

Bir pres freni operatörünün, açı nihayet 60°'ye ulaşacağına inanarak bir zımba ucunu fazladan 0,040 inç gömdüğünü gördüm. Bunun yerine açı 62°'ye açıldı.
Ekrana sanki kendisine yalan söylüyormuş gibi baktı. Yalan söylemiyordu. Onun sezgisi yanılıyordu.
İşte bu, hava ile bükme tuzağıdır — derinliğin açıya eşit olduğunu ve açının kontrolörün içinde yaşadığını sanmak. Bu mantık, geometri serbest olmaktan çıkana kadar işe yarar.
Standart V-kalıp hava ile bükme işleminde, sac yalnızca üç noktadan temas eder: zımba ucu ve kalıp omuzları. Geri kalan her şey havadadır. Bu serbestlik sayesinde derinliği birkaç binlik artırarak ±1°’yi yakalayabilirsiniz. Malzeme, siz yönlendirirken kayabilir, uzayabilir ve gerilimi yeniden dağıtabilir.
Şimdi karmaşık bir profili hayal edin — yan duvarlara, offsetlere, dar iç yarıçaplara sahip kalıplanmış bir tırnak formu. Sac artık uzayda asılı durmuyor. Yüzeylere erken ve sık temas ediyor. Malzeme akışı serbest değil; yönlendiriliyor, bazen de hapsoluyor.
Gerçeklik Kontrolü: Akış kısıtlandığında, nüfuz derinliği artık açıya eşit olmaz. Bunun, $50k’lık bir üretim serisini hurdaya çıkardığını gördüm.
Zihinsel modeliniz hâlâ “derinlik ekle, açı kapansın” ise, metali anlamak yerine ona karşı savaşıyorsunuz demektir.
Peki evrensel bir zımbayı özel bir zımba gibi davrandırmanın gerçek maliyeti nedir?
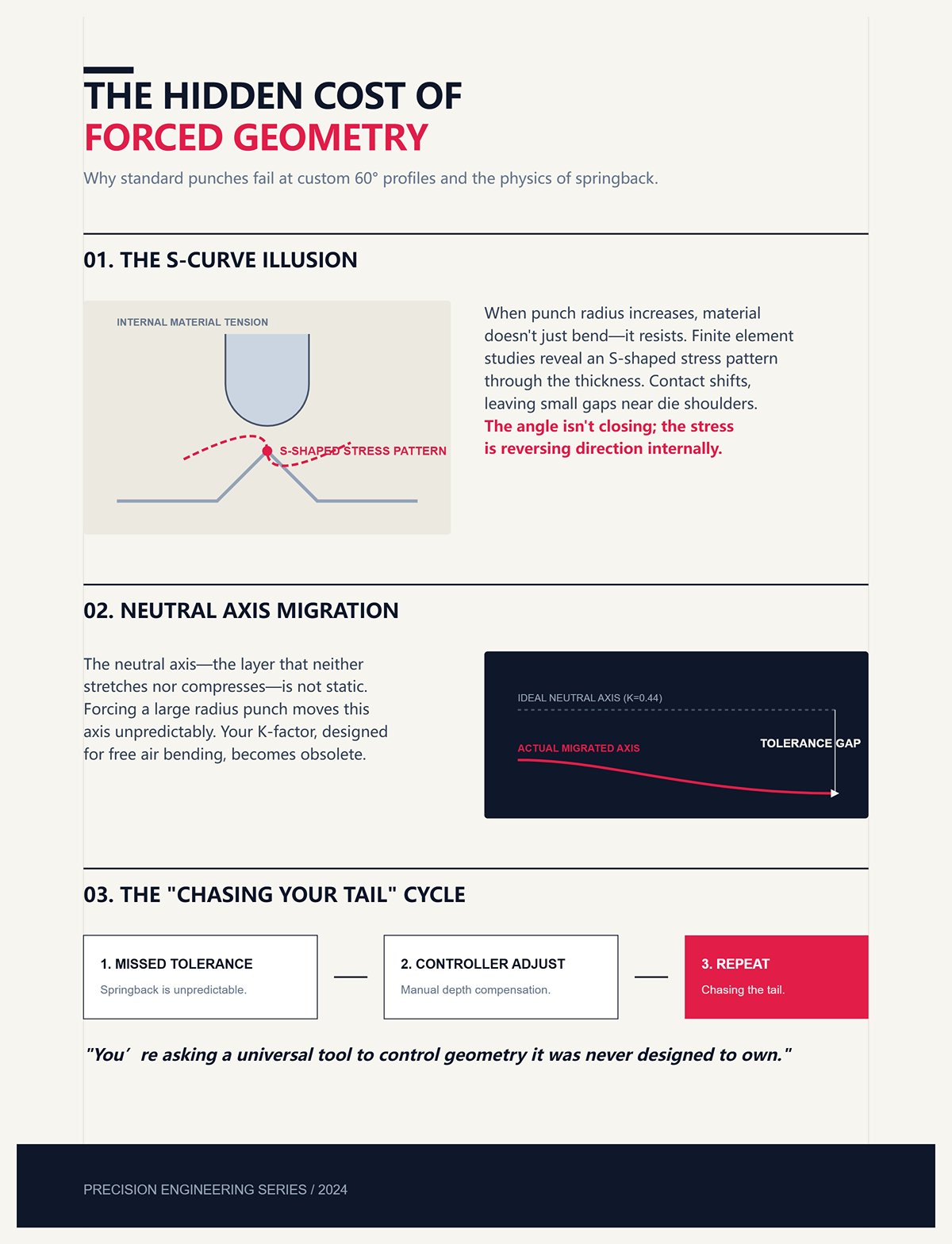
Diyelim ki büyük zımba yarıçaplı bir V-kalıpta karmaşık bir 60° profil şekillendirmeye çalışıyorsunuz. Daha sıkı açı bekleyerek daha derine gidiyorsunuz. Ancak sonlu eleman analizleri hoş olmayan bir şey göstermiştir: Zımba yarıçapı arttıkça, malzeme kalınlık boyunca S şeklinde bir gerilim deseni oluşturabilir. Temas noktaları yer değiştirir. Kalıp omuzlarının yakınında küçük boşluklar oluşur.
Açıyı kapattığınızı sanıyorsunuz. İçte, gerilim yön değiştiriyor.
Parça öngörülemez şekilde geri yaylanır çünkü nötr eksen — gerilmeyen ya da sıkışmayan o hayali katman — yer değiştirmiştir. Serbest hava bükme için oluşturduğunuz K-faktörü varsayımı artık yanlış. Hem de küçük bir miktar değil. Toleransı her seferinde kaçıracak kadar.
Sonra kontrolörde telafi edersiniz. Sonra yeniden telafi edersiniz. Kendi kuyruğunuzu kovalarsınız.
Tüm bunlar, evrensel bir aracı, sahip olması için tasarlanmamış bir geometriyi kontrol etmeye zorladığınız için.
Peki geometri daha sert geri ittiğinde ne olur?
