

Я видел, как оператор листогибочного пресса вдавил пуансон ещё на 0,040 дюйма, уверенный, что угол наконец установится на 60°. Вместо этого он раскрылся до 62°.
Он смотрел на экран так, будто тот ему соврал. Но нет. Ошиблась его интуиция.
Вот в чём ловушка воздушной гибки — вера в то, что глубина равна углу, а угол живёт в контроллере. Эта логика работает ровно до тех пор, пока геометрия перестаёт быть свободной.
При стандартной воздушной гибке на V-матрице лист соприкасается только в трёх точках: вершине пуансона и плечах матрицы. Всё остальное — воздух. Эта свобода позволяет «ловить» угол ±1°, добавляя несколько тысячных дюйма к глубине. Материал может скользить, растягиваться и перераспределять напряжения, пока вы им управляете.
А теперь представьте сложный профиль — формованный выступ с боковыми стенками, смещениями, малым внутренним радиусом. Лист больше не висит в воздухе. Он вступает в контакт с поверхностями рано и часто. Поток материала уже не свободен; он направлен, а иногда и зажат.
Проверка реальности: когда поток ограничен, глубина проникновения больше не равна углу. Я видел, как это губило серию $50k.
Если ваша мысленная модель всё ещё “добавь глубину — закрой угол”, вы боретесь с металлом вместо того, чтобы понять, что происходит физически.
Так сколько на самом деле стоит заставить универсальный пуансон работать как индивидуальный?
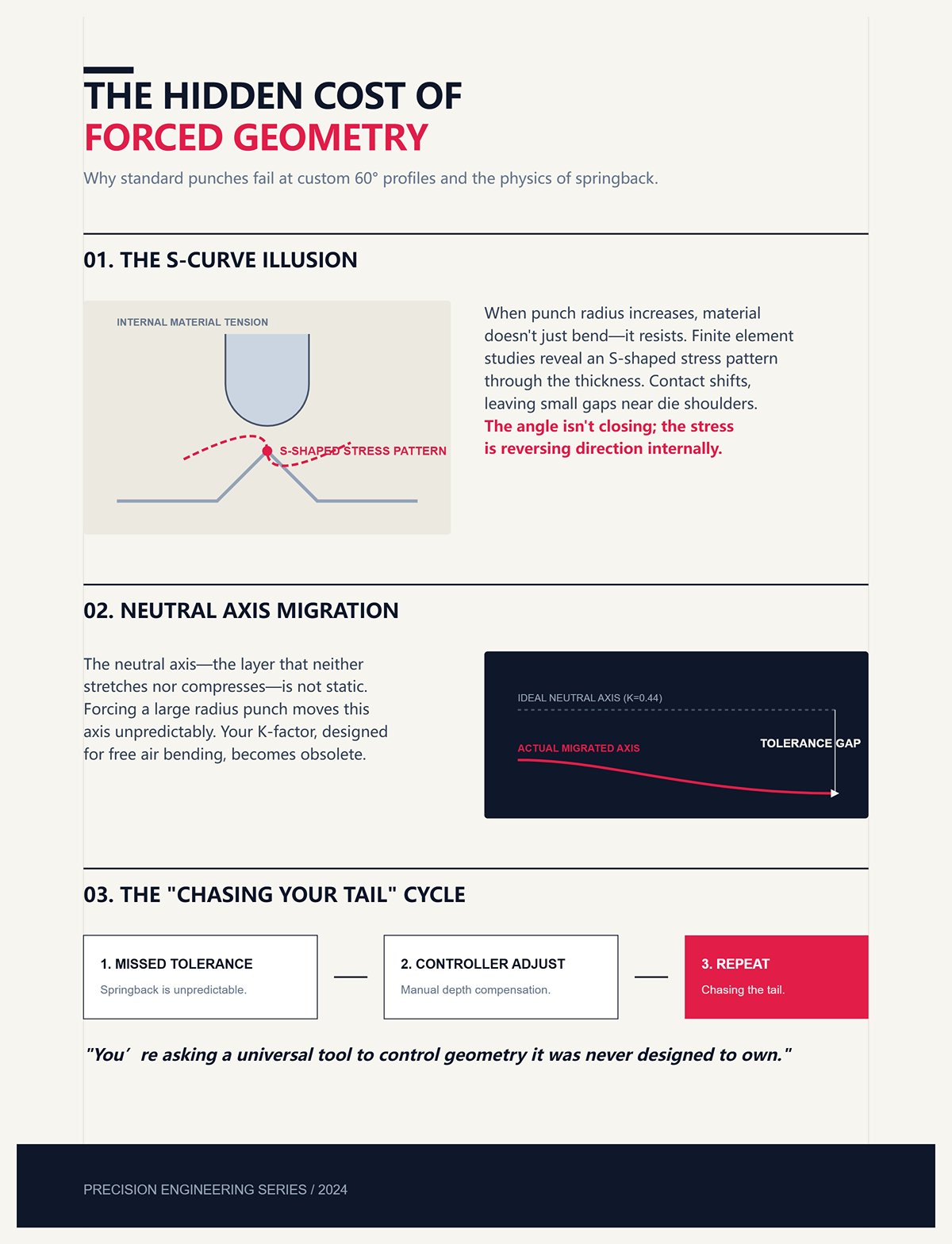
Предположим, вы пытаетесь сформировать сложный профиль под углом 60° в V-матрице с большим радиусом пуансона. Вы идёте глубже, ожидая более острого угла. Но исследования методом конечных элементов показали неприятную вещь: при увеличении радиуса пуансона в материале может образоваться S-образный рисунок напряжений по толщине. Контакт смещается. Возникают небольшие зазоры возле плеч матрицы.
Вы думаете, что закрываете угол. А внутри напряжения меняют направление.
Деталь пружинит непредсказуемо, потому что нейтральная ось — тот воображаемый слой, который не растягивается и не сжимается — сместилась. Ваша предпосылка для коэффициента K, рассчитанная на свободную воздушную гибку, теперь неверна. И не на чуть-чуть. Настолько, чтобы каждый раз выходить за допуск.
И вы начинаете компенсировать на контроллере. Потом компенсируете снова. Замкнутый круг.
Всё из-за того, что вы потребовали от универсального инструмента управлять геометрией, для которой он никогда не был создан.
