

Ich habe gesehen, wie ein Abkantpressen-Bediener den Stempel weitere 0,040 Zoll versenkte, überzeugt davon, dass sich der Winkel endlich auf 60° schließen würde. Stattdessen öffnete er sich auf 62°.
Er starrte auf den Bildschirm, als hätte der ihn belogen. Hat er nicht. Seine Intuition hat ihn getäuscht.
Das ist die Air-Bending-Falle – zu glauben, Tiefe entspreche dem Winkel und der Winkel lebe in der Steuerung. Diese Logik funktioniert genau so lange, bis die Geometrie aufhört, „frei“ zu sein.
Beim standardmäßigen Luftbiegen mit V-Matrizen berührt das Blech nur an drei Punkten: Stempelspitze und Matrizenschenkel. Alles andere ist Luft. Diese Freiheit ist der Grund, warum Sie ±1° erreichen können, indem Sie die Tiefe um einige Tausendstel verändern. Das Material kann gleiten, sich dehnen und Spannungen umverteilen, während Sie es führen.
Stellen Sie sich nun ein komplexes Profil vor – eine geformte Zungenkontur mit Seitenwänden, Versätzen, engen Innenradien. Das Blech hängt nicht mehr frei im Raum. Es berührt Flächen früh und oft. Der Materialfluss ist nicht frei; er wird geführt, manchmal gefangen.
Realitätscheck: Wenn der Fluss eingeschränkt ist, entspricht die Eindringtiefe nicht mehr dem Winkel. Ich habe gesehen, wie das einen $50k-Auftrag verschrottet hat.
Wenn Ihr mentales Modell immer noch “mehr Tiefe, kleinerer Winkel” lautet, kämpfen Sie gegen das Metall, anstatt zu verstehen, was physikalisch passiert.
Was kostet es also wirklich, einen Universalstempel dazu zu zwingen, sich wie ein Sonderstempel zu verhalten?
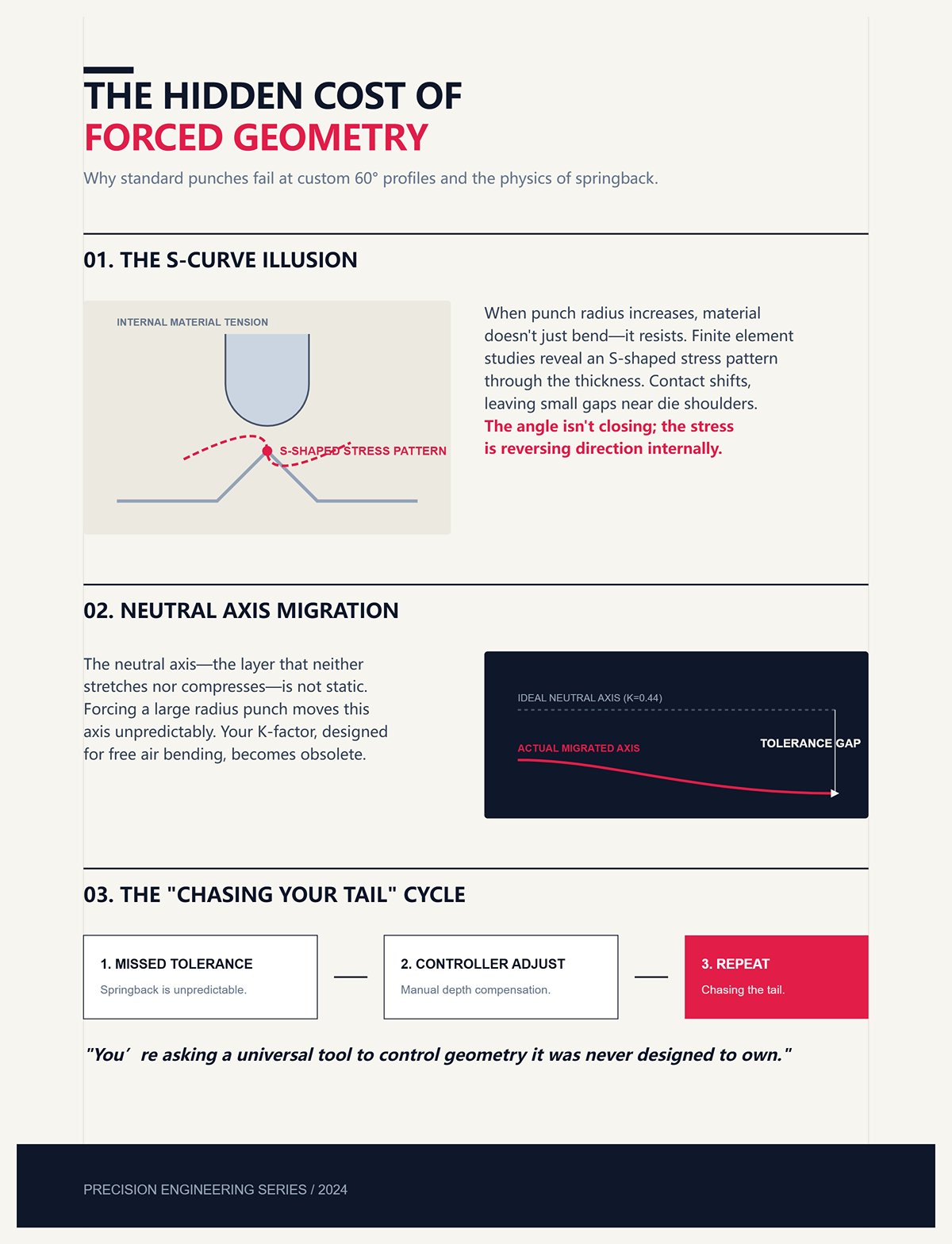
Angenommen, Sie versuchen, ein komplexes 60°-Profil in einer V-Matrize mit großem Stempelradius zu formen. Sie gehen tiefer, in der Erwartung, der Winkel würde enger. Doch Finite-Elemente-Studien haben etwas Hässliches gezeigt: Mit zunehmendem Stempelradius kann sich im Material ein S-förmiges Spannungsmuster über die Dicke bilden. Der Kontakt verschiebt sich. Kleine Spalten entstehen nahe den Matrizenschenkeln.
Sie glauben, den Winkel zu schließen. Im Inneren kehrt sich die Spannung um.
Das Teil federt unvorhersehbar zurück, weil die neutrale Faser – jene imaginäre Schicht, die sich weder dehnt noch staucht – sich verschoben hat. Ihre K-Faktor-Annahme, ausgelegt für freies Luftbiegen, ist nun falsch. Nicht nur geringfügig. Sondern so sehr, dass Sie jedes Mal die Toleranz verfehlen.
Also kompensieren Sie in der Steuerung. Dann kompensieren Sie erneut. Sie laufen im Kreis.
Und das alles, weil Sie von einem Universalwerkzeug verlangt haben, eine Geometrie zu kontrollieren, für die es nie konstruiert wurde.
Was passiert, wenn die Geometrie stärker zurückdrückt?
