

Él está en la parte trasera de la plegadora, los brazos temblando, guiando una lámina de 4×8 calibre 10 hacia su posición mientras el veterano maneja el pedal. Ocho horas después, no ha tocado el control. Llega a casa adolorido, diciéndose a sí mismo: “Estoy aprendiendo.”
¿Aprendiendo qué, exactamente?
He visto esto desarrollarse durante veinte años. Un nuevo empleado sigue de cerca al operador más rápido del taller. El veterano está bajo presión para alcanzar 120 piezas por hora. Así que el chico carga, voltea, apila, barre. Si hay tiempo, tal vez escucha: “Configura tu tope trasero a 3.742.” Sin explicación de por qué 3.742 en vez de 3.750. Sin hablar de deducción de plegado, recuperación elástica o tablas de tonelaje.
Después de doce meses, ese mismo chico puede “operar la plegadora”. Hasta que el plano cambia.
La certificación comprime ese año porque comienza con las matemáticas que el piso del taller asume que absorberás por ósmosis: cómo calcular la tolerancia de plegado, cómo el espesor del material cambia tu radio interior, cómo leer una tabla de tonelaje antes de pisar el pedal. Es la diferencia entre doblar una caja de pizza “por instinto” y saber exactamente dónde debe ir el pliegue para que la tapa cierre.
Un camino es la repetición. El otro es la comprensión. ¿Cuál crees que sobrevive cuando el trabajo no es rutinario?

Imagina una plegadora $250,000 como un arma cargada. El veterano la ha disparado durante años. Es rápido. Seguro. Un poco aburrido.
Ahora imagina que es responsable de la producción y de “entrenarte”.
Cuando las órdenes se acumulan, la capacitación se pierde. Te conviertes en manipulador de materiales. No es crueldad; es economía. La empresa factura tu trabajo a $18 la hora mientras la máquina necesita seguir cortando piezas que valen $140 la hora. Nadie desacelera eso para dar una lección de geometría.
Así aprendes fragmentos. Un truco para plegar acero inoxidable fino. Un atajo para configurar el calibre. Pero nunca te sientas con un plano a derivar la longitud plana desde principios básicos. Nadie explica por qué el plegado al aire de acero dulce de 0.125 pulgadas con una matriz en V de 1 pulgada produce un radio interior predecible. Solo te dicen: “Usa la matriz de una pulgada. Es la que siempre usamos.”
Revisión del contenedor de chatarra: Si tu día de “capacitación” termina y no puedes explicar por qué una dimensión cambió después de doblar, no aprendiste, solo ayudaste a mover acero.

Aquí tienes un número que debería hacerte detenerte: todavía ocurren cientos de amputaciones por plegadora cada año en EE.UU., incluso con protecciones modernas. No en teoría. En talleres reales.
Ahora agrégale esto: investigaciones muestran que la mayoría de lesiones graves ocurren en zonas donde las protecciones estándar no cubren totalmente—frecuentemente porque los operadores las eluden o desactivan bajo presión de producción.
Trabajar a la sombra significa que heredas la cultura que encuentres. Si el veterano pega con cinta una cortina de luz para acelerar un trabajo de corta duración, lo ves. Si mantiene pisado el pedal mientras mete la mano en el espacio de la matriz porque “he hecho esto por 15 años”, lo ves también. Sin protocolo escrito. Sin análisis formal de riesgos. Solo hábito.
Los programas de certificación, los buenos, inculcan reglas de tolerancia cero antes de que te acerques a la máquina: posición de las manos, verificación de protecciones, procedimientos de bloqueo, conciencia de puntos de pellizco. No asumen que “lo aprenderás”.”
Y aquí está la parte incómoda: exponerte a malos hábitos no te hace más resistente. Solo normaliza el riesgo hasta el día que te cueste tres dedos y $186,000 en salarios perdidos de por vida.
Revisión del contenedor de chatarra: Si un atajo te haría merecer una sanción en un aula pero te gana un asentimiento en el taller, estás siendo entrenado para la responsabilidad, no para la competencia.
Hablemos de dinero como lo hacen los dueños de los talleres.