Что происходит, когда геометрия сопротивляется сильнее?
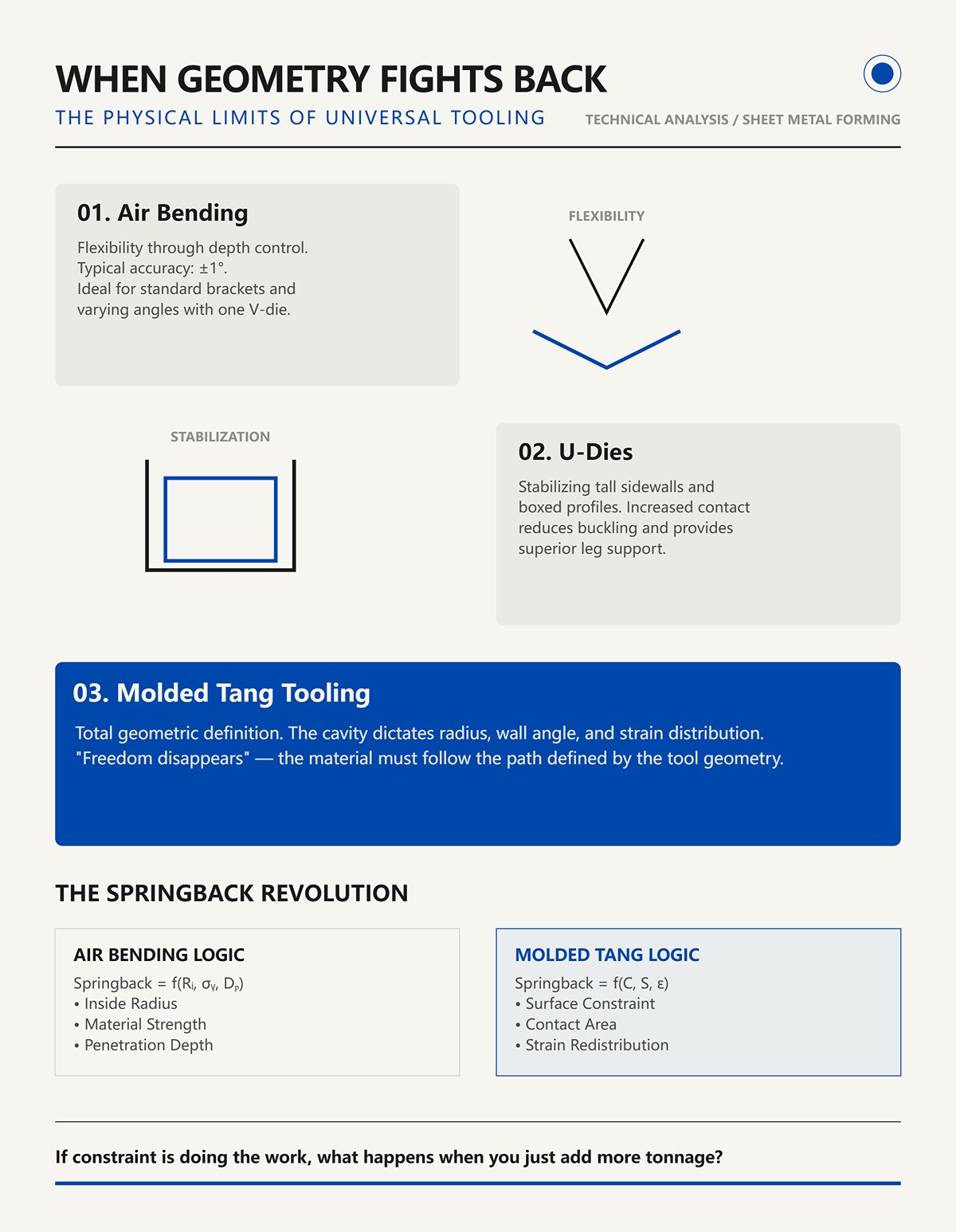
Воздушная гибка обещает гибкость. Одна V-матрица может формировать несколько углов посредством регулировки глубины. Обычная точность? Около ±1°, если вы знаете свой материал. Этого достаточно для кронштейнов.
Но когда боковые стенки становятся высокими или профили замкнутыми, лист требует опоры. U-матрицы это доказывают — они стабилизируют каналы, поддерживая стенки и уменьшая изгиб. Больше контакта. Больше контроля.
Пуансон с формованным выступом идёт ещё дальше. Он не просто поддерживает материал — он определяет его путь. Форма полости задаёт радиус, угол стенки, даже место накопления деформации. Свобода исчезает.
И вместе с этим — твоя старая математика упругого возврата.
В воздушной гибке упругий возврат в значительной степени определяется внутренним радиусом, прочностью материала и глубиной проникновения. В формовании с литейным язычком им управляют ограничение и контакт с поверхностью. Геометрия инструмента перераспределяет деформацию ещё до того, как ты достигнешь нижней точки.
Это не просто корректировка твоей таблицы. Это полная перестройка.
Если ограничение выполняет работу, что произойдёт, если просто добавить больше усилия?

Я видел, как операторы перепроверяют таблицы нагрузки, а затем добавляют 10 процентов “на всякий случай”. Логика проста: больше усилия — меньше упругий возврат.
Это работает при чеканке — когда ты намеренно деформируешь всю зону изгиба и фиксируешь угол. Но чеканка быстро изнашивает инструмент и плохо подходит для более толстого материала. Это метод грубой силы.
В сложных формах с литейным язычком дополнительное усилие часто увеличивает площадь контакта раньше времени, фиксируя материал до того, как он закончит течь. Ты замораживаешь напряжение вместо того, чтобы его снять. Угол уходит ещё больше, а не меньше.
Именно это никто не хочет слышать.
Потому что это означает, что точность больше не зависит от того, как сильно ты давишь или насколько глубоко идёшь. Она зависит от формы стали, которая выполняет давление.
И если инструмент задаёт геометрию, то твои старые инстинкты воздушной гибки — таблицы K-фактора, корректировки глубины, догадки по упругому возврату — не просто устарели.
Они не имеют значения.
Так что настоящий сдвиг — это не более точная настройка контроллера.
Это осознание того, что при формовании с литейным язычком именно инструмент и есть математика.
