Er denkt an $8.400 an Ausschuss vor dem Mittag, weil jemand geraten hat statt gerechnet. Er denkt an OSHA-Protokolle und daran, ob Sie wissen, was LOTO—Lockout/Tagout—tatsächlich in Bewegung bedeutet, nicht nur auf dem Papier.
Er kauft keine abgediente Zeit.
Er kauft Vorhersagbarkeit.
Zertifizierung, richtig durchgeführt, ist der Drittparteibeweis, dass Sie Anfängerfehler bereits in einem kontrollierten Labor gemacht haben statt auf seinem Produktionsboden. Sie löscht die Formulierung “Erfahrung erforderlich” nicht aus. Sie stellt sie in einen neuen Kontext. Denn jetzt sagen Sie nicht: “Vertrauen Sie mir, ich war schon in der Nähe von Abkantpressen.” Sie sagen: “Ich wurde auf Druck-zu-Teil-Leistung geprüft.”
Das verändert das Gespräch.
Und wenn du ihm gegenüberstehst, wie lässt du dieses Stück Papier nach Erfahrung und nicht nach Dekoration klingen?
Wenn du deine Qualifikation so auflistest –
Abkantpresse-Zertifizierung, 2026
– klingst du wie jeder andere Bewerber.
Übersetze es stattdessen in Produktionssprache.
Gefertigt ±0,015 Erststückteile aus unbekannten Zeichnungen unter zeitgesteuerter Bewertung; Biegezugabe berechnet und Tonnage mit der Kapazität einer 175-Tonnen CNC-Abkantpresse verifiziert; komplette OSHA-konforme Rüstsequenz ohne Hinweise des Ausbilders ausgeführt.
Jetzt sprichst du Vorarbeiter-Sprache.
Beachte, was du getan hast. Du hast nicht “Kurs abgeschlossen” gesagt. Du hast Ergebnisse beschrieben: Toleranz, Maschinenkapazität, Sicherheitssequenz, Dokumentation. Das liest sich wie fehlerfreie Erfahrung, weil es widerspiegelt, was auf dem Werkboden passiert.
Stell es dir vor wie das Falten einer Pizzaschachtel aus flacher Pappe. Jeder kann sagen, er habe es gesehen. Aber wenn du mir die Reihenfolge der Faltungen nennen kannst, wo die Laschen einrasten und was passiert, wenn du zuerst die falsche Kante knickst, weiß ich, dass du es tatsächlich gemacht hast.
Genauso bei einer Abkantpresse. Wenn du erklären kannst, wie du einen Überbiegewinkel von 1 Grad korrigiert hast, indem du die Tiefe in kontrollierten Schritten angepasst hast, statt blind das Programm hochzudrehen, klingst du wie jemand, der den Kreislauf zwischen Messung und Korrektur geschlossen hat.
Schrottkisten-Check: Wenn dein Lebenslauf Kurse, aber keine Toleranzen, Maschinenkapazitäten oder Sicherheitssequenzen auflistet, wirbst du für Anwesenheit – nicht für Kompetenz.
Und was passiert, wenn du über den Lebenslauf hinauskommst und er entscheidet, zu sehen, was du wirklich kannst?
Er wird dir keinen Produktionslauf geben.
Er wird dir eine einfache Zeichnung geben und zusehen.
Vielleicht ist es eine Halterung aus Weichstahl. Zwei Biegungen. 90 Grad. Nichts Kompliziertes. Er testet nicht die Komplexität. Er testet die Abfolge. Studierst du die Zeichnung, bevor du die Maschine berührst? Berechnest du die Flachlänge oder fragst nach einer Zahl? Prüfst du den Zustand des Werkzeugs? Verifizierst du die Tonnage mit der Maschinenbewertung oder gehst du davon aus?
Dies ist das Arbeitsinterview.
Er sucht nach Pausen an den richtigen Stellen. Die Art, die Überlegung zeigt, nicht Angst. Wenn du einen Trockenlauf über dem Teil machst, bevor du loslegst, sieht er Ausbildung. Wenn du zum Pedal greifst, ohne die Position des Hinteranschlags zu bestätigen, sieht er Risiko.
Erinnere dich an die Analogie mit der geladenen Schusswaffe. Eine $250.000-Abkantpresse kümmert es nicht, ob du selbstbewusst bist. Sie kümmert sich darum, ob du die Reihenfolge einhältst. Bei einem Job im Schichtbetrieb zuzuschauen ist, als würdest du von einem abgelenkten Cousin im Hinterhof den sicheren Umgang mit einer Waffe lernen. Die Zertifizierung ist der strukturierte Kurs, in dem jede Regel eingeprägt wird, bevor du den Abzug betätigen darfst.
Aber hier ist die harte Wahrheit.
Selbst mit diesem Nachweis könnte er trotzdem über deiner Schulter hängen.
Damit kommen wir zu dem Teil, den keine Broschüre bewirbt.
Nein.
Und das ist keine Beleidigung. Es ist Physik.
