

He’s at the back of the press brake, arms shaking, guiding a 4×8 sheet of 10-gauge into position while the veteran runs the pedal. Eight hours in, he hasn’t touched the control. He goes home sore, telling himself, “I’m learning.”
Learning what, exactly?
I’ve watched this play out for twenty years. A new hire shadows the fastest operator in the shop. The veteran is under pressure to hit 120 parts an hour. So the kid loads, flips, stacks, sweeps. If there’s time, maybe he hears, “Set your backgauge to 3.742.” No explanation why 3.742 instead of 3.750. No talk about bend deduction, springback, or tonnage charts.
After twelve months, that same kid can “run the brake.” Until the print changes.
Certification compresses that year because it starts with the math the shop floor assumes you’ll somehow absorb by osmosis: how to calculate bend allowance, how material thickness shifts your inside radius, how to read a tonnage chart before you ever hit the pedal. It’s the difference between folding a pizza box by feel and knowing exactly where the crease must land so the lid closes.
One path is repetition. The other is understanding. Which one do you think survives when the job isn’t routine?

Picture a $250,000 press brake like a loaded firearm. The veteran has shot it for years. He’s fast. Confident. A little bored.
Now imagine he’s responsible for production and for “training” you.
When orders stack up, training loses. You become material handling. That’s not cruelty; that’s economics. The company is billing your labor at $18 an hour while the machine needs to stay cutting parts worth $140 an hour. No one slows that down for a geometry lesson.
So you learn fragments. A trick for hemming thin stainless. A shortcut on gauge setup. But you never sit down with a print and derive flat length from first principles. No one explains why air bending 0.125-inch mild steel with a 1-inch V-die produces a predictable inside radius. They just tell you, “Use the one-inch die. That’s what we always use.”
Scrap Bin Check: If your “training” day ends and you can’t explain why a dimension moved after bending, you didn’t learn—you just helped move steel.

Here’s a number that should make you pause: hundreds of press brake amputations still happen each year in the U.S., even with modern guarding. Not in theory. In real shops.
Now layer this on top: research shows most serious injuries happen in zones where standard safeguards don’t fully protect—often because operators bypass or defeat them under production pressure.
Shadowing means you inherit whatever culture you walk into. If the veteran tapes down a light curtain to speed up a short-run job, you see that. If he rides the pedal while reaching into the die space because “I’ve done this for 15 years,” you see that too. No written protocol. No formal hazard analysis. Just habit.