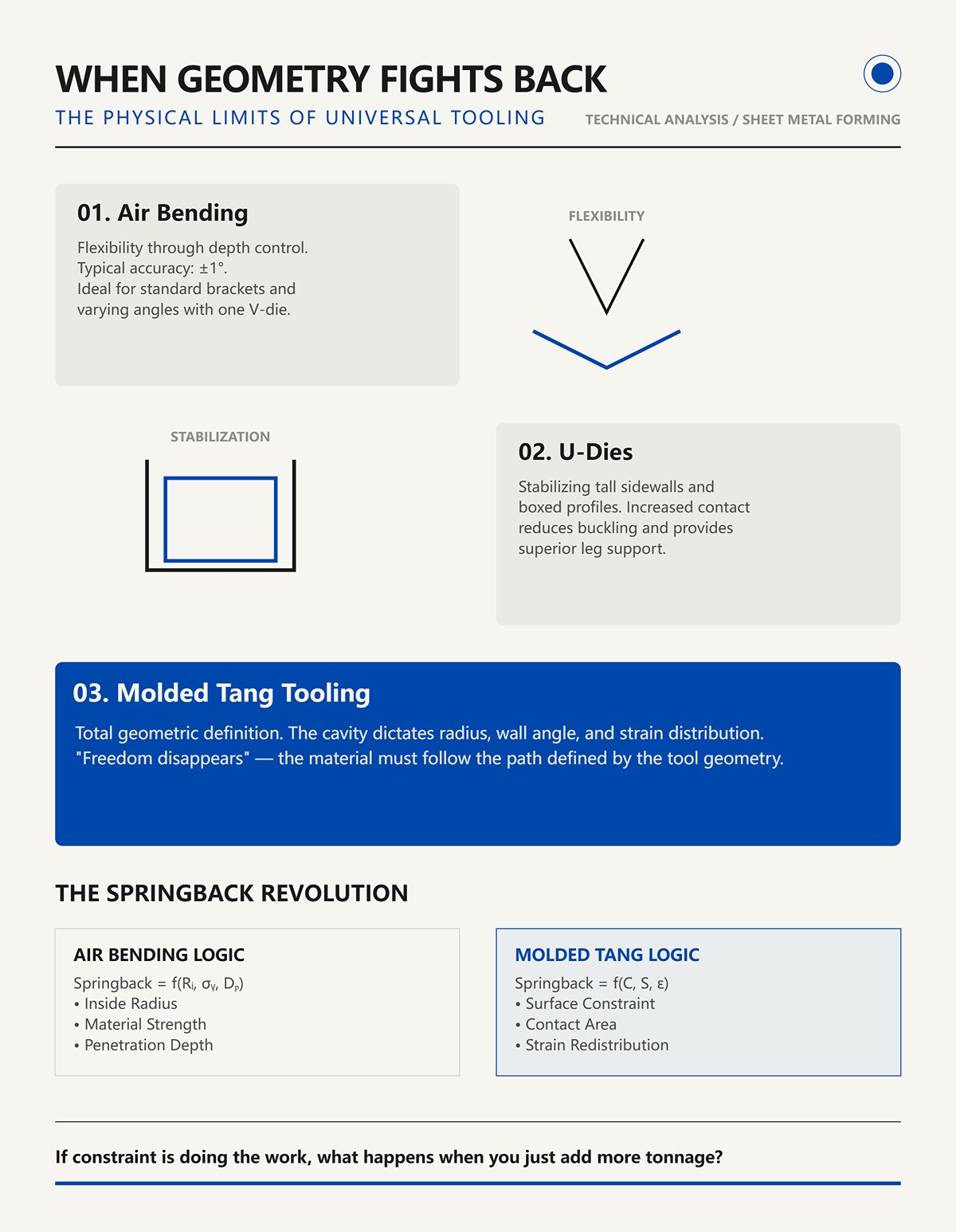
Hava ile bükme esneklik vaat eder. Bir V-kalıp, derinlik kontrolüyle birden fazla açıyı yapabilir. Tipik hassasiyet? Malzemenizi biliyorsanız yaklaşık ±1°. Braketler için iyidir.
Ama yan duvarlar uzadığında veya profiller kutu şeklini aldığında, sac destek ister. U-kalıplar bunu kanıtlar — kanalları, bacakları destekleyerek stabilize eder, burkulmayı azaltır. Daha fazla temas. Daha fazla kontrol.
Kalıplanmış tırnak takımları daha da ileri gider. Yalnızca malzemeyi desteklemekle kalmaz; yolunu tanımlar. Oyuk şekli yarıçapı, duvar açısını, hatta gerilimin nerede birikeceğini belirler. Serbestlik ortadan kalkar.
Ve onunla birlikte, eski geri esneme matematiğiniz.
Hava bükmede, geri esneme büyük ölçüde iç yarıçap, malzeme dayanımı ve nüfuz derinliğinin bir fonksiyonudur. Kalıplanmış tanga form vermede ise, kısıtlama ve yüzey teması ile kontrol edilir. Takım geometrisi, daha alt noktaya ulaşmadan gerilimi yeniden dağıtır.
Bu, elektronik tabloya küçük bir ayar değil. Bu, yeniden inşa.
Eğer işi kısıtlama yapıyorsa, sadece daha fazla tonaj eklediğinizde ne olur?

Operatörlerin tonaj tablolarını tekrar kontrol edip, “emin olmak için” yüzde 10 eklediklerini gördüm. Mantık basit: daha fazla kuvvet, daha az geri esneme.
Bu, tüm bükme bölgesini bilerek akma sınırına getirip açıyı sabitlediğiniz kalıplamada işe yarar. Ancak kalıplama, takımları yıpratır ve daha kalın malzeme ile iyi çalışmaz. Bu kaba kuvvet çözümüdür.
Karmaşık kalıplanmış tanga formlarında, ekstra tonaj genellikle yüzey temasını daha erken artırır, malzemeyi akışı tamamlamadan kilitler. Gerilimi hafifletmek yerine içinde dondurursunuz. Açı daha fazla sapar, daha az değil.
İşte kimsenin duymak istemediği kısım bu.
Çünkü bu, hassasiyetin artık ne kadar sert ittiğinizde ya da ne kadar derine gittiğinizde olmadığını gösterir. Hassasiyet, iten çeliğin şeklinin içinde yaşar.
Ve eğer geometriye takım sahip ise, eski hava bükme içgüdüleriniz — K-faktör tabloları, derinlik ayarları, geri esneme tahminleri — sadece eski değil.
Alakasız.
Yani gerçek değişim, kontrol cihazını daha iyi ayarlamak değil.
Kalıplanmış tanga form vermede matematiğin takım olduğunu kabul etmektir.
Bir kalıplanmış tanga takımını gözünüzde canlandırın: bir zımbanın etrafı sıyırıcı plaka ile sarılmış, boşluk duvarları profilin her iki yanını kavramış ve parçanın altta fiziksel olarak çarptığı entegre bir durdurma noktası var. Koçu çalıştırıyorsunuz ve daha yarı inişte, sac zaten üç, dört, beş yüzeye dokunuyor.
Şimdi kendinize sorun: eğer tüm bu temas noktalarına takım sahip ise, metal tam açısını nerede “karar vermeli”?
Hava bükmede, gevşek bir römorku yönlendirirsiniz. Kalıplanmış tanga form vermede, yükü işlenmiş bir beşiğe sabitlersiniz. Özgürlük ortadan kaybolur. Ve özgürlük kaybolunca, kontrol cihazının söz sahibi olduğu eski fikir de kaybolur. Geometri daha sert geri ittiğinde olan şey bir yazılım problemi değil — kinematik temas problemidir.
0.125 inç yumuşak çelikte basit bir 90° hava bükme kurun. Üç nokta teması. Sac, zımba ucuna ve iki kalıp omzuna dokunur. Geri kalan her şey boşluktur. Daha derine nüfuz ettikçe, malzeme kollarından içe doğru gelebilir. Nötr eksen — gerilmeyen veya sıkışmayan tabaka — stres dengesi nereye koyarsa orada durur. Bu yüzden birkaç binlik derinlik, açıyı bir derece oynatabilir. Metal gerilimi yeniden dağıtmada özgürdür.
