

Ele está na parte de trás da quinadeira, com os braços a tremer, a guiar uma chapa de 4×8 de calibre 10 para a posição enquanto o veterano carrega no pedal. Passadas oito horas, ainda não tocou no controlo. Vai para casa dorido, dizendo para si mesmo: “Estou a aprender.”
A aprender o quê, exatamente?
Tenho visto isto acontecer há vinte anos. Um novo contratado segue o operador mais rápido da oficina. O veterano está sob pressão para produzir 120 peças por hora. Por isso, o miúdo carrega, vira, empilha, varre. Se houver tempo, talvez ouça: “Define o batente traseiro para 3,742.” Sem explicação sobre porque 3,742 em vez de 3,750. Sem conversa sobre dedução de dobra, retorno elástico ou tabelas de tonelagem.
Depois de doze meses, esse mesmo miúdo já consegue “operar a quinadeira”. Até que o desenho mude.
A certificação comprime esse ano porque começa pela matemática que o chão de fábrica presume que vais absorver por osmose: como calcular a compensação de dobra, como a espessura do material altera o raio interno, como ler uma tabela de tonelagem antes mesmo de carregares no pedal. É a diferença entre dobrar uma caixa de pizza por instinto e saber exatamente onde a vinco deve ficar para que a tampa feche.
Um caminho é a repetição. O outro é a compreensão. Qual achas que sobrevive quando o trabalho deixa de ser rotina?

Imagina uma quinadeira $250,000 como uma arma carregada. O veterano tem-na usado há anos. É rápido. Confiante. Um pouco aborrecido.
Agora imagina que ele é responsável pela produção e pelo teu “treino”.
Quando as encomendas se acumulam, o treino perde. Tornas-te operador de movimentação de material. Não é crueldade; é economia. A empresa está a faturar o teu trabalho a $18 por hora enquanto a máquina precisa de continuar a produzir peças no valor de $140 por hora. Ninguém abranda isso para dar uma lição de geometria.
Então aprendes fragmentos. Uma manha para dobrar inox fino. Um atalho na configuração do calibre. Mas nunca te sentas com um desenho para calcular o comprimento plano a partir dos princípios básicos. Ninguém te explica porque é que dobrar ao ar aço macio de 0,125 polegadas com uma matriz em V de 1 polegada produz um raio interno previsível. Limitam-se a dizer-te: “Usa a matriz de uma polegada. É a que usamos sempre.”
Verificação da Caixa de Sucata: Se o teu dia de “formação” acaba e não consegues explicar porque é que uma dimensão mudou após a dobra, não aprendeste — só ajudaste a mover aço.

Aqui está um número que deve fazer-te parar: centenas de amputações em quinadeiras ainda ocorrem todos os anos nos EUA, mesmo com proteções modernas. Não em teoria. Em oficinas reais.
Agora junta isto: a investigação mostra que a maioria dos ferimentos graves ocorre em zonas onde as proteções padrão não oferecem cobertura total — muitas vezes porque os operadores as contornam ou desativam sob pressão de produção.
O sombreamento faz-te herdar qualquer cultura em que entres. Se o veterano cola uma cortina de luz para acelerar um trabalho de curta duração, tu vês isso. Se ele mantém o pé no pedal enquanto mete a mão no espaço da matriz porque “já faz isto há 15 anos”, tu vês isso também. Nenhum protocolo escrito. Nenhuma análise formal de riscos. Apenas hábito.
Os programas de certificação, os bons, reforçam regras de tolerância zero antes mesmo de te aproximares da máquina: posicionamento das mãos, verificação das proteções, procedimentos de bloqueio, consciência dos pontos de aperto. Não presumem que vais “apanhar o jeito”.”
E aqui está a parte desconfortável: a exposição a maus hábitos não te torna mais resistente. Só normaliza o risco até ao dia em que isso te custe três dedos e $186,000 em salários perdidos ao longo da vida.
Verificação da Caixa de Sucata: Se um atalho te valeria uma advertência na sala de aula mas te rende um aceno de aprovação na oficina, estás a ser treinado para a responsabilidade, não para a competência.
Vamos falar de dinheiro como fazem os donos das oficinas.
