

Arka planda, kolları titreyerek, 10-gauge kalınlığındaki 4×8 levhayı konumlandırmaya çalışırken, veteran pedalı kullanıyor. Sekiz saat sonra, kontrol paneline dokunmamış. Eve ağrılı gidiyor ve kendine, “Öğreniyorum,” diyor.”
Tam olarak ne öğreniyor?
Bunu yirmi yıldır izliyorum. Yeni bir çalışan, atölyedeki en hızlı operatörü gölgeliyor. Veteran, saatte 120 parça üretmek için baskı altında. Bu yüzden çocuk yükleme yapıyor, çeviriyor, istifliyor, süpürüyor. Eğer zaman kalırsa, belki “Arka ölçümünü 3.742”ye ayarla,” diyor. Neden 3.742 yerine 3.750 olduğunu açıklamıyor. Bükme kesintisi, yay geri dönüşü veya tonaj tabloları hakkında konuşmuyor.
On iki ay sonra, o aynı çocuk “freni çalıştırabiliyor.” Ta ki baskı değişene kadar.
Sertifikasyon, o yılı sıkıştırır çünkü atölye zemininde, bir şekilde osmoz yoluyla öğreneceğiniz varsayılan matematikle başlar: bükme payını nasıl hesaplayacağınız, malzeme kalınlığının iç yarıçapınızı nasıl değiştirdiği, pedala basmadan önce tonaj tablosunu nasıl okuyacağınız. Bu, bir pizza kutusunu hisle katlamak ile kat yerinin tam olarak nerede olması gerektiğini bilmek arasındaki farktır.
Bir yol tekrardır. Diğeri ise anlamaktır. İş rutin değilken hangisinin hayatta kalacağını düşünüyorsunuz?

$250.000 pres frenini yüklü bir ateşli silah gibi hayal edin. Veteran yıllardır bunu kullanıyor. Hızlı. Kendine güvenen. Biraz sıkılmış.
Şimdi onun üretimden ve sizi “eğitmekten” sorumlu olduğunu hayal edin.
Siparişler birikince, eğitim kaybedilir. Malzeme taşıma işine dönüşürsünüz. Bu bir zulüm değil; bu bir ekonomik durumdur. Şirket, iş gücünüzü saatte $18 olarak faturalandırırken, makinenin saatte $140 değerinde parça kesmeye devam etmesi gerekiyor. Hiç kimse bunu bir geometri dersi için yavaşlatmaz.
Bu yüzden parçalar öğrenirsiniz. İnce paslanmaz çelik için bir ipucu. Ölçü ayarı için bir kestirme yol. Ama asla bir baskı ile oturup düz uzunluğu ilk ilkelerden türetmezsiniz. Hiç kimse, 1 inç V-die ile 0.125 inç yumuşak çeliği hava bükme işlemi yapmanın öngörülebilir bir iç yarıçap ürettiğini açıklamaz. Sadece “Bir inç die kullan. Biz her zaman bunu kullanırız,” derler.”
Atık Kutusu Kontrolü: Eğer “eğitim” gününüz sona erdiğinde bükme sonrası bir boyutun neden değiştiğini açıklayamıyorsanız, öğrenmediniz—sadece çeliği hareket ettirmeye yardımcı oldunuz.

Sizi duraksatacak bir rakam: ABD'de her yıl yüzlerce pres fren amputasyonu hala gerçekleşiyor, modern korumalara rağmen. Teorik değil. Gerçek atölyelerde.
Şimdi bunun üzerine şunu ekleyin: Araştırmalar, en ciddi yaralanmaların standart korumaların tam olarak koruma sağlamadığı bölgelerde meydana geldiğini gösteriyor—genellikle operatörlerin üretim baskısı altında bunları atlaması veya etkisiz hale getirmesi nedeniyle.
Gölgeleme, girdiğiniz kültürü miras almanız anlamına gelir. Eğer veteran, kısa bir iş için ışık perdesini bantlarsa, bunu görürsünüz. Eğer “15 yıldır bunu yapıyorum” diyerek die alanına ulaşırken pedala basıyorsa, bunu da görürsünüz. Yazılı bir protokol yok. Resmi bir tehlike analizi yok. Sadece alışkanlık.
Sertifikasyon programları, iyi olanlar, makineye yaklaşmadan önce sıfır tolerans kurallarını öğretir: el pozisyonu, koruma doğrulaması, kilitleme prosedürleri, sıkışma noktası farkındalığı. Sizi “öğreneceksiniz” varsaymazlar.”
Ve işte rahatsız edici kısım: kötü alışkanlıklara maruz kalmak sizi daha dayanıklı yapmaz. Sadece riski normalleştirir, ta ki o gün üç parmağınızı ve $186.000 kaybedilmiş yaşam maaşını kaybedene kadar.
Atık Kutusu Kontrolü: Eğer bir kestirme, bir sınıfta sizi yazılı olarak uyarırsa ama yerde bir onay alıyorsanız, yetkinlik değil, sorumluluk içinde eğitiliyorsunuz.
Hadi para konuşalım, dükkan sahiplerinin yaptığı gibi.