Şimdi aynı plakayı şekillendirilmiş bir tırnak boşluğuna sarın. Erken temas eden yan duvarlar ekleyin. Zımbanın ilerlemesi sırasında yüzeye sürtünen bir sıyırma plakası ekleyin. Sıyırıcılarla kısıtlı bükme üzerine yapılan araştırmalar kritik bir şey gösteriyor: sıyırma plakası ile levha arasındaki sürtünme, bükme boyunca çekme kuvveti oluşturuyor. İç lifler sadece sıkışmak, dış lifler sadece gerilmek yerine, bükme bölgesinin tamamı zımbanın üzerinden zorlanarak geçirilirken aktif olarak geriliyor.
Bu gerilim malzemenin içe çekilmesine direniyor. Levha bacaklardan radyusu beslemek için kayamıyor; yerel olarak uzamak zorunda.
Gerçek Kontrol: içe çekilme kısıtlandığında, delme derinliği artık açı ile net biçimde eşleşmiyor. Bunu, $50k’lik bir üretim serisini hurdaya çıkardığını gördüm.
Serbest hava bükmede, yaylanma büyük ölçüde iç radyus, malzeme dayanımı ve delme derinliğine bağlıdır. Kısıtlı şekillendirmede, gerilme durumu daha tabana ulaşmadan önce sürtünme ve çok yüzeyli temas ile yeniden yazılır. Nötr eksen sadece “kaymıyor” — geometri ve gerilimle sabitleniyor. Metal, sabit bir boşluk üzerinde gerilirken beslenmesi engelleniyorsa, gerinim yolunu aslında kim kontrol ediyor?
| Bölüm | İçerik |
|---|---|
| Konu | Hava bükme ile kısıtlı form verme: malzemenin gerçekten hareket ettiği yer |
| Hava Bükme Kurulumu | 0,125 inç yumuşak çelikte, üç nokta temaslı basit bir 90° hava bükme kurun. Levha, zımba ucu ve iki kalıp omzuna değiyor; diğer her şey açık alan. Delme derinliği arttıkça, malzeme bacaklardan içe doğru çekilebilir. Nötr eksen — ne gerilen ne sıkışan tabaka — gerilme dengesine göre yer değiştirir. Birkaç binlik derinlik farkı, açıyı bir derece değiştirebilir çünkü metal gerinimi serbestçe yeniden dağıtabilir. |
| Kısıtlı Şekillendirme Kurulumu | Aynı plakayı şekillendirilmiş bir tırnak boşluğuna sarın. Erken temas eden yan duvarlar ve zımbanın ilerlemesi sırasında yüzeye sürtünen bir sıyırma plakası ekleyin. Araştırmalar, sıyırma plakası ile levha arasındaki sürtünmenin bükme uzunluğu boyunca çekme kuvveti oluşturduğunu gösteriyor. Yalnızca içte sıkışma ve dışta gerilme yerine, bükme bölgesinin tamamı zımba üzerinden geçirilirken aktif olarak geriliyor. |
| Malzeme Davranışı Farkı | Oluşturulan gerilim, malzemenin içe çekilmesine direnç gösterir. Levha, radyusu beslemek için bacaklardan kayamaz ve yerel olarak uzamak zorundadır. |
| Gerçek Kontrol | İçe çekilme kısıtlandığında, delme derinliği artık açı ile net biçimde eşleşmez. Bu etki, önemli ölçüde üretim hurdamına neden olabilir (örnek: $50k serisi). |
| Yaylanma Karşılaştırması | Hava bükmede yaylanma, büyük ölçüde iç radyus, malzeme dayanımı ve delme derinliğine bağlıdır. Kısıtlı şekillendirmede, sürtünme ve çok yüzeyli temas, tabana ulaşmadan önce gerilme durumunu yeniden yazar. Nötr eksen serbestçe kaymak yerine geometri ve gerilimle kısıtlanır. |
| Temel Soru | Metal, sabit bir boşluk üzerinde gerilirken beslenmesi engellenirse, gerinim yolunu gerçekte ne kontrol ediyor? |
0,060 inç işlenmiş iç radyusa sahip şekillendirilmiş bir tırnak aracı alın. Bu radyus bir öneri değil. Bu bir çelik gerçeği. Zımba boşluğa kapanırken, levha tüm uzunluğu boyunca bu radyusa uymaya zorlanır.
Hava bükmede, iç radyus bir yan üründür — yumuşak çelik için yaklaşık olarak V-açıklığının yüzde 16’sıdır. V-kalıp genişliğini değiştirince radyus değişir. Delme derinliğini biraz değiştirirseniz, radyus da biraz kayar. Bu esnektir; bu yüzden K-faktör tablolarınız istatistiksel tahminlerdir.
Şekillendirilmiş bir tırnak boşluğunda radyus sabittir. Ancak çoğu kişinin kaçırdığı kısım şu: radyusu sabitlemek, basınç dağılımı doğru olmadıkça açıyı otomatik olarak sabitlemek anlamına gelmez.
Zımbayı planlanan durma noktasının ötesine fazla bastırırsanız, iç kafes yapısını sıkıştırmaya başlarsınız — iç yüzeye yakın tane yapısını sıkıştırırsınız. Bu, tabanlama veya hatta baskı kalıp aşamasına yaklaşmak demektir, ki bu hava bükmeye kıyasla beş ila otuz kat daha fazla tonaj gerektirebilir. Bunu körlemesine yaparsanız, yük boşaldıktan sonra parçanın nominalin ötesinde kapanmasına neden olan “negatif yaylanma” etkisine yol açabilirsiniz.
İç duvarı inceltip K-faktörünü tekrar değiştirdiğinde her şey harika görünür ama o noktaya kadar.
Evet, sabit geometriler serbest hava bükmede rastgeleliği ortadan kaldırır — fakat sadece boşluk malzemeyi eşit şekilde destekliyorsa ve tonaj tasarım amacına uyuyorsa. Dar bir boşlukta kötü basınç dağılımı yerel aşırı gerilim, incelme ve öngörülemeyen uzama yaratabilir. Bu durumda “sabit” matematik yine bozulur, sadece farklı bir şekilde.
Buradaki ders kalıplanmış çıkıntıların kusursuz olduğu değil. Doğruluklarının temas alanını, sürtünmeyi ve yük yayılımını boşluğun nasıl yönettiğine bağlı olduğudur. Radius çeliğe göre belirleniyorsa, açının kendisini ne kilitler ki ram derinliğini umursamayı bıraksın?
Otuz yıllık, kodlayıcıları gevşek preslerde alt bükme işleri yaptım ve yine de açı tuttum. Neden? Çünkü kalıp sert mekanik sınırdı. Kontrolör beni yalnızca yakınlaştırdı; işi bitiren araç oldu.
Entegre durdurucuya sahip kalıplanmış çıkıntı aracı bu prensibi alır ve sıkılaştırır. Tam strokta, parça fiziksel olarak son duvar açısını tanımlayan işlenmiş bir yüzeye oturur. “Yaklaşık” değil. “Derinliğe bağlı” değil. Çeliğe çarptığı için durur.
Bu, fiziksel formda backgauge bağımsızlığıdır.
