

J’ai vu un opérateur de presse plieuse enfoncer un poinçon de 0,040 po supplémentaire, persuadé que l’angle finirait par se caler à 60°. Au lieu de ça, il s’est ouvert à 62°.
Il fixait l’écran comme s’il lui mentait. Ce n’était pas le cas. C’est son intuition qui s’était trompée.
C’est le piège du pliage à l’air — croire que la profondeur équivaut à l’angle et que l’angle vit dans le contrôleur. Cette logique fonctionne… jusqu’au moment où la géométrie cesse d’être libre.
En pliage à l’air standard dans une matrice en V, la tôle ne touche qu’en trois points : la pointe du poinçon et les épaulements de la matrice. Tout le reste est dans le vide. Cette liberté vous permet de viser ±1° en ajustant la profondeur de quelques millièmes de pouce. Le matériau peut glisser, s’étirer et redistribuer les contraintes pendant que vous le guidez.
Maintenant, imaginez un profil complexe — une forme moulée avec languette, parois latérales, décalages, rayons internes serrés. La tôle n’est plus suspendue dans l’espace. Elle touche des surfaces tôt et fréquemment. L’écoulement du matériau n’est plus libre ; il est guidé, parfois piégé.
Vérification de la réalité : lorsque l’écoulement est contraint, la pénétration ne détermine plus l’angle. J’ai vu cela mettre au rebut une série de $50k.
Si votre modèle mental reste “ajouter de la profondeur, fermer l’angle”, vous luttez contre le métal au lieu de comprendre ce qui se passe physiquement.
Alors, quel est le vrai coût de forcer un poinçon universel à se comporter comme un poinçon sur mesure ?
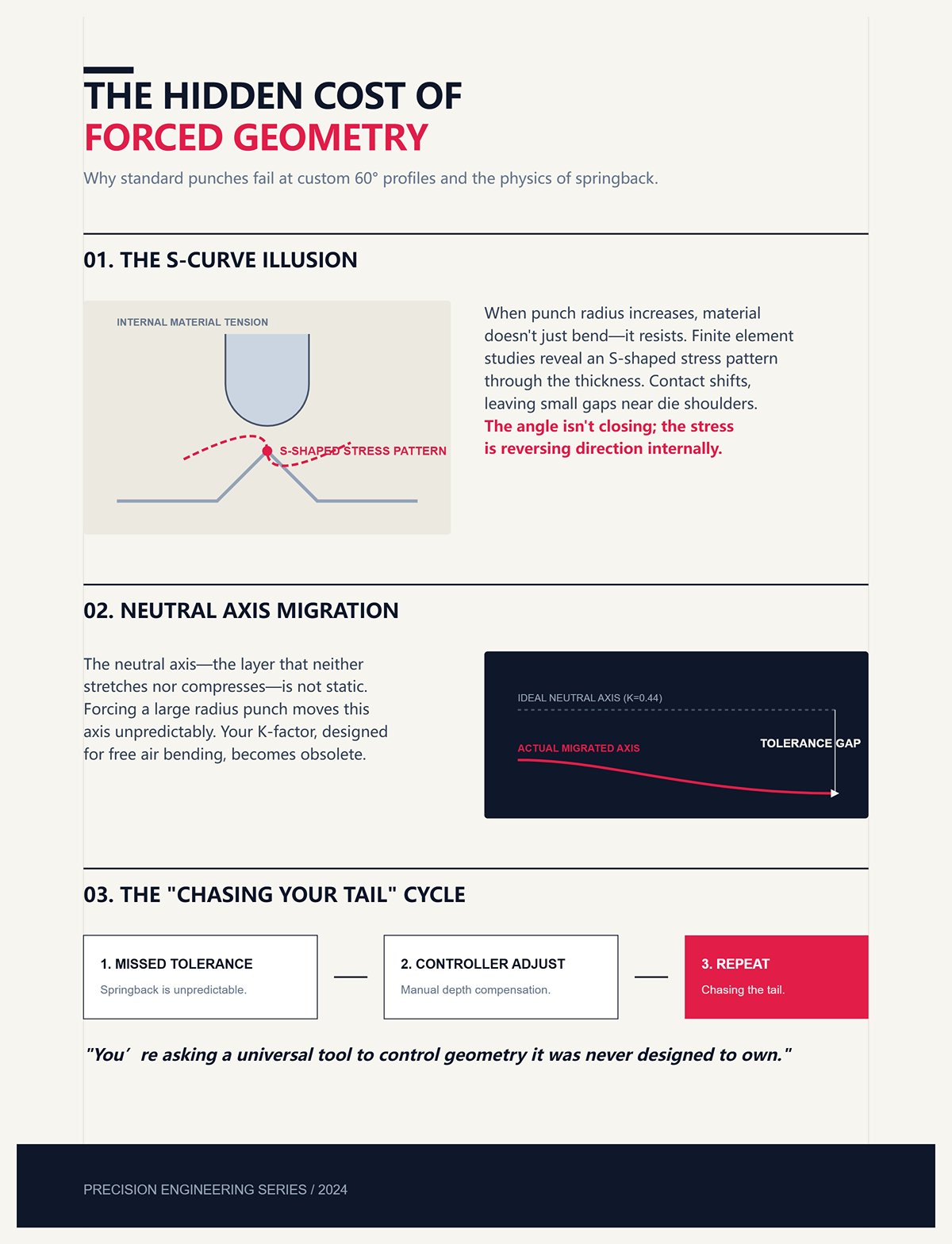
Supposons que vous essayiez de former un profil complexe à 60° dans une matrice en V avec un grand rayon de poinçon. Vous descendez plus profond en espérant un angle plus fermé. Mais des études par éléments finis ont montré une chose désagréable : à mesure que le rayon de poinçon augmente, le matériau peut adopter un schéma de contraintes en forme de S dans l’épaisseur. Le contact se déplace. De petits espaces apparaissent près des épaulements de la matrice.
Vous pensez fermer l’angle. À l’intérieur, la contrainte s’inverse.
La pièce rebondit de façon imprévisible car l’axe neutre — cette couche imaginaire qui ne s’étire ni ne se comprime — a bougé. Votre hypothèse de facteur K, conçue pour le pliage à l’air libre, est désormais fausse. Pas de peu. Assez pour rater les tolérances à chaque fois.
Alors vous compensez dans le contrôleur. Puis vous compensez à nouveau. Vous tournez en rond.
Tout ça parce que vous avez demandé à un outil universel de contrôler une géométrie qu’il n’a jamais été conçu pour maîtriser.
Que se passe-t-il quand la géométrie résiste davantage ?
