

プレスブレーキのオペレーターが、パンチをさらに0.040インチ深く押し込めば、角度がようやく60°に決まるはずだと確信して作業しているのを見たことがあります。しかし結果は、逆に62°まで開いてしまいました。.
彼はまるで画面に嘘をつかれたかのように、画面を凝視していました。画面は嘘をついていません。嘘をついたのは彼の直感です。.
それこそがエアベンディングの罠です。「深さが角度に直結し、角度はコントローラーの中で決まる」と思い込んでしまうこと。その論理は、幾何学的な制約が無視できる範囲内では通用しますが、そうでない場合には通用しません。.
標準的なVダイによるエアベンディングでは、板材はパンチの先端とダイの肩部の3点でのみ接触します。それ以外はすべて空間です。この自由度があるからこそ、深さを数千分の1インチ調整することで±1°の精度を追い求めることができるのです。材料は滑り、伸び、応力を再分配しながら曲げられていきます。.
では、複雑なプロファイルを想像してみてください。サイドウォールやオフセット、タイトな内側半径を持つ成形タン(突起)形状などです。板材はもう空間に浮いているわけではありません。早い段階で、しかも頻繁に表面と接触しています。材料の流れは自由ではなく、ガイドされ、時には閉じ込められてしまいます。.
現実を確認しましょう。流れが拘束されると、押し込み深さと角度は比例しなくなります。私はこれで5万ドル相当の製品をスクラップにするのを見たことがあります。.
もしあなたのメンタルモデルが「深さを足せば、角度は閉じる」というものなら、あなたは物理的に何が起きているかを理解するのではなく、金属と戦っているだけです。.
では、汎用パンチをカスタムパンチのように無理やり使おうとすると、実際にはどれほどのコストがかかるのでしょうか?
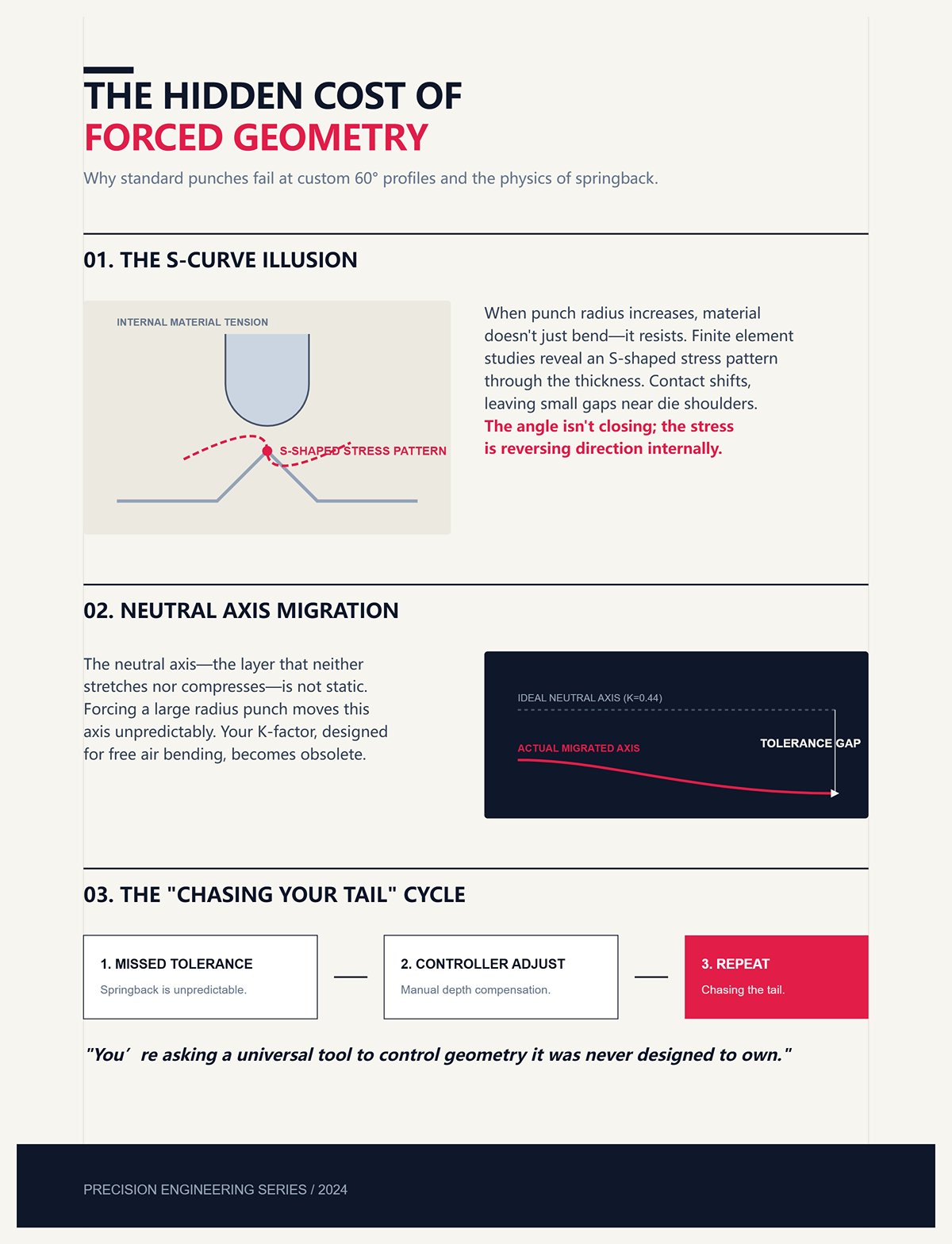
大きなパンチ半径を持つVダイで、複雑な60°のプロファイルを成形しようとしていると仮定します。角度を鋭くしようとして、さらに深く押し込みます。しかし、有限要素解析は厄介な事実を示しています。パンチ半径が大きくなるにつれて、材料は厚み方向にS字型の応力パターンを形成してしまうのです。接触位置がずれます。ダイの肩部付近には小さな隙間ができます。.
あなたは角度を閉じているつもりでも、内部では応力が逆方向に働いています。.
中立軸(伸びも縮みもしない仮想的な層)が移動してしまっているため、部品は予測不能なスプリングバックを起こします。自由なエアベンディングを前提としたK係数の仮定は、もはや間違っています。わずかな誤差ではなく、毎回公差を外してしまうほどの大きな誤差です。.
そこでコントローラーで補正し、さらに補正を重ねます。あなたはいたちごっこをしているのです。.
