

Ho visto un operatore di pressa piegatrice affondare il punzone di altri 0,040 pollici, convinto che l’angolo si sarebbe finalmente chiuso a 60°. Invece si è aperto a 62°.
Fissava lo schermo come se gli avesse mentito. Non l’ha fatto. È stata la sua intuizione a ingannarlo.
Questa è la trappola della piegatura in aria — credere che la profondità equivalga all’angolo e che l’angolo viva nel controllore. Quella logica funziona finché la geometria resta libera.
Nella piegatura in aria standard con matrice a V, la lamiera tocca solo in tre punti: la punta del punzone e le spalle della matrice. Tutto il resto è aria. Questa libertà è il motivo per cui puoi inseguire ±1° regolando la profondità di qualche millesimo. Il materiale può scorrere, stirarsi e ridistribuire le tensioni mentre lo guidi.
Ora immagina un profilo complesso — una forma sagomata con linguette, pareti laterali, sfalsamenti, raggi interni stretti. La lamiera non è più sospesa nel vuoto. Sta toccando le superfici presto e spesso. Il flusso del materiale non è libero; è guidato, a volte intrappolato.
Verifica della realtà: quando il flusso è vincolato, la penetrazione non equivale più all’angolo. Ho visto questo mandare al macero una produzione da $50k.
Se il tuo modello mentale è ancora “aumenta la profondità, chiudi l’angolo”, stai combattendo il metallo invece di capire cosa sta accadendo fisicamente.
Quindi quanto costa davvero forzare un punzone universale a comportarsi come uno personalizzato?
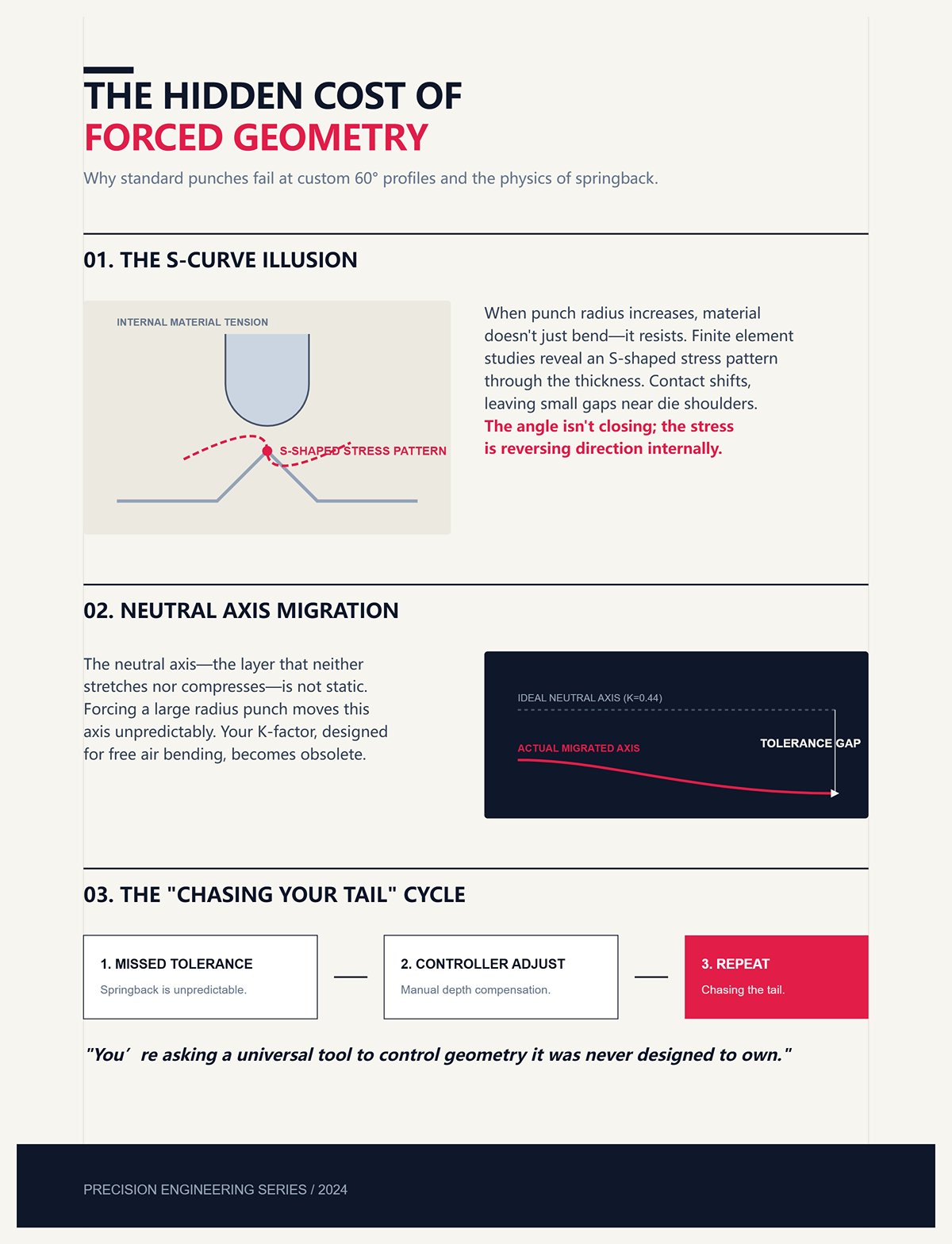
Supponiamo che tu stia cercando di formare un profilo complesso a 60° in una matrice a V con un raggio del punzone ampio. Vai più in profondità aspettandoti un angolo più chiuso. Ma studi agli elementi finiti hanno mostrato qualcosa di spiacevole: man mano che il raggio del punzone aumenta, il materiale può formare un andamento delle tensioni a forma di S attraverso lo spessore. Il contatto si sposta. Si creano piccoli vuoti vicino alle spalle della matrice.
Pensi di chiudere l’angolo. Internamente, la tensione sta invertendo direzione.
Il pezzo torna elasticamente in modo imprevedibile perché l’asse neutro — quel livello immaginario che non si allunga né si comprime — si è spostato. La tua ipotesi sul fattore K, costruita per la piegatura in aria libera, ora è sbagliata. Non di poco. A sufficienza da farti mancare la tolleranza ogni volta.
Così compensi nel controllore. Poi compensi ancora. Ti stai inseguendo da solo.
Tutto perché hai chiesto a un utensile universale di controllare una geometria che non è mai stato progettato per gestire.
Cosa succede quando la geometria reagisce con più forza?