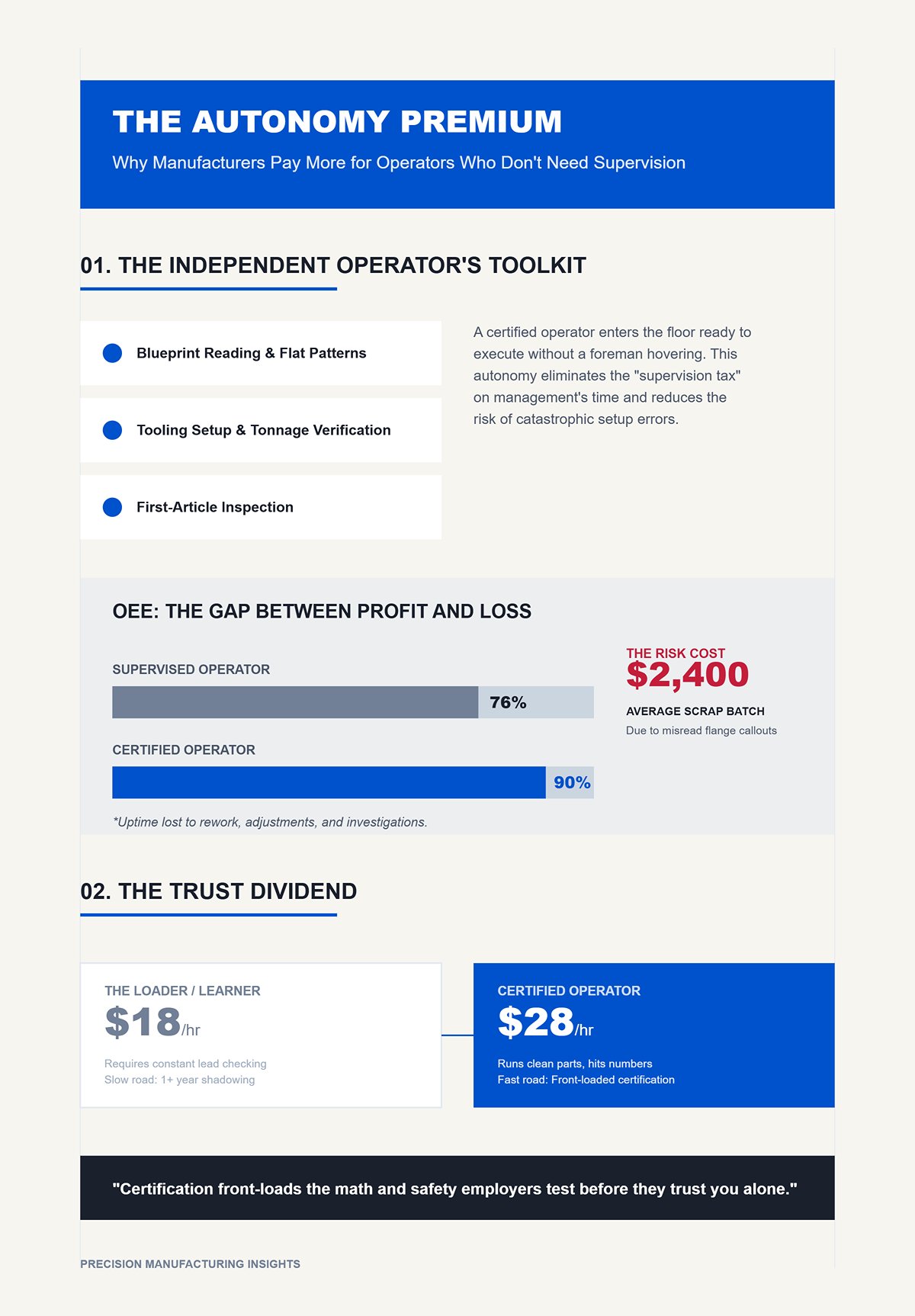
Um operador certificado entra a saber ler um desenho técnico, calcular padrões planos, configurar ferramentas, verificar a tonelagem e realizar a inspeção da primeira peça sem que o encarregado tenha de pairar por perto. Isso significa menos erros de preparação. Menos punções partidas. Menos lotes de sucata de $2,400 porque alguém leu mal uma indicação de aba.
Os fabricantes de topo que integram bem a segurança e a formação têm taxas de ferimentos drasticamente mais baixas e uma eficácia global do equipamento muito mais elevada. Isso não é caridade. É tempo de funcionamento. Uma máquina a produzir peças durante 90% do turno supera uma que fica parada a 76% por causa de retrabalho, ajustes ou investigações.
Então, quem é que recebe o aumento?
O operador que precisa que o chefe verifique cada preparação — ou aquele que produz peças perfeitas, cumpre as metas e não arrisca os prémios de seguro da empresa?
Acompanhamento pode eventualmente levar-te lá. Um ano. Talvez mais. A certificação antecipa toda a matemática de desenhos e protocolos de segurança que os empregadores realmente testam antes de confiarem em ti sozinho.
E se a confiança é o que transforma um carregador a $18 por hora num operador a $28 por hora, porque escolherias o caminho lento?
Vi um jovem de 22 anos bloquear durante uma verificação de competências de certificação, com uma calculadora na mão e um desenho na mesa. O examinador nem sequer tinha ligado a quinadora ainda. Primeira tarefa: calcular o comprimento plano para uma dobra de 90 graus em aço macio de 0,125 polegadas, dobrado ao ar numa matriz em V de 1 polegada. Nada de suposições. Mostrar a tolerância de dobra. Indicar o fator K. Depois explicar de onde vieram os números.
Essa é a parte que os principiantes nunca veem na oficina.
Pensas que o teste é se consegues manter a aba perpendicular enquanto outra pessoa carrega no pedal. Não é. Os empregadores estão a verificar três competências invisíveis antes de alguma vez te confiarem uma máquina de $250,000: se consegues fazer os cálculos de dobra sem conhecimento empírico, se podes provar que não vais sobrecarregar as ferramentas e se sabes ler um desenho sem perguntar o que significa aquela linha.
Se não consegues demonstrar isso no papel e na preparação, acompanhar alguém durante doze meses não resolve. Apenas adia o momento em que alguém o descobre.
Pega nessa mesma peça de 0,125 polegadas. O raio interno é aproximadamente igual à espessura do material quando se dobra ao ar numa matriz de 1 polegada. Portanto, cerca de 0,125 polegadas de raio. Fórmula da tolerância de dobra: BA = (Ângulo em radianos) × (Raio Interno + K × Espessura).
Se não sabes o que é o K, esse é o teu primeiro sinal de alerta. O fator K é a proporção que indica onde o eixo neutro se situa dentro do material durante a dobra — basicamente, quais as fibras que esticam e quais as que comprimem. Em aço macio dobrado ao ar, um fator K inicial comum é entre 0,33 e 0,42, dependendo da ferramenta e do material. Os programas de certificação obrigam-te a calcular ambos e a compreender porquê.
Na oficina? Ouves: “Usa 3,742. Resultou da última vez.”
Mas nunca te sentas com um desenho a derivar o comprimento plano a partir dos princípios básicos. Herdas números como luvas usadas e esperas que sirvam.
Num teste de aptidão formal, não passas porque dobraste algo aproximado. Passas porque calculas, cortas, dobras, medes, ajustas e documentas — frequentemente várias vezes sob supervisão. Três execuções bem-sucedidas. Duas inspeções por execução. O formador coassina. Essa repetição não é acompanhamento aleatório; é validação direcionada de uma competência: consegues prever o resultado antes de carregar no pedal?