Certification programs, the good ones, drill zero-tolerance rules before you ever approach the machine: hand positioning, guarding verification, lockout procedures, pinch-point awareness. They don’t assume you’ll “pick it up.”
And here’s the uncomfortable part: exposure to bad habits doesn’t make you tougher. It just normalizes risk until the day it costs you three fingers and $186,000 in lifetime lost wages.
Scrap Bin Check: If a shortcut would get you written up in a classroom but earns you a nod on the floor, you’re being trained into liability, not competence.
Let’s talk money the way shop owners do.
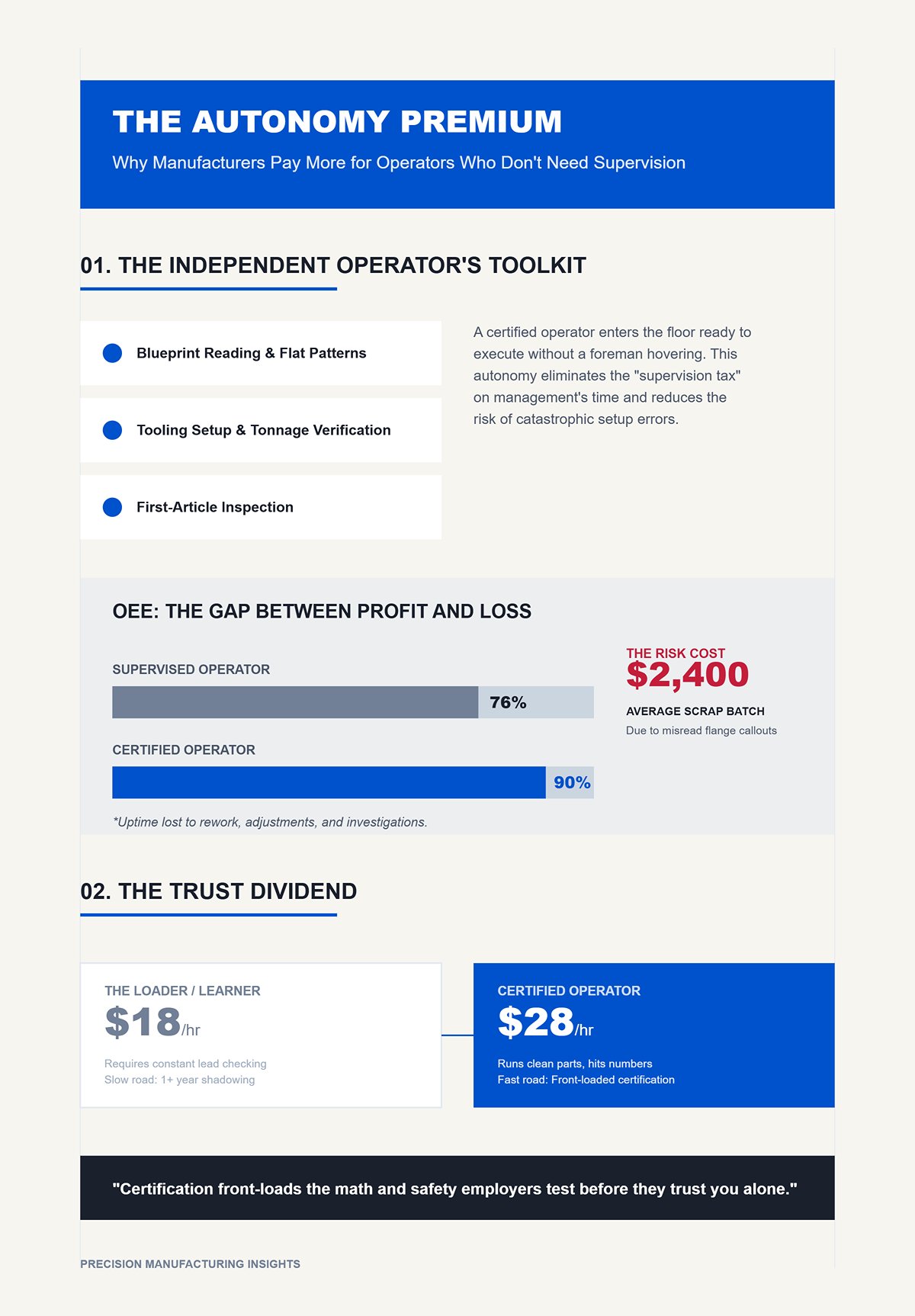
A certified operator walks in able to read a print, calculate flat patterns, set up tooling, verify tonnage, and run first-article inspection without a foreman hovering. That means fewer setup errors. Fewer crashed punches. Fewer $2,400 scrap batches because someone misread a flange callout.
Top-performing manufacturers who integrate safety and training well run dramatically lower injury rates and higher overall equipment effectiveness. That’s not charity. That’s uptime. A machine making parts 90% of the shift beats one sitting idle at 76% because of rework, adjustments, or investigations.
So who gets the raise?
The operator who needs a lead checking every setup—or the one who runs clean parts, hits numbers, and doesn’t gamble with the company’s insurance premiums?
Shadowing might eventually get you there. A year. Maybe more. Certification front-loads the blueprint math and safety protocols employers actually test before they trust you alone.
And if trust is what turns an $18-an-hour loader into a $28-an-hour operator, why would you choose the slow road?
I watched a 22-year-old freeze during a certification skill check with a calculator in his hand and a print on the table. The examiner hadn’t even powered on the press brake yet. First task: calculate flat length for a 90-degree bend in 0.125-inch mild steel, air bent in a 1-inch V-die. No guessing. Show the bend allowance. State the K-factor. Then explain where the numbers came from.
That’s the part beginners never see on the shop floor.
You think the test is whether you can keep the flange square while someone else runs the pedal. It isn’t. Employers are checking three invisible skills before they ever trust you with a $250,000 machine: can you do the bend math without tribal knowledge, can you prove you won’t overload tooling, and can you read a print without asking what that line means?
If you can’t demonstrate those on paper and in setup, shadowing for twelve months doesn’t fix it. It just delays the moment someone finds out.
Take that same 0.125-inch part. Inside radius roughly equals the material thickness when air bending in a 1-inch die. So about 0.125-inch radius. Bend allowance formula: BA = (Angle in radians) × (Inside Radius + K × Thickness).