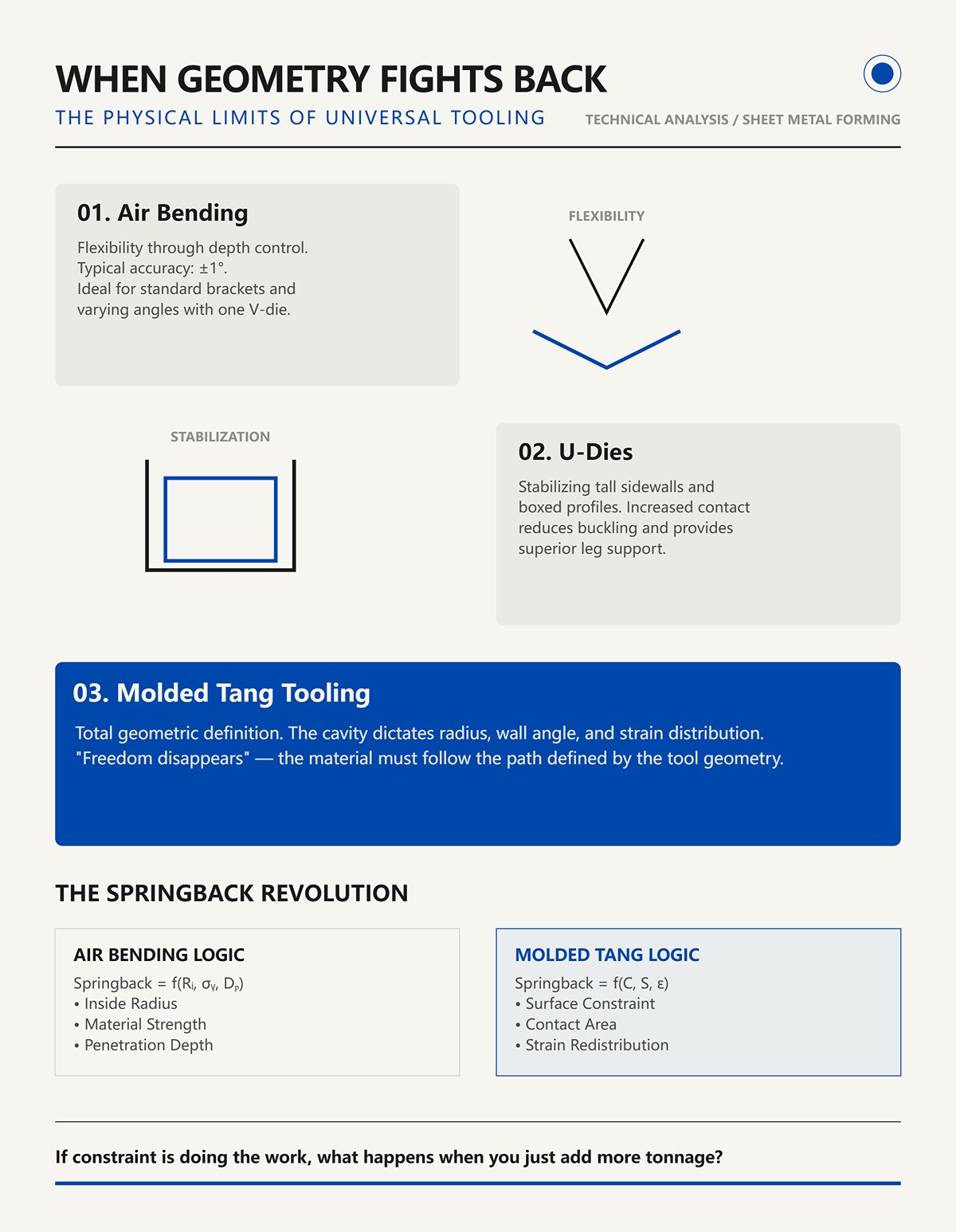
Luftbiegen verspricht Flexibilität. Eine V-Matrize kann mit Tiefensteuerung mehrere Winkel erreichen. Typische Genauigkeit? Etwa ±1°, wenn Sie Ihr Material kennen. Das reicht für Halterungen.
Aber sobald die Seitenwände hoch werden oder Profile eingeschlossen sind, braucht das Blech Unterstützung. U-Matrizen beweisen das – sie stabilisieren Kanäle, indem sie die Schenkel abstützen und das Ausbeulen reduzieren. Mehr Kontakt. Mehr Kontrolle.
Formwerkzeuge mit Zungenkonturen gehen noch weiter. Sie stützen das Material nicht nur, sie definieren seinen Weg. Die Kavitätenform bestimmt Radius, Wandwinkel und sogar, wo sich Dehnungen ansammeln. Freiheit verschwindet.
Und damit auch deine alte Rückfederungs-Mathematik.
Beim Luftbiegen ist die Rückfederung weitgehend eine Funktion des Innenradius, der Materialfestigkeit und der Eindringtiefe. Beim geformten Tang-Biegen wird sie durch Zwangsführung und Oberflächenkontakt bestimmt. Die Werkzeuggeometrie verteilt die Dehnung um, noch bevor du den unteren Totpunkt erreichst.
Das ist keine kleine Anpassung an deiner Tabelle. Das ist ein Neubau.
Wenn die Zwangsführung die Arbeit macht – was passiert, wenn du einfach mehr Tonnage hinzufügst?

Ich habe Bediener gesehen, die die Tonnagetabellen doppelt überprüften und dann 10 Prozent hinzufügten – “nur zur Sicherheit”. Die Logik ist einfach: mehr Kraft, weniger Rückfederung.
Funktioniert beim Prägen – wo du absichtlich die gesamte Biegezone plastisch verformst und den Winkel fixierst. Aber Prägen frisst Werkzeuge und funktioniert mit dickeren Blechen nicht gut. Es ist eine brachiale Lösung.
Bei komplexen, geformten Tang-Formen führt zusätzliche Tonnage oft dazu, dass der Oberflächenkontakt früher zunimmt, wodurch das Material fixiert wird, bevor es vollständig fließen kann. Du frierst Spannungen ein, anstatt sie abzubauen. Der Winkel driftet stärker, nicht weniger.
Das ist der Teil, den niemand hören will.
Denn das bedeutet, Präzision hängt nicht mehr davon ab, wie fest du drückst oder wie tief du gehst. Sie liegt in der Form des Stahls, der den Druck ausübt.
Und wenn das Werkzeug die Geometrie bestimmt, dann sind deine alten Luftbiege-Instinkte – K-Faktor-Tabellen, Tiefenanpassungen, Rückfederungsschätzungen – nicht nur veraltet.
Sie sind irrelevant.
Die eigentliche Veränderung besteht also nicht darin, den Controller besser einzustellen.
Sondern darin zu akzeptieren, dass beim geformten Tang-Biegen das Werkzeug selbst die Mathematik ist.
Stell dir ein geformtes Tang-Werkzeug mit einem Stempel vor, der von einer Abstreifplatte umgeben ist, Kavitätenwänden, die beide Seiten des Profils umfassen, und einem integrierten Anschlag, in den das Teil am unteren Totpunkt physisch hineinfährt. Du betätigst den Stößel, und noch bevor du die Hälfte des Hubs erreicht hast, berührt das Blech bereits Stahl an drei, vier, fünf Flächen.
Frag dich nun: Wenn das Werkzeug all diese Kontaktpunkte kontrolliert, wo genau soll das Metall dann seinen endgültigen Winkel “entscheiden”?
Beim Luftbiegen steuerst du einen losen Anhänger. Beim geformten Tang-Biegen verschraubst du die Last in eine präzise bearbeitete Auflage. Die Freiheit verschwindet. Und sobald die Freiheit verschwindet, verschwindet auch die alte Vorstellung, dass der Controller die Kontrolle hat. Was passiert, wenn die Geometrie stärker zurückdrückt, ist kein Softwareproblem – es ist ein Problem der Kontaktmechanik.
Richte ein einfaches 90°-Luftbiegen in 0,125 Zoll Baustahl ein. Dreipunktkontakt. Das Blech berührt die Stempelspitze und die beiden Matrizenschultern. Alles andere ist Freiraum. Wenn du tiefer eindringst, kann Material aus den Schenkeln nach innen fließen. Die neutrale Achse – jene Schicht, die sich weder dehnt noch staucht – schwebt dort, wo das Spannungsverhältnis sie hinsetzt. Deshalb kann ein paar Tausendstel Zoll Tiefe einen Grad Unterschied machen. Das Metall kann die Dehnung frei umverteilen.
