

لقد شاهدتُ عامل ماكينة الكبس يدفع القالب لعمق إضافي قدره 0.040 بوصة، مقتنعًا أن الزاوية ستستقر أخيرًا عند 60°. لكن بدلًا من ذلك انفتحت لتصبح 62°.
حدّق في الشاشة وكأنها كذبت عليه. لكنها لم تكذب. حدسه هو الذي أخطأ.
هذه هي فخ الثني بالهواء — الاعتقاد أن العمق يساوي الزاوية، وأن الزاوية تعيش داخل وحدة التحكم. هذا المنطق يعمل تمامًا حتى تتوقف الهندسة عن كونها حرة.
في الثني بالهواء باستخدام قالب V القياسي، تلامس الصفيحة المعدن في ثلاث نقاط فقط: رأس القالب وكتفي القالب السفلي. كل ما عدا ذلك هو في الهواء. هذه الحرية هي السبب في أنه يمكنك مطاردة ±1° بزيادة العمق بآلاف البوصات الجزئية. يمكن للمادة الانزلاق والتمدد وإعادة توزيع الضغط أثناء توجيهك لها.
الآن تخيل شكلاً معقدًا — جزء بارز مصبوب مع جدران جانبية، إزاحات، أنصاف أقطار داخلية ضيقة. الصفيحة لم تعد معلقة في الفراغ. إنها تلامس الأسطح مبكرًا وكثيرًا. تدفق المادة لم يعد حرًا؛ بل أصبح موجهًا، وأحيانًا محصورًا.
فحص الواقع: عندما يكون التدفق مقيدًا، لم يعد الاختراق يساوي الزاوية. لقد رأيت هذا يتلف إنتاجًا بـ $50k.
إذا كان نموذجك الذهني لا يزال “أضف عمقًا، أغلق الزاوية”، فأنت تقاتل المعدن بدلًا من فهم ما يحدث فعليًا.
إذن ما التكلفة الحقيقية لجعل قالب عالمي يتصرف كقالب مُخصص؟
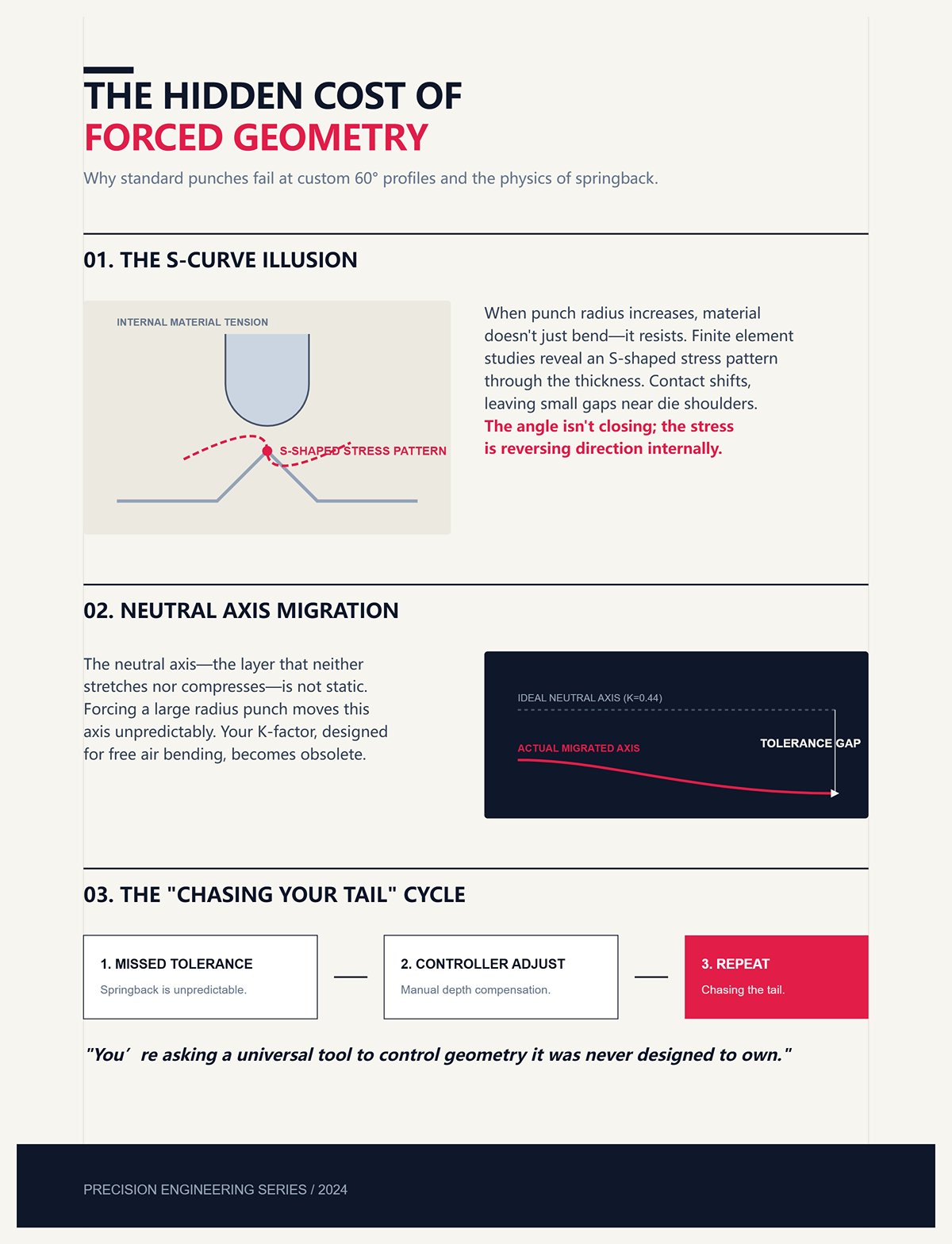
افترض أنك تحاول تشكيل ملف معقد بزاوية 60° في قالب V برأس قالب كبير نصف قطره. تذهب أعمق متوقعًا زاوية أكثر إحكامًا. لكن الدراسات باستخدام العناصر المحدودة أظهرت شيئًا مزعجًا: مع زيادة نصف قطر القالب، يمكن للمادة أن تتشكل بنمط إجهاد على شكل S عبر السمك. يتحوّل التلامس. تتكوّن فجوات صغيرة قرب كتفي القالب.
تظن أنك تغلق الزاوية. داخليًا، الإجهاد يعكس اتجاهه.
القطعة ترتد بشكل غير متوقع لأن المحور المحايد — تلك الطبقة الافتراضية التي لا تتمدد ولا تنضغط — قد تحرك. افتراضك لعامل K، المبني لثني الهواء الحر، أصبح الآن خاطئًا. ليس بفارق ضئيل، بل بفارق يكفي لإخفاق الوصول إلى التفاوت كل مرة.
لذا تقوم بالتعويض في وحدة التحكم. ثم تعوض مرة أخرى. أنت تطارد نفسك.
كل ذلك لأنك طلبت من أداة عالمية أن تتحكم في هندسة لم تُصمم للسيطرة عليها.