Essa é a diferença entre dobrar uma caixa de pizza por instinto e saber exatamente onde o vinco deve ficar para que a tampa feche no alinhamento perfeito.
Verificação do Contentor de Sucata: Se o seu padrão plano muda e a única explicação que tem é “a máquina deve estar desligada”, está a adivinhar — e adivinhar transforma folhas $320 em sucata.
Vamos ser concretos.
Uma prensa dobradeira de 10 pés classificada para 100 toneladas. Carrega uma matriz em V estreita e decide dobrar aço de 0,250 polegadas de espessura em todo o comprimento porque “deve aguentar”. Não verificou a tabela de tonelagem. Não calculou toneladas por pé.
Eis o mecanismo: a tonelagem necessária aumenta à medida que a abertura da matriz diminui e a espessura do material aumenta. Dobrar a espessura não duplica educadamente a tonelagem — ela sobe rapidamente. Sobrecarregue a ferramenta, e a primeira coisa a ceder é frequentemente o punção. Um punção de precisão rachado pode custar $1.800. Danificar o cabeçote? Agora estamos a falar de tempo de inatividade medido em dias e de faturas de reparação acima de $12.000.
A certificação obriga-o a ler tabelas de tonelagem e a calcular toneladas por pé antes da configuração. Ensina-lhe que a classificação da máquina é para o comprimento total sob condições específicas, não um cheque em branco. Incute o hábito: tipo de material, espessura, largura da matriz, comprimento da dobragem, e só depois cálculo da tonelagem. Nesta ordem.
A técnica de “sombreamento” salta etapas porque o veterano já “sabe” as combinações seguras. Mas o conhecimento na cabeça dele não se transfere para a sua só porque o viu trocar uma matriz.
E eis o que os empregadores testam discretamente: pensa de forma reativa — resolvendo problemas depois de um estalo alto — ou proativa, como um elo no controlo de qualidade que liga o design à fabricação? O segundo é que recebe o aumento.
Verificação do Contentor de Sucata: Se selecionar ferramentas antes de calcular a tonelagem, está a apostar com equipamento que custa mais do que a sua casa.
Um desenho chega à sua mesa. Quatro dobras. Ângulos mistos. Uma aba dimensionada desde o exterior, outra desde o interior. Tolerância ±0,015.
O veterano diz: “Dobre os dois lados primeiro, depois as bainhas.”
Isso é seguir instruções. Não é traduzir desenhos técnicos.
Em ambientes de certificação, é obrigado a interpretar o desenho por si — identificar a sequência de dobras, bordos de referência, dimensões interiores versus exteriores, e como cada dobra afeta a próxima medida. Inspeciona o seu próprio primeiro artigo. Documenta desvios. Corrige-os sem alguém por perto a supervisionar.
Porquê tanta rigidez?
Porque numa produção real, ninguém está sobre si a explicar que a aba de 2,000 polegadas é uma dimensão exterior que já contempla a dedução da dobra. Interpretar incorretamente isto uma única vez numa série de 200 peças de aço inox de 14 gauge a $42 por peça e acabou de meter $8.400 no contentor de sucata antes do almoço.
E eis a verdade desconfortável: muitas falhas na máquina não resultam de matemática fraca. Resultam de stress. Prioridades múltiplas. Uma peça de 40 libras nas suas mãos. Prazo a pressionar. Programas de certificação simulam essa pressão com testes de competências cronometrados e documentação obrigatória para que os empregadores vejam se consegue pensar claramente enquanto o relógio corre.
Agora imagine que ele é responsável pela produção e por “formar” você. Acha que ele abranda para testar se consegue interpretar independentemente uma acumulação de tolerâncias? Ou limita-se a dizer-lhe a sequência e mantém as peças em movimento?
Os empregadores sabem a resposta. É por isso que procuram provas de que já foi testado.
Se estas três competências são mensuráveis — cálculo preciso de dobras, julgamento verificado de tonelagem, tradução independente de desenhos técnicos — então a verdadeira questão não é se elas importam. É como um programa estruturado ensina e avalia estas competências em semanas em vez de esperar que as absorva em um ano.
| Aspeto | Tradução de Desenho Técnico | Seguir Simplesmente Ordens Verbais |
|---|---|---|
| Definição | Interpretar de forma independente desenhos técnicos, sequências de dobra, tolerâncias e referências dimensionais | Executar os passos exatamente conforme instruções de outra pessoa |
| Tomada de Decisão | Determina a ordem das dobras, arestas de referência, dimensões internas vs. externas e impacto das medições | Depende de outra pessoa para fornecer a sequência correta |
| Responsabilidade | Inspeciona a primeira peça, documenta desvios, corrige erros de forma independente | Aguarda orientação ou correção dos outros |
| Expectativa no Ambiente de Trabalho | Necessário em contextos de certificação e produção real | Comum em formação informal ou acompanhamento prático no trabalho |
| Risco de Erro | Leitura incorreta de dimensões (por exemplo, dimensão externa incluindo dedução de dobra) pode causar desperdício dispendioso | Risco imediato mais baixo se as instruções estiverem corretas, mas desenvolvimento de competências limitado |
| Impacto Financeiro | Exemplo: Leitura incorreta de uma flange de 2,000 polegadas em 200 peças a $42 cada = $8,400 de perda por desperdício | Dependente da precisão do instrutor; o operador pode não compreender as consequências financeiras |
| Gestão de Stress | Requer pensamento claro sob pressão de tempo, prazos e carga física de trabalho | Menor carga cognitiva se as decisões forem fornecidas externamente |
| Avaliação de Competências | Medida através de testes cronometrados, documentação, cálculo de curvatura e verificação de tonelagem | Raramente avaliada formalmente |
| Perspetiva do Empregador | Demonstra competência comprovada e capacidade independente | Mostra capacidade de seguir instruções, mas não necessariamente interpretar desenhos técnicos |
| Resultado da Formação | Programas estruturados ensinam e avaliam competências de forma eficiente em poucas semanas | A assimilação de competências pode levar um ano ou mais sem avaliação estruturada |
Na primeira manhã de uma certificação formal de prensa dobradeira, não toca na máquina.