すべては、本来設計されていない形状を制御しようと、汎用工具に無理をさせたことが原因です。.
形状がより強く抵抗してきたらどうなるのでしょうか?
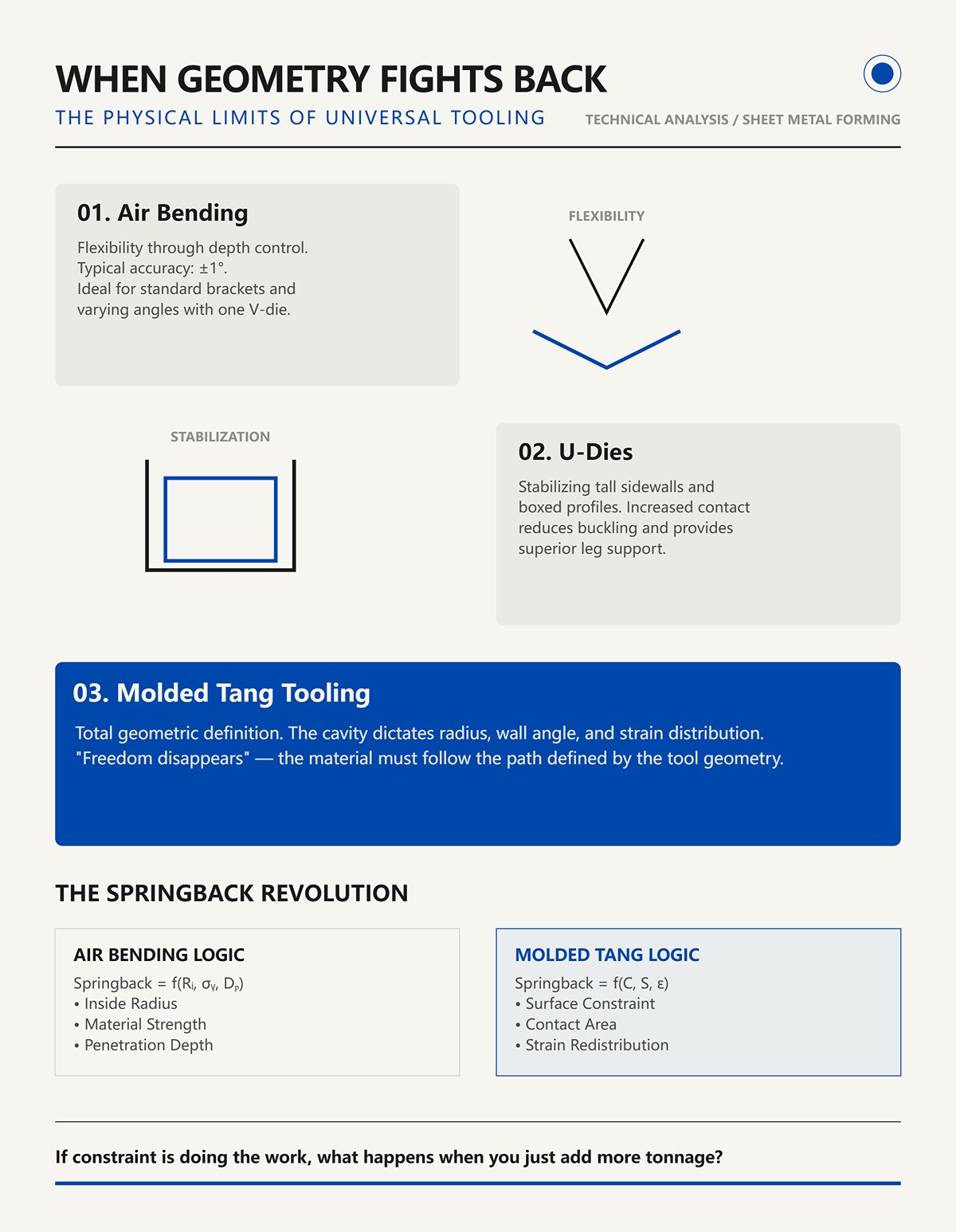
エアベンディングは柔軟性を約束します。1つのVダイで、深さを制御することで複数の角度に対応できます。一般的な精度は?材料を熟知していれば±1°程度です。ブラケット類ならそれで十分でしょう。.
しかし、サイドウォールが高くなったり、プロファイルが箱型になったりすると、板材はサポートを必要とします。Uダイがその証明です。Uダイは脚部を支えることでチャンネル形状を安定させ、座屈を抑えます。接触が増えれば、制御も増えるのです。.
成形タン(突起)用工具はさらにその先を行きます。単に材料を支えるだけでなく、その経路を定義します。キャビティの形状が半径や壁の角度、さらには歪みが蓄積する場所まで決定します。そこにはもう自由など存在しません。.
それとともに、あなたの古いスプリングバックの計算式も過去のものとなります。.
エアベンディングにおいて、スプリングバックは主に内側半径、材料強度、および貫入深さの関数です。モールドタング成形では、拘束と表面接触によって制御されます。金型の形状は、ボトムに達する前に歪みを再分配します。.
それはスプレッドシートの微調整ではありません。再構築です。.
もし拘束が仕事をしているのなら、単にトン数を増やしたらどうなるでしょうか?

オペレーターがトン数チャートを再確認し、「念のため」に10パーセント上乗せするのを見たことがあります。論理は単純で、力を強めればスプリングバックは減るというものです。.
これは、曲げゾーン全体を意図的に降伏させて角度を固定するコイニング加工では有効です。しかし、コイニングは金型を摩耗させ、厚い材料には適していません。これは力任せの解決策です。.
複雑なモールドタング成形では、トン数を増やすと、材料が流れきる前に早期に表面接触が増加し、材料を固定してしまいます。応力を緩和するのではなく、閉じ込めてしまうのです。その結果、角度は改善するどころか、よりズレてしまいます。.
誰も聞きたがらないのは、その部分です。.
なぜなら、それは精度が「どれだけ強く押すか」や「どれだけ深く押し込むか」に依存しなくなったことを意味するからです。精度は、押し込む鋼材の形状に宿るのです。.
そして、もし金型が形状を決定づけるのであれば、あなたの古いエアベンディングの直感(K係数表、深さの微調整、スプリングバックの推測)は、単に時代遅れというだけではありません。.
それらは無意味なのです。.
つまり、真の変化とは、コントローラーの操作を改善することではありません。.
モールドタング成形においては、金型そのものが計算式であると受け入れることなのです。.