ماذا يحدث عندما تدفع الهندسة بقوة أكبر؟
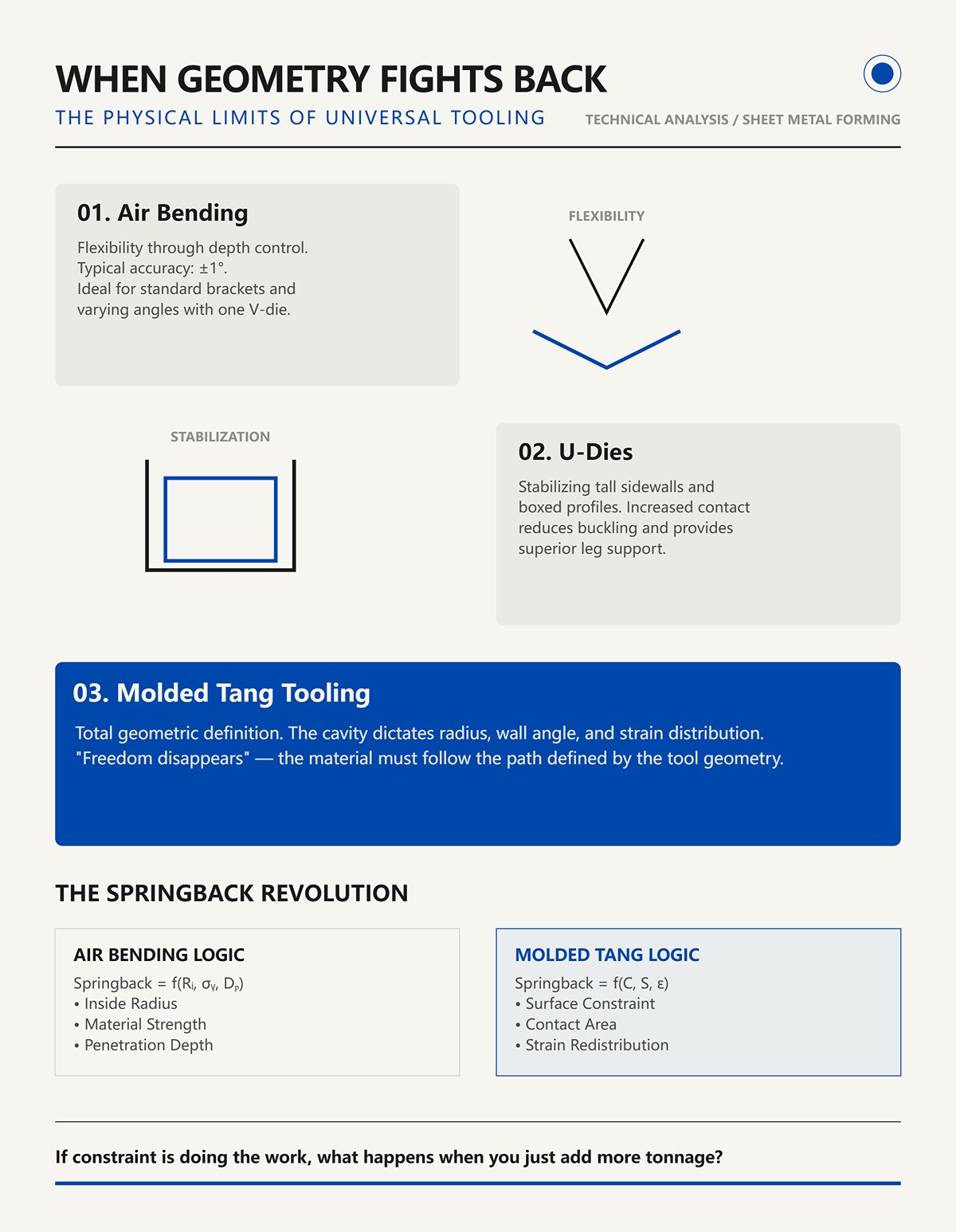
الثني بالهواء يعد بالمرونة. قالب V واحد يمكنه الوصول إلى زوايا متعددة عبر التحكم في العمق. الدقة المعتادة؟ حوالي ±1° إذا كنت تعرف مادّتك. وهذا مناسب للأقواس.
لكن بمجرد أن تصبح الجدران الجانبية طويلة أو الملفات مغلقة، ترغب الصفيحة في الحصول على دعم. قوالب U تثبت ذلك — فهي تستقر القنوات عن طريق دعم الأرجل، مما يقلل الانبعاج. المزيد من التلامس. المزيد من التحكم.
أدوات الأجزاء المصبوبة تذهب أبعد من ذلك. فهي لا تدعم المادة فقط، بل تحدد مسارها. شكل التجويف يفرض نصف القطر، زاوية الجدار، وحتى مكان تراكم الإجهاد. الحرية تختفي.
ومعه، حساب الالتواء الربيعي القديم لديك.
في الثني الهوائي، يعتمد الالتواء الربيعي إلى حد كبير على نصف القطر الداخلي، وقوة المادة، وعمق الاختراق. وفي تشكيل البروز المقولب، يتحكم القيد وتلامس السطح في ذلك. تعيد هندسة الأداة توزيع الإجهاد قبل أن تصل إلى القاع.
ليست مجرد تعديل في جدول البيانات الخاص بك. إنها إعادة بناء كاملة.
إذا كان القيد هو الذي يقوم بالعمل، فماذا يحدث عندما تضيف فقط المزيد من القوة؟

لقد رأيت المشغلين يتحققون من جداول الحمولة المسموح بها، ثم يضيفون 10 بالمئة “لضمان الأمان.” المنطق بسيط: قوة أكبر، التواء أقل.
يعمل ذلك في عملية الضغط الكامل — حيث تقوم عمدًا بتشويه منطقة الانحناء بالكامل وتثبيت الزاوية. لكن الضغط الكامل يلتهم الأدوات ولا يناسب المواد السميكة جيدًا. إنه حل يعتمد على القوة الغاشمة.
في أشكال البروز المقولبة المعقدة، غالبًا ما تؤدي القوة الإضافية إلى زيادة التلامس السطحي في وقت مبكر، مما يقفل المادة قبل أن تكتمل عملية التدفق. أنت تجمد الإجهاد بدلًا من تحريره. تنحرف الزاوية أكثر، وليس أقل.
هذا هو الجزء الذي لا يرغب أحد في سماعه.
لأنه يعني أن الدقة لم تعد تكمن في مدى قوتك في الدفع أو عمق اختراقك. إنها تكمن في شكل الفولاذ الذي يقوم بالدفع.
وإذا كانت الأداة تمتلك الهندسة، فإن غريزتك القديمة في الثني الهوائي — جداول عامل K، وتعديلات العمق، وتقديرات الالتواء الربيعي — لم تعد مجرد قديمة.
بل أصبحت غير ذات صلة.
إذًا التحول الحقيقي ليس في تحسين إعداد وحدة التحكم.
بل في تقبّل أن الأداة في تشكيل البروز المقولب هي المعادلة الحسابية نفسها.
تخيل أداة بروز مقولبة بها لكمة محاطة بلوح كاشط، وجدران تجويف تحتضن جانبي الشكل، وتوقف مدمج تصطدم به القطعة فعليًا عند القاع. تقوم بدورة للرام، وقبل أن تصل إلى منتصف الضربة الهابطة، تكون الصفيحة قد لمست الفولاذ من ثلاث، أربع، خمس نقاط.
والآن اسأل نفسك: إذا كانت الأداة تملك كل نقاط التلامس هذه، فأين بالضبط يُفترض أن “يقرر” المعدن زاويته النهائية؟
في الثني الهوائي، أنت توجه مقطورة غير محكمة. في تشكيل البروز المقولب، تثبت الحمولة في مهد مُشغّل آليًا. تختفي الحرية. وبمجرد أن تختفي الحرية، يختفي أيضًا المفهوم القديم بأن وحدة التحكم هي المسؤولة. ما يحدث عندما تدفع الهندسة بقوة أكبر ليس مشكلة برمجية — بل مشكلة ميكانيكا تلامس.
قم بإعداد ثني هوائي بسيط بزاوية 90° في فولاذ معتدل بسماكة 0.125 بوصة. تلامس ثلاثي النقاط. تلامس الصفيحة طرف اللكمة وكتفي القالب. كل شيء آخر هو مساحة مفتوحة. أثناء الاختراق الأعمق، يمكن للمادة أن تنسحب إلى الداخل من الأرجل. المحور المحايد — تلك الطبقة التي لا تتمدد ولا تنضغط — يطفو حيثما يوازن الإجهاد. لهذا السبب يمكن لعدة أجزاء من الألف من البوصة في العمق أن تغيّر درجة كاملة. فالمعدن حرّ في إعادة توزيع الإجهاد.
الآن لفَّ نفس الشغلة داخل تجويف قوالب مشكَّل بشكل لسان. أضف جدرانًا جانبية تلامس مبكرًا. أضف صفيحة نازعة تسحب على السطح مع تقدم الثاقب. تُظهر الأبحاث حول الثني المقيَّد باستخدام النوازع شيئًا مهمًا: الاحتكاك بين النازع والصفائح يولِّد قوة شد على طول خط الانحناء. وبدلاً من أن تنضغط الألياف الداخلية فقط وتتمدد الخارجية فقط، يتم شد منطقة الانحناء بالكامل بنشاط بينما تُجبر على الانحناء فوق الثاقب.