Boşluğunuz biraz uzun ya da kısa olsa, hava bükme bunu hemen açı değişimi olarak gösterir çünkü malzeme her döngüde farklı şekilde çekilebilir. Entegre durduruculu kısıtlı bir boşlukta, çekilme zaten sınırlandırılmıştır ve nihai pozisyon durdurucu yüzey tarafından belirlenir. Durduktan sonra ram derinliğinde birkaç binde birlik değişim açıya etki etmez — yük sadece araç üzerinde artar.
Ama kimsenin bahsetmediği hibrit matematik şu: parçayı durdurucuya tam olarak oturtacak kadar tonaj gereklidir, elastik geri tepme yüzeye temas etmesini engellememelidir. Çok az güçle yüzüyorsun. Çok fazla güçle istemeden baskı (coining) yapıyorsun.
Bu, takım tasarımının, malzeme dayanımının ve pres kapasitesinin birlikte hesaplanması gerektiği anlamına gelir. Kontrolör, kuvvet ve pozisyonun teslim sistemi haline gelir; sonucu tanımlayan araçtır.
Boşluğun radiusu sabitlediğini, durdurucunun açıyı sabitlediğini ve sürtünmenin gerinim yolunu sabitlediğini kabul ettiğinizde, eski hava bükme K-faktör tabloları sadece yanlış olmakla kalmaz — farklı bir fiziksel dünyayı tarif eder.
Yani radiusu, açıyı ve gerinim durumunu araç belirliyorsa, bükme payı ve geri tepme matematiğinize ne olur?
0.125 inç yumuşak çelik bir braketi kağıt üstünde mükemmel hesaplamıştım. Hava bükme değerleri. K-faktör 0.42. İç radius, 1 inç’lik V-açılışın yüzde 16’sı olarak tahmin edildi. Bükme payı temiz çıktı, sac kesildi, ilk vuruş iyi göründü.
Ama flanş kısa çıktı. Hem de az değil. 0.060 inç eksik.
Aynı malzeme. Aynı kalınlık. Ama bu sefer 0.060 inç işlenmiş radiusu ve erken kavrayan yan duvarları olan bir kalıplanmış çıkıntı boşluğunda şekillendi. Eski matematik nötr eksenin iç taraftan kalınlığın yaklaşık yüzde 42’sinde olacağını varsaymıştı. Boşlukta, sürtünmenin bükme bölgesini uzatması ve çekilmenin kısıtlanmasıyla nötr eksen dışa kaydı. Malzeme tablonun öngördüğünden daha fazla uzadı. Daha fazla uzama, daha fazla bükme payı tüketmek demektir. Daha fazla pay tüketilmesi daha kısa bacaklar demektir.
Bu bir yuvarlama hatası değil. Bu farklı bir gerinim yolu.
Araç radiusu ve açıyı sabitliyorsa, düz desen matematiğinizde kalan tek değişken malzemenin çelik kılıf içinde nasıl gerildiğidir. İşte yeniden inşa burada başlar.
Klasik bükme payı formülünü ele alın:
BA = açı × (R + K × T)
Açı radyan cinsinden. R iç yarıçap. T kalınlık. K nötr eksen oranı.
Serbest havada bükmede, K istatistiksel bir uzlaşmadır. Yarıçap, V-açılış ve penetrasyonun bir fonksiyonu olarak oluşur. Sac, punç etrafına sarılırken kollarından içe doğru çekilebilir. Nötr eksen, nispeten serbest deformasyona bağlı olarak kendi konumunu “bulur”.
Şimdi aynı sacı kalıplanmış çıkıntı boşluğunda sıkıştırın.
Yan duvarlar tam sarım gerçekleşmeden temas eder. Üstten bir ayırıcı basınç uygular. Bu yüzeyler boyunca oluşan sürtünme, bükme hattı boyunca çekme gerilimi oluşturur. Sadece bükülmek yerine, malzeme sabit 0.060 inç yarıçap üzerinde gerilirken içe besleme yapılmasına engel olunur.
Mekanik olarak bu iki şey olur:
El kitabınız K = 0.42 diyorsa ve gerçek kısıtlı koşul 0.48 veya 0.50 gibi davranıyorsa, bükme payınız artar. 0.125 inç malzeme ve 0.060 inç yarıçap ile 90° bükmede, bu fark düz uzunluğun elli ila seksen bindelik kısmını yiyebilir.
Gerçeklik Kontrolü: hâlâ V-kalıp işinizden gelen el kitabı K faktörünü kullanıyorsanız, bunun $50k’lık bir üretimi hurdaya çıkardığını gördüm.
Eski ustaların V-kalıplarda yaptığı gibi deneme bükme ve yeni bir K’yı geriden hesaplama yapabilir misiniz? Elbette. Üç vuruş, ölç, ayarla, tekrarla. Deformasyon modu tutarlı kaldığında işe yarar.
Ama kalıplanmış çıkıntıda deformasyon tutarlılığı, boşluğa tam oturmaya, sürtünmenin tutarlı olmasına ve tonajın stabil olmasına bağlıdır. Bunlardan birini kaçırırsanız “kalibre” edilmiş K’niz tekrar sapar. Dolayısıyla soru, ayar yapıp yapamayacağınız değil — baştan doğru fiziksel modeli ayarlayıp ayarlamadığınızdır.
Operatörlerin 90° açıya açılmaları için serbest bükmeleri 88°’ye kadar aşırı bükerek gevşetmelerini izledim. Kitapta yazan hareket. Bunun yerine 62°’ye açıldı.
Bu sihir değildi. Bu, baskı (coining) sürünmesiydi. Dar bir boşlukta derinlemesine ittiğinizde, artık elastik ağırlıklı serbest bükmede değilsiniz. İç lifleri plastik olarak sıkıştırıyor ve gerilimi kalınlık boyunca yeniden dağıtıyorsunuz. Geometri daha sert geri ittiğinde olan şey nazik bir elastik toparlanma değil — düzeltmenin işaretini tersine çevirebilir.
Serbest bükmede geri tepme, büyük ölçüde iç yarıçap, malzeme dayanımı ve penetrasyon derinliğinin bir fonksiyonudur. Bu yüzden aşırı bükme açısını hesaplar ve koç kafasını o açıya göndeririz.
Kalıplanmış çıkıntıda entegre durma noktasıyla, nihai açı çelik-çelik temasla belirlenir. 92°“yi ayarlayıp 90°”a gevşemesini beklemezsiniz. Boşluğu, tam oturma kuvveti altında boşaldıktan sonra 90° verecek şekilde açıda işlersiniz.
Paradoks budur: aşırı bükme kontrolöre programlanmaz. Kalıba işlenir.
Matematiksel olarak bu, geri tepme teriminizin pres kurulumundaki değişkenden boşluk açısında sabit bir offset’e dönüşmesi demektir. Malzeme ve kalınlık değişirse, boşluk açısı artık doğru şekilde telafi etmeyebilir. Geri tepme faktörünüz Ks — nihai açı yüklü açıya bölünmüş — artık sadece malzeme temelli değildir. Malzeme artı kısıtlama temellidir.
Bunu görmezden gelirseniz, kontrolörün ne düşündüğüne aldırmayan sert bir durma noktasına karşı koç derinliğini ayarlayıp durursunuz.
Yani açı düzeltmesi doğrudan takım çeliğinin içinde yer alıyorsa, her çevrimde bu düzeltmeyi gerçeğe dönüştürmek için ne kadar kuvvet gerekir?
4 ft uzunluğunda, 0.125 in yumuşak çelikte hava bükme yaparken, diyelim ki 20 ton kullanırsınız. Yük, dar bir zımba ucu ve iki kalıp omzu boyunca yoğunlaşır. Sınırlı temas. Sınırlı sürtünme.