ストリッパープレートで覆われたパンチ、プロファイルの両側を抱え込むキャビティ壁、そしてボトムで部品が物理的に衝突する統合ストッパーを備えたモールドタング金型を想像してください。ラムを動かすと、ストロークの半分に達する前に、板材はすでに3面、4面、5面の鋼材に接触しています。.
ここで自問してみてください。金型がこれらすべての接触点を支配しているとき、金属は一体どこで最終的な角度を「決定」するのでしょうか?
エアベンディングでは、緩んだトレーラーを操縦するようなものです。モールドタング成形では、荷物を機械加工されたクレードルにボルトで固定します。自由は消え去ります。そして自由が消え去れば、コントローラーが主導権を握っているという古い考えも消え去ります。形状が強く押し返してくるときに起こることは、ソフトウェアの問題ではなく、接触力学の問題なのです。.
0.125インチの軟鋼で単純な90°のエアベンディングをセットアップします。3点接触です。板材はパンチの先端と2つのダイ肩に接触します。それ以外はすべて空間です。深く貫入するにつれて、材料は脚部から内側に引き込まれます。中立軸(伸びも縮みもしない層)は、応力のバランスが示す場所に浮動します。だからこそ、深さが数千分の1インチ変わるだけで角度が変動するのです。金属は歪みを自由に再分配できる状態にあるからです。.
同じブランクを成形タングキャビティ内に包み込むように配置します。早期に接触する側壁を追加し、パンチの進行に伴って表面を擦るストリッパープレートを追加します。拘束曲げとストリッパーに関する研究は、重要な事実を示しています。ストリッパーと板材の間の摩擦が、曲げの長手方向に引張力を誘発するのです。内側の繊維が圧縮され、外側の繊維が引き伸ばされるだけではなく、パンチによって強制的に押し付けられることで、曲げゾーン全体が能動的に引き伸ばされることになります。.
その張力が材料の流入(ドローイン)に抵抗します。板材は脚部からスライドして半径部分に供給されることができず、局所的に伸びなければなりません。.
現実的な確認:ドローインが制限されると、貫入深さと角度が単純に対応しなくなります。私はこれで5万ドルの生産ロットがスクラップになったのを見たことがあります。.
エアベンディングにおいて、スプリングバックは主に内側半径、材料強度、および貫入深さの関数です。拘束成形では、ボトムに達する前に、摩擦と多面接触によって応力状態が書き換えられます。中立軸は単に「移動」するのではなく、形状と張力によって固定されます。金属が供給を制限された状態で固定キャビティ上に引き伸ばされている場合、実際にひずみ経路を制御しているのは何でしょうか?
| セクション | 内容 |
|---|---|
| トピック | エアベンディング対拘束成形:材料は実際にどこで動くのか |
| エアベンディングの設定 | 0.125インチの軟鋼で、3点接触の単純な90度エアベンディングをセットアップします。板材はパンチの先端と2つのダイの肩部に接触し、それ以外は空間です。貫入が深くなるにつれて、材料は脚部から内側に引き込まれます。中立軸(伸びも縮みもしない層)は、応力バランスに応じて浮動します。金属はひずみを自由に再分配できるため、深さが数千分の1インチ変わるだけで角度が1度変化することがあります。. |
| 拘束成形セットアップ | 同じブランクを成形タングキャビティ内に包み込みます。早期に接触する側壁と、パンチの進行に伴って表面を擦るストリッパープレートを追加します。研究によると、ストリッパーと板材の間の摩擦が曲げの長手方向に引張力を誘発します。内側の圧縮と外側の引張だけではなく、パンチによって強制的に押し付けられることで、曲げゾーン全体が能動的に引き伸ばされます。. |
| 材料挙動の違い | 誘発された張力が材料の流入に抵抗します。板材は脚部からスライドして半径部分に供給されることができず、局所的に伸びる必要があります。. |
| 現実的な確認 | ドローインが制限されると、貫入深さと角度が単純に対応しなくなります。この影響により、重大な生産スクラップ(例:5万ドルのロット)が発生する可能性があります。. |
| スプリングバックの比較 | エアベンディングでは、スプリングバックは主に内側半径、材料強度、および貫入深さに依存します。拘束成形では、ボトムに達する前に、摩擦と多面接触が応力状態を書き換えます。中立軸は自由に移動するのではなく、形状と張力によって拘束されます。. |
| 核心の質問 | 金属が供給を制限された状態で固定キャビティ上に引き伸ばされている場合、ひずみ経路を真に制御しているのは何でしょうか? |
0.060インチの機械加工された内側半径を持つ成形タングツールを使用します。その半径は提案ではありません。それは鋼鉄の事実です。パンチがキャビティ内に閉じると、板材はその全長にわたってその半径に適合するように強制されます。.
エアベンディングにおいて、内側半径は副産物であり、経験則として軟鋼ではV開口部の約16パーセントとなります。Vダイの幅を変えれば半径が変わります。貫入をわずかに変えれば半径が少しずれます。それは柔軟であるため、Kファクターの表は統計的な推測に過ぎません。.
成形タングキャビティでは、半径は固定されています。しかし、ほとんどの人が見落としているのはここです。圧力分布が適切でない限り、半径を固定したからといって自動的に角度が固定されるわけではありません。.
意図した停止位置を超えてパンチを過剰に押し込むと、内側の格子を圧縮し始め、内面近くの結晶構造を圧縮することになります。これはボトム加工やコイニングの領域に近づくことを意味し、エアベンディングの5倍から30倍のトン数が必要になる場合があります。これを盲目的に行うと「負のスプリングバック」を誘発し、アンロード後に部品が公称値を超えて閉じてしまう可能性があります。.
内壁を薄くしてKファクターを再びずらすまでは、素晴らしいことのように聞こえます。.
確かに、固定形状はフリーエアベンディングのランダム性を排除しますが、それはキャビティが材料を均一に支持し、トン数が設計意図と一致している場合に限られます。タイトなキャビティ内で圧力分布が不適切だと、局所的な過剰応力、肉厚の減少、予測不可能な伸びが生じる可能性があります。こうなると、せっかくの「固定」された計算も、別の形で再び破綻してしまいます。.
ここから得られる教訓は、モールドタング(成形タング)が万能だということではありません。その精度は、キャビティがいかに接触面積、摩擦、荷重分散を管理するかにかかっているということです。もし半径が金型によって決定されるのであれば、ラムの深さを気にしなくて済むように、角度そのものを固定するものは何なのでしょうか。
私は30年前の、エンコーダーが緩んだプレスブレーキでボトムベンディングの仕事をしたことがありますが、それでも角度を維持できました。なぜか?ダイが機械的なハードリミット(限界点)として機能したからです。コントローラーは私を目標付近まで導くだけで、仕事の仕上げはツールが行ったのです。.