Wickel dasselbe Blech nun in einer geformten Tang-Hohlform ein. Füge Seitenwände hinzu, die früh Kontakt aufnehmen. Füge eine Abstreifplatte hinzu, die über die Oberfläche zieht, während der Stempel vordringt. Untersuchungen zum Biegen unter Einschränkung mit Abstreifern zeigen etwas Entscheidendes: Die Reibung zwischen Abstreifer und Blech erzeugt eine Zugkraft entlang der Länge der Biegung. Statt dass sich die inneren Fasern nur zusammendrücken und die äußeren nur dehnen, wird die gesamte Biegezone aktiv gedehnt, während sie über den Stempel gezwungen wird.
Diese Spannung verhindert das Einziehen des Materials. Das Blech kann nicht einfach von den Schenkeln her in den Radius nachgleiten. Es muss sich lokal verlängern.
Realitätscheck: Sobald das Einziehen eingeschränkt ist, lässt sich die Eindringtiefe nicht mehr eindeutig der Biegewinkelgröße zuordnen. Ich habe gesehen, wie dadurch eine $50k-Serie Ausschuss wurde.
Beim Luftbiegen hängt der Rückfederungswert hauptsächlich vom Innenradius, der Materialfestigkeit und der Eindringtiefe ab. Beim eingeschränkten Umformen wird der Spannungszustand durch Reibung und Mehrflächenkontakt neu definiert, noch bevor der Boden erreicht wird. Die neutrale Achse “verschiebt” sich nicht einfach – sie wird durch Geometrie und Spannung fixiert. Wenn das Metall über eine feste Kavität gedehnt wird, während das Nachfließen verhindert ist, wer steuert dann wirklich den Dehnungsweg?
| Abschnitt | Inhalt |
|---|---|
| Thema | Luftbiegen vs. zwangsgeführtes Formen: wo sich das Material tatsächlich bewegt |
| Luftbiege-Einrichtung | Richte ein einfaches 90°-Luftbiegen in 0,125 Zoll Baustahl mit Dreipunktkontakt ein. Das Blech berührt die Stempelspitze und die beiden Matrizen-Schultern; alles andere ist Freiraum. Mit zunehmender Eindringtiefe kann Material aus den Schenkeln nach innen fließen. Die neutrale Achse – die Schicht, die sich weder dehnt noch staucht – schwimmt entsprechend dem Spannungsgleichgewicht. Einige Tausendstel Zoll Tiefe können den Winkel um ein Grad verändern, weil das Metall die Dehnung frei umverteilen kann. |
| Eingeschränktes Umform-Setup | Wickel dasselbe Blech in eine geformte Tang-Hohlform ein. Füge Seitenwände hinzu, die früh Kontakt aufnehmen, und eine Abstreifplatte, die über die Oberfläche zieht, während der Stempel vordringt. Untersuchungen zeigen, dass die Reibung zwischen Abstreifer und Blech Zugkräfte entlang der Biegelänge erzeugt. Statt nur innerer Druckspannung und äußerer Zugspannung wird die gesamte Biegezone aktiv gedehnt, während sie über den Stempel gezwungen wird. |
| Materialverhaltensunterschied | Die erzeugte Spannung verhindert das Einziehen des Materials. Das Blech kann nicht von den Schenkeln her in den Radius gleiten und muss sich lokal verlängern. |
| Realitätscheck | Sobald das Einziehen eingeschränkt ist, korreliert die Eindringtiefe nicht mehr eindeutig mit dem Winkel. Dieser Effekt kann erheblichen Ausschuss in der Produktion verursachen (z. B. eine $50k-Serie). |
| Rückfederungsvergleich | Beim Luftbiegen hängt die Rückfederung hauptsächlich vom Innenradius, der Materialfestigkeit und der Eindringtiefe ab. Beim eingeschränkten Umformen wird der Spannungszustand durch Reibung und Mehrflächenkontakt neu definiert, noch bevor der Boden erreicht wird. Die neutrale Achse wird dabei durch Geometrie und Spannung fixiert, anstatt sich frei zu verschieben. |
| Kernfrage | Wenn das Metall über eine feste Kavität gedehnt wird, während das Nachfließen verhindert ist, was steuert tatsächlich den Dehnungsweg? |
Verwende ein geformtes Tang-Werkzeug mit einem bearbeiteten Innenradius von 0,060 Zoll. Dieser Radius ist keine Empfehlung. Es ist eine stählerne Tatsache. Wenn der Stempel in die Kavität schließt, wird das Blech gezwungen, sich entlang der gesamten Länge diesem Radius anzupassen.
Beim Luftbiegen ist der Innenradius ein Nebenprodukt – etwa 16 Prozent der V-Öffnung bei Baustahl als Faustregel. Ändert man die V-Matrizenbreite, ändert sich der Radius. Ändert man die Eindringtiefe leicht, verändert sich der Radius etwas. Es ist flexibel, weshalb deine K-Faktor-Tabellen statistische Schätzungen sind.
In einer geformten Tang-Kavität ist der Radius fixiert. Aber hier ist der Punkt, den die meisten übersehen: Das Fixieren des Radius bedeutet nicht automatisch das Fixieren des Winkels, es sei denn, die Druckverteilung stimmt.
Wenn du den Stempel über den vorgesehenen Anschlag hinaus treibst, beginnt die innere Gitterstruktur zu verdichten – die Kornstruktur nahe der Innenseite wird zusammengedrückt. Das bewegt sich in Richtung “Bottoming” oder sogar „Coining“, was fünf- bis dreißigmal die Tonnage des Luftbiegens erfordern kann. Machst du das blind, kannst du „negative Rückfederung“ verursachen, wobei das Teil nach dem Entlasten tatsächlich über den Sollwert hinaus schließt.
Klingt großartig, bis du die Innenwand zu stark ausdünnst und den K-Faktor erneut verschiebst.
Ja, eine feste Geometrie beseitigt die Zufälligkeit des Freiluftbiegens – aber nur, wenn die Kavität das Material gleichmäßig stützt und die Tonnage der Konstruktionsabsicht entspricht. Eine schlechte Druckverteilung in einer engen Kavität kann lokale Überbeanspruchung, Ausdünnung und unvorhersehbare Dehnung verursachen. Jetzt ist deine “feste” Mathematik wieder fehlerhaft – nur auf eine andere Art.
Die Lehre daraus ist nicht, dass geformte Nasen narrensicher sind. Es geht darum, dass ihre Genauigkeit davon abhängt, wie die Kavität Kontaktfläche, Reibung und Lastverteilung steuert. Wenn der Radius durch den Stahl vorgegeben ist – was fixiert dann den Winkel selbst, sodass er sich nicht mehr um die Hubtiefe kümmert?
Ich habe Bodenbiegearbeiten auf dreißig Jahre alten Pressen mit ungenauen Encodern durchgeführt und trotzdem den Winkel gehalten. Warum? Weil die Matrize die harte mechanische Begrenzung war. Der Controller brachte mich nur in die Nähe; das Werkzeug erledigte die Feinarbeit.
Ein Werkzeug mit geformter Nase und integriertem Anschlag übernimmt dieses Prinzip und verfeinert es. Am Endhub liegt das Teil physisch an einer bearbeiteten Fläche an, die den endgültigen Wandwinkel definiert. Nicht “ungefähr”. Nicht “abhängig von der Tiefe”. Es stoppt, weil es auf Stahl trifft.
Das ist Backgauge-Unabhängigkeit in physischer Form.
