

Dia berada di belakang mesin press brake, lengan gemetar, membimbing lembaran 4×8 dari plat 10-gauge ke posisi sementara operator veteran menginjak pedal. Delapan jam berlalu, dia belum menyentuh kontrol. Dia pulang dengan tubuh pegal, mengatakan pada dirinya sendiri, “Aku sedang belajar.”
Belajar apa, sebenarnya?
Saya telah melihat hal ini terjadi selama dua puluh tahun. Karyawan baru mengikuti operator tercepat di bengkel. Si veteran berada di bawah tekanan untuk menghasilkan 120 bagian per jam. Jadi anak baru itu memuat, membalik, menumpuk, menyapu. Jika ada waktu, mungkin dia mendengar, “Atur backgauge-mu ke 3.742.” Tanpa penjelasan mengapa 3.742 dan bukan 3.750. Tidak ada pembahasan tentang pengurangan lengkungan, springback, atau tabel tonase.
Setelah dua belas bulan, anak itu bisa “menjalankan brake.” Sampai gambar kerja berubah.
Sertifikasi mempersingkat waktu itu karena dimulai dengan perhitungan yang diandaikan lantai produksi akan “meresap” ke dirimu begitu saja: bagaimana menghitung bend allowance, bagaimana ketebalan material memengaruhi jari-jari dalam, bagaimana membaca tabel tonase sebelum kamu menginjak pedal. Itu perbedaan antara melipat kotak pizza berdasarkan perasaan dan mengetahui tepat di mana lipatan harus berada agar tutup bisa menutup.
Satu jalur adalah pengulangan. Jalur lainnya adalah pemahaman. Menurutmu, yang mana yang bertahan saat pekerjaan tidak rutin?

Bayangkan sebuah press brake $250.000 seperti senjata api yang terisi. Si veteran telah mengoperasikannya selama bertahun-tahun. Dia cepat. Percaya diri. Sedikit bosan.
Sekarang bayangkan dia bertanggung jawab atas produksi sekaligus “melatih” kamu.
Ketika pesanan menumpuk, pelatihan kalah. Kamu menjadi tenaga pemindah material. Itu bukan kekejaman; itu ekonomi. Perusahaan menagihkan tenagamu sebesar $18 per jam sementara mesin harus tetap memproduksi bagian senilai $140 per jam. Tak ada yang memperlambat itu hanya demi pelajaran geometri.
Jadi kamu belajar potongan-potongan. Trik untuk melipat tipis stainless. Jalan pintas mengatur gauge. Tapi kamu tak pernah duduk dengan gambar kerja dan menghitung panjang datar dari prinsip dasar. Tak seorang pun menjelaskan mengapa air bending baja lunak 0,125 inci dengan V-die 1 inci menghasilkan jari-jari dalam yang dapat diprediksi. Mereka hanya mengatakan, “Gunakan die satu inci. Itu yang selalu kita pakai.”
Pemeriksaan Tong Sampah: Jika hari “pelatihanmu” berakhir dan kamu tak bisa menjelaskan mengapa sebuah dimensi berubah setelah dibengkokkan, kamu tidak belajar—kamu hanya membantu memindahkan baja.

Berikut angka yang seharusnya membuatmu berhenti sejenak: ratusan amputasi akibat press brake masih terjadi setiap tahun di AS, bahkan dengan sistem pengaman modern. Bukan teori. Di bengkel nyata.
Sekarang tambahkan ini: riset menunjukkan sebagian besar cedera serius terjadi di area di mana standar pengaman tidak sepenuhnya melindungi—sering kali karena operator mem-bypass atau menonaktifkannya di bawah tekanan produksi.
Shadowing berarti kamu mewarisi budaya apa pun yang kamu masuki. Jika si veteran menempelkan pita pada sensor cahaya untuk mempercepat pekerjaan singkat, kamu melihat itu. Jika dia tetap menginjak pedal saat tangannya menjangkau ke area die karena “Saya sudah melakukan ini selama 15 tahun,” kamu melihat itu juga. Tidak ada protokol tertulis. Tidak ada analisis bahaya formal. Hanya kebiasaan.
Program sertifikasi yang baik menanamkan aturan tanpa toleransi nol sebelum kamu mendekati mesin: posisi tangan, verifikasi pengamanan, prosedur lockout, kewaspadaan titik jepit. Mereka tidak berasumsi kamu akan “menangkapnya.”
Dan inilah bagian yang tidak nyaman: terpapar kebiasaan buruk tidak membuatmu lebih tangguh. Itu hanya menormalkan risiko sampai hari ketika hal itu mengorbankan tiga jarimu dan $186.000 dalam pendapatan seumur hidup yang hilang.
Pemeriksaan Tong Sampah: Jika jalan pintas akan membuatmu ditegur di ruang kelas tapi mendapat anggukan di lantai produksi, kamu sedang dilatih menuju tanggung jawab hukum, bukan kompetensi.
Mari kita bicarakan uang seperti cara para pemilik bengkel berbicara.
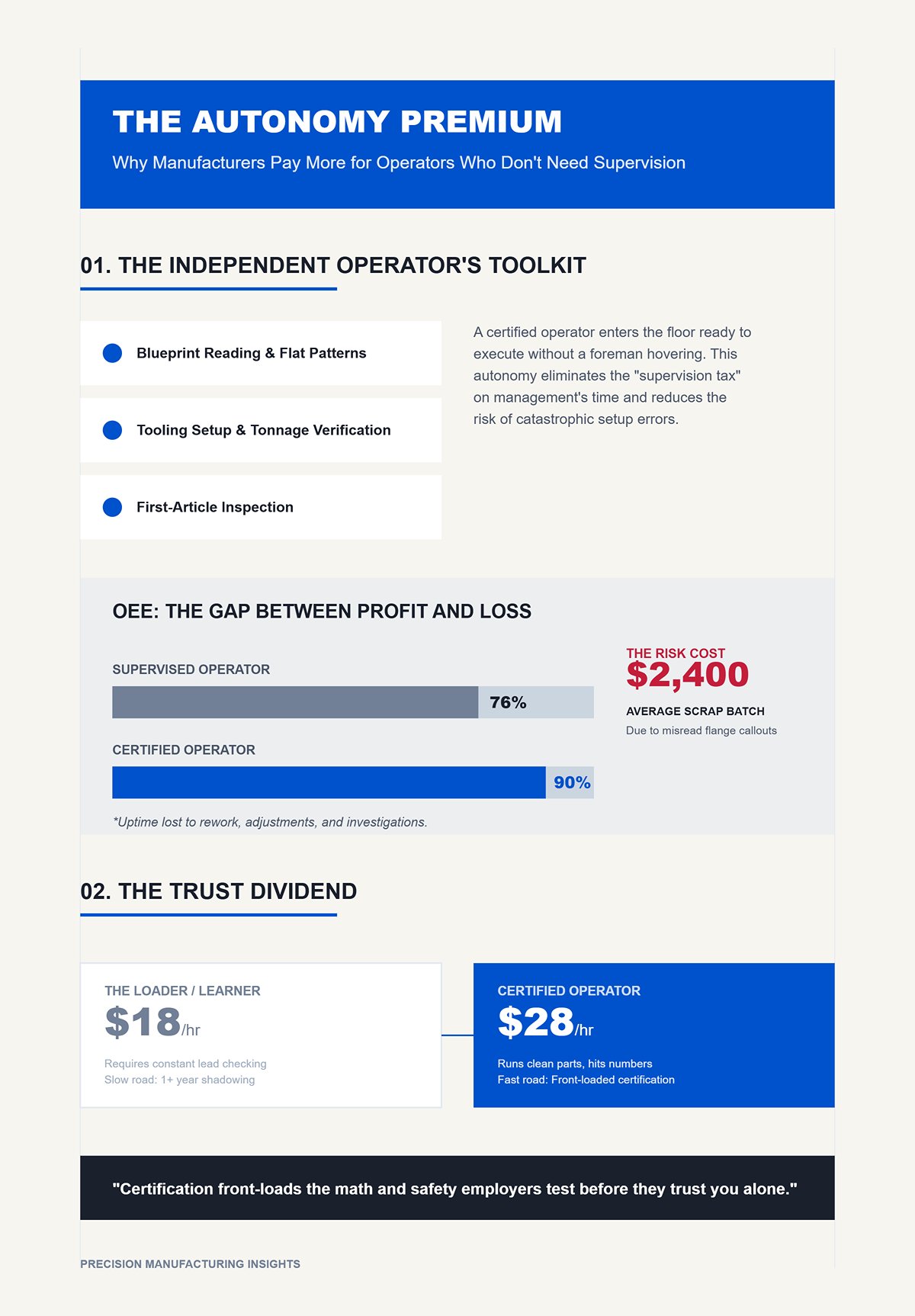
Seorang operator bersertifikat datang dengan kemampuan membaca gambar kerja, menghitung pola datar, menyetel perkakas, memverifikasi tonase, dan menjalankan inspeksi artikel pertama tanpa pengawas mengintip di belakangnya. Itu berarti lebih sedikit kesalahan penyetelan. Lebih sedikit pukulan rusak. Lebih sedikit tumpukan limbah $2.400 karena seseorang salah membaca petunjuk flensa.