インテグレーテッドストップを備えたモールドタングツールは、その原理をさらに厳密にしたものです。フルストローク時、ワークは最終的な壁角度を規定する機械加工された面に物理的に着座します。「概ね」でも「深さに基づく」のでもなく、スチールに当たることで停止するのです。.
それこそが、物理的な形での「バックゲージからの独立」です。.
ブランク(材料)がわずかに長くても短くても、エアベンディングではサイクルごとに材料の引き込み方が異なるため、角度のばらつきとして即座に現れます。インテグレーテッドストップを備えた拘束キャビティ内では、引き込みはすでに制限されており、最終位置はストップ面によって設定されます。ストップが効いている状態では、ラムの深さが数千分の一インチ変化しても角度は変わりません。荷重がツールに対して増大するだけです。.
しかし、誰も語らないハイブリッドな計算がここにあります。弾性反発によってワークが面から浮き上がらないよう、ストップに対してワークを完全に着座させるための十分なトン数が必要です。力が弱すぎれば浮いてしまい、強すぎれば意図せずコイニング(刻印)されてしまいます。.
つまり、ツーリング設計、材料強度、プレス能力を統合して計算しなければならないということです。コントローラーは力と位置を供給するシステムとなり、ツールが結果を定義するのです。.
キャビティが半径を固定し、ストップが角度を固定し、摩擦が歪み経路を固定していることを受け入れれば、従来のエアベンディングのK係数チャートは不正確であるだけでなく、全く異なる物理世界を記述していることになります。.
では、ツールが半径、角度、歪み状態を決定している場合、それは曲げ余裕(ベンドアローアンス)やスプリングバックの計算にどのような影響を与えるのでしょうか?
私はかつて、紙の上では完璧に計算できた0.125インチの軟鋼製ブラケットを扱ったことがあります。エアベンディングの数値で、K係数は0.42。内側半径は1インチのV開口部の16%と推定。曲げ余裕もきれいに算出され、ブランクをカットし、最初のヒットは良好に見えました。.
しかし、フランジが短くなってしまいました。わずかではなく、0.060インチもです。.
材料も厚みも同じ。しかし今回は、0.060インチの機械加工された半径と、早期に接触する側壁を持つモールドタングキャビティで成形されました。従来の計算では、中立軸は内側から厚みの約42%のあたりに浮いていると想定していました。しかしキャビティ内では、摩擦が曲げゾーンを伸ばし、引き込みが制限されるため、その中立軸は外側にシフトしました。材料は予測よりも大きく伸びたのです。伸びが大きいということは、より多くの曲げ余裕が消費されたことを意味します。消費された余裕が多いということは、脚が短くなることを意味します。.
これは単なる丸め誤差ではありません。歪み経路そのものが異なるのです。.
ツールが半径と角度を固定するなら、フラットパターンの計算に残された唯一の変数は、そのスチール製の包囲の中で材料が実際にどのように伸びるかという点だけです。そして、そこから再構築が始まるのです。.
古典的な曲げ余裕の公式を見てみましょう:
BA = 角度 × (R + K × T)
ラジアン単位の角度。Rは内側半径。Tは板厚。Kは中立軸比。.
エアベンディングにおいて、Kは統計的な妥協値です。半径はV開口幅とパンチの押し込み量の関数として形成されます。板材はパンチに巻き付く際、脚部から引き込まれることがあります。中立軸は、比較的自由な変形に基づいてその位置を「見つけ」ます。.
では、同じ板材を成形タング(突起)のキャビティ内に閉じ込めてみましょう。.
側壁は完全に巻き付く前に接触します。ストリッパーが上から圧力をかけます。それらの表面に沿った摩擦が、曲げ線に沿って引張応力を誘発します。単なる曲げではなく、材料は内側への供給を妨げられながら、固定された0.060インチの半径上で引き伸ばされます。.
力学的に、これは2つのことを引き起こします:
もしハンドブックにK=0.42とあり、実際の拘束条件下では0.48や0.50のように振る舞う場合、曲げ許容差(ベンドアローワンス)は大きくなります。板厚0.125インチ、半径0.060インチの90度曲げにおいて、その変化は展開長を50〜80千分の一インチ(0.050〜0.080インチ)も狂わせる可能性があります。.
現実的な確認:もしVダイ加工のハンドブックのK係数をそのまま使っているなら、私はそれで5万ドル分のスクラップが発生するのを見たことがあります。.
昔の職人がVダイで行っていたように、試曲げをして新しいKを逆算することはできるでしょうか?もちろん可能です。3回打って、測定し、調整し、繰り返す。変形モードが一貫している場合はそれでうまくいきます。.
しかし、成形タングの場合、変形の安定性はキャビティへの完全な着座、一貫した摩擦、そして安定した加圧力に依存します。これらの一つでも欠ければ、「校正」されたK値は再びずれてしまいます。したがって、問題は調整できるかどうかではなく、そもそも正しい物理モデルを調整しているかどうかです。.
私は、オペレーターがエアベンディングで90度に戻るように88度までオーバーベンドするのを見てきました。教科書通りの動きです。ところが、それは62度まで開いてしまいました。.
これは魔法ではありません。コイニングによるクリープ現象です。狭いキャビティ内で深く押し込みすぎると、もはや弾性が支配的なエアベンディングの状態ではありません。内側の繊維を塑性圧縮し、板厚全体に応力を再分配しているのです。形状がより強く押し返してくる場合、穏やかな弾性回復は起こらず、補正の符号が反転することさえあります。.
エアベンディングでは、スプリングバックは主に内側半径、材料強度、押し込み深さの関数です。そのため、オーバーベンド角度を計算し、ラムにそこまで動くよう指令を出します。.
ストッパーが組み込まれた成形タングでは、最終角度は鋼材同士の接触によって決まります。「92度」と入力して90度に戻ることを期待するのではなく、全着座力で負荷を解除した後に90度になるような角度でキャビティを加工します。.
これがパラドックスです。オーバーベンドはコントローラーにプログラムされるのではなく、金型に加工されるのです。.
数学的に言えば、これはスプリングバックの項がプレス設定の変数から、キャビティ角度の固定オフセットに移行することを意味します。材料や板厚が変われば、キャビティ角度では正しく補正できなくなる可能性があります。スプリングバック係数Ks(最終角度÷負荷時角度)は、もはや材料に基づくものだけではありません。材料と拘束の組み合わせによるものなのです。.