ذلك الشد يقاوم سحب المادة إلى الداخل. لا يمكن للصفائح أن تنزلق ببساطة من الأذرع لتغذية نصف القطر. يجب أن تتمدد محليًا.
تحقق واقعي: بمجرد أن يُقيَّد السحب إلى الداخل، لم تعد عمق الاختراق يتناسب مباشرة مع الزاوية. لقد رأيت هذا يتسبب في إتلاف تشغيل $50k.
في الثني بالهواء، يعتمد الارتداد المرن بدرجة كبيرة على نصف القطر الداخلي وقوة المادة وعمق الاختراق. في التشكيل المقيَّد، يُعاد تعريف حالة الإجهاد بفعل الاحتكاك وتعدد مساحات التلامس قبل الوصول إلى القاع. المحور المحايد لا “ينتقل” فحسب — بل يُثبَّت بفعل الشكل الهندسي والشد. إذا كانت المعدن يُمد على تجويف ثابت بينما يُمنع من التغذية، فمن الذي يتحكم فعليًا في مسار الانفعال؟
| القسم | المحتوى |
|---|---|
| الموضوع | الثني الهوائي مقابل التشكيل المقيد: أين تتحرك المادة فعليًا |
| إعداد الانحناء بالهواء | قم بإعداد ثني هوائي بسيط بزاوية 90° في فولاذ طري بسماكة 0.125 بوصة مع نقاط تماس ثلاثية. تلامس الصفيحة قمة الثاقب وكتفي القالب، وكل ما عدا ذلك مساحة مفتوحة. مع زيادة الاختراق، يمكن للمادة أن تُسحب للداخل من الأذرع. المحور المحايد — الطبقة التي لا تتمدد ولا تنضغط — يطفو وفقًا لتوازن الإجهاد. بضع أجزاء من الألف من عمق الاختراق يمكن أن تغيّر الزاوية بدرجة واحدة لأن المعدن حر في إعادة توزيع الانفعال. |
| إعداد التشكيل المقيَّد | لفَّ نفس الشغلة داخل تجويف لسان مشكَّل. أضف جدرانًا جانبية تلامس مبكرًا وصفيحة نازعة تسحب على السطح مع تقدم الثاقب. تُظهر الأبحاث أن الاحتكاك بين النازع والصفائح يولِّد قوة شد على طول خط الانحناء. وبدلاً من ضغط الألياف الداخلية وتمدد الخارجية فقط، تُشد منطقة الانحناء بالكامل بنشاط أثناء إجبارها على الثني فوق الثاقب. |
| اختلاف سلوك المادة | الشد الناتج يقاوم سحب المادة إلى الداخل. لا يمكن للصفائح أن تنزلق من الأذرع لتغذية نصف القطر، ويجب أن تتمدد محليًا. |
| تحقق واقعي | بمجرد أن يُقيد السحب الداخلي، لم يعد عمق الاختراق يتناسب بدقة مع الزاوية. يمكن أن يؤدي هذا التأثير إلى هدر إنتاج كبير (على سبيل المثال، تشغيل $50k). |
| مقارنة الارتداد المرن | في الثني بالهواء، يعتمد الارتداد المرن بشكل أساسي على نصف القطر الداخلي وقوة المادة وعمق الاختراق. في التشكيل المقيَّد، يعيد الاحتكاك وتعدد أسطح التلامس صياغة حالة الإجهاد قبل الوصول إلى القاع. يصبح المحور المحايد مقيَّدًا بالشكل الهندسي والشد بدلاً من التحرك بحرية. |
| السؤال الأساسي | إذا تم شد المعدن فوق تجويف ثابت بينما يُمنع من التغذية، فما الذي يتحكم فعليًا في مسار الانفعال؟ |
استخدم أداة لسان مشكَّلة ذات نصف قطر داخلي مُشغَّل يبلغ 0.060 بوصة. هذا النصف القطر ليس مجرد اقتراح، بل حقيقة فولاذية. عندما يُغلق الثاقب داخل التجويف، تُجبر الصفيحة على التوافق مع ذلك النصف القطر على طولها بالكامل.
في الثني بالهواء، يكون نصف القطر الداخلي نتيجة ثانوية — حوالي 16 بالمئة من فتحة الـ V للفولاذ الطري كقاعدة عامة. غيّر عرض قالب الـ V، يتغيّر النصف القطر. غيّر الاختراق قليلًا، يتحرك النصف القطر قليلًا. إنه مرن، ولهذا جداول عامل K لديك عبارة عن تخمينات إحصائية.
في تجويف اللسان المشكَّل، يكون نصف القطر ثابتًا. لكن الجزء الذي يغفله معظم الناس هو أن تثبيت نصف القطر لا يعني بالضرورة تثبيت الزاوية ما لم يكن توزيع الضغط صحيحًا.
إذا دفعت الثاقب إلى ما بعد التوقف المقصود، تبدأ في ضغط البنية الداخلية — مضغوطًا التركيب الحُبيبي بالقرب من السطح الداخلي. هذا يقترب من مرحلة القاع أو حتى التشكيل بالسكّ، والذي يمكن أن يتطلب قوة ضغط أكبر من الثني بالهواء بخمس إلى ثلاثين مرة. افعل ذلك بلا وعي وقد تتسبب في “ارتداد سلبي”، حيث يغلق الجزء فعليًا متجاوزًا الزاوية الاسمية بعد التفريغ.
يبدو رائعًا حتى تضعف الجدار الداخلي وتغيّر عامل K مرة أخرى.
نعم، إن الهندسة الثابتة تزيل العشوائية في عملية الثني بالهواء الحر — ولكن فقط إذا كانت التجويفة تدعم المادة بشكل متجانس وكانت الحمولة تتوافق مع نية التصميم. يمكن أن يؤدي التوزيع السيئ للضغط داخل تجويفة ضيقة إلى إجهاد محلي زائد، وترقق، واستطالة غير متوقعة. الآن تصبح رياضياتك “الثابتة” معطوبة مرة أخرى، ولكن بطريقة مختلفة.
الدرس ليس أن الألسنة المصبوبة خالية من العيوب. بل أن دقتها تعتمد كلياً على كيفية إدارة التجويفة لمساحة التلامس والاحتكاك وتوزيع الحمل. إذا كان نصف القطر تحدده الفولاذ، فما الذي يثبت الزاوية نفسها حتى تتوقف عن التأثر بعمق الكباس؟
لقد أجريت عمليات ثني قاعدي على مكابح عمرها ثلاثون عاماً بترميزات غير دقيقة ومع ذلك حافظت على الزاوية. لماذا؟ لأن القالب كان هو الحد الميكانيكي الصلب. وحدة التحكم أوصلتني إلى القرب فقط؛ أمّا الأداة فقد أتمت المهمة.
تأخذ أداة اللسان المصبوب ذات الإيقاف المدمج هذا المبدأ وتشدده. عند الشوط الكامل، يجلس الجزء فعلياً على سطح مشغول يحدد زاوية الجدار النهائية. ليست “تقريباً”. وليست “استناداً إلى العمق”. إنها تتوقف لأنها تصطدم بالفولاذ.
هذا هو الاستقلال عن مقياس الرجوع في شكلٍ مادي.
إذا كان الفراغ لديك أطول أو أقصر قليلاً، فإن الثني بالهواء يكشف ذلك مباشرة كاختلاف في الزاوية لأن المادة يمكن أن تنسحب بشكل مختلف في كل دورة. في تجويفة مقيدة مزودة بإيقاف مدمج، يكون السحب مقيداً بالفعل والموقع النهائي مضبوطاً بوجه الإيقاف. التغير في عمق الكباس بمقدار بضعة أجزاء من الألف لا يغيّر الزاوية بمجرد تفعيل الإيقاف — بل يزيد الحمل فقط على الأداة.