If you don’t know what K is, that’s your first red flag. K-factor is the ratio that tells you where the neutral axis sits inside the material during bending—basically, which fibers stretch and which compress. In mild steel air bending, a common starting K-factor is around 0.33 to 0.42 depending on tooling and material. Certification programs make you calculate both and understand why.
On the floor? You hear, “Just use 3.742. That worked last time.”
But you never sit down with a print and derive flat length from first principles. You inherit numbers like hand-me-down gloves and hope they fit.
In a formal skill check, you don’t pass because you bent something close. You pass because you calculate, cut, bend, measure, adjust, and document—often multiple times under supervision. Three successful runs. Two inspections per run. Trainer co-signs. That repetition isn’t random shadowing; it’s targeted validation of one competency: can you predict the outcome before you hit the pedal?
That’s the difference between folding a pizza box by feel and knowing exactly where the crease must land so the lid closes flush.
Scrap Bin Check: If your flat pattern changes and your only explanation is “the machine must be off,” you’re guessing—and guessing turns $320 sheets into scrap.
Let’s get concrete.
A 10-foot press brake rated at 100 tons. You load a narrow V-die and decide to bend 0.250-inch steel full length because “it should handle it.” You didn’t check the tonnage chart. You didn’t calculate tons per foot.
Here’s the mechanism: required tonnage increases as die opening decreases and material thickness increases. Double the thickness and tonnage doesn’t politely double—it climbs fast. Overload the tooling, and the first thing to give is often the punch. A cracked precision punch can run $1,800. Damage the ram? Now we’re talking downtime measured in days and repair invoices north of $12,000.
Certification forces you to read tonnage charts and calculate tons per foot before setup. It teaches you that the machine rating is at full length under specific conditions, not a blank check. It drills the habit: material type, thickness, die width, bend length, then tonnage calculation. In that order.
Shadowing skips steps because the veteran already “knows” the safe combinations. But knowledge in his head doesn’t transfer into yours just because you watched him swap a die.
And here’s what employers quietly test: do you think reactively—fixing problems after a loud bang—or proactively, like a node in quality control bridging design and manufacturing? The latter gets the raise.
Scrap Bin Check: If you select tooling before you calculate tonnage, you’re gambling with equipment that costs more than your house.
A print lands on your table. Four bends. Mixed angles. One flange dimensioned from the outside, another from the inside. Tolerance ±0.015.
The veteran says, “Bend the two sides first, then the hems.”
That’s instruction-following. Not blueprint translation.
In certification environments, you’re required to interpret the drawing yourself—identify bend sequence, reference edges, inside versus outside dimensions, and how each bend affects the next measurement. You inspect your own first article. You document deviations. You correct them without someone hovering.
Why so strict?
Because on a real production run, no one stands over you explaining that the 2.000-inch flange is an outside dimension that already accounts for bend deduction. Misread that once on a 200-part batch of 14-gauge stainless at $42 per blank and you’ve just fed $8,400 into the scrap bin before lunch.
And here’s the uncomfortable truth: many on-machine failures aren’t from weak math. They’re from stress. Multiple priorities. A 40-pound part in your hands. Deadline breathing down your neck. Certification programs simulate that pressure with timed skill checks and required documentation so employers see whether you can think clearly while the clock runs.
Now imagine he’s responsible for production and for “training” you. Do you think he slows down to test whether you can independently interpret a tolerance stack-up? Or does he just tell you the sequence and keep parts moving?
Employers know the answer. That’s why they look for proof you’ve already been tested.
If these three skills are measurable—calculated bend math, verified tonnage judgment, independent print translation—then the real question isn’t whether they matter. It’s how a structured program teaches and assesses them in weeks instead of hoping you absorb them in a year.