Aynı uzunluğu kalıplanmış tırnak boşluğuna kapattığınızda zımba burnu teması, yan duvar teması, üstte sıyırıcı basıncı ve entegre bir durağa karşı tam uzunlukta oturma elde edersiniz. Temas alanı katlanır. Sürtünme katlanır. Malzeme sadece bükülmez; şekle zorlanır.
Kuvvet, basınç ile alanın çarpımına eşittir. Alanı arttırırsanız toplam tonaj hızla yükselir.
Gerekli tonajı kaçırırsanız, parça durağa tam olarak oturmaz. Elastik olarak hafifçe boşluğu bırakır ve boşluk yüzünden uzaklaşır. Artık güzellikte işlenmiş fazla bükme açınız parçaya geçmez. 90° yerine 91° ölçersiniz, derinliği ayarlarsınız ama hiçbir değişiklik olmaz çünkü durak zaten devrededir. Kuvvet sınırınız vardı, konum sınırınız değil.
Aşırıya kaçarsanız istenmeyen şekillendirmeye (coining) kayarsınız — aşırı durumlarda hava bükme tonajının beş ila otuz katı — iç duvarı inceltip efektif K’nizi tekrar değiştirirsiniz.
Bu nedenle matematiği yeniden kalibre etmek sadece yeni bir K’yı elektronik tabloya eklemek değildir. Bu üç şeyi tek bir modelde birleştirmektir: kısıtlanmış gerinme (özel K), boşluk tanımlı fazla bükme (takım açısı) ve parçayı ezmeden oturtacak yeterli tonaj.
Boşluk geliştirme, geri yaylanma telafisi ve pres kapasitesinin kalıplanmış tırnak şekillendirmede tek bir sistem olduğunu kabul ettiğinizde, kontrolcü denklemde en az ilginç kalan parça olur.
Bu da bir sonraki mücadelenin teorik olmadığını gösterir — bu yeniden yapılan matematiğin sahada ilk temas ile ayakta kalıp kalmayacağını belirleyen şey, kurulum ve hizalamanızın yeterince sıkı olup olmadığıdır.
Matematiği yeniden yaptınız. Geri yaylanma için boşluk açısını kestiniz. Tonajın, coining’e kaymadan parçayı oturtabileceğini doğruladınız.
Artık sizi mahvedebilecek tek şey kurulum.
İşte acı gerçek: kalıplanmış tırnak takımında hava bükme kadar tolerans yoktur. Hava bükmede gevşek bir römorku direksiyonla yönlendiriyorsunuz — biraz hizalama hatası, biraz koç ayarıyla açıyı geri çekebilirsiniz. Kalıplanmış tırnak şekillendirmede yükü işlenmiş bir beşiğe sabitlemişsinizdir. Geometri karar verir. Eğer bu beşik yarım milimetre kaymışsa, her parça tam olarak aynı şekilde, tam üretim hızında, yanlış olur.
Bu küçük bir hata değildir. Bu bir sistem hatasıdır.
O halde soru pratik hale gelir: matematik doğruysa, sahada doğru kalmasını ne sağlar?
Hadi 0.5 mm konuşalım.
Yan duvarlara ve entegre durağa sahip kalıplanmış tırnak boşluğunda bu kayma sadece açıyı saptırmaz. Malzemenin duvara ilk temas ettiği yeri değiştirir. Bu, sürtünme dağılımını değiştirir. Bu, gerinme yolunu değiştirir. Ve fazla bükme boşluğa işlenmiş olduğu için, malzeme yanlış geometrinin şekline itaatkâr şekilde bürünür.
Sizinle savaşmaz. Yanlış şekilde uyum sağlar.
Basit, tek özellikli bir parçada, bir flanşın eğildiğini veya bir deliğin kaydığını görebilirsiniz. Soğutma kanalları, boşaltmalar veya iç içe kıvrımlar içeren çok özellikli bir tırnakta, o yarım milimetre etkisi katlanır. Bir duvar erken temas eder. Bir diğeri asla tam oturmaz. Artık uzunluk boyunca düzensiz temas basıncınız var demektir, bu da çeliğe gömülü düzensiz geri yaylanma düzeltmesi anlamına gelir.
Gerçeklik Kontrolü: Bunun $50k’lik bir üretimi hurdaya çıkardığını gördüm. Kurulum teknisyeni rakamların doğru olduğunu yemin etti. Doğruydu. Kalıp ortalanmamıştı.
Hava bükme, biraz yan hizalama hatasını tolere eder çünkü malzeme punch ve kalıp omuzları arasında serbestçe dönebilir. Kalıplanmış tırnak şekillendirme üç taraftan kısıtlanmıştır. İki nokta arasında bükmüyorsunuz; bir şekle bastırıyorsunuz. Yanlış hizalama ortalamaz — kilitlenir.
Peki sürtünmenin gerinim modelinin bir parçası olduğu durumda bu temas davranışını nasıl tutarlı tutarsınız?
Hava bükmede, yağlama hakkında neredeyse hiç düşünmeyiz. Sac, bir punch ucu ve iki kalıp omuzuna temas eder. Temas alanı küçüktür. Sürtünme önemlidir, ancak işi yönlendiren şey değildir.
Kalıplanmış tırnak boşluğunda, sürtünme yönlendirme sisteminin bir parçasıdır.
Sac sarılıp otururken, yan duvar sürüklenmesi malzemenin içe çekilmesine direnç gösterir. Bu direnç, nötr ekseni dışa doğru iten ve etkili K’nizi değiştiren şeydir. Sürüklenmeyi değiştirin ve az önce iki bölüm harcayarak yeniden oluşturduğunuz gerinim dağılımını değiştirirsiniz.
Pazartesi günü kuru çalışın, Salı günü bol yağlı çalışın, ve “düzeltilmiş” geometrinizin dolaşmaya başladığına şaşırmayın.
İşte burada insanlar kendi peşlerinden koşmaya başlar — açı yarım derece kaydığı için sert durdurma noktasına karşı koç derinliğini ayarlamaya çalışırlar. Kontrol cihazı değişmedi. Çelik hareket etmedi. Sürtünme katsayısı değişti.
Size malzemeyi yağ içinde boğmanızı söylemiyorum. Fazla yağlama, malzemenin modelinizin varsaydığından daha fazla kaymasına izin verebilir ve dış lifler boyunca çekme gerilmesini azaltabilir. Artık boşluğunuz fazla büküm yaparak fazla düzeltme sağlar.
Tutarlılık mükemmelliği yener. Bir yağlama koşulu seçin. Bunu kilitleyin. Bir ölçü gibi belgeleyin.
Çünkü bu süreçte, öyledir.
Bu bizi çoğu atölyenin aceleyle geçtiği disiplin kısmına getiriyor.
Eğer kalıplanmış tırnak şekillendirme gerinim, geometrik yapı ve kuvvetin bağlı bir sistemi ise, kurulum bu bağı dikkate almak zorundadır.
“İçine atıp basmak” diye bir şey yok.”
Sıkıştırırsınız. Ölçersiniz. Doğrularsınız.
Bu sırayla.
Malzemeyi çalıştırmadan önce, tırnağı tam olarak tutucuya oturtun ve kalıp yüzlerini koç merkez hattına göre göstergede ölçün. Gözle değil. Göstergeyle.
Tam çalışma uzunluğu boyunca paralellik ve ortalama arıyorsunuz, sadece bir uçta değil. Tutucu veya sehpa üzerinde artık, çapak veya kelepçelerde eşit olmayan tork varsa, bir oyuk sol tarafta kare olabilir ve sağ tarafta kayabilir.