Представь инструмент с литейным язычком: пуансон, охваченный прижимной плитой, стенки полости, охватывающие обе стороны профиля, и интегрированный упор, в который деталь физически упирается в нижней точке. Ты опускаешь ползун, и ещё до половины хода лист уже касается стали на трёх, четырёх, пяти поверхностях.
Теперь спроси себя: если инструмент контролирует все эти точки контакта, где именно металл должен “решить” свой окончательный угол?
В воздушной гибке ты ведёшь прицеп с люфтом. В формовании с литейным язычком ты прикручиваешь груз в фрезерованный держатель. Свобода исчезает. И как только она исчезает, уходит и старая идея, что управление находится у контроллера. То, что происходит, когда геометрия сопротивляется сильнее, — это не проблема программного обеспечения, а проблема контактной механики.
Настрой простую воздушную гибку на 90° для низкоуглеродистой стали толщиной 0,125 дюйма. Три точки контакта. Лист касается вершины пуансона и двух плеч штампа. Всё остальное — открытое пространство. По мере увеличения глубины материал может подтягиваться внутрь с боковых сторон. Нейтральная ось — тот слой, который не растягивается и не сжимается — перемещается туда, где баланс напряжений уравновешивается. Поэтому несколько тысячных дюйма по глубине могут изменить угол на градус. Металл свободен перераспределять деформацию.
Теперь оберните ту же заготовку внутри формованной полости с выступом. Добавьте боковые стенки, которые соприкоснутся раньше. Добавьте съёмную плиту, которая тянет по поверхности по мере продвижения пуансона. Исследования по ограниченному изгибу со съёмниками показывают нечто критическое: трение между съёмником и листом создаёт растягивающее усилие вдоль линии изгиба. Вместо того чтобы внутренние волокна просто сжимались, а внешние — растягивались, вы активно растягиваете всю зону изгиба при её протягивании через пуансон.
Это растяжение препятствует втягиванию материала. Лист не может просто скользить от ножек, чтобы питать радиус. Ему приходится локально удлиняться.
Проверка реальности: как только втягивание ограничено, глубина проникновения больше не сопоставляется напрямую с углом. Я видел, как это списывало в брак серию $50k.
При воздушном гибе возврат пружины в основном зависит от внутреннего радиуса, прочности материала и глубины проникновения. При ограниченной формовке трение и многоповерхностный контакт переписывают напряжённое состояние ещё до достижения дна. Нейтральная ось не просто “смещается” — она фиксируется геометрией и растяжением. Если металл растягивается над неподвижной полостью, при этом ограничен от питания, кто на самом деле контролирует путь деформации?
| Раздел | Содержание |
|---|---|
| Тема | Воздушная гибка против ограниченного формования: где на самом деле движется материал |
| Настройка гибки на воздухе | Настройте простой гиб на 90° в мягкой стали толщиной 0,125 дюйма с трёхточечным контактом. Лист касается вершины пуансона и двух опор матрицы; всё остальное — свободное пространство. По мере увеличения глубины проникновения материал может подтягиваться внутрь от ножек. Нейтральная ось — слой, который не растягивается и не сжимается — перемещается в зависимости от баланса напряжений. Несколько тысячных дюйма глубины могут изменить угол на градус, потому что металл свободен перераспределять деформацию. |
| Схема ограниченной формовки | Оберните ту же заготовку внутри формованной полости с выступом. Добавьте боковые стенки, которые соприкасаются раньше, и съёмную плиту, которая тянет по поверхности по мере продвижения пуансона. Исследования показывают, что трение между съёмником и листом создаёт растягивающее усилие вдоль линии изгиба. Вместо того чтобы внутренние волокна просто сжимались, а внешние растягивались, вся зона изгиба активно растягивается при протягивании через пуансон. |
| Различие в поведении материала | Вызванное трением растяжение препятствует втягиванию материала. Лист не может скользить от ножек к радиусу и вынужден локально удлиняться. |
| Проверка реальности | После ограничения втягивания глубина проникновения больше не соответствует углу напрямую. Этот эффект может приводить к значительным потерям в производстве (например, серия $50k). |
| Сравнение возврата пружины | При воздушном гибе возврат пружины в основном зависит от внутреннего радиуса, прочности материала и глубины проникновения. В ограниченной формовке трение и многоповерхностный контакт изменяют напряжённое состояние ещё до достижения дна. Нейтральная ось фиксируется геометрией и растяжением, а не перемещается свободно. |
| Основной вопрос | Если металл растягивается над неподвижной полостью и ограничен от питания, что на самом деле контролирует путь деформации? |
Возьмите инструмент с формованным выступом и обработанным внутренним радиусом 0,060 дюйма. Этот радиус — не пожелание. Это стальной факт. Когда пуансон закрывается в полости, лист вынужден принять этот радиус по всей длине.
При воздушном гибе внутренний радиус — побочный продукт, приблизительно 16 процентов от ширины V-образного отверстия для мягкой стали как правило. Измените ширину V-матрицы — измените радиус. Немного измените глубину проникновения — радиус слегка сместится. Это гибко, поэтому ваши таблицы K-фактора являются статистическими оценками.
В формованной полости с выступом радиус фиксирован. Но вот что многие упускают: фиксация радиуса автоматически не означает фиксацию угла, если распределение давления не соответствует задаче.
Если вы ведёте пуансон глубже расчетной точки останова, вы начинаете уплотнять внутреннюю решётку — сжимать зеренную структуру возле внутренней поверхности. Это приближает процесс к закрытой формовке или даже чеканке, что может требовать в 5–30 раз больше усилия, чем воздушный гиб. Делайте это бездумно — и можно получить “отрицательный возврат пружины”, когда деталь после разгрузки закрывается больше номинала.
Звучит отлично, пока вы не истончите внутреннюю стенку и снова не измените K-фактор.
Так да, фиксированная геометрия устраняет случайность гибки “по воздуху” — но только если полость равномерно поддерживает материал, а усилие соответствует замыслу конструкции. Плохое распределение давления в тесной полости может вызвать локальную перегрузку, истончение и непредсказуемое удлинение. И вот ваша «фиксированная» математика снова нарушена, просто другим образом.
Урок здесь не в том, что инструмент с формованными выступами безошибочен. Дело в том, что его точность полностью зависит от того, как полость управляет площадью контакта, трением и распределением нагрузки. Если радиус задаётся сталью, то что фиксирует сам угол, чтобы он перестал зависеть от хода ползуна?