OSHA verlangt dokumentierte Sicherheitsunterweisungen für jeden Bediener, ob zertifiziert oder nicht. Er muss sehen, dass du die Sicherheitsregeln an der Maschine befolgst, die Ausrichtung der Lichtschranke prüfst, LOTO respektierst und die richtige PSA trägst. Das Zertifikat befreit dich nicht von erneuter Schulung. Es verkürzt sie nur.
Respekt auf dem Werkstattboden wird in Zoll und Tausendstel verdient.
Du verdienst ihn das erste Mal, wenn dein Teil die Toleranz ohne drei Versuche trifft. Du verdienst ihn, wenn du einen Auftrag stoppst, weil die Tonnageberechnung die Maschinenleistung übersteigt, anstatt es “einfach zu versuchen”. Du verdienst ihn, wenn du einen Fehler in der Zeichnung erkennst, bevor daraus 150 fehlerhafte Teile werden.
Die Zertifizierung verschafft dir mit Glaubwürdigkeit den Einstieg. Präzisionsgewohnheiten halten dich dort.
Überprüfung der Ausschusskiste: Wenn du denkst, dass dir das Zertifikat am ersten Tag Autonomie verschafft, denkst du immer noch wie ein Schüler, nicht wie ein Bediener.
Die eigentliche Veränderung besteht also nicht im Übergang vom Zuschauen zur Zertifizierung.
Sie besteht im Übergang vom Ego zur Disziplin.
Und sobald du eingestellt bist – was wird wichtiger sein: wie schnell du biegst, oder wie präzise du denkst, bevor sich dein Fuß überhaupt bewegt?
Du bist eingestellt. Ausweis an. Stahl liegt auf dem Gestell. Fuß über dem Pedal.
Also was kommt zuerst – Geschwindigkeit oder Präzision?
Jeder Neuling denkt, Geschwindigkeit bringt Respekt. Sie beobachten den erfahrenen Arbeiter, wie er Teile im Takt einer Nähmaschine fertigt, und nehmen an, dass Ausstoß die Währung ist. Aber hier ist, was zwanzig Jahre auf dem Werkstattboden dich lehren: Geschwindigkeit ist ein Nebeneffekt. Präzision ist die Ursache.
Die Spitzenbetriebe – jene, die mit nahezu 90% Gesamtanlageneffektivität laufen und mit so niedrigen Unfallraten, dass sie kaum in den Berichten auftauchen – sind nicht schnell, weil sie hetzen. Sie sind schnell, weil ihre Rüstungen exakt stimmen. Werkzeuge ausgerichtet. Tonnage überprüft. Hinteranschlag kalibriert. Sicherheitsvorrichtungen intakt und getestet. Kein Raten, keine “Korrekturen” während des Laufs, keine überbrückten Schutzvorrichtungen, um Sekunden zu sparen.
Geschwindigkeit zeigt sich, nachdem das Denken erledigt ist.
Die Abkantpresse ist eine $250.000 geladene Schusswaffe. Beim Beobachten lernst du, wo der Abzug ist. Die Zertifizierung lehrt dich, warum du ihn nicht betätigst, bevor Mathematik, Werkzeug und Sicherheitsablauf überprüft sind. Und sobald du auf der Gehaltsliste stehst, ändert sich das Mandat nicht.
Präzision vor Geschwindigkeit.
Nicht, weil es edel klingt. Sondern weil es der einzige Weg ist, sowohl deinen Job als auch deine Finger zu behalten.
Wie sieht das aus, wenn du ganz neu bist und der Vorarbeiter deine ersten drei Monate wie ein Falke beobachtet?
Deine ersten 90 Tage gehen nicht darum, wie viele Teile du pro Stunde biegen kannst. Es geht darum, ob sich deine Setups wiederholen lassen.
Das ist eine andere Fähigkeit.
Setup-Genauigkeit bedeutet, dass du eine Zeichnung nehmen, den Biegefreibetrag berechnen, die flache Länge bestätigen, das richtige Werkzeug auswählen, die Tonnage mit der Maschinenkapazität abgleichen, Matrizen ausrichten, die Positionen des Hinteranschlags einstellen und ein kontrolliertes Erstmuster laufen lassen kannst – alles ohne unterwegs zu improvisieren. Wenn dein erstes Teil richtig ist, werden die Teile 2 bis 200 langweilig. Langweilig ist profitabel.
Wenn dein erstes Teil falsch ist, jagst du den Fehler den ganzen Tag.
Machen wir das greifbar. Stell dir vor, du faltest einen Pizzakarton. Wenn die erste Falzung um ein Achtel Zoll abweicht, kämpft jedes Laschenstück gegen dich. Du drückst stärker. Ecken wölben sich. Stell dir nun vor, diesen Fehler 150 Mal in 11-Gauge-Edelstahl bei $42 pro Rohling zu machen. Das sind $6.300 an Material, bevor wir überhaupt über Arbeit sprechen.
Ein schlechtes Setup kann mehr kosten als dein Monatsgehalt.