Wenn dein Zuschnitt minimal zu lang oder zu kurz ist, zeigt sich das beim Luftbiegen sofort als Winkelabweichung, weil das Material sich in jedem Zyklus unterschiedlich einziehen kann. In einer eingeschränkten Kavität mit integriertem Anschlag ist der Einzug bereits begrenzt, und die Endposition wird durch die Anschlagfläche bestimmt. Eine Variation der Stempeltiefe um einige Tausendstel verändert den Winkel nicht, sobald der Anschlag greift – die Last steigt nur gegen das Werkzeug an.
Aber hier ist die Hybrid-Mathematik, über die niemand spricht: Du brauchst immer noch genug Tonnage, um das Teil vollständig gegen den Anschlag zu setzen, ohne dass elastische Rückfederung es von der Oberfläche abhält. Zu wenig Kraft, und du „schwebst“. Zu viel, und du prägst unbeabsichtigt.
Das bedeutet, dass Werkzeugdesign, Materialfestigkeit und Pressenkapazität gemeinsam berechnet werden müssen. Der Controller wird zu einem System, das Kraft und Position liefert; das Werkzeug definiert das Ergebnis.
Sobald du akzeptierst, dass die Kavität den Radius festlegt, der Anschlag den Winkel fixiert und die Reibung den Dehnungsverlauf bestimmt, sind die alten Luftbiege-K-Faktortabellen nicht nur ungenau – sie beschreiben eine andere physikalische Realität.
Wenn also das Werkzeug Radius, Winkel und Dehnungszustand vorgibt – was bedeutet das für deine Berechnung von Biegezuschlag und Rückfederung?
Ich hatte eine Halterung aus 0,125 in. Baustahl, die auf dem Papier perfekt passte. Luftbiegewerte. K-Faktor 0,42. Innenradius auf 16 Prozent einer 1 in.-V-Öffnung geschätzt. Der Biegezuschlag sah sauber aus, Zuschnitt erledigt, erster Schlag sah gut aus.
Außer dass der Flansch zu kurz war. Nicht um ein Haar, sondern um 0,060 in.
Gleiches Material. Gleiche Dicke. Aber diesmal wurde er in einer Kavität mit geformter Nase und einem bearbeiteten Radius von 0,060 in. und früh greifenden Seitenwänden gebildet. Die alte Berechnung ging davon aus, dass sich die neutrale Achse etwa 42 Prozent der Dicke von der Innenseite entfernt befindet. In der Kavität, mit Reibung, die die Biegeszone dehnt, und begrenztem Einzug verschob sich die neutrale Achse nach außen. Das Material dehnte sich stärker, als die Tabelle vorhersagte. Mehr Dehnung bedeutet mehr verbrauchten Biegezuschlag. Mehr verbrauchter Zuschlag bedeutet kürzere Schenkel.
Das ist kein Rundungsfehler. Das ist ein anderer Dehnungsverlauf.
Wenn das Werkzeug Radius und Winkel festlegt, bleibt die einzige Variable in deiner Abwicklungsmathematik, wie sich das Material tatsächlich innerhalb dieser Stahlhülle dehnt. Und hier beginnt der Neuaufbau.
Nehmen wir die klassische Formel für den Biegezuschlag:
BA = Winkel × (R + K × T)
Winkel in Radiant. R Innenradius. T Dicke. K das Verhältnis der neutralen Achse.
Beim Luftbiegen ist K ein statistischer Kompromiss. Der Radius bildet sich als Funktion aus V-Öffnung und Eindringtiefe. Das Blech kann sich aus den Schenkeln einziehen, während es sich um den Stempel legt. Die neutrale Achse “findet” ihre eigene Position auf Basis relativ freier Verformung.
Jetzt sperren Sie dasselbe Blech in einer geformten Tang-Tasche ein.
Die Seitenwände berühren sich, bevor die volle Umwicklung erreicht ist. Ein Abstreifer übt Druck von oben aus. Reibung entlang dieser Flächen erzeugt Zugspannung entlang der Biegelinie. Statt sich nur zu biegen, wird das Material über einen festen Radius von 0,060 Zoll gestreckt, während es am Einziehen nach innen gehindert wird.
Mechanisch bewirkt das zwei Dinge:
Wenn Ihr Handbuch K = 0,42 angibt und die reale, eingeschränkte Bedingung sich wie 0,48 oder 0,50 verhält, wächst Ihre Biegezulage. Bei einer 90°-Biegung in 0,125-Zoll-Material mit einem 0,060-Zoll-Radius kann diese Verschiebung fünfzig bis achtzig Tausendstel der Abwicklungslänge verschlingen.
Realitätscheck: Wenn Sie immer noch den K-Faktor aus dem Handbuch für Ihre V-Matrize verwenden, habe ich gesehen, wie das eine $50k-Serie verschrottet hat.
Könnten Sie eine Probebiegung durchführen und wie die Altmeister bei V-Matrizen ein neues K rückrechnen? Sicher. Drei Schläge, messen, anpassen, wiederholen. Das funktioniert, wenn der Verformungsmodus gleichbleibend bleibt.
Aber in einer geformten Tang-Tasche hängt die Verformungskonstanz von vollständigem Anliegen an der Tasche, gleichbleibender Reibung und stabiler Tonnage ab. Wenn eines davon fehlt, driftet Ihr “kalibriertes” K wieder ab. Die Frage ist also nicht, ob Sie es abstimmen können – sondern ob Sie überhaupt das richtige physikalische Modell abstimmen.
Ich habe Bediener beobachtet, die Luftbiegungen auf 88° überbiegen, damit sie auf 90° zurückfedern. Lehrbuchmäßiger Schritt. Stattdessen öffnete es sich auf 62°.
Das war keine Magie. Das war Prägebereiche-Fließen. Sobald Sie tief genug in eine enge Tasche eindringen, befinden Sie sich nicht mehr im elastisch dominierten Luftbiegen. Sie komprimieren plastisch die inneren Fasern und verteilen Spannungen über die Dicke um. Wenn die Geometrie stärker zurückdrückt, handelt es sich nicht um eine sanfte elastische Rückfederung – sie kann die Richtung der Korrektur umkehren.
Beim Luftbiegen hängt die Rückfederung weitgehend vom Innenradius, der Materialfestigkeit und der Eindringtiefe ab. Deshalb berechnen wir einen Überbiegewinkel und fahren den Stößel entsprechend.
In einer geformten Tang-Tasche mit integriertem Anschlag wird der Endwinkel durch Stahl-zu-Stahl-Kontakt definiert. Sie “stellen” keine 92° ein und hoffen, dass es sich auf 90° entspannt. Sie fräsen die Tasche auf den Winkel, der nach Entlastung unter voller Sitzkraft 90° ergibt.
Das ist das Paradox: Das Überbiegen ist nicht in den Steuercontroller programmiert. Es ist im Werkzeug eingearbeitet.
Mathematisch bedeutet das, dass Ihr Rückfederungsbegriff sich von einer variablen Größe in der Presseneinstellung zu einem festen Offset im Taschenwinkel verschiebt. Wenn Material und Dicke sich ändern, kompensiert der Taschenwinkel möglicherweise nicht mehr korrekt. Ihr Rückfederungsfaktor Ks – Endwinkel geteilt durch belasteten Winkel – ist nicht mehr nur materialabhängig. Er ist material- plus zwangsabhängig.
Ignorieren Sie das, und Sie werden endlos versuchen, die Stößeltiefe gegen einen festen Anschlag einzustellen, dem egal ist, was der Controller denkt.
Wenn also die Winkelkorrektur im Werkzeugstahl selbst liegt, wie viel Kraft ist nötig, um diese Korrektur in jedem Zyklus tatsächlich zu realisieren?
Bei einem Luftbiegen von 4 Fuß in 0,125 Zoll Weichstahl könnten Sie beispielsweise 20 Tonnen einsetzen. Die Last konzentriert sich entlang einer schmalen Stempelspitze und zwei Gesenk-Schultern. Begrenzter Kontakt. Begrenzte Reibung.