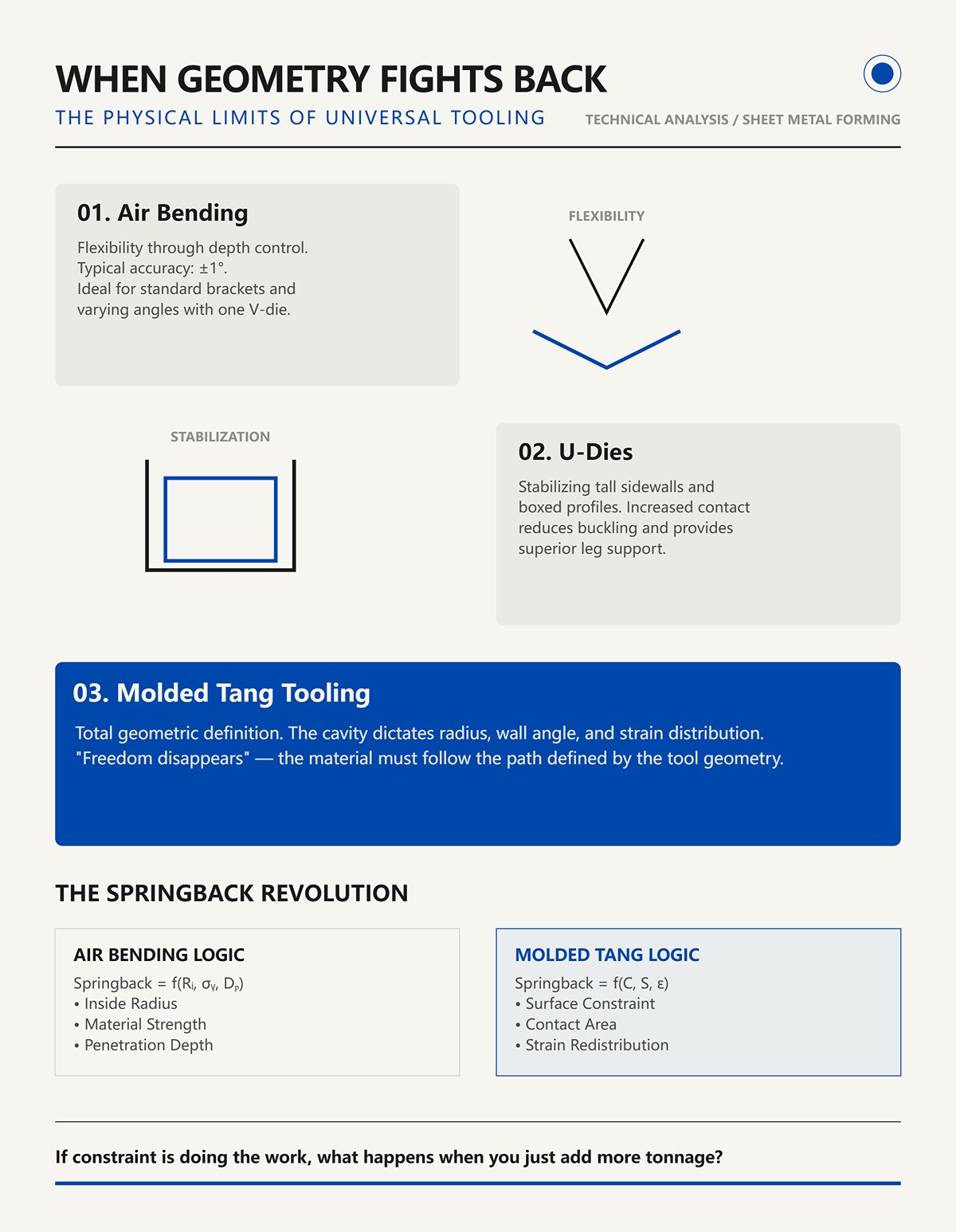
La piegatura in aria promette flessibilità. Una sola matrice a V può ottenere più angoli controllando la profondità. Precisione tipica? Circa ±1° se conosci il tuo materiale. Va bene per le staffe.
Ma quando le pareti laterali diventano alte o i profili più chiusi, la lamiera vuole supporto. Le matrici a U lo dimostrano — stabilizzano i canali sostenendo le gambe, riducendo il rischio di instabilità. Più contatto. Più controllo.
L’utensileria con linguette sagomate va oltre. Non si limita a sostenere il materiale; ne definisce il percorso. La forma della cavità determina il raggio, l’angolo della parete e persino dove si accumula la deformazione. La libertà scompare.
E con ciò, la tua vecchia matematica del recupero elastico.
Nella piegatura in aria, il recupero elastico è in gran parte una funzione del raggio interno, della resistenza del materiale e della profondità di penetrazione. Nella formatura a linguetta stampata, è governato dal vincolo e dal contatto superficiale. La geometria dello strumento ridistribuisce la deformazione prima ancora di arrivare a fondo.
Questo non è un piccolo aggiustamento al tuo foglio di calcolo. È una ricostruzione.
Se il vincolo fa il lavoro, cosa succede quando aggiungi semplicemente più tonnellaggio?

Ho visto operatori ricontrollare le tabelle di tonnellaggio, poi aggiungere il 10 percento “per sicurezza”. La logica è semplice: più forza, meno recupero elastico.
Funziona nella coniatura — dove si piega intenzionalmente l’intera zona di curvatura e si blocca l’angolo. Ma la coniatura consuma gli utensili e non funziona bene con materiali più spessi. È una soluzione di forza bruta.
Nelle forme complesse a linguetta stampata, il tonnellaggio extra spesso aumenta il contatto superficiale più rapidamente, bloccando il materiale prima che finisca di scorrere. Si congelano le tensioni invece di alleviarle. L’angolo deriva di più, non di meno.
È la parte che nessuno vuole sentire.
Perché significa che la precisione non sta più in quanto spingi o quanto vai in profondità. Sta nella forma dell’acciaio che spinge.
E se lo strumento possiede la geometria, allora i tuoi vecchi istinti di piegatura in aria — tabelle di fattore K, regolazioni di profondità, supposizioni sul recupero elastico — non sono solo superati.
Sono irrilevanti.
Quindi il vero cambiamento non è regolare meglio il controller.
È accettare che nella formatura a linguetta stampata, lo strumento è la matematica.
Immagina uno strumento a linguetta stampata con un punzone avvolto da una piastra di ritegno, pareti della cavità che abbracciano entrambi i lati del profilo e un fermo integrato contro cui il pezzo si scontra fisicamente a fondo corsa. Azioni il martinetto e, prima di essere a metà corsa, il foglio sta già toccando l’acciaio su tre, quattro, cinque superfici.
Ora chiediti: se lo strumento possiede tutti quei punti di contatto, dove esattamente il metallo dovrebbe “decidere” il suo angolo finale?