Produsen berperforma tinggi yang mengintegrasikan keselamatan dan pelatihan dengan baik memiliki tingkat cedera yang jauh lebih rendah dan efektivitas peralatan keseluruhan yang lebih tinggi. Itu bukan amal. Itu waktu operasi. Mesin yang membuat suku cadang selama 90% dari waktu kerja mengalahkan mesin yang menganggur di 76% karena pengerjaan ulang, penyesuaian, atau investigasi.
Jadi siapa yang mendapat kenaikan gaji?
Operator yang butuh pemimpin untuk memeriksa setiap penyetelan—atau yang menghasilkan suku cadang bersih, mencapai target, dan tidak mempertaruhkan premi asuransi perusahaan?
Pendampingan mungkin akhirnya membawamu ke sana. Setahun. Mungkin lebih. Sertifikasi memuat lebih dulu matematika cetak biru dan protokol keselamatan yang benar-benar diuji pemberi kerja sebelum mereka mempercayaimu bekerja sendiri.
Dan jika kepercayaan adalah yang mengubah pemuat $18 per jam menjadi operator $28 per jam, mengapa kamu memilih jalan yang lambat?
Saya melihat seorang pemuda berusia 22 tahun membeku saat pemeriksaan keterampilan sertifikasi dengan kalkulator di tangannya dan gambar kerja di meja. Penguji bahkan belum menyalakan mesin press brake-nya. Tugas pertama: hitung panjang datar untuk tekukan 90 derajat pada baja lunak tebal 0,125 inci, dilipat udara dalam V-die 1 inci. Tidak boleh menebak. Tunjukkan allowance tekukan (bend allowance). Nyatakan faktor K. Lalu jelaskan dari mana angka-angka itu berasal.
Itulah bagian yang tidak pernah dilihat oleh pemula di lantai bengkel.
Kamu mengira tesnya adalah apakah kamu bisa menjaga flensa tetap siku sementara orang lain menginjak pedal. Bukan itu. Pemberi kerja memeriksa tiga keterampilan tak terlihat sebelum mereka mempercayaimu dengan mesin senilai $250.000: bisakah kamu menghitung matematika tekukan tanpa pengetahuan turun-temurun, bisakah kamu membuktikan bahwa kamu tidak akan membebani perkakas, dan bisakah kamu membaca gambar kerja tanpa bertanya apa arti garis itu?
Jika kamu tidak bisa menunjukkan hal-hal itu di atas kertas dan saat penyetelan, pendampingan selama dua belas bulan tidak akan memperbaikinya. Itu hanya menunda saat seseorang mengetahuinya.
Ambil bagian dengan ketebalan 0,125 inci yang sama. Radius bagian dalam kira-kira sama dengan ketebalan material ketika melakukan tekukan udara dalam die 1 inci. Jadi sekitar radius 0,125 inci. Rumus allowance tekukan: BA = (Sudut dalam radian) × (Radius Dalam + K × Ketebalan).
Jika kamu tidak tahu apa itu K, itu tanda bahaya pertama. Faktor K adalah rasio yang menunjukkan di mana sumbu netral berada di dalam material selama proses tekuk—pada dasarnya, serat mana yang meregang dan mana yang tertekan. Dalam penekukan udara baja lunak, nilai awal faktor K yang umum adalah sekitar 0,33 hingga 0,42 tergantung pada perkakas dan bahan. Program sertifikasi membuatmu menghitung keduanya dan memahami alasannya.
Di lantai produksi? Kamu hanya mendengar, “Gunakan saja 3,742. Itu berhasil terakhir kali.”
Tetapi kamu tidak pernah duduk dengan gambar kerja dan menurunkan panjang datar dari prinsip dasar. Kamu hanya mewarisi angka-angka seperti sarung tangan bekas dan berharap ukurannya pas.
Dalam pemeriksaan keterampilan formal, kamu tidak lulus karena menekuk sesuatu yang hampir benar. Kamu lulus karena kamu menghitung, memotong, menekuk, mengukur, menyesuaikan, dan mendokumentasikan—sering kali berulang kali di bawah pengawasan. Tiga kali percobaan berhasil. Dua inspeksi per percobaan. Pelatih ikut menandatangani. Pengulangan itu bukan pendampingan acak; itu validasi terarah atas satu kompetensi: bisakah kamu memprediksi hasil sebelum menginjak pedal?
Itulah perbedaan antara melipat kotak pizza berdasarkan perasaan dan mengetahui tepat di mana lipatan harus berada agar tutupnya menutup rapat.
Pemeriksaan Tempat Sampah: Jika pola datar Anda berubah dan satu-satunya penjelasan Anda adalah “mesinnya pasti rusak,” Anda sedang menebak—dan menebak akan mengubah lembaran $320 menjadi bahan buangan.
Mari kita konkretkan.
Sebuah press brake sepanjang 10 kaki dengan kapasitas 100 ton. Anda memasang V-die sempit dan memutuskan untuk menekuk baja 0,250 inci penuh karena “harusnya bisa.” Anda tidak memeriksa tabel tonnase. Anda tidak menghitung ton per kaki.