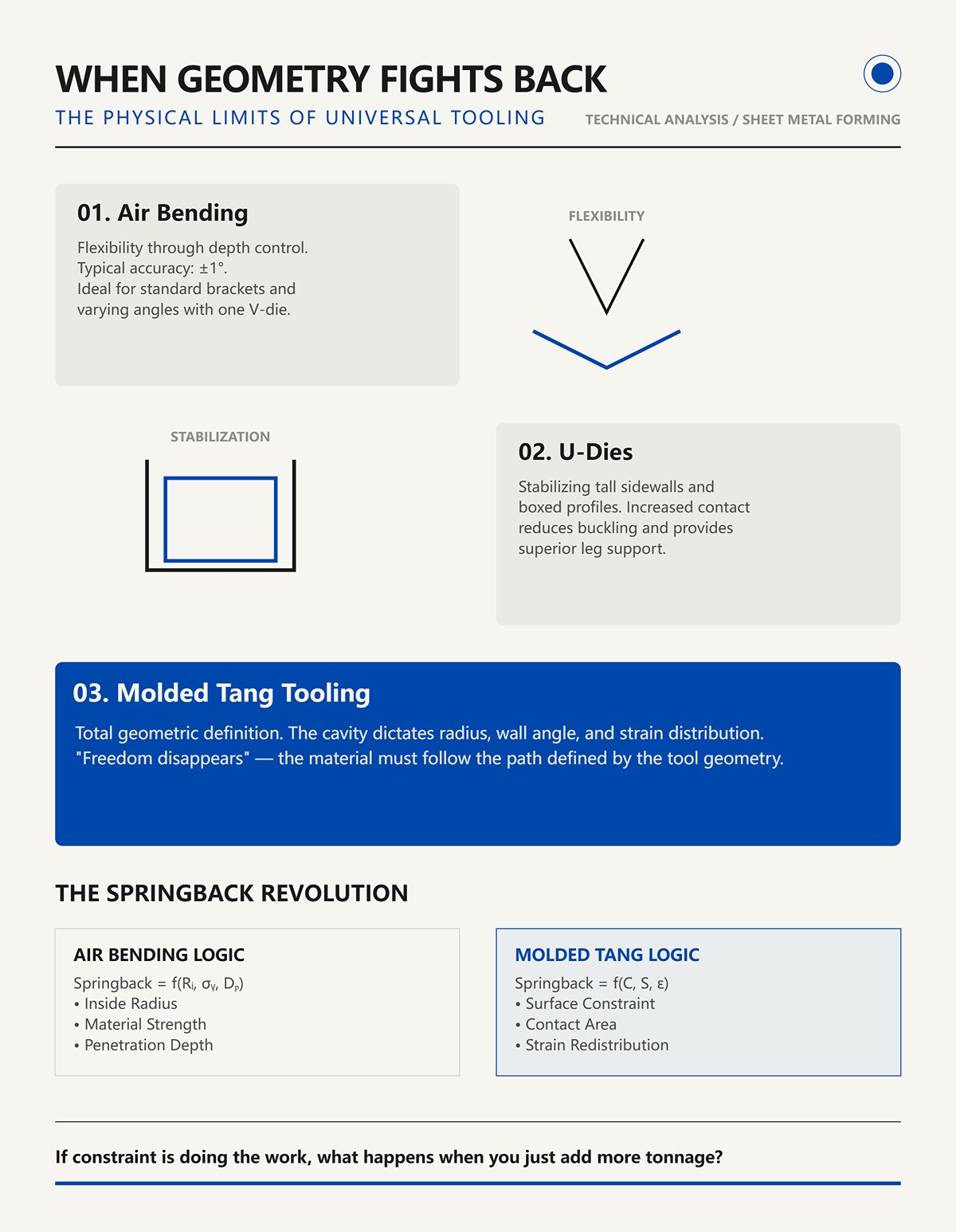
Le pliage à l’air promet de la flexibilité. Une seule matrice en V peut atteindre plusieurs angles avec un contrôle de profondeur. Précision typique ? Environ ±1° si vous connaissez votre matériau. Parfait pour des équerres.
Mais dès que les parois latérales deviennent hautes ou que les profils se referment, la tôle a besoin de soutien. Les matrices en U le prouvent : elles stabilisent les canaux en soutenant les jambes, ce qui réduit le flambage. Plus de contact. Plus de contrôle.
Les outils à forme moulée avec languette vont encore plus loin. Ils ne se contentent pas de soutenir le matériau ; ils définissent sa trajectoire. La forme de la cavité dicte le rayon, l’angle des parois, et même l’endroit où s’accumule la contrainte. La liberté disparaît.
Et avec cela, vos anciens calculs de retour élastique.
En pliage à l'air, le retour élastique est en grande partie une fonction du rayon intérieur, de la résistance du matériau et de la profondeur de pénétration. En formage de languette moulée, il est régi par la contrainte et le contact de surface. La géométrie de l’outil redistribue la déformation avant même d’atteindre le fond.
Ce n’est pas un petit ajustement à votre tableur. C’est une reconstruction.
Si la contrainte fait le travail, que se passe-t-il lorsque vous ajoutez simplement plus de tonnage ?

J’ai vu des opérateurs vérifier deux fois les tableaux de tonnage, puis ajouter 10 % “ juste pour être sûr ”. La logique est simple : plus de force, moins de retour élastique.
Cela fonctionne en matriçage — où l’on fait volontairement céder toute la zone de pliage et fixe l’angle. Mais le matriçage use les outils et ne fonctionne pas bien avec des matériaux plus épais. C’est une solution de force brute.
Dans les formes complexes de languette moulée, un tonnage supplémentaire augmente souvent le contact de surface plus tôt, verrouillant le matériau avant qu’il ait fini de s’écouler. Vous figez les contraintes au lieu de les soulager. L’angle dérive davantage, pas moins.
C’est la partie que personne ne veut entendre.
Parce que cela signifie que la précision ne réside plus dans la force que vous appliquez ou dans la profondeur à laquelle vous descendez. Elle réside dans la forme de l’acier qui pousse.
Et si l’outil possède la géométrie, alors vos anciens réflexes de pliage à l’air — tableaux de facteur K, ajustements de profondeur, estimations de retour élastique — ne sont pas seulement dépassés.
Ils sont sans importance.
Ainsi, le véritable changement n’est pas de mieux régler le contrôleur.
C’est d’accepter que dans le formage de languette moulée, l’outil est le calcul.
Imaginez un outil de languette moulée avec un poinçon enveloppé par une plaque d’éjection, des parois de cavité épousant les deux côtés du profil, et une butée intégrée contre laquelle la pièce vient physiquement s’arrêter au fond. Vous faites descendre le coulisseau, et avant d’être à mi-course, la tôle touche déjà de l’acier sur trois, quatre, cinq surfaces.
Maintenant, demandez-vous : si l’outil possède tous ces points de contact, où exactement le métal est-il censé “ décider ” de son angle final ?
