

Die Platte sah unter den Werkstattlampen perfekt aus. Dann rollte der Kunde sie unter ein Oberlicht, und die schwachen V-Linien wurden sichtbar wie Fingerabdrücke. Ganze Palette abgelehnt.
Das ist meist der Moment, in dem jemand einen Prospekt für eine Urethan-V-Matrize schwenkt und sagt: “Problem gelöst.” Klingt sauber. Klingt einfach. Ist es nicht.
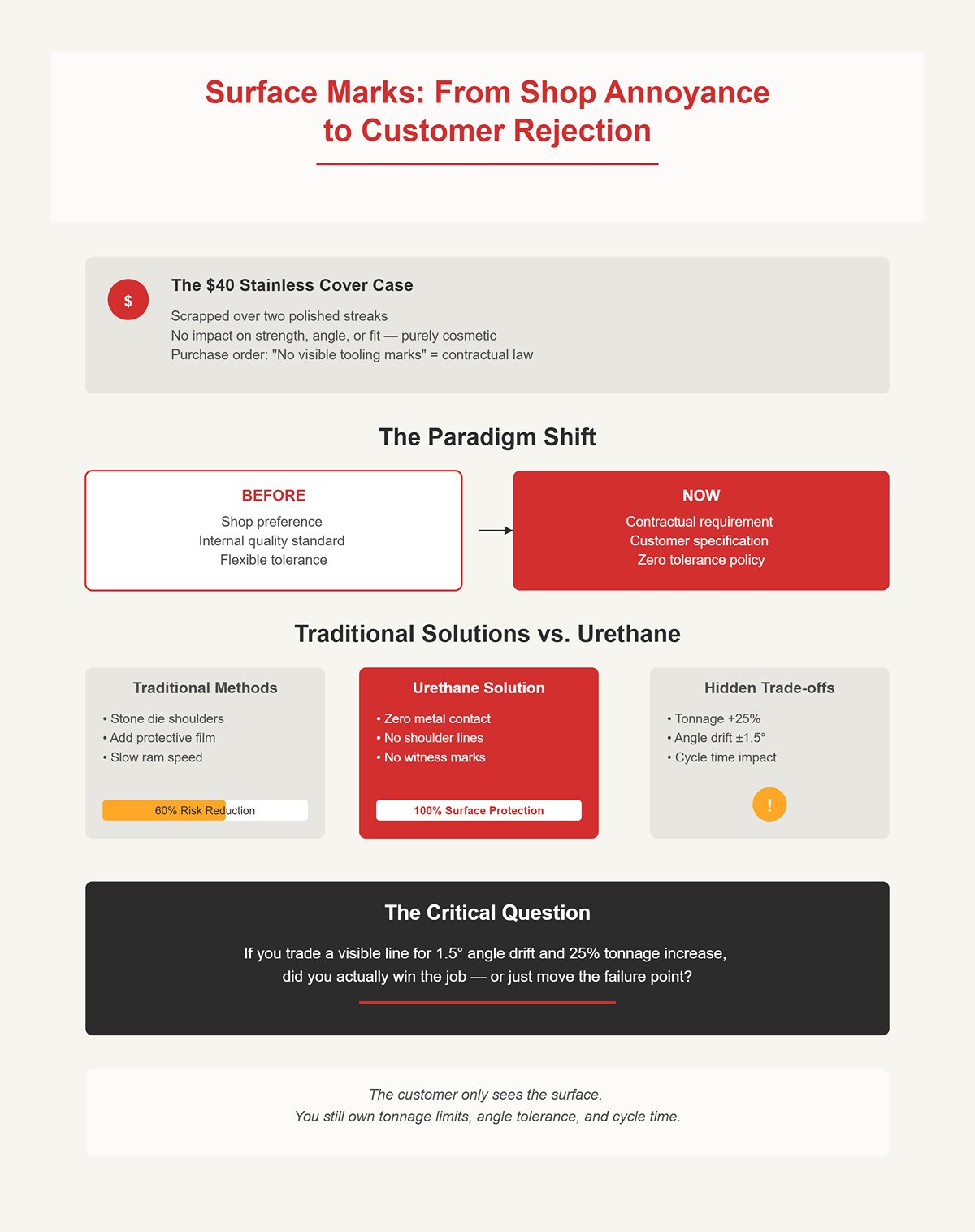
Ich habe gesehen, wie eine $40-Edelstahlabdeckung wegen zweier polierter Streifen verschrottet wurde, die weder Stärke, Winkel noch Passform änderten. Kosmetisch. Aber der Auftrag enthielt die Klausel “keine sichtbaren Werkzeugspuren”, und das ist Gesetz.