Senta-se a uma mesa com um desenho, uma calculadora e uma tabela de tonelagem. O instrutor diz: “Determine o comprimento plano. Mostre a sua suposição de fator K. Agora calcule toneladas por pé.” Se o seu cálculo estiver errado, não pode “simplesmente tentar uma vez”. Corrige primeiro a matemática.
Essa ordem não é académica. Reflete exatamente como pensa um operador competente: desenho → matemática → ferramenta → tonelagem → configuração → operação → inspeção. Um programa estruturado treina essa sequência até que seja automática. No chão de fábrica, o acompanhamento inverte-a: máquina primeiro, explicação depois — se houver tempo.
Aqui está o mecanismo de compressão. Em vez de esperar seis meses para encontrar por acaso uma dobra ao ar em chapa fina, um trabalho de calçar chapa grossa e uma aba de aço inoxidável de tolerância apertada, o currículo programa esses casos intencionalmente, com dificuldade crescente. Cada cenário é escolhido para forçar um cálculo ou decisão de segurança específico. Não espera que a experiência lhe aconteça. O programa fabrica-a.
É assim que semanas começam a substituir um ano.
Mas o que exatamente é diferente entre uma sala de aula e um estágio que torna isso possível?
Um estágio típico pode durar de três a cinco anos. É remunerado, roda funções, absorve padrões lentamente. Funciona. Já treinei homens que seguiram esse caminho e conseguiam ouvir um punção desalinhado antes de eu conseguir vê-lo.
Mas olha bem para a forma como o conhecimento deles se formou.
Eles viram os mesmos materiais repetidamente. Os mesmos conjuntos de matrizes. As mesmas famílias de produtos. A sua “experiência” é profunda, mas estreita. Quando aparece uma nova liga ou um travão servoelétrico, voltam a adivinhar — só que com mais confiança.
A certificação estruturada ataca diretamente os pontos cegos. Antes de acionares o êmbolo, cobres:
E não é só teoria. Calculas a sobreposição da dobra para aço macio de 0,125 polegadas numa matriz em V de 1 polegada. Depois mudas para inox. Depois para alumínio. Vês como mudam as suposições do raio interno. Defendes os teus números em voz alta.
“Aprender o quê, exatamente.”
Essa é a diferença. Os estágios dão-te horas. A certificação define competências. Não avanças porque o tempo passou; avanças porque demonstraste que consegues prever o resultado antes de pressionar o pedal.
Verificação do Contentor de Sucata: Se o teu registo de formação mede o tempo junto à máquina em vez dos problemas que consegues resolver de forma independente, estás a contar sombras, não competências.
Mas matemática no papel é segura. Produção não é. Então, como é que um programa curto te prepara para a pressão sem deitar para o lixo $8.400 de inox?
| Aspeto | Estágios (Horas Práticas) | Certificação Estruturada (Teoria em Sala + Prática Definida) |
|---|---|---|
| Duração Típica | Três a cinco anos | Programas mais curtos, baseados em competências |
| Modelo de Aprendizagem | Trabalho remunerado, rotação de funções, absorção gradual de padrões | Currículo estruturado antes da operação da máquina |
| Profundidade de conhecimento | Profunda mas estreita (mesmos materiais, conjuntos de matrizes, famílias de produtos) | Ampla e sistemática em materiais, ferramentas e tipos de máquinas |
| Adaptabilidade a nova tecnologia | Pode basear-se em suposições quando surgem novas ligas ou prensas servo-elétricas | Treinado para analisar novas variáveis usando teoria e cálculos |
| Foco técnico principal | Repetição baseada na experiência | Teoria do eixo neutro, alterações do fator K, cálculo de tonelagem, limites da máquina |
| Formação em segurança | Aprendida através da exposição na oficina | Instrução formal sobre cortinas de luz, proteção a laser, controlos a duas mãos, passos de bloqueio |
| Matemática e cálculos | Frequentemente baseada na memória ou aprendida informalmente | Cálculos de tolerância de dobra em aço macio, aço inoxidável, alumínio; defender resultados oralmente |
| Critérios de progressão | Avanço baseado no tempo e horas acumuladas | Avanço baseado em competências demonstradas |
| Medição do crescimento | Tempo passado junto às máquinas | Problemas resolvidos de forma independente e resultados previstos com precisão |
| Preparação para o Risco | Exposição à produção real, potenciais erros dispendiosos | Resolução de problemas simulada antes da pressão da produção em tempo real |
Uma quinadora em produção é uma arma carregada de $250.000. Os prazos apertam. Os supervisores observam. Alguém está à espera das tuas peças a jusante. Essa pressão é precisamente quando surgem os atalhos — proteções ignoradas, tonelagem não verificada, “deve estar tudo bem”.”
Apesar da tecnologia moderna de segurança, ainda ocorrem centenas de ferimentos graves com quinadoras todos os anos em oficinas onde a manutenção falha ou a produção ignora o protocolo. Isso não acontece porque as pessoas não sabem dobrar metal. Acontece porque nunca treinaram a sequência de segurança até se tornar um reflexo.
Nos laboratórios de certificação, o ambiente é controlado de propósito. Trabalha-se com quantidades limitadas. És obrigado a:
Se falhares um passo, o instrutor interrompe-te imediatamente. Não porque gosta de papelada. Mas porque a repetição sob supervisão cria memória procedural. Quando mais tarde estiveres sob verdadeira pressão de produção, o teu corpo recorrerá à sequência treinada em vez de entrar em pânico.
E aqui está o ponto essencial: controlado não significa fácil.