En pliage à l’air, vous dirigez une remorque libre. En formage de languette moulée, vous boulonnez la charge dans un berceau usiné. La liberté disparaît. Et une fois la liberté disparue, disparaît aussi l’ancienne idée que le contrôleur est aux commandes. Ce qui se passe lorsque la géométrie oppose davantage de résistance n’est pas un problème logiciel — c’est un problème de mécanique de contact.
Installez un simple pliage à l’air à 90° dans de l’acier doux de 0,125 po. Contact en trois points. La tôle touche la pointe du poinçon et les deux épaules de la matrice. Tout le reste est de l’espace libre. En pénétrant plus profondément, le matériau peut se tirer vers l’intérieur depuis les jambes. L’axe neutre — cette couche qui ne s’étire ni ne se comprime — flotte là où l’équilibre des contraintes le place. Voilà pourquoi quelques millièmes de profondeur peuvent faire varier l’angle d’un degré. Le métal est libre de redistribuer la déformation.
Enveloppez maintenant ce même flan à l’intérieur d’une cavité moulée pour languette. Ajoutez des parois latérales qui entrent en contact tôt. Ajoutez une plaque éjectrice qui frotte sur la surface à mesure que le poinçon avance. Les recherches sur le pliage contraint avec éjecteurs montrent quelque chose de crucial : la friction entre l’éjecteur et la tôle induit une force de traction le long de la longueur du pli. Au lieu que les fibres internes soient simplement comprimées et les fibres externes simplement étirées, vous étirez activement toute la zone de pliage lorsqu’elle est forcée de passer sur le poinçon.
Cette tension s’oppose à l’amenée de matière. La tôle ne peut pas simplement glisser depuis les jambes pour alimenter le rayon. Elle doit s’allonger localement.
Vérification de la réalité : une fois l’amenée de matière restreinte, la profondeur de pénétration ne correspond plus directement à l’angle. J’ai vu cela entraîner le rebut d’une série $50k.
En pliage à l’air, le retour élastique dépend largement du rayon intérieur, de la résistance du matériau et de la profondeur de pénétration. En formage contraint, l’état de contrainte est redéfini par la friction et les multiples surfaces de contact avant même d’atteindre le fond de course. L’axe neutre ne fait pas que “ se déplacer ” — il est fixé par la géométrie et la tension. Si le métal est étiré sur une cavité fixe tout en étant empêché de s’alimenter, qui contrôle réellement le chemin de déformation ?
| Section | Contenu |
|---|---|
| Sujet | Pliage à l’air vs. formage contraint : où le matériau se déplace réellement |
| Configuration de pliage à l’air | Installez un pliage à l’air simple à 90° dans de l’acier doux de 0,125 po avec un contact à trois points. La tôle touche la pointe du poinçon et les deux arêtes de la matrice ; tout le reste est un espace libre. À mesure que la pénétration augmente, le matériau peut se déplacer vers l’intérieur depuis les jambes. L’axe neutre — la couche qui ne s’étire ni ne se comprime — flotte selon l’équilibre des contraintes. Quelques millièmes de pouce de profondeur peuvent changer l’angle d’un degré car le métal est libre de redistribuer la déformation. |
| Configuration de formage contraint | Enveloppez le même flan à l’intérieur d’une cavité moulée pour languette. Ajoutez des parois latérales qui entrent en contact tôt et une plaque éjectrice qui frotte sur la surface à mesure que le poinçon avance. Les recherches montrent que la friction entre l’éjecteur et la tôle induit une force de traction le long du pli. Au lieu d’une simple compression interne et d’une tension externe, toute la zone de pliage est activement étirée lorsqu’elle est forcée de passer sur le poinçon. |
| Différence de comportement du matériau | La tension induite s’oppose à l’amenée de matière. La tôle ne peut pas glisser depuis les jambes pour alimenter le rayon et doit s’allonger localement. |
| Vérification de la réalité | Une fois l’amenée de matière restreinte, la profondeur de pénétration ne correspond plus directement à l’angle. Cet effet peut causer un rebut de production important (par exemple, une série $50k). |
| Comparaison du retour élastique | En pliage à l’air, le retour élastique dépend principalement du rayon intérieur, de la résistance du matériau et de la profondeur de pénétration. En formage contraint, la friction et les multiples contacts de surface réécrivent l’état de contrainte avant l’écrasement complet. L’axe neutre devient contraint par la géométrie et la tension plutôt que de se déplacer librement. |
| Question centrale | Si le métal est étiré sur une cavité fixe tout en étant empêché de s’alimenter, qu’est-ce qui contrôle réellement le chemin de déformation ? |
Prenez un outil à languette moulée avec un rayon intérieur usiné de 0,060 po. Ce rayon n’est pas une suggestion. C’est un fait d’acier. Lorsque le poinçon se ferme dans la cavité, la tôle est forcée de se conformer à ce rayon sur toute sa longueur.
En pliage à l’air, le rayon intérieur est un sous-produit — environ 16 % de l’ouverture en V pour l’acier doux selon la règle empirique. Changez la largeur de la matrice en V, changez le rayon. Modifiez légèrement la pénétration, le rayon change un peu. C’est flexible, raison pour laquelle vos tableaux de facteur K sont des estimations statistiques.
Dans une cavité moulée pour languette, le rayon est fixe. Mais voici ce que la plupart des gens manquent : fixer le rayon ne signifie pas automatiquement fixer l’angle à moins que la distribution de la pression ne soit correcte.
Si vous enfoncez trop le poinçon au-delà de la butée prévue, vous commencez à compacter le réseau interne — en comprimant la structure du grain près de la surface intérieure. Cela s’apparente au matriçage ou même au monnayage, ce qui peut nécessiter de cinq à trente fois le tonnage du pliage à l’air. Le faire à l’aveugle peut provoquer un “ retour élastique négatif ”, où la pièce se ferme davantage que la valeur nominale après déchargement.
Tout semble parfait jusqu’à ce que vous amincissiez la paroi intérieure et déplaciez de nouveau le facteur K.
Donc oui, la géométrie fixe élimine l’aléatoire du pliage à l’air libre — mais seulement si la cavité soutient le matériau de manière uniforme et que la force de pliage correspond à l’intention de conception. Une mauvaise répartition de la pression dans une cavité étroite peut créer des surtensions localisées, un amincissement et un allongement imprévisible. Et voilà que vos calculs “fixes” sont à nouveau faussés, juste d’une autre manière.
La leçon n’est pas que les tangentes moulées sont infaillibles. C’est que leur précision dépend entièrement de la façon dont la cavité gère la surface de contact, la friction et la répartition de la charge. Si le rayon est imposé par l’acier, qu’est-ce qui verrouille l’angle lui-même pour qu’il n’ait plus à se soucier de la profondeur du vérin ?
J’ai réalisé des pliages par contact complet sur des presses de 30 ans avec des encodeurs imprécis et j’ai quand même tenu l’angle. Pourquoi ? Parce que la matrice constituait la limite mécanique dure. Le contrôleur m’amenait simplement à proximité ; l’outil terminait le travail.