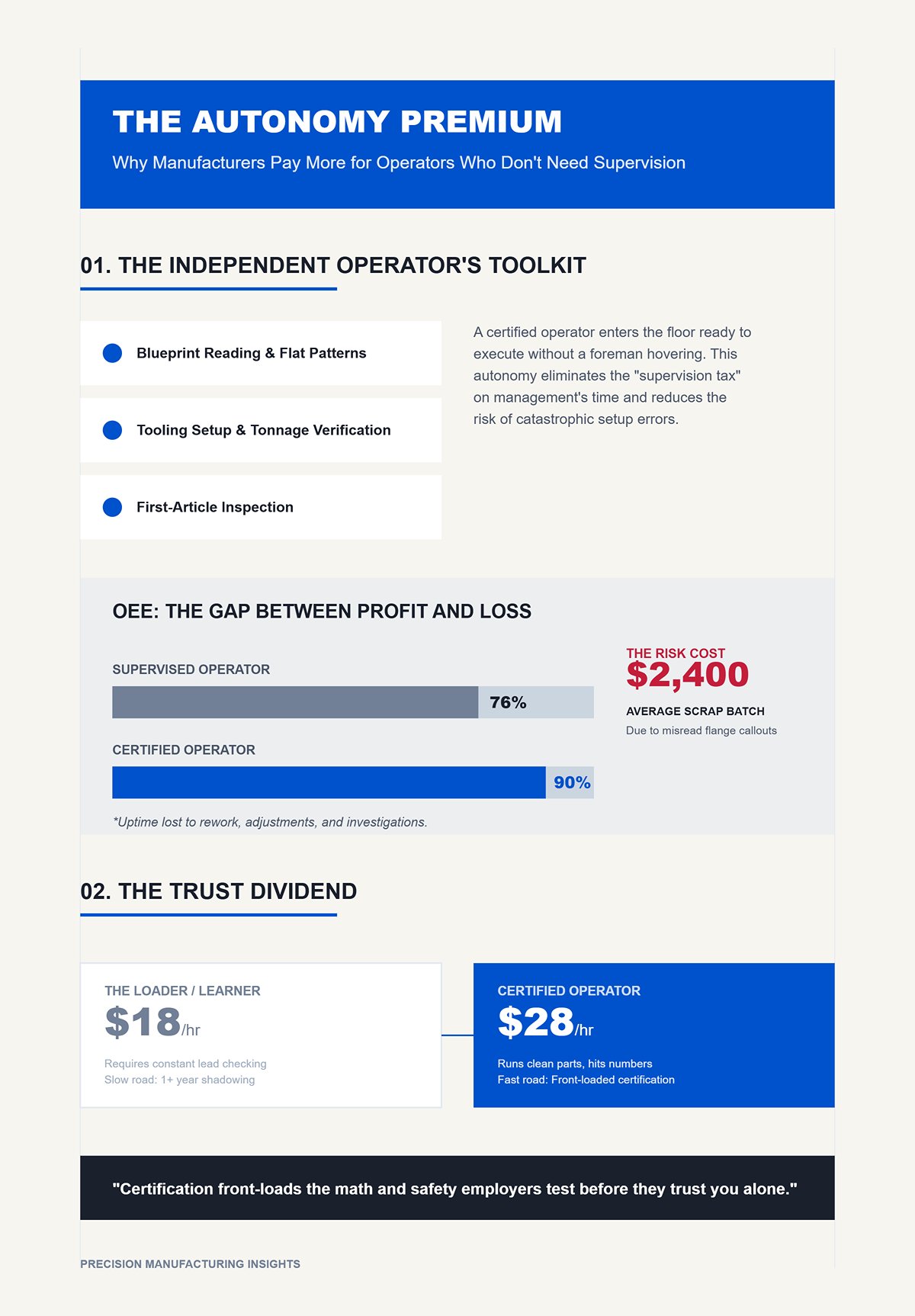
Un operador certificado entra sabiendo leer un plano, calcular patrones planos, montar herramientas, verificar tonelaje y realizar la inspección de la primera pieza sin que un capataz esté observando. Eso significa menos errores de configuración. Menos troqueles dañados. Menos lotes de desecho $2,400 porque alguien leyó mal una acotación de brida.
Los fabricantes de alto rendimiento que integran bien la seguridad y la capacitación tienen tasas de lesiones notablemente más bajas y una efectividad general del equipo mucho más alta. No es caridad. Es tiempo productivo. Una máquina que produce piezas el 90% del turno supera a una que permanece inactiva al 76% debido a retrabajos, ajustes o investigaciones.
Entonces, ¿quién recibe el aumento?
¿El operador que necesita que un supervisor revise cada configuración, o aquel que produce piezas limpias, cumple los números y no pone en riesgo las primas del seguro de la empresa?
La observación podría llevarte allí eventualmente. Un año. Tal vez más. La certificación adelanta las matemáticas de planos y los protocolos de seguridad que los empleadores realmente evalúan antes de confiar en ti a solas.
Y si la confianza es lo que convierte a un cargador de $18 por hora en un operador de $28 por hora, ¿por qué elegir el camino lento?
Vi a un joven de 22 años quedarse paralizado durante una prueba de habilidades de certificación con una calculadora en la mano y un plano sobre la mesa. El examinador ni siquiera había encendido la prensa plegadora aún. Primera tarea: calcular la longitud plana para un doblez de 90 grados en acero dulce de 0.125 pulgadas, doblado al aire en una matriz en V de 1 pulgada. Sin adivinar. Mostrar la tolerancia de doblez. Indicar el factor K. Luego explicar de dónde provienen los números.
Esa es la parte que los principiantes nunca ven en el taller.
Piensas que la prueba consiste en mantener la brida a escuadra mientras otra persona usa el pedal. No lo es. Los empleadores están revisando tres habilidades invisibles antes de confiarte una máquina de $250,000: si puedes hacer las matemáticas del doblez sin recurrir al conocimiento empírico, si puedes demostrar que no sobrecargarás las herramientas y si puedes leer un plano sin preguntar qué significa esa línea.
Si no puedes demostrar eso en papel y durante la configuración, observar durante doce meses no lo arregla. Solo retrasa el momento en que alguien se dé cuenta.
Toma esa misma pieza de 0.125 pulgadas. El radio interior equivale aproximadamente al espesor del material cuando se dobla al aire en una matriz de 1 pulgada. Así que alrededor de 0.125 pulgadas de radio. Fórmula de la tolerancia de doblez: BA = (Ángulo en radianes) × (Radio interior + K × Espesor).
Si no sabes qué es K, esa es tu primera señal de alerta. El factor K es la proporción que indica dónde se sitúa el eje neutro dentro del material durante el doblado; básicamente, qué fibras se estiran y cuáles se comprimen. En el doblado al aire de acero dulce, un factor K común inicial está entre 0.33 y 0.42, dependiendo de las herramientas y del material. Los programas de certificación te hacen calcular ambos y entender por qué.
¿En el taller? Escuchas: “Solo usa 3.742. Funcionó la última vez.”
Pero nunca te sientas con un plano a derivar la longitud plana desde los primeros principios. Heredas números como guantes usados y esperas que te queden bien.
En una prueba de habilidades formal, no apruebas porque doblaste algo “más o menos cercano”. Apruebas porque calculas, cortas, doblas, mides, ajustas y documentas, a menudo varias veces bajo supervisión. Tres ejecuciones exitosas. Dos inspecciones por ejecución. El instructor cofirma. Esa repetición no es una observación aleatoria; es una validación dirigida de una sola competencia: ¿puedes predecir el resultado antes de presionar el pedal?
Esa es la diferencia entre doblar una caja de pizza por instinto y saber exactamente dónde debe quedar el pliegue para que la tapa cierre a ras.