Inilah mekanismenya: kebutuhan tonnase meningkat saat bukaan die mengecil dan ketebalan material bertambah. Gandakan ketebalan dan tonnase tidak akan mengganda dengan sopan—ia naik dengan cepat. Bebani perkakas secara berlebihan, dan hal pertama yang biasanya rusak adalah punch. Sebuah punch presisi yang retak bisa bernilai $1.800. Merusak ram? Sekarang kita berbicara tentang waktu henti yang dihitung dalam hari dan tagihan perbaikan lebih dari $12.000.
Sertifikasi memaksa Anda untuk membaca tabel tonnase dan menghitung ton per kaki sebelum penyiapan. Ia mengajarkan bahwa kapasitas mesin berlaku penuh panjang di bawah kondisi tertentu, bukan cek kosong. Ia menanamkan kebiasaan: jenis material, ketebalan, lebar die, panjang tekukan, kemudian perhitungan tonnase. Dalam urutan itu.
Pendampingan sering melewatkan langkah karena pekerja senior sudah “tahu” kombinasi aman. Tetapi pengetahuan di kepalanya tidak otomatis berpindah ke kepala Anda hanya karena Anda melihat dia mengganti die.
Dan inilah yang diam-diam diuji oleh perusahaan: apakah Anda berpikir reaktif—memperbaiki masalah setelah suara dentuman keras—atau proaktif, seperti node dalam kontrol kualitas yang menjembatani desain dan manufaktur? Yang terakhir yang akan mendapat kenaikan gaji.
Pemeriksaan Tempat Sampah: Jika Anda memilih perkakas sebelum menghitung tonnase, Anda sedang berjudi dengan peralatan yang nilainya lebih mahal dari rumah Anda.
Sebuah cetak mendarat di meja Anda. Empat tekukan. Sudut campuran. Satu flensa diberi ukuran dari luar, satu lagi dari dalam. Toleransi ±0,015.
Pekerja senior berkata, “Tekuk dua sisi terlebih dahulu, lalu lipatan.”
Itu mengikuti instruksi. Bukan terjemahan cetak biru.
Dalam lingkungan sertifikasi, Anda diharuskan menafsirkan gambar sendiri—mengidentifikasi urutan tekukan, tepi referensi, dimensi dalam versus luar, dan bagaimana setiap tekukan memengaruhi pengukuran berikutnya. Anda memeriksa sendiri artikel pertama Anda. Anda mendokumentasikan penyimpangan. Anda mengoreksinya tanpa ada yang mengawasi.
Mengapa begitu ketat?
Karena dalam produksi nyata, tidak ada yang berdiri di atas Anda menjelaskan bahwa flensa 2,000 inci adalah dimensi luar yang sudah memperhitungkan potongan tekukan. Salah membaca sekali saja pada batch 200 bagian baja tahan karat 14 gauge seharga $42 per lembar, Anda baru saja memasukkan $8.400 ke tempat sampah sebelum makan siang.
Dan inilah kenyataan yang tidak nyaman: banyak kegagalan di mesin bukan berasal dari lemahnya kemampuan matematika. Melainkan dari stres. Banyak prioritas. Sebuah bagian seberat 40 pon di tangan Anda. Tenggat waktu menekan. Program sertifikasi mensimulasikan tekanan itu dengan uji keterampilan berbatas waktu dan dokumentasi wajib sehingga perusahaan dapat melihat apakah Anda masih bisa berpikir jernih saat waktu berjalan.
Sekarang bayangkan dia bertanggung jawab atas produksi dan juga “melatih” Anda. Apakah menurut Anda dia akan meluangkan waktu untuk menguji apakah Anda bisa secara mandiri menafsirkan tumpukan toleransi? Atau dia hanya memberi tahu urutannya dan terus menjalankan produksi?
Perusahaan tahu jawabannya. Itulah mengapa mereka mencari bukti bahwa Anda sudah pernah diuji.
Jika ketiga keterampilan ini dapat diukur—perhitungan tekukan, penilaian tonnase yang terverifikasi, dan penerjemahan cetak mandiri—maka pertanyaan sebenarnya bukan apakah keterampilan itu penting. Tapi bagaimana program terstruktur mengajarkan dan menilai semuanya dalam hitungan minggu, bukan berharap Anda menyerapnya dalam setahun.
| Aspek | Terjemahan Cetak Biru | Hanya Mengikuti Perintah Lisan |
|---|---|---|
| Definisi | Menafsirkan gambar teknis, urutan tekukan, toleransi, dan referensi dimensi secara mandiri | Melaksanakan langkah-langkah persis seperti yang diperintahkan oleh orang lain |
| Pengambilan Keputusan | Menentukan urutan tekukan, sisi acuan, dimensi dalam vs luar, dan dampak pengukuran | Mengandalkan orang lain untuk memberikan urutan yang benar |
| Tanggung Jawab | Memeriksa artikel pertama, mendokumentasikan penyimpangan, memperbaiki kesalahan secara mandiri | Menunggu arahan atau koreksi dari orang lain |
| Harapan Lingkungan Kerja | Diperlukan dalam sertifikasi dan lingkungan produksi sebenarnya | Umum dalam pelatihan informal atau on-the-job shadowing |
| Risiko Kesalahan | Salah membaca dimensi (misalnya, dimensi luar termasuk pengurangan tekukan) dapat menyebabkan limbah yang mahal | Risiko langsung lebih rendah jika instruksi benar, tetapi pengembangan keterampilan terbatas |
| Dampak Finansial | Contoh: Salah membaca flensa 2,000 inci pada 200 bagian dengan harga $42 masing-masing = kerugian limbah $8.400 | Tergantung pada ketepatan instruktur; operator mungkin tidak memahami konsekuensi finansial |
| Penanganan Stres | Memerlukan pemikiran yang jernih di bawah tekanan waktu, tenggat waktu, dan beban kerja fisik | Beban kognitif lebih ringan jika keputusan diberikan dari luar |
| Penilaian Keterampilan | Diukur melalui tes berbatas waktu, dokumentasi, perhitungan tekukan, dan verifikasi tonase | Jarang dinilai secara formal |
| Perspektif Pemberi Kerja | Menunjukkan kompetensi terbukti dan kemampuan mandiri | Menunjukkan kemampuan mengikuti arahan tetapi tidak selalu menafsirkan cetakan kerja |
| Hasil Pelatihan | Program terstruktur mengajarkan dan menilai keterampilan secara efisien dalam hitungan minggu | Penyerapan keterampilan dapat memakan waktu satu tahun atau lebih tanpa evaluasi terstruktur |
Pada pagi pertama sertifikasi press brake formal, kamu tidak menyentuh mesinnya.
Kamu duduk di meja dengan cetakan kerja, kalkulator, dan bagan tonase. Instruktur berkata, “Hitung panjang datar. Tunjukkan asumsi faktor K kamu. Sekarang hitung ton per kaki.” Jika perhitunganmu salah, kamu tidak boleh “langsung mencoba satu.” Kamu harus memperbaiki matematika terlebih dahulu.