Burada temiz çelik, yazılımdan her zaman daha önemlidir.
Tırnak tam olarak oturmamışsa, yaylanma telafisini taşıyan entegre durdurma açınız düşündüğünüz yerde değildir. Artık “işlenmiş fazla bükme” değişken bir değerdir.
Ve bunu, parçalar ölçü dışı yığıldığında göreceksiniz.
Hizalama doğrulandıktan sonra, malzeme olmadan ramı yavaşça temas noktasına getirin. Eğer varsa, his ölçü stoğu veya basınç kağıdı kullanarak oyuk yüzü boyunca eşit teması doğrulayın.
Açıyı kontrol etmiyorsunuz. Oturma kuvveti dağılımını kontrol ediyorsunuz.
Daha sonra malzemeyi ekleyin ve hesaplanan tonajda durdurmaya karşı tam oturmayı doğrulamak için kontrollü bir vuruş yapın. Presiniz gösteriyorsa yük eğrisini izleyin. Temiz bir yükseliş ve stabil bir plato, kuvvet sınırının doğru olduğunu gösterir. Bir tepe veya düzensiz tırmanış, yerel temas veya erken duvar temasına işaret edebilir.
Geometri daha fazla geri ittiğinde ne olacağını hatırlayın: Pres, oyuk açısını parçaya aktarmak için yeterli yetkiye sahip olmalıdır. Kuvvetten yoksunsanız, parça durdurmadan ayrılır ve tezgâhta sizi yanıltır.
Kuvvet yoksa derinlik değerlerinin hiçbir anlamı yoktur.
Çoğu atölye açıyı ölçer ve yeterli olduğunu söyler.
Bu, hava bükme düşüncesidir.
Kalıplanmış tırnaklar için, ilk parçada üç şeyi doğrulayın: nihai açı, bükme hattına göre özellik konumu ve oyuk içinde duvar temas izleri. Bu tanık izleri, oturmanın eşit mi yoksa taraflı mı olduğunu gösterir.
Açı doğruysa ama özellik kaymışsa, kısıtlama altındaki K varsayımınız yanlış olabilir — veya sürtünme, modellediğiniz gibi olmayabilir. Temas izleri bir tarafta ağırsa, hizalama veya yağlama henüz sabit değildir.
İşte yeniden hesaplanan matematiğin çelik gerçeğiyle buluştuğu yer.
Bunu doğru yaparsanız, kırılgan bir kurulumu tekrarlanabilir bir sisteme dönüştürmüş olursunuz. Yanlış yaparsanız, her çevrim sadece daha hızlı hurda üretir.
Hizalama, sürtünme ve strok disipline edildikten sonra bir başka soru ortaya çıkar — malzeme bobinden bobine aynı şekilde davranmazsa ne olur?
| Adım | İçerik |
|---|---|
| Adım 1: Tırnağın oturtulması ve kalıp hizalamasının doğrulanması | Malzemeyi çalıştırmadan önce, tırnağı tutucuya tamamen oturtun ve kalıp yüzlerini ram merkez hattına göre ölçün. Gözle değil. Ölçün. Tam çalışma uzunluğu boyunca paralellik ve ortalama arıyorsunuz, sadece bir uçta değil. Tutucu veya sehpa üzerinde artık, çapak veya kelepçelerde eşit olmayan tork varsa, bir oyuk sol tarafta kare olabilir ve sağ tarafta kayabilir. Burada temiz çelik, yazılımdan her zaman daha önemlidir. Tırnak tam olarak oturmamışsa, yaylanma telafisini taşıyan entegre durdurma açınız düşündüğünüz yerde değildir. Artık “işlenmiş fazla bükme” değişken bir değerdir. Ve bunu, parçalar ölçü dışı yığıldığında göreceksiniz. |
| Adım 2: Aşırı hareket için ram stroğunu kalibre etme | Hizalama doğrulandıktan sonra, malzeme olmadan ramı yavaşça temas noktasına getirin. Eğer varsa, his ölçü stoğu veya basınç kağıdı kullanarak oyuk yüzü boyunca eşit teması doğrulayın. Açıyı kontrol etmiyorsunuz. Oturma kuvveti dağılımını kontrol ediyorsunuz. Daha sonra malzemeyi ekleyin ve hesaplanan tonajda durdurmaya karşı tam oturmayı doğrulamak için kontrollü bir vuruş yapın. Presiniz gösteriyorsa yük eğrisini izleyin. Temiz bir yükseliş ve stabil bir plato, kuvvet sınırının doğru olduğunu gösterir. Bir tepe veya düzensiz tırmanış, yerel temas veya erken duvar temasına işaret edebilir. Geometri daha fazla geri ittiğinde ne olacağını hatırlayın: Pres, oyuk açısını parçaya aktarmak için yeterli yetkiye sahip olmalıdır. Kuvvetten yoksunsanız, parça durdurmadan ayrılır ve tezgâhta sizi yanıltır. Kuvvet yoksa derinlik değerlerinin hiçbir anlamı yoktur. |
| Adım 3: İlk parça doğrulaması, açı kontrolünün ötesinde | Çoğu atölye açıyı ölçer ve bunun iyi olduğunu söyler. Bu, hava bükme düşüncesidir. Kalıplı tırnaklar için, ilk numunede üç şeyi doğrulayın: nihai açı, bükme çizgisine göre özellik konumu ve boşluk içindeki duvar temas izleri. Bu tanık izleri, oturmanın uniform mu yoksa eğilimli mi olduğunu gösterir. Açı doğruysa ama özellik kaymışsa, kısıtlama altındaki K varsayımınız yanlış olabilir — ya da sürtünme, modellediğiniz gibi değildir. Temas izleri tek taraflı ağırsa, hizalama veya yağlama henüz stabil değil demektir. İşte yeniden oluşturulan matematiğin çelik gerçeklikle buluştuğu yer burasıdır. Bunu doğru yaparsanız, kırılgan bir kurulumdan tekrarlanabilir bir sistem yaratmış olursunuz. Yanlış yaparsanız, her çevrim hurdayı daha hızlı üretir. Ve hizalama, sürtünme ve strok disipline edildikten sonra başka bir soru belirir — malzemenin kendisi bobinden bobine aynı davranmadığında ne olur? |
Her şeyi ayarlarsınız. Kalıbı işaretlediniz. Oturmayı doğruladınız. Yağlamayı bir boyutmuş gibi kilitlediniz. İlk bobin tam isabetle çalışıyor.
İkinci bobin gelir. Kağıt üzerinde aynı özellik: 16 ölçü paslanmaz çelik. Durdurucuya çarptınız, tam tonaj, temiz yük eğrisi. Bunun yerine 62°’ye açıldı.
Makinada hiçbir şey hareket etmedi. Geometri değişmedi. Peki ne değişti?
Hava bükmede, yönlendirme için alanınız vardır. Derinlik açı değiştirir. Malzeme iki omuz üzerinde döner. Kalınlık birkaç binde artarsa, koçu biraz itersiniz ve devam edersiniz. Denetleyici yükün bir kısmını taşır.
Kalıplı tırnaklı takım size o direksiyon kolunu vermez. Boşluk açının sahibidir. Durdurucu fazla bükmenin sahibidir. Takım matematik olduğunda, o boşluğu dolduran şeydeki herhangi bir değişiklik sizin probleminiz olur.
İşte bu Aşil topuğudur.