Un outil à tangente moulée avec butée intégrée reprend ce principe et le resserre. En course complète, la pièce vient physiquement s’asseoir contre une surface usinée qui définit l’angle final de la paroi. Pas “approximativement”. Pas “en fonction de la profondeur”. Elle s’arrête parce qu’elle heurte l’acier.
C’est l’indépendance vis-à-vis du butoir arrière sous forme physique.
Si votre flan est légèrement trop long ou trop court, le pliage à l’air le montre immédiatement par une variation d’angle, car le matériau peut se déplacer différemment à chaque cycle. Dans une cavité contrainte avec butée intégrée, l’aspiration du matériau est déjà limitée et la position finale est définie par la face de butée. Une variation de quelques millièmes dans la profondeur du vérin ne change pas l’angle une fois la butée engagée — la charge ne fait qu’augmenter contre l’outil.
Mais voici le calcul hybride dont personne ne parle : vous avez quand même besoin d’assez de tonnage pour caler complètement la pièce contre cette butée sans qu’un rebond élastique ne la maintienne à l’écart de la surface. Trop peu de force et la pièce “flotte”. Trop de force et vous entrez dans un matriçage involontaire.
Cela signifie que la conception de l’outillage, la résistance du matériau et la capacité de la presse doivent être calculées ensemble. Le contrôleur devient un système d’acheminement de la force et de la position ; l’outil définit le résultat.
Une fois que vous acceptez que la cavité fixe le rayon, que la butée fixe l’angle, et que la friction fixe le chemin de déformation, les anciens tableaux de facteur K du pliage à l’air ne sont pas seulement inexacts — ils décrivent un monde physique différent.
Donc si l’outil dicte le rayon, l’angle et l’état de contrainte, qu’est-ce que cela fait à votre calcul de développement et de rappel élastique ?
J’avais un support en acier doux de 0,125 po qui, sur le papier, donnait un résultat parfait. Chiffres de pliage à l’air. Facteur K à 0,42. Rayon intérieur estimé à 16 % d’une ouverture en V de 1 po. Le développement est tombé juste, flan découpé, premier pli correct en apparence.
Sauf que le rabat est sorti trop court. Pas juste un peu. De 0,060 po.
Même matériau. Même épaisseur. Mais cette fois formé dans une cavité à tangente moulée avec un rayon usiné de 0,060 po et des parois qui ont accroché tôt. L’ancien calcul supposait que la fibre neutre flotterait à environ 42 % de l’épaisseur à partir de l’intérieur. Dans la cavité, avec la friction étirant la zone de pliage et l’aspiration limitée, cette fibre neutre s’est déplacée vers l’extérieur. Le matériau s’est allongé davantage que ce que le tableau prévoyait. Plus d’allongement signifie plus de développement consommé. Plus de développement consommé signifie des jambes plus courtes.
Ce n’est pas une erreur d’arrondi. C’est un chemin de déformation différent.
Si l’outil fixe le rayon et l’angle, alors la seule variable restante dans vos calculs de flan est la façon dont le matériau s’étire réellement à l’intérieur de cette enveloppe d’acier. Et c’est là que la reconstruction commence.
Prenons la formule classique du développement :
BA = angle × (R + K × T)
Angle en radians. R rayon intérieur. T épaisseur. K le rapport de la fibre neutre.
En pliage à l’air, K est un compromis statistique. Le rayon se forme en fonction de l’ouverture en V et de la pénétration. La tôle peut se rétracter à partir des jambes lorsqu’elle s’enroule autour du poinçon. La fibre neutre “ trouve ” sa propre position sur la base d’une déformation relativement libre.
Maintenant, enfermez cette même tôle dans une cavité de tenon moulé.
Les parois latérales entrent en contact avant l’enroulement complet. Un dévêtisseur exerce une pression par-dessus. La friction le long de ces surfaces induit une contrainte de traction le long de la ligne de pliage. Au lieu de simplement se plier, le matériau est étiré sur un rayon fixe de 0,060 po tout en étant empêché de se nourrir vers l’intérieur.
Mécaniquement, cela produit deux effets :
Si votre manuel indique K = 0,42 et que la condition réelle contrainte se comporte comme 0,48 ou 0,50, votre valeur de développement augmente. Sur un pli à 90° dans un matériau de 0,125 po avec un rayon de 0,060 po, ce décalage peut réduire la longueur à plat de cinquante à quatre‑vingt millièmes.
Vérification de la réalité : si vous utilisez encore le facteur K du manuel provenant de votre travail en matrice V, j’ai déjà vu cela mettre au rebut une série $50k.
Pourriez‑vous faire un essai de pliage et recalculer un nouveau K comme le faisaient les anciens avec les matrices V ? Bien sûr. Trois coups, mesure, ajustement, répétition. Cela fonctionne lorsque le mode de déformation reste constant.
Mais dans un tenon moulé, la constance de la déformation dépend d’un appui complet contre la cavité, d’une friction cohérente et d’une force stable. Manquez l’un de ces éléments et votre K “ calibré ” dérive à nouveau. La vraie question n’est donc pas de savoir si vous pouvez le régler — mais si vous réglez le bon modèle physique au départ.
J’ai vu des opérateurs sur‑plier des plis à l’air à 88° pour qu’ils s’ouvrent à 90°. Une manœuvre de manuel. À la place, ils se sont ouverts à 62°.
Ce n’était pas de la magie. C’était du fluage par matriçage. Une fois que vous enfoncez suffisamment profondément dans une cavité serrée, vous n’êtes plus dans le pliage à l’air dominé par l’élasticité. Vous comprimez plastiquement les fibres intérieures et redistribuez les contraintes à travers l’épaisseur. Quand la géométrie réagit plus fortement, ce n’est pas une douce récupération élastique — cela peut inverser le signe de la correction.
En pliage à l’air, le retour élastique dépend principalement du rayon intérieur, de la résistance du matériau et de la profondeur de pénétration. On calcule donc un angle de sur‑pliage et on commande le vérin pour y aller.
Dans un tenon moulé avec butée intégrée, l’angle final est défini par le contact acier‑acier. Vous ne “ réglez ” pas 92° en espérant qu’il se détende à 90°. Vous usinez la cavité à l’angle qui donne 90° après déchargement sous force d’appui complète.
Voilà le paradoxe : le sur‑pliage n’est pas programmé dans le contrôleur. Il est usiné dans l’outil.
Mathématiquement, cela signifie que votre terme de retour élastique passe d’une variable dans le réglage de presse à un décalage fixe dans l’angle de la cavité. Si le matériau et l’épaisseur changent, l’angle de la cavité peut ne plus compenser correctement. Votre facteur de retour Ks — angle final divisé par l’angle sous charge — n’est plus seulement basé sur le matériau. Il dépend du couple matériau‑contrainte.