Verificación de contenedor de chatarra: Si tu patrón plano cambia y tu única explicación es “la máquina debe estar apagada”, estás adivinando, y adivinar convierte láminas $320 en chatarra.
Vamos a concretar.
Una prensa plegadora de 10 pies con capacidad de 100 toneladas. Cargas una matriz en V estrecha y decides doblar acero de 0.250 pulgadas a lo largo completo porque “debería manejarlo”. No revisaste la tabla de tonelaje. No calculaste toneladas por pie.
Aquí está el mecanismo: el tonelaje requerido aumenta a medida que la apertura de la matriz disminuye y el espesor del material aumenta. Si duplicas el espesor, el tonelaje no se duplica educadamente, sube rápido. Sobrecarga las herramientas y lo primero que suele ceder es el punzón. Un punzón de precisión agrietado puede costar $1,800. ¿Dañar el carro? Ahora hablamos de un tiempo de inactividad medido en días y facturas de reparación superiores a $12,000.
La certificación te obliga a leer las tablas de tonelaje y calcular toneladas por pie antes de la configuración. Te enseña que la capacidad de la máquina es a lo largo completo bajo condiciones específicas, no un cheque en blanco. Incorpora el hábito: tipo de material, espesor, ancho de la matriz, longitud de doblado, luego cálculo de tonelaje. En ese orden.
La observación omite pasos porque el veterano ya “conoce” las combinaciones seguras. Pero el conocimiento en su cabeza no se transfiere a la tuya solo porque lo viste cambiar una matriz.
Y aquí está lo que los empleadores prueban silenciosamente: ¿Piensas de forma reactiva —arreglando problemas después de un fuerte golpe— o proactiva, como un nodo en control de calidad que conecta diseño y fabricación? El segundo obtiene el aumento.
Verificación de contenedor de chatarra: Si seleccionas herramientas antes de calcular el tonelaje, estás apostando con equipo que cuesta más que tu casa.
Un plano llega a tu mesa. Cuatro dobleces. Ángulos mezclados. Una pestaña dimensionada desde el exterior, otra desde el interior. Tolerancia ±0.015.
El veterano dice: “Dobla los dos lados primero, luego los dobleces hem.”
Eso es seguir instrucciones. No traducir el plano.
En entornos de certificación, se requiere que interpretes el dibujo tú mismo: identificar la secuencia de doblado, bordes de referencia, dimensiones interiores versus exteriores, y cómo cada doblez afecta la siguiente medida. Inspeccionas tu propio primer artículo. Documentas desviaciones. Las corriges sin que alguien esté encima.
¿Por qué tan estrictos?
Porque en una producción real, nadie está parado encima explicándote que la pestaña de 2.000 pulgadas es una dimensión exterior que ya incluye la deducción de doblado. Interpretar mal eso una vez en un lote de 200 piezas de acero inoxidable calibre 14 a $42 por pieza y habrás enviado $8,400 a la chatarra antes del almuerzo.
Y aquí está la incómoda verdad: muchas fallas en máquina no son por poca habilidad matemática, sino por estrés. Múltiples prioridades. Una pieza de 40 libras en tus manos. La fecha límite respirando en tu cuello. Los programas de certificación simulan esa presión con pruebas cronometradas de habilidades y documentación requerida para que los empleadores vean si puedes pensar con claridad mientras el reloj corre.
Ahora imagina que él es responsable de producción y de “entrenarte”. ¿Crees que se detiene para verificar si puedes interpretar independientemente un apilamiento de tolerancias? ¿O simplemente te dice la secuencia y mantiene las piezas en movimiento?
Los empleadores conocen la respuesta. Por eso buscan pruebas de que ya has sido evaluado.
Si estas tres habilidades son medibles—cálculo de doblado, juicio de tonelaje verificado, traducción independiente de planos—entonces la verdadera pregunta no es si importan. Es cómo un programa estructurado las enseña y evalúa en semanas en lugar de esperar que las absorbas en un año.
| Aspecto | Traducción de planos | Simplemente seguir órdenes verbales |
|---|---|---|
| Definición | Interpretar de manera independiente planos técnicos, secuencias de doblez, tolerancias y referencias dimensionales | Ejecutar los pasos exactamente como fueron instruidos por otra persona |
| Toma de decisiones | Determina el orden de doblez, bordes de referencia, dimensiones interiores vs. exteriores y el impacto de la medición | Depende de otra persona para proporcionar la secuencia correcta |
| Responsabilidad | Inspecciona el primer artículo, documenta desviaciones, corrige errores de forma independiente | Espera orientación o corrección de otros |
| Expectativa del entorno laboral | Requerido en entornos de certificación y producción real | Común en entrenamientos informales o de acompañamiento en el trabajo |
| Riesgo de error | Leer mal las dimensiones (p. ej., dimensión exterior incluyendo deducción de doblez) puede provocar desperdicio costoso | Menor riesgo inmediato si las instrucciones son correctas, pero desarrollo de habilidades limitado |
| Impacto financiero | Ejemplo: Leer mal un ala de 2,000 pulgadas en 200 piezas a $42 cada una = pérdida por desperdicio de $8,400 | Dependiente de la precisión del instructor; el operador puede no entender las consecuencias financieras |
| Manejo del estrés | Requiere pensamiento claro bajo presión de tiempo, plazos y carga de trabajo física | Menor carga cognitiva si las decisiones son proporcionadas externamente |
| Evaluación de habilidades | Medido a través de pruebas cronometradas, documentación, cálculo de dobleces y verificación de tonelaje | Rara vez se evalúa formalmente |
| Perspectiva del empleador | Demuestra competencia comprobada y capacidad independiente | Muestra habilidad para seguir instrucciones pero no necesariamente para interpretar planos |
| Resultado de la formación | Los programas estructurados enseñan y evalúan habilidades de manera eficiente en cuestión de semanas | La absorción de habilidades puede tardar un año o más sin una evaluación estructurada |
La primera mañana de una certificación formal de prensa plegadora, no tocas la máquina.