Urutan itu bukan hal akademis. Itu mencerminkan persis bagaimana seorang operator yang kompeten berpikir: cetakan → perhitungan → perkakas → tonase → penyetelan → menjalankan → inspeksi. Program terstruktur melatih urutan itu hingga menjadi otomatis. Di lantai produksi, pembelajaran bayangan biasanya kebalikannya: mesin dulu, penjelasan belakangan—jika ada waktu.
Inilah mekanisme pemadatannya. Alih-alih menunggu enam bulan untuk menemukan pekerjaan tekukan udara pelat tipis, pekerjaan penekanan pelat tebal, dan flensa stainless toleransi ketat secara kebetulan, kurikulum menjadwalkannya dengan sengaja dalam tingkat kesulitan yang meningkat. Setiap skenario dipilih untuk memaksa perhitungan atau keputusan keselamatan tertentu. Kamu tidak berharap pengalaman datang kepadamu. Program tersebut yang menciptakannya.
Begitulah cara minggu demi minggu mulai menggantikan satu tahun.
Namun apa sebenarnya yang berbeda antara ruang kelas dan magang yang membuat hal itu mungkin terjadi?
Magang khas dapat berlangsung tiga hingga lima tahun. Kamu dibayar, kamu berganti pekerjaan, kamu perlahan menyerap pola. Metode itu berhasil. Saya pernah melatih orang-orang yang menempuh cara itu dan dapat mendengar pukulan yang tidak sejajar sebelum saya dapat melihatnya.
Tapi perhatikan baik-baik bagaimana pengetahuan mereka terbentuk.
Mereka melihat bahan yang sama berulang kali. Set alat cetakan yang sama. Keluarga produk yang sama. “Pengalaman” mereka mendalam tetapi sempit. Saat paduan baru atau rem servo-elektrik muncul, mereka kembali menebak—hanya saja dengan lebih percaya diri.
Sertifikasi terstruktur menyerang titik buta secara langsung. Sebelum Anda pernah menggerakkan ram, Anda mempelajari:
Dan ini bukan sekadar kuliah. Anda menghitung kelonggaran tekukan untuk baja ringan 0,125 inci dalam V-die 1 inci. Lalu Anda ganti ke stainless. Lalu aluminium. Anda melihat bagaimana asumsi radius dalam berubah. Anda mempertahankan angka Anda dengan suara lantang.
“Belajar apa, tepatnya.”
Itulah perbedaannya. Magang memberi Anda jam kerja. Sertifikasi menetapkan kompetensi. Anda tidak maju karena waktu berlalu; Anda maju karena Anda telah membuktikan bahwa Anda dapat memprediksi hasil sebelum pedal ditekan.
Pemeriksaan Tempat Limbah: Jika log pelatihan Anda mengukur waktu di dekat mesin alih-alih masalah yang kini dapat Anda selesaikan secara mandiri, Anda menghitung bayangan, bukan keterampilan.
Namun matematika di atas kertas itu aman. Produksi tidak. Jadi bagaimana program singkat mempersiapkan Anda menghadapi tekanan tanpa membuang stainless senilai $8.400 ke tempat sampah?
| Aspek | Magang (Jam Praktek Langsung) | Sertifikasi Terstruktur (Teori Kelas + Praktik Terdefinisi) |
|---|---|---|
| Durasi Tipikal | Tiga hingga lima tahun | Program lebih singkat berbasis kompetensi |
| Model Pembelajaran | Pekerjaan berbayar, rotasi pekerjaan, penyerapan pola secara bertahap | Kurikulum terstruktur sebelum pengoperasian mesin |
| Kedalaman Pengetahuan | Dalam tetapi sempit (bahan yang sama, set cetakan, keluarga produk) | Luas dan sistematis di seluruh bahan, perkakas, dan jenis mesin |
| Kemampuan Beradaptasi terhadap Teknologi Baru | Mungkin mengandalkan perkiraan ketika muncul paduan baru atau rem servo-elektrik | Dilatih untuk menganalisis variabel baru menggunakan teori dan perhitungan |
| Fokus Teknis Inti | Pengulangan berbasis pengalaman | Teori sumbu netral, pergeseran faktor-K, perhitungan tonase, batas mesin |
| Pelatihan Keselamatan | Dipelajari melalui paparan di bengkel | Pengajaran formal tentang tirai cahaya, penjagaan laser, kontrol dua tangan, langkah penguncian |
| Matematika & Perhitungan | Sering berbasis ingatan atau dipelajari secara informal | Perhitungan kelonggaran tekukan pada baja lunak, baja tahan karat, aluminium; mempertahankan hasil secara lisan |
| Kriteria Kemajuan | Kemajuan berdasarkan waktu dan jam yang terakumulasi | Kemajuan berdasarkan kompetensi yang terbukti |
| Pengukuran Pertumbuhan | Waktu yang dihabiskan di dekat mesin | Masalah diselesaikan secara mandiri dan hasil diprediksi dengan akurat |
| Persiapan Risiko | Paparan produksi nyata, potensi kesalahan mahal | Pemecahan masalah dalam simulasi sebelum tekanan produksi langsung |
Sebuah press brake di lini produksi adalah seperti senjata api bertenaga $250.000 yang terisi penuh. Tenggat waktu menekan. Pengawas mengawasi. Seseorang sedang menunggu bagian yang Anda buat di proses berikutnya. Tekanan itulah yang membuat jalan pintas diam-diam masuk—pelindung dibypass, tonase tidak diperiksa, “mungkin saja ini aman.”
Meskipun teknologi keselamatan modern ada, ratusan cedera serius akibat press brake masih terjadi setiap tahun di bengkel di mana perawatan lalai atau produksi mengabaikan protokol. Itu bukan karena orang tidak bisa membentuk logam. Itu terjadi karena mereka tidak pernah melatih urutan keselamatan hingga menjadi reflek.
Di laboratorium sertifikasi, lingkungannya dikontrol dengan sengaja. Anda menjalankan jumlah terbatas. Anda diwajibkan untuk:
Lewat satu langkah saja, instruktur akan menghentikan Anda total. Bukan karena dia suka pekerjaan administrasi. Tetapi karena pengulangan di bawah pengawasan membangun memori prosedural. Ketika nanti Anda berada di bawah tekanan produksi nyata, tubuh Anda secara otomatis mengikuti urutan yang sudah dilatih, bukan panik.
Dan ini kuncinya: terkontrol bukan berarti mudah.
Evaluasi berbatas waktu mensimulasikan tekanan tenggat. Anda mungkin hanya punya 45 menit untuk menafsirkan gambar kerja baru, memilih perkakas, dan menghasilkan bagian dengan toleransi sesuai ±0,015. Tidak ada yang memberi Anda urutan lipatan. Jika Anda salah menafsirkan dimensi dalam versus luar, Anda langsung merasakan konsekuensinya—hanya saja tanpa merusak lembaran $320.
Sertifikasi sekarang juga mengharuskan pembaruan berkala—sering kali setiap dua tahun dengan modul terkait pelindung laser atau kontrol servo-elektrik. Itu memberi tahu Anda sesuatu yang penting. Janjinya bukan “belajar sekali lalu santai.” Tapi “capai kompetensi siap kerja dengan cepat, lalu perbarui seiring teknologi berkembang.” Kompresi berlaku untuk kesiapan awal, bukan penguasaan seumur hidup.