Damit ist die Oberflächenqualität keine Vorzugsfrage der Werkstatt mehr; sie ist eine vertragliche Anforderung. Man kann die Schultern der Matrize absteinen, Folie hinzufügen, den Stößel langsamer fahren. Immer noch riskant. Urethan verspricht null Metall-zu-Metall-Kontakt. Keine Schulterlinien. Keine Abdrücke. Dieser Teil ist real.
Aber hier ist, was das Gespräch verändert: Der Kunde sieht nur die Oberfläche. Du hast trotzdem Tonnenlimits, Winkeltoleranz und Zykluszeit zu verantworten. Wenn du eine sichtbare Linie gegen eine Winkelabweichung von 1,5° und einen Anstieg um 25% eintauschst, hast du den Auftrag wirklich gewonnen – oder nur den Fehlerpunkt verschoben?

Ein Junioringenieur wird sagen: “Es ist immer noch eine V-Matrize. Gleiche Öffnung. Gleicher Biegeabschlag. Wir setzen sie einfach ein.”
Auf dem Papier vielleicht. Auf dem Werkstattboden nicht.
Stahl-V-Matrize: starre Schultern, feste Geometrie. Du berechnest Tonnenkraft anhand einer Standard-Air-Bend-Tabelle und liegst nur wenige Prozent daneben, wenn dein Materialzertifikat ehrlich ist. Urethan-V-Matrize: Das Blech sinkt in ein kompressibles Pad, bevor es jemals einen echten Winkel formt. Ein Teil deiner Stößelkraft geht in die Metallbiegung. Ein Teil ins Zusammendrücken des Gummis. Das ist die Tonnensteuer.
Ich habe gesehen, wie Aufträge, die mit 60 Tonnen in Stahl liefen, auf derselben 3 mm Baustahlplatte mit Urethan auf etwa 75 Tonnen kletterten. Das ist ein Anstieg um 25%. Auf einer 100-Tonnen-Presse ist das der Unterschied zwischen Komfort und dem Schwitzen über Sicherheitsventilen. Planst du diese Reserve ein, ja oder nein?
Das passiert meist beim dritten Teil.
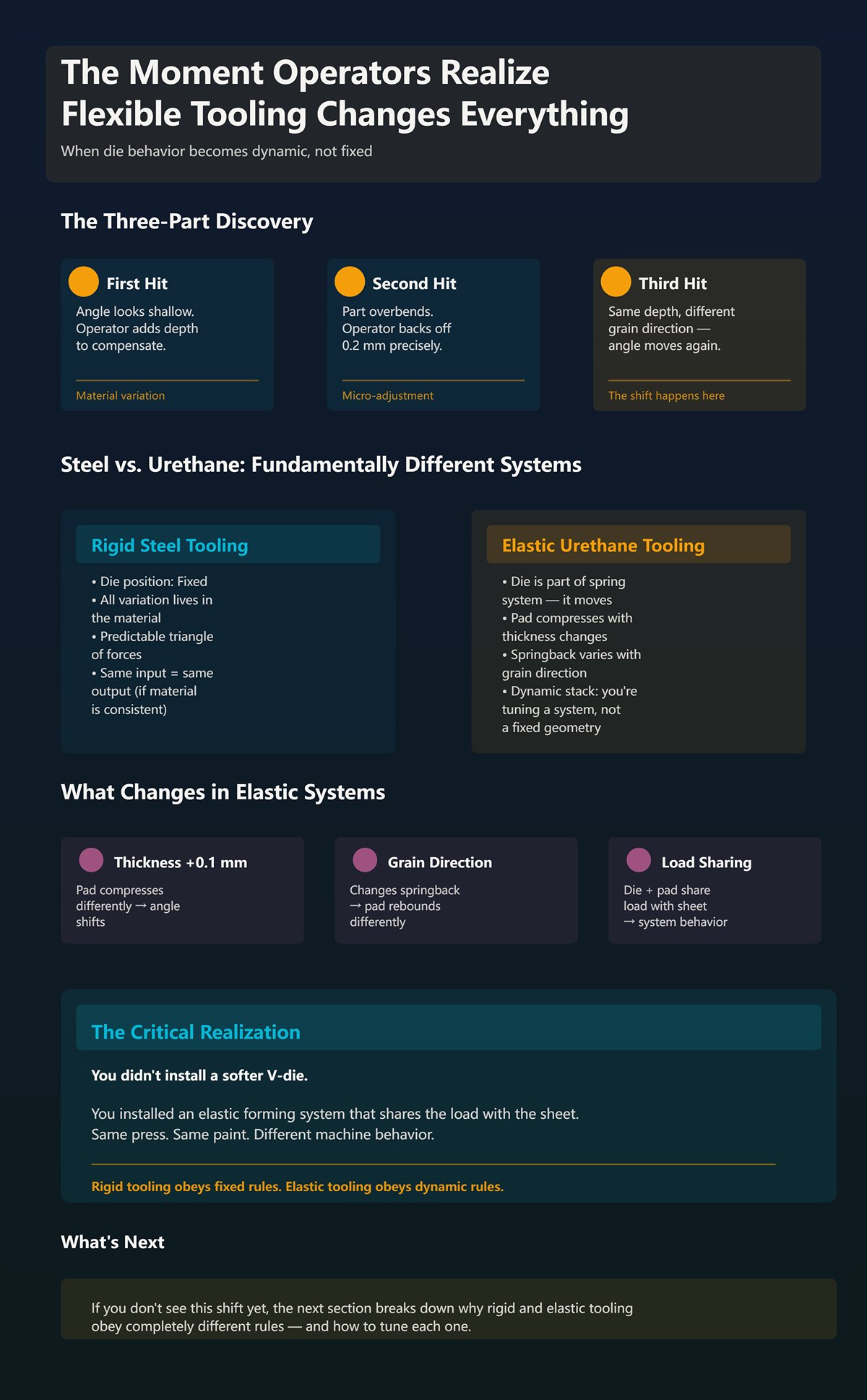