Te sientas en una mesa con un plano, una calculadora y una tabla de tonelaje. El instructor dice: “Obtén la longitud plana. Muestra tu suposición del factor K. Ahora calcula toneladas por pie.” Si tu cálculo está mal, no se te permite “simplemente probar una vez”. Primero corriges las matemáticas.
Ese orden no es académico. Refleja exactamente cómo piensa un operador competente: plano → matemáticas → herramientas → tonelaje → configuración → ejecución → inspección. Un programa estructurado repite esa secuencia hasta que se vuelve automática. En el piso, la observación lo invierte: primero la máquina, la explicación después—si hay tiempo.
Aquí está el mecanismo de compresión. En lugar de esperar seis meses para encontrarte por casualidad con un doblez al aire de calibre delgado, un trabajo de fondo con placa gruesa y una brida de acero inoxidable de tolerancia ajustada, el plan de estudios los programa intencionalmente con dificultad creciente. Cada escenario se elige para forzar un cálculo o una decisión de seguridad específicos. No esperas que la experiencia te ocurra. El programa la fabrica.
Así es como las semanas empiezan a reemplazar un año.
Pero ¿qué es exactamente lo diferente entre un aula y un aprendizaje que lo hace posible?
Un aprendizaje típico puede durar de tres a cinco años. Te pagan, rotas de tareas, absorbes patrones lentamente. Funciona. He entrenado a hombres que se formaron de esa manera y podían oír un punzón desalineado antes de que yo pudiera verlo.
Pero observa de cerca cómo se formó su conocimiento.
Veían los mismos materiales repetidamente. Mismos juegos de troqueles. Mismas familias de productos. Su “experiencia” es profunda pero estrecha. Cuando aparece una nueva aleación o un freno servoeléctrico, vuelven a adivinar—solo que con más confianza.
La certificación estructurada ataca los puntos ciegos directamente. Antes de que siquiera ciclos una prensa, cubres:
Y no es solo una clase teórica. Calculas la tolerancia de flexión para acero dulce de 0.125 pulgadas en una matriz en V de 1 pulgada. Luego cambias a acero inoxidable. Luego a aluminio. Ves cómo cambian las suposiciones sobre el radio interior. Defiendes tus números en voz alta.
“Aprendiendo qué, exactamente.”
Esa es la diferencia. Los aprendizajes te dan horas. La certificación define competencias. No avanzas porque pasó el tiempo; avanzas porque demostraste que puedes predecir el resultado antes de que el pedal baje.
Chequeo del Contenedor de Chatarra: Si tu registro de capacitación mide el tiempo cerca de una máquina en lugar de los problemas que ahora puedes resolver por tu cuenta, estás contando sombras, no habilidades.
Pero las matemáticas en papel son seguras. La producción no lo es. Entonces, ¿cómo un programa corto te prepara para la presión sin lanzar $8,400 de acero inoxidable al contenedor de basura?
| Aspecto | Aprendizajes (Horas Prácticas) | Certificación estructurada (Teoría en aula + práctica definida) |
|---|---|---|
| Duración típica | Tres a cinco años | Programas cortos basados en competencias |
| Modelo de aprendizaje | Trabajo remunerado, rotación de puestos, absorción gradual de patrones | Plan de estudios estructurado antes de la operación de la máquina |
| Profundidad del conocimiento | Profundo pero limitado (mismos materiales, juegos de troqueles, familias de productos) | Amplio y sistemático en materiales, herramientas y tipos de máquinas |
| Adaptabilidad a nueva tecnología | Puede depender de suposiciones cuando aparecen nuevas aleaciones o frenos servoeléctricos | Entrenado para analizar nuevas variables usando teoría y cálculos |
| Enfoque técnico principal | Repetición basada en la experiencia | Teoría del eje neutro, variaciones del factor K, cálculo de tonelaje, límites de la máquina |
| Capacitación en seguridad | Aprendida mediante la exposición en el taller | Instrucción formal sobre cortinas de luz, protección láser, controles de dos manos, pasos de bloqueo |
| Matemáticas y cálculos | A menudo basados en la memoria o aprendidos de manera informal | Cálculos de compensación de doblez en acero dulce, inoxidable, aluminio; defender resultados en voz alta |
| Criterios de progresión | Avance basado en el tiempo y horas acumuladas | Avance basado en competencias demostradas |
| Medición del crecimiento | Tiempo pasado cerca de las máquinas | Problemas resueltos de manera independiente y resultados predichos con precisión |
| Preparación ante riesgos | Exposición real en producción, posibles errores costosos | Resolución de problemas simulada antes de la presión de producción en vivo |
Una prensa plegadora en producción es un arma cargada de $250,000. Las fechas límite presionan. Los supervisores vigilan. Alguien espera tus piezas más adelante en el flujo. Esa presión es exactamente cuando se cuelan los atajos: protecciones eludidas, tonelaje sin comprobar, “probablemente esté bien.”
A pesar de la tecnología moderna de seguridad, cada año ocurren cientos de lesiones graves con prensas plegadoras en talleres donde el mantenimiento se descuida o la producción anula el protocolo. Eso no sucede porque la gente no pueda doblar metal. Sucede porque nunca practicaron la secuencia de seguridad hasta que se convirtió en un reflejo.
En los laboratorios de certificación, el entorno está controlado a propósito. Se trabajan cantidades limitadas. Se requiere:
Si se omite un paso, el instructor te detiene de inmediato. No porque le guste el papeleo. Porque la repetición bajo supervisión construye memoria procedimental. Cuando luego estés bajo presión real de producción, tu cuerpo recurrirá a la secuencia practicada en lugar de entrar en pánico.
Y aquí está la clave: controlado no significa fácil.