Periksa Tempat Sampah Sisa: Jika Anda melewati dokumentasi artikel pertama karena “kelihatannya benar,” Anda sedang melatih jalan pintas yang sama yang menyebabkan cedera nyata dan sisa produksi bernilai puluhan ribu.
Jadi jika program terstruktur melatih matematika, batas mesin, dan keselamatan di bawah tekanan yang terkontrol, mengapa manajer perekrutan sebenarnya peduli pada kredensial itu sendiri alih-alih hanya mempercayai ucapanmu?
Sekarang bayangkan dia bertanggung jawab atas produksi sekaligus “melatih” kamu.
Ia memiliki 600 bagian yang harus selesai pada hari Jumat. Operator seniornya sudah kewalahan. Ia bisa saja mengasuh karyawan baru selama tiga bulan atau langsung memperkerjakan seseorang yang sudah diuji pada matematika tekukan, batas tonase, dan pembacaan cetakan secara mandiri.
Kredensial yang diakui memberitahunya tiga hal spesifik:
Itu adalah validasi pihak ketiga. Bukan pamanmu yang berkata, “Dia cukup bagus.”
Manajer perekrutan semakin memprioritaskan sertifikasi yang terkait dengan pengukuran presisi dan kontrol kualitas karena keterampilan tersebut dapat diterapkan di berbagai mesin dan bengkel. Kontrol CNC berbeda-beda. Merek perkakas berbeda-beda. Tetapi rantai logika—dari cetak ke matematika hingga pengaturan aman—tidak berubah.
Apakah itu berarti magang selama tiga hingga lima tahun tidak ada nilainya? Tidak. Itu membangun kedalaman dan insting pemecahan masalah seiring waktu. Namun sertifikasi menjawab pertanyaan yang berbeda: Apakah orang ini bisa berkontribusi dengan aman dan dapat diprediksi sekarang?
Beberapa minggu pengujian terstruktur berbasis kompetensi dapat menetapkan tolak ukur dasar itu. Bertahun-tahun membayangi mungkin bisa. Mungkin.
Dan ketika seorang mandor mempertimbangkan apakah ia akan menyerahkan kendali peralatan yang nilainya lebih besar daripada rumahnya kepadamu, “mungkin” tidak cukup baik.
Yang menyisakan pertanyaan praktis: jika sertifikasi dapat membuatmu siap kerja dalam hitungan minggu, langkah konkret apa yang membawamu dari nol hingga memperoleh kredensial itu tanpa membuang waktu atau uang?
Musim semi lalu, seorang berusia 19 tahun datang ke lab saya tanpa waktu bengkel sama sekali. Enam minggu kemudian ia menafsirkan sebuah cetakan, menghitung panjang datar untuk baja lunak 0,125 inci dalam V-die 1 inci, memilih perkakas, memverifikasi tonase terhadap kapasitas mesin 175 ton, menjalankan siklus kering, menghasilkan artikel pertama dalam toleransi ±0,015, dan mendokumentasikannya tanpa saya mengawasinya. Tidak ada bayangan. Tidak ada sepupu di halaman belakang yang berkata “lihat saja aku.”
Itulah perbedaan yang sedang kami bangun. Bukan sekadar keakraban. Kemandirian.
Kamu tidak mendapatkan kendali atas rem tekan $250.000 karena telah berada di dekatnya selama 12 bulan. Kamu mendapatkannya pertama kali ketika kamu dapat menyiapkan, menghitung, dan memverifikasi sebuah bagian tanpa seseorang menangkap kesalahanmu sebelum pelat menekan turun. Jadi inilah jalur tepat dari nol hingga kompetensi dasar bersertifikat — tanpa berbulan-bulan terbuang menyapu serpihan logam berharap pengetahuan turun dari langit.
Bayangkan sebuah cetakan braket sederhana di mejamu. Dua kaki sepanjang 2 inci, bahan 0,125 inci, jari-jari dalam 0,125, tekukan 90 derajat. Sebagian besar pemula mengambil kalkulator dan mulai mencari angka pengurangan tekukan yang seseorang coretkan di papan tulis tiga tahun lalu.
Begitulah cara limbah dimulai.
Sebaliknya, Anda menurunkan panjang datar dari prinsip dasar. Allowance pembengkokan, sumbu netral, faktor K. Jika istilah-istilah itu baru bagi Anda: sumbu netral adalah lapisan di dalam material yang tidak meregang atau tertekan selama proses pembengkokan. Posisi sumbu ini bergeser berdasarkan material dan peralatan. Pergeseran tersebut mengubah panjang datar Anda. Ganti material dari baja lunak ke baja tahan karat, maka perhitungannya pun berubah.
Ketika Anda menghitungnya sendiri, Anda akan tahu alasannya.
Sekarang kita padukan perhitungan itu dengan dinamika mesin. Kapasitas tonase penuh versus parsial. Defleksi di sepanjang meja 10 kaki. Fakta bahwa 100 ton di tengah tidak sama dengan 100 ton di seluruh bentangan. Di sinilah rumus di cetak biru bertemu dengan kenyataan baja. Ini adalah perbedaan antara melipat kotak pizza di meja dapur Anda dan mencoba melipat setumpuk karton lembap di bangku kerja yang melengkung.
Program sertifikasi memaksa Anda untuk mempertahankan angka-angka ini secara lisan. Mengapa lebar V-die ini? Mengapa tonase ini? Mengapa radius bagian dalam tidak persis sama dengan radius ujung punch pada pembengkokan udara? Anda tidak bisa melanjutkan sampai dapat menjawab tanpa menebak.
Karena jika panjang datar Anda salah sebesar 0,060 pada batch 200 bagian dari baja tahan karat dengan $42 per lembar, itu berarti ada $8.400 yang masuk ke tong sampah sebelum jam makan siang.
Pemeriksaan Tong Sampah: Jika Anda tidak bisa menghitung panjang datar dari cetak dan menjelaskan bagaimana batas mesin memengaruhi pilihan tonase Anda, Anda belum siap menginjak pedal — Anda siap menonton orang lain kehilangan uang.
Sebuah laporan yang saya wajibkan dibaca oleh setiap magang mencatat lebih dari 360 amputasi per tahun yang melibatkan press brake di AS. Yang lebih menohok bukanlah angkanya. Melainkan fakta bahwa hingga 83% terjadi di zona di mana pelindung standar tidak sepenuhnya melindungi. Pelindung ada. Orang masih terluka.
Mengapa?
Karena keselamatan bukanlah sebuah perangkat. Itu adalah sebuah urutan.
Penyelarasan tirai cahaya. Pemeriksaan pelindung laser. Verifikasi kontrol dua tangan jika dilengkapi. Peralatan terpasang dengan benar. Pengukur belakang bersih. Program yang benar dimuat. Tonase diverifikasi terhadap kapasitas mesin. Uji kering di atas bagian. Baru setelah itu kaki Anda berada di atas pedal.