これを無視すれば、コントローラーの考えなどお構いなしのハードストップに対して、ラム深さを調整するという堂々巡りに陥るでしょう。.
では、角度補正が金型鋼そのものに組み込まれている場合、毎サイクルその補正を現実のものにするにはどれだけの力が必要なのでしょうか?
0.125インチの軟鋼を4フィートのエアベンドで曲げる場合、例えば20トン程度の荷重をかけるかもしれません。荷重は狭いパンチ先端と2つのダイ肩部に集中します。接触は限定的で、摩擦も限定的です。.
同じ長さを成形タングキャビティに押し込むと、パンチノーズの接触、側壁の接触、上部からのストリッパー圧力、そして一体型ストップに対する全長にわたる着座が発生します。接触面積は倍増し、摩擦も倍増します。材料は単に曲げられているのではなく、形状へと押し込まれているのです。.
力は圧力に面積を掛けたものに等しくなります。面積が増えれば、総トン数は急速に上昇します。.
必要なトン数に達しなければ、部品はストップに対して完全には着座しません。弾性的にわずかにキャビティ面から浮き上がってしまいます。そうなると、美しく機械加工されたオーバーベンド角度が部品に転写されることはありません。90度ではなく91度と測定され、深さを調整しても、ストップがすでに効いているため何も変わりません。あなたは位置制限ではなく、力制限を受けていたのです。.
逆にやりすぎると、意図しないコイニング(極端な場合はエアベンドトン数の5倍から30倍)に陥り、内壁が薄くなり、有効なK係数が再び変化してしまいます。.
だからこそ、計算の再調整とは単に新しいK係数をスプレッドシートに入力することではありません。それは、拘束されたひずみ(カスタムK係数)、キャビティで定義されたオーバーベンド(工具角度)、そして部品を押しつぶすことなく着座させるための十分なトン数という3つの要素を1つのモデルに統合することなのです。.
成形タング成形において、ブランク展開、スプリングバック補正、プレス能力が単一のシステムであると理解できれば、コントローラーはその方程式の中で最も重要ではない部分となります。.
つまり、次の戦いは理論的なものではなく、あなたのセットアップとアライメントが、この再構築された計算結果を現場での最初の接触で維持できるほど強固であるかどうか、という点にあります。.
あなたは計算を再構築しました。スプリングバックを見越してキャビティ角度を削り出しました。コイニングに陥ることなく部品を着座させられるトン数も検証しました。.
今、あなたを破滅させうる唯一の残された要素はセットアップです。.
厳しい現実を申し上げます。成形タング工具は、エアベンドのように曖昧さを許容しません。エアベンドでは、ハンドルで緩いトレーラーを操縦するようなもので、多少のミスアライメントやラムの微調整があれば、角度を修正できます。しかし、成形タング成形では、荷重を機械加工されたクレードル(受け台)にボルトで固定しています。形状がすべてを決定するのです。もしそのクレードルが0.5ミリずれていれば、すべての部品が全く同じように、フル生産速度で不良品となります。.
それは小さなエラーではありません。システムエラーです。.
そこで、実用的な疑問が生じます。計算が正しいとして、現場でそれを維持するにはどうすればよいのでしょうか?
0.5mmについて話をしましょう。.
側壁と一体型ストップを備えた成形タングキャビティにおいて、そのオフセットは単に角度を歪ませるだけではありません。材料が最初に壁に接触する位置をずらしてしまいます。それが摩擦分布を変え、ひずみの経路を変えます。そして、オーバーベンドはキャビティに機械加工されているため、材料は従順に間違った形状へと成形されてしまうのです。.
材料はあなたに抵抗しません。ただ、誤った形で従うだけです。.
単純な単一機能の部品であれば、フランジの傾きや穴のずれが見られる程度かもしれません。しかし、冷却通路、逃げ、あるいは入れ子状の曲げを持つ多機能タングの場合、その0.5ミリのずれは蓄積されます。ある壁は早く接触し、別の壁は完全には着座しません。その結果、全長にわたって接触圧力が不均一になり、鋼材に組み込まれたスプリングバック補正も不均一になってしまうのです。.
現実的な確認:私はこれで5万個の製品がスクラップになるのを見たことがあります。セットアップ担当者は数値が正しいと断言していました。確かに数値は正しかったのです。金型が中心からずれていたのです。.
エアーベンディングは、材料がパンチとダイの肩の間で自由に回転できるため、多少の横方向のズレを許容します。一方、モールドタング成形は三方を拘束されています。2点間で曲げるのではなく、形状の中に押し込むのです。位置ずれは平均化されることなく、そのまま固定されてしまいます。.
では、摩擦自体が歪みモデルの一部である場合、どのようにしてその接触挙動を一貫させればよいのでしょうか?
エアーベンディングでは、潤滑についてほとんど考えません。板材はパンチ先端と2つのダイの肩に触れるだけです。接触面積は小さく、摩擦は重要ですが、制御の主導権を握るほどではありません。.
モールドタングキャビティでは、摩擦が制御システムの一部となります。.
板材が巻き付き、座面に収まる際、側壁の引きずりが引き込みに抵抗します。その抵抗が中立軸を外側に押し出し、実効K係数を変化させます。引きずりが変われば、苦労して再構築した歪み分布も変わってしまいます。.
月曜はドライで、火曜はオイルをたっぷり塗って作業すれば、「修正済み」の形状が狂い始めても不思議ではありません。.
ここで作業者は、角度が0.5度ずれたからといって、ハードストップに対してラムの深さを微調整するという、いたちごっこを始めます。コントローラーは変わっておらず、鋼材も動いていません。変わったのは摩擦係数なのです。.
潤滑剤で溺れさせろと言っているわけではありません。潤滑が多すぎると、モデルが想定する以上に材料が滑り、外側の繊維に沿った引張伸びが減少してしまいます。すると、キャビティのオーバーベンドが過剰修正を引き起こします。.
完璧さよりも一貫性が重要です。潤滑条件を一つ選び、それを固定してください。寸法と同じように文書化するのです。.
このプロセスにおいては、それもまた寸法の一部なのですから。.
そこで、多くの工場が急いで通り過ぎてしまう「規律」の話になります。.
モールドタング成形が歪み、形状、力の連成システムであるならば、セットアップはその連成を尊重しなければなりません。.
「とりあえずセットして叩く」ようなことはしてはいけません。“
クランプし、ゲージで測り、検証するのです。.