ولكن إليك المعادلة الهجينة التي لا يتحدث عنها أحد: ما زلت بحاجة إلى قدر كافٍ من الحمولة لتثبيت القطعة بالكامل على ذلك الإيقاف دون أن يمنعها الارتداد المرن من ملامسة السطح. إذا كانت القوة قليلة جداً فستطفو القطعة، وإذا كانت كبيرة جداً فستبدأ في عمل "سكّ" غير مقصود.
هذا يعني أنه يجب حساب تصميم الأدوات وقوة المادة وقدرة المكبس معاً. تصبح وحدة التحكم نظام توصيل للقوة والموضع؛ وتحدد الأداة النتيجة.
بمجرد أن تدرك أن التجويفة تثبت نصف القطر، والإيقاف يثبت الزاوية، والاحتكاك يثبت مسار الإجهاد، فإن جداول عامل K الخاصة بالثني بالهواء لم تعد غير دقيقة فحسب — بل تصف عالماً فيزيائياً مختلفاً.
لذا إذا كانت الأداة هي التي تملي نصف القطر والزاوية وحالة الإجهاد، فماذا يفعل ذلك بمعادلات سماحية الثني والارتداد المرن؟
كان لديّ حامل فولاذي طري بسماكة 0.125 بوصة، وكانت الحسابات على الورق مثالية. أرقام ثني بالهواء. عامل K عند 0.42. تم تقدير نصف القطر الداخلي بنسبة 16 بالمائة من فتحة V بمقدار 1 بوصة. كانت سماحية الثني صحيحة، قُطع الفراغ، والضربة الأولى بدت جيدة.
إلا أن الحافة جاءت أقصر. ليس بفارق ضئيل. بل 0.060 بوصة كاملة.
نفس المادة. نفس السماكة. ولكن هذه المرة تم تشكيلها في تجويفة لسان مصبوب بنصف قطر مشغول قدره 0.060 بوصة وجدران جانبية تماسكت مبكراً. افترضت المعادلات القديمة أن المحور المحايد سيطفو على بعد يقارب 42 بالمائة من السماكة من الداخل. في التجويفة، ومع امتداد منطقة الثني بفعل الاحتكاك وتقييد السحب، تحرّك المحور المحايد نحو الخارج. تمددت المادة أكثر مما توقعه الجدول. مزيد من التمدد يعني سماحية ثني أكثر استهلاكاً. سماحية ثني أكثر استهلاكاً تعني أجنحة أقصر.
هذا ليس خطأ تقريبي. بل مسار إجهاد مختلف.
إذا كانت الأداة تثبت نصف القطر والزاوية، فإن المتغير الوحيد المتبقي في معادلات النمط المسطح هو كيف تتمدد المادة فعلياً داخل الغلاف الفولاذي. وهنا يبدأ إعادة البناء.
خذ صيغة سماحية الثني الكلاسيكية:
BA = الزاوية × (R + K × T)
الزاوية بوحدة الراديان. R نصف القطر الداخلي. T السمك. K نسبة المحور المحايد.
في الانحناء الهوائي، تكون قيمة K تسوية إحصائية. يتكون نصف القطر بوصفه دالة لفتحة V وعمق الاختراق. يمكن للصفائح أن تنسحب من الأذرع أثناء التفافها حول القالب. المحور المحايد “يجد” موقعه الخاص بناءً على التشوه الحر النسبي.
الآن احصر نفس الصفيحة في تجويف سنٍّ مُشكّل.
تتلامس الجدران الجانبية قبل الالتفاف الكامل. يقوم الكاشط بتطبيق ضغط من الأعلى. الاحتكاك على تلك الأسطح يولِّد إجهاد شد على طول خط الانحناء. وبدلاً من مجرد الانحناء، يجري تمديد المادة فوق نصف قطر ثابت قدره 0.060 بوصة بينما تُمنَع من التغذي للداخل.
ميكانيكياً، يؤدي ذلك إلى أمرين:
إذا قال كتيّبك إن K = 0.42 ولكن الحالة الفعلية المقيدة تتصرف مثل 0.48 أو 0.50، فإن مقدار السماح بالانحناء يزداد. في انحناء بزاوية 90 درجات في مادة سمكها 0.125 بوصة وبنصف قطر 0.060 بوصة، يمكن أن يؤدي هذا التغير إلى نقص من خمسين إلى ثمانين ألف من طول القطعة المسطحة.
تحقق الواقع: إذا كنت لا تزال تستخدم عامل K من عملك بوحدة V-die، فقد شاهدت هذا يتسبب في رفض تشغيل كامل بطاقة $50k.
هل يمكن أن تُجري تجربة انحناء وتحسب K جديدة عكسياً كما يفعل القدماء بقوالب V؟ بالتأكيد. ثلاث ضربات، قياس، تعديل، وتكرار. هذا يعمل عندما يظل نمط التشوه ثابتاً.
لكن في السنّ المشكّل، يعتمد ثبات التشوه على الإطباق الكامل في التجويف، والاحتكاك المتسق، وحمولة ضغط مستقرة. إذا فقدت أحد هذه العوامل، فإن الـ K “المعايرة” تنحرف مجدداً. لذا فالسؤال ليس هل يمكنك ضبطها — بل هل تقوم بضبط النموذج الفيزيائي الصحيح من البداية.
لقد شاهدتُ المشغلين يقومون بالإفراط في الانحناء في الانحناءات الهوائية إلى 88 درجة حتى تفتح إلى 90 درجة. حركة مدرسية. لكنها بدلاً من ذلك انفتحت إلى 62 درجة.
لم يكن ذلك سحراً. بل زحف التشكيل بالضغط (coining creep). عندما تدفع بعمق كافٍ في تجويف ضيق، لم تعد في مرحلة الانحناء الهوائي المسيطر عليه بالمرونة. أنت تضغط الألياف الداخلية بلاستيكياً وتعيد توزيع الإجهاد عبر السمك. وعندما تدفع الهندسة للخلف بقوة أكبر، لا يكون التعافي المرن اللطيف هو ما يحدث — بل يمكن أن ينقلب اتجاه التصحيح بالكامل.
في الانحناء الهوائي، يعتمد الارتداد المرن بشكل أساسي على نصف القطر الداخلي، وقوة المادة، وعمق الاختراق. لذا نحسب زاوية الإفراط في الانحناء ونُوجّه الكبّاس للوصول إليها.
في السنّ المشكّل ذي الحدّ المتكامل، تُحدَّد الزاوية النهائية بتلامس الفولاذ مع الفولاذ. لا “تضبط” 92 درجة وتأمل أن تسترخي إلى 90 درجة. بل تُشغِّل التجويف على زاوية تعطي 90 درجة بعد التفريغ عند قوة الإطباق الكاملة.
تلك هي المفارقة: الإفراط في الانحناء لا يُبرمج في وحدة التحكم، بل يُشكَّل ميكانيكياً في الأداة.
رياضياً، يعني ذلك أن حدّ الارتداد ينتقل من متغير في إعدادات المكبس إلى انحراف ثابت في زاوية التجويف. إذا تغيرت المادة أو السمك، فقد لا تعوض زاوية التجويف بشكل صحيح. عامل الارتداد الخاص بك Ks — الزاوية النهائية مقسومة على الزاوية تحت الحمل — لم يعد يعتمد فقط على المادة، بل على المادة بالإضافة إلى القيد.
تجاهل ذلك، وستلاحق نفسك في ضبط عمق الكبّاس ضد توقف صلب لا يهتم بما تفكر فيه وحدة التحكم.
إذن، إذا كانت تصحيح الزاوية مدمجة في فولاذ الأداة نفسه، فكم من القوة يلزم لجعل هذا التصحيح حقيقياً في كل دورة؟
عند إجراء ثني بالهواء بطول 4 أقدام في فولاذ طري سماكته 0.125 بوصة، قد تحتاج إلى حوالي 20 طنًا. يتركز الحمل على طرف سن القالب وعلى كتفي القالب السفلي. تلامس محدود. احتكاك محدود.