Bengkel lama dengan pelatihan minimal sering melewatkan langkah di bawah tekanan. Pelindung dilewati “hanya untuk kali ini.” Pemeliharaan diabaikan. Produksi memenangkan argumen. Cedera pun berulang.
Sekarang lihat produsen dengan kinerja terbaik: 20% teratas mencapai sekitar 90% efektivitas peralatan keseluruhan dengan tingkat cedera sekitar 0.05%. 20% terbawah tertinggal di sekitar 76% OEE dan sekitar 3% tingkat cedera — kira-kira 60 kali lebih tinggi. Disiplin keselamatan dan produktivitas bukan musuh. Keduanya meningkat bersama karena bergantung pada penyiapan yang terkendali dan berulang.
Sertifikasi melatih urutan itu sampai menjadi memori prosedural. Jika Anda melewatkan satu langkah di laboratorium saya, mesin tidak akan beroperasi. Bukan karena saya senang menghentikan Anda. Tetapi karena repetisi di bawah pengawasan jauh lebih murah daripada belajar melalui tagihan rumah sakit dan $186.000 dalam kehilangan upah seumur hidup akibat satu tangan yang hancur.
Ini bukan teori. Ini adalah memori otot di bawah struktur.
Jadi sebelum kaki Anda bergerak, bisakah Anda mengucapkan — dan melakukan — setiap langkah tanpa diingatkan?
Siapkan pembengkokan 90 derajat dalam mode air bending. Material sama. Ketebalan sama. Sekarang lakukan bottoming — tekan punch lebih dalam sehingga material sepenuhnya menyentuh bahu die. Akurasi sudut berubah. Tonase yang dibutuhkan melonjak. Springback berperilaku berbeda.
Air bending menggunakan kontak tiga titik. Ujung punch dan bahu die menentukan sudut; radius bagian dalam terbentuk berdasarkan lebar die, bukan ujung punch. Bottoming memaksa material untuk menyesuaikan lebih erat dengan geometri peralatan, secara drastis meningkatkan tonase.
Mengapa ini penting?
Karena variabel tersembunyi ada di sini. Defleksi mesin di sepanjang panjang. Variasi lot material. Arah serat. Laboratorium sertifikasi yang berkualitas tidak akan membiarkan Anda melengkungkan kupon sempurna sepanjang minggu. Itu memperkenalkan variasi. Potongan pertama Anda mengukur 91 derajat, bukan 90. Apakah Anda panik dan mengoreksi berlebihan? Atau Anda menyesuaikan kedalaman berdasarkan springback yang terukur?
Operator tingkat lanjut belajar mengompensasi efek crowning dan defleksi meja. Kamu tidak akan menguasai setiap nuansa dalam hitungan minggu. Tapi kamu harus memahami mekanismenya: ukur, sesuaikan dalam kenaikan yang terkontrol, verifikasi.
Itulah yang diuji oleh pemberi kerja. Bukan apakah kamu pernah melihat mesin press brake sebelumnya. Tapi apakah kamu bisa menutup siklus antara pengukuran dan koreksi tanpa menebak.
Jika pelatihanmu tidak pernah memaksamu memecahkan masalah kesalahan 1 derajat dan menjelaskan penyebabnya, maka sertifikatmu hanya ada di atas kertas.
Sekarang bayangkan dia bertanggung jawab atas produksi sekaligus “melatih” kamu.
Dia tidak peduli seberapa besar antusiasmemu. Dia peduli apakah kamu bisa datang ke mesin pada Senin pagi dan menghasilkan artikel pertama yang terverifikasi tanpa perlu dia mengawasi.
Ujian sertifikasi yang diakui biasanya mengharuskan kamu untuk: menafsirkan gambar kerja yang belum dikenal, menghitung panjang datar, memilih perkakas dari inventaris yang tersedia, memverifikasi tonase terhadap kapasitas mesin, mengeksekusi urutan pengaturan yang aman, menghasilkan bagian dalam toleransi, dan mendokumentasikan hasil inspeksi. Semua dilakukan di bawah batasan waktu.
Tidak ada yang membisikkan jawaban.
Kredensial itu memberitahunya bahwa kamu telah dievaluasi pada rantai yang sama yang dia andalkan setiap hari: dari gambar ke perhitungan, ke perkakas, ke setup aman, hingga ke hasil terukur. Itu adalah bukti pihak ketiga bahwa kamu sudah pernah membuat — dan memperbaiki — kesalahan pemula di lingkungan yang terkontrol, bukan di lantai produksinya.
Inilah titik di mana kurva pembelajaran dipadatkan. Alih-alih menghabiskan setahun berharap pengalaman berubah menjadi pemahaman, kamu mengikuti tahapan yang terdefinisi: matematika dan dinamika, urutan keselamatan, variasi teknik inti, lalu evaluasi formal. Minggu-minggu latihan terfokus menggantikan berbulan-bulan menonton secara pasif.
Kemandirian bukan tentang lamanya waktu bekerja. Itu tentang kompetensi yang terbukti.
Dan ketika mandor itu memutuskan apakah akan menyerahkan kendali atas peralatan yang nilainya lebih dari rumahnya kepadamu, yang sebenarnya dia tanyakan sederhana: bisakah kamu menjalankannya dengan aman dan dapat diprediksi tanpa dia harus mengawasi terus?
Sertifikasi adalah cara kamu menjawab “ya” sebelum dia mengambil risiko itu.
Sekarang kamu menanyakan pertanyaan yang tepat: bagaimana sebenarnya cara kamu masuk ke salah satu program itu daripada hanya membacanya saja?
Kamu tidak mulai dengan masuk ke bengkel acak dan meminta kesempatan. Kamu mulai dengan mencari kredensial yang diakui — FMA Precision Press Brake, NIMS Level I hingga III, atau program perguruan tinggi teknis yang didukung negara yang menguji sesuai standar tersebut. Bukan kelas akhir pekan “pengantar fabrikasi.” Program yang mengharuskan kamu menafsirkan gambar kerja yang belum dikenal, menghitung panjang datar, memilih perkakas, memverifikasi tonase, menjalankan urutan setup yang aman, dan menghasilkan artikel pertama dalam toleransi di bawah evaluasi.
Hubungi sekolahnya. Ajukan satu pertanyaan tegas: “Apakah ada ujian kinerja praktik di mana saya dinilai berdasarkan setup, urutan keselamatan, dan akurasi bagian?” Jika jawabannya samar, lanjutkan mencari.
Sekarang inilah pembalikan yang sering dilewatkan pemula. Kalimat “dua tahun pengalaman diperlukan” dalam iklan pekerjaan bukan tentang lamanya waktu. Itu tentang risiko. Manajer berpikir tentang pelat stainless $42 dikalikan 200 potong. Dia memikirkan kerugian $8.400 sebelum makan siang karena seseorang menebak alih-alih menghitung. Dia memikirkan catatan OSHA dan apakah kamu benar-benar tahu apa arti LOTO—lockout/tagout—dalam praktik, bukan hanya di atas kertas.
Dia tidak membeli lamanya waktu kerja.
Dia membeli prediktabilitas.