この順番です。.
材料を流す前に、タングをホルダーに完全に着座させ、ラムの中心線に対してダイの面をインジケーターで測定してください。目視ではありません。インジケーターを使うのです。.
片端だけでなく、全作業長にわたって平行度と中心出しを確認します。ホルダーやベッドにゴミやバリがあったり、クランプのトルクが不均一だったりすると、キャビティは左側では直角でも、右側ではずれている可能性があります。.
ここでは、ソフトウェアよりも鋼材の清浄さが重要になります。.
タングが完全に着座していなければ、スプリングバック補正を担う統合ストップ角は、想定している位置にはありません。そうなると、「機械加工によるオーバーベンド」は変動する変数となってしまいます。.
そして、部品が積み重なって規格外になるまで、そのことに気づくことはありません。.
アライメントを確認したら、材料を入れずにラムをゆっくりと下降させ、接触させます。シックネスゲージや感圧紙があればそれを使用して、キャビティ面全体で均一に接触していることを確認してください。.
角度を確認しているわけではありません。着座時の力分布を確認しているのです。.
次に材料を挿入し、計算したトン数でストップに対して完全に着座することを確認するために制御されたヒットを行います。プレス機に負荷曲線が表示される場合は、それを観察してください。きれいに上昇して安定したプラトー(平坦部)を描いていれば、力制限が正しく行われていることを示しています。スパイクや不均一な上昇は、局所的な接触や壁面への早期干渉を示唆している可能性があります。.
形状がより強く押し返してくる時に何が起こるかを忘れないでください。プレス機には、キャビティの角度を部品に転写するための十分な権限(力)が必要です。力が不足していると、部品はストップから跳ね返り、ベンチの上で誤った結果を示すことになります。.
力が伴わなければ、深さの数値は何の意味も持ちません。.
ほとんどの工場では、角度を測定して良しとしています。.
それはエアベンドの考え方です。.
成形タングの場合、初品で3つの項目を検証してください。最終角度、曲げ線に対するフィーチャーの位置、そしてキャビティ内の壁面接触痕です。それらの痕跡が、着座が均一か偏っているかを教えてくれます。.
角度は合っているのにフィーチャーがずれている場合、拘束下でのK係数の仮定が間違っているか、摩擦がモデル化した通りではない可能性があります。接触痕が片側に強く出ている場合は、アライメントや潤滑がまだ安定していません。.
ここが、再構築された計算と鋼材の現実が交差する場所です。.
これを正しく行えば、不安定なセットアップを再現可能なシステムに変えることができます。間違えれば、サイクルを回すたびに不良品を量産することになります。.
そして、アライメント、摩擦、ストロークが整ったとしても、もう一つの疑問が浮かび上がります。材料そのものがコイルごとに同じ挙動を示さない場合はどうなるのでしょうか?
| ステップ | 内容 |
|---|---|
| ステップ1:タングの着座とダイのアライメントの検証 | 材料を加工する前に、タングをホルダーに完全に着座させ、ラムの中心線に対してダイの面をインジケーターで測定してください。目視ではありません。インジケーターを使うのです。片端だけでなく、全作業長にわたって平行度と中心出しを確認します。ホルダーやベッドにゴミやバリ、あるいはクランプの締め付けトルクの不均一があると、キャビティは左側では直角でも、右側ではずれている可能性があります。ここでは、ソフトウェアよりも鋼材の清浄さが重要になります。タングが完全に着座していなければ、スプリングバック補正を担う統合ストップ角は、想定している位置にはありません。そうなると、「機械加工によるオーバーベンド」は変動する変数となってしまいます。そして、部品が積み重なって規格外になるまで、そのことに気づくことはありません。. |
| ステップ2:オーバートラベルのためのラムストロークの校正 | アライメントを確認したら、材料を入れずにラムをゆっくりと下降させ、接触させます。シックネスゲージや感圧紙があればそれを使用して、キャビティ面全体で均一に接触していることを確認してください。角度を確認しているわけではありません。着座時の力分布を確認しているのです。次に材料を挿入し、計算したトン数でストップに対して完全に着座することを確認するために制御されたヒットを行います。プレス機に負荷曲線が表示される場合は、それを観察してください。きれいに上昇して安定したプラトー(平坦部)を描いていれば、力制限が正しく行われていることを示しています。スパイクや不均一な上昇は、局所的な接触や壁面への早期干渉を示唆している可能性があります。形状がより強く押し返してくる時に何が起こるかを忘れないでください。プレス機には、キャビティの角度を部品に転写するための十分な権限(力)が必要です。力が不足していると、部品はストップから跳ね返り、ベンチの上で誤った結果を示すことになります。力が伴わなければ、深さの数値は何の意味も持ちません。. |
| ステップ3:角度チェックを超えた初品検証 | ほとんどの工場では、角度を測定して良しとしています。それはエアベンドの考え方です。成形タングの場合、初品で3つの項目を検証してください。最終角度、曲げ線に対するフィーチャーの位置、そしてキャビティ内の壁面接触痕です。それらの痕跡が、着座が均一か偏っているかを教えてくれます。角度は合っているのにフィーチャーがずれている場合、拘束下でのK係数の仮定が間違っているか、摩擦がモデル化した通りではない可能性があります。接触痕が片側に強く出ている場合は、アライメントや潤滑がまだ安定していません。ここが、再構築された計算と鋼材の現実が交差する場所です。これを正しく行えば、不安定なセットアップを再現可能なシステムに変えることができます。間違えれば、サイクルを回すたびに不良品を量産することになります。そして、アライメント、摩擦、ストロークが整ったとしても、もう一つの疑問が浮かび上がります。材料そのものがコイルごとに同じ挙動を示さない場合はどうなるのでしょうか? |
すべてを完璧に調整した。ダイの芯出しを行い、座りを確認し、潤滑剤の塗布を寸法と同じくらい厳密に管理した。最初のコイルは完璧に仕上がった。.
2本目のコイルが届いた。紙の上の仕様は同じ16ゲージのステンレスだ。ストップまで打ち込み、全トン数をかけ、荷重曲線もきれいに出た。しかし、角度は62度まで開いてしまった。.
機械のどこも動かしていない。形状も変わっていない。では、何が変わったのか?
エアーベンディングなら、調整の余地がある。深さを変えれば角度が変わる。材料は2つのショルダーを支点に回転する。厚みが数千分の一インチずれても、ラムを微調整すれば対応できる。コントローラーがその負荷の一部を担ってくれるからだ。.