Las evaluaciones cronometradas simulan el estrés de las fechas límite. Puedes tener 45 minutos para interpretar un plano nuevo, elegir herramientas y producir una pieza dentro de tolerancia con requisitos de ±0.015. Nadie te da la secuencia de doblez. Si interpretas mal las dimensiones internas versus externas, sentirás la consecuencia de inmediato, solo que sin destruir una hoja de $320.
La certificación también requiere ahora renovaciones periódicas—frecuentemente cada dos años con módulos sobre protección con láser o controles servoeléctricos. Eso te dice algo importante. La promesa no es “aprender una vez y relajarse.” Es “alcanzar competencia lista para contratación rápidamente, luego actualizar a medida que la tecnología evoluciona.” La compresión se aplica a la preparación para ingresar, no a la maestría de por vida.
Revisión del contenedor de chatarra: Si te saltas documentar tu primer artículo porque “parece correcto,” estás practicando el mismo atajo que causa lesiones reales y lotes de chatarra de cinco cifras.
Entonces, si los programas estructurados practican matemáticas, límites de máquina y seguridad bajo estrés controlado, ¿por qué a los gerentes de contratación realmente les importa la credencial en sí en lugar de solo tu palabra?
Ahora imagina que es responsable de la producción y de “entrenarte”.
Tiene 600 piezas para entregar el viernes. Su operador sénior ya está sobrecargado. Puede pasar tres meses supervisando a un nuevo contratado o incorporar a alguien que ya haya sido probado en matemáticas de doblado, límites de tonelaje y lectura independiente de planos.
Una credencial reconocida le dice tres cosas específicas:
Es una validación de terceros. No tu tío diciendo: “Es bastante bueno.”
Los gerentes de contratación priorizan cada vez más las certificaciones vinculadas a la medición de precisión y al control de calidad porque estas son transferibles entre máquinas y talleres. Los controles CNC difieren. Las marcas de herramientas difieren. Pero la cadena lógica—plano a cálculo a configuración segura—no.
¿Significa eso que un aprendizaje de tres a cinco años no vale nada? No. Construye profundidad e instintos de resolución de problemas con el tiempo. Pero la certificación responde a una pregunta diferente: ¿Puede esta persona contribuir de manera segura y predecible ahora?
Semanas de pruebas estructuradas basadas en competencias pueden establecer esa base. Años de seguir a alguien podrían hacerlo. Podrían.
Y cuando un capataz está evaluando si darte el control de un equipo que vale más que su casa, “podría” no es suficiente.
Lo que te deja con la pregunta práctica: si la certificación puede hacerte apto para ser contratado en semanas, ¿qué pasos exactos te llevan de cero a esa credencial sin perder tiempo ni dinero?
La primavera pasada, un joven de 19 años entró en mi laboratorio sin nada de experiencia en taller. Seis semanas después interpretó un plano, calculó la longitud plana para acero dulce de 0.125 pulgadas en una matriz en V de 1 pulgada, seleccionó herramientas, verificó el tonelaje frente a la capacidad de una máquina de 175 toneladas, realizó un ciclo en vacío, produjo un primer artículo dentro de ±0.015, y lo documentó sin que yo estuviera vigilando sobre él. Sin seguimiento. Sin un primo en el patio trasero explicando “solo mírame”.”
Esa es la diferencia hacia la que estamos construyendo. No familiaridad. Independencia.
No obtienes el control de una prensa plegadora $250,000 porque hayas estado cerca de una durante 12 meses. Lo obtienes la primera vez que puedes configurar, calcular y verificar una pieza sin que alguien detecte tus errores antes que lo haga el pistón. Así que aquí está el camino exacto de cero a competencia certificada básica — sin meses desperdiciados barriendo virutas esperando que el conocimiento te caiga.
Imagina un plano de soporte simple en tu banco. Dos patas de 2 pulgadas, material de 0.125 pulgadas, radio interior de 0.125, doblados a 90 grados. La mayoría de los principiantes agarran una calculadora y comienzan a buscar un número de deducción de doblado que alguien anotó en una pizarra hace tres años.
Así es como empieza el desperdicio.
En su lugar, se obtiene la longitud plana a partir de primeros principios. Tolerancia de la curva, eje neutro, factor K. Si esos términos son nuevos: el eje neutro es la capa dentro del material que ni se estira ni se comprime durante una curva. Su posición cambia con el material y las herramientas. Ese cambio altera tu longitud plana. Cambia el material de acero dulce a acero inoxidable y las matemáticas cambian con él.
Cuando lo calculas tú mismo, ves por qué.
Ahora combinamos esas matemáticas con la dinámica de la máquina. Tonnelaje nominal a longitud completa versus longitud parcial. Deflexión a lo largo de una cama de 10 pies. El hecho de que 100 toneladas en el centro no son lo mismo que 100 toneladas en toda la longitud. Aquí es donde las matemáticas de los planos se encuentran con la realidad del acero. Es la diferencia entre doblar una caja de pizza en tu mesa de cocina y tratar de plegar un montón de cartón húmedo en un banco de trabajo combado.
Los programas de certificación te obligan a defender estos números en voz alta. ¿Por qué este ancho de matriz en V? ¿Por qué este tonnelaje? ¿Por qué el radio interior no es exactamente el radio de la punta del punzón en el doblado al aire? No avanzas hasta que puedas responder sin adivinar.
Porque si tu plano está mal por 0.060 en un lote de 200 piezas de acero inoxidable a $42 por pieza, eso es $8,400 en el contenedor de chatarra antes de la hora del almuerzo.
Control del contenedor de chatarra: Si no puedes obtener la longitud plana a partir del plano y explicar cómo los límites de la máquina afectan tu elección de tonnelaje, no estás listo para tocar el pedal — estás listo para ver a otro perder dinero.
Un informe que hago leer a cada aprendiz documenta más de 360 amputaciones al año relacionadas con prensas plegadoras en EE. UU. Lo que impacta más no es el número. Es que hasta 83% ocurren en zonas donde las protecciones estándar no cubren del todo. Las protecciones existen. La gente sigue saliendo herida.