As avaliações cronometradas simulam o stress dos prazos. Podes ter 45 minutos para interpretar um novo desenho, escolher as ferramentas e produzir uma peça dentro das tolerâncias de ±0,015. Ninguém te fornece a sequência de dobras. Se interpretares mal as dimensões internas versus externas, sentirás a consequência imediatamente — mas sem destruir uma chapa de $320.
A certificação também exige agora renovação periódica — geralmente a cada dois anos, com módulos sobre barreiras laser ou controlos servoelétricos. Isso diz-te algo importante. A promessa não é “aprende uma vez e descansa.” É “atinge rapidamente a competência para contratação e depois atualiza à medida que a tecnologia evolui.” A compressão aplica-se à prontidão inicial, não ao domínio vitalício.
Verificação do Contentor de Sucata: Se saltares a documentação do teu primeiro artigo porque “parece certo”, estás a repetir o mesmo atalho que causa lesões reais e execuções de sucata de cinco dígitos.
Então, se programas estruturados treinam matemática, limites da máquina e segurança sob stress controlado, porque é que os gestores de contratação realmente se preocupam com a credencial em si em vez de apenas com a tua palavra?
Agora imagina que ele é responsável pela produção e pelo teu “treino”.
Ele tem 600 peças para sexta-feira. O seu operador sénior já está sobrecarregado. Ele pode ou acompanhar um novo funcionário durante três meses ou integrar alguém que já foi testado em matemática de dobragem, limites de tonelagem e leitura independente de desenhos.
Uma credencial reconhecida diz-lhe três coisas específicas:
É validação de uma terceira parte. Não o teu tio a dizer “Ele é bastante bom.”
Os gestores de contratação dão prioridade, cada vez mais, a certificações ligadas à medição de precisão e ao controlo de qualidade porque estas são transferíveis entre máquinas e oficinas. Os controlos CNC diferem. As marcas de ferramentas diferem. Mas a cadeia lógica — do desenho à matemática e à configuração segura — não.
Isto significa que um estágio de três a cinco anos não tem valor? Não. Constrói profundidade e instinto de resolução de problemas ao longo do tempo. Mas a certificação responde a uma pergunta diferente: Esta pessoa pode contribuir de forma segura e previsível agora?
Semanas de testes estruturados e baseados em competências podem estabelecer essa referência. Anos de acompanhamento talvez. Talvez.
E quando um encarregado tem de decidir se te entrega o controlo de um equipamento que vale mais do que a casa dele, “talvez” não é bom o suficiente.
O que te deixa com a questão prática: se a certificação te pode tornar pronto para ser contratado em semanas, quais são exatamente os passos que te levam do zero àquela credencial sem perder tempo ou dinheiro?
Na primavera passada, um jovem de 19 anos entrou no meu laboratório sem qualquer experiência de oficina. Seis semanas depois, interpretou um desenho, calculou o comprimento plano para aço macio de 0,125 polegadas numa matriz em V de 1 polegada, selecionou as ferramentas, verificou a tonelagem em relação à capacidade de uma máquina de 175 toneladas, executou um ciclo a seco, produziu um primeiro artigo dentro de ±0,015, e documentou tudo sem eu estar por cima dele. Sem sombra. Sem primo no quintal a explicar “basta ver o que eu faço”.”
Essa é a diferença para a qual estamos a construir. Não familiaridade. Independência.
Não ganhas o controlo de uma prensa dobradeira $250,000 porque estiveste perto de uma durante 12 meses. Ganhas quando consegues montar, calcular e verificar uma peça sem que alguém apanhe os teus erros antes que o martelo o faça. Por isso, aqui está o caminho exato do zero até à competência certificada de base — sem meses desperdiçados a varrer aparas na esperança de que o conhecimento caia do ar.
Imagina um desenho simples de um suporte no teu banco. Duas pernas de 2 polegadas, material de 0,125 polegadas, raio interior de 0,125, dobras de 90 graus. A maioria dos principiantes pega numa calculadora e começa à procura de um valor de dedução de dobragem que alguém escreveu num quadro branco há três anos.
É assim que começa o desperdício.
Em vez disso, obtém-se o comprimento em plano a partir dos primeiros princípios. Tolerância de dobra, eixo neutro, fator K. Se esses termos são novos: o eixo neutro é a camada dentro do material que nem se estica nem se comprime durante a dobra. A sua posição muda com o material e a ferramenta. Essa mudança altera o comprimento em plano. Se mudares de aço macio para inoxidável, a matemática acompanha.
Quando o calculas tu mesmo, percebes porquê.
Agora juntamos essa matemática à dinâmica da máquina. Capacidade nominal de tonelagem a comprimento total versus comprimento parcial. Deflexão ao longo de uma cama de 10 pés. O facto de 100 toneladas ao centro não serem o mesmo que 100 toneladas em toda a extensão. É aqui que a matemática do desenho encontra a realidade do aço. É a diferença entre dobrar uma caixa de pizza na tua mesa da cozinha e tentar vincar uma pilha de cartão húmido numa bancada empenada.
Os programas de certificação obrigam-te a defender estes números em voz alta. Porquê esta largura de matriz em V? Porquê esta tonelagem? Porque é que o raio interno não é exatamente o raio da ponta do punção na dobra ao ar? Não avanças até conseguires responder sem adivinhar.
Porque se o teu plano estiver errado por 0,060 num lote de 200 peças de inox a $42 por chapa, isso são $8,400 no contentor de sucata antes do almoço.
Verificação do Contentor de Sucata: Se não consegues calcular o comprimento em plano a partir do desenho e explicar como os limites da máquina afetam a tua escolha de tonelagem, não estás pronto para tocar no pedal — estás pronto para ver outra pessoa perder dinheiro.
