

Si trova sul retro della piegatrice, le braccia tremano, guida un foglio da 4×8 di lamiera da 10 gauge in posizione mentre il veterano aziona il pedale. Dopo otto ore, non ha ancora toccato il controllo. Torna a casa dolorante, dicendosi: “Sto imparando”.”
Imparando cosa, esattamente?
L’ho visto succedere per vent’anni. Un nuovo assunto segue l’operatore più veloce del reparto. Il veterano è sotto pressione per produrre 120 pezzi all’ora. Così il ragazzo carica, gira, impila, spazza. Se c’è tempo, forse sente dire: “Imposta il backgauge a 3,742.” Nessuna spiegazione sul perché 3,742 invece di 3,750. Nessuna discussione su deduzione di piega, ritorno elastico o tabelle di tonnellaggio.
Dopo dodici mesi, quel ragazzo “può usare la piegatrice”. Fino a che il disegno cambia.
La certificazione comprime quell’anno perché inizia con la matematica che il pavimento del reparto presume tu possa assorbire per osmosi: come calcolare il margine di piega, come lo spessore del materiale modifica il raggio interno, come leggere una tabella di tonnellaggio prima ancora di premere il pedale. È la differenza tra piegare una scatola di pizza a intuito e sapere esattamente dove deve cadere la piega affinché il coperchio si chiuda.
Un percorso è la ripetizione. L’altro è la comprensione. Quale pensi sopravviva quando il lavoro non è di routine?

Immagina una piegatrice $250,000 come un’arma carica. Il veterano la utilizza da anni. È veloce. Sicuro di sé. Un po’ annoiato.
Ora immagina che sia responsabile della produzione e della tua “formazione”.
Quando gli ordini si accumulano, la formazione perde. Diventi movimentazione del materiale. Non è crudeltà; è economia. L’azienda fattura la tua manodopera a $18 l’ora mentre la macchina deve continuare a produrre pezzi del valore di $140 l’ora. Nessuno rallenta per una lezione di geometria.
Così impari frammenti. Un trucco per fare orlature su acciaio inox sottile. Una scorciatoia per impostare il calibro. Ma non ti siedi mai con un disegno per ricavare la lunghezza piana dai principi fondamentali. Nessuno spiega perché piegare in aria acciaio dolce da 0,125 pollici con una matrice a V da 1 pollice produca un raggio interno prevedibile. Ti dicono soltanto: “Usa la matrice da un pollice. È quella che usiamo sempre.”
Controllo del cestino degli scarti: Se alla fine della tua “giornata di formazione” non puoi spiegare perché una dimensione è cambiata dopo la piega, non hai imparato—hai solo aiutato a spostare acciaio.

Ecco un numero che dovrebbe farti riflettere: centinaia di amputazioni da piegatrice accadono ancora ogni anno negli Stati Uniti, anche con sistemi di protezione moderni. Non in teoria. In officine reali.
Ora aggiungi questo: la ricerca mostra che la maggior parte delle lesioni gravi avviene in zone dove le protezioni standard non offrono copertura completa—spesso perché gli operatori le aggirano o le disattivano sotto pressione produttiva.
Seguire significa ereditare la cultura in cui ti trovi. Se il veterano incolla una barriera luminosa per accelerare un lavoro a basso volume, tu lo vedi. Se tiene il piede sul pedale mentre infila la mano nello spazio della matrice perché “lo faccio da 15 anni”, lo vedi anche tu. Nessun protocollo scritto. Nessuna analisi formale dei rischi. Solo abitudine.
I programmi di certificazione, quelli buoni, inculcano regole di tolleranza zero prima ancora che tu ti avvicini alla macchina: posizionamento delle mani, verifica delle protezioni, procedure di bloccaggio, consapevolezza dei punti di schiacciamento. Non presuppongono che tu “lo apprenda”.”
Ed ecco la parte scomoda: l’esposizione a cattive abitudini non ti rende più forte. Semplicemente normalizza il rischio fino al giorno in cui ti costa tre dita e $186,000 di salario perso a vita.
Controllo del cestino degli scarti: Se una scorciatoia ti farebbe essere richiamato in aula ma ti vale un cenno di approvazione in officina, ti stanno formando alla responsabilità, non alla competenza.
Parliamo di soldi come fanno i titolari di officine.
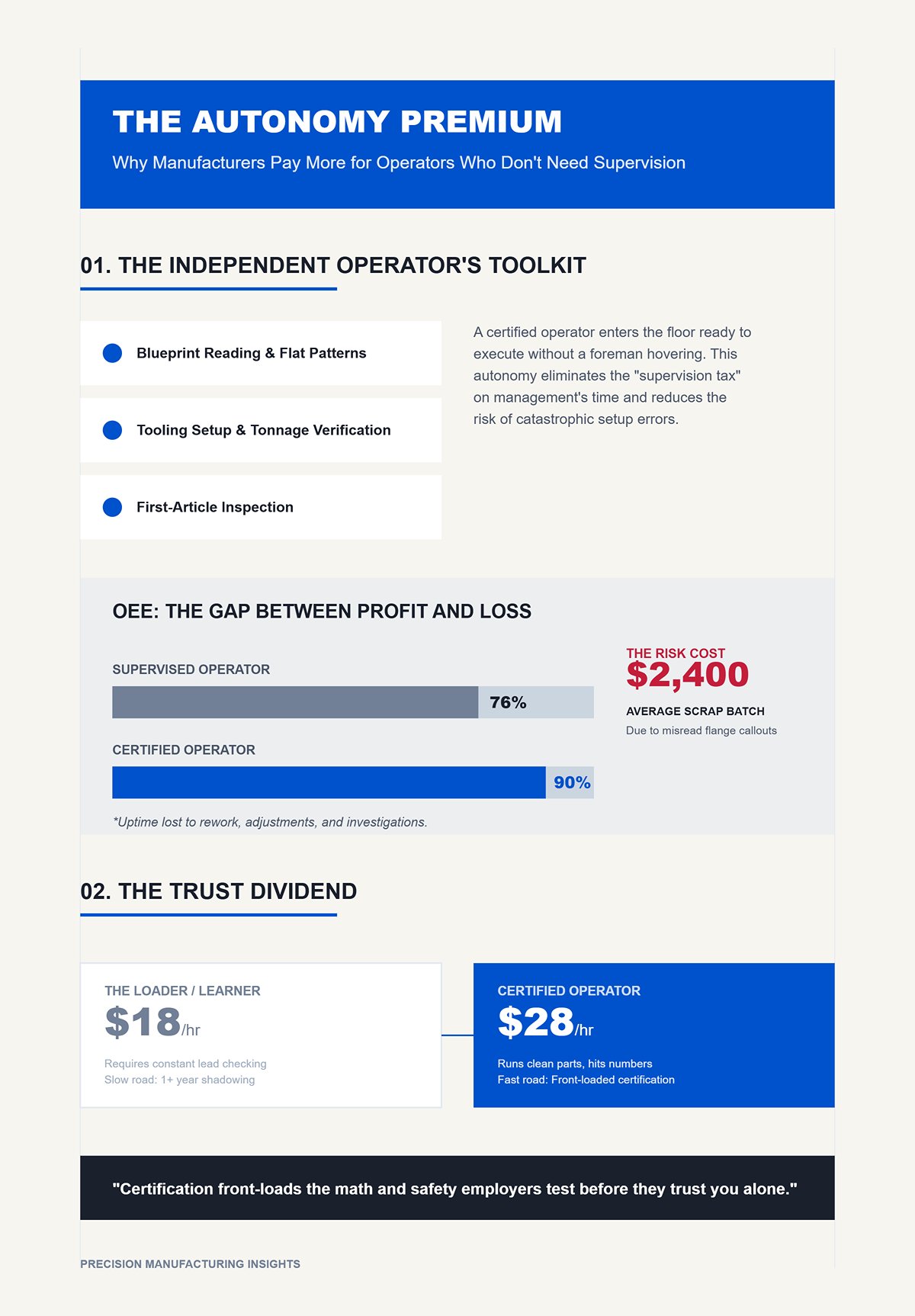