¿Por qué?
Porque la seguridad no es un dispositivo. Es una secuencia.
Alineación de cortina de luz. Comprobación de protección láser. Verificación de control a dos manos si está equipado. Herramientas correctamente asentadas. Retroceso libre. Programa correcto cargado. Tonnelaje verificado contra la capacidad de la máquina. Prueba en vacío sobre la pieza. Solo entonces tu pie se aproxima al pedal.
Talleres antiguos con entrenamiento mínimo saltan pasos bajo presión. Se omiten protecciones “solo para esta ejecución”. El mantenimiento decae. La producción gana el argumento. Las lesiones se repiten.
Ahora mira a los fabricantes de alto rendimiento: el 20 % superior alcanza cerca de 90 % de eficacia general del equipo con tasas de lesiones alrededor de 0.05 %. El 20 % inferior se queda cerca de 76 % OEE y alrededor de 3 % de tasas de lesiones — aproximadamente 60 veces más alto. La disciplina en seguridad y la productividad no son enemigas. Crecen juntas porque ambas dependen de una configuración controlada y repetible.
La certificación entrena la secuencia hasta que es memoria procedimental. Si te saltas un paso en mi laboratorio, la máquina no cicla. No porque disfrute detenerte. Sino porque la repetición bajo supervisión es más barata que aprender de una factura del hospital y $186,000 en salarios perdidos de por vida por una mano aplastada.
Esto no es teoría. Es memoria muscular bajo estructura.
Así que antes de que tu pie se mueva, ¿puedes recitar — y ejecutar — cada paso sin que te lo recuerden?
Configura un doblez de 90 grados en doblado al aire. Mismo material. Mismo espesor. Ahora encaja — lleva el punzón más profundo para que el material contacte completamente con los hombros de la matriz. La precisión del ángulo cambia. El tonnelaje requerido aumenta. El retroceso elástico se comporta de manera diferente.
El doblado al aire usa contacto en tres puntos. La punta del punzón y los hombros de la matriz definen el ángulo; el radio interior se forma según el ancho de la matriz, no la punta del punzón. El encajado fuerza al material a ajustarse más estrechamente a la geometría de las herramientas, aumentando drásticamente el tonnelaje.
¿Por qué importa esto?
Porque aquí viven variables ocultas. Deflexión de la máquina a lo largo de la longitud. Variación de lote de material. Dirección del grano. Un laboratorio de certificación que valga la pena no te deja doblar piezas perfectas toda la semana. Introduce variación. Tu primera pieza mide 91 grados en lugar de 90. ¿Entras en pánico y sobrecorriges? ¿O ajustas la profundidad en función del retroceso medido?
Los operadores avanzados aprenden a compensar la convexidad y la deflexión de la mesa. No dominarás cada matiz en pocas semanas. Pero debes aprender el mecanismo: medir, ajustar en incrementos controlados, verificar.
Eso es lo que los empleadores evalúan. No si ya has visto una prensa antes. Sino si puedes cerrar el ciclo entre medición y corrección sin adivinar.
Si tu entrenamiento nunca te obliga a solucionar un error de un grado y explicar la causa, tu certificación es solo un título.
Ahora imagina que es responsable de la producción y de “entrenarte”.
A él no le importa cuán entusiasta seas. Le importa si puedes acercarte a una máquina un lunes por la mañana y producir una primera pieza verificada sin que él tenga que vigilarte.
Un examen de certificación reconocido normalmente exige que: interpretes un plano desconocido, calcules la longitud plana, selecciones las herramientas del inventario disponible, verifiques el tonelaje con respecto a la capacidad de la máquina, ejecutes una secuencia de configuración segura, produzcas una pieza dentro de tolerancia y documentes los resultados de la inspección. Todo bajo presión de tiempo.
Nadie susurra las respuestas.
Esa credencial le indica que has sido evaluado en la misma cadena de la que él depende a diario: del plano al cálculo, a la herramienta, a la configuración segura y al resultado medido. Es una prueba de terceros de que ya has cometido —y corregido— errores de principiante en un entorno controlado en lugar de en su planta de producción.
Aquí es donde la curva de aprendizaje se comprime. En lugar de pasar un año esperando que la exposición se convierta en comprensión, sigues una progresión definida: matemáticas y dinámica, secuencia de seguridad, variación de técnica básica, luego evaluación formal. Semanas de práctica enfocada reemplazando meses de observación pasiva.
La independencia no se mide en tiempo servido. Se demuestra con competencia.
Y cuando ese capataz decide si entregarte el control de un equipo que vale más que su casa, lo que realmente te está preguntando es algo simple: ¿puedes operarlo de forma segura y predecible sin que tenga que estarte vigilando?
La certificación es cómo respondes “sí” antes de que él asuma ese riesgo.
Ahora estás haciendo la pregunta correcta: ¿cómo ingresas realmente a uno de estos programas en lugar de solo leer sobre ellos?
No comienzas entrando a talleres al azar pidiendo una oportunidad. Comienzas buscando una credencial reconocida: FMA Precision Press Brake, NIMS Nivel I a III, o un programa de colegio técnico respaldado por el estado que evalúe bajo esos estándares. No un curso de fin de semana de “introducción a la fabricación”. Un programa que te exija interpretar un plano desconocido, calcular longitud plana, seleccionar herramientas, verificar tonelaje, ejecutar una secuencia de configuración segura y producir una primera pieza dentro de tolerancia bajo evaluación.
Llama a la escuela. Haz una pregunta directa: “¿Hay un examen práctico donde me califiquen en configuración, secuencia de seguridad y precisión de la pieza?” Si la respuesta es ambigua, sigue buscando.