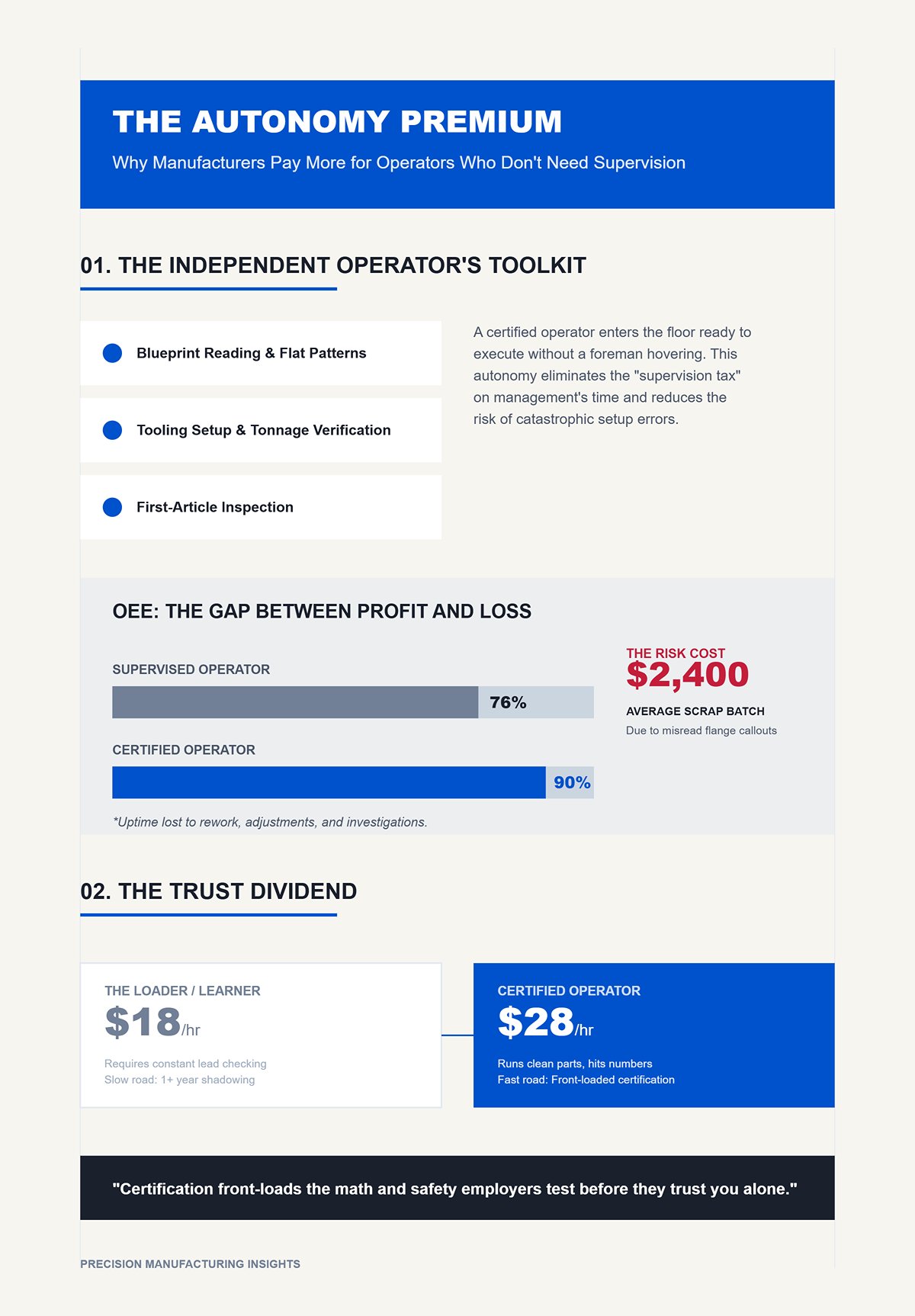
Sertifikalı bir operatör, bir baskıyı okuyabilen, düz desenleri hesaplayabilen, aletleri kurabilen, tonajı doğrulayabilen ve bir ustabaşının gölgesinde kalmadan ilk parça muayenesini yapabilen biri olarak içeri girer. Bu, daha az kurulum hatası anlamına gelir. Daha az kırılan delikler. Bir flanş çağrısını yanlış okuduğu için $2,400 hurda partisi daha az.
Güvenliği ve eğitimi iyi entegre eden en iyi performans gösteren üreticiler, dramatik şekilde daha düşük yaralanma oranlarına ve daha yüksek genel ekipman verimliliğine sahiptir. Bu bir hayırseverlik değil. Bu, çalışma süresidir. Bir makine, vardiyanın 'ında parça üretiyorsa, yeniden işleme, ayarlamalar veya soruşturmalar nedeniyle 'sında boşta kalan bir makineden daha iyidir.
Peki kim zam alır?
Her kurulumda bir liderin kontrol etmesine ihtiyaç duyan operatör mü—yoksa temiz parçalar üreten, sayıları tutan ve şirketin sigorta primleriyle kumar oynamayan operatör mü?
Gölgeleme sonunda seni oraya götürebilir. Bir yıl. Belki daha fazla. Sertifikasyon, işverenlerin seni yalnız bırakmadan önce gerçekten test ettiği plan matematiği ve güvenlik protokollerini önceden yükler.
Ve eğer güven, $18 dolar saatlik bir yükleyiciyi $28 dolar saatlik bir operatöre dönüştüren şeyse, neden yavaş yolu seçesin?
Bir 22 yaşındaki gencin, elinde bir hesap makinesi ve masada bir baskı ile sertifikasyon beceri kontrolü sırasında donup kaldığını izledim. Sınavcı henüz pres frenini açmamıştı. İlk görev: 0.125 inç kalınlığında yumuşak çelikte 90 derecelik bir büküm için düz uzunluğu hesapla, 1 inç V-die'de hava bükülmüş. Tahmin yok. Büküm payını göster. K-faktörünü belirt. Sonra sayıları nereden geldiğini açıkla.
Bu, acemilerin atölyede asla görmediği kısımdır.
Testin, birinin pedalı çalıştırırken flanşı kare tutup tutamayacağın olup olmadığını düşündüğünü sanıyorsun. Hayır. İşverenler, seni $250,000 makinesiyle yalnız bırakmadan önce üç görünmez beceriyi kontrol ediyor: kabile bilgisi olmadan büküm matematiğini yapabilir misin, aletleri aşırı yüklemeyeceğini kanıtlayabilir misin ve o çizginin ne anlama geldiğini sormadan bir baskıyı okuyabilir misin?
Eğer bunları kağıt üzerinde ve kurulumda gösteremezsen, on iki ay boyunca gölgeleme yapmak bunu düzeltmez. Sadece birinin bunu öğrenmesini geciktirir.
Aynı 0.125 inç parçasını al. İç yarıçap, 1 inç die'de hava bükülürken malzeme kalınlığına yaklaşık eşittir. Yani yaklaşık 0.125 inç yarıçap. Büküm payı formülü: BA = (Radyan cinsinden açı) × (İç Yarıçap + K × Kalınlık).
Eğer K'nın ne olduğunu bilmiyorsan, bu senin ilk kırmızı bayrağın. K-faktörü, büküm sırasında malzeme içinde nötr eksenin nerede olduğunu söyleyen oran—temelde hangi liflerin uzadığını ve hangilerinin sıkıştığını gösterir. Yumuşak çelik hava bükümünde, yaygın bir başlangıç K-faktörü, alet ve malzemeye bağlı olarak yaklaşık 0.33 ile 0.42 arasındadır. Sertifikasyon programları, her ikisini de hesaplamanı ve nedenini anlamanı sağlar.
Atölyede? “Sadece 3.742 kullan. Geçen sefer işe yaradı.” duyarsın.”
Ama asla bir baskıyla oturup düz uzunluğu ilk ilkelerden türetmezsin. Sayıları, elden düşme eldivenler gibi miras alır ve umarım uyar.
Resmi bir beceri kontrolünde, bir şeyi yakın bir şekilde bükerek geçmezsin. Geçersin çünkü hesaplıyorsun, kesiyorsun, büküyorsun, ölçüyorsun, ayarlıyorsun ve belgeliyorsun—genellikle gözetim altında birden fazla kez. Üç başarılı deneme. Her deneme için iki muayene. Eğitmen eş imza atar. O tekrar, rastgele gölgeleme değil; tek bir yeterliliğin hedeflenmiş doğrulamasıdır: pedala basmadan önce sonucu tahmin edebilir misin?
Bu, bir pizza kutusunu hislerle katlamakla, kat yerinin tam olarak nereye düşmesi gerektiğini bilmek arasındaki farktır, böylece kapak düz kapanır.
Atık Kutusu Kontrolü: Düz deseniniz değişirse ve tek açıklamanız “makine kapalı olmalı” ise, tahmin yapıyorsunuz - ve tahminler $320 levhaları atığa dönüştürüyor.
Hadi somut konuşalım.