Un operatore certificato entra sapendo leggere un disegno, calcolare sviluppi piani, impostare gli utensili, verificare il tonnellaggio e condurre l’ispezione del primo pezzo senza che un caposquadra gli stia addosso. Questo significa meno errori di setup. Meno punzoni rotti. Meno lotti di scarto $2.400 perché qualcuno ha letto male una quota di flangia.
I produttori di alto livello che integrano bene sicurezza e formazione registrano tassi di infortunio drasticamente inferiori e una maggiore efficacia complessiva delle attrezzature. Non è beneficenza. È tempo di attività. Una macchina che produce per il 90% del turno batte una che resta ferma al 76% per rilavorazioni, regolazioni o indagini.
Quindi, chi ottiene l’aumento?
L’operatore che ha bisogno di un capo che controlli ogni setup, o quello che realizza pezzi puliti, raggiunge i numeri e non gioca d’azzardo con i premi assicurativi dell’azienda?
L’affiancamento potrebbe portarti lì, col tempo. Un anno. Forse di più. La certificazione concentra subito la matematica del disegno tecnico e i protocolli di sicurezza che i datori di lavoro effettivamente testano prima di fidarsi a lasciarti solo.
E se la fiducia è ciò che trasforma un caricatore da $18 l’ora in un operatore da $28 l’ora, perché scegliere la strada più lenta?
Ho visto un ventiduenne bloccarsi durante una prova di certificazione, con una calcolatrice in mano e un disegno sul tavolo. L’esaminatore non aveva nemmeno acceso la piegatrice. Primo compito: calcolare la lunghezza di sviluppo per una piega a 90 gradi in acciaio dolce da 0,125 pollici, piegato in aria in una matrice a V da 1 pollice. Niente approssimazioni. Mostrare la misura di piega. Indicare il fattore K. Poi spiegare da dove derivano i numeri.
Questa è la parte che i principianti non vedono mai in officina.
Pensi che la prova consista nel mantenere la flangia in squadra mentre qualcun altro preme il pedale. Non è così. I datori di lavoro verificano tre competenze invisibili prima di affidarti una macchina da $250.000: saper fare i calcoli della piega senza conoscenze tramandate, dimostrare di non sovraccaricare gli utensili e saper leggere un disegno senza chiedere cosa significhi quella linea.
Se non riesci a dimostrarlo sulla carta e durante il setup, un anno di affiancamento non lo risolve. Rimanda solo il momento in cui qualcuno lo scoprirà.
Prendiamo lo stesso pezzo da 0,125 pollici. Il raggio interno è approssimativamente uguale allo spessore del materiale quando si piega in aria in una matrice da 1 pollice. Quindi circa 0,125 pollici di raggio. Formula della misura di piega: BA = (Angolo in radianti) × (Raggio interno + K × Spessore).
Se non sai cos’è K, è il tuo primo campanello d’allarme. Il fattore K è il rapporto che indica dove si trova l’asse neutro all’interno del materiale durante la piega—fondamentalmente, quali fibre si allungano e quali si comprimono. Nell’acciaio dolce piegato in aria, un valore iniziale comune del fattore K è compreso tra 0,33 e 0,42 a seconda degli utensili e del materiale. I programmi di certificazione ti fanno calcolare entrambi e capire il perché.
In officina? Si sente dire: “Usa 3,742. Funzionava la volta scorsa.”
Ma non ti siedi mai con un disegno a derivare la lunghezza di sviluppo dai principi fondamentali. Eredi numeri come guanti tramandati e speri che vadano bene.
In una prova pratica formale, non passi perché hai piegato qualcosa di “abbastanza vicino”. Passi perché calcoli, tagli, pieghi, misuri, correggi e documenti—spesso più volte sotto supervisione. Tre esecuzioni riuscite. Due ispezioni per esecuzione. Firma del formatore. Quella ripetizione non è affiancamento casuale; è una validazione mirata di una competenza: sai prevedere il risultato prima di premere il pedale?
Questa è la differenza tra piegare una scatola per pizza a sensazione e sapere esattamente dove deve cadere la piega affinché il coperchio si chiuda perfettamente.
Controllo del Cestino degli Scarti: Se il tuo modello piano cambia e la tua unica spiegazione è “la macchina deve essere spenta”, stai indovinando—e indovinare trasforma i fogli $320 in scarto.
