

彼はプレスブレーキの後ろに立ち、腕を震わせながら、ベテランがペダルを踏んでいる間に4×8の10ゲージ板を位置に誘導している。8時間経っても、彼はまだ操作盤に触っていない。体を痛めて帰宅し、「学んでいるんだ」と自分に言い聞かせる。“
一体何を「学んで」いるのだろうか?
私はこの光景を20年間見てきた。新入りが、工場で最も速いオペレーターの動きを影のように追う。ベテランは1時間に120個の部品を仕上げるプレッシャーを受けている。だから新人は積み込み、裏返し、積み重ね、掃除をする。時間があれば、「バックゲージを3.742に設定して」と聞けるかもしれない。なぜ3.742で、なぜ3.750ではないのかという説明はない。ベンド減算、スプリングバック、トン数チャートの話もない。.
12か月後、その新人は「ブレーキを操作できる」と言えるようになる。図面が変わるまでは。.
認定プログラムはその1年を短縮する。なぜなら、現場が「自然に覚えるだろう」と思い込んでいる数学から始めるからだ。ベンドアローワンスの計算方法、材料の厚みが内側半径に与える影響、ペダルを踏む前にトン数チャートを読む方法などを理解する。感覚でピザの箱を折るのと、フタが正しく閉じるように折り目の位置を正確に決めるのとの違いだ。.
一方の道は「繰り返し」による学び。もう一方は「理解」に基づく学び。仕事が単調でなくなったときに、生き残るのはどちらだと思う?

$250,000のプレスブレーキを、装填された銃だと想像してみてほしい。ベテランはそれを何年も扱ってきた。速く、自信に満ちて、ときには少し退屈している。.
次に、彼が生産と「あなたの訓練」の両方を担当しているところを想像してほしい。.
注文が積み重なれば、訓練は後回しになる。あなたは材料搬送要員になる。それは残酷さではなく、経済の問題だ。会社はあなたの労働を時給$18ドルで請求しているが、機械は時給$140ドル分の部品を作り続ける必要がある。幾何学の講義のためにその流れを止める者はいない。.
だからあなたは断片的に覚える。薄いステンレスのヘミングのコツ。ゲージ設定の近道。しかし図面を前に座って、原理から平板長さを導くことはない。なぜ0.125インチの軟鋼を1インチVダイでエアベンドすると予測可能な内側半径になるのか、誰も説明しない。ただ「1インチのダイを使え。いつもそうしている」と言うだけだ。“
スクラップ箱チェック:もし「訓練」日の終わりに、なぜ曲げた後に寸法が変わったのか説明できないなら、それは学んだのではなく、ただ鋼を動かしただけ。.

次の数字を見て考えてほしい:米国では現代的なガード装置があっても、毎年数百件のプレスブレーキによる切断事故がまだ発生している。理論の話ではない。実際の工場での話だ。.
さらに重ねて考えると、研究によれば重傷事故の多くは、標準的な安全装置が十分に保護しない領域で発生しており、しばしば生産プレッシャーの中でオペレーターが安全装置を迂回または無効化していることが原因だ。.
シャドウイングによって、あなたはその現場の文化をそのまま受け継ぐ。ベテランが短時間のジョブを早く終わらせるためにライトカーテンをテープで塞げば、あなたもそれを見る。彼が「15年間やってるから大丈夫」と言ってダイススペースに手を伸ばしながらペダルを踏めば、それも見る。書かれた手順はなく、正式な危険分析もない。ただ「慣れ」があるだけ。.
良い認定プログラムでは、機械に近づく前にゼロトレランスのルールを徹底的に教え込む。手の位置、ガード確認、ロックアウト手順、挟み込み点の認識。自然に「覚えるだろう」とは考えない。“
そして不快な現実がある:悪習慣にさらされることは「強く」なることではない。それはリスクを「当たり前」と思い込ませ、やがて3本の指と$186,000ドルの生涯賃金損失をもたらす。.
スクラップ箱チェック:もし近道が教室では注意されるような行為なのに、現場では褒められるなら、それは能力ではなく、責任を学んでいるだけだ。.
工場の経営者が話す「お金の話」をしよう。.