Ignorez cela, et vous tournerez en rond à ajuster la profondeur du vérin contre une butée rigide qui se moque de ce que pense le contrôleur.
Ainsi, si la correction d’angle réside dans l’acier de l’outil lui‑même, quelle force faut‑il pour que cette correction se réalise à chaque cycle ?
Lors d’un pliage à l’air de 4 pieds dans de l’acier doux de 0,125 po, vous pouvez utiliser, disons, 20 tonnes. La charge est concentrée le long d’une pointe de poinçon étroite et de deux épaulements de matrice. Contact limité. Friction limitée.
Fermez cette même longueur dans une cavité de tang moulée et vous obtenez un contact avec le nez du poinçon, un contact avec les parois latérales, une pression du serre-flan sur le dessus et une assise sur toute la longueur contre une butée intégrée. La surface de contact se multiplie. La friction se multiplie. Le matériau ne se plie pas seulement ; il est pressé pour prendre une forme.
La force est égale à la pression multipliée par la surface. Augmentez la surface, et le tonnage total grimpe rapidement.
Si le tonnage requis n’est pas atteint, la pièce ne s’appuiera pas complètement contre la butée. Elle se déchargera élastiquement légèrement en dehors de la face de la cavité. Votre angle de surpliage, pourtant magnifiquement usiné, ne se transfère jamais dans la pièce. Vous mesurez 91° au lieu de 90°, ajustez la profondeur, et rien ne change parce que la butée est déjà engagée. Le problème vient du manque de force, pas de position.
Allez trop loin dans l’autre sens et vous glissez dans un matriçage involontaire — de cinq à trente fois le tonnage du pliage à l’air dans les cas extrêmes — en amincissant la paroi intérieure et en déplaçant à nouveau votre coefficient K effectif.
C’est pourquoi recalibrer le calcul ne consiste pas seulement à introduire un nouveau K dans une feuille de calcul. Il s’agit de relier trois éléments en un seul modèle : la déformation contrainte (K personnalisé), le surpliage défini par la cavité (angle de l’outil) et le tonnage suffisant pour asseoir la pièce sans l’écraser.
Une fois que vous acceptez que le développement du flan, la compensation du retour élastique et la capacité de la presse constituent un système unique dans le formage du tang moulé, le contrôleur devient la partie la moins intéressante de l’équation.
Ce qui signifie que le combat suivant n’est pas du tout théorique — il s’agit de savoir si votre réglage et votre alignement sont suffisamment précis pour que ce nouveau calcul survive au premier contact avec l’atelier.
Vous avez refait le calcul. Vous avez usiné l’angle de la cavité pour le retour élastique. Vous avez vérifié que le tonnage pouvait asseoir la pièce sans dériver vers le matriçage.
Il ne reste plus qu’une seule chose qui puisse vous ruiner : le réglage.
Voici la dure vérité : les outils de tang moulé ne tolèrent pas le jeu comme le fait le pliage à l’air. En pliage à l’air, vous conduisez une remorque libre avec le volant — un léger désalignement, un petit ajustement du coulisseau, et vous pouvez corriger l’angle. En formage de tang moulé, vous avez boulonné la charge dans un berceau usiné. La géométrie décide. Si ce berceau est décalé d’un demi-millimètre, chaque pièce sera fausse exactement de la même manière, à pleine vitesse de production.
Ce n’est pas une petite erreur. C’est une erreur de système.
La question devient alors pratique : si le calcul est correct, qu’est-ce qui le maintient correct sur le terrain ?
Parlons de 0,5 mm.
Sur une cavité de tang moulée avec parois latérales et butée intégrée, ce décalage ne fait pas que fausser un angle. Il déplace le point où le matériau touche d’abord la paroi. Cela modifie la répartition des frictions. Cela modifie la trajectoire de déformation. Et, puisque votre surpliage est usiné dans la cavité, le matériau prendra docilement la mauvaise géométrie.
Il ne vous résistera pas. Il se conformera — de manière incorrecte.
Sur une pièce simple à une seule caractéristique, vous pouvez observer une bride penchée ou un trou déplacé. Sur un tang multi-caractéristiques comportant des canaux de refroidissement, des évidements ou des plis imbriqués, ce demi-millimètre se cumule. Une paroi s’engage plus tôt. Une autre ne s’appuie jamais complètement. Vous obtenez alors une pression de contact inégale sur toute la longueur, ce qui signifie une correction de retour élastique inégale intégrée dans l’acier.
Vérification de la réalité : J’ai vu cette bavure ruiner une production de $50k. Le technicien de réglage jurait que les chiffres étaient corrects. Ils l’étaient. La matrice n’était pas centrée.
Le pliage à l’air tolère un peu de jeu latéral car le matériau est libre de pivoter entre le poinçon et les épaulements de la matrice. La formation d’ergots moulés est contrainte sur trois côtés. Vous ne pliez pas entre deux points ; vous pressez dans une forme. Le mauvais alignement ne se compense pas — il se fige.
Alors, comment maintenir un comportement de contact constant lorsque le frottement lui-même fait partie du modèle de déformation ?
En pliage à l’air, nous pensons à peine à la lubrification. La tôle touche la pointe d’un poinçon et deux épaulements de matrice. La surface de contact est faible. Le frottement compte, mais ce n’est pas lui qui dirige.
Dans une cavité d’ergot moulé, le frottement fait partie du système de direction.
Lorsque la tôle s’enroule et se met en place, la traînée des parois latérales s’oppose à l’aspiration. Cette résistance est ce qui pousse l’axe neutre vers l’extérieur et modifie votre K effectif. Changez la traînée et vous modifiez la distribution des contraintes que vous venez de reconstruire en deux sections.
Travaillez à sec le lundi, avec beaucoup d’huile le mardi, et ne soyez pas surpris lorsque votre géométrie “réparée” se met à dériver.
C’est là que les gars commencent à tourner en rond — ajustant la profondeur du coulisseau contre une butée parce que l’angle a dérivé d’un demi-degré. Le contrôleur n’a pas changé. L’acier n’a pas bougé. Le coefficient de frottement, lui, a changé.
Je ne vous dis pas d’inonder de lubrifiant. Trop de lubrification peut laisser le matériau glisser plus que ne le prévoit votre modèle, réduisant l’allongement en traction le long des fibres extérieures. Votre sur-pliage de cavité sur-corrige alors.
La constance bat la perfection. Choisissez une condition de lubrification. Figez-la. Documentez-la comme s’il s’agissait d’une cote.
Car dans ce procédé, c’en est une.
Ce qui nous amène à la partie discipline que la plupart des ateliers esquivent.
Si la formation d’ergots moulés est un système couplé de déformation, de géométrie et de force, alors le réglage doit respecter ce couplage.
Vous ne “lancez pas la pièce et tapez dessus”.”
Vous serrez. Vous mesurez. Vous vérifiez.