Nella piegatura in aria, guidi un rimorchio libero. Nella formatura a linguetta stampata, fissi il carico in una culla lavorata. La libertà scompare. E una volta che la libertà scompare, scompare anche la vecchia idea che il controller sia in carica. Ciò che accade quando la geometria spinge più forte non è un problema di software — è un problema di meccanica del contatto.
Imposta una semplice piegatura a 90° in aria in acciaio dolce da 0,125 pollici. Contatto a tre punti. Il foglio tocca la punta del punzone e le due spalle della matrice. Tutto il resto è spazio libero. Man mano che penetri più in profondità, il materiale può tirarsi verso l’interno dalle gambe. L’asse neutro — quello strato che non si allunga né si comprime — galleggia ovunque l’equilibrio delle tensioni lo posizioni. Ecco perché pochi millesimi di profondità possono far oscillare di un grado. Il metallo è libero di ridistribuire la deformazione.
Ora avvolgi lo stesso grezzo all’interno di una cavità sagomata del tenone. Aggiungi pareti laterali che entrano in contatto presto. Aggiungi una piastra separatrice che trascina sulla superficie mentre il punzone avanza. Le ricerche sulla flessione vincolata con separatori mostrano qualcosa di critico: l’attrito tra separatore e lamiera induce una forza di trazione lungo la lunghezza della piega. Invece che le fibre interne si comprimano semplicemente e quelle esterne si allunghino, stai effettivamente stirando attivamente l’intera zona di piegatura mentre viene forzata sul punzone.
Quella tensione si oppone al richiamo del materiale. La lamiera non può semplicemente scorrere dalle gambe per alimentare il raggio. Deve allungarsi localmente.
Verifica della realtà: una volta limitato il richiamo, la profondità di penetrazione non corrisponde più in modo lineare all’angolo. Ho visto questo causare scarti in una produzione da $50k.
Nella piegatura in aria, il ritorno elastico dipende in gran parte dal raggio interno, dalla resistenza del materiale e dalla profondità di penetrazione. Nella formatura vincolata, lo stato di sforzo viene riscritto dall’attrito e dal contatto su più superfici prima ancora di arrivare al fondo. L’asse neutro non si “sposta” semplicemente — è bloccato dalla geometria e dalla tensione. Se il metallo viene allungato su una cavità fissa mentre è impedito di alimentarsi, chi sta davvero controllando il percorso della deformazione?
| Sezione | Contenuto |
|---|---|
| Argomento | Piegatura in aria vs. formatura vincolata: dove il materiale si muove realmente |
| Impostazione della piegatura ad aria | Imposta una semplice piegatura in aria a 90° in acciaio dolce da 0,125 pollici con contatto a tre punti. La lamiera tocca la punta del punzone e le due spalle della matrice; tutto il resto è spazio aperto. Con l’aumentare della penetrazione, il materiale può richiamarsi verso l’interno dalle gambe. L’asse neutro — lo strato che non si allunga né si comprime — fluttua in base all’equilibrio degli sforzi. Poche migliaia di profondità possono cambiare l’angolo di un grado perché il metallo è libero di ridistribuire la deformazione. |
| Configurazione della formatura vincolata | Avvolgi lo stesso grezzo all’interno di una cavità sagomata del tenone. Aggiungi pareti laterali che entrano presto in contatto e una piastra separatrice che trascina sulla superficie mentre il punzone avanza. Le ricerche mostrano che l’attrito tra separatore e lamiera induce una forza di trazione lungo la lunghezza della piega. Invece di avere solo compressione interna e trazione esterna, l’intera zona di piegatura viene attivamente stirata mentre viene forzata sul punzone. |
| Differenza di comportamento del materiale | La tensione indotta si oppone al richiamo del materiale. La lamiera non può scorrere dalle gambe per alimentare il raggio e deve allungarsi localmente. |
| Verifica della realtà | Una volta limitato il richiamo, la profondità di penetrazione non corrisponde più direttamente all’angolo. Questo effetto può causare scarti significativi in produzione (ad esempio, una corsa da $50k). |
| Confronto del ritorno elastico | Nella piegatura in aria, il ritorno elastico dipende in gran parte dal raggio interno, dalla resistenza del materiale e dalla profondità di penetrazione. Nella formatura vincolata, l’attrito e il contatto su più superfici riscrivono lo stato di sforzo prima della battuta finale. L’asse neutro diventa vincolato dalla geometria e dalla tensione anziché spostarsi liberamente. |
| Domanda centrale | Se il metallo viene allungato su una cavità fissa mentre è impedito di alimentarsi, cosa sta realmente controllando il percorso di deformazione? |
Prendi uno stampo sagomato del tenone con un raggio interno lavorato di 0,060 pollici. Quel raggio non è un suggerimento. È un fatto d’acciaio. Quando il punzone si chiude nella cavità, la lamiera è costretta a conformarsi a quel raggio lungo tutta la sua lunghezza.
Nella piegatura in aria, il raggio interno è un sottoprodotto — circa il 16 percento dell’apertura a V per l’acciaio dolce come regola empirica. Cambia la larghezza della matrice a V, cambia il raggio. Modifica leggermente la penetrazione, il raggio si sposta un po’. È flessibile, ed è per questo che le tue tabelle del fattore K sono stime statistiche.
In una cavità sagomata del tenone, il raggio è fisso. Ma ecco la parte che la maggior parte delle persone manca: fissare il raggio non significa automaticamente fissare l’angolo, a meno che la distribuzione della pressione non sia corretta.
Se spingi eccessivamente il punzone oltre il punto di arresto previsto, inizi a compattare il reticolo interno — comprimendo la struttura dei grani vicino alla superficie interna. Questo porta verso la battitura o addirittura la coniatura, che può richiedere da cinque a trenta volte la tonnellata della piegatura in aria. Farlo alla cieca può indurre un “ritorno elastico negativo”, in cui il pezzo si chiude effettivamente oltre il nominale dopo il rilascio.
Sembra ottimo finché non assottigli la parete interna e sposti nuovamente il fattore K.
Quindi sì, la geometria fissa elimina la casualità della piegatura in aria libera — ma solo se la cavità sostiene il materiale in modo uniforme e la tonnellatura corrisponde all'intento progettuale. Una distribuzione di pressione scarsa in una cavità stretta può creare sovrastress localizzato, assottigliamento e allungamento imprevedibile. Ora la tua matematica “fissa” è di nuovo rotta, solo in un modo diverso.
La lezione non è che i tang stampati siano infallibili. È che la loro precisione vive o muore in base a come la cavità gestisce l’area di contatto, l’attrito e la distribuzione del carico. Se il raggio è dettato dall’acciaio, cosa blocca l’angolo stesso affinché smetta di interessarsi alla profondità del pistone?