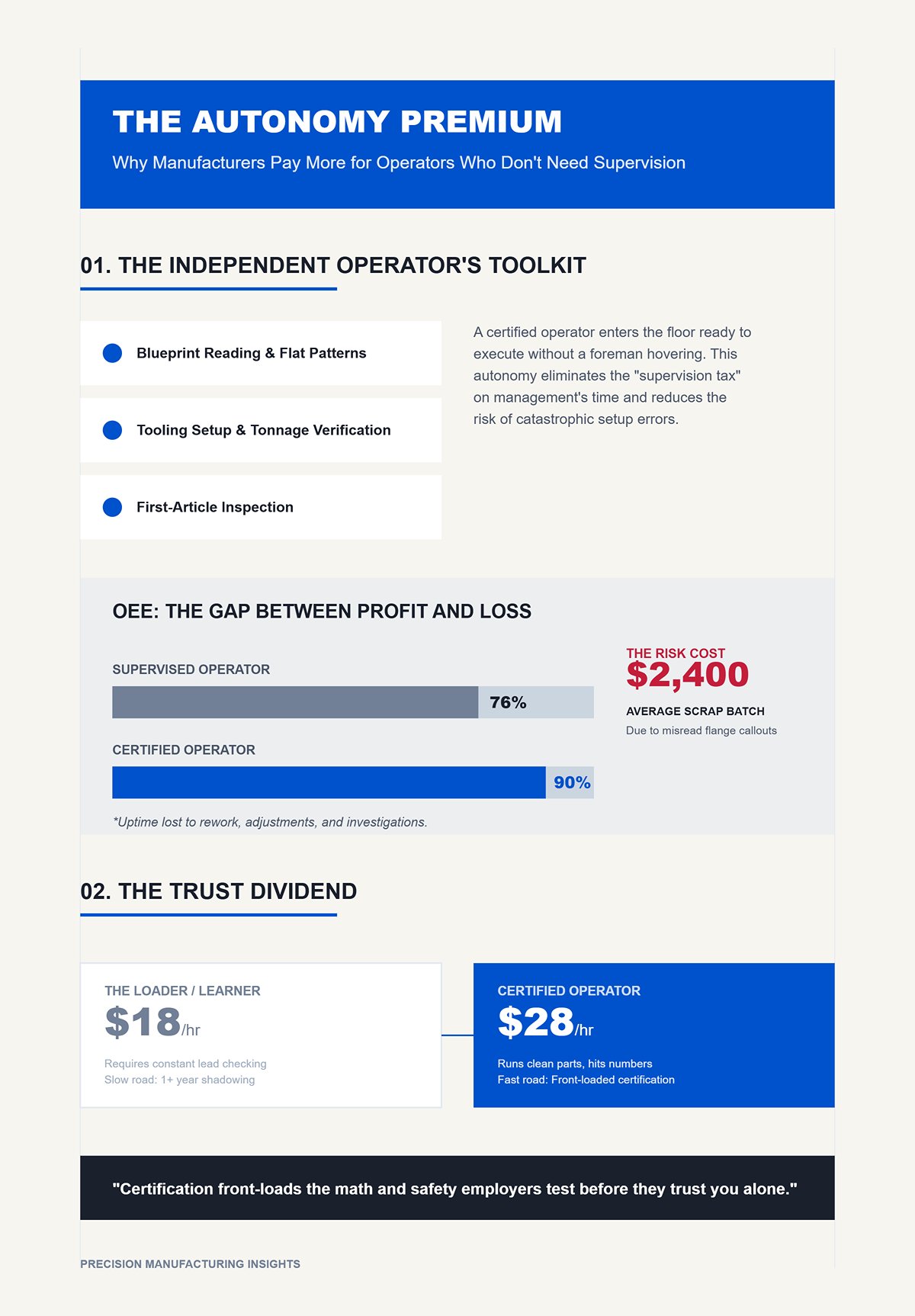
認定オペレーターは図面を読め、展開図を計算し、工具セットアップを行い、加圧力を確認し、監督者が付きっきりでなくても初品検査を実施できる状態で入ってくる。つまり、セットアップエラーが減る。パンチの破損も減る。誰かがフランジの指示を読み違えたせいで発生する$2,400個の不良バッチも減るということだ。.
安全性と訓練をしっかり統合できているトップクラスの製造業者は、怪我の発生率が劇的に低く、全体の設備稼働効率が高い。それは慈善ではない。それは稼働時間だ。シフト中に90%の稼働を維持できる機械は、手直しや調整、調査のために中央値で76%しか動かない機械よりも優れている。.
では、昇給を勝ち取るのは誰だろう?
セットアップのたびにリーダーの確認が必要なオペレーターか? それとも、クリーンな製品を出し、目標数値を達成し、会社の保険料を危険にさらさないオペレーターか?
先輩の作業を見て学ぶシャドウイングでも、いずれそのレベルに到達することはある。一年、あるいはもっとかかるかもしれない。認定資格は、雇用主があなたを単独で任せる前に実際に確認する図面計算と安全プロトコルをあらかじめ学習させるものだ。.
そして、信頼こそが$18ドルの荷役作業員を$28ドルのオペレーターに変える要素だとしたら、なぜわざわざ遠回りを選ぶのか?
私は22歳の若者が、認定スキルチェック中に電卓を手にし、図面を前にして固まってしまうのを見た。試験官はまだプレスブレーキの電源すら入れていなかった。最初の課題はこうだ:0.125インチの軟鋼を1インチVダイでエアーベンドして90度曲げる場合の展開長を計算せよ。推測は禁止。曲げ代を示し、K係数を明記し、数値の根拠を説明せよ。.
これこそが、初心者が現場では気づかない部分だ。.
あなたはテストの目的が「他の誰かがペダルを踏んでいる間にフランジを直角に保てるか」だと思っているだろう。違う。雇用主が信頼して$250,000の機械を任せる前に確認しているのは3つの目に見えないスキルだ――部族的な経験に頼らず曲げ計算ができるか、工具の過負荷を防げるか、そして図面を見て「この線は何?」と聞かずに読めるか?
それらを紙上とセットアップで示せないなら、12か月のシャドウイングをしても修正されない。ただ、誰かに見抜かれるタイミングが遅れるだけだ。.
同じく0.125インチ厚の部品を考えよう。エアーベンドで1インチダイを使う場合、内側半径はおおむね素材の厚さに等しい。つまり約0.125インチ半径だ。曲げ代の公式はこうだ:BA = (角度[ラジアン]) × (内側半径 + K × 板厚)。.
Kの意味がわからないなら、それが最初の危険信号だ。K係数とは、曲げ中に素材内部の中立軸がどこに位置するかを示す比率、つまりどの繊維が伸び、どの繊維が圧縮されるかを表す。軟鋼のエアーベンドでは、一般的な初期値は工具と素材に応じておよそ0.33〜0.42の範囲になる。認定プログラムでは、両方を計算し、その理由を理解させる。.
現場ではどうか?「3.742を使えよ、前もうまくいったから」と言われる。“
だが、図面を前にして基本原則から展開長を導出することは決してしない。数値は古びた手袋のように受け継がれ、それが自分に合うことを祈るだけだ。.