100 ton kapasiteli 10 fitlik bir pres. Dar bir V-die yüklediniz ve “bunu kaldırır” diyerek 0.250 inç çeliği tam uzunlukta bükmeye karar verdiniz. Tonnaj tablosunu kontrol etmediniz. Ayak başına ton hesaplaması yapmadınız.
Mekanizma şöyle çalışır: Gerekli tonaj, die açıklığı azaldıkça ve malzeme kalınlığı arttıkça artar. Kalınlığı iki katına çıkarın ve tonaj nazikçe iki katına çıkmaz - hızla yükselir. Aletleri aşırı yükleyin ve ilk kırılan genellikle delik aletidir. Kırık bir hassas delik aleti $1,800 çalışabilir. Ramı hasar mı verdiniz? Şimdi günlerce süren duraklama ve $12,000 üzerinde onarım faturalarıyla konuşuyoruz.
Sertifikasyon, kurulumdan önce tonaj tablolarını okumanızı ve ayak başına ton hesaplamanızı zorunlu kılar. Makine derecelendirmesinin belirli koşullar altında tam uzunlukta olduğunu, boş bir çek olmadığını öğretir. Alışkanlığı kazandırır: malzeme türü, kalınlık, die genişliği, bükme uzunluğu, ardından tonaj hesaplaması. Bu sırayla.
Gölgeleme adımları atlar çünkü kıdemli zaten güvenli kombinasyonları “biliyor”. Ama kafasındaki bilgi, bir die değiştirdiğini izlediniz diye sizin kafanıza geçmez.
Ve işverenlerin sessizce test ettiği şey şu: reaktif mi düşünüyorsunuz - yüksek bir patlama sonrası sorunları düzeltmek mi - yoksa proaktif mi, tasarım ve üretim arasında köprü kuran kalite kontrol düğümü gibi mi? İkincisi zam alır.
Atık Kutusu Kontrolü: Tonnajı hesaplamadan önce alet seçerseniz, evinizden daha pahalı olan ekipmanla kumar oynuyorsunuz.
Bir baskı masanıza düşer. Dört büküm. Karışık açılar. Bir flanş dışarıdan, diğeri içeriden boyutlandırılmış. Tolerans ±0.015.
Kıdemli, “Önce iki tarafı bük, sonra kenarları bük” der.”
Bu talimatı takip etmektir. Mavi baskı çevirisi değildir.
Sertifikasyon ortamlarında, çizimi kendiniz yorumlamanız gerekir - büküm sırasını belirlemek, referans kenarlarını, iç ve dış boyutları tanımlamak ve her bükümün bir sonraki ölçümü nasıl etkilediğini anlamak. Kendi ilk makalenizi denetlersiniz. Sapmaları belgelersiniz. Birisi üzerinizde durmadan düzeltirsiniz.
Neden bu kadar katı?
Çünkü gerçek bir üretim çalışmasında, kimse size 2.000 inçlik flanşın, zaten bükme kesintisini hesaba katan bir dış boyut olduğunu açıklamak için üzerinizde durmaz. Bunu 200 parçalık 14-gauge paslanmaz çelik partisi üzerinde $42'den bir defa yanlış okursanız, öğle yemeğinden önce $8,400'ü atık kutusuna göndermiş olursunuz.
Ve işte rahatsız edici gerçek: birçok makine üzerindeki arıza zayıf matematikten değil. Stres kaynaklı. Birden fazla öncelik. Elinizde 40 poundluk bir parça. Son tarih ensenizde nefes alıyor. Sertifikasyon programları, işverenlerin saat çalışırken net düşünme yeteneğinizi görmesi için zamanlı beceri kontrolleri ve gerekli belgelerle bu baskıyı simüle eder.
Şimdi onun üretimden ve sizi “eğitmekten” sorumlu olduğunu hayal edin. Bağımsız olarak bir tolerans yığılmasını yorumlayıp yorumlayamayacağınızı test etmek için yavaşladığını düşünüyor musunuz? Yoksa sadece size sıralamayı mı söyler ve parçaları hareket ettirmeye devam mı eder?
İşverenler cevabı biliyor. Bu yüzden zaten test edildiğinize dair kanıt arıyorlar.
Eğer bu üç beceri ölçülebiliyorsa - hesaplanan büküm matematiği, doğrulanan tonaj yargısı, bağımsız baskı çevirisi - o zaman gerçek soru bunların önemli olup olmadığı değil. Yapılandırılmış bir programın bunları haftalar içinde nasıl öğrettiği ve değerlendirdiği, bir yıl içinde emip emmediğinizdir.
| Boyut | Mavi Baskı Çevirisi | Sözlü Talimatları Basitçe Takip Etme |
|---|---|---|
| Tanım | Teknik çizimleri, bükme sıralarını, toleransları ve boyutsal referansları bağımsız olarak yorumlama | Bir başkası tarafından verilen talimatlara tam olarak uyarak adımları uygulama |
| Karar Verme | Bükme sırasını, referans kenarlarını, iç ve dış boyutları ve ölçüm etkisini belirler | Doğru sırayı sağlamak için başka bir kişiye güvenir |
| Sorumluluk | İlk makaleyi inceler, sapmaları belgeler, hataları bağımsız olarak düzeltir | Diğerlerinden rehberlik veya düzeltme bekler |
| Çalışma Ortamı Beklentisi | Sertifikasyon ve gerçek üretim ortamlarında gereklidir | Resmi olmayan veya iş başında gölge eğitimde yaygındır |
| Hata Riski | Boyutları yanlış okumak (örneğin, bükme kesintisini içeren dış boyut) maliyetli atıklara neden olabilir | Talimatlar doğruysa hemen daha düşük risk, ancak sınırlı beceri gelişimi |
| Mali Etki | Örnek: 200 parçadaki 2.000 inçlik flanjı yanlış okumak, her biri $42 = $8,400 atık kaybı | Eğitmenin doğruluğuna bağlıdır; operatör mali sonuçları anlamayabilir |
| Stres Yönetimi | Zaman baskısı, son tarihler ve fiziksel iş yükü altında net düşünme gerektirir | Kararlar dışarıdan sağlandığında bilişsel yük daha azdır |
| Yetenek Değerlendirmesi | Zamanlı testler, belgeler, bükme matematiği ve tonaj doğrulaması ile ölçülür | Nadir olarak resmi olarak değerlendirilir |
| İşveren Perspektifi | Kanıtlanmış yeterlilik ve bağımsız yetenek gösterir | Yönergeleri takip etme yeteneğini gösterir ancak baskı yorumlama yeteneği olmayabilir |
| Eğitim Sonucu | Yapılandırılmış programlar, becerileri haftalar içinde etkili bir şekilde öğretir ve değerlendirir | Yapılandırılmış bir değerlendirme olmadan beceri kazanımı bir yıl veya daha uzun sürebilir |
Resmi bir pres fren sertifikasyonunun ilk sabahında, makineye dokunmazsınız.
Bir masada bir baskı, bir hesap makinesi ve bir tonaj tablosu ile oturursunuz. Eğitmen, “Düz uzunluğu türetin. K-faktör varsayımınızı gösterin. Şimdi ayak başına ton hesaplayın.” der. Matematiğiniz yanlışsa, “sadece bir tane denemek” şansınız yoktur. Önce matematiği düzeltirsiniz.