Und hier ist der Teil, den Anfänger übersehen: Versteckte Variablen sind immer im Spiel. Maschinendurchbiegung unter Last. Geringe Abweichung der Materialstärke. Werkzeugverschleiß, den du erst siehst, wenn du den Winkel misst und feststellst, dass du über die gesamte Länge um ein Grad danebenliegst. Die Zertifizierung setzt dich diesen Kräften in kontrollierter Weise aus. Beobachten tut dies oft nicht. Du kopierst einfach, was der letzte gemacht hat, und hoffst, dass sich die Maschine heute gleich verhält.
Hoffnung ist keine Setup-Strategie.
Während dieser ersten 90 Tage verlangsame dein Setup, damit du deine Produktion beschleunigen kannst. Prüfe Lichtschranken. Teste Schutzvorrichtungen. Bestätige den Freiraum des Hinteranschlags. Lass den Stößel im Langsammodus über dem Teil herunterfahren, bevor du dich festlegst. Miss. Passe in kontrollierten Schritten an – 0,002 auf einmal, wenn nötig. Schließe den Kreis zwischen Messung und Korrektur.
Du baust eine wiederholbare mentale Checkliste auf.
Und zur Sicherheit – die meisten Verletzungen passieren nicht beim sorgfältigen Setup. Sie passieren, wenn jemand “nur Teile laufen lässt” und beschließt, etwas zu überbrücken, um Zeit zu sparen. Bis zu 83% schwere Abkantverletzungen treten in Zonen auf, in denen Schutzvorrichtungen vorhanden, aber umgangen oder deaktiviert wurden. Das ist keine Unwissenheit. Das ist Ungeduld.
Deine ersten 90 Tage sollten dein Nervensystem darauf trainieren, der Reihenfolge Vorrang vor Geschwindigkeit zu geben.
Kontrolle des Schrottbehälters: Wenn du nicht erklären kannst, warum dein erstes Teil korrekt ist – einschließlich Mathematik, Werkzeug, Tonnage und Sicherheitsablauf – bist du nicht bereit, die Zykluszeit zu jagen.
Jetzt denkst du, gut, zuerst Präzision. Aber wie werde ich jemals schnell, ohne die Toleranz zu opfern?
Hier ist die Weggabelung.
Option eins: treiben lassen. Du bist der Schatten. Du lädst Bleche. Du nimmst Gewohnheiten auf – gute und schlechte. Du lernst Abkürzungen, bevor du die Konsequenzen verstehst. Ein Jahr vergeht. Du warst “um Bremsen herum”, aber du hast nie die flache Länge aus den ersten Prinzipien abgeleitet. Du übernimmst Zahlen wie geerbte Handschuhe. Sie passen, bis sie es nicht mehr tun.
Option zwei: mit Absicht trainieren. Du behandelst jedes Setup wie eine kontrollierte Übung. Du dokumentierst Anpassungen. Du vergleichst berechneten Biegezuschlag mit den tatsächlichen Ergebnissen. Du fragst dich, warum sich der Winkel änderte, als die Materialdicke um 0,003 variierte. Du baust in deinem Kopf eine Ursache‑Wirkungs‑Bibliothek auf.
Gleiche Maschine. Gleiche Stunden. Ein anderer Bediener entsteht.
Stell dir nun vor, er ist für die Produktion und für dein “Training” verantwortlich. Wem vertraut er allein in der Spätschicht? Dem Helfer, der sich schnell bewegt, aber zweimal pro Lauf korrigiert werden muss? Oder dem überlegten Bediener, dessen erstes Teil ihn fast nie überrascht?
Geschwindigkeit, die auf Aufsicht beruht, ist falsche Geschwindigkeit.
Echte Geschwindigkeit entsteht durch die Beseitigung von Nacharbeit, Ausschuss und Stillständen. Wenn deine Setups vorhersehbar sind, hörst du auf, mitten im Lauf das Programm anzufassen. Du hörst auf, jedes fünfte Teil panisch zu prüfen. Du hörst auf, den Vorarbeiter wegen kleiner Winkelabweichungen herbeizurufen, weil du die Korrektur bereits kennst.
Präzision vermehrt sich.
Und hier ist der wenig offensichtliche Teil: Die schnellsten Bediener, die ich je unter mir hatte, bewegten sich nicht schnell. Sie bewegten sich einmal. Richtig. Ihre Hände waren ruhig, weil ihre Berechnungen abgeschlossen waren. Ihre Leistung übertraf die “Hektiker” am Ende der Schicht, weil sie vor dem Mittagessen keine $8.400 Fehler beheben mussten.
Also: Sobald du eingestellt bist, priorisiere Präzision ohne Entschuldigung. Erhöhe den Output, indem du die Unsicherheit verringerst – bessere Setups, engere Erstmuster, disziplinierte Sicherheitsprüfungen – nicht, indem du das Pedal schneller durchtrittst.
Du wirst nicht für Bewegung bezahlt.
Du wirst für vorhersehbare Ergebnisse an einer $250.000‑Maschine bezahlt, die genau das tut, was du ihr sagst – nicht mehr, nicht weniger.
Die Frage ist nicht, wie schnell du biegen kannst.
Sondern, wie viel Chaos du beseitigst, bevor du überhaupt das Pedal berührst.


