Я выполнял гибку внизу хода на тридцатилетних прессах с неточными энкодерами и всё равно удерживал угол. Почему? Потому что матрица была жёстким механическим ограничителем. Контроллер только подводил близко, а инструмент завершал работу.
Инструмент с формованным выступом и встроенным упором берёт этот принцип и делает его более точным. На полном ходе деталь физически упирается в обработанную поверхность, которая задаёт окончательный угол стенки. Не “приблизительно”. Не “в зависимости от глубины”. Он останавливается, потому что упирается в сталь.
Это независимость от заднего упора в материальном воплощении.
Если ваш раскрой слегка длиннее или короче, гибка по воздуху сразу проявит это в виде изменения угла, поскольку материал может втягиваться по-разному при каждом цикле. В ограниченной полости со встроенным упором втягивание уже ограничено, а окончательная позиция задаётся лицом упора. Изменение глубины хода ползуна на несколько тысячных дюйма не изменяет угол после включения упора — нагрузка просто увеличивается на инструмент.
Но вот гибридная математика, о которой никто не говорит: вам всё ещё нужно достаточно усилия, чтобы полностью прижать деталь к этому упору, не оставив упругого отскока, удерживающего её от поверхности. Слишком мало — и деталь «плавает». Слишком много — и происходит нежелательное “чеканение”.
Это означает, что конструкцию инструмента, прочность материала и мощность пресса нужно рассчитывать совместно. Контроллер становится системой подачи усилия и позиции; инструмент определяет результат.
Как только вы принимаете, что полость фиксирует радиус, упор фиксирует угол, а трение фиксирует путь деформации, старые таблицы коэффициента K для гибки по воздуху становятся не просто неточными — они описывают совсем другой физический мир.
Итак, если инструмент задаёт радиус, угол и состояние деформации, что это делает с вашей математикой припуска на гиб и упругого возврата?
У меня был кронштейн из мягкой стали толщиной 0,125 дюйма, расчёт на бумаге выглядел идеально. Данные гибки по воздуху. Коэффициент K равен 0,42. Внутренний радиус оценён как 16 процентов от V-образного отверстия шириной 1 дюйм. Припуск на гибку вышел чисто, заготовку вырезали, первый удар выглядел отлично.
Кроме того, что отгиб оказался коротким. Не на волосок. На 0,060 дюйма.
Тот же материал. Та же толщина. Но на этот раз деталь формовалась в полости с формованным выступом, где радиус был 0,060 дюйма, а боковые стенки захватывали рано. Старая математика предполагала, что нейтральная ось будет где-то на 42 процента толщины от внутренней поверхности. В полости, где трение растягивает зону гиба, а втягивание ограничено, эта нейтральная ось сместилась наружу. Материал удлинился больше, чем предсказывала таблица. Большее удлинение означает больше использованного припуска. Больше припуска — короче ноги.
Это не погрешность округления. Это другой путь деформации.
Если инструмент фиксирует радиус и угол, то единственная переменная, оставшаяся в вашей математике плоского развертывания, — это то, как материал реально растягивается внутри этой стальной оболочки. И с этого начинается пересборка модели.
Возьмём классическую формулу припуска на гибку:
BA = угол × (R + K × T)
Угол в радианах. R — внутренний радиус. T — толщина. K — коэффициент положения нейтральной оси.
При гибке на воздухе значение K является статистическим компромиссом. Радиус формируется как функция раскрытия V-образной матрицы и глубины проникновения. Лист может втягиваться с боковых сторон, оборачиваясь вокруг пуансона. Нейтральная ось “находит” собственное положение, исходя из относительно свободной деформации.
Теперь зажмите тот же лист в формованной полости с выступом (tang).
Боковые стенки соприкасаются до полного обжатия. Сверху давление прикладывает съёмник. Трение вдоль этих поверхностей вызывает растягивающее напряжение по линии изгиба. Вместо простой гибки материал растягивается по фиксированному радиусу 0,060 дюйма, не имея возможности подаваться внутрь.
Механически это вызывает два эффекта:
Если в вашем справочнике указано K = 0,42, а в реальных стеснённых условиях поведение ближе к 0,48 или 0,50, припуск на гиб увеличивается. При гибе на 90° материала толщиной 0,125 дюйма с радиусом 0,060 дюйма это изменение может «съесть» от пятидесяти до восьмидесяти тысячных плоской длины.
Проверка реальностью: если вы всё ещё используете справочное значение K-фактора от своей работы с V-матрицей, я видел, как это приводит к браку в партии $50k.
Можно ли провести пробную гибку и обратно вычислить новое значение K, как это делали старые мастера с V-матрицами? Конечно. Три попытки: измерь, скорректируй, повтори. Это работает, когда режим деформации остаётся постоянным.
Но в формованной полости с выступом стабильность деформации зависит от полного прилегания к полости, постоянного трения и устойчивого усилия пресса. Пропусти хотя бы одно — и твой “откалиброванный” K снова уедет. Так что вопрос не в том, можно ли его подстроить, а в том, подстраиваешь ли ты вообще правильную физическую модель.
Я наблюдал, как операторы перегибают при гибке на воздухе до 88°, чтобы после упругого возврата получилось 90°. Классический ход. В итоге раскрылось до 62°.
Это не магия. Это ползучесть при чеканке. Когда пробиваешь достаточно глубоко в тесную полость, ты уже не в режиме упруго-доминированной гибки на воздухе. Ты пластически сжимаешь внутренние волокна и перераспределяешь напряжения по толщине. Когда геометрия начинает сильнее сопротивляться, это уже не мягкое упругое восстановление — знак коррекции может просто поменяться.
При гибке на воздухе упругий возврат в основном зависит от внутреннего радиуса, прочности материала и глубины проникновения. Поэтому мы рассчитываем угол перегиба и задаём туда ход ползуна.
В формованной полости с интегрированным упором окончательный угол определяется контактом “сталь к стали”. Вы не «вводите» 92° в надежде, что раскроется до 90°. Вы обрабатываете полость под такой угол, чтобы после разгрузки при полном усилии получалось ровно 90°.
Вот в этом и парадокс: перегиб не заложен в программу контроллера — он выточен в инструменте.