أغلق نفس الطول داخل تجويف لسان مصبوب، وستحصل على تلامس عند أنف القالب، وتلامس مع الجدران الجانبية، وضغط من أداة الكبس في الأعلى، وتلامس بطول كامل ضد حاجز مدمج. تتضاعف مساحة التلامس. ويتضاعف الاحتكاك. المادة لا تنحني فقط؛ بل تُضغط لتأخذ شكلًا محددًا.
القوة تساوي الضغط مضروبًا في المساحة. عند زيادة المساحة، يرتفع إجمالي الحمولة بسرعة.
إذا لم تصل إلى الحمولة المطلوبة، فلن يستقر الجزء تمامًا ضد الحاجز. سيفرغ الحمل مرنياً مبتعدًا قليلًا عن وجه التجويف. عندها لن تنتقل زاوية الثني الزائدة المصنوعة بدقة إلى القطعة. ستقيس 91° بدلًا من 90°، تحاول ضبط العمق، ولا يحدث أي تغيير لأن الحاجز دخل الخدمة بالفعل. كنت محدودًا بالقوة، لا بالموقع.
وإذا ذهبت بعيدًا جدًا في الاتجاه الآخر، ستتجاوز الحدود إلى عملية سكّ غير مقصودة — بقدرة تتراوح بين خمسة إلى ثلاثين ضعف حمولة الثني بالهواء في الحالات القصوى — مما يؤدي إلى ترقيق الجدار الداخلي وتغيير معامل K الفعّال مرة أخرى.
لهذا السبب فإن إعادة معايرة الحسابات لا تقتصر على إدخال قيمة K جديدة في جدول البيانات. بل تتعلق بربط ثلاثة عناصر في نموذج واحد: الانفعال المقيد (K مخصص)، والانحناء الزائد المحدد بواسطة التجويف (زاوية الأداة)، والحمولة الكافية لإغلاق الجزء دون سحقه.
بمجرد أن تدرك أن تطوير الفراغ، وتعويض الارتداد المرن، وسعة المكبس تشكّل نظامًا واحدًا في عملية تشكيل اللسان المصبوب، يصبح المتحكم هو الجزء الأقل أهمية في المعادلة.
وهذا يعني أن المعركة التالية ليست نظرية أبدًا — بل تتعلق بما إذا كانت عملية الإعداد والمحاذاة دقيقة بما يكفي ليستمر هذا الحساب المعاد بناؤه عند أول تطبيق عملي على أرض المصنع.
لقد أعدت بناء الحسابات. قصصت زاوية التجويف لتعويض الارتداد المرن. وتأكدت من أن الحمولة كافية لتثبيت الجزء دون الدخول في عملية السكّ.
الآن الشيء الوحيد المتبقي الذي يمكن أن يفسد العملية هو الإعداد.
وإليك الحقيقة الصعبة: أدوات تشكيل اللسان المصبوب لا تتسامح مع التفاوت كما يفعل الثني بالهواء. في الثني بالهواء، أنت تقود مقطورة رخوة — قليل من الانحراف، قليل من ضبط حركة الكبّاس، ويمكنك تعديل الزاوية بسهولة. في تشكيل اللسان المصبوب، أنت تثبت الحمل في مهد مُشغّل آليًا. الهندسة هي التي تقرر. إذا انزاح هذا المهد بمقدار نصف مليمتر فقط، فكل قطعة ستكون خاطئة بنفس الطريقة، وعلى سرعة الإنتاج الكاملة.
هذا ليس خطأً بسيطًا. إنه خطأ في النظام.
لذا يصبح السؤال عمليًا: إذا كانت الحسابات صحيحة، فما الذي يحافظ عليها صحيحة في أرض المصنع؟
لنتحدث عن 0.5 مم.
في تجويف لسان مصبوب مزوّد بجدران جانبية وحاجز مدمج، هذا الانحراف لا يؤدي فقط إلى ميل في زاوية. بل يغيّر نقطة تلامس المادة الأولى مع الجدار. وهذا يغيّر توزيع الاحتكاك. ويغيّر مسار الانفعال. وبما أن الانحناء الزائد مشغّل آليًا في التجويف، فسوف تتشكل المادة بشكل مطيع لكنه غير صحيح.
لن تقاومك. ستنساق — ولكن بطريقة خاطئة.
في قطعة بسيطة ذات ميزة واحدة، قد ترى حافة تميل أو ثقبًا ينحرف. أما في لسان متعدد الميزات يحتوي على قنوات تبريد أو تفريغات أو انحناءات متداخلة، فإن هذا النصف مليمتر يتفاقم. يبدأ أحد الجدران بالتماس مبكرًا، بينما لا يثبت الآخر تمامًا. الآن لديك ضغط تلامس غير متساوٍ على طول القطعة، مما يعني تصحيح ارتداد مرن غير متساوٍ مدمج في الفولاذ.
تحقق من الواقع: لقد رأيت هذا الخردة تُفسد تشغيل $50k. الفني الذي أعد الإعداد أقسم أن الأرقام كانت صحيحة. كانت كذلك. لكن القالب لم يكن في المنتصف.
الانحناء الهوائي يتسامح مع قدر صغير من الانحراف الجانبي لأن المادة يمكنها أن تدور بحرية بين كتفي الثقب والقالب. تشكيل اللسان المصبوب مُقيد من ثلاث جوانب. أنت لا تنحني بين نقطتين؛ بل تضغط لتشكيل شكل معين. عدم المحاذاة لا يُعدل نفسه — بل يُقفل في مكانه.
فكيف تحافظ على سلوك التلامس ثابتاً عندما يكون الاحتكاك نفسه جزءاً من نموذج الإجهاد؟
في الانحناء الهوائي، بالكاد نفكر في التشحيم. الصفيحة تلامس رأس الثقب وكتفين للقالب. مساحة التلامس صغيرة. الاحتكاك مهم، لكنه ليس العامل الموجه الرئيسي.
في تجويف اللسان المصبوب، الاحتكاك جزء من نظام التوجيه.
عندما تلتف الصفيحة وتستقر، يقاوم سحب الجدار الجانبي الدخول. ذلك المقاومة هي ما تدفع المحور المحايد إلى الخارج وتُغيّر قيمة K الفعالة لديك. غيّر السحب، وستغيّر توزيع الإجهاد الذي أمضيت قسمين في إعادة بنائه.
شغّل بدون زيت يوم الاثنين، وبزيت كثير يوم الثلاثاء، ولا تتفاجأ عندما تبدأ هندستك “الثابتة” بالتذبذب.
هنا يبدأ العاملون بمطاردة أنفسهم — يعبثون بعمق الكباس مقابل نقطة توقف ثابتة لأن الزاوية انحرفت نصف درجة. وحدة التحكم لم تتغير. الفولاذ لم يتحرك. معامل الاحتكاك هو الذي تغير.
لست أقول لك أن تغمرها بالتشحيم. الكثير من التشحيم يمكن أن يجعل المادة تنزلق أكثر مما يفترضه نموذجك، مما يقلل من التمدد الشدّي على الألياف الخارجية. الآن يصبح انحناء التجويف المفرط تصحيحاً مفرطاً.
الاتساق يتفوق على الكمال. اختر حالة التشحيم. ثبّتها. وثّقها كما لو كانت بُعداً هندسياً.
لأنها في هذه العملية، كذلك فعلاً.
وهذا يقودنا إلى جزء الانضباط الذي تتجاوزه معظم الورش بسرعة.
إذا كان تشكيل اللسان المصبوب نظاماً مقترناً بالإجهاد والهندسة والقوة، فعلى الإعداد أن يحترم هذا الاقتران.
لا “تضعها وتضربها فحسب”.”
تثبّت. تقيس. تتحقّق.
بهذا الترتيب.
قبل أن تبدأ بتشغيل المادة، ثبّت اللسان بالكامل في الحامل وعاين أوجه القالب بالنسبة لخط مركز الكباس. ليس بالتخمين البصري. بل بالمعاينة الدقيقة.