Bu sıra akademik değildir. Yetkin bir operatörün düşünme şeklini tam olarak yansıtır: baskı → matematik → aletler → tonaj → kurulum → çalışma → denetleme. Yapılandırılmış bir program, bu sıralamayı otomatik hale gelene kadar işler. Atölyede, gölgeleme tersine döner: önce makine, sonra açıklama—eğer zaman varsa.
İşte sıkıştırma mekanizması. İnce ölçülü bir hava bükme, kalın bir plaka altına alma işi ve sıkı toleranslı paslanmaz flanşı rastgele karşılaşmak yerine, müfredat bunları kasıtlı olarak artan zorlukta planlar. Her senaryo, belirli bir hesaplama veya güvenlik kararı vermeye zorlamak için seçilir. Deneyimin sizin başınıza gelmesini beklemezsiniz. Program bunu üretir.
İşte haftalar bir yılı nasıl değiştirmeye başlar.
Ama sınıf ile stajyerlik arasında bunu mümkün kılan tam olarak ne farklı?
Tipik bir stajyerlik üç ila beş yıl sürebilir. Ücret alırsınız, iş değiştirirsiniz, yavaş yavaş kalıpları özümserisiniz. Bu işe yarar. O şekilde yetişen ve ben görmeden önce hizasız bir delik sesi duyabilen adamlar eğittim.
Ama bilgilerini nasıl oluşturduklarına dikkatlice bakın.
Aynı malzemeleri tekrar tekrar gördüler. Aynı kalıp setleri. Aynı ürün aileleri. Onların “deneyimi” derin ama dar. Yeni bir alaşım veya servo-elektrik fren ortaya çıktığında, tekrar tahmin yapmaya başlıyorlar - sadece daha fazla güvenle.
Yapılandırılmış sertifikasyon, kör noktaları doğrudan hedef alır. Bir ram döngüsüne girmeden önce, şunları kapsarsınız:
Ve bu sadece ders değil. 1 inç V-kalıbında 0.125 inç yumuşak çelik için bükme payını hesaplıyorsunuz. Sonra paslanmaz çeliğe geçiyorsunuz. Sonra alüminyuma. İç yarıçap varsayımlarının nasıl değiştiğini görüyorsunuz. Sayılarınızı yüksek sesle savunuyorsunuz.
“Tam olarak neyi öğreniyorsunuz.”
Fark burada. Çıraklıklar size saatler verir. Sertifikasyon yetkinlikleri tanımlar. Zaman geçtiği için ilerlemezsiniz; pedala basmadan önce sonucu tahmin edebildiğinizi gösterdiğiniz için ilerlersiniz.
Atık Kutusu Kontrolü: Eğer eğitim kaydınız bir makine yanında geçirilen zamanı ölçüyorsa, artık bağımsız olarak çözebileceğiniz sorunlar yerine, gölgeleri sayıyorsunuz, becerileri değil.
Ama kağıttaki matematik güvenlidir. Üretim değildir. Peki, kısa bir program sizi baskıya nasıl hazırlar, $8,400 değerinde paslanmaz çeliği çöplüğe atmadan?
| Boyut | Çıraklıklar (Uygulamalı Saatler) | Yapılandırılmış Sertifikasyon (Sınıf Teorisi + Tanımlı Uygulama) |
|---|---|---|
| Tipik Süre | Üç ila beş yıl | Daha kısa, yetkinlik bazlı programlar |
| Öğrenme Modeli | Ücretli çalışma, iş rotasyonu, kademeli desen emilimi | Makine işletimi öncesi yapılandırılmış müfredat |
| Bilgi Derinliği | Derin ama dar (aynı malzemeler, kalıp setleri, ürün aileleri) | Malzemeler, aletler ve makine türleri arasında geniş ve sistematik |
| Yeni Teknolojiye Uyum | Yeni alaşımlar veya servo-elektrik frenler ortaya çıktığında tahmine dayanabilir | Teori ve hesaplamalar kullanarak yeni değişkenleri analiz etmeye eğitildi |
| Temel Teknik Odak | Deneyime dayalı tekrar | Nötr eksen teorisi, K-faktörü kaymaları, tonaj hesaplaması, makine sınırları |
| Güvenlik Eğitimi | Atölye deneyimi ile öğrenildi | Hafif perdeler, lazer koruma, iki elle kontrol, kilitleme adımları hakkında resmi eğitim |
| Matematik ve Hesaplamalar | Genellikle hafıza temelli veya gayri resmi olarak öğrenildi | Yumuşak çelik, paslanmaz çelik, alüminyum üzerindeki bükme toleransı hesaplamaları; sonuçları yüksek sesle savunma |
| İlerleme Kriterleri | Zaman ve biriken saatlere dayalı terfi | Gösterilen yetkinliklere dayalı terfi |
| Büyümenin Ölçümü | Makinelerin yanında geçirilen zaman | Sorunlar bağımsız bir şekilde çözüldü ve sonuçlar doğru bir şekilde tahmin edildi |
| Risk Hazırlığı | Gerçek üretim maruziyeti, potansiyel maliyetli hatalar | Canlı üretim baskısı öncesinde simüle edilmiş problem çözme |
Bir pres fren, üretimde $250,000 yüklü bir ateşli silah gibidir. Son tarihler baskı yapar. Süpervizörler etrafta dolaşır. Aşağıda birisi parçalarınızı bekliyor. O baskı, tam olarak kısayolların devreye girdiği zamandır—korumalar atlanır, tonaj kontrol edilmez, “muhtemelen iyi olur.”
Modern güvenlik teknolojisine rağmen, bakımın ihmal edildiği veya üretimin protokolü aştığı atölyelerde her yıl yüzlerce ciddi pres fren yaralanması meydana gelmektedir. Bu, insanların metal bükemediği için olmaz. Bu, güvenlik sırasını refleks haline getirmeden önce hiç uygulamadıkları için olur.
Sertifikasyon laboratuvarlarında, ortam kasıtlı olarak kontrol edilir. Sınırlı miktarlarda çalışırsınız. Şunları yapmanız gerekir:
Bir adımı atlarsanız, eğitmen sizi aniden durdurur. Bunun nedeni evrak işlerini sevmesi değildir. Çünkü gözetim altında tekrar yapmak, prosedürel hafızayı geliştirir. Daha sonra gerçek üretim baskısı altında olduğunuzda, bedeniniz panik yerine uygulanan sıraya geri döner.
Ve işte anahtar: kontrollü olmak kolay demek değildir.
Zamanlı değerlendirmeler son tarih stresini simüle eder. Yeni bir çizimi yorumlamak, alet seçmek ve ±0.015 gereksinimleri ile tolerans içinde bir parça üretmek için 45 dakikanız olabilir. Kimse size bükme sırasını vermez. İç ve dış boyutları yanlış yorumlarsanız, sonucu hemen hissedersiniz—sadece $320 levhayı yok etmeden.