| Aspect | Blueprint Translation | Simply Following Verbal Orders |
|---|---|---|
| Definition | Independently interpreting technical drawings, bend sequences, tolerances, and dimensional references | Executing steps exactly as instructed by someone else |
| Decision-Making | Determines bend order, reference edges, inside vs. outside dimensions, and measurement impact | Relies on another person to provide the correct sequence |
| Responsibility | Inspects first article, documents deviations, corrects errors independently | Waits for guidance or correction from others |
| Work Environment Expectation | Required in certification and real production settings | Common in informal or on-the-job shadow training |
| Risk of Error | Misreading dimensions (e.g., outside dimension including bend deduction) can cause costly scrap | Lower immediate risk if instructions are correct, but limited skill development |
| Financial Impact | Example: Misreading a 2.000-inch flange on 200 parts at $42 each = $8,400 scrap loss | Dependent on instructor accuracy; operator may not understand financial consequences |
| Stress Handling | Requires clear thinking under time pressure, deadlines, and physical workload | Less cognitive load if decisions are externally provided |
| Skill Assessment | Measured through timed tests, documentation, bend math, and tonnage verification | Rarely formally assessed |
| Employer Perspective | Demonstrates proven competence and independent capability | Shows ability to follow directions but not necessarily interpret prints |
| Training Outcome | Structured programs teach and assess skills efficiently in weeks | Skill absorption may take a year or more without structured evaluation |
The first morning of a formal press brake certification, you don’t touch the machine.
You sit at a table with a print, a calculator, and a tonnage chart. The instructor says, “Derive flat length. Show your K-factor assumption. Now calculate tons per foot.” If your math is wrong, you don’t get to “just try one.” You fix the math first.
That order isn’t academic. It mirrors exactly how a competent operator thinks: print → math → tooling → tonnage → setup → run → inspect. A structured program drills that sequence until it’s automatic. On the floor, shadowing reverses it: machine first, explanation later—if there’s time.
Here’s the compression mechanism. Instead of waiting six months to encounter a thin-gauge air bend, a thick plate bottoming job, and a tight-tolerance stainless flange by chance, the curriculum schedules them intentionally in escalating difficulty. Each scenario is chosen to force a specific calculation or safety decision. You don’t hope experience happens to you. The program manufactures it.
That’s how weeks start replacing a year.
But what exactly is different between a classroom and an apprenticeship that makes that possible?
A typical apprenticeship can run three to five years. You get paid, you rotate jobs, you slowly absorb patterns. That works. I’ve trained men who came up that way and could hear a misaligned punch before I could see it.
But look closely at how their knowledge formed.
They saw the same materials repeatedly. Same die sets. Same product families. Their “experience” is deep but narrow. When a new alloy or servo-electric brake shows up, they’re back to guessing—just with more confidence.
Structured certification attacks the blind spots directly. Before you ever cycle a ram, you cover:
And it’s not just lecture. You calculate bend allowance for 0.125-inch mild steel in a 1-inch V-die. Then you change to stainless. Then aluminum. You see how inside radius assumptions shift. You defend your numbers out loud.
“Learning what, exactly.”
That’s the difference. Apprenticeships give you hours. Certification defines competencies. You don’t move on because time passed; you move on because you demonstrated you can predict the outcome before the pedal drops.
Scrap Bin Check: If your training log measures time near a machine instead of problems you can now solve independently, you’re counting shadows, not skills.
But math on paper is safe. Production isn’t. So how does a short program prepare you for pressure without feeding $8,400 worth of stainless into the dumpster?
| Aspect | Apprenticeships (Hands-On Hours) | Structured Certification (Classroom Theory + Defined Practice) |
|---|---|---|
| Typical Duration | Three to five years | Shorter, competency-based programs |
| Learning Model | Paid work, job rotation, gradual pattern absorption | Structured curriculum before machine operation |
| Knowledge Depth | Deep but narrow (same materials, die sets, product families) | Broad and systematic across materials, tooling, and machine types |
| Adaptability to New Tech | May rely on guesswork when new alloys or servo-electric brakes appear | Trained to analyze new variables using theory and calculations |
| Core Technical Focus | Experience-based repetition | Neutral axis theory, K-factor shifts, tonnage calculation, machine limits |
| Safety Training | Learned through shop exposure | Formal instruction on light curtains, laser guarding, two-hand controls, lockout steps |
| Math & Calculations | Often memory-based or learned informally | Bend allowance calculations across mild steel, stainless, aluminum; defend results aloud |
| Progression Criteria | Advancement based on time and accumulated hours | Advancement based on demonstrated competencies |
| Measurement of Growth | Time spent near machines | Problems independently solved and outcomes accurately predicted |
| Risk Preparation | Real production exposure, potential costly mistakes | Simulated problem-solving before live production pressure |
A press brake in production is a $250,000 loaded firearm. Deadlines push. Supervisors hover. Someone’s waiting on your parts downstream. That pressure is exactly when shortcuts sneak in—guards bypassed, tonnage unchecked, “it’ll probably be fine.”