Kenardan merkeze 0.003 inç değişen paslanmaz ile hassas bir presin zorlandığını gördüm. Ortada daha kalın, kenarlarda daha ince. “İki binde iki derece” gibi basit bir düzeltmeyle kovalayabileceğiniz bir desen yok. Aynı bükme çizgisi boyunca, bir bölüm az bükülmüşken diğeri fazla oturmuştu.
Hava bükmede, bu tutarsızlık kısmen ortalamaya çıkar. Sac üç noktada temas eder. Daha kalın bölümler penetrasyona daha çok direnç gösterir, bu yüzden derinliği ayarlarsınız veya açı düzeltme sistemi biraz arama yapar. Mükemmel değildir ama ayarlanabilir.
Şimdi aynı sacı bir kalıplı tırnak boşluğuna koyun.
Artık noktalar arasında bükmüyorsunuz. Malzemeyi tanımlı bir hacme yer değiştiriyorsunuz. Sac orta noktada 0.003 inç daha kalınsa, boşluk duvarlarına daha erken ulaşır. Yerel olarak temas basıncı zirve yapar. Tam o noktada sürtünme artar. Bu, o lokasyonda nötr ekseni farklı şekilde kaydırır ve bu da uzunluk boyunca etkin K faktörünü değiştirir.
Ve çoğu kişinin gözden kaçırdığı kısım şudur: durdurucu bunların hiçbirini bilmez. Sadece “Bu açı” der.”
Yani daha kalın bölüm, daha ince kenarlar otururken fazla bükme yüzeyine tamamen oturmayabilir. Bir ucunda düzgün görünen ama diğer ucunda sizi aldatan bir parça elde edersiniz.
Gerçeklik Kontrolü: Bunun $50k’lik bir üretimi hurdaya çıkardığını gördüm. Teknik çizim, sıkı tırnak simetrisi talep ediyordu. Malzeme sertifikası “tolerans dahilinde” diyordu. Bobin yasaldı. Parçalar değildi.
Sabit geometride, kalınlık toleransı artık bir satın alma dipnotu olmaktan çıkıp bir şekillendirme değişkeni olur. Kalıplı hassasiyet istiyor musunuz? O zaman gelen kalınlık değişimi, hava bükmenin asla talep etmediğinden daha sıkı olmalı. Aksi takdirde ayarlayamadığınız bir boşluk içinde metal ile savaşmış olursunuz.
Eğer kalınlık değişkenlik eksenlerinden biri ise, metalin akış şekli ne olacak?
Aynı sacdan iki plaka alın. Biri bükme çizgisi haddeleme yönüne paralel olacak şekilde, diğeri dik olacak şekilde kesilmiş. Aynı kalınlık. Aynı alaşım. Aynı kurulum.
Lif boyuna paralel olduğunda çoğu zaman daha kolay eğilir. Dike olan ise size daha fazla karşı koyar. Bu temel metalürjidir — haddeleme taneleri uzatır ve onları çapraz olarak bükmek, daha fazla sınır boyunca gerilme anlamına gelir. Akma dayanımı yönetime bağlı olarak fiilen değişir.
Serbest bükmede, bunu yaylanma olarak hissedersiniz. Derinlik veya açı düzeltmesini ayarlarsınız. Bitti.
Kalıplanmış tırnak yuvasında hikâye değişir çünkü malzeme kendi yarıçapını özgürce bulamaz. İç yarıçap büyük ölçüde boşluğun geometrisi tarafından belirlenir. Serbest bükmede yaylanma, iç yarıçap, malzeme dayanımı ve nüfuz derinliğinin bir fonksiyonudur. Burada nüfuz derinliği durdurucu ile sabitlenmiştir ve yarıçap kalıp ile kısıtlanmıştır.
Dolayısıyla, tane yönünü değiştirip akma dayanımı kayınca, malzemenin bu sabit yarıçapa zorlanmaya karşı direnci de değişir. Geometri daha fazla karşı koyduğunda ne olur? Ya tam oturma kuvvetine ulaşamazsınız — yani boşluğa tam uyum sağlanmaz — ya da buna daha yüksek gerilme malzemeye kilitlenmiş şekilde ulaşırsınız.
Aynı tırnak takımlarının haftalarca yumuşak çelikle çalıştığını, sonra paslanmaz çeliğe geçtiğini gördüm, boşluğun faktörünü yeniden düşünmeden. Paslanmaz çelik daha hızlı iş sertleşir. Daha büyük bir iç yarıçap ister — geleneksel kalıp seçiminde kalınlığın 10–12 katı, 8 katı değil. Kalıplanmış boşluğunuz yumuşak çeliğin akışına göre tasarlandıysa, paslanmaz ya doldurmak için savaşır ya da köşeden çatlar.
Alaşığı ve taneleri görmezden gelen evrensel bir boşluk yoktur. Eğer geometrinin, belirli malzemenin akış davranışına göre önceden telafi edilmemişse, gerilme yolunu gerçekten düzeltmeyen strok ayarlarıyla kendi kuyruğunuzu kovalamaya geri dönersiniz.
Bu yüzden kalınlığı sabitlersiniz. Düz desen üzerinde tane yönünü kontrol edersiniz. Boşlukları nominal ölçüye göre değil, alaşıma göre tasarlarsınız.
Şimdi bunların hepsini yaptığınızı varsayalım.
Elli bin vuruştan sonra ne olur?
Yeni bir kalıplanmış tırnak takımının ilk parçaları göz alıcıdır. Keskin temas çizgileri. Temiz oturma. Açılar tam tutar çünkü boşluğun yüzü hâlâ işlenmiş fazla bükme açısını korur — belki 88° kesilir ki parça 90°'ye yaylansın.
Yeterince uzun süre çalıştırıldığında, özellikle yüksek dayanımlı paslanmazda, boşluk kenarları cilalanır. Sonra yuvarlanır. Önce mikronlar. Sonra ölçülebilir.
Gözlerinizle görmezsiniz. Parçalarda görürsünüz. Hafifçe açık çıkmaya başlarlar. Aşırı yanlış değil. Sadece kayar.
Unutmayın, bu sistemde açı kalıbın çeliğinde yaşıyor. Fazla bükme yüzü 88°’den 89°’a aşındığında, yerleşik yaylanma telafisini azalttınız demektir. Pres hâlâ aynı durdurucuya dayanıyor. Yük eğrisi hâlâ sağlıklı görünüyor. Ama geometriniz değişti.
Bu “takım matematiğin kendisidir”in karanlık yüzüdür. Matematik aşınabilir.
Aşınma aynı zamanda sürtünme davranışını da değiştirir. Cilalı duvarlar sürtünmeyi azaltabilir, tam oturmadan önce biraz daha içe çekilmeye izin verebilir. Bu, gerilme dağılımını tekrar değiştirir ve kimse denetleyicide bir sayıya dokunmadan etkin K faktörünüzü oynatır.
Serbest bükme biraz takım aşınmasını tolere eder çünkü açı derinlikten gelir. Kalıplanmış tırnak şekillendirme daha az hoşgörülüdür. Malzeme türüne ve vuruş sayısına bağlı aşınma denetim aralıklarına ihtiyacınız vardır. Boşluk açısını periyodik olarak ölçün. Yüzeyleri mavi boya ile işaretleyip temas desenlerini kontrol edin. Regrind’i sadece bir bakım işi olarak değil, düz desenlerin yeniden doğrulanmasını gerektiren boyutsal bir değişim olarak ele alın.