Schließen Sie dieselbe Länge in eine geformte Tang-Kavität, und Sie haben Kontakt an der Stempelspitze, Kontakt an den Seitenwänden, Abstreifdruck von oben und eine vollständige Sitzung gegen einen integrierten Anschlag. Die Kontaktfläche vervielfacht sich. Die Reibung vervielfacht sich. Das Material wird nicht nur gebogen; es wird in eine Form gepresst.
Kraft ist gleich Druck mal Fläche. Erhöhen Sie die Fläche, und die Gesamttonnage steigt schnell.
Verfehlen Sie die erforderliche Tonnage, und das Teil wird nicht vollständig gegen den Anschlag sitzen. Es wird sich elastisch geringfügig von der Kavitätsfläche entlasten. Nun wird Ihr wunderschön bearbeiteter Überbiegungswinkel nicht in das Teil übertragen. Sie messen 91° statt 90°, passen die Tiefe an, und nichts verändert sich, weil der Anschlag bereits erreicht ist. Sie waren kraftbegrenzt, nicht positionsbegrenzt.
Gehen Sie zu weit in die andere Richtung, und Sie geraten in unbeabsichtigtes Prägen – in Extremfällen fünf- bis dreißigmal die Tonnage des Luftbiegens – wodurch die innere Wand ausgedünnt und Ihr effektiver K-Faktor erneut verändert wird.
Deshalb geht es beim Neukalibrieren der Berechnungen nicht nur darum, einen neuen K-Faktor in eine Tabelle einzutragen. Es geht darum, drei Dinge zu einem Modell zu verbinden: eingeschränkte Dehnung (benutzerdefinierter K), durch die Kavität definierte Überbiegung (Werkzeugwinkel) und ausreichende Tonnage, um das Teil zu setzen, ohne es zu zerstören.
Sobald Sie akzeptieren, dass die Platinenentwicklung, der Federkraftausgleich und die Pressenkapazität im geformten Tang-Biegen ein einziges System sind, wird die Steuerung zum uninteressantesten Teil der Gleichung.
Das bedeutet, dass der nächste Kampf überhaupt nicht theoretisch ist — es geht darum, ob Ihr Aufbau und Ihre Ausrichtung präzise genug sind, damit diese neu aufgebaute Berechnung den ersten Kontakt mit dem Produktionsboden übersteht.
Sie haben die Berechnung neu aufgebaut. Sie haben den Kavitätswinkel für den Federkraftausgleich zugeschnitten. Sie haben bestätigt, dass die Tonnage das Teil setzen kann, ohne ins Prägen abzurutschen.
Nun ist das Einzige, was Sie noch ruinieren kann, der Aufbau.
Hier ist die harte Wahrheit: Geformte Tang-Werkzeuge verzeihen Spielraum nicht so wie das Luftbiegen. Beim Luftbiegen steuern Sie einen lockeren Anhänger mit dem Lenkrad – ein wenig Fehlausrichtung, ein kleiner Stempelhub, und Sie können den Winkel wieder korrigieren. Beim geformten Tang-Biegen haben Sie die Last in eine bearbeitete Wiege verschraubt. Die Geometrie entscheidet. Wenn diese Wiege um einen halben Millimeter verschoben ist, wird jedes Teil auf exakt dieselbe Weise fehlerhaft sein – bei voller Produktionsgeschwindigkeit.
Das ist kein kleiner Fehler. Das ist ein Systemfehler.
Die Frage wird also praktisch: Wenn die Berechnung stimmt, was hält sie auf dem Produktionsboden korrekt?
Lassen Sie uns über 0,5 mm sprechen.
Bei einer geformten Tang-Kavität mit Seitenwänden und integriertem Anschlag verschiebt dieser Versatz nicht nur einen Winkel. Er verändert den Punkt, an dem das Material zuerst die Wand berührt. Das verändert die Verteilungsreibung. Das verändert den Dehnungsweg. Und da Ihre Überbiegung in die Kavität eingearbeitet ist, wird das Material gehorsam die falsche Geometrie formen.
Es wird nicht dagegen kämpfen. Es wird falsch geformt – gehorsam.
Bei einem einfachen Teil mit nur einem Merkmal könnten Sie sehen, wie eine Lasche kippt oder ein Loch wandert. Bei einem mehrteiligen Tang mit Kühlkanälen, Aussparungen oder verschachtelten Biegungen addiert sich dieser halbe Millimeter. Eine Wand greift früh. Eine andere sitzt nie vollständig. Jetzt haben Sie ungleichen Kontaktdruck entlang der Länge, was ungleichen Federkraftausgleich im Stahl bedeutet.
Realitätscheck: Ich habe gesehen, wie dieser Ausschuss einen $50k Lauf ruiniert hat. Der Einrichter schwor, die Zahlen seien korrekt. Waren sie auch. Das Werkzeug war nicht zentriert.
Luftbiegen toleriert ein wenig seitliches Spiel, weil das Material frei zwischen Stempel- und Matrizenauflagen schwenken kann. Geformte Zapfenformung ist auf drei Seiten eingeschränkt. Man biegt nicht zwischen zwei Punkten; man drückt in eine Form. Fehlausrichtung gleicht sich nicht aus — sie wird fixiert.
Wie hält man also dieses Kontaktverhalten konsistent, wenn die Reibung selbst Teil des Verformungsmodells ist?
Beim Luftbiegen denken wir kaum über Schmierung nach. Das Blech berührt eine Stempelspitze und zwei Matrizenauflagen. Kontaktfläche ist klein. Reibung ist wichtig, aber sie steuert nicht das Schiff.
In einer geformten Zapfenkavität ist Reibung Teil des Steuersystems.
Während sich das Blech umlegt und sitzt, verhindert Seitenwandreibung das Einziehen. Dieser Widerstand drückt die neutrale Achse nach außen und verschiebt Ihren effektiven K-Wert. Ändern Sie den Widerstand, und Sie ändern die Spannungsverteilung, die Sie gerade in den letzten zwei Abschnitten neu aufgebaut haben.
Am Montag trocken laufen, am Dienstag stark ölen, und wundern Sie sich nicht, wenn Ihre “feste” Geometrie plötzlich wandert.
Hier fangen die Leute an, sich im Kreis zu drehen — sie justieren die Hubtiefe gegen einen mechanischen Anschlag, weil sich der Winkel um ein halbes Grad verschoben hat. Der Controller hat sich nicht geändert. Der Stahl hat sich nicht bewegt. Der Reibungskoeffizient hat sich geändert.
Ich sage nicht, Sie sollen es in Schmiermittel ertränken. Zu viel Schmierung kann das Material stärker rutschen lassen, als Ihr Modell annimmt, wodurch die äußeren Fasern weniger Zugdehnung erfahren. Jetzt korrigiert Ihre Kavität das Überbiegen zu stark.
Konstanz schlägt Perfektion. Wählen Sie eine Schmierbedingung. Halten Sie sie fest. Dokumentieren Sie sie wie eine Maßangabe.
Denn in diesem Prozess ist sie eine.
Damit kommen wir zu dem Disziplinteil, den die meisten Werkstätten zu schnell überspringen.
Wenn geformte Zapfenformung ein gekoppeltes System aus Dehnung, Geometrie und Kraft ist, muss das Setup diese Kopplung respektieren.
Man “wirft es nicht rein und haut drauf”.”
Man spannt. Man misst. Man prüft.
In genau dieser Reihenfolge.
Bevor Sie überhaupt Material laufen lassen, setzen Sie den Zapfen vollständig in den Halter und messen die Matrizenflächen relativ zur Hubmittelachse. Nicht mit dem Auge. Messen.