Ho eseguito lavori di piega dal basso su presse freno di trent’anni con encoder imprecisi e ho comunque mantenuto l’angolo. Perché? Perché la matrice era il limite meccanico rigido. Il controllore mi portava solo vicino; lo strumento finiva il lavoro.
Uno strumento con tang stampato e fermo integrato prende quel principio e lo rafforza. Alla corsa completa, il pezzo si assesta fisicamente contro una superficie lavorata che definisce l’angolo finale della parete. Non “approssimativamente.” Non “in base alla profondità.” Si ferma perché colpisce l’acciaio.
Questa è l’indipendenza dal riscontro posteriore in forma fisica.
Se il tuo grezzo è leggermente più lungo o più corto, la piegatura in aria lo mostra subito come variazione d’angolo perché il materiale può incanalarsi diversamente ad ogni ciclo. In una cavità vincolata con un fermo integrato, l’incanalamento è già limitato e la posizione finale è definita dalla faccia del fermo. Una variazione nella profondità del pistone di pochi millesimi non cambia l’angolo una volta che il fermo è ingaggiato — il carico semplicemente aumenta contro lo strumento.
Ma ecco la matematica ibrida di cui nessuno parla: serve comunque abbastanza tonnellatura per assestare completamente il pezzo contro quel fermo senza che il rimbalzo elastico lo tenga lontano dalla superficie. Troppa poca forza e galleggi; troppa e fai coniatura involontaria.
Ciò significa che progettazione dell’attrezzatura, resistenza del materiale e capacità della pressa devono essere calcolati insieme. Il controllore diventa un sistema di erogazione di forza e posizione; lo strumento definisce il risultato.
Una volta accettato che la cavità fissa il raggio, il fermo fissa l’angolo e l’attrito fissa il percorso di deformazione, i vecchi grafici del fattore K per piega in aria non sono solo inaccurati — descrivono un mondo fisico diverso.
Quindi, se lo strumento detta raggio, angolo e stato di deformazione, cosa fa questo alla tua matematica di sviluppo della piega e al recupero elastico?
Avevo una staffa in acciaio dolce da 0,125 pollici che sulla carta risultava perfetta. Numeri da piega in aria. Fattore K a 0,42. Raggio interno stimato al 16 percento di un’apertura a V da 1 pollice. Calcolo dell’allungamento della piega pulito, taglio del grezzo, primo colpo sembrava buono.
Tranne che la flangia è risultata corta. Non di poco. Di 0,060 pollici.
Stesso materiale. Stesso spessore. Ma questa volta è stata formata in una cavità con tang stampato, con un raggio lavorato di 0,060 pollici e pareti laterali che afferravano presto. La vecchia matematica presumeva che l’asse neutro sarebbe fluttuato intorno al 42 percento dello spessore dall’interno. Nella cavità, con l’attrito che allungava la zona di piega e l’incanalamento limitato, quell’asse neutro si è spostato verso l’esterno. Il materiale si è allungato più di quanto previsto dalla tabella. Più allungamento significa più allungamento di piega consumato. Più allungamento consumato significa gambe più corte.
Quello non è un errore di arrotondamento. È un percorso di deformazione diverso.
Se lo strumento fissa raggio e angolo, allora l’unica variabile rimasta nella tua matematica del disegno in piano è come il materiale si allunga effettivamente all’interno di quell’involucro di acciaio. Ed è lì che inizia la ricostruzione.
Prendi la classica formula di allungamento della piega:
BA = angolo × (R + K × T)
Angolo in radianti. R raggio interno. T spessore. K il rapporto dell’asse neutro.
Nella piegatura in aria, K è un compromesso statistico. Il raggio si forma in funzione dell’apertura a V e della penetrazione. Il foglio può tirarsi dalle gambe mentre avvolge il punzone. L’asse neutro “trova” la propria posizione basandosi su una deformazione relativamente libera.
Ora intrappola quello stesso foglio in una cavità modellata con linguetta.
Le pareti laterali si toccano prima dell’avvolgimento completo. Un estrattore applica pressione sopra. L’attrito lungo quelle superfici induce uno stress di trazione lungo la linea di piega. Invece di semplicemente piegarsi, il materiale viene stirato su un raggio fisso di 0,060 pollici mentre gli è impedito di alimentarsi verso l’interno.
Meccanicamente, questo fa due cose:
Se il tuo manuale dice K = 0,42 e la reale condizione vincolata si comporta come 0,48 o 0,50, la tua tolleranza di piega aumenta. Su una piega a 90° in materiale da 0,125 pollici con un raggio di 0,060 pollici, questo cambiamento può consumare da cinquanta a ottanta millesimi di lunghezza in piano.
Verifica della realtà: se stai ancora usando il K-factor del manuale del tuo lavoro con matrice a V, ho visto questo mandare al macero una produzione da $50k.
Potresti fare una piega di prova e ricalcolare un nuovo K come facevano i vecchi con le matrici a V? Certo. Tre colpi, misura, regola, ripeti. Funziona quando la modalità di deformazione resta coerente.
Ma in una linguetta modellata, la coerenza della deformazione dipende dal completo appoggio contro la cavità, dall’attrito costante e dalla forza stabile. Se ne manca uno, il tuo K “calibrato” cambia di nuovo. Quindi la domanda non è se puoi regolarlo, ma se stai regolando il giusto modello fisico fin dall’inizio.
Ho visto operatori piegare in aria oltre misura fino a 88° per farle aprire a 90°. Una mossa da manuale. Invece si è aperta fino a 62°.
Non era magia. Era scorrimento per coniatura. Una volta che si arriva abbastanza in profondità in una cavità stretta, non si è più nella piegatura in aria dominata dall’elasticità. Si comprimono plasticamente le fibre interne e si ridistribuisce lo stress attraverso lo spessore. Quando la geometria spinge indietro più forte, non avviene un dolce recupero elastico — può invertire il segno della correzione.
Nella piegatura in aria, il ritorno elastico è in gran parte funzione del raggio interno, della resistenza del materiale e della profondità di penetrazione. Quindi calcoliamo un angolo di overbend e comandiamo al pistone di arrivare lì.
In una linguetta modellata con fermo integrato, l’angolo finale è definito dal contatto acciaio-acciaio. Non “imposti” 92° sperando che si rilassi a 90°. Lavori la cavità all’angolo che produce 90° dopo il rilascio sotto la forza di pieno appoggio.
Questo è il paradosso: l’overbend non è programmato nel controllore. È lavorato nell’utensile.
Matematicamente, ciò significa che il termine di ritorno elastico passa da una variabile nella regolazione della pressa a un offset fisso nell’angolo della cavità. Se il materiale e lo spessore cambiano, l’angolo della cavità potrebbe non compensare più correttamente. Il tuo fattore di ritorno elastico Ks — angolo finale diviso per angolo caricato — non è più solo basato sul materiale. È materiale più vincolo.