Um relatório que faço todos os aprendizes lerem documenta mais de 360 amputações por ano envolvendo prensas dobradeiras nos EUA. O que impressiona mais não é o número. É que até 83% ocorrem em zonas onde as proteções padrão não oferecem cobertura total. As proteções existem. As pessoas continuam a magoar-se.
Porquê?
Porque segurança não é um dispositivo. É uma sequência.
Alinhamento da cortina de luz. Verificação da proteção a laser. Confirmação do controlo a duas mãos, se equipado. Ferramentas devidamente encaixadas. Backgauge livre. Programa correto carregado. Tonelagem verificada em relação à capacidade da máquina. Execução a seco acima da peça. Só então o teu pé paira sobre o pedal.
Oficinas antigas com formação mínima saltam passos sob pressão. As proteções são contornadas “só para esta produção”. A manutenção é adiada. A produção ganha o argumento. As lesões repetem-se.
Agora olha para os fabricantes de topo: os 20 % superiores atingem cerca de 90 % de eficácia global do equipamento com taxas de lesões por volta de 0,05 %. Os 20 % inferiores ficam próximos de 76 % de OEE e taxas de lesões de cerca de 3 % — aproximadamente 60 vezes mais altas. Disciplina de segurança e produtividade não são inimigas. Crescem juntas porque ambas dependem de configurações controladas e repetíveis.
A certificação treina a sequência até que se torne memória processual. Falha um passo no meu laboratório e a máquina não cicla. Não porque gosto de te parar. Porque a repetição supervisionada é mais barata do que aprender com uma conta do hospital e $186,000 em salários perdidos ao longo da vida por uma mão esmagada.
Isto não é teoria. É memória muscular sob estrutura.
Portanto, antes de o teu pé se mover, consegues recitar — e executar — cada passo sem que te digam?
Prepara uma dobra de 90 graus em dobra ao ar. Mesmo material. Mesma espessura. Agora faz uma dobra em fundo — conduz o punção mais fundo para que o material toque totalmente nos ombros da matriz. A precisão do ângulo muda. A tonelagem necessária aumenta. O retorno elástico comporta-se de forma diferente.
A dobra ao ar utiliza contacto em três pontos. A ponta do punção e os ombros da matriz definem o ângulo; o raio interno forma-se com base na largura da matriz, não na ponta do punção. A dobra em fundo força o material a ajustar-se mais rigorosamente à geometria da ferramenta, aumentando dramaticamente a tonelagem.
Porque é que isto importa?
Porque aqui vivem variáveis escondidas. Deflexão da máquina ao longo do comprimento. Variação do lote de material. Direção do grão. Um laboratório de certificação digno desse nome não te deixa dobrar provetes perfeitos toda a semana. Introduz variação. A tua primeira peça mede 91 graus em vez de 90. Entras em pânico e sobrecorriges? Ou ajustas a profundidade com base no retorno elástico medido?
Operadores avançados aprendem a compensar a curvatura e a deflexão da mesa. Não vais dominar todas as nuances em poucas semanas. Mas tens de aprender o mecanismo: medir, ajustar em incrementos controlados, verificar.
É isso que os empregadores testam. Não se já viste uma prensa antes. Mas se consegues fechar o ciclo entre medição e correção sem adivinhar.
Se a tua formação nunca te obriga a resolver um erro de 1 grau e a explicar a causa, estás certificado apenas no nome.
Agora imagina que ele é responsável pela produção e pelo teu “treino”.
Ele não quer saber o quão motivado estás. Quer saber se consegues aproximar-te de uma máquina na segunda de manhã e produzir uma primeira peça verificada sem precisar que esteja a vigiar-te.
Um exame de certificação reconhecido normalmente exige que: interpretes um desenho desconhecido, calcules o comprimento plano, escolhas as ferramentas a partir do inventário disponível, verifiques a tonelagem face à capacidade da máquina, executes uma sequência de preparação segura, produzas uma peça dentro das tolerâncias e registes os resultados da inspeção. Sob limite de tempo.
Ninguém sussurra respostas.
Essa credencial mostra-lhe que foste avaliado na mesma cadeia de etapas em que ele confia diariamente: do desenho ao cálculo, às ferramentas, à configuração segura e ao resultado medido. É uma prova independente de que já cometeste — e corrigiste — erros de principiante num ambiente controlado em vez de no chão de produção dele.
É aqui que a curva de aprendizagem se comprime. Em vez de passares um ano a esperar que a exposição se transforme em compreensão, segues uma progressão definida: matemática e dinâmica, sequência de segurança, variação de técnicas essenciais e, depois, avaliação formal. Semanas de exercícios focados substituindo meses de observação passiva.
Independência não é tempo de serviço. É competência demonstrada.
E quando esse encarregado decide se te entrega o controlo de equipamento que vale mais do que a casa dele, o que ele realmente pergunta é simples: consegues operá-lo de forma segura e previsível sem que eu tenha de te supervisionar?
A certificação é a forma de responderes “sim” antes de ele sequer correr esse risco.
Agora estás a fazer a pergunta certa: como é que realmente entras num destes programas em vez de apenas leres sobre eles?
Não começas por entrar aleatoriamente em oficinas a pedir uma oportunidade. Começas por procurar uma credencial reconhecida — FMA Precision Press Brake, NIMS Nível I a III, ou um programa de faculdade técnica apoiado pelo estado que teste segundo esses padrões. Não um curso de fim de semana de “introdução à fabricação”. Um programa que te exija interpretar um desenho desconhecido, calcular o comprimento plano, selecionar ferramentas, verificar a tonelagem, realizar uma sequência de configuração segura e produzir um primeiro artigo dentro das tolerâncias sob avaliação.
Liga para a escola. Faz uma pergunta direta: “Existe um exame prático em que sou avaliado na configuração, sequência de segurança e precisão da peça?” Se a resposta for vaga, segue em frente.