Sie suchen nach Parallelität und Zentrierung über die gesamte Arbeitslänge, nicht nur an einem Ende. Eine Kavität kann links rechtwinklig sein und rechts abdriften, wenn Halter oder Bett Schmutz, Grate oder ungleiches Drehmoment an den Spannern haben.
Sauberer Stahl ist hier wichtiger, als es Software je sein wird.
Wenn der Tang nicht vollständig eingesetzt ist, befindet sich dein integrierter Anschlagwinkel – der, der deine Rückfederungskompensation trägt – nicht dort, wo du denkst. Jetzt ist dein “bearbeiteter Überbiegewinkel” eine schwebende Variable.
Und du wirst es erst sehen, wenn sich die Teile außerhalb der Spezifikation stapeln.
Nachdem die Ausrichtung bestätigt wurde, fahre den Stößel langsam ohne Material bis zum Kontakt herunter. Überprüfe die gleichmäßige Berührung entlang der Kavitätsfläche mithilfe von Fühlerlehren oder Druckpapier, falls vorhanden.
Du prüfst nicht den Winkel. Du prüfst die Verteilung der Sitzkraft.
Führe dann Material ein und mache einen kontrollierten Schlag, um die vollständige Anlage am Anschlag bei deiner berechneten Tonnage zu bestätigen. Beobachte die Lastkurve, falls deine Presse sie anzeigt. Ein sauberer Anstieg und ein stabiles Plateau zeigen dir, dass du korrekt kraftbegrenzt bist. Ein Ausschlag oder ungleichmäßiger Anstieg kann auf lokalen Kontakt oder vorzeitige Wandberührung hinweisen.
Erinnere dich, was passiert, wenn die Geometrie stärker zurückdrückt: Die Presse muss genügend Autorität haben, um den Kavitätswinkel in das Teil zu übertragen. Wenn dir Kraft fehlt, springt das Teil vom Anschlag ab und täuscht dich auf der Werkbank.
Tiefenwerte bedeuten nichts, wenn die Kraft nicht vorhanden ist.
Die meisten Werkstätten messen den Winkel und halten ihn für gut.
Das ist Air-Bend-Denken.
Bei geformten Tangs prüfe bei der Erstteilprüfung drei Dinge: Endwinkel, Merkmalposition relativ zur Biegelinie und Wandkontaktmarken innerhalb der Kavität. Diese Abdrücke zeigen dir, ob die Auflage gleichmäßig oder einseitig ist.
Wenn der Winkel stimmt, das Merkmal sich aber verschoben hat, könnte deine K-Annahme unter Zwang falsch sein – oder die Reibung entspricht nicht deinem Modell. Wenn Kontaktmarken einseitig stark sind, ist die Ausrichtung oder Schmierung noch nicht stabil.
Hier trifft die überarbeitete Mathematik auf die Realität des Stahls.
Wenn du das richtig machst, verwandelst du ein empfindliches Setup in ein reproduzierbares System. Machst du es falsch, produziert jeder Zyklus nur schneller Ausschuss.
Und sobald Ausrichtung, Reibung und Hub diszipliniert sind, schleicht sich eine weitere Frage ein – was passiert, wenn sich das Material selbst von Coil zu Coil anders verhält?
| Schritt | Inhalt |
|---|---|
| Schritt 1: Den Zapfen einsetzen und die Ausrichtung der Matrize prüfen | Bevor du überhaupt Material einsetzt, setze den Tang vollständig in die Halterung ein und richte die Matrizenflächen in Bezug auf die Stößelmittellinie aus. Nicht nach Augenmaß. Mit Messuhr. Du suchst nach Parallelität und Zentrierung über die volle Arbeitslänge, nicht nur an einem Ende. Eine Kavität kann links rechtwinklig sein und rechts abweichen, wenn die Halterung oder der Tisch Schmutz, Grate oder ungleichmäßig angezogene Spannungen aufweist. Sauberer Stahl ist hier wichtiger, als es Software je sein wird. Wenn der Tang nicht vollständig eingesetzt ist, befindet sich dein integrierter Anschlagwinkel – der, der deine Rückfederungskompensation trägt – nicht dort, wo du denkst. Jetzt ist dein “bearbeiteter Überbiegewinkel” eine schwebende Variable. Und du wirst es erst sehen, wenn sich die Teile außerhalb der Spezifikation stapeln. |
| Schritt 2: Kalibrierung des Stößelhubes für Nachlauf | Nachdem die Ausrichtung bestätigt wurde, fahre den Stößel langsam ohne Material bis zum Kontakt herunter. Überprüfe die gleichmäßige Berührung entlang der Kavitätsfläche mithilfe von Fühlerlehren oder Druckpapier, falls vorhanden. Du prüfst nicht den Winkel. Du prüfst die Verteilung der Sitzkraft. Führe dann Material ein und mache einen kontrollierten Schlag, um die vollständige Anlage am Anschlag bei deiner berechneten Tonnage zu bestätigen. Beobachte die Lastkurve, falls deine Presse sie anzeigt. Ein sauberer Anstieg und ein stabiles Plateau zeigen dir, dass du korrekt kraftbegrenzt bist. Ein Ausschlag oder ungleichmäßiger Anstieg kann auf lokalen Kontakt oder vorzeitige Wandberührung hinweisen. Erinnere dich, was passiert, wenn die Geometrie stärker zurückdrückt: Die Presse muss genügend Autorität haben, um den Kavitätswinkel in das Teil zu übertragen. Wenn dir Kraft fehlt, springt das Teil vom Anschlag ab und täuscht dich auf der Werkbank. Tiefenwerte bedeuten nichts, wenn die Kraft nicht vorhanden ist. |
| Schritt 3: Erstmusterprüfung über die Winkelkontrolle hinaus | Die meisten Werkstätten messen den Winkel und halten ihn für gut. Das ist Air-Bend-Denken. Bei geformten Tangs prüfe bei der Erstteilprüfung drei Dinge: Endwinkel, Merkmalposition relativ zur Biegelinie und Wandkontaktmarken innerhalb der Kavität. Diese Abdrücke zeigen dir, ob die Auflage gleichmäßig oder einseitig ist. Wenn der Winkel stimmt, das Merkmal sich aber verschoben hat, könnte deine K-Annahme unter Zwang falsch sein – oder die Reibung entspricht nicht deinem Modell. Wenn Kontaktmarken einseitig stark sind, ist die Ausrichtung oder Schmierung noch nicht stabil. Hier trifft die überarbeitete Mathematik auf die Realität des Stahls. Wenn du das richtig machst, verwandelst du ein empfindliches Setup in ein reproduzierbares System. Machst du es falsch, produziert jeder Zyklus nur schneller Ausschuss. Und sobald Ausrichtung, Reibung und Hub diszipliniert sind, schleicht sich eine weitere Frage ein – was passiert, wenn sich das Material selbst von Coil zu Coil anders verhält? |
Du stellst alles ein. Kontrollierst das Gesenk. Überprüfst die Auflage. Sperrst die Schmierung, als wäre sie ein Maß. Die erste Spule läuft exakt.
Die zweite Spule kommt. Gleiche Spezifikation auf dem Papier: 16-Gauge-Edelstahl. Du triffst den Anschlag, volle Tonnage, saubere Lastkurve. Stattdessen öffnet sie sich auf 62°.
An der Maschine hat sich nichts bewegt. Die Geometrie hat sich nicht geändert. Also was schon?
Beim Luftbiegen hast du Spielraum zum Steuern. Die Tiefe verändert den Winkel. Das Material dreht sich auf zwei Schultern. Wenn die Dicke um ein paar Tausendstel zunimmt, stößt du den Stößel an und machst weiter. Der Controller trägt einen Teil der Last.
Werkzeuge mit geformtem Ansatz geben dir kein Steuerrad. Die Kavität bestimmt den Winkel. Der Anschlag bestimmt den Überbiegewinkel. Wenn das Werkzeug die Mathematik ist, wird jede Änderung dessen, was die Kavität füllt, zu deinem Problem.