Sertifikasyon ayrıca artık periyodik yenileme gerektiriyor—genellikle her iki yılda bir lazer koruma veya servo-elektrik kontroller üzerine modüllerle. Bu, size önemli bir şey söylüyor. Vaadi “bir kez öğren ve rahatla” değil. “Hızla işe alım için yeterlilik kazan, sonra teknoloji geliştikçe yenile”dir. Sıkıştırma, giriş yeterliliğine uygulanır, ömür boyu ustalığa değil.
Atık Kutusu Kontrolü: İlk makalenizi “doğru görünüyor” diye belgelemeyi atlarsanız, gerçek dünyada yaralanmalara ve beş haneli atık koşullarına neden olan aynı kısayolu tekrar ediyorsunuz.
Yapılandırılmış programlar matematik, makine limitleri ve kontrollü stres altında güvenliği drill ediyorsa, işe alım yöneticileri neden sadece sizin sözünüze değil, belgenin kendisine önem veriyor?
Şimdi onun üretimden ve sizi “eğitmekten” sorumlu olduğunu hayal edin.
Cuma günü teslim edilmesi gereken 600 parçası var. Kıdemli operatörü zaten aşırı yüklenmiş durumda. Ya yeni bir işe alımı üç ay boyunca gözetmek zorunda kalacak ya da bend matematiği, tonaj limitleri ve bağımsız baskı okuma konusunda test edilmiş birini devreye alacak.
Tanınmış bir belge ona üç spesifik şey söyler:
Bu üçüncü taraf doğrulamasıdır. Amcanızın “O oldukça iyi” demesi değil.”
İşe alım yöneticileri, hassas ölçüm ve kalite kontrol ile bağlantılı sertifikalara giderek daha fazla önem veriyor çünkü bunlar makineler ve atölyeler arasında transfer edilebilir. CNC kontrolleri farklıdır. Alet markaları farklıdır. Ama mantık zinciri - baskıdan matematiğe, güvenli kurulum - değişmez.
Bu, üç ila beş yıllık bir çıraklığın değersiz olduğu anlamına mı geliyor? Hayır. Zamanla derinlik ve sorun çözme içgüdüleri geliştirir. Ama sertifika farklı bir soruyu yanıtlar: Bu kişi şimdi güvenli ve öngörülebilir bir şekilde katkıda bulunabilir mi?
Yapılandırılmış, yeterlilik bazlı testlerin haftaları bu temel düzeyi belirleyebilir. Gölgeleme yılları belki. Belki.
Ve bir ustabaşı, size evinden daha değerli bir ekipmanın kontrolünü verip vermemeye karar verirken, “belki” yeterli değildir.
Bu da sizi pratik bir soruyla baş başa bırakıyor: Sertifika sizi haftalar içinde işe alım için hazır hale getirebiliyorsa, sıfırdan o belgeye ulaşmak için tam olarak hangi adımlar zaman veya para kaybetmeden atılmalı?
Geçen bahar, sıfır atölye deneyimi olan 19 yaşında bir genç laboratuvarıma girdi. Altı hafta sonra bir baskıyı yorumladı, 1 inç V-die'de 0.125 inç yumuşak çelik için düz uzunluğu hesapladı, alet seçti, 175 tonluk bir makinenin tonajını doğruladı, kuru bir döngü çalıştırdı, ±0.015 içinde bir ilk parça üretti ve bunu benim üzerimde durmadan belgeledi. Gölge yok. Arka bahçede “sadece beni izle” diyen bir kuzen yok.”
İşte inşa etmeye çalıştığımız fark bu. Tanıdıklık değil. Bağımsızlık.
Bir $250,000 pres frenin kontrolünü, 12 ay boyunca birinin yanında bulunduğunuz için kazanmazsınız. İlk kez bir parçayı kurup, hesaplayıp ve birinin hatalarınızı ramdan önce yakalamasını beklemeden doğrulayabildiğinizde kazanırsınız. İşte sıfırdan sertifikalı temel yeterliliğe giden tam yol - bilgi havada uçuşurken çipleri süpürmek için harcanan aylar yok.
Masanızda basit bir braket baskısını hayal edin. İki 2 inç bacak, 0.125 inç malzeme, iç yarıçap 0.125, 90 derece bükümler. Çoğu acemi bir hesap makinesi alır ve üç yıl önce birinin beyaz tahtaya karaladığı bend kesinti numarasını aramaya başlar.
İşte hurdanın başladığı yer burası.
Bunun yerine, düz uzunluğu ilk prensiplerden türetiyorsunuz. Bükme payı, nötr eksen, K-faktörü. Bu terimler yeni ise: nötr eksen, bir bükme sırasında ne uzayan ne de sıkışan malzeme içindeki katmandır. Pozisyonu malzeme ve aletlerle birlikte değişir. Bu kayma, düz uzunluğunuzu değiştirir. Malzemeyi yumuşak çelikten paslanmaz çeliğe değiştirirseniz, matematik de onunla birlikte hareket eder.
Kendiniz hesapladığınızda, nedenini görüyorsunuz.
Şimdi bu matematiği makine dinamikleri ile birleştiriyoruz. Tam uzunlukta derecelendirilmiş tonaj ile kısmi uzunlukta derecelendirilmiş tonaj. 10 fitlik bir yatak üzerindeki sapma. Merkezdeki 100 tonun tam açıklıkta 100 tonla aynı olmaması. İşte burada mavi baskı matematiği çelik gerçeği ile buluşuyor. Bu, bir pizza kutusunu mutfak masasında katlamak ile eğilmiş bir iş tezgahında nemli karton yığınını katlamaya çalışmak arasındaki farktır.
Sertifika programları, bu rakamları yüksek sesle savunmanızı zorunlu kılar. Neden bu V-die genişliği? Neden bu tonaj? Neden iç yarıçap, hava bükme işlemi sırasında tam olarak delme ucu yarıçapı değil? Tahmin etmeden cevaplayana kadar ilerleyemezsiniz.
Çünkü eğer düz uzunluğunuz 200 parçalık paslanmaz çelik bir partide $42 başına 0.060 yanlışsa, bu öğle yemeğinden önce hurda kutusuna $8,400 demektir.
Hurda Kutusu Kontrolü: Eğer düz uzunluğu çizimden türetip makine limitlerinin tonaj seçiminizi nasıl etkilediğini açıklayamıyorsanız, pedala dokunmaya hazır değilsiniz — başkasının para kaybetmesini izlemeye hazırsınız.
Her çırak için okumalarını sağladığım bir rapor, ABD'deki pres frenleri ile ilgili yılda 360'tan fazla amputasyonu belgelemektedir. Daha fazla etkileyen şey sayı değil. Standart korumaların tam olarak korumadığı bölgelerde 83%'ye kadar olayın gerçekleşmesidir. Koruyucular var. İnsanlar hala yaralanıyor.
Neden?
Çünkü güvenlik bir cihaz değildir. Bir sıradır.
Işık perdesi hizalaması. Lazer koruma kontrolü. Donanım varsa iki el kontrolü doğrulaması. Aletlerin doğru yerleştirilmesi. Arka ölçüm temiz. Doğru program yüklü. Tonaj, makine derecelendirmesine göre doğrulandı. Parçanın üzerinde kuru çalışma. Ancak o zaman ayağınız pedala yaklaşır.