Ignoralo, e inseguirai invano regolando la profondità del pistone contro un fermo rigido che non si cura di ciò che pensa il controllore.
Quindi se la correzione dell’angolo risiede nell’acciaio dell’utensile stesso, quanta forza serve per renderla reale ad ogni ciclo?
Su una piega in aria di 4 piedi in acciaio dolce da 0,125 pollici, potresti applicare, per esempio, 20 tonnellate. Il carico è concentrato lungo una stretta punta del punzone e due spalle della matrice. Contatto limitato. Attrito limitato.
Chiudi quella stessa lunghezza in una cavità modellata con linguetta e avrai il contatto del naso del punzone, il contatto con le pareti laterali, la pressione dello stripper sulla parte superiore e l’appoggio su tutta la lunghezza contro un fermo integrato. L’area di contatto si moltiplica. L’attrito si moltiplica. Il materiale non si sta solo piegando; viene pressato in una forma.
La forza è uguale alla pressione per l’area. Aumenta l’area e il tonnellaggio totale cresce rapidamente.
Se non raggiungi il tonnellaggio richiesto, il pezzo non si appoggerà completamente contro il fermo. Si scaricherà elasticamente leggermente al di fuori della faccia della cavità. Ora il tuo bellissimo angolo di sovrapiega lavorato non si trasferisce nel pezzo. Misuri 91° invece di 90°, regoli la profondità e nulla cambia perché il fermo è già in contatto. Sei limitato dalla forza, non dalla posizione.
Spingerti troppo oltre nella direzione opposta ti porta a una coniatura indesiderata — da cinque a trenta volte il tonnellaggio della piega in aria nei casi estremi — assottigliando la parete interna e modificando di nuovo il tuo K effettivo.
Ecco perché ricalibrare i calcoli non significa solo inserire un nuovo K in un foglio di calcolo. Si tratta di collegare tre cose in un unico modello: deformazione vincolata (K personalizzato), sovrapiega definita dalla cavità (angolo dell’utensile) e tonnellaggio sufficiente per posizionare il pezzo senza schiacciarlo.
Una volta accettato che lo sviluppo della lamiera, la compensazione del ritorno elastico e la capacità della pressa costituiscono un unico sistema nella formatura con linguetta modellata, il controllore diventa la parte meno interessante dell’equazione.
Il che significa che la prossima sfida non è affatto teorica — è capire se la tua configurazione e il tuo allineamento sono abbastanza precisi perché questa matematica rielaborata sopravviva al primo contatto con la linea di produzione.
Hai ricostruito i calcoli. Hai tagliato l’angolo della cavità per compensare il ritorno elastico. Hai verificato che il tonnellaggio possa posizionare il pezzo senza portare alla coniatura.
Ora l’unica cosa che può rovinarti è la configurazione.
Ecco la dura verità: l’attrezzatura per linguetta modellata non perdona giochi come fa la piegatura in aria. Nella piegatura in aria, stai guidando un rimorchio instabile con il volante — un piccolo disallineamento, un leggero aggiustamento del martinetto, e puoi correggere l’angolo. Nella formatura con linguetta modellata, hai imbullonato il carico in una culla lavorata. La geometria decide. Se quella culla è spostata di mezzo millimetro, ogni pezzo sarà sbagliato nello stesso identico modo, alla massima velocità di produzione.
Non è un piccolo errore. È un errore di sistema.
Quindi la domanda diventa pratica: se la matematica è giusta, cosa la mantiene tale in officina?
Parliamo di 0,5 mm.
In una cavità con linguetta modellata con pareti laterali e un fermo integrato, quel disallineamento non altera solo un angolo. Cambia il punto in cui il materiale entra per la prima volta in contatto con la parete. Questo cambia la distribuzione dell’attrito. Questo cambia il percorso della deformazione. E poiché la tua sovrapiega è lavorata nella cavità, il materiale si modellerà docilmente sulla geometria sbagliata.
Non si opporrà. Si conformerà — in modo errato.
In un pezzo semplice con una sola caratteristica, potresti vedere una flangia inclinarsi o un foro spostarsi. In una linguetta multifunzionale con passaggi di raffreddamento, rilievi o pieghe annidate, quel mezzo millimetro si amplifica. Una parete entra in contatto prima. Un’altra non si appoggia mai completamente. Ora hai una pressione di contatto non uniforme lungo la lunghezza, il che significa una correzione del ritorno elastico incorporata nell’acciaio in modo disomogeneo.
Verifica della realtà: Ho visto questo rovinare una produzione da $50k. Il tecnico di setup giurava che i numeri fossero corretti. Lo erano. La matrice non era centrata.
La piegatura in aria tollera un po’ di gioco laterale perché il materiale è libero di ruotare tra la punta del punzone e le spalle della matrice. La formatura del dentello stampato è vincolata su tre lati. Non stai piegando tra due punti; stai pressando in una forma. Il disallineamento non si compensa — si blocca.
Quindi come mantieni costante quel comportamento di contatto quando l’attrito stesso fa parte del modello di deformazione?
Nella piegatura in aria, pensiamo poco alla lubrificazione. Il foglio tocca una punta di punzone e due spalle di matrice. L’area di contatto è piccola. L’attrito conta, ma non è lui a governare.
In una cavità per dentello stampato, l’attrito fa parte del sistema di guida.
Quando il foglio si avvolge e si assesta, la resistenza delle pareti laterali ostacola l’avanzamento. Questa resistenza è ciò che spinge l’asse neutro verso l’esterno e modifica il tuo K effettivo. Cambia la resistenza e cambi la distribuzione della deformazione che hai appena ricostruito in due sezioni.
Lavora a secco il lunedì, con molto olio il martedì, e non sorprenderti se la tua geometria “fissata” comincia a vagare.
È qui che la gente inizia a rincorrere il problema — regolando la profondità del martinetto contro un fermo fisso perché l’angolo è slittato di mezzo grado. Il controller non è cambiato. L’acciaio non si è mosso. Il coefficiente di attrito sì.
Non ti sto dicendo di sommergerlo di lubrificante. Troppa lubrificazione può far scivolare il materiale più di quanto il tuo modello preveda, riducendo l’allungamento a trazione lungo le fibre esterne. Ora la tua cavità di sovrapiegatura sovracorregge.
La costanza batte la perfezione. Scegli una condizione di lubrificazione. Fissala. Documentala come fosse una dimensione.
Perché in questo processo, lo è.
Il che ci porta alla parte di disciplina che la maggior parte delle officine sorvola.
Se la formatura del dentello stampato è un sistema accoppiato di deformazione, geometria e forza, allora il setup deve rispettare tale accoppiamento.