Das ist die Achillesferse.
Ich habe eine Präzisionspresse mit Edelstahl kämpfen sehen, der von Rand zu Mitte um 0,003 Zoll variierte. In der Mitte dicker, an den Seiten dünner. Kein Muster, das man mit einer einfachen Korrektur wie “zwei Tausendstel entsprechen zwei Grad” verfolgen konnte. Entlang derselben Biegelinie war ein Abschnitt untergebogen, während der andere zu tief saß.
Beim Luftbiegen gleicht sich diese Unregelmäßigkeit teilweise aus. Das Blech liegt an drei Punkten an. Dickere Abschnitte widersetzen sich mehr dem Eindringen, also passt du die Tiefe an oder lässt das Winkelkorrektursystem etwas nachregeln. Es ist nicht perfekt, aber es ist anpassbar.
Jetzt leg dasselbe Blech in eine geformte Ansatzkavität.
Du biegst nicht mehr zwischen Punkten. Du verdrängst Material in ein definiertes Volumen. Wenn das Blech in der Mitte um 0,003 Zoll dicker ist, erreicht es die Kavitätswände früher. Der Kontaktdruck steigt lokal an. Die Reibung nimmt genau dort zu. Das verschiebt die neutrale Achse an dieser Stelle anders, was den effektiven K-Faktor entlang der Länge verändert.
Und hier kommt der Punkt, den die meisten übersehen: Der Anschlag weiß nichts davon. Er sagt einfach: “Das ist der Winkel.”
Also liegt der dickere Abschnitt möglicherweise nie vollständig an der Überbiegungsfläche an, während die dünneren Kanten es tun. Du erhältst ein Teil, das an einem Ende gut aussieht und dich am anderen belügt.
Realitätscheck: Ich habe gesehen, wie das eine $50k‑Serie verschrottet hat. Die Zeichnung forderte enge Tang‑Symmetrie. Das Materialzertifikat sagte “innerhalb der Toleranz”. Die Spule war zulässig. Die Teile waren es nicht.
Bei fester Geometrie hört die Dickentoleranz auf, eine Einkaufsanmerkung zu sein, und wird zu einer Umformvariable. Du willst geformte Präzision? Dann muss die eingehende Dickenvariation enger sein, als es das Luftbiegen je verlangte. Andernfalls kämpfst du mit dem Metall in einer Kavität, die du nicht anpassen kannst.
Wenn also die Dicke eine Achse der Variabilität ist, was ist dann mit dem Fließverhalten des Metalls?
Nimm zwei Zuschnitte aus demselben Blech. Einer mit der Biegelinie parallel zur Walzrichtung, einer senkrecht dazu. Gleiche Dicke. Gleiche Legierung. Gleiche Einrichtung.
Parallel zur Walzrichtung lässt sich oft leichter biegen. Senkrecht dazu wehrt es sich stärker. Das ist grundlegende Metallurgie — das Walzen verlängert die Körner, und beim Biegen quer dazu dehnst du über mehr Grenzen hinweg. Die Streckgrenze ändert sich somit effektiv mit der Orientierung.
Beim Luftbiegen spürst du diesen Unterschied als Rückfederung. Du justierst Tiefe oder Winkelkorrektur. Fertig.
In einer geformten Angelkavität ändert sich das Verhalten, weil das Material nicht frei ist, seinen eigenen Radius zu finden. Der Innenradius wird weitgehend durch die Geometrie der Kavität bestimmt. Beim Luftbiegen ist die Rückfederung hauptsächlich eine Funktion des Innenradius, der Materialfestigkeit und der Eindringtiefe. Hier wird die Eindringtiefe durch den Anschlag festgelegt und der Radius durch die Matrize begrenzt.
Wenn du also die Kornrichtung drehst und sich die Streckgrenze verschiebt, verändert sich auch der Widerstand des Materials dagegen, in diesen festen Radius gedrückt zu werden. Was passiert, wenn die Geometrie stärker zurückdrängt? Entweder erreichst du nicht die volle Sitzkraft – was eine unvollständige Anpassung an die Kavität bedeutet – oder du erreichst sie mit höherer im Teil eingeschlossener Spannung.
Ich habe identisches Angelwerkzeug gesehen, das die ganze Woche Weichstahl verarbeitet und dann auf Edelstahl umstellt, ohne den Kavitätsfaktor neu zu überdenken. Edelstahl verfestigt sich schneller. Er braucht einen größeren Innenradius – etwa das 10–12-fache der Materialstärke bei konventioneller Matrizenwahl, nicht das 8-fache. Wenn deine geformte Kavität auf den Fluss von Weichstahl ausgelegt war, wird Edelstahl entweder dagegen ankämpfen, sie vollständig zu füllen, oder an der Ecke reißen.
Es gibt keine universelle Kavität, die Legierung und Kornrichtung ignoriert. Wenn du die Geometrie nicht vorab an das spezifische Fließverhalten des Materials anpasst, jagst du hinterher mit Hubkorrekturen, die den Dehnungsverlauf nicht wirklich beheben.
Also fixierst du die Materialstärke. Du kontrollierst die Kornorientierung im Flachzuschnitt. Du konstruierst Kavitäten nach Legierung, nicht nach Nennblechdicke.
Angenommen, du hast all das getan.
Was passiert nach fünfzigtausend Hüben?
Die ersten Teile eines neuen geformten Angelwerkzeugs sind ein Kunstwerk. Scharfe Kontaktlinien. Saubere Auflage. Winkel exakt, weil die Kavitätsfläche noch ihre bearbeitete Überbiegung hält – vielleicht auf 88° geschnitten, damit das Teil auf 90° zurückfedert.
Läuft man es lange genug, besonders bei hochfestem Edelstahl, polieren sich die Kanten der Kavität. Dann runden sie sich ab. Erst Mikrometer. Dann messbar.
Mit bloßem Auge wirst du es nicht sehen. Du wirst es an den Teilen sehen. Sie kommen leicht geöffnet heraus. Nicht gravierend falsch. Nur langsam driftend.
Denke daran, in diesem System steckt der Winkel im Stahl der Matrize. Wenn sich die Überbiegungsfläche von 88° in Richtung 89° abnutzt, hast du gerade deine eingebaute Rückfederungskompensation verringert. Die Presse fährt immer noch bis zum gleichen Anschlag. Die Lastkurve sieht weiterhin gesund aus. Aber die Geometrie hat sich verändert.
Das ist die Schattenseite von “das Werkzeug ist die Mathematik”. Mathematik kann erodieren.
Verschleiß verändert auch das Reibungsverhalten. Polierte Wände können den Widerstand verringern und etwas mehr Einzug zulassen, bevor die volle Auflage erreicht wird. Das verschiebt die Dehnungsverteilung erneut und verändert deinen effektiven K-Faktor, ohne dass jemand eine Zahl im Controller anfasst.
Luftbiegen toleriert gewissen Werkzeugverschleiß, weil der Winkel durch die Tiefe bestimmt wird. Das geformte Angelbiegen ist weniger verzeihend. Du brauchst Inspektionsintervalle für den Verschleiß, die an Hubzahl und Materialtyp gebunden sind. Prüfe regelmäßig den Kavitätswinkel. Blau die Flächen und kontrolliere Kontaktmuster. Behandle das Nachschleifen als Maßänderung, die eine Neukalibrierung der Flachzuschnitte erfordert – nicht nur als Wartungsaufgabe.
Wenn das Werkzeug die Präzision bestimmt, dann sind Werkzeuglebensdauer, eingehende Dickenkontrolle und Kornorientierung keine Nebenthemen. Sie sind der Prozess.