Erster Schlag: Winkel sieht flach aus. Bediener fügt Tiefe hinzu. Zweiter Schlag: übergebogen. Er nimmt 0,2 mm zurück. Drittes Teil, gleiche Tiefe, anderer Walzrichtungsverlauf – Winkel verändert sich wieder.
Bei Stahl bewegt sich die Matrize nicht. Alle Schwankungen kommen aus dem Material. Bei Urethan ist die Matrize Teil des Federungssystems. Dicke um 0,1 mm höher? Das Pad komprimiert sich anders. Walzrichtung ändert die Rückfederung? Das Pad federt anders zurück. Jetzt stimmst du einen dynamischen Stapel ab, keinen fixen Winkel.
Das ist die Denkweise, die du übernehmen musst: Du hast keine weichere V-Matrize installiert. Du hast ein elastisches Formsystem eingebaut, das die Belastung mit dem Blech teilt. Gleiche Presse. Gleiche Farbe. Unterschiedliches Maschinenverhalten.
Wenn du das noch nicht erkennst, ist der nächste Abschnitt derjenige, in dem wir aufschlüsseln, warum starre und elastische Werkzeuge völlig unterschiedlichen Regeln gehorchen.
Nehmen wir einen einfachen Auftrag: 3 mm Baustahl, V-Öffnung mit dem 8-fachen der Materialstärke, Luftbiegen auf 90°. In einer Stahldie kommt der Stempel herunter, das Blech berührt zwei feste Schultern, und die Matrize bewegt sich nicht. Keine messbare Durchbiegung im Werkzeug. Die gesamte Geometrie ist in Stahl fixiert, und die gesamte Verformung findet im Blech statt.
Nun tauschen Sie eine Polyurethan-V-Matrize mit derselben nominalen Öffnung ein. Der erste Kontakt ist nicht Blech-zu-Schulter, sondern Blech-zu-elastischer Block. Bevor das Metall bei etwa 250 MPa nachgibt, beginnt das Polyurethan zu komprimieren. Ein Teil Ihres Stößelhubes geht also in das Biegen von Stahl, und ein Teil in das Zusammendrücken des Polymers. Zwei verschiedene Spannungs-Dehnungs-Kurven in einem System übereinander.
Diese eine Tatsache schreibt Ihr Setup-Blatt neu.