正式なスキルチェックでは、たまたまうまく曲がったから合格とはならない。計算し、切断し、曲げ、測定し、調整し、記録する——これを監督の下で何度も繰り返す。成功した3回の試作。それぞれ2回の検査。指導者の共同サイン。この反復は偶然のシャドウイングではなく、ある一つの能力の的確な検証だ――ペダルを踏む前に結果を予測できるかどうか。
それこそが、感覚でピザ箱を折るのと、フタがぴったり閉まるように折り目の位置を正確に把握していることの違いなのだ。.
スクラップ箱チェック:平板展開図が変わり、あなたの説明が「機械の調子が悪い」だけなら、それはただの憶測です。そしてその憶測が、$320枚のシートをスクラップに変えてしまいます。.
具体的に見ていきましょう。.
10フィートのプレスブレーキ、定格100トン。狭いVダイをセットし、「これなら曲げられるだろう」と思って0.250インチ鋼板を全長で曲げる。トン数チャートを確認しなかった。フィート当たりのトン数を計算しなかった。.
メカニズムはこうです:ダイの開口が狭くなるほど、また材料の厚みが増すほど、必要なトン数は増えます。厚みを倍にすると、トン数も丁寧に倍になるわけではなく、急速に上昇します。工具を過負荷にすると、最初に壊れるのは大抵パンチです。精密パンチの亀裂修理は$1,800かかることもあります。ラムを損傷した場合?それはもう、数日単位のダウンタイムと$12,000を超える修理請求書の話になります。.
認定制度では、セットアップ前にトン数チャートを読み、フィート当たりのトン数を計算するよう義務づけられます。機械の定格値は特定の条件下で全長に適用されるものであり、無制限の許可証ではないことを教えます。訓練で身につける習慣は「材料種類 → 厚み → ダイ幅 → ベンド長さ → トン数計算」。この順序で行います。.
シャドウイング(先輩の動きを見て学ぶ)はその手順を省きます。ベテランは「安全な組み合わせを知っている」からです。しかし、彼の頭の中の知識は、あなたが彼の作業を見ているだけでは伝わりません。.
そして企業が密かに試しているのはここです:あなたは反応的(大きな衝撃音の後で問題を修正)に考えるタイプか、それともプロアクティブ(設計と製造の間をつなぐ品質管理のノードのように)に考えるタイプか。昇給するのは後者です。.
スクラップ箱チェック:トン数を計算する前に工具を選んでいるなら、家より高価な設備でギャンブルしているようなものです。.
図面があなたの机に置かれた。4つの曲げ、角度は混在。片方のフランジは外側から寸法取りされ、もう片方は内側から。公差は±0.015。.
ベテランが言う、「まず両側を曲げて、それからヘムだ。」“
それは指示に従うことです。図面の読み取りではありません。.
認定環境では、あなた自身で図面を解釈する必要があります。曲げの順序、基準エッジ、内側寸法と外側寸法の違い、各曲げが次の寸法にどう影響するかを把握します。自分で初品を検査し、逸脱を記録し、誰かが見ていなくても修正します。.
なぜそれほど厳しいのでしょうか?
実際の生産では、誰もあなたの横で「2.000インチのフランジは曲げ控除がすでに考慮された外側寸法だ」と説明してくれません。それを1回読み違えるだけで、14ゲージのステンレス200個バッチ、1枚あたり$42なら、昼食前にはすでに$8,400分のスクラップを出していることになります。.
そして不快な真実ですが、多くの機械上の失敗は数学力の弱さからではなく、ストレスから生じます。複数の優先事項、手に持つ40ポンドの部品、迫る締め切り。認定プログラムは、そのプレッシャーを時間制限付き技能チェックや文書化義務で再現し、雇用者が「時計が動いている中で冷静に考えられるか」を見極められるようにしています。.
今、彼が生産と「あなたの訓練」両方を担当しているとしたら?果たして彼はあなたの耐公差積み上げを自力で解釈できるか試すために作業を遅らせるでしょうか?それともただ順序を伝えて部品を流し続けるでしょうか?
雇用者はその答えを知っています。だからこそ、彼らはすでに試験を受けた証拠を求めるのです。.
これら3つの技能――計算された曲げ数学、検証されたトン数判断、独立した図面読解――が測定可能なら、本当の問いはそれが重要かどうかではなく、構造化されたプログラムがそれらを1年の「見て覚える」ではなく数週間でどう教え評価するか、です。.
| 側面 | 図面の読み取り(Blueprint Translation) | 口頭の指示に単純に従うこと |
|---|---|---|
| 定義 | 技術図面、曲げ順序、公差、寸法基準を独立して解釈すること | 他者から指示された手順を正確に実行すること |
| 意思決定 | 曲げ順序、基準エッジ、内寸か外寸か、測定への影響を判断する | 正しい順序を他者に依存して提供してもらう |
| 責任 | 初品を検査し、逸脱を記録し、独立してエラーを修正する | 他者からの指導や修正を待つ |
| 作業環境における期待 | 認証や実際の生産現場で求められる | 非公式または現場でのシャドウトレーニングで一般的 |
| エラーのリスク | 寸法を読み間違える(例:曲げ控えを含む外寸として読む)と高額なスクラップ損が発生する可能性がある | 指示が正しければ即時的なリスクは低いが、スキルの発展が限られる |
| 金銭的影響 | 例:200個の部品で2.000インチのフランジを読み間違えた場合、$42あたりで合計$8,400のスクラップ損失 | 指導者の正確さに依存し、作業者は金銭的影響を理解していない可能性がある |
| ストレス対応 | 時間的なプレッシャー、締め切り、そして肉体的な負荷の中で明晰な思考が求められる | 意思決定が外部から与えられる場合、認知的負荷は減少する |
| 技能評価 | タイムドテスト、書類作成、曲げ計算、トン数の確認によって測定される | 正式に評価されることはまれ |
| 雇用者の視点 | 実証された能力と自立した技術力を示す | 指示に従う能力は示すが、図面を解釈できるとは限らない |
| 訓練成果 | 体系的なプログラムでは、数週間で効率的に技能を教え、評価する | 構造化された評価がない場合、技能習得には1年以上かかることもある |
正式なプレスブレーキ認定の初日の朝、機械には触れない。.