Математически это означает, что ваш параметр упругого возврата переходит из переменной настройки пресса в фиксированное смещение угла полости. Если материал или толщина изменятся, угол полости может больше не компенсировать правильно. Ваш коэффициент упругого возврата Ks — конечный угол, делённый на угол под нагрузкой — больше не зависит только от материала. Теперь он определяется сочетанием материала и ограничений.
Игнорируйте это — и будете бесконечно регулировать глубину хода ползуна против жёсткого упора, которому всё равно, что думает контроллер.
Так если корректировка угла заложена прямо в инструментальной стали, какое усилие нужно, чтобы реализовать эту коррекцию каждый цикл?
При воздушной гибке длиной 4 фута на мягкой стали толщиной 0,125 дюйма нагрузка составляет, скажем, 20 тонн. Нагрузка сосредоточена вдоль узкого кончика пуансона и двух плеч матрицы. Ограниченный контакт. Ограниченное трение.
Закройте тот же участок в формованной полости с выступом, и у вас появится контакт носа пуансона, контакт боковых стенок, давление прижимной пластины сверху и прилегание всей длины к встроенному упору. Площадь контакта увеличивается в разы. Трение увеличивается в разы. Материал не просто гнётся; он вдавливается в форму.
Сила равна давлению, умноженному на площадь. Увеличьте площадь — и общий тоннаж быстро возрастает.
Если не хватает требуемого тоннажа, деталь не будет полностью прилегать к упору. Она немного разгрузится упруго, отступив от поверхности полости. Теперь ваш идеально рассчитанный угол перегиба так и не передастся в деталь. Вы измеряете 91°, а не 90°, подстраиваете глубину — и ничего не меняется, потому что упор уже задействован. Вы ограничены силой, а не положением.
Если же переборщить в другую сторону, то можно случайно перейти к чеканке — в крайних случаях это от пяти до тридцати раз больше тоннажа, чем при воздушной гибке — истончая внутреннюю стенку и снова изменяя эффективный коэффициент K.
Вот почему перекалибровка расчётов — это не просто подстановка нового K в таблицу. Это связывание трёх факторов в одну модель: ограниченного деформирования (пользовательский K), угла перегиба, определяемого полостью (угол инструмента), и достаточного тоннажа для полного прилегания детали без её разрушения.
Как только вы осознаёте, что разработка раскроя заготовки, компенсация упругого возврата и производственная мощность пресса образуют единую систему при формовании выступов, становится ясно: контроллер — наименее интересная часть уравнения.
А значит, следующая задача вовсе не теоретическая — нужно убедиться, что настройка и выравнивание достаточно точны, чтобы эта переработанная математика выдержала первое столкновение с производством.
Вы пересчитали математику. Вы отфрезеровали угол полости с учётом упругого возврата. Вы проверили, что тоннаж позволяет детали полностью стать на место, не переходя в чеканку.
Теперь единственное, что может вас погубить — это настройка.
Вот суровая правда: инструмент для формованных выступов не прощает неточностей, как воздушная гибка. При воздушной гибке вы ведёте свободный прицеп рулём — немного смещения, немного корректировки ползуна, и можно вернуть угол. При формовании выступа вы закрепили нагрузку в обработанном ложе. Геометрия решает всё. Если это ложе смещено на полмиллиметра, каждая деталь будет одинаково неправильной, на полной скорости производства.
Это не малая ошибка. Это системная ошибка.
Так что вопрос становится практическим: если расчёты верны, что удерживает их верными на производстве?
Поговорим о 0,5 мм.
В формованной полости выступа с боковыми стенками и встроенным упором такое смещение искажает не только угол. Оно меняет место первого контакта материала со стенкой. Это изменяет распределение трения. Это изменяет путь деформации. А поскольку ваш перегиб заложен в геометрию полости, материал послушно сформируется по неправильной форме.
Он не будет сопротивляться. Он выполнит — неверно.
В простой детали с одной функцией вы можете увидеть наклон полки или смещение отверстия. В многофункциональном выступе с каналами охлаждения, вырезами или вложенными изгибами этот полмиллиметра суммируется. Одна стенка входит в контакт раньше. Другая никогда не прилегает полностью. Теперь контактное давление распределено неравномерно по длине, а значит, неравномерна и компенсация упругого возврата, заложенная в сталь.
Проверка реальности: Я видел, как это ломало прогон $50k. Техник по настройке клялся, что цифры верны. Они и были верны. Штамп не был центрирован.
Гибка воздухом допускает небольшое боковое смещение, потому что материал свободно поворачивается между плечами пуансона и матрицы. Формование отштампованного выступа ограничено с трех сторон. Вы не сгибаете между двумя точками; вы вдавливаете в форму. Несовпадение не усредняется — оно фиксируется.
Так как же сохранить одинаковое поведение контакта, если трение само является частью модели деформации?
При гибке воздухом мы практически не думаем о смазке. Лист касается кончика пуансона и двух плеч матрицы. Площадь контакта мала. Трение имеет значение, но оно не управляет процессом.
В полости формования отштампованного выступа трение является частью системы управления.
Когда лист оборачивается и садится, боковое сопротивление мешает втягиванию материала. Это сопротивление выталкивает нейтральную ось наружу и смещает ваш эффективный K. Измените сопротивление — и вы измените распределение деформации, которое только что восстановили за два раздела.
В понедельник работайте насухо, во вторник — с обилием масла, и не удивляйтесь, если ваша “исправленная” геометрия начнет гулять.
Вот здесь люди начинают гоняться за своим хвостом — подгоняя глубину хода по жесткому упору, потому что угол ушел на полградуса. Контроллер не изменился. Сталь не сдвинулась. Изменился коэффициент трения.
Я не говорю заливать всё смазкой. Излишняя смазка может позволить материалу скользить больше, чем предполагает ваша модель, уменьшая растяжение внешних волокон. Теперь ваша полость перегибает и переисправляет.
Последовательность важнее совершенства. Выберите условие смазки. Зафиксируйте его. Задокументируйте, как будто это размер.
Потому что в этом процессе — это так и есть.
Что подводит нас к дисциплине, через которую большинство цехов пробегают мимо.
Если формование отштампованного выступа — это связанная система деформации, геометрии и силы, то настройка должна учитывать эту связь.