Sertifikasi, bila dilakukan dengan benar, adalah bukti pihak ketiga bahwa kamu sudah pernah melakukan kesalahan pemula di laboratorium yang terkontrol, bukan di lantai produksinya. Itu tidak menghapus baris “pengalaman diperlukan”. Itu mengubah konteksnya. Karena sekarang kamu tidak lagi berkata, “Percayalah, saya sudah terbiasa dengan press brake.” Kamu berkata, “Saya sudah dievaluasi berdasarkan kinerja dari gambar ke produk.”
Itu mengubah percakapan.
Dan begitu Anda berada di depannya, bagaimana Anda membuat selembar kertas itu terbaca seperti pengalaman, bukan hiasan?
Jika Anda mencantumkan kredensial Anda seperti ini—
Sertifikasi Press Brake, 2026
—Anda terdengar seperti setiap pelamar lainnya.
Sebaliknya, terjemahkan itu ke bahasa produksi.
Menghasilkan bagian artikel pertama ±0,015 dari cetakan yang tidak dikenal di bawah evaluasi waktu; menghitung bend allowance dan memverifikasi tonase terhadap kapasitas press brake CNC 175 ton; menjalankan urutan penyiapan sesuai OSHA sepenuhnya tanpa arahan instruktur.
Sekarang Anda berbicara seperti mandor.
Perhatikan apa yang Anda lakukan tadi. Anda tidak mengatakan “menyelesaikan kursus.” Anda menggambarkan keluaran: toleransi, kapasitas mesin, urutan keselamatan, dokumentasi. Itu terbaca seperti pengalaman nol cacat karena mencerminkan apa yang terjadi di lantai produksi.
Pikirkan seperti melipat kotak pizza dari karton datar. Siapa pun bisa mengatakan mereka pernah melihatnya dilakukan. Tapi jika Anda bisa memberi tahu saya urutan lipatan, di mana tab terkunci, dan apa yang terjadi jika Anda melipat tepi yang salah terlebih dahulu, saya tahu Anda benar-benar pernah melakukannya.
Sama halnya dengan press brake. Jika Anda bisa menjelaskan bagaimana Anda memperbaiki overbend 1 derajat dengan mengatur kedalaman secara bertahap, bukannya asal memutar program, Anda terdengar seperti seseorang yang telah menutup lingkaran antara pengukuran dan koreksi.
Pemeriksaan Tempat Sampah: Jika resume Anda mencantumkan kelas tetapi tidak mencantumkan toleransi, kapasitas mesin, atau urutan keselamatan, Anda sedang mengiklankan kehadiran—bukan kompetensi.
Jadi, apa yang terjadi ketika Anda lolos dari tahap resume dan dia memutuskan untuk melihat apa yang benar-benar bisa Anda lakukan?
Dia tidak akan memberikan Anda pekerjaan produksi.
Dia akan memberikan cetakan sederhana dan mengamati.
Mungkin itu adalah braket baja ringan. Dua tekukan. 90 derajat. Tidak ada yang rumit. Dia tidak sedang menguji kompleksitas. Dia sedang menguji urutan. Apakah Anda mempelajari cetakan sebelum menyentuh mesin? Apakah Anda menghitung panjang datar atau meminta angka? Apakah Anda memeriksa kondisi perkakas? Apakah Anda memverifikasi tonase terhadap rating mesin, atau Anda mengasumsikannya?
Inilah wawancara kerja sebenarnya.
Dia mencari jeda di tempat yang tepat. Jenis jeda yang menunjukkan pemikiran, bukan ketakutan. Ketika Anda menjalankan siklus kering di atas bagian sebelum memulai, dia melihat pelatihan. Ketika Anda menginjak pedal tanpa mengonfirmasi posisi backgauge, dia melihat potensi masalah.
Ingat analogi senjata api yang terisi. Press brake $250.000 tidak peduli apakah kamu percaya diri. Yang penting adalah apakah kamu mengikuti urutannya. Magang di bengkel yang sibuk seperti belajar keselamatan senjata dari sepupu yang sedang tidak fokus di halaman belakang. Sertifikasi adalah kursus terstruktur di mana setiap aturan dilatih sebelum kamu diizinkan menarik pelatuknya.
Tapi inilah kenyataan yang sulit.
Bahkan dengan kredensial itu, dia mungkin tetap mengawasi.
Yang membawa kita ke bagian yang tidak pernah diiklankan di brosur mana pun.
Tidak.
Dan itu bukan penghinaan. Itu adalah fisika.
OSHA mewajibkan pelatihan keselamatan yang terdokumentasi bagi setiap operator, bersertifikat atau tidak. Dia harus melihat kamu mengikuti aturan pelindung mesin, memeriksa keselarasan tirai cahaya, menghormati LOTO, memakai APD yang tepat. Sertifikat itu tidak membebaskanmu dari pelatihan ulang. Itu hanya memperpendeknya.
Penghormatan di lantai bengkel diperoleh dalam satuan inci dan seperseribu.
Kamu mendapatkannya saat pertama kali hasil kerjamu mencapai toleransi tanpa harus menebak tiga kali. Kamu mendapatkannya saat menghentikan pekerjaan karena perhitungan tonase melampaui kapasitas mesin alih-alih “mencoba sekali.” Kamu mendapatkannya ketika menemukan ketidaksesuaian pada cetak biru sebelum berubah menjadi 150 bagian cacat.
Sertifikasi memberimu kredibilitas untuk masuk. Kebiasaan presisi yang menjagamu tetap di sana.
Pemeriksaan Tempat Sampah: Jika kamu berpikir kredensial itu memberimu hak untuk bekerja mandiri di Hari Pertama, kamu masih berpikir seperti seorang siswa, bukan operator.
Jadi pergeseran nyata bukan dari magang ke sertifikasi.
Namun dari ego ke disiplin.
Dan begitu kamu diterima kerja, apa yang akan lebih penting—seberapa cepat kamu menekuk, atau seberapa cermat kamu berpikir sebelum kakimu bergerak?
Kamu diterima. Lencana terpasang. Baja di rak. Kaki di atas pedal.
Jadi apa yang datang lebih dulu—kecepatan atau presisi?
Setiap pemula berpikir kecepatan mendatangkan penghormatan. Mereka melihat veteran mengerjakan bagian seperti mesin jahit dan menganggap hasil produksi adalah mata uangnya. Tapi inilah yang diajarkan dua puluh tahun di lantai bengkel: kecepatan adalah efek samping. Presisi adalah penyebabnya.
Bengkel kelas atas—yang beroperasi dengan efektivitas peralatan keseluruhan 90% dengan tingkat cedera begitu rendah hingga nyaris tidak muncul di laporan—tidak cepat karena mereka terburu-buru. Mereka cepat karena penyiapannya sempurna. Perkakas sejajar. Tonnage terverifikasi. Backgauge dikalibrasi. Perangkat keselamatan utuh dan diuji. Tidak ada dugaan, tidak ada “koreksi” di tengah proses, tidak ada pelindung yang dilewati untuk menghemat detik.
Kecepatan muncul setelah pemikiran selesai.