図面、計算機、トン数チャートを前に座る。講師は言う。「展開長を導き出せ。Kファクターの仮定を示せ。次にフィートあたりのトン数を計算せよ。」計算が間違っていたら、「とりあえず試してみよう」は許されない。まず数学を修正する。.
その手順は単なる学問的なものではない。熟練のオペレーターが実際に考える順序と同じだ:図面 → 数学 → ツーリング → トン数 → 段取り → 運転 → 検査。体系的なプログラムではその順番を自動化されるまで反復訓練する。現場での見習いでは逆になる:まず機械操作、説明は後—時間があれば。.
これが圧縮の仕組みだ。偶然のタイミングではなく、薄板のエアベンド、厚板のボトミング、厳密な公差のステンレスフランジなどを計画的に難易度を上げながら組み込む。各シナリオは特定の計算や安全判断を強制するよう設計されている。経験が偶然起こるのを待つのではない。プログラムが経験を「製造する」。.
そうして数週間が1年に取って代わるのだ。.
しかし、教室と徒弟制度の間で、何がその違いを生むのだろうか?
一般的な徒弟制度は3〜5年にわたることがある。給与を得て、作業をローテーションし、ゆっくりとパターンを吸収していく。それは機能する。私が指導した中にはその方法で成長し、私が見えなくてもずれたパンチの音を聞き分けられる人もいた。.
しかし、彼らの知識がどのように形成されたのかをよく見てください。.
彼らは同じ材料を何度も見てきました。同じダイセット。同じ製品群。彼らの「経験」は深いですが、幅が狭いのです。新しい合金やサーボ式エレクトリックブレーキが登場すると、また推測に頼ります—ただし、以前より自信を持って。.
体系的な認定は、盲点を直接突きます。ラムを作動させる前に、次の事項を学びます:
そして、それは単なる講義ではありません。0.125インチの軟鋼を1インチのVダイで曲げる場合のベンドアローワンスを計算します。それをステンレスに変え、さらにアルミニウムに変えます。内半径の仮定がどう変わるかを確認します。自分の算出結果を声に出して説明します。.
“「具体的に何を学んでいるのか」”
それが違いです。見習いは時間を与えます。認定は習得すべき能力を明確に定義します。単に時間が経ったから次に進むのではなく、ペダルを踏む前に結果を予測できることを実証したからこそ次に進むのです。.
スクラップ箱チェック:もし訓練記録が、機械の近くで過ごした時間しか測っていないなら、そして“自分で解決できるようになった問題”を測っていないなら、それはスキルではなく影を数えているだけです。.
しかし、紙の上での計算は安全です。生産現場ではそうはいきません。では、短期間のプログラムは、8,400ドル相当のステンレスをスクラップにしないで、どうやってプレッシャーに備えさせるのでしょうか?
| 側面 | 見習い制度(実地作業時間) | 体系的な認定(教室での理論+定義済みの実習) |
|---|---|---|
| 一般的な期間 | 3年から5年 | より短期間の能力基準型プログラム |
| 学習モデル | 有給労働、職務ローテーション、徐々にパターンを吸収 | 機械操作前の体系的カリキュラム |
| 知識の深さ | 深いが狭い(同じ材料、金型セット、製品ファミリー) | 材料、工具、機械の種類にわたる広範かつ体系的な知識 |
| 新技術への適応力 | 新しい合金やサーボ式ブレーキが登場した際には推測に頼る場合がある | 理論と計算を用いて新しい変数を分析する訓練を受けている |
| 技術的な核心 | 経験に基づく繰り返し | 中立軸理論、Kファクターの変化、加圧力計算、機械の限界 |
| 安全教育 | 現場での経験を通して学習 | ライトカーテン、レーザーガード、両手操作、ロックアウト手順に関する正式な指導 |
| 数学と計算 | 記憶や非公式な方法に基づくことが多い | 軟鋼、ステンレス、アルミニウムにわたる曲げ代計算;結果を口頭で説明・防衛 |
| 昇進基準 | 経過時間と累積時間に基づく昇進 | 実証された能力に基づく昇進 |
| 成長の測定 | 機械のそばで過ごした時間 | 問題を自ら解決し、結果を正確に予測 |
| リスクへの備え | 実際の生産現場での経験、起こり得る高額なミス | 本番生産のプレッシャーがかかる前に、模擬的に問題解決を行う |
生産現場のプレスブレーキは、装填された25万ポンドの銃と同じだ。納期が迫る。監督が見ている。下流の工程では誰かがあなたの部品を待っている。そのプレッシャーがかかった瞬間こそ、ガードの解除、加圧の未確認、「多分大丈夫だろう」といった近道が忍び込む時だ。“
最新の安全技術があっても、メンテナンスの怠慢や生産優先で手順を無視する現場では、毎年何百件もの重大なプレスブレーキ事故が発生している。それは金属を曲げられないからではない。安全手順を反復練習し、反射的にできるようにしていないから起きるのだ。.
認証ラボでは、環境はあえて管理されている。数量は制限され、次のことが求められる:
ひとつでも手順を飛ばせば、講師が即座に作業を止める。それは書類作業が好きだからではない。監督下での繰り返しが、手順の記憶を構築するからだ。後に本番のプレッシャー下でも、身体がパニックではなく練習した手順に自動的に従うようになる。.