Passiamo ai fatti concreti.
Una piegatrice da 10 piedi con una capacità nominale di 100 tonnellate. Carichi una matrice a V stretta e decidi di piegare acciaio da 0,250 pollici per tutta la lunghezza perché “dovrebbe reggere”. Non hai controllato la tabella del tonnellaggio. Non hai calcolato le tonnellate per piede.
Ecco il meccanismo: il tonnellaggio richiesto aumenta man mano che l’apertura della matrice diminuisce e lo spessore del materiale aumenta. Raddoppia lo spessore e il tonnellaggio non raddoppia educatamente—sale rapidamente. Se sovraccarichi l’utensile, la prima cosa che cede è spesso il punzone. Un punzone di precisione incrinato può costare $1.800. Danni il martinetto? Ora parliamo di tempi morti misurati in giorni e di fatture di riparazione superiori a $12.000.
La certificazione ti obbliga a leggere le tabelle di tonnellaggio e a calcolare le tonnellate per piede prima del setup. Ti insegna che la valutazione della macchina vale per la lunghezza totale in condizioni specifiche, non è un assegno in bianco. Ti inculca l’abitudine: tipo di materiale, spessore, larghezza della matrice, lunghezza di piega, poi calcolo del tonnellaggio. In quest’ordine.
L’affiancamento salta dei passaggi perché il veterano “sa già” le combinazioni sicure. Ma la conoscenza nella sua testa non si trasferisce nella tua solo perché lo hai visto cambiare una matrice.
Ed ecco cosa gli datori di lavoro testano in silenzio: pensi in modo reattivo—risolvendo i problemi dopo un forte botto—o in modo proattivo, come un nodo del controllo qualità che collega progettazione e produzione? Il secondo ottiene l’aumento.
Controllo del Cestino degli Scarti: Se selezioni l’utensile prima di calcolare il tonnellaggio, stai giocando d’azzardo con attrezzature che costano più della tua casa.
Un disegno arriva sul tuo tavolo. Quattro pieghe. Angoli misti. Una flangia quotata dall’esterno, un’altra dall’interno. Tolleranza ±0,015.
Il veterano dice: “Piega prima i due lati, poi i bordi risvoltati.”
Questa è esecuzione di istruzioni. Non traduzione del disegno tecnico.
Negli ambienti di certificazione, devi interpretare tu stesso il disegno—identificare la sequenza delle pieghe, i bordi di riferimento, le dimensioni interne ed esterne e come ogni piega influisce sulla misurazione successiva. Ispezioni il tuo primo pezzo. Documenti le deviazioni. Le correggi senza che qualcuno ti stia addosso.
Perché tanta rigidità?
Perché in una vera produzione, nessuno ti spiega che la flangia da 2,000 pollici è una quota esterna che include già la deduzione di piega. Interpretala male una sola volta su un lotto di 200 pezzi in acciaio inox calibro 14 a $42 per pezzo grezzo e avrai appena buttato $8.400 nel cestino degli scarti prima di pranzo.
Ed ecco la scomoda verità: molti errori in macchina non derivano da matematica scarsa, ma dallo stress. Priorità multiple. Un pezzo da 40 libbre in mano. Una scadenza che ti soffia sul collo. I programmi di certificazione simulano quella pressione con prove di abilità a tempo e documentazione obbligatoria, in modo che i datori di lavoro vedano se riesci a pensare con lucidità mentre il tempo scorre.
Ora immagina che lui sia responsabile della produzione e anche del “formarti”. Pensi che rallenti per verificare se sei in grado di interpretare autonomamente un accumulo di tolleranze? O ti dice semplicemente la sequenza e continua a far avanzare i pezzi?
I datori di lavoro conoscono la risposta. Ecco perché cercano la prova che tu sia già stato testato.
Se queste tre competenze sono misurabili—calcolo della piega, valutazione verificata del tonnellaggio, traduzione indipendente del disegno—la vera domanda non è se contino. È come un programma strutturato le insegni e le valuti in poche settimane invece di sperare che tu le assimili in un anno.
| Aspetto | Traduzione del disegno tecnico | Seguire semplicemente ordini verbali |
|---|---|---|
| Definizione | Interpretare in modo indipendente disegni tecnici, sequenze di piegatura, tolleranze e riferimenti dimensionali | Eseguire le fasi esattamente come istruito da qualcun altro |
| Presa di decisione | Determina l’ordine di piegatura, i bordi di riferimento, le dimensioni interne vs. esterne e l’impatto delle misurazioni | Si affida a un’altra persona per fornire la sequenza corretta |
| Responsabilità | Ispeziona il primo pezzo, documenta le deviazioni e corregge gli errori in modo indipendente | Attende indicazioni o correzioni da parte di altri |
| Aspettative dell’ambiente di lavoro | Richiesto nelle certificazioni e nei contesti di produzione reale | Comune in contesti informali o durante l’affiancamento sul lavoro |
| Rischio di errore | Una lettura errata delle dimensioni (ad esempio, una dimensione esterna che include la deduzione di piega) può causare scarti costosi | Rischio immediato inferiore se le istruzioni sono corrette, ma sviluppo delle competenze limitato |
| Impatto finanziario | Esempio: interpretazione errata di una flangia da 2,000 pollici su 200 pezzi a $42 ciascuno = perdita di scarto di $8.400 | Dipende dall’accuratezza dell’istruttore; l’operatore potrebbe non comprendere le conseguenze finanziarie |
| Gestione dello stress | Richiede chiarezza mentale sotto pressione, scadenze e carico di lavoro fisico | Minore carico cognitivo se le decisioni sono fornite esternamente |
| Valutazione delle competenze | Misurata tramite test a tempo, documentazione, matematica della piegatura e verifica del tonnellaggio | Raramente valutata formalmente |
| Prospettiva del datore di lavoro | Dimostra competenza comprovata e capacità di lavorare in modo indipendente | Mostra la capacità di seguire le istruzioni ma non necessariamente di interpretare i disegni |
| Esito della formazione | Programmi strutturati insegnano e valutano le competenze in modo efficiente in poche settimane | L’assimilazione delle competenze può richiedere un anno o più senza una valutazione strutturata |
La prima mattina di una certificazione formale per la pressa piegatrice, non tocchi la macchina.