Despite modern safety tech, hundreds of serious press brake injuries still occur each year in shops where maintenance slips or production overrides protocol. That doesn’t happen because people can’t bend metal. It happens because they never drilled the safety sequence until it was reflex.
In certification labs, the environment is controlled on purpose. You run limited quantities. You’re required to:
Miss a step, and the instructor stops you cold. Not because he likes paperwork. Because repetition under supervision builds procedural memory. When you’re later under real production pressure, your body defaults to the drilled sequence instead of panic.
And here’s the key: controlled does not mean easy.
Timed evaluations simulate deadline stress. You might have 45 minutes to interpret a new print, choose tooling, and produce an in-tolerance part with ±0.015 requirements. No one feeds you the bend sequence. If you misinterpret inside versus outside dimensions, you feel the consequence immediately—just without destroying a $320 sheet.
Certification also now requires periodic renewal—often every two years with modules on laser guarding or servo-electric controls. That tells you something important. The promise isn’t “learn once and coast.” It’s “reach hire-ready competence fast, then refresh as technology evolves.” The compression applies to entry readiness, not lifelong mastery.
Scrap Bin Check: If you skip documenting your first article because “it looks right,” you’re rehearsing the same shortcut that causes real-world injuries and five-figure scrap runs.
So if structured programs drill math, machine limits, and safety under controlled stress, why do hiring managers actually care about the credential itself instead of just your word?
Now imagine he’s responsible for production and for “training” you.
He has 600 parts due Friday. His senior operator is already overloaded. He can either babysit a new hire for three months or plug in someone who’s already been tested on bend math, tonnage limits, and independent print reading.
A recognized credential tells him three specific things:
It’s third-party validation. Not your uncle saying, “He’s pretty good.”
Hiring managers increasingly prioritize certifications tied to precision measurement and quality control because those are transferable across machines and shops. CNC controls differ. Tooling brands differ. But the logic chain—print to math to safe setup—doesn’t.
Does that mean a three-to-five-year apprenticeship is worthless? No. It builds depth and troubleshooting instincts over time. But certification answers a different question: Can this person contribute safely and predictably now?
Weeks of structured, competency-based testing can establish that baseline. Years of shadowing might. Might.
And when a foreman is weighing whether to hand you control of equipment worth more than his house, “might” isn’t good enough.
Which leaves you with the practical question: if certification can make you hire-ready in weeks, what exact steps take you from zero to that credential without wasting time or money?
Last spring a 19-year-old walked into my lab with zero shop time. Six weeks later he interpreted a print, calculated flat length for 0.125-inch mild steel in a 1-inch V-die, selected tooling, verified tonnage against a 175-ton machine’s rating, ran a dry cycle, produced a first article within ±0.015, and documented it without me standing over him. No shadow. No cousin in the backyard explaining “just watch me.”
That’s the difference we’re building toward. Not familiarity. Independence.
You don’t earn control of a $250,000 press brake because you’ve been near one for 12 months. You earn it the first time you can set up, calculate, and verify a part without someone catching your mistakes before the ram does. So here’s the exact path from zero to certified baseline competence — no wasted months sweeping chips hoping knowledge floats down.
Picture a simple bracket print on your bench. Two 2-inch legs, 0.125-inch material, inside radius 0.125, 90-degree bends. Most beginners grab a calculator and start hunting for a bend deduction number someone scribbled on a whiteboard three years ago.
That’s how scrap starts.
Instead, you derive flat length from first principles. Bend allowance, neutral axis, K-factor. If those terms are new: the neutral axis is the layer inside the material that neither stretches nor compresses during a bend. Its position shifts with material and tooling. That shift changes your flat length. Change material from mild steel to stainless and the math moves with it.
When you calculate it yourself, you see why.
Now we pair that math with machine dynamics. Rated tonnage at full length versus partial length. Deflection across a 10-foot bed. The fact that 100 tons at center is not the same as 100 tons full span. This is where blueprint math meets steel reality. It’s the difference between folding a pizza box on your kitchen table and trying to crease a stack of damp cardboard on a bowed workbench.
Certification programs force you to defend these numbers out loud. Why this V-die width? Why this tonnage? Why is the inside radius not exactly the punch tip radius in air bending? You don’t move forward until you can answer without guessing.