そして重要なのは、「管理された環境」が「簡単」という意味ではないということだ。.
時間制限付きの評価は、納期のストレスを模擬する。新しい図面を読み取り、工具を選び、±0.015の要求精度で公差内の部品を作るまでに45分しかない場合もある。誰も曲げ順序は教えてくれない。内寸と外寸を誤解すれば、その結果は即座に感じられる—ただし$320の板を廃棄することなく。.
認証は現在、定期的な更新も必要としている—多くは2年ごとで、レーザーガードやサーボ電動制御のモジュールを含む。これは重要なことを示している。それは「一度学んで終わり」ではなく、「採用に必要な即戦力レベルに素早く到達し、その後技術の進化に合わせて更新する」ということだ。この短期間習得の適用対象は、即戦力となるまでの準備であり、生涯の熟達ではない。.
スクラップ箱チェック:初品を「見た目で大丈夫そうだから」と記録せずに済ませたなら、それは実際の現場で事故や数万ドル規模の不良発生を招くのと同じ近道を練習していることになる。.
では、構造化されたプログラムが数学、機械の限界、そして安全性を管理されたストレスの下で訓練するなら、なぜ採用担当者は単にあなたの言葉ではなく資格そのものを重視するのでしょうか?
次に、彼が生産と「あなたの訓練」の両方を担当しているところを想像してほしい。.
彼は金曜日までに600個の部品を仕上げなければならない。ベテランのオペレーターはすでに手一杯だ。彼は、3か月間新人を付きっきりで指導するか、すでに曲げの計算、加圧限界、図面の独立読解で試験済みの人を投入するか、どちらかを選ばなければならない。.
認定資格が彼に伝えることは、次の3つです。
それは第三者の認証です。叔父さんが「彼、結構うまいよ」と言うのとは違います。“
採用担当者は、機械や工場を超えて共通に通用する精密測定や品質管理に結びついた資格をますます重視しています。CNC制御装置は異なり、工具ブランドも異なります。しかし「図面 → 計算 → 安全なセットアップ」という論理の流れは変わりません。.
では、3~5年の徒弟制度は無価値なのでしょうか?いいえ。それは時間をかけて深い知識とトラブルシューティングの勘を養います。しかし資格認定は別の問いに答えます。「この人は今、安全かつ確実に貢献できるか?」
数週間の構造化された能力ベースの試験で、その基準を確立することができます。何年も付き添えば、できるかもしれません。かもしれません。.
そして工 foreman が、自分の家より高価な機械の操作をあなたに任せるかどうかを判断する時、「かもしれない」では十分ではありません。.
では現実的な問いが残ります:資格取得で数週間以内に雇用可能な状態になれるなら、時間もお金も無駄にせずにゼロからその資格に到達する具体的なステップとは何でしょうか?
昨春、19歳の青年が私のラボに工場経験ゼロでやって来ました。6週間後には、図面の読解、0.125インチの軟鋼を1インチVダイで曲げるための展開長の計算、工具の選定、175トン機械の定格に対する加圧の確認、空運転、±0.015以内での初品の製作、そして私の監督なしで文書化までをやり遂げました。付き添いなし。「庭でいとこが『見て覚えろ』と言う」ようなものもなし。“
それが私たちが目指している違いです。慣れではなく、自立です。.
12か月間その機械の近くにいたからといって、$250,000プレスブレーキの操作権を得られるわけではありません。初めて誰にもミスを補正されることなく、自分でセットアップし、計算し、検証できたときに、それを得るのです。ここに、ゼロから資格基準の能力に到達するための正確な道筋を示します。知識が降ってくることを願って切りくずを掃くような無駄な月日はありません。.
ベンチに置かれた単純なブラケットの図面を想像してください。2インチの脚が2本、材質は0.125インチ、内径0.125、曲げ角度90度。初心者の多くは電卓を手に取り、3年前にホワイトボードに誰かが書き留めた曲げ控え数値を必死で探し始めます。.
それが廃棄品の始まりです。.
代わりに、展開長さは基本原理から導き出されます。曲げ代、ニュートラル軸、K係数。これらの用語が初めての場合:ニュートラル軸とは、曲げ中に材料が伸びも圧縮もされない層のことです。その位置は材料と工具によって変化します。その変化が展開長を変えるのです。材料を軟鋼からステンレスに変えれば、計算もそれに合わせて変わります。.
自分で計算すれば、その理由がわかります。.
次にその計算を機械の動作特性と組み合わせます。定格トン数の全長時と部分長時の比較。10フィートのベッド全体に渡るたわみ。中央での100トンは全スパンでの100トンとは同じではないという事実。ここが図面上の理論計算と鋼材の現実が出会う場所です。それは、キッチンテーブルでピザの箱を折るのと、反った作業台の上で湿った段ボールの束を折り込もうとするのとの違いです。.
認証プログラムでは、これらの数値を声に出して説明することが求められます。なぜこのVダイ幅なのか?なぜこのトン数なのか?なぜエアベンディングで内側半径がパンチ先端半径と正確に一致しないのか?推測なしで答えられるようになるまで先へは進めません。.
なぜなら、ステンレス200個のバッチで展開長さが0.060ずれていた場合、$42単価のブランクだと昼食前にスクラップ箱に$8,400分の損失が出るからです。.
スクラップ箱チェック:図面から展開長を導き出せず、機械の限界がトン数選定にどう影響するか説明できないなら、ペダルを踏む準備はできていません。誰かが損をするのを見て学ぶ準備だけはできています。.
私がすべての見習いに読ませる報告書には、米国で年間360件以上のプレスブレーキによる切断事故が記録されています。衝撃的なのは数字ではなく、そのうち最大83%が標準ガードでは完全に保護されないゾーンで起こっていることです。ガードは存在するのに、人はそれでも負傷するのです。.