成形タング工具には、そのようなハンドルはついていない。キャビティが角度を決定し、ストップがオーバーベンドを決定する。工具が計算そのものである以上、そのキャビティを満たすものに変化があれば、それはすべて作業者の問題となる。.
それがアキレス腱だ。.
私は、端から中央にかけて0.003インチの厚み差があるステンレスに苦戦する精密ブレーキプレスを見たことがある。中央が厚く、両端が薄い。「0.002インチで2度変わる」といった単純な補正では追い切れないパターンだ。同じ曲げ線上で、ある部分は曲げ不足になり、別の部分は深く入り込みすぎていた。.
エアーベンディングでは、その不均一さはある程度平均化される。板は3点で接触するからだ。厚い部分は貫入に対する抵抗が強いため、深さを調整するか、角度補正システムに少し探らせればよい。完璧ではないが、調整は可能だ。.
では、同じ板を成形タングキャビティに入れてみよう。.
もはや点と点の間で曲げているのではない。定義された容積の中に材料を押し込んでいるのだ。もし板の中央部の厚みが0.003インチ厚ければ、キャビティの壁に早く到達してしまう。その部分で接触圧が急上昇し、摩擦が増大する。するとその場所で中立軸が変化し、長手方向の有効Kファクターが変わってしまう。.
そして、多くの人が見落としているのがここだ。ストップはそんなことなど知る由もない。「これが角度だ」と主張するだけだ。“
そのため、厚い部分はオーバーベンド面に完全に座り込まない一方で、薄い端部は座り込んでしまう可能性がある。結果として、片側は良く見えても、もう片側は仕様を満たさない製品が出来上がる。.
現実的な確認:私はこれで5万ドル分の製品がスクラップになるのを見たことがある。図面には厳密なタングの対称性が求められていた。材料証明書には「公差内」とあった。コイルは適法だった。しかし、部品はそうではなかった。.
固定形状の場合、厚みの公差は購買部門の注釈ではなく、成形上の変数となる。成形精度を求めるなら、材料の厚みのばらつきは、エアーベンディングで求められるものよりも厳しくなければならない。さもなければ、調整の効かないキャビティの中で金属と格闘することになる。.
では、厚みが変動の一軸であるなら、金属の流動についてはどうだろうか?
同じ板から2つのブランクを取る。一つは曲げ線が圧延方向と平行になるように切り出し、もう一つは垂直になるように切り出す。厚みは同じ。合金も同じ。セットアップも同じ。.
圧延方向に平行な方が曲げやすいことが多い。垂直だと抵抗が強くなる。これは基本的な冶金学の知識だ。圧延によって結晶粒が引き伸ばされており、それを横切るように曲げるということは、より多くの境界線を引き伸ばすことになるからだ。降伏強度は向きによって実質的に変化する。.
エアベンディングでは、その違いをスプリングバックとして感じ取ります。深さや角度の補正を微調整すれば完了です。.
モールドタングキャビティ(成形タング金型)の場合、材料が自由に独自の半径を見つけることができないため、話は変わります。内側の半径は、キャビティの形状によって大部分が決まってしまいます。エアベンディングでは、スプリングバックは主に内側の半径、材料強度、および貫入深さの関数です。一方、こちらでは貫入深さはストッパーによって固定され、半径は金型によって拘束されます。.
そのため、木目(圧延方向)を回転させて降伏強度が変化すると、その固定された半径に押し込まれることに対する材料の抵抗も変化します。形状がより強く押し返してきたらどうなるでしょうか。完全に座屈する力に達しない(つまりキャビティに完全になじまない)か、あるいは、より高い応力が部品に残留した状態で座屈に達するかのどちらかです。.
同じタング金型で軟鋼を1週間加工し、その後、キャビティ係数を再考せずにステンレス鋼に切り替える現場を見たことがあります。ステンレス鋼は加工硬化が早いです。通常の金型選定では板厚の8倍ではなく10〜12倍の半径を必要とします。もしモールドキャビティが軟鋼の流動性を基準に設計されていた場合、ステンレス鋼はそれを満たそうとして抵抗するか、あるいは角で割れてしまいます。.
合金や木目を無視できる万能なキャビティなど存在しません。特定の材料の流動挙動に合わせて形状をあらかじめ補正しておかなければ、歪みの経路を根本的に修正できないストローク調整を繰り返すという、いたちごっこに逆戻りしてしまいます。.
したがって、板厚を固定し、展開図上で木目の方向を制御し、公称ゲージではなく合金ごとにキャビティを設計する必要があります。.
さて、それらすべてを行ったと仮定しましょう。.
5万回打った後はどうなるでしょうか?
新しいモールドタング金型から最初に出力される製品は、実に美しいものです。鮮明な接触線、きれいな座屈。キャビティ面には機械加工されたオーバーベンド(例えば、部品が90°にスプリングバックするように88°に削り込まれている)が残っているため、角度は正確です。.
特に高強度のステンレス鋼で長時間稼働させると、キャビティの角が研磨され、やがて丸みを帯びてきます。最初はミクロン単位ですが、そのうち測定可能なレベルになります。.
目視では分かりません。部品を見ればわかります。製品がわずかに開いた状態で出てくるようになります。大きく狂っているわけではありません。ただ、少しずつずれていくのです。.
このシステムでは、角度は金型の鋼材に宿っていることを忘れないでください。オーバーベンド面が88°から89°へと摩耗すれば、組み込まれていたスプリングバック補正が減少したことになります。プレス機は依然として同じストッパー位置でボトムに達し、荷重曲線も正常に見えます。しかし、形状は変化してしまっているのです。.
それが「金型が数学である」ことの暗黒面です。数学は摩耗し得るのです。.
摩耗は摩擦挙動も変化させます。壁面が磨かれると抵抗が減り、完全に座屈する前に引き込みがわずかに増える可能性があります。これにより歪みの分布が再び変化し、コントローラーの数値を誰も触っていないのに、実効K係数が微妙にずれていくのです。.
エアベンディングは角度を深さで決めるため、ある程度の金型摩耗を許容します。しかし、モールドタング成形はそれほど寛容ではありません。打数と材料の種類に応じた摩耗点検の間隔が必要です。定期的にキャビティの角度を測定してください。接触面にブルー液を塗布して接触パターンを確認しましょう。再研磨は単なるメンテナンス作業ではなく、展開図の再検証を必要とする「寸法変更」として扱うべきです。.
もし金型が精度を支配しているのなら、金型寿命、入荷する材料の板厚管理、木目の管理は副次的な問題ではありません。それらこそが「プロセスそのもの」なのです。.