Because if your flat is wrong by 0.060 on a 200-part stainless batch at $42 per blank, that’s $8,400 in the scrap bin before lunch.
Scrap Bin Check: If you can’t derive flat length from the print and explain how machine limits affect your tonnage choice, you’re not ready to touch the pedal — you’re ready to watch someone else lose money.
A report I make every apprentice read documents over 360 amputations a year involving press brakes in the U.S. What hits harder isn’t the number. It’s that up to 83% happen in zones where standard guards don’t fully protect. Guards exist. People still get hurt.
Why?
Because safety isn’t a device. It’s a sequence.
Light curtain alignment. Laser guarding check. Two-hand control verification if equipped. Tooling properly seated. Backgauge clear. Correct program loaded. Tonnage verified against machine rating. Dry run above the part. Only then does your foot hover over the pedal.
Legacy shops with minimal training skip steps under pressure. Guards get bypassed “just for this run.” Maintenance slides. Production wins the argument. Injuries repeat.
Now look at top-performing manufacturers: the top 20% hit about 90% overall equipment effectiveness with injury rates around 0.05%. The bottom 20% lag near 76% OEE and around 3% injury rates — roughly 60 times higher. Safety discipline and productivity aren’t enemies. They rise together because both depend on controlled, repeatable setup.
Certification drills the sequence until it’s procedural memory. Miss a step in my lab, and the machine doesn’t cycle. Not because I enjoy stopping you. Because repetition under supervision is cheaper than learning from an emergency room bill and $186,000 in lifetime lost wages from one crushed hand.
This isn’t theory. It’s muscle memory under structure.
So before your foot moves, can you recite — and perform — every step without being prompted?
Set up a 90-degree bend in air bending. Same material. Same thickness. Now bottom it — drive the punch deeper so the material contacts the die shoulders fully. The angle accuracy changes. The required tonnage jumps. Springback behaves differently.
Air bending uses three-point contact. The punch tip and die shoulders define the angle; inside radius forms based on die width, not punch tip. Bottoming forces the material to conform more tightly to tooling geometry, increasing tonnage dramatically.
Why does this matter?
Because hidden variables live here. Machine deflection across length. Material lot variation. Grain direction. A certification lab worth its salt doesn’t let you bend perfect coupons all week. It introduces variation. Your first piece measures 91 degrees instead of 90. Do you panic and overcorrect? Or do you adjust depth based on measured springback?
Advanced operators learn to compensate for crowning and bed deflection. You won’t master every nuance in weeks. But you must learn the mechanism: measure, adjust in controlled increments, verify.
That’s what employers test for. Not whether you’ve seen a brake before. Whether you can close the loop between measurement and correction without guessing.
If your training never forces you to troubleshoot a 1-degree error and explain the cause, you’re certified in name only.
Now imagine he’s responsible for production and for “training” you.
He doesn’t care how eager you are. He cares whether you can walk up to a machine Monday morning and produce a verified first article without him hovering.
A recognized certification exam typically requires you to: interpret an unfamiliar print, calculate flat length, select tooling from available inventory, verify tonnage against machine capacity, execute a safe setup sequence, produce an in-tolerance part, and document inspection results. Under time constraint.
No one whispers answers.
That credential tells him you’ve been evaluated on the same chain he depends on daily: print to math to tooling to safe setup to measured output. It’s third-party proof that you’ve already made — and corrected — beginner mistakes in a controlled environment instead of on his production floor.
This is where the learning curve compresses. Instead of a year hoping exposure turns into understanding, you follow a defined progression: math and dynamics, safety sequence, core technique variation, then formal evaluation. Weeks of focused drills replacing months of passive watching.
Independence isn’t time served. It’s demonstrated competence.
And when that foreman decides whether to hand you control of equipment worth more than his house, what he’s really asking is simple: can you run it safely and predictably without me babysitting?
Certification is how you answer yes before he ever takes that risk.
You’re asking the right question now: how do you actually get into one of these programs instead of just reading about them?
You don’t start by walking into random shops asking for a chance. You start by looking for a recognized credential—FMA Precision Press Brake, NIMS Level I through III, or a state-backed technical college program that tests to those standards. Not a weekend “intro to fabrication” class. A program that requires you to interpret an unfamiliar print, calculate flat length, select tooling, verify tonnage, run a safe setup sequence, and produce an in-tolerance first article under evaluation.