Non “butti dentro e colpisci”.”
Blocchi. Misuri. Verifichi.
In quest’ordine.
Prima di lavorare il materiale, posiziona completamente il dentello nel supporto e misura le facce della matrice rispetto alla linea centrale del martinetto. Non ad occhio. Misura.
Stai cercando il parallelismo e il centraggio lungo tutta la lunghezza di lavoro, non solo a un’estremità. Una cavità può essere perpendicolare sul lato sinistro e fuori asse sul lato destro se il supporto o il banco hanno detriti, bave o coppie di serraggio irregolari sui morsetti.
L'acciaio pulito conta qui più del software, sempre.
Se il codolo non è completamente inserito, il tuo angolo di arresto integrato — quello che porta la compensazione di ritorno elastico — non è dove pensi che sia. Ora il tuo “sovrapiegamento lavorato” è una variabile fluttuante.
E non te ne accorgerai finché i pezzi non si accumuleranno fuori tolleranza.
Con l'allineamento confermato, abbassa lentamente il pistone fino al contatto senza materiale. Verifica il contatto uniforme lungo la faccia della cavità utilizzando lamelle di spessimetro o carta di pressione se ne disponi.
Non stai controllando l'angolo. Stai verificando la distribuzione della forza di seduta.
Poi introduci il materiale e esegui un colpo controllato per confermare la piena seduta contro l'arresto alla tua tonnellata calcolata. Osserva la curva di carico se la tua pressa la mostra. Un aumento pulito e un plateau stabile indicano che il limite di forza è corretto. Un picco o una salita irregolare possono segnalare contatto localizzato o innesto prematuro della parete.
Ricorda cosa succede quando la geometria spinge indietro più forte: la pressa deve avere abbastanza autorità per trasferire l'angolo della cavità nel pezzo. Se sei a corto di forza, il pezzo si staccherà dall’arresto e ti ingannerà sul banco.
I numeri di profondità non significano nulla se la forza non c’è.
La maggior parte delle officine misura l'angolo e lo considera a posto.
Questa è mentalità da piegatura in aria.
Per codoli stampati, convalida tre cose sul primo pezzo: angolo finale, posizione della caratteristica rispetto alla linea di piega e segni di contatto delle pareti all'interno della cavità. Quei segni testimoni ti dicono se la seduta è uniforme o sbilanciata.
Se l'angolo è corretto ma la caratteristica si è spostata, la tua ipotesi di K sotto vincolo potrebbe essere errata — o l’attrito non è quello che hai modellato. Se i segni di contatto sono pesanti da un lato, l'allineamento o la lubrificazione non sono ancora stabili.
Questo è il punto in cui la matematica ricostruita incontra la realtà dell'acciaio.
Se lo fai bene, trasformi un setup fragile in un sistema ripetibile. Se lo fai male, ogni ciclo produce rottami più velocemente.
E una volta che allineamento, attrito e corsa sono disciplinati, un’altra domanda si insinua — cosa succede quando il materiale stesso non si comporta allo stesso modo da bobina a bobina?
| Passo | Contenuto |
|---|---|
| Passo 1: Posizionare il dentello e verificare l’allineamento della matrice | Prima di lavorare il materiale, inserisci completamente il codolo nel supporto e verifica le facce della matrice rispetto alla linea centrale del pistone. Non a occhio. Verifica strumentalmente. Stai cercando il parallelismo e il centraggio lungo l’intera lunghezza di lavoro, non solo a un’estremità. Una cavità può essere squadrata sul lato sinistro e inclinare a destra se il supporto o il banco hanno detriti, bave o coppia irregolare sui morsetti. L'acciaio pulito conta qui più del software, sempre. Se il codolo non è completamente inserito, il tuo angolo di arresto integrato — quello che porta la compensazione di ritorno elastico — non è dove pensi che sia. Ora il tuo “sovrapiegamento lavorato” è una variabile fluttuante. E non te ne accorgerai finché i pezzi non si accumuleranno fuori tolleranza. |
| Passo 2: Calibrazione della corsa del pistone per il sovracorsa | Con l'allineamento confermato, abbassa lentamente il pistone fino al contatto senza materiale. Verifica il contatto uniforme lungo la faccia della cavità utilizzando lamelle di spessimetro o carta di pressione se ne disponi. Non stai controllando l'angolo. Stai verificando la distribuzione della forza di seduta. Poi introduci il materiale e esegui un colpo controllato per confermare la piena seduta contro l'arresto alla tua tonnellata calcolata. Osserva la curva di carico se la tua pressa la mostra. Un aumento pulito e un plateau stabile indicano che il limite di forza è corretto. Un picco o una salita irregolare possono segnalare contatto localizzato o innesto prematuro della parete. Ricorda cosa succede quando la geometria spinge indietro più forte: la pressa deve avere abbastanza autorità per trasferire l'angolo della cavità nel pezzo. Se sei a corto di forza, il pezzo si staccherà dall’arresto e ti ingannerà sul banco. I numeri di profondità non significano nulla se la forza non c’è. |
| Passo 3: Validazione del primo pezzo oltre il controllo dell’angolo | La maggior parte delle officine misura l'angolo e lo considera a posto. Questa è mentalità da piegatura in aria. Per codoli stampati, convalida tre cose sul primo pezzo: angolo finale, posizione della caratteristica rispetto alla linea di piega e segni di contatto delle pareti all'interno della cavità. Quei segni testimoni ti dicono se la seduta è uniforme o sbilanciata. Se l'angolo è corretto ma la caratteristica si è spostata, la tua ipotesi di K sotto vincolo potrebbe essere errata — o l’attrito non è quello che hai modellato. Se i segni di contatto sono pesanti da un lato, l'allineamento o la lubrificazione non sono ancora stabili. Questo è il punto in cui la matematica ricostruita incontra la realtà dell'acciaio. Se lo fai bene, trasformi un setup fragile in un sistema ripetibile. Se lo fai male, ogni ciclo produce rottami più velocemente. E una volta che allineamento, attrito e corsa sono disciplinati, un’altra domanda si insinua — cosa succede quando il materiale stesso non si comporta allo stesso modo da bobina a bobina? |
Imposti tutto accuratamente. Indichi la matrice. Verifichi la posizione. Blocchi la lubrificazione come fosse una quota di progetto. La prima bobina corre perfettamente.
Arriva la seconda bobina. Stesse specifiche sulla carta: acciaio inox da 16 gauge. Premi l’arresto, tonnellaggio pieno, curva di carico pulita. Invece si apre a 62°.
Nulla si è mosso sulla macchina. La geometria non è cambiata. Allora cosa sì?