Beim Luftbiegen mit Stahl folgt der Innenradius der V-Öffnung. Verengen Sie die V-Öffnung, und die Tonnage steigt exponentiell; erweitern Sie sie, und die Tonnage sinkt. Die Matrizen-Geometrie bestimmt die Biegung. Mit Polyurethan ist die “V-Öffnung” unter Last nicht mehr fixiert. Sie verformt sich. Die Schultern weiten sich mikroskopisch, die Kontaktfläche wächst, und das Blech sinkt tiefer, bevor sich ein echter Biegemoment aufbaut. Die Beziehung zwischen Öffnungsbreite und Innenradius wird lastabhängig statt geometrisch.
Sie wählen nicht mehr nur eine Matrizenbreite. Sie wählen, wie viel Bewegung der Matrize unter Kraft erlaubt ist. Berücksichtigen Sie diese Verschiebung in Ihrem Biegeabschlag – ja oder nein?
Ich habe gesehen, wie ein Auftrag, der in einer Stahl-V-Matrize 60 Tonnen benötigte, in Polyurethan auf derselben Presse auf 75 Tonnen anstieg. Gleiches Material. Gleiche Dicke. Gleicher Winkel. Das ist eine Erhöhung um 25 %. Nicht weil der Stahl stärker geworden ist, sondern weil die ersten 10–20 % Ihres Hubes damit verbracht werden, das Polster zu komprimieren, bevor sich die volle Biegespannung im Blech entwickelt.
Das ist die Tonnensteuer.
In Stahlwerkzeugen widersteht die Matrize sofort. Die Stößelkraft wandelt sich fast direkt in Biegemoment um. In Polyurethan wird die Kraft zunächst zu gespeicherter elastischer Energie im Polster. Erst nach ausreichender Kompression erfährt das Blech den gleichen effektiven Hebel. Sie bezahlen Kraft, um die Matrize aus dem Weg zu bewegen, bevor Sie das Metall bewegen können.
Und diese gespeicherte Energie verschwindet nicht. Sie drückt zurück. Wenn der Stempel zurückfährt, federt das Polster zurück und fügt seine eigene elastische Rückstellung zur Rückfederung des Blechs hinzu. Jetzt ist die Matrize eine aktive Feder im System, nicht eine passive Unterstützung.
Bediener spüren dies als Unbeständigkeit. Dicke um 0,1 mm erhöht? Das Polster komprimiert mehr und verändert die Kontaktkraftverteilung. Ändert sich die Fließrichtung und damit die Streckgrenze? Das Polster verformt sich entsprechend, wodurch sich die Lage der Neutralfaser verändert. Mit Stahl liegt die Variation hauptsächlich im Blech. Mit Polyurethan liegt die Variation sowohl im Blech als auch in der Matrize.
Sie kämpfen nicht mehr gegen eine Feder. Sie kämpfen gegen zwei gekoppelte Federn mit unterschiedlichen Moduli und unterschiedlichen Hysterese-Kurven. Haben Sie wirklich gedacht, dass Ihre alte Tonnage-Tabelle noch gilt?
Hier wird es unschön. Beim Luftbiegen mit Stahl biegen Sie in einem vorhersehbaren Maß über – sagen wir 2° für diesen Baustahl – und sind fertig. Die Matrize ändert ihre Form zwischen den Hüben nicht. Wenn Ihr Materialzertifikat ehrlich ist, bleibt Ihre Winkelstreuung vielleicht innerhalb ±0,5°, sobald Sie eingerastet sind.
Mit Polyurethan hängt das benötigte Überbiegen davon ab, wie stark das Polster bei diesem Hub komprimiert wurde. Mehr Kompression bedeutet mehr gespeicherte elastische Energie. Mehr gespeicherte Energie bedeutet mehr Rückfederung, wenn der Stößel angehoben wird. Das Überbiegen kompensiert also nicht nur die Metallrückfederung, sondern auch die Werkzeugrückfederung.
Und die Kompression hängt von der Last ab.
Die Last hängt von Dicke, Streckgrenze und sogar von leichten Variationen der V-Öffnungsbreite entlang des Polsters ab. Weil sich Polyurethan anpasst, “toleriert” es Dickenvariation, indem es sich darum herum verformt. Das klingt in einem Prospekt verzeihlich. In der Werkhalle bedeutet es, dass Ihr Biegewinkel bei jedem Coilwechsel abdriftet, weil die Matrize Variation absorbiert, statt ihr zu widerstehen.