Вы не “засовываете и бьёте”.”
Вы зажимаете. Вы проверяете. Вы подтверждаете.
Именно в таком порядке.
До того как вы вообще пустите материал, полностью посадите выступ в держатель и измерьте положение лиц матрицы относительно центральной линии ползуна. Не на глаз. Измерьте.
Вы ищете параллельность и центрирование по всей рабочей длине, а не только с одной стороны. Полость может быть квадратной слева и уходить вправо, если в держателе или станине есть мусор, заусенцы или неравномерный момент затяжки зажимов.
Чистая сталь имеет здесь большее значение, чем любое программное обеспечение.
Если шип не посажен полностью, ваш интегрированный упорный угол — тот, который учитывает компенсацию пружинения — находится не там, где вы думаете. Теперь ваш “обработанный перегиб” становится плавающей переменной.
И вы не заметите этого, пока детали не начнут отклоняться от допусков.
После подтверждения соосности медленно опустите ползун до контакта без материала. Проверьте равномерность контакта вдоль рабочей поверхности полости, используя шаблон или индикаторное давление, если оно у вас есть.
Вы не проверяете угол. Вы проверяете распределение силы при посадке.
Затем введите материал и выполните контролируемый нажим, чтобы подтвердить полную посадку в ограничитель при рассчитанном усилии. Следите за графиком нагрузки, если ваш пресс его отображает. Ровный подъем и стабильное плато говорят о том, что сила ограничена верно. Пик или неравномерный рост могут указывать на локальный контакт или преждевременное соприкосновение со стенкой.
Помните, что происходит, когда геометрия оказывает большее сопротивление: пресс должен обладать достаточной мощностью, чтобы передать угол полости в деталь. Если усилия не хватает, деталь отскочит от упора и покажет неверный результат на столе.
Значения глубины ничего не значат, если нет усилия.
Большинство цехов измеряют угол и считают, что всё в порядке.
Это мышление, основанное на воздушном гибе.
Для формованных шипов проверьте три вещи на первой детали: окончательный угол, расположение элемента относительно линии гиба и следы контакта со стенками внутри полости. Эти отметины показывают, равномерна ли посадка или смещена.
Если угол правильный, но элемент сдвинулся, возможно, ваше предположение о K при ограничении неверно — или трение отличается от смоделированного. Если следы контакта выражены с одной стороны, выравнивание или смазка ещё не стабильны.
Именно здесь пересчитываемая математика встречается с реальностью стали.
Сделайте всё верно — и вы превратите хрупкую настройку в воспроизводимую систему. Сделайте ошибку — и каждый цикл лишь быстрее превратит материал в брак.
И когда вы дисциплинировали выравнивание, трение и ход, появляется новый вопрос — что произойдет, если сам материал будет вести себя по‑разному от рулона к рулону?
| Шаг | Содержание |
|---|---|
| Шаг 1: Посадка выступа и проверка выравнивания матрицы | Перед тем как запускать материал, полностью посадите шип в держатель и проверьте лицевые поверхности штампа относительно оси центра ползуна. Не на глаз — измерительным индикатором. Вам нужно параллельность и центрирование по всей рабочей длине, а не только на одном конце. Полость может быть квадратной с левой стороны и уходить вправо, если в держателе или в основании есть мусор, заусенцы или неравномерный момент затяжки зажимов. Чистая сталь имеет здесь большее значение, чем любое программное обеспечение. Если шип не посажен полностью, ваш интегрированный упорный угол — тот, который учитывает компенсацию пружинения — находится не там, где вы думаете. Теперь ваш “обработанный перегиб” становится плавающей переменной. И вы не заметите этого, пока детали не начнут отклоняться от допусков. |
| Шаг 2: Калибровка хода ползуна для компенсации проскальзывания | После подтверждения соосности медленно опустите ползун до контакта без материала. Проверьте равномерность контакта вдоль рабочей поверхности полости, используя шаблон или индикаторное давление, если оно у вас есть. Вы не проверяете угол. Вы проверяете распределение силы при посадке. Затем введите материал и выполните контролируемый нажим, чтобы подтвердить полную посадку в ограничитель при рассчитанном усилии. Следите за графиком нагрузки, если ваш пресс его отображает. Ровный подъем и стабильное плато говорят о том, что сила ограничена верно. Пик или неравномерный рост могут указывать на локальный контакт или преждевременное соприкосновение со стенкой. Помните, что происходит, когда геометрия оказывает большее сопротивление: пресс должен обладать достаточной мощностью, чтобы передать угол полости в деталь. Если усилия не хватает, деталь отскочит от упора и покажет неверный результат на столе. Значения глубины ничего не значат, если нет усилия. |
| Шаг 3: Проверка первой детали, выходящая за рамки проверки угла | Большинство цехов измеряют угол и считают, что всё в порядке. Это мышление, основанное на воздушном гибе. Для формованных шипов проверьте три вещи на первой детали: окончательный угол, расположение элемента относительно линии гиба и следы контакта со стенками внутри полости. Эти отметины показывают, равномерна ли посадка или смещена. Если угол правильный, но элемент сдвинулся, возможно, ваше предположение о K при ограничении неверно — или трение отличается от смоделированного. Если следы контакта выражены с одной стороны, выравнивание или смазка ещё не стабильны. Именно здесь пересчитываемая математика встречается с реальностью стали. Сделайте всё верно — и вы превратите хрупкую настройку в воспроизводимую систему. Сделайте ошибку — и каждый цикл лишь быстрее превратит материал в брак. И когда вы дисциплинировали выравнивание, трение и ход, появляется новый вопрос — что произойдет, если сам материал будет вести себя по‑разному от рулона к рулону? |
Вы всё отрегулировали. Проверили матрицу на индикаторе. Убедились в правильной посадке. Зафиксировали смазку, будто это размерный параметр. Первый рулон идёт идеально.
Поступает второй рулон. На бумаге та же спецификация: нержавеющая сталь толщиной 16 gauge. Вы упираетесь в ограничитель, полная тоннажность, чистая кривая нагрузки. Вместо этого угол открылся до 62°.
На станке ничего не сдвинулось. Геометрия не изменилась. Так что же произошло?