Ahora viene el cambio que la mayoría de los principiantes no nota. Esa línea de “dos años de experiencia requerida” en una oferta laboral no trata del tiempo en el calendario. Trata del riesgo. El gerente está pensando en una lámina de acero inoxidable $42 multiplicada por 200 piezas. Está pensando en $8,400 en desperdicio antes del almuerzo porque alguien adivinó en lugar de calcular. Está pensando en los registros de OSHA y en si sabes lo que LOTO—bloqueo/etiquetado—significa realmente en acción, no solo en el papel.
No está comprando tiempo trabajado.
Está comprando previsibilidad.
La certificación, bien hecha, es una prueba externa de que ya has cometido errores de principiante en un laboratorio controlado en lugar de en su planta de producción. No elimina la línea de “experiencia requerida”. La redefine. Porque ahora no estás diciendo: “Confía en mí, he estado cerca de prensas.” Estás diciendo: “He sido evaluado en rendimiento del plano a la pieza.”
Eso cambia la conversación.
Y una vez que estás frente a él, ¿cómo haces que ese pedazo de papel se lea como experiencia en lugar de decoración?
Si mencionas tu credencial así—
Certificación en Prensa Plegadora, 2026
—suenas como cualquier otro candidato.
En su lugar, tradúcelo al lenguaje de producción.
Producción de piezas de primer artículo ±0.015 a partir de planos desconocidos bajo evaluación cronometrada; cálculo de la asignación de doblez y verificación del tonelaje en relación con la capacidad de una prensa plegadora CNC de 175 toneladas; ejecución completa de la secuencia de configuración conforme a OSHA sin indicaciones del instructor.
Ahora estás hablando el idioma del capataz.
Fíjate en lo que hiciste allí. No dijiste “curso completado”. Describiste resultados: tolerancia, capacidad de máquina, secuencia de seguridad, documentación. Eso se lee como experiencia sin defectos porque refleja lo que sucede en el taller.
Piénsalo como doblar una caja de pizza a partir de cartón plano. Cualquiera puede decir que la ha visto hacer. Pero si puedes decirme el orden de los dobleces, dónde encajan las pestañas y qué pasa si marcas el borde equivocado primero, sé que realmente lo has hecho.
Lo mismo con una prensa. Si puedes explicar cómo corregiste un sobre-doblez de 1 grado ajustando la profundidad en incrementos controlados en lugar de modificar el programa a ciegas, suenas como alguien que ha cerrado el ciclo entre medición y corrección.
Revisión de la papelera de chatarra: Si tu currículum enumera clases pero no tolerancias, capacidades de máquina o secuencias de seguridad, estás promocionando asistencia, no competencia.
Entonces, ¿qué pasa cuando superas la etapa del currículum y él decide ver lo que realmente puedes hacer?
No te entregará una producción completa.
Te dará un plano simple y observará.
Tal vez sea un soporte de acero dulce. Dos dobleces. 90 grados. Nada complicado. No está probando la complejidad. Está probando la secuencia. ¿Estudias el plano antes de tocar la máquina? ¿Calculas la longitud plana o pides un número? ¿Verificas el estado de las herramientas? ¿Compruebas el tonelaje contra la capacidad de la máquina o lo supones?
Esta es la entrevista práctica.
Está buscando pausas en los lugares correctos. Las que muestran pensamiento, no miedo. Cuando haces un ciclo en seco sobre la pieza antes de comprometerte, él ve formación. Cuando alcanzas el pedal sin confirmar la posición del tope trasero, ve un riesgo.
Recuerda la analogía del arma cargada. Una prensa plegadora $250,000 no se preocupa de si tienes confianza. Le importa si sigues la secuencia. Observar en un taller ocupado es como aprender seguridad con armas de fuego de un primo distraído en el patio trasero. La certificación es el curso estructurado donde cada regla se repasa antes de que se te permita apretar el gatillo.
Pero aquí está la dura verdad.
Incluso con esa credencial, todavía puede rondar cerca.
Lo que nos lleva a la parte que ningún folleto anuncia.
No.
Y eso no es un insulto. Es física.
OSHA requiere capacitación documentada en seguridad para cada operador, certificado o no. Él tiene que verte seguir las reglas de resguardo de máquinas, confirmar la alineación de la cortina de luz, respetar LOTO, usar el EPP adecuado. El papel no te exime de reentrenamiento. Solo lo acorta.
El respeto en un piso de taller se gana en pulgadas y milésimas.
Lo ganas la primera vez que tu pieza entra en tolerancia sin tres intentos. Lo ganas cuando detienes un trabajo porque el cálculo de tonelaje excede la capacidad de la máquina en lugar de “solo probar uno”. Lo ganas cuando detectas una discrepancia en el plano antes de que se convierta en 150 piezas defectuosas.
La certificación te abre la puerta con credibilidad. Los hábitos de precisión te mantienen dentro.
Revisión del contenedor de chatarra: Si crees que la credencial te da derecho a autonomía el primer día, todavía estás pensando como estudiante, no como operador.
Así que el verdadero cambio no es de observar a certificarte.
Es del ego a la disciplina.
Y una vez que estés contratado, ¿qué importará más—qué tan rápido doblas, o qué tan precisamente piensas antes de mover el pie?
Estás contratado. Credencial puesta. Acero en el estante. Pie sobre el pedal.
Entonces, ¿qué viene primero—la velocidad o la precisión?
Cada novato piensa que la velocidad da respeto. Ven al veterano ciclar piezas como una máquina de coser y asumen que la producción es la moneda. Pero aquí está lo que veinte años en un piso de taller te enseñan: la velocidad es un efecto secundario. La precisión es la causa.
Los talleres de primer nivel—aquellos que operan cerca de 90% de efectividad global del equipo con tasas de lesiones tan bajas que apenas aparecen en los informes—no son rápidos porque se apresuran. Son rápidos porque sus configuraciones están perfectamente correctas. Herramientas alineadas. Tonelaje verificado. Tope de retroceso calibrado. Dispositivos de seguridad intactos y probados. Sin adivinar, sin “correcciones” a mitad de carrera, sin protecciones anuladas para ahorrar segundos.