Asgari eğitimle eski atölyeler baskı altında adımları atlar. Koruyucular “bu çalışma için” geçilir. Bakım kayar. Üretim tartışmayı kazanır. Yaralanmalar tekrar eder.
Şimdi en iyi performans gösteren üreticilere bakalım: en iyi 20%, yaklaşık 90% genel ekipman verimliliğine ulaşırken, yaralanma oranları yaklaşık 0.05%'dir. En alt 20%, yaklaşık 76% OEE ve yaklaşık 3% yaralanma oranları ile geride kalıyor — yaklaşık 60 kat daha yüksek. Güvenlik disiplini ve verimlilik düşman değildir. İkisi de kontrollü, tekrarlanabilir kurulumlara bağlı olduğu için birlikte yükselir.
Sertifikasyon, sırayı prosedürel hafızaya kadar işler. Laboratuvarımda bir adımı atlayın, makine döngüye girmez. Sizi durdurmayı sevdiğim için değil. Çünkü denetim altında tekrarlama, acil servis faturası ve bir ezilmiş elden kaynaklanan $186,000 kaybedilen yaşam boyu ücretlerden öğrenmekten daha ucuzdur.
Bu bir teori değil. Yapı altında kas hafızasıdır.
Bu yüzden ayağınız hareket etmeden önce, her adımı hatırlayabilir ve uygulayabilir misiniz?
Hava bükme ile 90 derecelik bir büküm ayarlayın. Aynı malzeme. Aynı kalınlık. Şimdi alt bükme yapın — delme ucunu daha derine iterek malzemenin kalıp omuzlarına tam olarak temas etmesini sağlayın. Açı doğruluğu değişir. Gerekli tonaj artar. Yay geri tepmesi farklı davranır.
Hava bükme üç nokta temasını kullanır. Delme ucu ve kalıp omuzları açıyı tanımlar; iç yarıçap kalıp genişliğine göre, delme ucuna göre değil, oluşur. Alt bükme, malzemenin alet geometrisine daha sıkı bir şekilde uymasını zorlar, tonajı dramatik bir şekilde artırır.
Bu neden önemlidir?
Çünkü burada gizli değişkenler vardır. Uzunluk boyunca makine sapması. Malzeme parti varyasyonu. Tahıl yönü. Değerli bir sertifikasyon laboratuvarı, size tüm hafta mükemmel kesitler bükme izni vermez. Varyasyon tanıtır. İlk parçanız 90 yerine 91 derece ölçer. Panik yapıp aşırı düzeltme mi yaparsınız? Yoksa ölçülen yay geri tepmesine göre derinliği mi ayarlarsınız?
Gelişmiş operatörler, taçlanma ve yatak defleksiyonunu telafi etmeyi öğrenir. Her nüansı haftalar içinde ustalaşamazsınız. Ama mekanizmayı öğrenmelisiniz: ölçün, kontrollü artışlarla ayarlayın, doğrulayın.
İşverenlerin test ettiği budur. Daha önce bir fren gördüğünüz değil. Ölçüm ve düzeltme arasında tahmin etmeden döngüyü kapatıp kapatamayacağınız.
Eğitiminiz sizi asla 1 derecelik bir hatayı çözmeye zorlamaz ve nedenini açıklamazsa, yalnızca isim olarak sertifikalısınız demektir.
Şimdi onun üretimden ve sizi “eğitmekten” sorumlu olduğunu hayal edin.
Onun ne kadar hevesli olduğunuzu umursamıyor. Pazartesi sabahı bir makineye yaklaşabilip onun gözetimi olmadan doğrulanmış bir ilk makale üretebilir misiniz, onu umursuyor.
Tanınmış bir sertifikasyon sınavı genellikle sizden şunları ister: tanıdık olmayan bir baskıyı yorumlamak, düz uzunluğu hesaplamak, mevcut envanterden alet seçmek, tonajı makine kapasitesine göre doğrulamak, güvenli bir kurulum sırası uygulamak, tolerans içinde bir parça üretmek ve muayene sonuçlarını belgelemek. Zaman kısıtlaması altında.
Kimse cevapları fısıldamaz.
O yetki belgesi, onun günlük olarak bağımlı olduğu aynı zincir üzerinde değerlendirildiğinizi söyler: baskıdan matematiğe, aletlemeye, güvenli kurulumdan ölçülen çıktıya. Bu, kontrol edilen bir ortamda zaten başlangıç hataları yaptığınızı ve düzelttiğinizi gösteren üçüncü taraf kanıtıdır, onun üretim alanında değil.
İşte burada öğrenme eğrisi sıkışır. Anlayışın ortaya çıkmasını umarak bir yıl geçirmek yerine, tanımlı bir ilerlemeyi takip edersiniz: matematik ve dinamikler, güvenlik sırası, temel teknik varyasyonu, ardından resmi değerlendirme. Pasif izleme yerine odaklanmış alıştırmalarla geçen haftalar.
Bağımsızlık, geçirilen zaman değildir. Gösterilen yeterliliktir.
Ve o ustabaşı, size evinden daha değerli ekipmanın kontrolünü verip vermemeye karar verdiğinde, aslında sorduğu basit bir soru vardır: beni gözetmeden güvenli ve öngörülebilir bir şekilde çalıştırabilir misiniz?
Sertifikasyon, ona bu riski almadan önce evet demenin yoludur.
Artık doğru soruyu soruyorsunuz: bu programlardan birine nasıl girebilirsiniz, sadece bunları okumak yerine?
Rastgele atölyelere gidip bir şans istemekle başlamazsınız. Tanınmış bir yetki belgesi arayarak başlarsınız—FMA Hassas Pres Fren, NIMS Seviye I'den III'e veya bu standartlara göre test eden bir eyalet destekli teknik kolej programı. Bir hafta sonu “imalata giriş” dersi değil. Tanıdık olmayan bir baskıyı yorumlamanızı, düz uzunluğu hesaplamanızı, alet seçmenizi, tonajı doğrulamanızı, güvenli bir kurulum sırası uygulamanızı ve değerlendirme altında tolerans içinde bir ilk makale üretmenizi gerektiren bir program.
Okulu arayın. Bir net soru sorun: “Kurulum, güvenlik sırası ve parça doğruluğu üzerinde değerlendirildiğim bir uygulamalı performans sınavı var mı?” Cevap belirsizse, yürümeye devam edin.
Şimdi, çoğu başlangıcın kaçırdığı dönüş burada. Bir iş ilanındaki “iki yıl deneyim gereklidir” ifadesi takvim süresiyle ilgili değildir. Riskle ilgilidir. Yönetici, $42 paslanmaz bir levhayı 200 parça ile çarpmayı düşünüyor. Öğle yemeğinden önce birinin hesap yerine tahmin yaptığı için $8,400 atık hakkında düşünüyor. OSHA kayıtları ve LOTO—kilitleme/etiketleme—hareket halindeyken ne anlama geldiğini bilip bilmediğinizi düşünüyor, sadece kağıt üzerinde değil.
O, geçirilen zamanı satın almıyor.
O, öngörülebilirliği satın alıyor.