Ti siedi a un tavolo con un disegno, una calcolatrice e una tabella del tonnellaggio. L’istruttore dice: “Deriva la lunghezza piatta. Mostra l’assunzione del fattore K. Ora calcola le tonnellate per piede.” Se la tua matematica è sbagliata, non puoi “provare una volta”. Prima correggi la matematica.
Quell’ordine non è accademico. Rispecchia esattamente il modo in cui pensa un operatore competente: disegno → matematica → attrezzatura → tonnellaggio → impostazione → esecuzione → ispezione. Un programma strutturato esercita quella sequenza finché diventa automatica. Sul pavimento, affiancando qualcuno, si fa il contrario: prima la macchina, poi la spiegazione—se c’è tempo.
Ecco il meccanismo di compressione. Invece di aspettare sei mesi per imbattersi casualmente in una piegatura in aria di lamiera sottile, un lavoro di fondo su una lastra spessa e una flangia in acciaio inossidabile a tolleranza stretta, il programma li pianifica intenzionalmente con difficoltà crescente. Ogni scenario è scelto per forzare un calcolo o una decisione di sicurezza specifici. Non speri che l’esperienza ti capiti per caso. Il programma la crea.
È così che le settimane iniziano a sostituire un anno.
Ma cosa cambia esattamente tra un’aula e un apprendistato per rendere tutto ciò possibile?
Un apprendistato tipico può durare da tre a cinque anni. Vieni pagato, ruoti tra i lavori, assorbi lentamente i modelli. Funziona. Ho formato uomini che sono cresciuti in quel modo e riuscivano a sentire un punzone disallineato prima che io potessi vederlo.
Ma guarda attentamente come si è formata la loro conoscenza.
Hanno visto gli stessi materiali più e più volte. Gli stessi set di stampi. Le stesse famiglie di prodotti. La loro “esperienza” è profonda ma ristretta. Quando compare una nuova lega o un freno servo-elettrico, tornano a indovinare—solo con più sicurezza.
La certificazione strutturata attacca direttamente i punti ciechi. Prima ancora di azionare un pistone, affronti:
E non si tratta solo di lezione teorica. Calcoli la sovramisura di piega per acciaio dolce da 0,125 pollici in una V da 1 pollice. Poi passi all’acciaio inossidabile. Poi all’alluminio. Vedi come cambiano le ipotesi sul raggio interno. Difendi i tuoi numeri ad alta voce.
“Imparare cosa, esattamente.”
Questa è la differenza. I tirocini ti danno ore. La certificazione definisce le competenze. Non progredisci perché è passato del tempo; progredisci perché hai dimostrato di saper prevedere il risultato prima che il pedale scenda.
Controllo del Cestino degli Scarti: se il tuo registro di formazione misura il tempo vicino a una macchina invece dei problemi che ora puoi risolvere in autonomia, stai contando ombre, non competenze.
Ma la matematica sulla carta è sicura. La produzione no. Quindi come può un programma breve prepararti alla pressione senza buttare nel cassonetto acciaio inossidabile per un valore di $8,400?
| Aspetto | Tirocini (Ore Pratiche) | Certificazione Strutturata (Teoria in Aula + Pratica Definita) |
|---|---|---|
| Durata Tipica | Da tre a cinque anni | Programmi più brevi basati sulle competenze |
| Modello di Apprendimento | Lavoro retribuito, rotazione dei ruoli, assorbimento graduale dei modelli | Curriculum strutturato prima dell’uso della macchina |
| Profondità della conoscenza | Profonda ma ristretta (stessi materiali, set di matrici, famiglie di prodotti) | Ampia e sistematica attraverso materiali, utensili e tipi di macchine |
| Adattabilità alle nuove tecnologie | Può fare affidamento sull’intuizione quando appaiono nuove leghe o freni servo-elettrici | Addestrato ad analizzare nuove variabili utilizzando teoria e calcoli |
| Focus tecnico principale | Ripetizione basata sull’esperienza | Teoria dell’asse neutro, variazioni del fattore K, calcolo della tonnellata, limiti della macchina |
| Formazione sulla sicurezza | Appresa tramite esposizione in officina | Istruzione formale su barriere fotoelettriche, protezioni laser, comandi a due mani, procedure di blocco |
| Matematica e calcoli | Spesso basata sulla memoria o appresa informalmente | Calcoli di sovrametallo di piegatura su acciaio dolce, inox, alluminio; difendere i risultati oralmente |
| Criteri di avanzamento | Avanzamento basato sul tempo e sulle ore accumulate | Avanzamento basato sulle competenze dimostrate |
| Misurazione della crescita | Tempo trascorso vicino alle macchine | Problemi risolti in modo indipendente e risultati previsti con precisione |
| Preparazione al rischio | Esposizione alla produzione reale, potenziali errori costosi | Risoluzione dei problemi simulata prima della pressione della produzione dal vivo |
Una pressa piegatrice in produzione è un’arma carica da $250.000. Le scadenze incalzano. I supervisori osservano. Qualcuno a valle sta aspettando i tuoi pezzi. È proprio in quei momenti di pressione che le scorciatoie si insinuano—protezioni disattivate, tonnellaggio non verificato, “andrà probabilmente bene.”
Nonostante le moderne tecnologie di sicurezza, ogni anno si verificano ancora centinaia di gravi infortuni con la pressa piegatrice in officine dove la manutenzione viene trascurata o dove la produzione ignora il protocollo. Non accade perché le persone non sappiano piegare il metallo. Accade perché non hanno mai ripetuto la sequenza di sicurezza fino a farla diventare un riflesso automatico.
Nei laboratori di certificazione, l’ambiente è controllato appositamente. Si lavorano quantità limitate. Si è tenuti a:
Se salti un passaggio, l’istruttore ti ferma immediatamente. Non perché ami la burocrazia. Ma perché la ripetizione sotto supervisione costruisce la memoria procedurale. Quando poi ti trovi sotto la vera pressione produttiva, il tuo corpo segue automaticamente la sequenza appresa anziché entrare nel panico.
Ed ecco la chiave: controllato non significa facile.