なぜ?
なぜなら、安全とは装置ではなく、順序だからです。.
ライトカーテンの位置合わせ。レーザーガードの確認。両手操作が装備されていればその検証。工具の確実な設置。バックゲージの安全確認。正しいプログラムが読み込まれているか。機械定格に対してトン数が確認されているか。部品の上での空運転。これらすべての後に初めて足がペダルの上に浮かびます。.
古い工場では、圧力下で訓練を省略することがあります。「今回だけ」と言ってガードが無効化されます。保守が疎かになり、生産性が議論に勝つ。結果、負傷が繰り返されます。.
今、高性能な製造業者を見てください。上位の20%は総合設備効率約90%で、負傷率は約0.05%。下位の20%はOEEが76%前後で負傷率3% — 約60倍の差。安全遵守と生産性は敵ではありません。両者は共に上昇します。どちらも制御された再現可能なセットアップに依存するからです。.
認証ではこの手順を手続き的記憶として叩き込みます。ラボで手順を一つでも抜かせば、機械は動きません。それは止めるのが好きだからではありません。監督下での反復練習の方が、救急病院の請求書やつぶれた手による生涯損失賃金$186,000を学ぶよりも安上がりだからです。.
これは理論ではありません。構造のもとで鍛えられた筋肉の記憶です。.
だから足を動かす前に、促されることなくすべての手順を暗唱し、実行できますか?
エアベンディングで90度の曲げを設定します。同じ材料。同じ厚さ。次にボトミングします — パンチを深く押し込み、材料が完全にダイの肩に接触するようにします。角度の精度が変わり、必要トン数が跳ね上がり、スプリングバックの挙動も変化します。.
エアベンディングは3点接触を使用します。パンチ先端とダイ肩が角度を決め、内側半径はパンチ先端ではなくダイ幅によって形成されます。ボトミングでは、材料が工具形状により密接に追従するため、トン数が大きく増加します。.
なぜこれが重要なのでしょうか?
なぜなら、ここに隠れた変数が存在するからです。長さ方向の機械のたわみ。材料ロットのばらつき。圧延方向。優れた認証ラボは完璧な試験片だけを曲げさせることはありません。変化を加えます。最初の一枚が90度ではなく91度に測定されます。そこで慌てて過剰修正しますか?それとも測定されたスプリングバックに基づいて深さを調整しますか?
熟練したオペレーターは、クラウニングとベッドのたわみを補正する方法を学びます。数週間であらゆる細かい点を習得することはできません。しかし、メカニズムを理解しなければなりません。測定し、制御された段階的な調整を行い、検証することです。.
雇用主が試すのはそこです。ブレーキを見たことがあるかどうかではなく、測定と補正の間のループを推測なしで閉じることができるかどうかです。.
もしあなたの訓練が、1度の誤差をトラブルシュートして原因を説明させることを求めないのであれば、それは名ばかりの認定です。.
次に、彼が生産と「あなたの訓練」の両方を担当しているところを想像してほしい。.
彼はあなたの意欲の高さには関心がありません。彼が気にするのは、月曜の朝に機械に向かい、彼が付きっきりになることなく、検証済みの初品を生産できるかどうかです。.
公認の認定試験では通常、次のことが求められます:未知の図面を解釈し、平板展開長を計算し、在庫にある工具を選定し、機械能力に対してトン数を確認し、安全なセットアップ手順を実行し、許容範囲内の部品を製作し、検査結果を文書化すること。制限時間内で。.
誰も答えをささやいてはくれません。.
その資格は、彼が日々依存している同じプロセスの連鎖——図面から計算へ、工具へ、安全なセットアップへ、測定された成果へ——であなたが評価されたことを示しています。それは、あなたがすでに初心者の失敗を制御された環境で経験し修正したという第三者の証明であり、彼の生産現場でではありません。.
ここで学習曲線が圧縮されます。1年間の「経験すれば理解できるはず」という希望的観測ではなく、定義された進行に従います。数学と力学、安全手順、基本技術の変化、そして正式な評価。何か月もの受け身の見学が、数週間の集中訓練に置き換わります。.
自立とは時間の経過ではありません。それは証明された能力です。.
そして、監督が自分の家より高価な装置の操作をあなたに任せるかどうかを判断するとき、彼が本当に尋ねていることは単純です。私が付きっきりで見守らなくても、安全かつ予測可能に運転できるか?
認定とは、彼がそのリスクを取る前にあなたが「はい」と答える方法です。.
今あなたは正しい質問をしています。「読むだけでなく、実際にこうしたプログラムに参加するにはどうすればいいか?」
適当な工場に飛び込んでチャンスを求めることから始めるのではありません。認められた資格を探すことから始めます——FMAプレシジョン・プレスブレーキ、NIMSレベルI~III、またはそれらの基準で試験を行う州認定技術大学プログラムなどです。週末の「製造入門」講座ではありません。未知の図面を解釈し、平板展開長を計算し、工具を選定し、トン数を確認し、安全なセットアップ手順を実行し、評価下で許容範囲内の初品を製作することを求めるプログラムです。.
学校に電話し、率直に一言尋ねてください。「セットアップ、安全手順、部品精度について成績を付けられる実技試験はありますか?」答えが曖昧なら、次を探しましょう。.
ここで多くの初心者が見落とす点があります。「経験2年必須」という求人広告の一文は、カレンダー上の時間の話ではありません。リスクの話です。マネージャーは$42ステンレス板200枚を想定しています。昼前に$8,400ドル分のスクラップが出ることを考えています——誰かが計算ではなく推測したために。彼はOSHAの記録と、あなたがLOTO(ロックアウト/タグアウト)の意味を「書類上」ではなく「実際の動作」で理解しているかどうかを考えています。.