أنت تبحث عن التوازي والتمركز عبر الطول الكامل لمنطقة العمل، وليس فقط عند طرف واحد. يمكن أن يكون التجويف مربعاً عند الجهة اليسرى وينحرف عند الجهة اليمنى إذا كان في الحامل أو السرير شوائب أو زوائد أو عزم غير متساوٍ على المشابك.
الفولاذ النظيف مهم هنا أكثر من أي برنامج على الإطلاق.
إذا لم يكن اللسان مثبتًا بالكامل، فإن زاوية التوقف المدمجة لديك — التي تحمل تعويض ارتداد الربيع — ليست حيث تظن أنها. الآن أصبح “التقويس الميكانيكي الزائد” لديك متغيرًا عائمًا.
ولن تلاحظ ذلك حتى تتراكم الأجزاء خارج حدود المواصفة.
بعد التأكد من المحاذاة، أنزل المكبس ببطء حتى يلامس بدون وجود مادة. تحقق من التلامس المتساوي على طول وجه التجويف باستخدام صفائح قياس الفجوات أو ورق الضغط إذا كان متوفرًا لديك.
أنت لا تتحقق من الزاوية. أنت تتحقق من توزيع قوة التثبيت.
ثم أدخل المادة وشغل ضربة مضبوطة للتأكد من التثبيت الكامل مقابل التوقف عند الحمولة المحسوبة لك. راقب منحنى الحمل إذا كانت مكبستك تعرضه. صعود نظيف ومنصة ثابتة يشير إلى أنك محدد بالقوة بشكل صحيح. إذا كان هناك ارتفاع مفاجئ أو صعود غير متساوٍ، فقد يشير ذلك إلى تلامس موضعي أو انخراط مبكر للجدار.
تذكر ما يحدث عندما تدفع الهندسة للخلف بقوة أكبر: يجب أن يمتلك المكبس السلطة الكافية لنقل زاوية التجويف إلى الجزء. إذا كانت القوة أقل من اللازم، سيرتد الجزء عن التوقف ويعطيك قراءة خاطئة على الطاولة.
أرقام العمق لا تعني شيئًا إذا لم تكن القوة موجودة.
معظم الورش تقيس الزاوية وتعتبر الأمور جيدة.
هذا تفكير خاص بالثني الهوائي.
بالنسبة للألسنة المصبوبة، تحقق من ثلاثة أشياء في القطعة الأولى: الزاوية النهائية، موقع الميزة بالنسبة لخط الثني، وعلامات تلامس الجدار داخل التجويف. هذه العلامات تدلك على ما إذا كان التثبيت منتظمًا أو منحازًا.
إذا كانت الزاوية صحيحة لكن الميزة انحرفت، فقد يكون افتراض K لديك تحت القيود خاطئًا — أو أن الاحتكاك ليس كما نمذجته. إذا كانت علامات التلامس ثقيلة على جانب واحد، فإن المحاذاة أو التشحيم لم يستقر بعد.
هنا تلتقي الحسابات المعاد بناؤها بواقع الفولاذ.
أتقن ذلك، وستحوّل إعدادًا هشًا إلى نظام يمكن تكراره. أفشل فيه، وكل دورة ستزيد من الخردة بشكل أسرع.
وبمجرد أن تصبح المحاذاة والاحتكاك والشوط منضبطة، يطرأ سؤال آخر — ماذا يحدث عندما لا يتصرف المعدن نفسه بنفس الطريقة من لفة لأخرى؟
| خطوة | المحتوى |
|---|---|
| الخطوة 1: تثبيت اللسان والتحقق من محاذاة القالب | قبل أن تبدأ بتشغيل المادة، ثبّت اللسان بالكامل في الحامل وقِس وجوه القالب بالنسبة لخط مركز المكبس. ليس بالعين. بل بالقياس. أنت تبحث عن التوازي والتمركز على كامل طول العمل، وليس فقط عند طرف واحد. يمكن أن يكون التجويف مربعًا عند الجانب الأيسر وينحرف عند الأيمن إذا كان الحامل أو السرير يحتوي على حطام أو نتوءات أو عزوم تثبيت غير متساوية على المشابك. الفولاذ النظيف مهم هنا أكثر من أي برنامج على الإطلاق. إذا لم يكن اللسان مثبتًا بالكامل، فإن زاوية التوقف المدمجة لديك — التي تحمل تعويض ارتداد الربيع — ليست حيث تظن أنها. الآن أصبح “التقويس الميكانيكي الزائد” لديك متغيرًا عائمًا. ولن تلاحظ ذلك حتى تتراكم الأجزاء خارج حدود المواصفة. |
| الخطوة 2: معايرة شوط المكبس لزيادة الحركة بعد التوقف | بعد التأكد من المحاذاة، أنزل المكبس ببطء حتى يلامس بدون وجود مادة. تحقق من التلامس المتساوي على طول وجه التجويف باستخدام صفائح قياس الفجوات أو ورق الضغط إذا كان متوفرًا لديك. أنت لا تتحقق من الزاوية. أنت تتحقق من توزيع قوة التثبيت. ثم أدخل المادة وشغل ضربة مضبوطة للتأكد من التثبيت الكامل مقابل التوقف عند الحمولة المحسوبة لك. راقب منحنى الحمل إذا كانت مكبستك تعرضه. صعود نظيف ومنصة ثابتة يشير إلى أنك محدد بالقوة بشكل صحيح. إذا كان هناك ارتفاع مفاجئ أو صعود غير متساوٍ، فقد يشير ذلك إلى تلامس موضعي أو انخراط مبكر للجدار. تذكر ما يحدث عندما تدفع الهندسة للخلف بقوة أكبر: يجب أن يمتلك المكبس السلطة الكافية لنقل زاوية التجويف إلى الجزء. إذا كانت القوة أقل من اللازم، سيرتد الجزء عن التوقف ويعطيك قراءة خاطئة على الطاولة. أرقام العمق لا تعني شيئًا إذا لم تكن القوة موجودة. |
| الخطوة 3: التحقق من القطعة الأولى بما يتجاوز فحص الزاوية | معظم الورش تقيس الزاوية وتعتبر الأمور جيدة. هذا تفكير خاص بالثني الهوائي. بالنسبة للألسنة المصبوبة، تحقق من ثلاثة أشياء في القطعة الأولى: الزاوية النهائية، موقع الميزة بالنسبة لخط الثني، وعلامات تلامس الجدار داخل التجويف. هذه العلامات تدلك على ما إذا كان التثبيت منتظمًا أو منحازًا. إذا كانت الزاوية صحيحة لكن الميزة انحرفت، فقد يكون افتراض K لديك تحت القيود خاطئًا — أو أن الاحتكاك ليس كما نمذجته. إذا كانت علامات التلامس ثقيلة على جانب واحد، فإن المحاذاة أو التشحيم لم يستقر بعد. هنا تلتقي الحسابات المعاد بناؤها بواقع الفولاذ. أتقن ذلك، وستحوّل إعدادًا هشًا إلى نظام يمكن تكراره. أفشل فيه، وكل دورة ستزيد من الخردة بشكل أسرع. وبمجرد أن تصبح المحاذاة والاحتكاك والشوط منضبطة، يطرأ سؤال آخر — ماذا يحدث عندما لا يتصرف المعدن نفسه بنفس الطريقة من لفة لأخرى؟ |
لقد ضبطت كل شيء. أشار إلى القالب. تحقق من التثبيت. قفل التشحيم كما لو كان بُعداً. أول لفة تعمل بدقة تامة.
تأتي اللفة الثانية. نفس المواصفات على الورق: ستانلس ستيل بقياس 16. تضغط التوقف، الحمولة الكاملة، منحنى حمل نظيف. بدلاً من ذلك انفتح إلى 62°.
لم يتحرك شيء في الآلة. لم تتغير الهندسة. إذن ماذا حدث؟
عند الثني بالهواء، لديك مجال للتوجيه. العمق يغير الزاوية. المادة تدور على كتفين. إذا زاد السمك بضع أجزاء من الألف، ترفع المكبس وتستمر. وحدة التحكم تتحمل جزءاً من العبء.