Dans cet ordre.
Avant de jamais faire passer du matériau, placez complètement l’ergot dans le support et contrôlez les faces de la matrice par rapport à l’axe du coulisseau. Pas à l’œil. Contrôlez.
Vous recherchez le parallélisme et le centrage sur toute la longueur de travail, pas seulement à une extrémité. Une cavité peut être d’équerre du côté gauche et dévier du côté droit si le support ou le banc présente des débris, des bavures ou un couple de serrage inégal sur les brides.
L’acier propre compte ici bien plus que n’importe quel logiciel.
Si la languette n’est pas entièrement logée, ton angle d’arrêt intégré — celui qui porte ta compensation de retour élastique — n’est pas là où tu crois. Ton “ sur-pliage usiné ” devient alors une variable flottante.
Et tu ne t’en rendras compte que lorsque les pièces s’accumuleront hors tolérances.
Une fois l’alignement confirmé, abaisse lentement le vérin jusqu’au contact, sans matériau. Vérifie le contact uniforme le long de la face de la cavité à l’aide de cales ou de papier à pression si tu en as.
Tu ne vérifies pas l’angle. Tu vérifies la répartition de la force d’appui.
Introduis ensuite le matériau et effectue un coup contrôlé pour confirmer l’appui complet contre la butée à la charge calculée. Observe la courbe de charge si ta presse l’indique. Une montée nette et un plateau stable montrent que tu es limité correctement par la force. Un pic ou une montée irrégulière peuvent signaler un contact localisé ou un engagement prématuré de la paroi.
Souviens-toi de ce qui se passe lorsque la géométrie oppose plus de résistance : la presse doit avoir suffisamment d’autorité pour transférer l’angle de la cavité dans la pièce. Si la force manque, la pièce se soulèvera de la butée et te donnera une fausse lecture sur l’établi.
Les valeurs de profondeur ne signifient rien si la force n’est pas là.
La plupart des ateliers mesurent l’angle et s’en contentent.
C’est une mentalité de pliage à l’air.
Pour les languettes moulées, valide trois éléments sur la première pièce : l’angle final, la position de la caractéristique par rapport à la ligne de pliage et les marques de contact sur la paroi à l’intérieur de la cavité. Ces marques d’empreinte indiquent si l’appui est uniforme ou biaisé.
Si l’angle est correct mais que la caractéristique s’est déplacée, ton hypothèse de K sous contrainte peut être erronée — ou le frottement n’est pas celui que tu as modélisé. Si les marques de contact sont plus fortes d’un côté, l’alignement ou la lubrification n’est pas encore stable.
C’est là que les calculs reconstruits rencontrent la réalité de l’acier.
Fais-le correctement et tu transformes un réglage fragile en un système répétable. Fais-le mal et chaque cycle ne fera que produire de la ferraille plus vite.
Et une fois que l’alignement, le frottement et la course sont maîtrisés, une autre question surgit — que se passe-t-il lorsque le matériau lui-même ne se comporte pas de la même façon d’une bobine à l’autre ?
| Étape | Contenu |
|---|---|
| Étape 1 : Mise en place de l’ergot et vérification de l’alignement de la matrice | Avant de faire passer le matériau, assieds complètement la languette dans le porte-outil et règle les faces de la matrice par rapport à l’axe central du vérin. Pas à l’œil. Avec un comparateur. Tu recherches le parallélisme et le centrage sur toute la longueur de travail, pas seulement à une extrémité. Une cavité peut être d’équerre du côté gauche et dériver à droite si le support ou la table présente des débris, des bavures ou un couple de serrage inégal au niveau des brides. L’acier propre compte ici bien plus que n’importe quel logiciel. Si la languette n’est pas entièrement logée, ton angle d’arrêt intégré — celui qui porte ta compensation de retour élastique — n’est pas là où tu crois. Ton “ sur-pliage usiné ” devient alors une variable flottante. Et tu ne t’en rendras compte que lorsque les pièces s’accumuleront hors tolérances. |
| Étape 2 : Calibration de la course du vérin pour le dépassement | Une fois l’alignement confirmé, abaisse lentement le vérin jusqu’au contact, sans matériau. Vérifie le contact uniforme le long de la face de la cavité à l’aide de cales ou de papier à pression si tu en as. Tu ne vérifies pas l’angle. Tu vérifies la répartition de la force d’appui. Introduis ensuite le matériau et effectue un coup contrôlé pour confirmer l’appui complet contre la butée à la charge calculée. Observe la courbe de charge si ta presse l’indique. Une montée nette et un plateau stable montrent que tu es limité correctement par la force. Un pic ou une montée irrégulière peuvent signaler un contact localisé ou un engagement prématuré de la paroi. Souviens-toi de ce qui se passe lorsque la géométrie oppose plus de résistance : la presse doit avoir suffisamment d’autorité pour transférer l’angle de la cavité dans la pièce. Si la force manque, la pièce se soulèvera de la butée et te donnera une fausse lecture sur l’établi. Les valeurs de profondeur ne signifient rien si la force n’est pas là. |
| Étape 3 : Validation de la première pièce au-delà du contrôle d’angle | La plupart des ateliers mesurent l’angle et s’en contentent. C’est une mentalité de pliage à l’air. Pour les languettes moulées, valide trois éléments sur la première pièce : l’angle final, la position de la caractéristique par rapport à la ligne de pliage, et les marques de contact sur la paroi à l’intérieur de la cavité. Ces marques d’empreinte indiquent si l’appui est uniforme ou biaisé. Si l’angle est correct mais que la caractéristique s’est déplacée, ton hypothèse de K sous contrainte peut être erronée — ou le frottement n’est pas celui que tu as modélisé. Si les marques de contact sont plus fortes d’un côté, l’alignement ou la lubrification n’est pas encore stable. C’est là que les calculs reconstruits rencontrent la réalité de l’acier. Fais-le correctement et tu transformes un réglage fragile en un système répétable. Fais-le mal et chaque cycle ne fera que produire de la ferraille plus vite. Et une fois que l’alignement, le frottement et la course sont maîtrisés, une autre question surgit — que se passe-t-il lorsque le matériau lui-même ne se comporte pas de la même façon d’une bobine à l’autre ? |
Vous réglez tout. Vous avez indiqué la matrice. Vérifié l’assise. Bloqué la lubrification comme si c’était une cote. La première bobine tourne parfaitement.
La deuxième bobine arrive. Même spécification sur le papier : acier inoxydable calibre 16. Vous atteignez la butée, tonnage complet, courbe de charge nette. À la place, elle s’ouvre à 62°.
Rien n’a bougé sur la machine. La géométrie n’a pas changé. Alors qu’est-ce qui a changé ?
Lorsque vous pliez à l’air, vous avez de la latitude pour piloter. La profondeur change l’angle. Le matériau pivote sur deux appuis. Si l’épaisseur augmente de quelques millièmes de pouce, vous poussez un peu plus le vérin et vous continuez. Le contrôleur prend une partie de la charge.