Eğer hassasiyet takıma aitse, takım ömrü, gelen kalınlık kontrolü ve tane disiplini yan mesele değildir. Onlar sürecin kendisidir.
Ve bu, her atölyenin sonunda karşılaştığı daha büyük bir soruyu zorlar: bu düzeyde kontrol — malzeme, takım ve denetim üzerine — kalıplanmış tırnak hassasiyetinin vaat ettiği şeye değer mi?
Doğru soruyu soruyorsunuz: bütün bu yukarı akış denetimi ve aşağı akış göz bebekliği buna değer mi?
İşte gözden kaçan kısım. Kalıplanmış tırnak işinde, daha dar açıları satın almıyorsunuz — onları ayarlamayı bırakma hakkını satın alıyorsunuz.
Havalı bükmede, ekran başında yaşarsınız. Parça 90° yerine 91° çıkıyor mu? Derinliği hafifçe artır. Farklı bobin mi? Düzeltmeyi yükselt. Direksiyonu gevşek bir römorkla yönlendirir gibi sallantıyı düzeltmeye çalışırsınız. Çünkü açı, nüfuz etme ve geri esneme fonksiyonudur. Havalı bükmede geri esneme büyük ölçüde iç yarıçap, malzeme dayanımı ve nüfuz derinliğine bağlıdır. Nüfuz derinliğini siz kontrol edersiniz. Dolayısıyla açıyı siz kontrol edersiniz.
Kalıplanmış tırnak donanımı o direksiyon simidini elinizden koparır.
Boşluk açıdır. Stop derinliktir. Fazla bükme işlenmiş olarak gelir. Eğer alet 88° kesildiyse ve parça 90°'ye geri esniyorsa, bu karar çelikte sabitlenmiştir. İşe yaradığı zaman, göz bebekliği olmadan çalışır. Yaramadığında ise ayar yapmazsınız — yeniden tasarlarsınız. Bu, çoğu atölyenin asla tam olarak yapamadığı zihinsel dönüşümdür.
Yani gerçek soru “Daha hassas mı?” değil. “Hassasiyeti çeliğe mühendislik olarak mı yerleştirmek istiyorum, yoksa vardiyadaki kişi sabah 10:37”de ayarlayarak mı elde etmek istiyorum?”
Açı kovalamak tepkisel bir davranıştır. Bükme tasarlamak ise proaktif.
Kovalarken, beş dakika önce frenden çıkan parçaya tepki verirsiniz. Tasarlarken, alet daha kesilmeden önce, nötr eksenin ne yapacağını, malzemenin nerede inceleneceğini, sabit yarıçap içindeki liflerin nasıl tepki vereceğini belirlersiniz. Bu, K faktörünüzün artık bir el kitabı değeri olmadığı anlamına gelir. O, boşluğa bağlı geometrik bir sabittir.
Ve işte çoğu atölyenin tökezlediği yer burasıdır.
Nominal kalınlığa ve “tipik” K faktörüne göre kalıplanmış tırnak aleti keserler, sonra kontrol cihazının hataları düzeltebileceğini umarlar. Düzeltmez. $50k’lık bir seriyi hurdaya çıkardığını gördüm. Boşluk yanlış olduğunda, her vuruş sistematik olarak yanlış olur. Güzel şekilde yanlış.
Gerçek Durum: Eğer alet yapımcınız boşluğu bitirmeden önce kesici çapını doğrulamayı atlıyorsa veya taşlama toleransı gerçek yüksek hassasiyetten “yeterince yakın” seviyeye kayıyorsa, hatayı açıyı belirleyen tek şeyin içine pişirmiş olursunuz. Daha sonra ayar yaparak bunu düzeltemezsiniz. Alet kontrol cihazının ne dediğini umursamaz.
Dolayısıyla bükme tasarlamak, malzeme kontrolünü, alet yapım toleransını ve düz şablon matematiğini çelik kesilmeden önce aynı odaya taşımak demektir. Bu başlangıçta daha yavaştır. Acımasızdır. Ve farklı bir soruyu zorlar — o acı ne zaman haklı çıkar?
İşte müşterilere verdiğim test.
Birinci: hacim. Yılda birkaç yüz parça üretiyorsanız, kalıplanmış tırnak donanımı, dağıtım kamyonu için yarış motoru satın almak gibidir. Gerektirdiği disiplinin amortismanını yapamazsınız.
İkinci: tolerans yığını. Tırnak açısı aşağı akış kaynak boşluğunu, conta sıkıştırmasını veya robotik montaj boşluğunu kontrol ediyorsa ve şu anda açılarla oynayarak ve parçaları ayıklayarak işçilik harcıyorsanız, sabit geometrinin anlamlı olmaya başladığı noktadır. Açıyı satın almıyorsunuz. Ayar işçiliğini ve varyasyon kaymasını ortadan kaldırıyorsunuz.
Üçüncü: tasarımın istikrarı. Sert donanım, çizimin sabit olduğunda mükemmeldir. Mühendislik hâlâ “doğru açıyı” buluyorsa, kalıplanmış tırnak yanlış savaş alanıdır. Sonradan yapılan değişiklikler yeni bir program anlamına gelmez. Yeni çelik anlamına gelir.
Çoğu kişinin kaçırdığı bir katman daha var: tedarik zinciri olgunluğu. Eğer kalınlık bantlarını havalı bükmede tolere edilenden daha sıkı tutmayı garanti edemiyorsanız, saclarda lif yönünü sabitleyemiyorsanız, alet tedarikçiniz belirlediğiniz taşlama sınıfını tutamıyorsa, alet gerçekte hassasiyete sahip değil demektir. Değişkenlik sadece göremediğiniz bir yere taşınmış olur.
Peki yük haklı mı? Ancak aletin etrafındaki süreç geometrinin işini gerçekten yapacak kadar olgun olduğunda.
Bu, getirisiyle sonuçlanır — peki, olduğunda ne olur?
Kalıplanmış tırnak takımı doğru şekilde yapıldığında ilginç bir şey olur.
Pres freni bir ayar istasyonu olmaktan çıkar ve bir çoğaltma makinesine dönüşür.
Malzeme partisi başına açı düzeltmeleri olan programlar yerine, belirli alaşımlar, kalınlık aralıkları ve lif yönleri ile ilişkilendirilmiş takım setleri kütüphanesi kurarsınız. 0.125 inç ve paralel lifte Malzeme X ile Takım A. Paslanmaz çelik versiyon için Takım B. Her biri doğrulanmış, belgelenmiş, kilitlenmiş.
Artık K faktörünüz teorik değil. O boşluğa göre ampirik ve sabitlenmiş. Geri yaylanmanız bir ayar değil; işlenmiş aşırı bükme. Operatörünüz kendi etrafında dönmüyor — sonucu belirleyen işlenmiş bir yuvaya parçaları yüklüyor.
İleriye taşımak istediğim yeni bakış açısı bu: kalıplanmış tırnak hassasiyeti aynı zihniyetten daha sıkı rakamlar çıkarmakla ilgili değil. Hassasiyeti tasarım ve takıma yukarı taşıyarak makinenin işini sıkıcı ve tutarlı hale getirmekle ilgili.
Hava bükme size düzeltmelerle düşünmeyi öğretir.
Kalıplanmış tırnak şekillendirme sizi taahhütlerle düşünmeye zorlar.
Ve taahhüdün ekranda değil çelikte yaşadığını kabul ettiğinizde, soru “Bunu oynayabilir miyim?”den “Bunu doğru mühendislik mi yaptım?”a dönüşür.”


