Когда вы гнёте с зазором (air bend), у вас есть пространство для корректировки. Глубина определяет угол. Материал опирается на два плеча. Если толщина немного увеличивается, вы подталкиваете ползун и продолжаете. Контроллер берёт часть нагрузки на себя.
Инструмент с формованным полозом (molded tang) не даёт вам этого рулевого колеса. Полость определяет угол. Ограничитель определяет перегиб. Когда инструмент сам является математикой, любое изменение того, что заполняет эту полость, становится вашей проблемой.
Вот она — ахиллесова пята.
Я наблюдал, как прецизионный пресс тормозился при работе с нержавейкой, толщина которой варьировалась на 0,003 дюйма от края к центру. Толще посередине, тоньше по бокам. Никакой закономерности, которую можно было бы корректировать простой зависимостью “две тысячных — два градуса”. На одной и той же линии гиба один участок недогибался, а другой пересаживался слишком глубоко.
При гибке с зазором это несоответствие частично усредняется. Лист контактирует в трёх точках. Более толстые участки больше сопротивляются проникновению, поэтому вы регулируете глубину или позволяете системе коррекции угла немного «поискать». Это не идеально, но регулируемо.
Теперь поместите этот же лист в полость формованного полоза.
Вы больше не гнёте между точками. Вы перемещаете материал в заданный объём. Если лист на 0,003 дюйма толще в середине, он раньше достигает стенок полости. Давление контакта локально возрастает. Там увеличивается трение. Это смещает нейтральную ось иначе в этой зоне, что изменяет эффективный K‑фактор вдоль всей длины.
И вот чего большинство не замечает: ограничитель ничего из этого не знает. Он просто говорит: “Вот угол”.”
Поэтому более толстый участок может так и не прилечь полностью к поверхности перегиба, тогда как более тонкие края прижимаются. В результате у вас деталь, которая выглядит нормально с одной стороны и обманывает с другой.
Проверено на практике: я видел, как это отправило в брак партию $50k. В чертеже было указано требование точной симметрии полоза. Сертификат на материал говорил “в пределах допуска”. Рулон был законным. Детали — нет.
При фиксированной геометрии допуск по толщине перестаёт быть примечанием отдела закупок и становится переменной процесса формовки. Хотите формованную точность? Тогда разброс толщины исходного материала должен быть меньше, чем это когда-либо требовалось при гибке с зазором. Иначе вы боретесь с металлом внутри полости, которую нельзя отрегулировать.
Если толщина — это одна ось изменчивости, то как насчёт направления течения металла?
Возьмите две заготовки из одного листа. Одну — с линией гиба параллельной направлению прокатки, другую — перпендикулярной. Та же толщина. Тот же сплав. Та же настройка.
Параллельно направлению волокон (прокатки) гнётся обычно легче. Перпендикулярно — сопротивляется сильнее. Это основная металлургия: прокатка вытягивает зёрна, и при гибке поперёк них вы растягиваете через большее количество границ. Предел текучести фактически меняется в зависимости от ориентации.
При воздушной гибке вы ощущаете эту разницу как «отскок» (springback). Вы корректируете глубину или угол. Готово.
В формованной полости под хвостовик история меняется, потому что материал не свободен формировать собственный радиус. Внутренний радиус в основном определяется геометрией полости. При воздушной гибке величина отскока в значительной степени зависит от внутреннего радиуса, прочности материала и глубины проникновения. Здесь глубина проникновения фиксируется упором, а радиус ограничен матрицей.
Так что когда вы поворачиваете направление волокон и предел текучести меняется, сопротивление материала тому, чтобы его заставили принять фиксированный радиус, тоже изменяется. Что происходит, когда геометрия сопротивляется сильнее? Либо вы не достигаете полной силы посадки — то есть неполного прилегания к полости, — либо достигаете её при более высоком напряжении, запертом в детали.
Я видел, как одинаковый инструмент под хвостовик работает с мягкой сталью всю неделю, а затем переключается на нержавеющую без пересмотра влияния формы полости. Нержавейка быстрее наклёпывается. Ей нужен больший внутренний радиус — где-то 10–12 толщин при обычном выборе матриц, а не 8. Если ваша формованная полость была рассчитана под течение мягкой стали, нержавейка либо будет сопротивляться заполнению, либо треснет на углу.
Не существует универсальной полости, которая игнорирует сплав и направление волокон. Если вы не компенсируете геометрию заранее под особенности течения конкретного материала, вам снова придётся бесконечно «догонять» процесс, корректируя ход пресса — что по сути не устраняет путь деформации.
Так что вы фиксируете толщину. Контролируете ориентацию волокон на плоской заготовке. Проектируете полости под конкретный сплав, а не под номинальную толщину.
Теперь предположим, что всё это вы сделали.
Что происходит после пятидесяти тысяч ударов?
Первые детали, сходящие с нового инструмента под формованный хвостовик, выглядят великолепно. Чёткие линии контакта. Чистая посадка. Углы идеально выдержаны, потому что лицевая часть полости всё ещё сохраняет свой обработанный «перегиб» — например, вырезанные 88° так, чтобы деталь пружинила до 90°.
Если работать достаточно долго, особенно с высокопрочной нержавейкой, края полости полируются. Затем начинают скругляться. Сначала — микроны. Потом — уже заметно.
Вы не увидите этого глазом. Вы увидите это в деталях. Они начинают выходить чуть более открытыми. Не слишком сильно. Просто постепенно «уплывают».
Помните: в этой системе угол «живёт» в стали матрицы. Если лицевая часть с перегибом изнашивается с 88° до 89°, вы фактически уменьшаете заложенную компенсацию отскока. Пресс всё ещё останавливается на том же упоре. Кривая нагрузки выглядит нормальной. Но геометрия изменилась.
Это тёмная сторона принципа “инструмент — это математика”. Математика может разрушаться.
Износ также меняет поведение трения. Отполированные стенки могут снижать сопротивление, позволяя слегка большему втягиванию перед полной посадкой. Это снова смещает распределение деформации, изменяя ваш эффективный коэффициент K, даже если никто не менял значения в контроллере.
Воздушная гибка допускает некоторый износ инструмента, потому что угол зависит от глубины. Формование под хвост менее терпимо. Вам нужны интервалы проверки износа, связанные с количеством ударов и типом материала. Периодически измеряйте угол полости. Покрывайте поверхности синей краской и проверяйте пятна контакта. Считайте повторное шлифование изменением размеров, которое требует повторной проверки плоских выкроек, а не просто обслуживания.