أدوات اللسان المُشكلة لا تمنحك عجلة القيادة تلك. التجويف يتحكم في الزاوية. التوقف يتحكم في الثني الزائد. عندما تكون الأداة هي المعادلة، أي تغيير في ما يملأ ذلك التجويف يصبح مشكلتك.
هذا هو كعب أخيل.
لقد رأيت مكبحاً دقيقاً يعاني مع ستانلس ستيل تفاوت سمكه 0.003 بوصة من الحافة إلى الوسط. أكثر سمكاً في الوسط، أرق على الجوانب. لا نمط يمكنك التعامل معه بتصحيح بسيط مثل “جزءان من الألف يساويان درجتين.” على طول خط الثني نفسه، جزء لم يُثنِ بما يكفي بينما الجزء الآخر جلس أكثر من اللازم.
في الثني بالهواء، يتجزأ ذلك التفاوت جزئياً. الصفيحة تتلامس في ثلاثة نقاط. الأقسام الأكثر سمكاً تقاوم الاختراق أكثر، لذا تعدل العمق أو تترك نظام تصحيح الزوايا يبحث قليلاً. ليس مثالياً، لكنه قابل للتعديل.
الآن ضع نفس الصفيحة في تجويف لسان مُشكل.
أنت لم تعد تثني بين نقاط. أنت تُزحزح المادة إلى حجم محدد. إذا كانت الصفيحة أكثر سمكاً بمقدار 0.003 بوصة في منتصف الامتداد، فهي تصل إلى جدران التجويف أسرع. ضغط التلامس يرتفع محلياً. الاحتكاك يزيد في تلك المنطقة. هذا يغير المحور المحايد بشكل مختلف في ذلك الموقع، مما يغير معامل K الفعّال على طول الطول.
وهنا الجزء الذي يفوت معظم الناس: التوقف لا يعرف أي شيء من ذلك. هو فقط يقول، “هذه هي الزاوية.”
لذلك قد لا يجلس القسم السميك بالكامل على وجه الثني الزائد بينما الحواف الأرق تفعل ذلك. ينتهي بك الأمر بقطعة تبدو جيدة في طرف وتخدعك في الطرف الآخر.
تحقق من الواقع: لقد رأيت هذا يتسبب في إتلاف تشغيل $50k. الرسم يطلب تناسق اللسان بدقة. شهادة المادة قالت “ضمن التسامح.” اللفة كانت قانونية. القطع لم تكن.
مع الهندسة الثابتة، يصبح تسامح السمك متغير تشكيل وليس مجرد ملاحظة شراء. تريد دقة مُشكلة؟ إذن تفاوت السمك الوارد يجب أن يكون أضيق مما طلبه الثني بالهواء على الإطلاق. وإلا ستقاتل المعدن داخل تجويف لا يمكنك تعديله.
لذلك إذا كان السمك هو محور للتفاوت، ماذا عن طريقة تدفق المعدن؟
خذ قطعتين فارغتين من نفس الصفيحة. واحدة مقطوعة بخط الثني موازي لاتجاه الدرفلة، والأخرى عمودية عليه. نفس السمك. نفس السبيكة. نفس الإعداد.
الموازي للحبيبات غالباً يثنى بسهولة أكبر. العمودي يقاومك أكثر. هذه هي أساسيات علم المعادن — الدرفلة تطيل الحبيبات، والثني عبرها يعني أنك تتمدد عبر المزيد من الحدود. مقاومة الخضوع تتغير فعلياً مع الاتجاه.
في عملية الثني بالهواء، تشعر بهذا الاختلاف على شكل ارتداد زنبركي. تقوم بتعديل العمق أو تصحيح الزاوية. انتهى الأمر.
في تجويف اللسان المقولب، تتغير القصة لأن المادة ليست حرة في تحديد نصف قطرها بنفسها. في الغالب يتم تحديد نصف القطر الداخلي بواسطة هندسة التجويف. في الثني بالهواء، يعتمد الارتداد الزنبركي بدرجة كبيرة على نصف القطر الداخلي، وقوة المادة، وعمق الاختراق. هنا، يتم تثبيت عمق الاختراق بواسطة نقطة التوقف، ويُقيد نصف القطر بواسطة القالب.
لذا عندما تقوم بتدوير اتجاه الحبيبات وتتغير قوة الخضوع، تتغير أيضًا مقاومة المادة للإجبار على التشكّل في ذلك النصف القطر الثابت. ماذا يحدث عندما تدفع الهندسة بقوة أكبر في الاتجاه المعاكس؟ إما أنك لا تصل إلى قوة التثبيت الكاملة — مما يعني عدم التطابق التام مع التجويف — أو أنك تصل إليها ولكن مع إجهاد أعلى محبوس داخل الجزء.
لقد رأيت أدوات لسان متطابقة تعمل بالفولاذ الطري طوال الأسبوع، ثم يتم التحول إلى الفولاذ المقاوم للصدأ دون إعادة التفكير في عامل التجويف. الفولاذ المقاوم للصدأ يتصلد بالعمل بسرعة أكبر. يحتاج إلى نصف قطر داخلي أكبر — فكر في 10 إلى 12 ضعف السماكة في اختيار القوالب التقليدية، وليس 8. إذا تم تصميم تجويفك المقولب على أساس تدفق الفولاذ الطري، فسوف يقاوم الفولاذ المقاوم للصدأ ملء التجويف أو يتشقق عند الزاوية.
لا يوجد تجويف عام يتجاهل السبيكة واتجاه الحبيبات. إذا لم تعوض مسبقًا عن سلوك تدفق المادة المحددة في التصميم، فستجد نفسك تعود لنقطة البداية بتعديلات على المسافة لا تصلح فعليًا مسار الإجهاد.
لذا، تقوم بتثبيت السماكة. وتتحكم في اتجاه الحبيبات في المخطط المسطح. وتصمم التجاويف حسب السبيكة، وليس حسب السماكة الاسمية.
الآن افترض أنك قمت بكل ذلك.
ماذا يحدث بعد خمسين ألف ضربة؟
الأجزاء الأولى الخارجة من أداة لسان مقولب جديدة تكون آية في الجمال. خطوط تماس حادة. تثبيت نظيف. زوايا دقيقة لأن وجه التجويف لا يزال يحتفظ بميل ماكينات التصنيع المبالغ فيه — ربما تم قطعه عند 88° حتى يرتد الجزء إلى 90°.
عند تشغيلها لفترة طويلة، خاصة مع الفولاذ المقاوم للصدأ عالي القوة، تبدأ حواف التجويف في التلميع. ثم تصبح مستديرة. ميكرونات في البداية. ثم تصبح قابلة للقياس.
لن تراها بعينك. لكنك ستراها في الأجزاء المنتجة. تبدأ بالخروج مفتوحة قليلًا. ليست خاطئة بدرجة كبيرة. فقط منحرفة تدريجيًا.
تذكر، في هذا النظام الزاوية موجودة في فولاذ القالب. إذا تآكل وجه الانحناء من 88° نحو 89°، فقد قللت للتو من تعويض الارتداد الزنبركي المدمج. المكبس لا يزال يتوقف عند نفس الحد. منحنى الحمل لا يزال يبدو طبيعيًا. لكن الهندسة قد تغيرت.
تلك هي الجهة المظلمة من مقولة “الأداة هي الرياضيات”. الرياضيات يمكن أن تتآكل.
يغير التآكل أيضًا سلوك الاحتكاك. الجدران المصقولة قد تقلل السحب، مما يسمح بمزيد من السحب قبل التثبيت الكامل. يغيّر ذلك توزيع الإجهاد مجددًا، ويدفع عامل K الفعّال لديك دون أن يلمس أحد أي رقم في وحدة التحكم.
الانحناء بالهواء يتسامح مع بعض تآكل الأداة لأن الزاوية تنتج من العمق. تشكيل اللسان المقولب أقل تسامحًا. تحتاج إلى فترات فحص تآكل مرتبطة بعدد الضربات ونوع المادة. قِس زاوية التجويف بشكل دوري. ضع طبقة زرقاء على الأسطح وتحقق من أنماط التلامس. تعامل مع إعادة الجلخ كتغيير بُعدي يتطلب إعادة التحقق من المخططات المسطحة، وليس مجرد مهمة صيانة.