Sertifikasyon, doğru yapıldığında, onun üretim alanında değil, kontrol edilen bir laboratuvar ortamında zaten başlangıç hataları yaptığınızı gösteren üçüncü taraf kanıtıdır. “Gerekli deneyim” ifadesini silmez. Onu yeniden çerçeveler. Çünkü artık “Bana güven, frenlerle ilgiliyim.” demiyorsunuz. “Baskıdan parçaya performansım değerlendirildi.” diyorsunuz.”
Bu, konuşmayı değiştirir.
Ve onun önünde olduğunuzda, o parça kağıdı deneyim gibi nasıl okursunuz, süs gibi değil?
Eğer kimliğinizi şöyle listelerseniz—
Pres Freni Sertifikası, 2026
—her diğer başvuran gibi görünüyorsunuz.
Bunun yerine, bunu üretim diline çevirin.
Tanıdık olmayan baskılardan ±0.015 ilk makale parçaları ürettim; bükme toleransını hesapladım ve 175 ton CNC pres fren kapasitesine karşı tonajı doğruladım; eğitmen yönlendirmesi olmadan tam OSHA uyumlu kurulum sırasını gerçekleştirdim.
Artık şef gibi konuşuyorsunuz.
Orada ne yaptığınıza dikkat edin. “Dersleri tamamladım” demediniz. Çıktıları tanımladınız: tolerans, makine kapasitesi, güvenlik sırası, belgeler. Bu, sıfır hata deneyimi gibi okunuyor çünkü yerde olanları yansıtıyor.
Bunu düz kartondan bir pizza kutusu katlamak gibi düşünün. Herkes bunun yapıldığını gördüğünü söyleyebilir. Ama eğer bana katlama sırasını, kenarların nasıl kilitlendiğini ve yanlış kenarı önce katlarsanız ne olacağını söyleyebiliyorsanız, gerçekten bunu yaptığınızı biliyorum.
Frenle de aynı şey. Eğer 1 derece fazla bükmeyi kontrol edilen artışlarla derinliği ayarlayarak düzelttiğinizi açıklayabiliyorsanız, ölçüm ile düzeltme arasında döngüyü kapatmış biri gibi görünüyorsunuz.
Atık Kutusu Kontrolü: Eğer özgeçmişiniz dersleri listeliyor ama toleransları, makine kapasitelerini veya güvenlik sıralarını içermiyorsa, katılımı değil, yeterliliği ilan ediyorsunuz.
Peki özgeçmişi geçtikten sonra ne olur ve o gerçekten ne yapabileceğinizi görmek isterse?
Size bir üretim çalışması vermeyecek.
Size basit bir baskı verecek ve izleyecek.
Belki de hafif çelik bir braket. İki büküm. 90 derece. Hiçbir şey gösterişli değil. Karmaşıklığı test etmiyor. Sıralamayı test ediyor. Makineyi dokunmadan önce baskıyı inceliyor musunuz? Düz uzunluğu hesaplıyor musunuz yoksa bir sayı mı soruyorsunuz? Alet durumunu kontrol ediyor musunuz? Tonajı makinenin derecesine karşı doğruluyor musunuz, yoksa varsayıyor musunuz?
Bu, çalışma mülakatıdır.
Doğru yerlerde duraklamalar arıyor. Düşünmeyi değil, korkuyu gösteren türden. Bir parçanın üzerinde kuru bir döngü çalıştırdığınızda, eğitim görüyor. Arka ölçüm pozisyonunu doğrulamadan pedala uzandığınızda, sorumluluğu görüyor.
Yüklü ateşli silah analojisini hatırlayın. $250,000 pres freni, kendinize güvenip güvenmediğinizi umursamaz. Sıralamayı takip edip etmediğinizi umursar. Yoğun bir atölyede gölgeleme, arka bahçede dikkati dağınık bir kuzenle silah güvenliğini öğrenmek gibidir. Sertifika, her kuralın tetkik edildiği yapılandırılmış bir kurstur; tetiği çekmenize izin verilmeden önce.
Ama işte sert gerçek.
O belgeye sahip olsanız bile, hala etrafta dolanabilir.
Bu da bizi hiçbir broşürde reklamı yapılmayan kısma getiriyor.
Hayır.
Ve bu bir hakaret değil. Bu fizik.
OSHA, her operatör için belgelenmiş güvenlik eğitimi gerektirir, sertifikalı olsun ya da olmasın. Makine koruma kurallarını takip ettiğinizi görmesi, ışık perdesi hizalamasını doğrulaması, LOTO'ya saygı göstermesi, uygun PPE giymeniz gerekir. Kağıt, sizi yeniden eğitmekten muaf tutmaz. Sadece süresini kısaltır.
Atölye zemininde saygı, inçler ve binde birler ile kazanılır.
Parçanızın toleransa üç tahmin olmadan ilk kez ulaşmasıyla kazanırsınız. Tonnaj hesaplaması makine kapasitesini aştığında “bir denemek” yerine bir işi durdurduğunuzda kazanırsınız. 150 hatalı parça olmadan önce bir baskı tutarsızlığını yakaladığınızda kazanırsınız.
Sertifika, sizi kapıdan itibaren güvenilirlikle içeri alır. Hassas alışkanlıklar sizi orada tutar.
Atık Kutusu Kontrolü: Eğer bu belgenin sizi İlk Gün özerklik hakkına sahip kıldığını düşünüyorsanız, hala bir öğrenci gibi düşünüyorsunuz, operatör gibi değil.
Gerçek değişim, gölgelemeden sertifikaya geçiş değildir.
Ego'dan disipline geçiştir.
Ve işe alındığınızda, neyin daha önemli olacağı—ne kadar hızlı büküyorsunuz, yoksa ayağınız hareket etmeden önce ne kadar hassas düşündüğünüz mü?
İşe alındınız. Rozet takılı. Çelik rafta. Ayak pedalda.
Peki, önce hangisi gelir—hız mı yoksa hassasiyet mi?
Her acemi, hızın saygı kazandırdığını düşünür. Kıdemlinin parçaları bir dikiş makinesi gibi döngüsel olarak işlediğini izler ve çıktının para birimi olduğunu varsayar. Ama işte atölye zemininde yirmi yıl geçirenin öğrettiği şey: hız bir yan etkidir. Hassasiyet ise nedendir.
En üst düzey atölyeler—yaralanma oranları o kadar düşük ki raporlarda neredeyse hiç görünmeyen 90% genel ekipman etkinliği seviyelerine yakın çalışanlar—acele ettikleri için hızlı değildirler. Hızlıdırlar çünkü kurulumları tam olarak doğrudur. Aletler hizalanmış. Tonnaj doğrulanmış. Arka ölçüm kalibre edilmiş. Güvenlik cihazları sağlam ve test edilmiş. Tahmin yok, çalışma ortasında “düzeltmeler” yok, saniyeleri kısaltmak için atlanmış korumalar yok.
Hız, düşünme tamamlandıktan sonra ortaya çıkar.
Hidrolik pres, $250.000 yüklü bir ateşli silah. Gölgeleme, tetiklerin nerede olduğunu öğretir. Sertifika, ona neden dokunmadığınızı öğretir; matematik, aletler ve güvenlik sırası doğrulanana kadar. Ve bir kez maaşlı çalışmaya başladığınızda, zorunluluk değişmez.