Le valutazioni a tempo simulano lo stress delle scadenze. Potresti avere 45 minuti per interpretare un nuovo disegno, scegliere l’attrezzaggio e produrre un pezzo entro tolleranza con requisiti di ±0,015. Nessuno ti indica la sequenza di piegatura. Se interpreti male le dimensioni interne rispetto a quelle esterne, ne percepisci subito la conseguenza—solo senza distruggere una lamiera da $320.
La certificazione ora richiede anche un rinnovo periodico—spesso ogni due anni, con moduli sulla protezione laser o sui controlli servo-elettrici. Questo ti dice qualcosa di importante. La promessa non è “imparare una volta e andare avanti.” È “raggiungere rapidamente la competenza pronta per l’assunzione, poi aggiornarsi man mano che la tecnologia evolve.” La compressione si applica alla prontezza iniziale, non alla padronanza per tutta la vita.
Controllo del cestino degli scarti: se salti la documentazione del tuo primo articolo perché “sembra giusto”, stai esercitando la stessa scorciatoia che causa infortuni reali e serie di scarti a cinque cifre.
Quindi, se i programmi strutturati esercitano la matematica, i limiti della macchina e la sicurezza sotto stress controllato, perché i responsabili delle assunzioni si preoccupano effettivamente del titolo stesso invece che della tua parola?
Ora immagina che sia responsabile della produzione e della tua “formazione”.
Ha 600 pezzi da consegnare entro venerdì. Il suo operatore senior è già sovraccarico. Può o fare da balia a un nuovo assunto per tre mesi o inserire qualcuno che è già stato testato su matematica della piegatura, limiti di tonnellaggio e lettura indipendente del disegno.
Un titolo riconosciuto gli comunica tre cose specifiche:
È una validazione di terze parti. Non tuo zio che dice: “È abbastanza bravo.”
I responsabili delle assunzioni danno sempre più priorità alle certificazioni legate alla misura di precisione e al controllo qualità, perché queste competenze sono trasferibili tra macchine e officine. I controlli CNC differiscono. I marchi di utensili differiscono. Ma la catena logica — disegno, calcolo, configurazione sicura — no.
Significa forse che un apprendistato di tre-cinque anni è inutile? No. Costruisce profondità e capacità di risoluzione dei problemi nel tempo. Ma la certificazione risponde a una domanda diversa: questa persona può contribuire in modo sicuro e prevedibile ora?
Settimane di test strutturati basati sulle competenze possono stabilire quella base. Anni di affiancamento forse. Forse.
E quando un caposquadra deve decidere se affidarti il controllo di un macchinario che vale più della sua casa, “forse” non basta.
Il che ti lascia con una domanda pratica: se la certificazione può renderti pronto per l’assunzione in poche settimane, quali passi esatti ti portano da zero a quel titolo senza sprecare tempo o denaro?
La scorsa primavera un diciannovenne è entrato nel mio laboratorio senza alcuna esperienza in officina. Sei settimane dopo interpretava un disegno, calcolava la lunghezza piana per acciaio dolce da 0,125 pollici in una matrice a V da 1 pollice, selezionava gli utensili, verificava il tonnellaggio rispetto alla capacità di una macchina da 175 tonnellate, eseguiva un ciclo a vuoto, produceva un primo pezzo entro ±0,015 e lo documentava senza che io gli stessi sopra. Niente affiancamento. Niente cugino in cortile che dice “guarda me”.”
Questa è la differenza verso cui stiamo lavorando. Non familiarità. Indipendenza.
Non ottieni il controllo di una pressa piegatrice $250.000 perché le sei stato vicino per 12 mesi. Lo guadagni la prima volta che riesci a configurare, calcolare e verificare un pezzo senza che qualcuno corregga i tuoi errori prima che lo faccia il martello. Ecco quindi il percorso preciso da zero a competenza certificata di base — senza mesi sprecati a spazzare trucioli sperando che la conoscenza scenda dal cielo.
Immagina un semplice disegno di staffa sul tuo banco. Due gambe da 2 pollici, materiale da 0,125 pollici, raggio interno 0,125, piegature a 90 gradi. La maggior parte dei principianti prende una calcolatrice e inizia a cercare quel numero di deduzione della piega che qualcuno ha scritto su una lavagna tre anni fa.
È così che comincia lo scarto.
Invece, si ricava la lunghezza in piano dai primi principi. Sovrametallo di piegatura, asse neutro, fattore K. Se questi termini sono nuovi: l’asse neutro è lo strato all’interno del materiale che non si allunga né si comprime durante una piegatura. La sua posizione varia con il materiale e l’attrezzatura. Questo spostamento cambia la tua lunghezza in piano. Cambia il materiale da acciaio dolce a inox e la matematica si sposta con esso.
Quando lo calcoli da solo, capisci perché.
Ora abbiniamo quella matematica alla dinamica della macchina. Tonnellaggio nominale a lunghezza piena contro lunghezza parziale. Flessione su un banco di 10 piedi. Il fatto che 100 tonnellate al centro non siano le stesse di 100 tonnellate a tutta lunghezza. È qui che la matematica del disegno incontra la realtà dell’acciaio. È la differenza tra piegare una scatola della pizza sul tavolo della cucina e cercare di piegare un mucchio di cartoni umidi su un banco di lavoro deformato.
I programmi di certificazione ti obbligano a difendere questi numeri ad alta voce. Perché questa larghezza di matrice a V? Perché questo tonnellaggio? Perché il raggio interno non è esattamente il raggio della punta del punzone nella piegatura in aria? Non si va avanti finché non puoi rispondere senza indovinare.
Perché se la tua lunghezza in piano è sbagliata di 0,060 su una partita di 200 pezzi in inox a $42 per pezzo, ci sono $8.400 nello scarto prima di pranzo.
Controllo del cestino dei rottami: Se non sai ricavare la lunghezza in piano dal disegno e spiegare come i limiti della macchina influenzano la scelta del tonnellaggio, non sei pronto per toccare il pedale — sei pronto per guardare qualcun altro perdere soldi.
Un rapporto che faccio leggere a ogni apprendista documenta oltre 360 amputazioni all’anno che coinvolgono presse piegatrici negli Stati Uniti. Ciò che colpisce di più non è il numero. È che fino a 83% avvengono in zone in cui le protezioni standard non offrono copertura completa. Le protezioni esistono. Le persone si fanno comunque male.