Call the school. Ask one blunt question: “Is there a hands-on performance exam where I’m graded on setup, safety sequence, and part accuracy?” If the answer is fuzzy, keep walking.
Now here’s the flip most beginners miss. That “two years experience required” line in a job posting isn’t about calendar time. It’s about risk. The manager is thinking about a $42 stainless blank multiplied by 200 pieces. He’s thinking about $8,400 in scrap before lunch because someone guessed instead of calculated. He’s thinking about OSHA logs and whether you know what LOTO—lockout/tagout—actually means in motion, not just on paper.
He’s not buying time served.
He’s buying predictability.
Certification, done right, is third-party proof that you’ve already made beginner mistakes in a controlled lab instead of on his production floor. It doesn’t erase the “experience required” line. It reframes it. Because now you’re not saying, “Trust me, I’ve been around brakes.” You’re saying, “I’ve been evaluated on print-to-part performance.”
That changes the conversation.
And once you’re in front of him, how do you make that piece of paper read like experience instead of decoration?
If you list your credential like this—
Press Brake Certification, 2026
—you sound like every other applicant.
Instead, translate it into production language.
Produced ±0.015 first-article parts from unfamiliar prints under timed evaluation; calculated bend allowance and verified tonnage against 175-ton CNC press brake capacity; executed full OSHA-compliant setup sequence without instructor prompts.
Now you’re speaking foreman.
Notice what you did there. You didn’t say “completed coursework.” You described outputs: tolerance, machine capacity, safety sequence, documentation. That reads like zero-defect experience because it mirrors what happens on the floor.
Think of it like folding a pizza box from flat cardboard. Anyone can say they’ve seen it done. But if you can tell me the order of folds, where the tabs lock, and what happens if you crease the wrong edge first, I know you’ve actually done it.
Same with a brake. If you can explain how you corrected a 1-degree overbend by adjusting depth in controlled increments instead of cranking the program blindly, you sound like someone who has closed the loop between measurement and correction.
Scrap Bin Check: If your resume lists classes but not tolerances, machine capacities, or safety sequences, you’re advertising attendance—not competence.
So what happens when you get past the resume and he decides to see what you can really do?
He won’t hand you a production run.
He’ll hand you a simple print and watch.
Maybe it’s a mild steel bracket. Two bends. 90 degrees. Nothing fancy. He’s not testing complexity. He’s testing sequence. Do you study the print before touching the machine? Do you calculate flat length or ask for a number? Do you check tooling condition? Do you verify tonnage against the machine’s rating, or do you assume?
This is the working interview.
He’s looking for pauses in the right places. The kind that show thinking, not fear. When you run a dry cycle above the part before committing, he sees training. When you reach for the pedal without confirming backgauge position, he sees liability.
Remember the loaded firearm analogy. A $250,000 press brake doesn’t care whether you’re confident. It cares whether you follow sequence. Shadowing in a busy shop is like learning gun safety from a distracted cousin in the backyard. Certification is the structured course where every rule is drilled before you’re allowed to pull the trigger.
But here’s the hard truth.
Even with that credential, he may still hover.
Which brings us to the part no brochure advertises.
No.
And that’s not an insult. It’s physics.
OSHA requires documented safety training for every operator, certified or not. He has to see you follow machine guarding rules, confirm light curtain alignment, respect LOTO, wear proper PPE. The paper doesn’t exempt you from retraining. It just shortens it.
Respect on a shop floor is earned in inches and thousandths.
You earn it the first time your part hits tolerance without three guesses. You earn it when you stop a job because the tonnage calculation exceeds machine rating instead of “just trying one.” You earn it when you catch a print discrepancy before it becomes 150 bad parts.
Certification gets you in the door with credibility. Precision habits keep you there.
Scrap Bin Check: If you think the credential entitles you to autonomy on Day One, you’re still thinking like a student, not an operator.
So the real shift isn’t from shadowing to certification.
It’s from ego to discipline.
And once you’re hired, what will matter more—how fast you bend, or how precisely you think before your foot ever moves?
You’re hired. Badge on. Steel on the rack. Foot over the pedal.
So what comes first—speed or precision?
Every rookie thinks speed earns respect. They watch the veteran cycle parts like a sewing machine and assume output is the currency. But here’s what twenty years on a shop floor teaches you: speed is a side effect. Precision is the cause.