La velocidad aparece después de que el pensamiento está hecho.
La prensa plegadora es un arma cargada de $250,000. La observación te enseña dónde está el gatillo. La certificación te enseña por qué no debes tocarlo hasta que las matemáticas, las herramientas y la secuencia de seguridad estén verificadas. Y una vez que estás en nómina, el mandato no cambia.
Precisión sobre velocidad.
No porque suene noble. Porque es la única manera de conservar tanto tu trabajo como tus dedos.
Entonces, ¿cómo se ve eso cuando eres completamente nuevo y el capataz te observa durante tus primeros tres meses como un halcón?
Tus primeros 90 días no tratan sobre cuántas piezas puedes doblar por hora. Se tratan de si tus montajes se repiten.
Esa es una habilidad diferente.
La precisión del montaje significa que puedes tomar un plano, calcular la compensación de doblado, confirmar la longitud plana, seleccionar las herramientas correctas, verificar la tonelada frente a la capacidad de la máquina, alinear las matrices, establecer las posiciones del tope trasero y ejecutar una primera pieza controlada, todo sin improvisar a mitad del proceso. Si tu primera pieza está bien, las piezas 2 a 200 se vuelven aburridas. Aburrido es rentable.
Si tu primera pieza está mal, estarás persiguiendo el error todo el día.
Hagámoslo físico. Imagina doblar una caja de pizza. Si el primer pliegue está desviado en una octava de pulgada, cada pestaña se te resiste. Empujas más fuerte. Las esquinas se abultan. Ahora imagina cometer ese error 150 veces en acero inoxidable calibre 11 a $42 por pieza. Son $6,300 en material antes siquiera de hablar del trabajo.
Un mal montaje puede costar más que tu cheque de pago mensual.
Y aquí está la parte que los principiantes pierden: las variables ocultas siempre están en juego. Deflexión de la máquina bajo carga. Pequeñas variaciones en el grosor del material. Desgaste de herramienta que no ves hasta que mides el ángulo y te das cuenta de que está desviado un grado a lo largo de todo el largo. La certificación te expone a estas fuerzas de forma controlada. La observación a menudo no lo hace. Simplemente copias lo que hizo el último operario y esperas que la máquina se comporte igual hoy.
La esperanza no es una estrategia de montaje.
Durante esos primeros 90 días, desacelera tu montaje para poder acelerar tu producción. Verifica las cortinas de luz. Prueba los protectores. Confirma la holgura del tope trasero. Baja el ariete en modo lento sobre la pieza antes de comprometerte. Mide. Ajusta en incrementos controlados—0.002 a la vez si es necesario. Cierra el circuito entre medición y corrección.
Estás construyendo una lista mental repetible.
Y sobre la seguridad—la mayoría de las lesiones no ocurren durante montajes cuidadosos. Ocurren cuando alguien está “solo ejecutando piezas” y decide anular algo para ahorrar tiempo. Hasta un 83% de lesiones graves por plegadora ocurren en zonas donde las protecciones estaban presentes pero fueron eludidas o desactivadas. Eso no es ignorancia. Es impaciencia.
Tus primeros 90 días deben entrenar tu sistema nervioso para valorar la secuencia sobre la velocidad.
Revisión del contenedor de chatarra: Si no puedes explicar por qué tu primera pieza es correcta—matemáticas, herramientas, tonelada y secuencia de seguridad incluidas—no estás listo para perseguir el tiempo de ciclo.
Ahora estás pensando, bien, primero precisión. Pero ¿cómo llego a ser rápido sin sacrificar la tolerancia?
Aquí está la bifurcación en el camino.
Opción uno: dejarse llevar. Eres una sombra. Cargas hojas. Absorbes hábitos, buenos y malos. Aprendes atajos antes de entender las consecuencias. Pasa un año. Has estado “alrededor de los frenos”, pero nunca has derivado la longitud plana desde los primeros principios. Heredas números como guantes usados. Encajan hasta que dejan de hacerlo.
Opción dos: entrenar con intención. Tratas cada configuración como un ejercicio controlado. Documentas los ajustes. Comparas la tolerancia de doblado calculada con los resultados reales. Preguntas por qué cambió el ángulo cuando el grosor del material varió en 0.003. Construyes una biblioteca de causa y efecto en tu cabeza.
Misma máquina. Mismas horas. Operador diferente emergiendo.
Ahora imagina que él es responsable de la producción y de “entrenarte” a ti. ¿En quién confía para dejar solo en el segundo turno? ¿En el ayudante que se mueve rápido pero necesita corrección dos veces por ejecución? ¿O en el operador deliberado cuyo primer artículo casi nunca lo sorprende?
La velocidad que depende de la supervisión es una velocidad falsa.
La verdadera velocidad proviene de eliminar reprocesos, desperdicio y paradas. Cuando tus configuraciones son predecibles, dejas de tocar el programa a mitad de ejecución. Dejas de revisar cada quinta pieza en pánico. Dejas de llamar al capataz por una pequeña desviación de ángulo porque ya conoces la corrección.
La precisión se acumula.
Y aquí está la parte no obvia: los operadores más rápidos que he tenido bajo mi supervisión no se movían rápido. Se movían una sola vez. Correctamente. Sus manos estaban tranquilas porque su cálculo estaba resuelto. Su producción superaba a la de los “apresurados” al final del turno porque no estaban corrigiendo $8,400 errores antes del almuerzo.
Así que, una vez contratado, prioriza la precisión sin disculpas. Aumenta la producción reduciendo la incertidumbre: mejores configuraciones, primeros artículos más ajustados, verificaciones de seguridad disciplinadas, no pisando el pedal más rápido.
No te pagan por moverte.
Te pagan por resultados predecibles en una máquina $250,000 que hace exactamente lo que le dices —ni más, ni menos.
La pregunta no es qué tan rápido puedes doblar.
Es cuántos caos eliminas antes de siquiera tocar el pedal.


