Если именно инструмент обеспечивает точность, то срок его службы, контроль входящей толщины и дисциплина по направлению волокон — не побочные вопросы. Это и есть сам процесс.
И это поднимает более крупный вопрос, с которым рано или поздно сталкивается каждое производство: стоит ли такой уровень контроля — за материалом, инструментом и проверками — той точности, которую обещает формованное исполнение хвостовика?
Вы задаёте правильный вопрос: стоит ли вся эта предварительная проверка и последующий уход того результата?
Вот часть, которая неочевидна. В работе с формованным выступом вы не покупаете более точные углы — вы покупаете право перестать их регулировать.
При воздушной гибке вы живёте у экрана. Деталь выходит под углом 91°, а не 90°? Чуть измените глубину. Другая партия металла? Подкорректируйте настройку. Вы крутите руль у прицепа с люфтом, компенсируя каждый занос. Это работает потому, что угол является функцией глубины проникновения и упругого восстановления. При воздушной гибке пружинение в основном зависит от внутреннего радиуса, прочности материала и глубины проникновения. Вы управляете проникновением. Значит, вы управляете углом.
Инструмент с формованным выступом вырывает этот руль из ваших рук.
Полость — это угол. Упор — это глубина. Перегиб заложен при обработке. Если инструмент был вырезан под 88°, чтобы после пружинения деталь стала 90°, это решение навсегда закреплено в стали. Когда всё работает — оно работает без вмешательства. Когда нет — вы не подкручиваете, а перепроектируете. Это тот ментальный сдвиг, который большинство цехов так и не осваивает полностью.
Так что настоящий вопрос не “Он точнее?”, а “Хочу ли я, чтобы точность была заложена в сталь, а не выставлена в 10:37 утра тем, кто сегодня на смене?”
Погоня за углами — реактивна. Проектирование изгибов — проактивно.
Когда вы гонитесь, вы реагируете на то, что вышло из пресса пять минут назад. Когда проектируете — вы решаете заранее, ещё до обработки инструмента, как поведёт себя нейтральная ось, где материал истончится, как зерно отреагирует внутри фиксированного радиуса. Это значит, что ваш коэффициент K больше не справочный. Это геометрически специфическая константа, привязанная к данной полости.
И вот тут большинство цехов спотыкаются.
Они вырезают инструмент с формованным выступом, опираясь на номинальную толщину и “типичный” коэффициент K, а потом надеются, что контроллер исправит всё неточное. Не исправит. Я видел, как это губит партию из $50k деталей. Если полость неверна, каждый удар получается одинаково неверным. Красиво неверным.
Проверка реальности: если ваш инструментальщик пропустил проверку диаметра фрезы перед доводкой полости, или ваш допуск на шлифовку сполз с настоящего высокоточного уровня до “примерно верно”, вы встраиваете ошибку в единственное, что определяет угол. Позже вы её не устраните. Инструменту безразлично, что скажет контроллер.
Так что проектирование изгибов означает собрать контроль материала, допуск инструментальщика и расчёт развертки в одной комнате до того, как начнётся резка стали. Это медленнее на старте. Это беспощадно. И заставляет задать иной вопрос — когда такая боль оправдана?
Вот тест, который я предлагаю заказчикам.
Первое: объём. Если вы выпускаете несколько сотен деталей в год, инструмент с формованным выступом — как гоночный двигатель в развозном фургоне. Вы не окупите ту дисциплину, которую он требует.
Второе: накопленная погрешность допусков. Если угол выступа определяет зазор при последующей сварке, степень уплотнения или окно сборки роботом, и вы сейчас тратите рабочее время на регулировку углов и сортировку деталей, тогда фиксированная геометрия начинает иметь смысл. Вы платите не за угол. Вы платите за устранение ручной корректировки и дрейфа отклонений.
Третье: стабильность конструкции. Жёсткий инструмент оправдан, когда чертёж окончательно утверждён. Если инженеры всё ещё “ищут правильный угол”, формованный выступ — неверное поле боя. Изменения постфактум означают не новую программу, а новый кусок стали.
Есть ещё один уровень, который многие упускают: зрелость цепочки поставок. Если вы не можете гарантировать диапазон толщин, более узкий, чем требовал воздушный изгиб, если не можете зафиксировать направление зерна на заготовках, если ваш поставщик инструмента не способен выдержать класс шлифовки, указанный в спецификации, тогда инструмент на самом деле не “владеет” точностью. Переменность просто сместилась туда, где вы её не видите.
Так оправдана ли нагрузка? Только когда процесс вокруг инструмента достаточно зрел, чтобы геометрия действительно могла выполнять свою роль.
Это ведёт к вознаграждению — к тому, что происходит, когда всё действительно так.
Когда формование с использованием пресс-штампа с литым шипом выполнено правильно, происходит кое-что интересное.
Ваш листогиб перестаёт быть станцией настройки и становится машиной репликации.
Вместо программ с корректировками угла для каждой партии материала вы создаёте библиотеку наборов инструмента, привязанных к конкретным сплавам, диапазонам толщины и ориентации волокон. Инструмент А — с материалом X толщиной 0,125 дюйма и параллельными волокнами. Инструмент B — для варианта из нержавеющей стали. Каждый проверен, задокументирован, зафиксирован.
Теперь ваш K-фактор не теоретический. Он эмпирический и закреплён за этой формой. Ваша компенсация упругого возврата — не корректировка, а механически выполненный перегиб. Ваш оператор не гоняется за результатом — он загружает детали в точно обработанное гнездо, которое гарантирует результат.
Это новый взгляд, который я хочу, чтобы вы приняли: точность при формовании с литым шипом — это не про то, чтобы выжимать более точные числа из старого подхода. Это про перенос точности на этап проектирования и изготовления инструмента, чтобы работа машины стала стабильно предсказуемой.
Воздушное гибание учит вас мыслить в терминах корректировок.
Формование с литым шипом заставляет вас мыслить в терминах устойчивых решений.
И как только вы принимаете, что решение закреплено в стали, а не на экране, вопрос меняется с “Могу ли я это подправить?” на “Правильно ли я это спроектировал?”.”


