彼が買うのは経験年数ではありません。.
彼が買うのは予測可能性です。.
正しく実施された認定は、あなたが初心者の失敗を制御された実習環境で既に経験しているという第三者証明です。それにより「経験必須」という文言は消えませんが、意味が変わります。もはや「ブレーキに触ったことがあります」と言っているのではなく、「図面から完成品までのパフォーマンスで評価されました」と言えるのです。“
それは会話を変えます。.
そして、彼の前に立ったとき、どうやってその一枚の紙を装飾ではなく経験として読ませるのでしょうか?
もし資格をこのように記載したら—
プレスブレーキ認定資格、2026年
—他の応募者と同じように聞こえます。.
その代わりに、それを生産の言葉に翻訳しましょう。.
制限時間内評価にて見慣れない図面から±0.015の初品部品を製作;曲げ代を計算し、175トンCNCプレスブレーキ容量に対して加圧力を検証;指導者の指示なしにOSHA準拠のセットアップ手順全工程を実施。.
これであなたは現場監督の言葉を話しています。.
何をしたかに注目してください。「課程を修了した」とは言っていません。出力を説明しています:公差、機械能力、安全手順、文書化。これは現場で起きていることを反映しているため、ゼロ欠陥の経験として読まれます。.
それは、平らな段ボールからピザ箱を折るようなものです。誰でも「見たことがある」とは言えます。でも、折る順番、タブのかみ合わせ方、間違った辺を先に折ったらどうなるかを説明できるなら、実際にやったことがあるとわかります。.
ブレーキも同じです。プログラムをやみくもにいじるのではなく、制御された刻み幅で深さを調整して1度の過曲げを修正した方法を説明できるなら、測定と修正の間でフィードバックループを完成させている人のように聞こえます。.
スクラップ箱チェック:もしあなたの履歴書に授業名はあっても、公差、機械能力、安全手順が書かれていなければ、それは出席を宣伝しているだけで、能力を示していません。.
では、履歴書の段階を通過し、彼があなたの本当の実力を見ようとしたらどうなるでしょう?
彼はあなたに量産品を渡すことはありません。.
彼はシンプルな図面を渡して観察します。.
おそらく軟鋼のブラケット。2か所の曲げ。90度。特別なことはありません。彼が試しているのは複雑さではなく順序です。機械に触る前に図面を確認しますか?展開長さを計算しますか?それとも数値を尋ねますか?工具の状態を確認しますか?機械の定格に対して加圧力を検証しますか?それとも思い込みますか?
これが実技面接です。.
彼は「正しい場所での一時停止」を探しています。それは恐れではなく思考を示すものです。加工に入る前に部品の上で空運転を行えば、彼は訓練を見ます。バックゲージ位置を確認せずにペダルを踏もうとすれば、彼はリスクを見ます。.
覚えておいてほしいのは、装填された銃のたとえだ。$250,000のプレスブレーキは、あなたが自信を持っているかどうかなんて気にしない。気にするのはあなたが手順に従うかどうかだ。忙しい工場で影を追う(シャドウイング)ことは、注意散漫な従兄弟から裏庭で銃の安全を学ぶようなもの。資格認定とは、引き金を引く前にすべてのルールを叩き込まれる体系的な講座である。.
だがここからが厳しい現実だ。.
たとえその資格を持っていても、彼(監督)はまだそばで見張るかもしれない。.
それが、パンフレットには決して載らない部分だ。.
いいえ。.
それは侮辱ではない。それは物理の問題だ。.
OSHA(労働安全衛生局)は、すべてのオペレーターに対して、資格の有無にかかわらず文書化された安全教育を義務付けている。監督はあなたが機械のガードルールに従うところを確認し、ライトカーテンの整列をチェックし、LOTO(ロックアウト・タグアウト)を守り、適切なPPE(保護具)を着用するのを見なければならない。資格証は再訓練を免除するものではない。ただ、それを短縮するだけだ。.
工場の尊敬は、インチ単位とミクロン単位で稼ぐものだ。.
初めてあなたの部品が3度の推測なしに公差を満たしたときに、それを得る。機械の定格荷重を超える圧力計算が出たとき「とりあえず試す」代わりに作業を止めたときに、それを得る。150個の不良部品になる前に図面の不一致を見つけたとき、それを得る。.
資格認定は信頼性をもってドアを通る鍵だ。精度の習慣が、そこに留まる理由になる。.
スクラップ箱チェック:もしあなたが資格証によって初日から自律性が与えられると思っているなら、まだ学生の考え方をしていて、オペレーターにはなっていない。.
だから本当の転換点は、シャドウイングから資格取得への移行ではない。.
それは、慢心から規律への移行だ。.
そして採用された後、より重要になるのは何か——曲げる速さか、それとも足を動かす前にどれだけ正確に考えられるか。
採用された。バッジ装着。ラックに鋼材。ペダルの上に足。.
さて、最初に来るのはどちらだ——スピードか精度か?
新人は誰もがスピードが尊敬を得ると思っている。ベテランがミシンのように部品をサイクルさせるのを見て、生産量こそが価値だと信じる。しかし、現場で20年働くとわかるのはこれだ:スピードは副産物であり、精度こそが原因だ。.
トップレベルの工場——総合設備効率がほぼ90%近く、怪我の発生率が報告書にもほとんど現れないような職場——は、焦っているから速いのではない。セットアップが完璧だから速いのだ。工具の整列。荷重の確認。バックゲージの校正。安全装置の完全性とテスト。推測も、作業途中の「修正」も、数秒短縮するためのガード解除もない。.
スピードは、考え終わった後に現れる。.