Rem press adalah senjata bermuatan $250.000. Pembayangan mengajarkanmu di mana letak pelatuknya. Sertifikasi mengajarkanmu mengapa kamu tidak boleh menyentuhnya sampai perhitungan, perkakas, dan urutan keselamatan telah diverifikasi. Dan begitu kamu digaji, mandatnya tidak berubah.
Presisi di atas kecepatan.
Bukan karena itu terdengar mulia. Tapi karena itu satu-satunya cara kamu tetap mempertahankan pekerjaan dan jari-jari kamu.
Jadi bagaimana bentuknya ketika kamu benar-benar baru dan mandor mengawasi tiga bulan pertamamu seperti elang?
Sembilan puluh hari pertamamu bukan tentang berapa banyak bagian yang bisa kamu tekuk per jam. Ini tentang apakah penyiapanmu bisa diulang dengan konsisten.
Itu adalah keterampilan yang berbeda.
Akurasi penyiapan berarti kamu bisa membaca gambar, menghitung kelonggaran tekukan, mengonfirmasi panjang datar, memilih perkakas yang benar, memverifikasi tonase terhadap kapasitas mesin, meluruskan cetakan, mengatur posisi pengatur balik, dan menjalankan artikel pertama dengan terkendali—semua itu tanpa berimprovisasi di tengah jalan. Jika potongan pertamamu benar, potongan 2 hingga 200 menjadi membosankan. Membosankan itu menguntungkan.
Jika potongan pertamamu salah, kamu akan mengejar kesalahan sepanjang hari.
Mari buat ini lebih nyata. Bayangkan melipat kotak pizza. Jika lipatan pertama meleset seperdelapan inci, setiap tab melawanmu. Kamu menekan lebih keras. Sudut membengkak. Sekarang bayangkan melakukan kesalahan itu 150 kali pada baja tahan karat 11-gauge dengan harga $42 per lembar. Itu $6.300 hanya untuk bahan sebelum kita bahkan membicarakan tenaga kerja.
Satu penyiapan yang buruk bisa lebih mahal dari gaji bulananmu.
Dan inilah bagian yang sering terlewat oleh pemula: variabel tersembunyi selalu berperan. Defleksi mesin di bawah beban. Sedikit variasi ketebalan material. Keausan alat yang tidak terlihat sampai kamu mengukur sudut dan menyadari kamu meleset satu derajat di sepanjang panjangnya. Sertifikasi menyingkapkan gaya-gaya ini dengan cara yang terkendali. Pembayangan sering kali tidak. Kamu hanya meniru apa yang dilakukan orang sebelumnya dan berharap mesin berperilaku sama hari ini.
Harapan bukanlah strategi penyiapan.
Selama 90 hari pertama itu, perlambat penyiapanmu agar kamu bisa mempercepat produksi. Verifikasi tirai cahaya. Uji pelindung. Konfirmasi jarak bebas pengatur balik. Jalankan ram dalam mode lambat di atas bagian sebelum melakukan komitmen. Ukur. Sesuaikan dengan peningkatan terkendali—0,002 setiap kali jika perlu. Tutup lingkaran antara pengukuran dan koreksi.
Kamu sedang membangun daftar periksa mental yang dapat diulang.
Dan tentang keselamatan—kebanyakan cedera tidak terjadi selama penyiapan yang hati-hati. Itu terjadi ketika seseorang “hanya menjalankan bagian” dan memutuskan untuk menonaktifkan sesuatu demi menghemat waktu. Hingga 83% cedera serius pada rem tekan terjadi di area di mana pengaman ada tetapi dilewati atau dinonaktifkan. Itu bukan kebodohan. Itu ketidaksabaran.
Sembilan puluh hari pertamamu harus melatih sistem sarafmu untuk menghargai urutan di atas kecepatan.
Pemeriksaan Kotak Limbah: Jika kamu tidak dapat menjelaskan mengapa bagian pertamamu benar—meliputi perhitungan, perkakas, tonase, dan urutan keselamatan—kamu belum siap mengejar waktu siklus.
Sekarang kamu berpikir, baiklah, presisi dulu. Tapi bagaimana aku bisa menjadi cepat tanpa mengorbankan toleransi?
Inilah persimpangan jalan.
Opsi satu: mengikuti arus. Kamu hanya membayangi. Kamu memuat lembaran. Kamu menyerap kebiasaan—baik dan buruk. Kamu belajar jalan pintas sebelum memahami konsekuensi. Setahun berlalu. Kamu sudah “berkecimpung dengan rem,” tapi kamu belum pernah menghitung panjang datar dari prinsip dasar. Kamu mewarisi angka seperti mewarisi sarung tangan bekas. Mereka pas sampai suatu saat tidak lagi.
Opsi dua: berlatih dengan niat. Kamu memperlakukan setiap penyiapan seperti latihan terkontrol. Kamu mencatat penyesuaian. Kamu membandingkan kelonggaran tekukan yang dihitung dengan hasil nyata. Kamu bertanya mengapa sudut berubah ketika ketebalan material berbeda 0,003. Kamu membangun perpustakaan sebab-akibat di kepalamu.
Mesin yang sama. Jam kerja yang sama. Operator yang berbeda sedang terbentuk.
Sekarang bayangkan dia bertanggung jawab atas produksi dan “melatih” kamu. Siapa yang dia percayai untuk bekerja sendiri pada shift kedua? Asisten yang bergerak cepat tetapi perlu dikoreksi dua kali setiap putaran? Atau operator yang teliti, yang artikel pertamanya hampir tidak pernah mengejutkan dia?
Kecepatan yang bergantung pada pengawasan adalah kecepatan palsu.
Kecepatan nyata datang dari menghilangkan pengerjaan ulang, limbah, dan penghentian. Ketika penyiapanmu dapat diprediksi, kamu berhenti menyentuh program di tengah putaran. Kamu berhenti memeriksa setiap lima bagian dengan panik. Kamu berhenti memanggil mandor untuk penyimpangan sudut kecil karena kamu sudah tahu koreksinya.
Presisi menambah efek kumulatif.
Dan inilah bagian yang tidak jelas: operator tercepat yang pernah bekerja di bawahku tidak bergerak cepat. Mereka bergerak sekali saja. Dengan benar. Tangan mereka tenang karena perhitungannya sudah pasti. Hasil keluaran mereka mengalahkan para “penggempur” di akhir shift karena mereka tidak memperbaiki $8.400 kesalahan sebelum makan siang.
Jadi setelah diterima bekerja, prioritaskan presisi tanpa permintaan maaf. Tingkatkan keluaran dengan mengurangi ketidakpastian—penyiapan yang lebih baik, artikel pertama yang lebih ketat, pemeriksaan keselamatan yang disiplin—bukan dengan menekan pedal lebih keras.
Kamu tidak dibayar untuk gerakan.
Kamu dibayar untuk hasil yang dapat diprediksi pada mesin $250.000 yang melakukan persis seperti yang kamu perintahkan—tidak lebih, tidak kurang.
Pertanyaannya bukan seberapa cepat kamu bisa menekuk.
Tetapi seberapa banyak kekacauan yang kamu hilangkan sebelum menyentuh pedal.


