Agora vem a inversão que a maioria dos principiantes não percebe. Aquela linha “dois anos de experiência necessária” num anúncio de emprego não diz respeito ao tempo de calendário. Diz respeito ao risco. O gestor está a pensar numa chapa de inox $42 multiplicada por 200 peças. Está a pensar em $8,400 de desperdício antes do almoço porque alguém adivinhou em vez de calcular. Está a pensar nos registos da OSHA e se tu sabes o que LOTO — lockout/tagout — realmente significa em movimento, e não apenas no papel.
Ele não está a comprar tempo de serviço.
Está a comprar previsibilidade.
A certificação, quando bem feita, é prova independente de que já cometeste erros de principiante num laboratório controlado em vez de no chão de produção dele. Não elimina a linha “experiência necessária”. Reinterpreta-a. Porque agora não estás a dizer “Confia em mim, já estive perto de prensas.” Estás a dizer “Fui avaliado no desempenho do desenho à peça.”
Isso muda a conversa.
E, quando estiveres diante dele, como fazes aquele pedaço de papel parecer experiência em vez de decoração?
Se listares a tua credencial assim—
Certificação em Prensa Dobradora, 2026
—soas como qualquer outro candidato.
Em vez disso, traduz isso para linguagem de produção.
Produziu peças de primeiro artigo ±0,015 a partir de desenhos desconhecidos sob avaliação cronometrada; calculou a tolerância de dobra e verificou a tonelagem em relação à capacidade da prensa dobradora CNC de 175 toneladas; executou sequência completa de configuração em conformidade com a OSHA sem instruções do formador.
Agora estás a falar como um encarregado.
Repara no que fizeste aí. Não disseste “concluí o curso”. Descreveste resultados: tolerância, capacidade da máquina, sequência de segurança, documentação. Isso soa a experiência sem defeitos porque reflete o que acontece na linha de produção.
Pensa nisso como dobrar uma caixa de pizza a partir de cartão plano. Qualquer pessoa pode dizer que já viu isso feito. Mas se me conseguires dizer a ordem das dobras, onde as abas encaixam e o que acontece se dobrares a margem errada primeiro, eu sei que realmente o fizeste.
O mesmo com uma prensa. Se conseguires explicar como corrigiste um excesso de dobra de 1 grau ajustando a profundidade em incrementos controlados em vez de mexer no programa às cegas, soas como alguém que fechou o ciclo entre medição e correção.
Verificação do contentor de sucata: se o teu currículo lista aulas mas não tolerâncias, capacidades das máquinas ou sequências de segurança, estás a publicitar presença — não competência.
Então, o que acontece quando superas o currículo e ele decide ver o que realmente sabes fazer?
Ele não te vai entregar uma produção completa.
Vai dar-te um desenho simples e observar.
Talvez seja um suporte de aço macio. Duas dobras. 90 graus. Nada de complicado. Ele não está a testar complexidade. Está a testar sequência. Estudas o desenho antes de tocares na máquina? Calculas o comprimento plano ou pedes um valor? Verificas o estado das ferramentas? Confirmas a tonelagem com a classificação da máquina ou assumes?
Esta é a entrevista prática.
Ele procura pausas nos momentos certos. Daquelas que mostram raciocínio, não medo. Quando fazes um ciclo a seco acima da peça antes de te comprometeres, ele vê formação. Quando estendes o pé para o pedal sem confirmar a posição do batente traseiro, ele vê responsabilidade.
Lembra-te da analogia da arma carregada. Uma prensa dobradeira $250,000 não se importa se estás confiante. Importa-se se segues a sequência. Observar num atelier movimentado é como aprender segurança com armas com um primo distraído no quintal. A certificação é o curso estruturado onde cada regra é repetida até que te seja permitido puxar o gatilho.
Mas aqui está a dura verdade.
Mesmo com essa credencial, ele pode ainda pairar por perto.
O que nos leva à parte que nenhum folheto anuncia.
Não.
E isso não é um insulto. É física.
A OSHA exige formação documentada em segurança para cada operador, certificado ou não. Ele tem de ver-te seguir as regras de proteção das máquinas, confirmar o alinhamento da cortina de luz, respeitar o LOTO, usar o EPI adequado. O papel não te isenta de nova formação. Apenas a encurta.
O respeito no chão de fábrica conquista-se em polegadas e milésimos.
Tu ganhas respeito na primeira vez que a tua peça atinge a tolerância sem três tentativas. Ganhas quando paras um trabalho porque o cálculo de tonelagem excede a capacidade da máquina em vez de “experimentar só uma vez”. Ganhas quando detectas uma discrepância no desenho antes que se tornem 150 peças defeituosas.
A certificação dá-te credibilidade na entrada. Os hábitos de precisão mantêm-te lá.
Verificação do Contentor de Rejeitados: Se pensas que a credencial te dá direito a autonomia no primeiro dia, ainda estás a pensar como estudante, não como operador.
Portanto, a verdadeira mudança não é de observação para certificação.
É de ego para disciplina.
E uma vez contratado, o que vai importar mais — o quão rápido dobras, ou o quão precisamente pensas antes de mover o pé?
Estás contratado. Crachá posto. Aço na prateleira. Pé sobre o pedal.
Então, o que vem primeiro — velocidade ou precisão?
Todo principiante acha que a velocidade traz respeito. Observam o veterano a trabalhar peças como uma máquina de costura e assumem que a produção é a moeda. Mas aqui está o que vinte anos num chão de fábrica ensinam: a velocidade é um efeito secundário. A precisão é a causa.
As oficinas de topo — aquelas que operam perto de 90% de eficácia global do equipamento com taxas de lesões tão baixas que mal aparecem nos relatórios — não são rápidas porque se apressam. São rápidas porque as suas configurações estão absolutamente certas. Ferramentas alinhadas. Tonelagem verificada. Calibragem do batente traseiro. Dispositivos de segurança intactos e testados. Nada de adivinhas, nada de “correções” a meio do processo, nada de proteções ignoradas para ganhar segundos.