プレスブレーキは、$250,000の装填された銃のようなものです。シャドウイング(見習い作業)はトリガーの位置を教えてくれます。認証は、数学、工具、そして安全手順が確認されるまでは触ってはいけない理由を教えてくれます。そして給与が発生しても、その義務は変わりません。.
速度より精度。.
高尚に聞こえるからではありません。それが、仕事と指の両方を守る唯一の方法だからです。.
では、新人で、フォアマン(監督)が最初の3か月間を鷹のように見張っているとき、それはどのように見えるでしょうか?
最初の90日間は、1時間に何個部品を曲げられるかではありません。セットアップが繰り返し正確にできるかどうかです。.
それは別のスキルです。.
セットアップ精度とは、図面を取り、曲げ代を計算し、展開長を確認し、正しい工具を選び、機械能力に対するトン数を検証し、ダイを調整し、バックゲージ位置を設定し、途中で即興をせずに制御された初品を実行できることです。最初の1品が正しければ、2から200までの品は退屈になります。退屈は利益になります。.
最初の1品が間違っていれば、一日中誤差を追いかけることになります。.
物理的に考えてみましょう。ピザ箱を折ると想像してください。最初の折り目が1/8インチずれていたら、すべてのタブがあなたに抵抗します。力を入れざるを得なくなり、角が膨らみます。それを、11ゲージのステンレスで、$42のブランクで150回繰り返す間違いを想像してください。これは、労働の話をする前にすでに$6,300の材料費になります。.
悪いセットアップ一つで、月給以上の損失になることがあります。.
そして初心者が見落とす部分はこれです:隠れた変数は常に存在します。負荷時の機械の撓み。材料の厚さのわずかな変化。角度を測るまで気づかない工具摩耗。そして測ると全長に渡って1度オーバーしていることが判明する。認証はこれらの力を制御された環境で経験させます。シャドウイングではそうはいきません。単に前の人がやったことを真似して、今日も機械が同じように動くことを祈るだけです。.
祈りはセットアップ戦略ではありません。.
その最初の90日間では、セットアップを遅くして、生産速度を上げられるようにしましょう。ライトカーテンを確認。ガードをテスト。バックゲージのクリアランスを確認。部品の上でラムをスローモードで下ろしてから実行。測定。必要なら0.002ずつ制御された増分で調整。測定と修正の間にループを閉じる。.
再現可能なメンタルチェックリストを構築しています。.
安全について言えば、ほとんどの怪我は慎重なセットアップ中では起きません。“ただ部品を流している”時、時間を節約するために何かを無効化することで発生します。重大なブレーキ事故の最大83%は、安全装置が存在していたにもかかわらず、バイパスまたは無効化されたゾーンで発生しています。それは無知ではなく、せっかちさです。.
最初の90日間で、速度よりも順序を重視するように神経系を訓練しましょう。.
スクラップビンチェック:最初の部品が正しい理由を説明できない場合—計算、工具、トン数、安全手順も含めて—サイクルタイムを追いかける準備ができていません。.
今あなたはこう思っています。「わかった、精度第一だ。でも許容差を犠牲にせずにどうやって速くなれるのか?」
ここが分かれ道だ。.
選択肢1:惰性で進む。あなたは影のように付き従い、シートを積み込み、人の癖――良いものも悪いものも――を吸収する。結果を理解する前にショートカットを覚える。1年が過ぎた。あなたは「ブレーキに関わってきた」が、基本原理からフラット長を導き出したことは一度もない。あなたは数字をお下がりの手袋のように受け継ぐ。それはしばらくは合うが、やがて合わなくなる。.
選択肢2:意図をもって訓練する。すべての段取りを制御された演習のように扱う。調整内容を記録する。計算した曲げ代と実際の結果を比較する。材料厚が0.003インチ変化したとき、なぜ角度が変わったのかを尋ねる。頭の中に因果関係のライブラリを築く。.
同じ機械。同じ作業時間。だが、現れるオペレーターは別人だ。.
さて、彼が生産とあなたの「教育」の両方を任されていると想像してみよう。彼が夜勤を一人で任せたいのはどちらだ? 速く動くが1回の作業につき2度の修正が必要な助手か? それとも初品で彼を驚かせることがほとんどない慎重なオペレーターか?
監督が必要なスピードは、偽りのスピードだ。.
本当の速さは、手直し、スクラップ、停止をなくすことから生まれる。段取りが予測可能になれば、作業中にプログラムをいじることがなくなる。慌てて5個ごとに検査することもなくなる。角度のわずかなズレで主任を呼ぶ必要もなくなる。なぜなら、すでに修正方法を理解しているからだ。.
精度は連鎖していく。.
そして一見わかりにくいが重要なこと:私の下で最も速かったオペレーターたちは、素早く動くことはなかった。彼らは1回だけ、正確に動いた。手が落ち着いていたのは、計算が確定していたからだ。彼らの成果は、シフトの終わりには「せかせか動く者」たちを上回っていた。なぜなら、昼食前に$8,400個ものミスを直す必要がなかったからだ。.
だから採用されたら、精度を最優先にしよう。遠慮する必要はない。出力を増やすには、不確実性を減らすこと――より良い段取り、より正確な初品、規律ある安全確認――を通じて行う。ペダルを強く踏むことで速くしようとしてはいけない。.
あなたは動作量に対して報酬を得ているわけではない。.
あなたが報酬を得ているのは、$250,000の機械が、あなたの指示どおりに動き――それ以上でもそれ以下でもない――予測可能な結果を出すことに対してだ。.
問うべきは、どれほど速く曲げられるかではない。.
ペダルに触れる前に、どれほどの混乱を取り除けるかだ。.


