Perché?
Perché la sicurezza non è un dispositivo. È una sequenza.
Allineamento della barriera fotoelettrica. Controllo del sistema laser di protezione. Verifica del controllo a due mani, se presente. Attrezzatura correttamente posizionata. Finecorsa posteriore libero. Programma corretto caricato. Tonnellaggio verificato rispetto alla capacità della macchina. Ciclo a vuoto sopra il pezzo. Solo allora il piede si avvicina al pedale.
Le officine tradizionali con formazione minima saltano i passaggi sotto pressione. Le protezioni vengono bypassate “solo per questa corsa”. La manutenzione cala. La produzione vince la discussione. Gli infortuni si ripetono.
Ora guarda i produttori con le migliori prestazioni: i primi 20% raggiungono circa 90% di efficienza complessiva delle attrezzature con tassi di infortuni intorno allo 0,05%. Gli ultimi 20% si fermano su circa 76% di OEE e tassi di infortuni vicino a 3% — circa 60 volte più alti. La disciplina nella sicurezza e la produttività non sono nemiche. Crescono insieme perché entrambe dipendono da un setup controllato e ripetibile.
La certificazione esercita la sequenza fino a renderla memoria procedurale. Se sbagli un passaggio nel mio laboratorio, la macchina non parte. Non perché mi piaccia fermarti. Ma perché la ripetizione sotto supervisione costa meno che imparare da un ricovero in pronto soccorso e da $186.000 di salari persi a vita per una mano schiacciata.
Questa non è teoria. È memoria muscolare sotto controllo.
Quindi, prima che il tuo piede si muova, puoi recitare — e mettere in pratica — ogni passaggio senza essere guidato?
Imposta una piegatura a 90 gradi in piegatura in aria. Stesso materiale. Stesso spessore. Ora chiudila sul fondo — spingi il punzone più a fondo in modo che il materiale tocchi completamente le spalle della matrice. La precisione dell’angolo cambia. Il tonnellaggio richiesto aumenta. Il ritorno elastico si comporta diversamente.
La piegatura in aria utilizza un contatto a tre punti. La punta del punzone e le spalle della matrice definiscono l’angolo; il raggio interno si forma in base alla larghezza della matrice, non alla punta del punzone. La chiusura sul fondo costringe il materiale ad aderire più strettamente alla geometria dell’attrezzatura, aumentando sensibilmente il tonnellaggio.
Perché questo è importante?
Perché qui vivono variabili nascoste. Flessione della macchina lungo la lunghezza. Variazione di lotto del materiale. Direzione della grana. Un laboratorio di certificazione degno di questo nome non ti lascia piegare provini perfetti per tutta la settimana. Introduce variazioni. Il tuo primo pezzo misura 91 gradi invece di 90. Ti fai prendere dal panico e correggi troppo? Oppure regoli la profondità in base al ritorno elastico misurato?
Gli operatori esperti imparano a compensare la bombatura e la flessione del banco. Non padroneggerai ogni sfumatura in poche settimane. Ma devi imparare il meccanismo: misurare, regolare a incrementi controllati, verificare.
È questo che i datori di lavoro valutano. Non se hai già visto una pressa piegatrice. Ma se sai chiudere il ciclo tra misurazione e correzione senza andare a tentoni.
Se la tua formazione non ti obbliga mai a risolvere un errore di 1 grado e a spiegarne la causa, sei certificato solo di nome.
Ora immagina che sia responsabile della produzione e della tua “formazione”.
A lui non interessa quanto tu sia entusiasta. Gli interessa se puoi avvicinarti a una macchina il lunedì mattina e produrre un primo pezzo verificato senza che lui ti stia addosso.
Un esame di certificazione riconosciuto di solito richiede di: interpretare un disegno sconosciuto, calcolare la lunghezza in piano, scegliere gli utensili disponibili in magazzino, verificare la tonnellata rispetto alla capacità della macchina, eseguire una sequenza di impostazione sicura, produrre un pezzo entro tolleranza e documentare i risultati dell’ispezione. Sotto vincolo di tempo.
Nessuno sussurra le risposte.
Quella credenziale gli dice che sei stato valutato sull’intera catena da cui dipende ogni giorno: disegno, calcolo, utensili, impostazione sicura, risultato misurato. È la prova di terza parte che hai già commesso — e corretto — errori da principiante in un ambiente controllato invece che sul suo piano di produzione.
È qui che la curva di apprendimento si comprime. Invece di un anno sperando che l’esposizione si trasformi in comprensione, segui una progressione definita: matematica e dinamiche, sequenza di sicurezza, variazioni della tecnica di base, poi valutazione formale. Settimane di esercitazioni mirate che sostituiscono mesi di osservazione passiva.
L’indipendenza non è tempo trascorso. È competenza dimostrata.
E quando quel caporeparto decide se affidarti il controllo di un’attrezzatura che vale più della sua casa, ciò che realmente ti sta chiedendo è semplice: puoi farla funzionare in modo sicuro e prevedibile senza che debba sorvegliarti?
La certificazione è il modo per rispondere sì prima ancora che lui si assuma quel rischio.
Ora stai ponendo la domanda giusta: come fai davvero a entrare in uno di questi programmi invece di limitarti a leggerne?
Non inizi entrando a caso nelle officine chiedendo un’occasione. Inizi cercando una credenziale riconosciuta — FMA Precision Press Brake, NIMS Livello I‑III, o un programma tecnico statale che esamina secondo quegli standard. Non un corso “introduzione alla lavorazione” di un fine settimana. Un programma che ti richiede di interpretare un disegno sconosciuto, calcolare la lunghezza in piano, selezionare gli utensili, verificare la tonnellata, eseguire una sequenza di impostazione sicura e produrre un primo pezzo conforme durante la valutazione.
Chiama la scuola. Fai una domanda diretta: “C’è un esame pratico in cui vengo valutato su impostazione, sequenza di sicurezza e precisione del pezzo?” Se la risposta è vaga, passa oltre.