Versuchen Sie, eine scharfe 30°-Spitzbiege zu fahren. In Stahl wählen Sie die richtige V-Öffnung, bestätigen die Tonnage und steuern die Tiefe. In Polyurethan kann hohe lokale Spannung die Festigkeitsgrenze des Polsters überschreiten, den Verschleiß beschleunigen oder Sie zwingen, die V-Öffnung zu erweitern, um die Belastung zu reduzieren. Erweitern Sie die V-Öffnung, und Ihr Innenradius wächst. Nun ist Ihr Werkstück schon nicht maßhaltig, bevor Sie überhaupt über den Winkel diskutieren.
Wenn Ihnen also jemand sagt, Polyurethan sei nur eine Lösung für eine sauberere Oberfläche, fragen Sie sich: Sind Sie darauf vorbereitet, das Überbiegen gegen eine Matrize zu kalibrieren, die ihre Steifigkeit bei jedem Lastzyklus verändert, oder haben Sie darauf gehofft, dass die starre Geometrie diese Arbeit für Sie übernimmt?
Sie haben gefragt, wie man Tonnage und Überbiegung berechnet, wenn die Matrize selbst unter Last in Bewegung ist.
Beginnen wir mit einem realen Auftrag. 1 mm Baustahl, 6 mm V-Öffnung, 90° Luftbiegen. In einer Stahl-V-Matrize benötigen Sie etwa 8–10 Tonnen pro Meter. Ihre 100-Tonnen-Presse bewältigt das mühelos. Jetzt tauschen Sie die Matrize gegen ein Urethan-V-Polster aus, das als “direkter Ersatz” beworben wird. Gleiche Blechstärke. Gleicher Winkel. Die Maschine steigt auf 35–45 Tonnen, bevor der Winkel sich überhaupt zu schließen beginnt.
Am Metall hat sich nichts geändert. Die zusätzlichen 25–35 Tonnen gingen in das Polster.
Das ist die Tonnagesteuer. Sie zahlen sie nicht einmalig. Sie zahlen sie bei jedem Hub, und sie geht direkt von Ihrer verfügbaren Pressenkapazität ab. Wenn Ihre Stahlkonfiguration 40 Tonnen erforderte, rechnen Sie bei Urethan mit 55 bis 80 Tonnen, bevor die gleiche Biegung einsetzt. Wenn Ihre Presse zuvor bei 70% Kapazität lief, haben Sie sie gerade in den roten Bereich gedrückt. Nennen Sie das immer noch ein kosmetisches Upgrade?
Sprechen wir über den Mechanismus, nicht über Marketing.
Urethan verhält sich wie eine nichtlineare Feder. Früh im Hub ist sein Elastizitätsmodul niedrig. Mit zunehmender Dehnung steigt die effektive Steifigkeit stark an. Das bedeutet: Die ersten paar Millimeter des Stößelweges werden hauptsächlich für die Kompression des Polymers verwendet, nicht für das Biegen des Stahls. Das Blech erfährt erst dann ein volles Biegemoment, wenn das Polster ausreichend verdichtet ist, um sich halbsteif zu verhalten.
Hersteller geben den Multiplikator leise zu: 3× ist üblich. Bei engeren V-Bedingungen sind 4× bis 6× nicht ungewöhnlich. Ich habe gesehen, wie ein 60-Tonnen-Stahlauftrag auf derselben Maschine in Urethan über 75 Tonnen ging. Das ist ein Multiplikator von 1,25× in einem milden Fall. Bei engeren Geometrien habe ich es bis nahe 2× und darüber hinaus gesehen.
Warum?
Weil das Polster einer gleichmäßigen Kompression entgegenwirkt. Unter der Stempelspitze dehnt es sich seitlich, während es vertikal gestaucht wird. Sie überwinden zunächst die innere Scherung des Polymers, bevor Sie das Blech formen. Die Kraft, die Sie aus den Standard-Luftbiegeformeln berechnen, berücksichtigt nur das Fließen des Metalls. Urethan fügt eine zweite Spannungs-Dehnungs-Kurve in Reihe hinzu.
Ihre praktische Berechnung lautet also:
Stahltonnage × Urethan-Multiplikator (konservativ 1,3–2,0, 3,0+ bei engen V-Geometrien oder härterer Shore-Härte) = erforderliche Maschinentonnage.
Und das noch bevor Sie die außermittige Belastung berücksichtigen. Eine 100-Tonnen-Presse über 120 Zoll ist möglicherweise auf etwa 1,3–1,4 Tonnen pro Zoll entlang der Mittellinie begrenzt. Urethan belastet nicht sauber an zwei Schultern; es verteilt den Druck unvorhersehbar. Lokale Hotspots können die Mittelliniengrenzen überschreiten, selbst wenn die Gesamttonnage “sicher” aussieht.”