Un outillage à tenon moulé ne vous donne pas ce volant de direction. La cavité détermine l’angle. La butée détermine le sur-pliage. Quand l’outil est la formule, tout changement dans ce qui remplit cette cavité devient votre problème.
C’est le talon d’Achille.
J’ai vu un frein de précision avoir du mal avec de l’inox qui variait de 0,003 pouce entre le bord et le centre. Plus épais au milieu, plus mince sur les côtés. Aucun schéma que l’on puisse suivre avec une correction simple du type “ deux millièmes égalent deux degrés ”. Sur la même ligne de pliage, une section était sous-pliée tandis qu’une autre était trop enfoncée.
En pliage à l’air, cette incohérence se compense partiellement. La tôle est en contact en trois points. Les zones plus épaisses résistent davantage à la pénétration, alors vous ajustez la profondeur ou vous laissez le système de correction d’angle chercher un peu. Ce n’est pas parfait, mais c’est ajustable.
Maintenant, placez cette même tôle dans une cavité à tenon moulé.
Vous ne pliez plus entre des points. Vous déplacez du matériau dans un volume défini. Si la tôle est plus épaisse de 0,003 pouce au milieu, elle atteint les parois de la cavité plus tôt. La pression de contact augmente localement. La friction augmente à cet endroit précis. Cela déplace l’axe neutre différemment à cet endroit, ce qui modifie le facteur K effectif sur la longueur.
Et voici ce que la plupart des gens manquent : la butée n’en sait rien. Elle dit simplement : “ Voici l’angle. ”
Ainsi, la section plus épaisse peut ne jamais se plaquer complètement contre la face de sur-pliage, tandis que les bords plus fins, eux, le font. Vous obtenez une pièce qui semble correcte à une extrémité et vous induit en erreur à l’autre.
Vérification : j’ai vu cela mettre au rebut une série de $50k. Le plan exigeait une symétrie stricte du tenon. Le certificat matière indiquait “ dans les tolérances ”. La bobine était conforme. Les pièces ne l’étaient pas.
Avec une géométrie fixe, la tolérance d’épaisseur cesse d’être une note en bas de page pour l’acheteur et devient une variable de formage. Vous voulez de la précision moulée ? Alors la variation d’épaisseur entrante doit être plus serrée que ce que le pliage à l’air a jamais exigé. Sinon, vous vous battrez contre le métal dans une cavité que vous ne pouvez pas ajuster.
Donc, si l’épaisseur est un axe de variabilité, qu’en est-il de la façon dont le métal s’écoule ?
Prenez deux flans issus de la même tôle. L’un découpé avec la ligne de pliage parallèle à la direction de laminage, l’autre perpendiculaire. Même épaisseur. Même alliage. Même réglage.
Parallèle au fil se plie souvent plus facilement. Perpendiculaire vous oppose plus de résistance. C’est de la métallurgie de base — le laminage allonge les grains, et plier à travers ceux-ci signifie que vous vous étirez à travers plus de frontières. La limite d’élasticité change effectivement avec l’orientation.
En pliage à l’air, vous ressentez cette différence sous forme de retour élastique. Vous ajustez la profondeur ou la correction d’angle. Terminé.
Dans une cavité de tang moulée, l’histoire change car le matériau n’est pas libre de trouver son propre rayon. Le rayon intérieur est en grande partie dicté par la géométrie de la cavité. En pliage à l’air, le retour élastique dépend principalement du rayon intérieur, de la résistance du matériau et de la profondeur de pénétration. Ici, la profondeur de pénétration est fixée par la butée, et le rayon est contraint par la matrice.
Ainsi, lorsque vous modifiez la direction du grain et que la limite élastique varie, la résistance du matériau à être forcé dans ce rayon fixe change aussi. Que se passe-t-il lorsque la géométrie oppose plus de résistance ? Soit vous n’atteignez pas la force de serrage complète — ce qui signifie une conformité incomplète à la cavité — soit vous l’atteignez avec une contrainte plus élevée enfermée dans la pièce.
J’ai vu un outillage de tang identique travailler l’acier doux toute la semaine, puis passer à l’inox sans repenser le facteur de cavité. L’inox s’écrouit plus vite. Il préfère un rayon intérieur plus grand — pensez 10 à 12 fois l’épaisseur dans une sélection conventionnelle de matrices, et non 8. Si votre cavité moulée a été conçue pour le flux d’acier doux, l’inox luttera pour la remplir ou se fissurera dans l’angle.
Il n’existe pas de cavité universelle qui ignore l’alliage et le grain. Si vous ne précompensez pas la géométrie pour le comportement d’écoulement du matériau précis, vous recommencez à tourner en rond avec des ajustements de course qui ne corrigent pas réellement la trajectoire de déformation.
Alors vous fixez l’épaisseur. Vous contrôlez l’orientation du grain sur le flan. Vous concevez les cavités selon l’alliage, et non selon le calibre nominal.
Supposons maintenant que vous ayez fait tout cela.
Que se passe-t-il après cinquante mille frappes ?
Les premiers articles sortis d’un nouvel outil de tang moulé sont superbes. Lignes de contact nettes. Siège propre. Angles parfaitement exacts car la face de la cavité conserve encore son sur-pliage usiné — peut-être une coupe à 88° pour que la pièce ressorte à 90°.
Faites-le fonctionner assez longtemps, surtout avec de l’inox à haute résistance, et les arêtes de la cavité se polissent. Puis elles s’arrondissent. Des microns au début. Puis quelque chose de mesurable.
Vous ne le verrez pas à l’œil nu. Vous le verrez sur les pièces. Elles commencent à sortir légèrement plus ouvertes. Pas de gros écart. Juste une dérive.
Rappelez-vous, dans ce système, l’angle vit dans l’acier de la matrice. Si la face de sur-pliage s’use de 88° vers 89°, vous venez de réduire votre compensation de retour élastique intégrée. La presse atteint toujours la même butée. La courbe de charge semble toujours saine. Mais la géométrie a changé.
C’est le côté obscur du “ l’outil, c’est le calcul ”. Le calcul peut s’éroder.
L’usure modifie aussi le comportement de friction. Des parois polies peuvent réduire le frottement, permettant un léger tirage supplémentaire avant le serrage complet. Cela modifie à nouveau la répartition des contraintes, déplaçant votre facteur K effectif sans que personne ne touche à un chiffre dans le contrôleur.
Le pliage à l’air tolère une certaine usure d’outil car l’angle dépend de la profondeur. La formation de tang moulée est moins tolérante. Vous avez besoin d’intervalles d’inspection d’usure liés au nombre de frappes et au type de matériau. Vérifiez périodiquement l’angle de la cavité. Bleuisez les faces et vérifiez les zones de contact. Traitez le réaffûtage comme un changement dimensionnel nécessitant une revalidation des flans, et non comme une simple tâche de maintenance.