إذا كانت الأداة تملك الدقة، فإن عمر الأداة، والتحكم في السماكة الداخلة، وانضباط اتجاه الحبيبات ليست قضايا جانبية. إنها العملية نفسها.
وهذا يفرض السؤال الأكبر الذي ستواجهه كل ورشة في النهاية: هل هذا المستوى من التحكم — في المادة، والأداة، والفحص — يستحق ما تعد به دقة تشكيل اللسان المقولب؟
أنت تطرح السؤال الصحيح: هل كل هذا الانضباط المسبق والرقابة اللاحقة يستحقان العناء؟
إليك الجزء الذي ليس واضحًا تمامًا. في عمل الألسنة المصبوبة، أنت لا تشتري زوايا أكثر إحكامًا — بل تشتري الحق في التوقف عن تعديلها.
في الثني بالهواء، أنت تعيش أمام الشاشة. خرج الجزء بزاوية 91° بدلًا من 90°؟ قم بضبط العمق قليلًا. ملف مختلف؟ أضف تصحيحًا بسيطًا. أنت تقود مقطورة غير مستقرة بعجلة القيادة، مصححًا كل انحراف. ذلك يعمل لأن الزاوية تعتمد على الاختراق والارتداد المرن. في الثني بالهواء، يكون الارتداد المرن إلى حد كبير دالة لنصف القطر الداخلي وقوة المادة وعمق الاختراق. أنت تتحكم بالاختراق. إذن أنت تتحكم بالزاوية.
أدوات اللسان المصبوب تنتزع منك عجلة القيادة بالكامل.
التجويف هو الزاوية. والإيقاف هو العمق. والانحناء الزائد مُصنَّع داخل الأداة. إذا تم قطع الأداة عند 88° بحيث يرتد الجزء إلى 90°، فإن ذلك القرار مجمَّد في الفولاذ. عندما تعمل، تعمل بدون رقابة. وعندما لا تعمل، لا تقوم بالتعديل — بل تعيد التصميم. هذا هو التحول الذهني الذي لا تتبناه معظم الورش بالكامل.
إذن السؤال الحقيقي ليس “هل هي أكثر دقة؟” بل “هل أريد الدقة مدمجة في الفولاذ بدلًا من ضبطها في الساعة 10:37 صباحًا بواسطة من هو في الوردية؟”
مطاردة الزوايا سلوك رد فعل. تصميم الانحناءات سلوك استباقي.
عندما تطارد، فأنت تستجيب لما خرج من المكبس قبل خمس دقائق. عندما تصمم، فأنت تقرر — قبل أن تُقطع الأداة حتى — كيف سيتصرف المحور المحايد، وأين ستنحف المادة، وكيف سيتفاعل اتجاه الحبيبات داخل نصف قطر ثابت. هذا يعني أن معامل K الخاص بك لم يعد رقمًا من دليل، بل هو ثابت هندسي محدد مرتبط بهذا التجويف.
وهنا تتعثر أغلب الورش.
يقطعون أداة لسان مصبوب بناءً على سمك اسمي ومعامل K “نموذجي”، ثم يأملون أن يتمكن المتحكم من إصلاح ما هو خاطئ. لكنه لا يستطيع. لقد رأيت هذا يُهدر تشغيلًا من نوع $50k. بمجرد أن يكون التجويف غير صحيح، كل ضربة تكون خاطئة باستمرار. خاطئة بشكل جميل.
تحقق من الواقع: إذا تخطى صانع الأدوات التحقق من قطر القاطع قبل إنهاء التجويف، أو إذا انزاحت دقة الطحن من المستوى العالي الحقيقي إلى “قريبة كفاية”، فقد أدخلت الخطأ في الشيء الوحيد الذي يحدد الزاوية. لن تتمكن من تصحيحه لاحقًا. الأداة لا تهتم بما يقوله المتحكم.
لذا فإن تصميم الانحناءات يعني جمع التحكم في المادة، وتفاوتات صناعة الأدوات، وحسابات النمط المسطح في نفس الغرفة قبل أن يُقطع الفولاذ. إنها أبطأ في البداية. صارمة بلا رحمة. وتجبرك على طرح سؤال مختلف — متى يكون هذا الألم مبررًا؟
إليك الاختبار الذي أقدمه للعملاء.
أولًا: الحجم. إذا كنت تُشغل بضع مئات من الأجزاء سنويًا، فإن أدوات اللسان المصبوب تشبه شراء محرك سباق لشاحنة توصيل. لن تُوزع تكلفة الانضباط الذي تتطلبه.
ثانيًا: تراكم التفاوتات. إذا كانت زاوية اللسان تتحكم في فجوة لحام لاحقة، أو ضغط ختم، أو مجال تجميع روبوتي، وأنت حاليًا تستهلك وقت العمال لضبط الزوايا وفرز الأجزاء، عندها تبدأ الهندسة الثابتة في أن تكون منطقية. أنت لا تدفع مقابل الزاوية. أنت تدفع للقضاء على عمل التعديل وانحراف التباين.
ثالثًا: استقرار التصميم. تتفوق الأدوات الصلبة عندما يكون المخطط مستقرًا. إذا كان قسم الهندسة لا يزال “يبحث عن الزاوية المناسبة”، فإن اللسان المصبوب هو ساحة المعركة الخاطئة. التغييرات بعد التنفيذ لا تعني برنامجًا جديدًا. إنها تعني فولاذًا جديدًا.
هناك طبقة أخرى يُفوتها معظم الناس: نضج سلسلة التوريد. إذا لم تتمكن من ضمان نطاقات سمك أضيق مما يسمح به الثني بالهواء، وإذا لم تتمكن من تثبيت اتجاه الحبيبات في الألواح، وإذا كان مورد الأدوات لا يمكنه الالتزام بفئة الطحن التي تحددها، فالأداة لا تمتلك الدقة حقًا. التفاوت فقط انتقل إلى مكان لا يمكنك رؤيته.
إذن هل العبء مبرر؟ فقط عندما تكون العملية المحيطة بالأداة ناضجة بما يكفي لتؤدي الهندسة دورها فعليًا.
وهذا يقود إلى العائد — ماذا يحدث عندما يكون الأمر كذلك؟
عندما يتم تنفيذ أدوات اللسان المصبوب بشكل صحيح، يحدث شيء مثير للاهتمام.
يتوقف مكبس الثني لديك عن كونه محطة ضبط ويصبح آلة تكرار.
بدلاً من البرامج التي تحتوي على تصحيحات للزوايا حسب دفعة المواد، تقوم ببناء مكتبة من مجموعات الأدوات المرتبطة بسبائك محددة، ونطاقات السمك، واتجاهات الحبوب. الأداة أ مع المادة س عند سماكة 0.125 بوصة وحبوب متوازية. الأداة ب للنسخة الفولاذية المقاومة للصدأ. كل واحدة منها يتم التحقق منها، توثيقها، وتأمينها.
الآن عامل ك الخاص بك لم يعد نظريًا، بل هو تجريبي ومجمد في تلك التجويف. ارتداد النوابض لديك لم يعد تعديلًا؛ بل هو انثناء مصنّع مسبقًا. والمشغل لديك لم يعد يدور في مكانه — بل يقوم بتحميل الأجزاء في مهد مُشكّل آليًا يحدد النتيجة.
هذه هي العدسة الجديدة التي أريدك أن تعتمدها: دقة اللسان المصبوب لا تتعلق باستخراج أرقام أكثر إحكامًا من نفس طريقة التفكير. بل تتعلق بنقل الدقة إلى مرحلة التصميم والأدوات، بحيث يصبح عمل الماكينة مملًا بدرجة من الاتساق.
الثني بالهواء يعلمك التفكير في التصحيحات.
تشكيل اللسان المصبوب يجبرك على التفكير في الالتزامات.
وبمجرد أن تدرك أن الالتزام يقيم في الفولاذ، وليس على الشاشة، يتغير السؤال من “هل يمكنني تعديل هذا؟” إلى “هل صممت هذا بشكل صحيح؟”


