Sie denken, Ihre Presse ist für 100 Tonnen ausgelegt. Ist sie für 100 Tonnen ausgelegt, die durch einen komprimierenden Gummiblock übertragen werden, ja oder nein?
Beobachten Sie die Stößelpositionsanzeige beim ersten Teil.
Bei Stahlwerkzeugen folgt die Winkeländerung der Stößeltiefe fast sofort. Bei Urethan können Sie 1–3 mm fahren, bevor sich der Winkel nennenswert bewegt. Dieser Hub wird als Dehnungsenergie im Polster gespeichert. Die Maschine leistet Arbeit. Das Blech biegt sich noch nicht.
Dieser verlorene Hub ist die Wegstrafe.
Bei einer hydraulischen Abkantpresse steigt die Kraft mit der Eindringtiefe. Wenn 20% Ihres Hubs nur für die Verdichtung von Urethan aufgewendet werden, wird ein Teil Ihrer verfügbaren Kraftkurve verbraucht, bevor das effektive Biegen beginnt. Ihre Presse kann ihre Druckgrenze früher im Hub erreichen, wodurch weniger für den eigentlichen Biegevorgang übrig bleibt.
Schlimmer noch: Diese gespeicherte Energie kehrt zurück. Wenn der Stößel zurückfährt, federt das Polster zurück. Jetzt ziehen Sie die Rückfederung des Polsters von Ihrer Winkelkorrektur ab. Je stärker Sie es verdichtet haben – also je mehr Tonnage Sie aufgebracht haben – desto stärker drückt es zurück.
Ein Teil der Nennleistung Ihrer Maschine erreicht das Metall also nie auf nützliche Weise. Sie wird damit beschäftigt, das Polymer wie ein Stoßdämpfer zu komprimieren und wieder freizugeben.
Wenn Ihre Abkantpresse bei einem 10-Fuß-3-mm-Auftrag in Stahl schon grenzwertig war, was passiert dann, wenn 15–30% ihres Hubs und ihrer Kraftkurve durch Pad-Kompression verbraucht werden?
Nehmen Sie nun 4 mm Baustahl. Dasselbe Urethan-Pad, ausgelegt für “leichte bis mittlere Blechdicke”. Sie beginnen mit dem Biegen. Die Tonnage steigt schnell – viel schneller, als Ihr Stahl-Diagramm vorhergesagt hat. Das Pad nähert sich seiner Kompressionsgrenze. Seine Zellstruktur kollabiert. Es hört auf, sich wie eine nachgiebige Matrize zu verhalten, und fängt an, sich wie ein dichter Block zu benehmen.
An diesem Punkt passieren zwei Dinge.
Erstens explodiert der Multiplikator. Was bei 1 mm Dicke 1,5× war, wird zu 2× oder 3×, wenn Sie sich der Dehngrenze des Pads nähern. Zweitens lokalisiert sich der Kontakt-Druck. Anstatt die Last gleichmäßig zu verteilen, überträgt das halb verdichtete Urethan die Kraft direkter – und Ihre “kratzfreie” Lösung beginnt sich abzuzeichnen, wenn Fremdkörper oder harte Einschlüsse vorhanden sind.
Das ist Ihre Blechdicken-Grenze. Nicht das “bis zu 6 mm” aus der Broschüre. Die echte Grenze liegt dort, wo die erforderliche Kompression zum Erreichen des Winkels an die Elastizitätsgrenze des Pads stößt. Darüber hinaus pressen Sie im Grunde einen Gummiblock mit einer Hydraulikpresse auf Anschlag.
Abstützleisten und speziell angefertigte Pads können diese Grenze nach oben verschieben. Sie können Härtegrad (Durometer) und Dicke anpassen, um den Multiplikator für einen bestimmten Auftrag zu reduzieren. Aber das bedeutet, das System um die „Steuer“ herum zu konstruieren – nicht, sie zu beseitigen.
Bevor Sie also Urethan für dieses 5 mm Edelstahl-Blech spezifizieren, nur weil in der Bestellung “keine sichtbaren Werkzeugspuren” steht und das Gesetz es verlangt, beantworten Sie diese Frage: Hat Ihre Presse die 30–80% an zusätzlicher Tonnage-Reserve, um die „Steuer“ zu zahlen, ohne beim nächsten Auftrag im Plan abzusaufen?