Si l’outil détient la précision, alors la durée de vie de l’outil, le contrôle de l’épaisseur du matériau et la discipline du grain ne sont pas des questions secondaires. Ce sont le procédé.
Et cela pose la grande question à laquelle chaque atelier est finalement confronté : ce niveau de contrôle — sur le matériau, l’outillage et l’inspection — vaut-il vraiment la précision promise par le tang moulé ?
Vous posez la bonne question : tout ce travail en amont et cette surveillance en aval en valent-ils la peine ?
Voici la partie qui n’est pas évidente. Dans le travail avec des mors moulés, vous n’achetez pas des angles plus serrés — vous achetez le droit d’arrêter de les ajuster.
En pliage à l’air, vous vivez devant l’écran. La pièce sort à 91° au lieu de 90° ? Ajustez la profondeur. Nouveau rouleau ? Corrigez. Vous conduisez une remorque instable, corrigeant chaque écart avec le volant. Cela fonctionne parce que l’angle est une fonction de la pénétration et du retour élastique. En pliage à l’air, le retour élastique dépend principalement du rayon intérieur, de la résistance du matériau et de la profondeur de pénétration. Vous contrôlez la pénétration. Donc vous contrôlez l’angle.
Les outils à mors moulés vous arrachent ce volant des mains.
La cavité, c’est l’angle. La butée, c’est la profondeur. Le sur-pli est usiné dès le départ. Si l’outil a été taillé à 88° pour que la pièce ressorte à 90°, cette décision est figée dans l’acier. Quand ça marche, ça marche sans surveillance. Quand ça ne marche pas, vous ne retouchez pas — vous redessinez. C’est le changement de mentalité que la plupart des ateliers ne font jamais complètement.
La vraie question n’est donc pas “ Est-ce plus précis ? ” mais “ Est-ce que je veux que la précision soit intégrée dans l’acier plutôt que réglée à 10 h 37 par la personne de service ? ”
Poursuivre les angles est réactif. Concevoir les plis est proactif.
Quand vous pourchassez, vous réagissez à ce qui est sorti de la presse plieuse il y a cinq minutes. Quand vous concevez, vous décidez — avant même que l’outil ne soit taillé — ce que fera la fibre neutre, où le matériau s’amincira, comment le grain réagira à l’intérieur d’un rayon fixe. Cela signifie que votre facteur K n’est plus un nombre de manuel. C’est une constante liée à la géométrie de cette cavité.
Et c’est là que la plupart des ateliers trébuchent.
Ils fabriquent un outil à mors moulé basé sur l’épaisseur nominale et un facteur K “ typique ”, puis espèrent que le contrôleur corrigera les écarts. Il ne le fera pas. J’ai vu cela mettre au rebut une série de $50k. Une fois que la cavité est fausse, chaque frappe est systématiquement fausse. Magnifiquement fausse.
Vérification de la réalité : si votre outilleur saute la vérification du diamètre de la fraise avant la finition de la cavité, ou si votre tolérance de rectification glisse du vrai haut niveau de précision à du “ suffisamment proche ”, vous intégrez l’erreur dans la seule chose qui définit l’angle. Vous ne la corrigerez pas plus tard. L’outil se moque de ce que dit le contrôleur.
Concevoir les plis signifie donc regrouper le contrôle du matériau, la tolérance de fabrication des outils et les calculs de développé dans la même salle avant la coupe de l’acier. C’est plus lent au départ. C’est impitoyable. Et cela impose une autre question : quand cette douleur est-elle justifiée ?
Voici le test que je propose aux clients.
Premièrement : le volume. Si vous produisez quelques centaines de pièces par an, un outillage à mors moulés revient à acheter un moteur de course pour une camionnette de livraison. Vous n’amortirez pas la discipline qu’il exige.
Deuxièmement : l’empilement des tolérances. Si l’angle du mors contrôle un jeu de soudure en aval, une compression d’étanchéité ou une fenêtre d’assemblage robotique, et que vous gaspillez actuellement de la main-d’œuvre à corriger les angles et à trier les pièces, alors une géométrie fixe commence à avoir du sens. Vous ne payez pas pour l’angle. Vous payez pour éliminer le travail d’ajustement et la dérive de variation.
Troisièmement : la stabilité du design. Les outils durs excellent quand le plan est figé. Si le bureau d’études cherche encore “ le bon angle ”, les mors moulés sont le mauvais champ de bataille. Les modifications après coup ne signifient pas un nouveau programme. Elles signifient un nouvel acier.
Il y a une autre couche que la plupart des gens manquent : la maturité de la chaîne d’approvisionnement. Si vous ne pouvez pas garantir des bandes d’épaisseur plus serrées que ce que le pliage à l’air tolérait, si vous ne pouvez pas verrouiller la direction du grain sur les flans, si votre fournisseur d’outillage ne peut pas respecter la classe de rectification que vous avez spécifiée, alors l’outil ne “ détient ” pas vraiment la précision. La variabilité s’est simplement déplacée ailleurs, hors de votre vue.
Alors cette contrainte est-elle justifiée ? Seulement lorsque le processus autour de l’outil est suffisamment mûr pour que la géométrie puisse réellement faire son travail.
Cela conduit à la récompense : que se passe-t-il quand c’est le cas ?
Lorsque l’outillage à tenons moulés est bien réalisé, quelque chose d’intéressant se produit.
Votre presse plieuse cesse d’être une station de réglage et devient une machine de reproduction.
Au lieu de programmes avec des corrections d’angle pour chaque lot de matériau, vous établissez une bibliothèque de jeux d’outils liés à des alliages spécifiques, des plages d’épaisseur et des orientations de grain. Outil A avec Matériau X à 0,125 po et grain parallèle. Outil B pour la variante en acier inoxydable. Chacun validé, documenté, verrouillé.
Désormais, votre facteur K n’est pas théorique. Il est empirique et figé pour cette cavité. Votre récupération élastique n’est pas un ajustement ; c’est un surpliage usiné. Votre opérateur ne tourne pas en rond — il charge des pièces dans un berceau usiné qui dicte le résultat.
C’est le nouveau regard que je veux que vous adoptiez : la précision des tenons moulés n’a pas pour but de tirer des chiffres plus serrés avec le même état d’esprit. Il s’agit de déplacer la précision en amont, dans la conception et l’outillage, afin que le travail de la machine devienne d’une régularité ennuyeuse.
Le pliage à l’air vous apprend à penser en termes de corrections.
Le formage à tenons moulés vous oblige à penser en termes d’engagements.
Et une fois que vous acceptez que l’engagement réside dans l’acier, et non sur l’écran, la question passe de “ Puis-je ajuster cela ? ” à “ Ai-je bien conçu cela ? ”.”


