Ecco ora l’aspetto che la maggior parte dei principianti non coglie. Quella riga “richiesti due anni di esperienza” in un annuncio non riguarda il tempo cronologico. Riguarda il rischio. Il responsabile sta pensando a un grezzo in acciaio inox $42 moltiplicato per 200 pezzi. Sta pensando a $8.400 di scarti prima di pranzo perché qualcuno ha indovinato invece di calcolare. Sta pensando ai registri OSHA e se tu sai veramente cosa significa LOTO — lockout/tagout — in movimento, non solo sulla carta.
Non sta comprando tempo di servizio.
Sta comprando prevedibilità.
La certificazione, fatta come si deve, è la prova di terza parte che hai già commesso errori da principiante in un laboratorio controllato invece che sul suo piano di produzione. Non elimina la dicitura “esperienza richiesta”. La ridefinisce. Perché ora non stai dicendo: “Fidati, ho lavorato con le presse piegatrici.” Stai dicendo: “Sono stato valutato sulle prestazioni dal disegno al pezzo.”
Questo cambia la conversazione.
E una volta davanti a lui, come fai a far sì che quel pezzo di carta sembri esperienza invece che decorazione?
Se elenchi la tua qualifica in questo modo—
Certificazione per piegatrice, 2026
—suoni come qualsiasi altro candidato.
Invece, traducila in linguaggio di produzione.
Prodotte parti di primo articolo ±0,015 da disegni sconosciuti durante una valutazione cronometrata; calcolata l’abbondanza di piega e verificata la tonnellanza rispetto alla capacità della pressa piegatrice CNC da 175 tonnellate; eseguita la sequenza completa di preparazione conforme a OSHA senza istruzioni dell’insegnante.
Ora stai parlando la lingua del caporeparto.
Nota cosa hai fatto lì. Non hai detto “completato il corso”. Hai descritto risultati: tolleranza, capacità della macchina, sequenza di sicurezza, documentazione. Questo suona come esperienza a difetto zero perché rispecchia ciò che accade realmente in officina.
Pensala come piegare una scatola per pizza partendo dal cartone piatto. Chiunque può dire di averlo visto fare. Ma se sai dirmi l’ordine delle pieghe, dove si incastrano le linguette e cosa succede se pieghi prima il bordo sbagliato, so che l’hai fatto davvero.
Lo stesso vale per una pressa piegatrice. Se puoi spiegare come hai corretto una sovrapiega di 1 grado regolando la profondità a incrementi controllati anziché modificando il programma alla cieca, suoni come qualcuno che ha chiuso il ciclo tra misurazione e correzione.
Controllo del cestino degli scarti: se nel tuo curriculum elenchi i corsi seguiti ma non le tolleranze, le capacità delle macchine o le sequenze di sicurezza, stai pubblicizzando la frequenza, non la competenza.
Quindi cosa succede quando superi la fase del curriculum e lui decide di vedere cosa sai davvero fare?
Non ti affiderà una produzione vera e propria.
Ti consegnerà un semplice disegno e osserverà.
Magari è una staffa in acciaio dolce. Due pieghe. 90 gradi. Niente di sofisticato. Non sta testando la complessità. Sta testando la sequenza. Studi il disegno prima di toccare la macchina? Calcoli la lunghezza in piano o chiedi il valore? Controlli lo stato degli utensili? Verifichi la tonnellanza rispetto alla capacità della macchina, o presumi?
Questo è il colloquio pratico.
Sta cercando pause nei punti giusti. Quelle che mostrano riflessione, non paura. Quando esegui un ciclo a vuoto sopra il pezzo prima di impegnarti, vede formazione. Quando vai verso il pedale senza confermare la posizione del registro posteriore, vede un rischio.
Ricorda l’analogia dell’arma da fuoco carica. Una pressa piegatrice da $250.000 chili non si cura se sei sicuro di te. Le importa solo che tu segua la sequenza. Fare affiancamento in un’officina affollata è come imparare la sicurezza delle armi da un cugino distratto in giardino. La certificazione è il corso strutturato in cui ogni regola viene insegnata prima che tu sia autorizzato a premere il grilletto.
Ma ecco la dura verità.
Anche con quella credenziale, lui potrebbe comunque stazionarti accanto.
E questo ci porta alla parte che nessun opuscolo pubblicizza.
No.
E non è un insulto. È fisica.
OSHA richiede una formazione documentata sulla sicurezza per ogni operatore, certificato o meno. Lui deve vederti seguire le regole di protezione delle macchine, confermare l’allineamento della barriera luminosa, rispettare il LOTO, indossare i DPI appropriati. La carta non ti esonera dal riaddestramento. Lo riduce soltanto.
Il rispetto in un’officina si guadagna in pollici e millesimi.
Lo guadagni la prima volta che il tuo pezzo rientra nella tolleranza senza tre tentativi. Lo guadagni quando fermi un lavoro perché il calcolo della tonnellata supera il valore della macchina invece di “provare lo stesso”. Lo guadagni quando rilevi una discrepanza sul disegno prima che diventi 150 pezzi difettosi.
La certificazione ti fa entrare con credibilità. Le abitudini di precisione ti fanno restare.
Controllo del bidone degli scarti: Se pensi che la credenziale ti dia diritto all’autonomia il primo giorno, stai ancora pensando come uno studente, non come un operatore.
Quindi il vero cambiamento non è da affiancamento a certificazione.
È da ego a disciplina.
E una volta assunto, cosa conterà di più—quanto velocemente pieghi, o quanto precisamente pensi prima che il piede si muova?
Sei assunto. Tesserino allacciato. Acciaio sul banco. Piede sul pedale.
Allora cosa viene prima—velocità o precisione?
Ogni novizio pensa che la velocità porti rispetto. Guarda il veterano che cicla i pezzi come una macchina da cucire e presume che la produttività sia la valuta. Ma ecco cosa insegna vent’anni di officina: la velocità è un effetto collaterale. La precisione è la causa.
Le officine di livello superiore—quelle che funzionano vicino al 90% di efficienza complessiva dell’attrezzatura con tassi di infortunio così bassi da a malapena apparire nei report—non sono veloci perché si affrettano. Sono veloci perché i loro setup sono perfetti. Utensili allineati. Tonellaggio verificato. Battuta calibrata. Dispositivi di sicurezza intatti e testati. Nessun tentativo, nessuna “correzione” a metà ciclo, nessuna protezione bypassata per risparmiare secondi.