Sie sollten vor dem Einrichten wissen, ob Auftrag und Presse genug reale Reserve für Urethan haben.
So prüfe ich das auf dem Werkstattboden: Ich nehme die Luftbiege-Tonnage für Stahl aus der Tabelle, multipliziere sie konservativ mit 1,5 als Urethan-Faktor und sehe mir dann zwei Zahlen an – verfügbare Maschinentonnage bei Arbeitslänge und die Toleranz des Teils. Wenn die multiplizierte Tonnage die Presse über 80% ihrer Nennleistung in der Mitte hinausdrückt und die Zeichnung ±0,5° oder enger verlangt, weiß ich bereits, dass wir ohne Puffer arbeiten. Und das, bevor wir über Verschleiß sprechen.
Denn das eigentliche Problem ist nicht nur die Spitzenkraft. Es liegt darin, dass die elastische Matrize ein starres Geometrieproblem im Laufe der Zeit zu einem beweglichen Ziel macht.
Stahlmatrizen liefern Ihnen eine Sprungänderung: Wenn sie ausbrechen, sehen Sie es sofort. Urethan liefert Ihnen eine Steigung. Sie verlieren ein Zehntel hier, zwei Zehntel dort, bis Ihr Prüfprotokoll stillschweigend rot wird. Ganze Palette abgelehnt. Sie haben das Programm nicht geändert – das Pad hat sich unter Ihnen verändert.
Das ist die Degradationskurve, für die Sie sich entscheiden.
Stellen Sie sich eine 3 mm 304-Edelstahlhalterung vor, 8×V-äquivalente Geometrie, 90°-Biegung, ±0,5° Toleranz. In Stahlwerkzeugen würden Sie vielleicht 1,5–2° überbiegen, um die Materialrückfederung auszugleichen und es nach zwei Hüben feinabzustimmen. Ist sie einmal eingestellt, folgt die Winkeländerung sauber der Stößelbewegung, da sich die Matrize nicht bewegt.
Legen Sie nun ein 90A-Urethan-Pad darunter.
Zuerst komprimiert sich das Pad 1–3 mm, bevor das Blech den vollen Biegemoment erfährt. Dann fließt das Blech. Beim Zurückfahren federt zuerst das Blech zurück. Und das Pad federt ebenfalls zurück. Zwei elastische Systeme in Reihe.
Wenn der Edelstahl 1,8° zurückfedern will und die Rückfederung des Pads effektiv noch einen Bruchteil eines Grades entlädt – abhängig davon, wie stark Sie es zusammengedrückt haben –, ist Ihre Kompensationszahl nicht mehr nur an das Metall gebunden. Sie hängt von der Pad-Dehnung ab. Ändern Sie die Blechdicke um 0,1 mm, ändern Sie die Pad-Kompression. Ändern Sie die Pad-Temperatur über einen langen Lauf, ändern Sie das Elastizitätsmodul. Der Rückfederungs-Stack verschiebt sich.
Einige Lieferanten werden Ihnen sagen, dass Urethan “den Rückfederungsfehler reduziert”. Bei dünnem, weichem Material mit geringer Eindringtiefe kann das zutreffen, weil das Polster einen breiteren Kontakt hält und den Radius stabilisieren kann. Ich habe gesehen, dass es bei 1 mm lackiertem Aluminium hilft, bei dem das Stahl-V zu breit war und der Radius streute.
Doch wenn Sie in härteres Material, höhere Eindringtiefe oder engere Winkel gehen, wird die variable Steifigkeit des Polsters zur dominanten Variable. Je mehr Tonnage Sie einsetzen, desto mehr Energie speichern Sie und desto stärker wirkt dieser Rückprall am Endwinkel mit. Sie kompensieren nicht mehr nur das Metall; Sie kompensieren die Polymerermüdung, die sich mit jedem Zyklus entwickelt.
Sind Sie bereit, Ihre Matrize als eine verbrauchbare Feder mit sich ändernder Federkonstante zu behandeln, ja oder nein?
Eine abgesplitterte Schulter eines Stahl-V-Stempels hinterlässt beim nächsten Schlag eine Linie im Werkstück. Es ist binär. Gut. Dann schlecht.
Urethan versagt nicht auf diese Weise.