Quando fai una piegatura in aria, hai margine per correggere. La profondità cambia l’angolo. Il materiale ruota su due spalle. Se lo spessore varia di qualche millesimo, spingi un po’ il martinetto e prosegui. Il controllore si fa carico di parte del lavoro.
Gli utensili a forma stampata non ti offrono quel volante di correzione. La cavità governa l’angolo. L’arresto governa l’angolo di sovrapiega. Quando l’utensile È la matematica, qualsiasi cambiamento in ciò che riempie quella cavità diventa un tuo problema.
Ecco il tallone d’Achille.
Ho visto una pressa di precisione faticare con acciaio inox che variava di 0,003 pollici dal bordo al centro. Più spesso al centro, più sottile ai lati. Nessuno schema che si potesse compensare con una semplice correzione tipo “due millesimi uguale due gradi.” Lungo la stessa linea di piega, una sezione era sottopiegata mentre l’altra era troppo seduta.
Nella piegatura in aria, quella incoerenza in parte si compensa. Il foglio tocca in tre punti. Le sezioni più spesse resistono di più alla penetrazione, quindi regoli la profondità o lasci che il sistema di correzione dell’angolo lavori un po’. Non è perfetto, ma è regolabile.
Ora metti lo stesso foglio dentro una cavità a tang stampata.
Non stai più piegando tra due punti. Stai spostando il materiale in un volume definito. Se il foglio è più spesso di 0,003 pollici a metà della lunghezza, raggiunge prima le pareti della cavità. La pressione di contatto aumenta localmente. Lì l’attrito cresce. Questo sposta l’asse neutro in modo diverso in quel punto, cambiando il fattore K effettivo lungo tutta la lunghezza.
Ed ecco ciò che la maggior parte delle persone non considera: l’arresto non sa nulla di tutto questo. Dice solo: “Questo è l’angolo.”
Così la sezione più spessa potrebbe non sedersi mai completamente contro la faccia di sovrapiega mentre i bordi più sottili sì. Ti ritrovi con un pezzo che sembra a posto da un lato e ti inganna dall’altro.
Verifica della realtà: ho visto questa situazione scartare una produzione da $50k. Il disegno richiedeva una simmetria stretta del tang. Il certificato del materiale diceva “entro tolleranza.” La bobina era regolare. I pezzi no.
Con geometria fissa, la tolleranza di spessore smette di essere una nota d’acquisto e diventa una variabile di formatura. Vuoi precisione stampata? Allora la variazione di spessore in ingresso deve essere più stretta di quella mai richiesta dalla piegatura in aria. Altrimenti finisci per combattere il metallo dentro una cavità che non puoi regolare.
Quindi se lo spessore è un asse di variabilità, che dire del modo in cui scorre il metallo?
Prendi due lamiere dallo stesso foglio. Una tagliata con la linea di piega parallela alla direzione di laminazione, una perpendicolare. Stesso spessore. Stessa lega. Stesso setup.
In genere, la piegatura parallela alla fibratura è più facile. Quella perpendicolare oppone più resistenza. È metallurgia di base: la laminazione allunga i grani e piegare attraverso di essi significa allungarsi attraverso più confini. La resistenza allo snervamento cambia effettivamente con l’orientamento.
Nella piegatura in aria, percepisci quella differenza come ritorno elastico. Ritocchi la profondità o l’angolo di correzione. Fatto.
In una cava sagomata per linguetta, la situazione cambia perché il materiale non è libero di trovare il proprio raggio. Il raggio interno è in gran parte dettato dalla geometria della cava. Nella piegatura in aria, il ritorno elastico è principalmente funzione del raggio interno, della resistenza del materiale e della profondità di penetrazione. Qui, la profondità di penetrazione è fissata dallo stop, e il raggio è vincolato dalla matrice.
Quindi, quando ruoti la direzione della fibra e la resistenza allo snervamento cambia, anche la resistenza del materiale a essere forzato in quel raggio fisso cambia. Cosa succede quando la geometria oppone più resistenza? O non raggiungi la forza di assestamento completa — il che significa conformità incompleta alla cava — oppure la raggiungi con uno stress maggiore intrappolato nel pezzo.
Ho visto utensili identici per linguetta lavorare acciaio dolce tutta la settimana, poi passare all’acciaio inox senza ripensare al fattore cava. L’acciaio inox incrudisce più velocemente. Vuole un raggio interno più grande — pensa a 10–12 volte lo spessore nella selezione convenzionale della matrice, non 8. Se la tua cava sagomata è stata progettata per il flusso dell’acciaio dolce, l’acciaio inox o combatterà per riempirla o si creperà nell’angolo.
Non esiste una cava universale che ignori lega e fibra. Se non compensi preventivamente la geometria per il comportamento di flusso specifico del materiale, torni a inseguire il problema con regolazioni della corsa che non fissano davvero il percorso di deformazione.
Quindi blocchi lo spessore. Controlli l’orientamento della fibra sul disegno in piano. Progetti cave per ogni lega, non per ogni spessore nominale.
Ora supponiamo che tu abbia fatto tutto questo.
Cosa succede dopo cinquantamila colpi?
I primi pezzi da un nuovo utensile sagomato per linguetta sono un capolavoro. Linee di contatto nette. Assestamento pulito. Angoli perfetti perché la faccia della cava mantiene ancora il suo sovra-angolo lavorato — magari tagliata a 88° in modo che il pezzo ritorni a 90°.
Lavoralo abbastanza a lungo, specialmente su acciaio inox ad alta resistenza, e i bordi della cava si lucidano. Poi si arrotondano. Micron all’inizio. Poi misurabile.
Non lo vedrai a occhio nudo. Lo vedrai nei pezzi. Cominciano a uscire leggermente aperti. Non drasticamente errati. Solo con una deriva.
Ricorda, in questo sistema l’angolo è incorporato nell’acciaio della matrice. Se la faccia di sovra-angolo si consuma da 88° verso 89°, hai appena ridotto la compensazione per ritorno elastico incorporata. La pressa va ancora a fondo allo stesso stop. La curva di carico sembra ancora corretta. Ma la geometria è cambiata.
Questo è il lato oscuro di “l’utensile è la matematica.” La matematica può erodersi.
L’usura cambia anche il comportamento di attrito. Pareti lucidate possono ridurre la resistenza, permettendo un leggero maggior tiraggio prima dell’assestamento completo. Questo modifica di nuovo la distribuzione della deformazione, variando il K-factor effettivo senza che nessuno tocchi un numero nel controllore.
La piegatura in aria tollera una certa usura dell’utensile perché l’angolo deriva dalla profondità. La formatura sagomata per linguetta è meno tollerante. Servono intervalli di ispezione dell’usura legati al conteggio dei colpi e al tipo di materiale. Misura periodicamente l’angolo della cava. Colora le facce con blu e controlla i modelli di contatto. Considera la ri-affilatura come un cambiamento dimensionale che richiede la rivalidazione dei disegni in piano, non solo un compito di manutenzione.