そして、それがすべての工場がいずれ直面する大きな問いを突きつけます。材料、金型、検査に対するこのレベルの管理は、モールドタング精度が約束するものに見合う価値があるのか、という問いです。
あなたは正しい問いを立てています。これらすべての川上での管理と川下での細かな対応は、それだけの価値があるのでしょうか?
ここが直感に反する部分です。モールドタング(成形タング)加工において、あなたが購入しているのは「より厳密な角度」ではありません。「角度を調整し続ける手間から解放される権利」を購入しているのです。.
エアベンディングでは、常に画面と向き合わなければなりません。部品が90度ではなく91度で仕上がったら?深さを微調整します。コイルが変わったら?補正をかけます。まるでハンドルの効きが悪いトレーラーを運転するように、揺れを一つひとつ修正し続けるようなものです。角度は貫通深さとスプリングバックの関数であるため、この方法でも機能します。エアベンディングにおいて、スプリングバックは主に内側半径、材料強度、そして貫通深さの関数です。あなたは貫通深さを制御することで、角度を制御しているのです。.
モールドタングツールは、そのハンドルをあなたの手から奪い去ります。.
キャビティ(金型の凹部)が角度を決め、ストッパーが深さを決めます。オーバーベンド(過剰曲げ)はあらかじめ機械加工で組み込まれています。もしツールが88度で削り出され、部品が90度に戻るように設計されているなら、その決定は鋼材に刻み込まれています。うまくいけば、手直しなしで完璧に機能します。うまくいかない場合、微調整はできません。再設計するしかないのです。これこそが、多くの工場が完全には踏み出せていない意識の転換です。.
つまり、本当の問いは「精度が高いかどうか」ではありません。「午前10時37分にその時の担当者がダイヤルで調整する精度ではなく、鋼材そのものに組み込まれた精度が欲しいのか?」ということです。“
角度を追いかけるのは受動的な作業です。曲げを設計するのは能動的な作業です。.
追いかける側は、5分前にプレスブレーキから出てきたものに対して反応しています。設計する側は、ツールが削り出される前に、中立軸がどう動くか、材料がどこで薄くなるか、固定された半径内で金属組織がどう反応するかを決定しています。つまり、あなたのKファクターはもはやハンドブックに載っている数値ではありません。そのキャビティに紐付いた、形状固有の定数となるのです。.
そして、そこに多くの工場が躓くポイントがあります。.
彼らは公称板厚と「典型的な」Kファクターに基づいてモールドタングツールを製作し、あとはコントローラーが誤差を修正してくれることを期待します。しかし、それは不可能です。私はこれで5万個のロットがスクラップになるのを見てきました。キャビティが間違っていれば、すべての製品が同じように間違って仕上がります。見事に、一貫して間違っているのです。.
現実的な確認:もしツールメーカーがキャビティを仕上げる前にカッター径の検証を怠ったり、研削公差が真の高精度から「だいたい合っていればいい」というレベルに落ちたりすれば、角度を決定づける唯一の要素に誤差を焼き付けてしまったことになります。後から調整して直すことはできません。ツールはコントローラーが何と言おうと関係ないのです。.
つまり、曲げを設計するとは、材料管理、ツール製作の公差、そして展開図の計算を、鋼材を削る前にすべて同じテーブルに乗せることを意味します。初期段階では時間がかかりますし、容赦もありません。そして、ある問いを突きつけます。「その苦労はいつ報われるのか?」と。
私が顧客に伝えている判断基準は以下の通りです。.
第一に、生産量です。年間数百個程度の生産であれば、モールドタングツールは配送用バンにレース用エンジンを積むようなものです。要求される厳密さを維持するコストを回収することはできません。.
第二に、公差の積み重ねです。もしタングの角度が後工程の溶接ギャップやシールの圧縮率、ロボットによる組み立て精度を左右し、現在、角度の微調整や部品の選別に人件費を費やしているのなら、固定形状の金型を採用する価値があります。あなたは角度にお金を払うのではなく、調整にかかる人件費とバラつきを排除するためにお金を払うのです。.
第三に、設計の安定性です。ハードツール(固定金型)は、図面が確定している場合に真価を発揮します。もし設計部門がまだ「最適な角度」を模索している段階なら、モールドタングは戦う場所を間違えています。後からの変更は、プログラムの修正では済みません。金型の作り直しを意味するからです。.
もう一つ、多くの人が見落としている層があります。サプライチェーンの成熟度です。もしエアベンディングで許容されていた範囲よりも厳しい板厚管理を保証できず、ブランク材の圧延方向を固定できず、ツールベンダーが指定した研削精度を維持できないのであれば、ツールは真の意味で精度を「所有」できません。バラつきが、目に見えない場所に移動しただけのことです。.
では、その負担は正当化されるのでしょうか?それは、ツールの周囲のプロセスが、幾何学的な設計が本来の役割を果たせるほど成熟している場合にのみ、正当化されます。.
そして、その先に待っているのが「見返り」です。すべてが整ったとき、何が起こるのでしょうか?
モールドタング(成形タング)金型が正しく機能すると、興味深いことが起こります。.
プレスブレーキは、調整作業を行う場所から、複製を行う機械へと変わります。.
材料ロットごとに角度補正を行うプログラムを作成する代わりに、特定の合金、板厚範囲、および圧延方向に紐付けられた金型セットのライブラリを構築します。例えば、材料X(0.125インチ、平行目)には金型A、ステンレス鋼のバリエーションには金型Bを使用します。それぞれが検証、文書化され、固定されます。.
こうなれば、K係数は理論上の数値ではなく、その金型キャビティに固定された経験的な数値となります。スプリングバックは調整値ではなく、機械加工されたオーバーベンドとなります。オペレーターは後手に回るのではなく、結果を決定づける機械加工されたクレードル(受け台)に部品をセットするだけになります。.
これこそが、皆さんに今後持っていただきたい新しい視点です。モールドタングの精度とは、同じ考え方のままより厳しい数値を追い求めることではありません。設計と金型製作という上流工程に精度を移行させ、機械の仕事を退屈なほど一貫したものにすることなのです。.
エアベンディングは、補正で考えることを教えます。.
モールドタング成形は、コミットメント(確約)で考えることを強います。.
そして、そのコミットメントは画面上ではなく鋼材の中に存在すると受け入れた瞬間、問いは「これを微調整できるか?」から「正しく設計できているか?」へと変わります。“


