The top-tier shops—those running near 90% overall equipment effectiveness with injury rates so low they barely show up on reports—aren’t fast because they rush. They’re fast because their setups are dead right. Tooling aligned. Tonnage verified. Backgauge calibrated. Safety devices intact and tested. No guessing, no mid-run “corrections,” no bypassed guards to shave seconds.
Speed shows up after the thinking is done.
The press brake is a $250,000 loaded firearm. Shadowing teaches you where the trigger is. Certification teaches you why you don’t touch it until the math, tooling, and safety sequence are verified. And once you’re on payroll, the mandate doesn’t change.
Precision over speed.
Not because it sounds noble. Because it’s the only way you keep both your job and your fingers.
So what does that look like when you’re brand new and the foreman is watching your first three months like a hawk?
Your first 90 days are not about how many parts you can bend per hour. They’re about whether your setups repeat.
That’s a different skill.
Setup accuracy means you can take a print, calculate bend allowance, confirm flat length, select correct tooling, verify tonnage against machine capacity, align dies, set backgauge positions, and run a controlled first article—all without improvising halfway through. If your first piece is right, pieces 2 through 200 become boring. Boring is profitable.
If your first piece is wrong, you’re chasing error all day.
Let’s make it physical. Imagine folding a pizza box. If the first crease is off by an eighth of an inch, every tab fights you. You push harder. Corners bulge. Now imagine doing that mistake 150 times in 11-gauge stainless at $42 per blank. That’s $6,300 in material before we even talk about labor.
One bad setup can cost more than your monthly paycheck.
And here’s the part beginners miss: hidden variables are always in play. Machine deflection under load. Slight variation in material thickness. Tool wear you can’t see until you measure the angle and realize you’re over by one degree across the length. Certification exposes you to these forces in a controlled way. Shadowing often doesn’t. You just copy what the last guy did and hope the machine behaves the same today.
Hope is not a setup strategy.
During those first 90 days, slow down your setup so you can speed up your production. Verify light curtains. Test guards. Confirm backgauge clearance. Run the ram down in slow mode above the part before committing. Measure. Adjust in controlled increments—0.002 at a time if needed. Close the loop between measurement and correction.
You’re building a repeatable mental checklist.
And about safety—most injuries don’t happen during careful setup. They happen when someone is “just running parts” and decides to override something to save time. Up to 83% of serious brake injuries occur in zones where safeguards were present but bypassed or defeated. That’s not ignorance. That’s impatience.
Your first 90 days should train your nervous system to value sequence over speed.
Scrap Bin Check: If you cannot explain why your first part is correct—math, tooling, tonnage, and safety sequence included—you’re not ready to chase cycle time.
Now you’re thinking, fine, precision first. But how do I ever become fast without sacrificing tolerance?
Here’s the fork in the road.
Option one: drift. You shadow. You load sheets. You absorb habits—good and bad. You learn shortcuts before you understand consequences. A year passes. You’ve been “around brakes,” but you’ve never derived flat length from first principles. You inherit numbers like hand-me-down gloves. They fit until they don’t.
Option two: train with intention. You treat every setup like a controlled exercise. You document adjustments. You compare calculated bend allowance to actual results. You ask why the angle changed when material thickness varied by 0.003. You build a cause-and-effect library in your head.
Same machine. Same hours. Different operator emerging.
Now imagine he’s responsible for production and for “training” you. Who does he trust alone on second shift? The helper who moves fast but needs correction twice a run? Or the deliberate operator whose first article almost never surprises him?
Speed that depends on supervision is fake speed.
Real speed comes from eliminating rework, scrap, and stoppages. When your setups are predictable, you stop touching the program mid-run. You stop checking every fifth part in panic. You stop calling the foreman over for minor angle drift because you already know the correction.
Precision compounds.
And here’s the non-obvious part: the fastest operators I’ve ever had under me did not move quickly. They moved once. Correctly. Their hands were calm because their math was settled. Their output beat the “hustlers” by the end of the shift because they weren’t fixing $8,400 mistakes before lunch.
So once hired, prioritize precision without apology. Increase output by shrinking uncertainty—better setups, tighter first articles, disciplined safety checks—not by stomping the pedal faster.
You don’t get paid for motion.
You get paid for predictable results on a $250,000 machine that does exactly what you tell it—no more, no less.
The question isn’t how fast you can bend.
It’s how much chaos you remove before you ever touch the pedal.


