A velocidade surge depois de todo o pensamento estar feito.
A prensa dobradeira é uma arma carregada de $250.000. O acompanhamento ensina-te onde está o gatilho. A certificação ensina-te porque não deves tocá-lo até que a matemática, as ferramentas e a sequência de segurança estejam verificadas. E uma vez que estás na folha de pagamento, o mandato não muda.
Precisão acima da velocidade.
Não porque soa nobre. Mas porque é a única forma de manteres tanto o teu emprego como os teus dedos.
Então, como é que isso se traduz quando és completamente novo e o capataz observa os teus primeiros três meses como um falcão?
Os teus primeiros 90 dias não são sobre quantas peças consegues dobrar por hora. São sobre se as tuas configurações são repetíveis.
Essa é uma competência diferente.
Precisão na configuração significa que consegues pegar num desenho, calcular a compensação de dobra, confirmar o comprimento plano, selecionar a ferramenta correta, verificar a tonelagem em relação à capacidade da máquina, alinhar as matrizes, definir as posições da batente traseira e executar uma primeira peça controlada — tudo isso sem improvisar a meio do processo. Se a tua primeira peça estiver certa, as peças 2 a 200 tornam-se aborrecidas. E o aborrecido é lucrativo.
Se a tua primeira peça estiver errada, vais andar atrás do erro o dia todo.
Vamos tornar isto físico. Imagina dobrar uma caixa de pizza. Se o primeiro vinco estiver errado por um oitavo de polegada, todas as abas te atrapalham. Fazes mais força. Os cantos incham. Agora imagina repetir esse erro 150 vezes em aço inoxidável de 11 gauge a $42 por peça. Isso são $6.300 em material antes mesmo de falarmos em mão de obra.
Uma má configuração pode custar mais do que o teu salário mensal.
E aqui está o que os principiantes não percebem: as variáveis escondidas estão sempre a atuar. Deflexão da máquina sob carga. Pequenas variações na espessura do material. Desgaste da ferramenta que não vês até medires o ângulo e perceberes que estás um grau acima em todo o comprimento. A certificação expõe-te a estas forças de forma controlada. O acompanhamento nem sempre o faz. Apenas copias o que o último colega fez e esperas que a máquina se comporte da mesma forma hoje.
Esperança não é uma estratégia de configuração.
Durante esses primeiros 90 dias, abranda a tua configuração para poderes acelerar a produção. Verifica as cortinas de luz. Testa as proteções. Confirma a folga da batente traseira. Desce o êmbolo em modo lento acima da peça antes de te comprometeres. Mede. Ajusta em incrementos controlados — 0,002 de cada vez, se necessário. Fecha o ciclo entre medição e correção.
Estás a construir uma lista de verificação mental repetível.
E quanto à segurança — a maioria dos ferimentos não acontece durante uma configuração cuidadosa. Acontecem quando alguém está “apenas a produzir peças” e decide contornar algo para poupar tempo. Até 83% das lesões graves em prensas acontecem em zonas onde as proteções existiam, mas foram ignoradas ou desativadas. Isso não é ignorância. É impaciência.
Os teus primeiros 90 dias devem treinar o teu sistema nervoso para valorizar a sequência acima da velocidade.
Verificação do Contentor de Sucata: Se não consegues explicar porque a tua primeira peça está correta — incluindo matemática, ferramentas, tonelagem e sequência de segurança — ainda não estás pronto para procurar reduzir o tempo de ciclo.
Agora estás a pensar, tudo bem, precisão primeiro. Mas como é que algum dia me torno rápido sem sacrificar a tolerância?
Aqui está a bifurcação na estrada.
Opção um: à deriva. Você sombreia. Carrega chapas. Absorve hábitos — bons e maus. Aprende atalhos antes de entender as consequências. Passa um ano. Você esteve “perto dos travões”, mas nunca derivou o comprimento plano a partir dos princípios básicos. Herda números como luvas usadas. Servem até deixarem de servir.
Opção dois: treinar com intenção. Trata cada configuração como um exercício controlado. Documenta ajustes. Compara a tolerância calculada de dobra com os resultados reais. Pergunta por que o ângulo mudou quando a espessura do material variou 0,003. Constrói na sua cabeça uma biblioteca de causas e efeitos.
Mesma máquina. Mesmas horas. Operador diferente a surgir.
Agora imagine que ele é responsável pela produção e por “treinar” você. Em quem ele confia sozinho no segundo turno? No ajudante que se move rápido mas precisa de correção duas vezes por ciclo? Ou no operador deliberado cujo primeiro artigo quase nunca o surpreende?
Velocidade que depende de supervisão é velocidade falsa.
A verdadeira velocidade vem de eliminar retrabalho, desperdício e paragens. Quando as suas configurações são previsíveis, deixa de mexer no programa a meio da execução. Deixa de verificar cada quinta peça em pânico. Deixa de chamar o encarregado por causa de pequenas variações de ângulo porque já sabe qual é a correção.
A precisão acumula-se.
E aqui está a parte não óbvia: os operadores mais rápidos que já trabalhei não se moviam rapidamente. Moviam-se uma vez. Corretamente. As mãos eram calmas porque a matemática estava resolvida. A produção deles superava a dos “apressados” no final do turno porque não estavam a corrigir $8,400 erros antes do almoço.
Portanto, uma vez contratado, priorize a precisão sem pedir desculpa. Aumente a produção reduzindo a incerteza — melhores configurações, primeiros artigos mais rigorosos, verificações de segurança disciplinadas — e não pressionando o pedal mais rápido.
Você não é pago pelo movimento.
É pago por resultados previsíveis numa máquina $250,000 que faz exatamente o que lhe diz — nem mais, nem menos.
A questão não é quão rápido consegue dobrar.
É quanto caos elimina antes de sequer tocar no pedal.


