Se l’utensile detiene la precisione, allora durata dell’utensile, controllo dello spessore in ingresso e disciplina della fibra non sono questioni marginali. Sono il processo.
E questo impone la domanda più grande che ogni officina alla fine affronta: questo livello di controllo — su materiale, utensile e ispezione — vale ciò che promette la precisione della formatura sagomata per linguetta?
Stai ponendo la domanda giusta: tutta questa sorveglianza a monte e cura a valle vale davvero la pena?
Ecco la parte che non è ovvia. Nel lavoro con la linguetta stampata, non stai acquistando angoli più stretti — stai acquistando il diritto di smettere di regolarli.
Nella piegatura in aria, vivi davanti allo schermo. Il pezzo esce a 91° invece di 90°? Aggiusta la profondità. Una bobina diversa? Correggi la compensazione. Stai guidando un rimorchio instabile con il volante, correggendo ogni oscillazione. Funziona perché l’angolo è una funzione della penetrazione e del ritorno elastico. Nella piegatura in aria, il ritorno elastico dipende in gran parte dal raggio interno, dalla resistenza del materiale e dalla profondità di penetrazione. Tu controlli la penetrazione. Quindi controlli l’angolo.
L’attrezzatura con linguetta stampata ti strappa via quel volante dalle mani.
La cavità è l’angolo. Il fermo è la profondità. L’iperpiega è lavorata nella matrice. Se l’utensile è stato tagliato a 88° in modo che il pezzo ritorni a 90°, quella decisione è congelata nell’acciaio. Quando funziona, funziona senza supervisione. Quando non funziona, non ritocchi — ridisegni. Questo è il cambiamento mentale che la maggior parte delle officine non fa mai completamente.
Quindi la vera domanda non è “È più preciso?” ma “Voglio che la precisione sia ingegnerizzata nell’acciaio invece che regolata alle 10:37 del mattino da chiunque sia di turno?”
Inseguire gli angoli è reattivo. Progettare le pieghe è proattivo.
Quando insegui, stai reagendo a ciò che è uscito dalla pressa cinque minuti fa. Quando progetti, stai decidendo — prima ancora che l’utensile venga tagliato — cosa farà l’asse neutro, dove il materiale si assottiglierà, come reagirà la fibra interna a un raggio fisso. Ciò significa che il tuo fattore K non è più un numero da manuale. È una costante specifica della geometria legata a quella cavità.
Ed è lì che la maggior parte delle officine inciampa.
Tagliano un utensile con linguetta stampata basandosi sullo spessore nominale e su un fattore K “tipico”, poi sperano che il controllore possa sistemare ciò che è fuori tolleranza. Non può. Ho visto questo rovinare una produzione da $50k. Una volta che la cavità è sbagliata, ogni colpo è costantemente sbagliato. Meravigliosamente sbagliato.
Verifica della realtà: se il tuo utensiliere salta la verifica del diametro del tagliente prima di finire la cavità, o se la tolleranza di rettifica scende dalla vera alta precisione a “abbastanza vicino”, hai incorporato l’errore nell’unica cosa che determina l’angolo. Non lo correggerai più tardi. L’utensile non si cura di ciò che dice il controllore.
Quindi progettare le pieghe significa riunire controllo del materiale, tolleranze di costruzione utensile e calcoli dello sviluppo piano nella stessa stanza prima che l’acciaio venga tagliato. È più lento all’inizio. È spietato. E costringe a porsi una domanda diversa — quando è giustificato quel dolore?
Ecco il test che propongo ai clienti.
Primo: il volume. Se produci poche centinaia di pezzi all’anno, un utensile con linguetta stampata è come comprare un motore da corsa per un furgone da consegna. Non ammortizzerai mai la disciplina che richiede.
Secondo: l’accumulo delle tolleranze. Se l’angolo della linguetta controlla un gioco di saldatura a valle, una compressione di guarnizione o la finestra di un’assemblaggio robotizzato, e attualmente stai spendendo manodopera per ritoccare angoli e selezionare pezzi, allora la geometria fissa inizia ad avere senso. Non stai pagando per l’angolo. Stai pagando per eliminare la manodopera di regolazione e la deriva delle variazioni.
Terzo: la stabilità del progetto. Gli utensili rigidi eccellono quando il disegno è definitivo. Se il reparto tecnico sta ancora “trovando l’angolo giusto”, la linguetta stampata è il campo di battaglia sbagliato. Le modifiche successive non significano un nuovo programma. Significano nuovo acciaio.
C’è un altro livello che la maggior parte delle persone non vede: la maturità della catena di fornitura. Se non puoi garantire gamme di spessore più strette di quelle tollerate dalla piegatura in aria, se non puoi bloccare la direzione della fibra sui grezzi, se il tuo fornitore di utensili non può mantenere la classe di rettifica che hai specificato, allora l’utensile non “possiede” veramente la precisione. La variabilità è solo migrata in un punto che non puoi vedere.
Quindi il peso è giustificato? Solo quando il processo che circonda l’utensile è abbastanza maturo da permettere alla geometria di fare davvero il suo lavoro.
Questo ci porta al risultato finale — cosa succede quando lo è davvero?
Quando l’attrezzaggio a linguetta stampata è eseguito correttamente, accade qualcosa di interessante.
Il tuo pressopiega smette di essere una stazione di regolazione e diventa una macchina di replicazione.
Invece di programmi con correzioni d’angolo per ogni lotto di materiale, costruisci una libreria di set di utensili legati a specifiche leghe, fasce di spessore e orientamenti della fibra. Utensile A con Materiale X a 0,125 in. e fibra parallela. Utensile B per la variante in acciaio inox. Ognuno validato, documentato, bloccato.
Ora il tuo fattore K non è teorico. È empirico e fissato in quella cavità. Il tuo ritorno elastico non è una regolazione; è una sovrapiegatura lavorata. Il tuo operatore non gira in tondo — carica i pezzi in una culla lavorata che determina il risultato.
Questa è la nuova prospettiva che voglio che tu porti avanti: la precisione della linguetta stampata non riguarda l’ottenere numeri più stretti con la stessa mentalità. Riguarda lo spostare la precisione a monte, nel progetto e negli utensili, affinché il lavoro della macchina diventi noiosamente coerente.
La piegatura in aria ti insegna a pensare in termini di correzioni.
La formatura con linguetta stampata ti costringe a pensare in termini di impegni.
E una volta che accetti che l’impegno risiede nell’acciaio, non sullo schermo, la domanda passa da “Posso modificare questo?” a “L’ho progettato correttamente?”


