La velocità arriva dopo che il pensiero è finito.
La pressa piegatrice è un’arma carica da $250.000. L’affiancamento ti insegna dove si trova il grilletto. La certificazione ti insegna perché non lo devi toccare finché matematica, utensili e sequenza di sicurezza non sono verificati. E una volta che sei assunto, il mandato non cambia.
Precisione prima della velocità.
Non perché suona nobile. Ma perché è l’unico modo per conservare sia il lavoro sia le dita.
Quindi, come si presenta tutto ciò quando sei nuovo e il caposquadra ti osserva i primi tre mesi come un falco?
I tuoi primi 90 giorni non riguardano quante parti riesci a piegare all’ora. Riguardano se i tuoi attrezzaggi si ripetono con coerenza.
È un’abilità diversa.
Accuratezza dell’attrezzaggio significa che sai prendere un disegno, calcolare il fattore di piegatura, confermare la lunghezza piatta, scegliere l’utensile corretto, verificare la tonnellaggio rispetto alla capacità della macchina, allineare le matrici, impostare le posizioni del riscontro e realizzare il primo pezzo controllato — il tutto senza improvvisare a metà. Se il primo pezzo è giusto, dal pezzo 2 al 200 diventa noioso. Noioso è redditizio.
Se il primo pezzo è sbagliato, passerai la giornata a rincorrere l’errore.
Rendiamolo concreto. Immagina di piegare una scatola per pizza. Se la prima piega è fuori di un ottavo di pollice, ogni linguetta si oppone. Premi più forte. Gli angoli si gonfiano. Ora immagina di ripetere quell’errore 150 volte in acciaio inox calibro 11 a $42 per pezzo. Sono $6.300 di materiale prima ancora di parlare di manodopera.
Un pessimo attrezzaggio può costare più del tuo stipendio mensile.
Ed ecco la parte che i principianti non colgono: le variabili nascoste sono sempre in gioco. Deflessione della macchina sotto carico. Leggera variazione di spessore del materiale. Usura dell’utensile che non vedi finché non misuri l’angolo e ti accorgi che sei fuori di un grado lungo tutta la lunghezza. La certificazione ti espone a queste forze in modo controllato. L’affiancamento spesso no. Ti limiti a copiare ciò che ha fatto l’ultimo e speri che la macchina si comporti allo stesso modo oggi.
La speranza non è una strategia di attrezzaggio.
Durante quei primi 90 giorni, rallenta l’attrezzaggio per poter accelerare la produzione. Verifica le barriere fotoelettriche. Prova le protezioni. Controlla lo spazio di manovra del riscontro. Fai scendere il martinetto a bassa velocità sopra il pezzo prima di impegnarlo. Misura. Regola con incrementi controllati — 0,002 alla volta se necessario. Chiudi il ciclo tra misurazione e correzione.
Stai costruendo una checklist mentale ripetibile.
E riguardo la sicurezza — la maggior parte degli infortuni non avviene durante l’attrezzaggio accurato. Succede quando qualcuno “sta solo producendo pezzi” e decide di disattivare qualcosa per risparmiare tempo. Fino all’83% degli infortuni gravi con presse piegatrici avviene in zone dove i dispositivi di protezione erano presenti ma sono stati bypassati o disattivati. Non è ignoranza. È impazienza.
I tuoi primi 90 giorni dovrebbero addestrare il tuo sistema nervoso a privilegiare la sequenza rispetto alla velocità.
Controllo del Cestino Scarti: se non puoi spiegare perché il tuo primo pezzo è corretto — inclusi calcoli, utensili, tonnellaggio e sequenza di sicurezza — non sei pronto per inseguire i tempi di ciclo.
Ora stai pensando: va bene, prima la precisione. Ma come posso diventare veloce senza sacrificare le tolleranze?
Ecco il bivio.
Opzione uno: alla deriva. Segui l’ombra. Carichi fogli. Assorbi abitudini—buone e cattive. Impari scorciatoie prima di capire le conseguenze. Passa un anno. Sei stato “intorno ai freni”, ma non hai mai ricavato la lunghezza piatta dai principi fondamentali. Eredi numeri come guanti passati di mano. Ti stanno finché non ti stanno più.
Opzione due: allenati con intenzione. Tratti ogni impostazione come un esercizio controllato. Documenti le regolazioni. Confronti l’allineamento della piega calcolato con i risultati effettivi. Chiedi perché l’angolo è cambiato quando lo spessore del materiale è variato di 0,003. Costruisci nella tua testa una libreria di causa ed effetto.
Stessa macchina. Stesse ore. Operatore diverso che emerge.
Ora immagina che lui sia responsabile della produzione e della “formazione” tua. Chi lascia da solo nel turno di notte? L’aiutante che si muove veloce ma necessita di correzione due volte per ciclo? O l’operatore deliberato il cui primo pezzo quasi mai lo sorprende?
La velocità che dipende dalla supervisione è velocità finta.
La vera velocità deriva dall’eliminazione di rifacimenti, scarti e fermate. Quando le tue impostazioni sono prevedibili, smetti di toccare il programma a metà ciclo. Smetti di controllare ogni quinto pezzo nel panico. Smetti di chiamare il caposquadra per piccoli scostamenti d’angolo perché conosci già la correzione.
La precisione si accumula.
Ecco la parte non ovvia: gli operatori più veloci che abbia mai avuto sotto di me non si muovevano rapidamente. Si muovevano una sola volta. Correttamente. Le loro mani erano calme perché la loro matematica era risolta. La loro produzione superava quella degli “affaccendati” a fine turno perché non correggevano $8.400 errori prima di pranzo.
Quindi, una volta assunto, dai priorità alla precisione senza scuse. Aumenta la produzione riducendo l’incertezza—impostazioni migliori, primi pezzi più precisi, controlli di sicurezza disciplinati—non premendo il pedale più velocemente.
Non vieni pagato per il movimento.
Vieni pagato per risultati prevedibili su una macchina $250.000 che fa esattamente ciò che le dici—né più né meno.
La domanda non è quanto velocemente puoi piegare.
È quanto caos rimuovi prima ancora di toccare il pedale.


