Und das führt zu der größeren Frage, vor der jede Werkstatt irgendwann steht: Ist dieses Maß an Kontrolle – über Material, Werkzeug und Inspektion – den präzisen Formvorteil des geformten Angelverfahrens wirklich wert?
Du stellst die richtige Frage: Ist all diese vorbeugende Kontrolle und nachgelagerte Überwachung es wirklich wert?
Hier ist der Teil, der nicht sofort ersichtlich ist. Bei der Arbeit mit geformtem Tang kaufen Sie nicht engere Winkel — Sie kaufen das Recht, sie nicht mehr nachstellen zu müssen.
Beim Luftbiegen sitzen Sie ständig vor dem Bildschirm. Das Teil kommt mit 91° statt 90° heraus? Tiefe leicht anpassen. Andere Coil? Korrektur anheben. Sie lenken einen lose gekoppelten Anhänger, korrigieren jeden Schlenker. Das funktioniert, weil der Winkel eine Funktion von Eindringtiefe und Rückfederung ist. Beim Luftbiegen ist die Rückfederung größtenteils eine Funktion des Innenradius, der Materialfestigkeit und der Eindringtiefe. Sie kontrollieren die Eindringtiefe. Also kontrollieren Sie den Winkel.
Werkzeuge mit geformtem Tang reißen Ihnen dieses Lenkrad aus den Händen.
Die Kavität ist der Winkel. Der Anschlag ist die Tiefe. Der Überbiegeprozess ist eingearbeitet. Wenn das Werkzeug auf 88° gefräst wurde, damit das Teil auf 90° zurückfedert, ist diese Entscheidung im Stahl eingefroren. Wenn es funktioniert, dann funktioniert es ohne Betreuung. Wenn nicht, wird nicht feinjustiert — sondern neu konstruiert. Das ist der mentale Wandel, den die meisten Werkstätten nie vollständig vollziehen.
Die eigentliche Frage ist also nicht “Ist es präziser?” sondern “Will ich, dass die Präzision in Stahl eingearbeitet ist, anstatt um 10:37 Uhr von der aktuellen Schicht eingestellt zu werden?”
Winkeln hinterherjagen ist reaktiv. Biegungen entwerfen ist proaktiv.
Wenn Sie hinterherjagen, reagieren Sie auf das, was vor fünf Minuten aus der Presse kam. Wenn Sie entwerfen, entscheiden Sie — bevor das Werkzeug überhaupt gefräst wird — was die neutrale Achse tun wird, wo sich das Material ausdünnt, wie das Korn innerhalb eines festen Radius reagiert. Das bedeutet, Ihr K-Faktor ist nicht mehr eine Handbuchzahl. Er ist eine geometriespezifische Konstante, die mit dieser Kavität verbunden ist.
Und genau da stolpern die meisten Werkstätten.
Sie fräsen ein Werkzeug mit geformtem Tang basierend auf der nominalen Dicke und einem “typischen” K-Faktor und hoffen dann, dass der Controller alles korrigiert, was nicht passt. Das kann er nicht. Ich habe gesehen, wie dadurch ein $50k-Lauf Ausschuss wurde. Wenn die Kavität einmal falsch ist, ist jeder Schlag konsequent falsch. Wunderschön falsch.
Realitätscheck: Wenn Ihr Werkzeugmacher versäumt, den Fräserdurchmesser vor Fertigstellung der Kavität zu überprüfen, oder Ihre Schleiftoleranz von echter Hochpräzision auf “nah genug” abrutscht, haben Sie den Fehler in das einzige Element eingebaut, das den Winkel bestimmt. Sie werden ihn später nicht herausjustieren. Das Werkzeug kümmert sich nicht darum, was der Controller sagt.
Biegungen zu entwerfen bedeutet also, Materialkontrolle, Werkzeugfertigungstoleranz und Flachmuster-Berechnungen in denselben Raum zu holen, bevor Stahl gefräst wird. Das ist anfangs langsamer. Es ist gnadenlos. Und es zwingt zu einer anderen Frage — wann ist dieser Aufwand gerechtfertigt?
Hier ist der Test, den ich Kunden gebe.
Erstens: Menge. Wenn Sie nur ein paar Hundert Teile pro Jahr produzieren, ist geformtes Tang-Werkzeug wie der Kauf eines Rennmotors für einen Lieferwagen. Sie werden die Disziplin, die es erfordert, nicht amortisieren.
Zweitens: Toleranzstapel. Wenn der Tang-Winkel einen nachgelagerten Schweißspalt, eine Dichtungs-Kompression oder ein Zeitfenster für die Roboter-Montage kontrolliert und Sie derzeit Arbeitsstunden aufwenden, um Winkel nachzustellen und Teile zu sortieren, dann beginnt feste Geometrie Sinn zu machen. Sie zahlen nicht für den Winkel. Sie zahlen dafür, Einstellarbeit und Variationsdrift zu beseitigen.
Drittens: Stabilität des Designs. Hartes Werkzeug glänzt, wenn der Druck feststeht. Wenn die Konstruktion noch “den richtigen Winkel findet”, ist geformtes Tang das falsche Schlachtfeld. Änderungen im Nachhinein bedeuten nicht ein neues Programm. Sie bedeuten neuen Stahl.
Es gibt eine weitere Ebene, die die meisten übersehen: Reife der Lieferkette. Wenn Sie keine Dickentoleranzen enger als die beim Luftbiegen einhalten können, wenn Sie die Kornrichtung der Rohlinge nicht fixieren können, wenn Ihr Werkzeuglieferant nicht die Schleifgenauigkeit halten kann, die Sie spezifizieren, dann “besitzt” das Werkzeug die Genauigkeit nicht wirklich. Die Variabilität hat sich nur an einen Ort verlagert, den Sie nicht sehen können.
Ist der Aufwand also gerechtfertigt? Nur wenn der Prozess rund um das Werkzeug ausgereift genug ist, dass die Geometrie tatsächlich ihre Aufgabe erfüllen kann.
Das führt zur Belohnung — was passiert, wenn das der Fall ist?
Wenn geformtes Tang-Tooling richtig gemacht wird, passiert etwas Interessantes.
Ihre Abkantpresse hört auf, eine Einstellstation zu sein, und wird zu einer Replikationsmaschine.
Anstatt Programme mit Winkelkorrekturen pro Materialcharge zu erstellen, bauen Sie eine Bibliothek von Werkzeugsätzen, die mit bestimmten Legierungen, Dickenbereichen und Kornrichtungen verknüpft sind. Werkzeug A mit Material X bei 0,125 Zoll und parallelem Korn. Werkzeug B für die Edelstahlvariante. Jedes einzelne validiert, dokumentiert, gesichert.
Jetzt ist Ihr K-Faktor nicht theoretisch. Er ist empirisch und an diese Kavität gebunden. Ihr Rückfederungseffekt ist keine Anpassung; er ist ein gefrästes Überbiegen. Ihr Bediener rennt nicht im Kreis — er legt Teile in eine gefräste Halterung, die das Ergebnis vorgibt.
Das ist die neue Perspektive, die ich Ihnen mitgeben möchte: Geformte Tang-Präzision bedeutet nicht, engere Zahlen aus derselben Denkweise herauszupressen. Es geht darum, Präzision in der Planungs- und Werkzeugherstellung vorzuziehen, sodass die Aufgabe der Maschine langweilig konsistent wird.
Luftbiegen lehrt Sie, in Korrekturen zu denken.
Geformtes Tang-Biegen zwingt Sie, in Verpflichtungen zu denken.
Und sobald Sie akzeptieren, dass die Verpflichtung im Stahl liegt und nicht auf dem Bildschirm, verschiebt sich die Frage von “Kann ich das anpassen?” zu “Habe ich das richtig konstruiert?”


