Hızdan çok hassasiyet.
Noble olduğu için değil. Hem işinizi hem de parmaklarınızı korumanın tek yolu olduğu için.
Peki, bu tamamen yeni olduğunuzda ve ustabaşınız ilk üç ayınızı bir şahin gibi izliyorsa bu nasıl görünür?
İlk 90 gün, saatte kaç parça bükebileceğinizle ilgili değildir. Kurulumlarınızın tekrarlanıp tekrarlanmadığı ile ilgilidir.
Bu farklı bir beceridir.
Kurulum hassasiyeti, bir baskıyı alabileceğiniz, bükme payını hesaplayabileceğiniz, düz uzunluğu onaylayabileceğiniz, doğru aletleri seçebileceğiniz, tonajı makine kapasitesine göre doğrulayabileceğiniz, kalıpları hizalayabileceğiniz, arka ölçüm pozisyonlarını ayarlayabileceğiniz ve kontrol altında bir ilk makale çalıştırabileceğiniz anlamına gelir—bunu yarıda doğaçlama yapmadan. İlk parçanız doğruysa, 2'den 200'e kadar olan parçalar sıkıcı hale gelir. Sıkıcılık karlıdır.
Eğer ilk parçanız yanlışsa, gün boyunca hatayı kovalamak zorundasınız.
Bunu fiziksel hale getirelim. Bir pizza kutusunu katladığınızı hayal edin. İlk katlama sekiz ondalık inç kadar yanlışsa, her bir kenar size karşı çıkar. Daha fazla itersiniz. Köşeler şişer. Şimdi bu hatayı 150 kez 11-gauge paslanmaz çelikte $42'de yapmayı hayal edin. Bu, işçilikten bahsetmeden önce $6.300 malzeme demektir.
Bir kötü kurulum, aylık maaşınızdan daha pahalıya mal olabilir.
Ve burada acemilerin kaçırdığı kısım: gizli değişkenler her zaman devrededir. Yük altında makine sapması. Malzeme kalınlığında hafif değişiklik. Açıyı ölçene kadar göremediğiniz alet aşınması ve uzunluk boyunca bir derece fazla olduğunuzu fark etme. Sertifika, bu kuvvetlere kontrollü bir şekilde maruz kalmanızı sağlar. Gölgeleme genellikle bunu yapmaz. Sadece son kişinin ne yaptığını kopyalarsınız ve makinenin bugün aynı şekilde davranmasını umarsınız.
Umut, bir kurulum stratejisi değildir.
Bu ilk 90 gün boyunca, üretiminizi hızlandırmak için kurulumunuzu yavaşlatın. Işık perdelerini doğrulayın. Koruyucuları test edin. Arka ölçüm boşluğunu onaylayın. Taahhütte bulunmadan önce parçanın üzerinde yavaş modda ramı indirin. Ölçün. Kontrol edilen artışlarla ayarlayın—gerekirse her seferinde 0.002. Ölçüm ve düzeltme arasında döngüyü kapatın.
Tekrarlanabilir bir zihinsel kontrol listesi oluşturuyorsunuz.
Ve güvenlik hakkında—çoğu yaralanma dikkatli kurulum sırasında gerçekleşmez. Birinin “sadece parçaları çalıştırdığında” ve zaman kazanmak için bir şeyi geçersiz kılmaya karar verdiğinde gerçekleşir. 83%'ye kadar ciddi fren yaralanmaları, güvenlik önlemlerinin mevcut olduğu ama atlandığı veya geçersiz kılındığı bölgelerde meydana gelir. Bu cehalet değil. Bu sabırsızlıktır.
İlk 90 gün, sinir sisteminizi hızdan çok sıraya değer vermesi için eğitmelidir.
Atık Kutusu Kontrolü: İlk parçanızın neden doğru olduğunu açıklayamıyorsanız—matematik, aletler, tonaj ve güvenlik sırası dahil—döngü zamanını kovalamaya hazır değilsiniz.
Şimdi düşünüyorsunuz, tamam, önce hassasiyet. Ama toleransımı feda etmeden nasıl hızlı olabilirim?
İşte yolda bir ayrım.
Seçenek bir: sürüklenmek. Gölgelenirsin. Levhaları yüklerken alışkanlıkları absorbe edersin - iyi ve kötü. Sonuçları anlamadan önce kestirmeleri öğrenirsin. Bir yıl geçer. “Frenlerin etrafında” oldun, ama hiç düz uzunluğu ilk ilkelerden türetmedin. Sayıları, elden düşme eldivenler gibi miras alırsın. Uyarlar, ta ki uymayana kadar.
Seçenek iki: niyetle eğitim almak. Her kurulumunu kontrollü bir egzersiz gibi ele alırsın. Ayarlamaları belgelersin. Hesaplanan bükme payını gerçek sonuçlarla karşılaştırırsın. Malzeme kalınlığı 0.003 değiştiğinde açının neden değiştiğini sorarsın. Kafanda bir neden-sonuç kütüphanesi inşa edersin.
Aynı makine. Aynı saatler. Farklı bir operatör ortaya çıkıyor.
Şimdi hayal et ki o üretimden ve seni “eğitmekten” sorumlu. İkinci vardiyada kime güveniyor? Hızlı hareket eden ama her çalışmada iki kez düzeltme gerektiren yardımcıya mı? Yoksa neredeyse hiç sürpriz yaşamayan dikkatli operatöre mi?
Denetime bağlı hız sahte hızdır.
Gerçek hız, yeniden işleme, atık ve duraklamaları ortadan kaldırmaktan gelir. Kurulumların öngörülebilir olduğunda, çalışmanın ortasında programı değiştirmeyi bırakırsın. Panik içinde her beşinci parçayı kontrol etmeyi bırakırsın. Küçük açı kaymaları için ustayı çağırmayı bırakırsın çünkü zaten düzeltmeyi biliyorsun.
Hassasiyet birikim yapar.
Ve işte bariz olmayan kısım: altında çalıştığım en hızlı operatörler hızlı hareket etmedi. Bir kez doğru hareket ettiler. Ellerinin sakin olmasının nedeni, matematiklerinin net olmasıydı. Çıktıları, vardiya sonunda “koşucular” tarafından geçildi çünkü öğle yemeğinden önce $8,400 hatayı düzeltmiyorlardı.
Bu yüzden işe alındıktan sonra, özür dilemeden hassasiyeti önceliklendir. Belirsizliği azaltarak çıktıyı artır - daha iyi kurulumlar, daha sıkı ilk makaleler, disiplinli güvenlik kontrolleri - pedala daha hızlı basmakla değil.
Hareket için ödeme almazsın.
Tam olarak ne söylediğinizi yapan $250,000 makinesinde öngörülebilir sonuçlar için ödeme alırsın - ne daha fazla, ne de daha az.
Soru, ne kadar hızlı bükebileceğin değil.
Pedala hiç dokunmadan önce ne kadar kaosu ortadan kaldırdığın.


