Stellen Sie sich einen hypothetischen Durchlauf vor: 5.000 Rahmen für Schranktüren aus vorgebürstetem Edelstahl, ±0,7° Toleranz, bei 60 Hüben pro Stunde. Am ersten Tag stellen Sie 91,6° ein, um 90,0° fertig zu erreichen. Bei Teil 2.000 erhöhen Sie auf 91,8°. Bei Teil 4.000 auf 92,1°. Niemand gerät in Panik, weil jede Anpassung klein ist. Doch das Polster hat einen Kompressionssatz angenommen – eine dauerhafte Verformung durch wiederholte Belastung. Seine effektive Höhe und Steifigkeit haben sich verändert.
Sie werden keine sauber veröffentlichte Kurve finden, die sagt “Urethan verliert X% Steifigkeit bei 10.000 Zyklen”. Genau das ist das Problem. Die Ermüdung hängt von Belastung, Härtegrad (Durometer) und Temperatur ab. Härtere Polster widerstehen Abdrücken, sehen aber höhere innere Spannungen. Weichere Polster schützen die Oberfläche, komprimieren jedoch tiefer und erhitzen sich schneller.
Ich habe gesehen, wie eine $40-Edelstahlabdeckung verschrottet wurde wegen zweier polierter Streifen, die weder Festigkeit, Winkel noch Passform änderten. Die Oberfläche war Gesetz. Aber ich habe auch gesehen, wie Winkeldrift eine Vormittagsproduktion zunichte machte, weil das Polster, das bei Teil 1 “konstant” war, nicht dasselbe Werkzeug bei Teil 3.000 war.
Bei Stahl springt Ihr Kontrollchart, wenn etwas bricht. Bei Urethan neigt es sich. Haben Sie SPC so straff, dass Sie eine Drift von 0,2° erkennen, bevor Ihr Kunde es tut?
| Thema | Details |
|---|---|
| Titel | Katastrophales Absplittern vs. unsichtbare Ermüdung: Nachverfolgung des Genauigkeitsabfalls über 10.000 Zyklen |
| Stahl-Fehlerbild | Eine abgesplitterte Schulter eines Stahl-V-Stempels hinterlässt beim nächsten Schlag eine Linie im Werkstück. Es ist binär. Gut. Dann schlecht. |
| Urethan-Fehlerbild | Urethan versagt nicht auf diese Weise. |
| Hypothetischer Produktionslauf | Stellen Sie sich einen hypothetischen Durchlauf vor: 5.000 Rahmen für Schranktüren aus vorgebürstetem Edelstahl, ±0,7° Toleranz, bei 60 Hüben pro Stunde. Am ersten Tag stellen Sie 91,6° ein, um 90,0° fertig zu erreichen. Bei Teil 2.000 erhöhen Sie auf 91,8°. Bei Teil 4.000 auf 92,1°. Niemand gerät in Panik, weil jede Anpassung klein ist. Doch das Polster hat einen Kompressionssatz angenommen – eine dauerhafte Verformung durch wiederholte Belastung. Seine effektive Höhe und Steifigkeit haben sich verändert. |
| Fehlende vorhersehbare Ermüdungsdaten | Sie werden keine sauber veröffentlichte Kurve finden, die sagt “Urethan verliert X% Steifigkeit bei 10.000 Zyklen”. Genau das ist das Problem. Die Ermüdung hängt von Belastung, Härtegrad (Durometer) und Temperatur ab. Härtere Polster widerstehen Abdrücken, sehen aber höhere innere Spannungen. Weichere Polster schützen die Oberfläche, komprimieren jedoch tiefer und erhitzen sich schneller. |
| Praxisnahe Konsequenzen | Ich habe gesehen, wie eine $40-Edelstahlabdeckung verschrottet wurde wegen zweier polierter Streifen, die weder Festigkeit, Winkel noch Passform änderten. Die Oberfläche war Gesetz. Aber ich habe auch gesehen, wie Winkeldrift eine Vormittagsproduktion zunichte machte, weil das Polster, das bei Teil 1 “konstant” war, nicht dasselbe Werkzeug bei Teil 3.000 war. |
| SPC und Drift | Bei Stahl springt Ihr Kontrollchart, wenn etwas bricht. Bei Urethan neigt es sich. Haben Sie SPC so straff, dass Sie eine Drift von 0,2° erkennen, bevor Ihr Kunde es tut? |
Ein Urethanpolster kann im Voraus weniger kosten als ein präzisionsgeschliffenes, segmentiertes V-Set. Das ist die Prospekt-Überschrift.
Berechnen Sie nun so, wie es eine Werkstatt tun würde. Angenommen, ein Stahl-Matrizensatz läuft 100.000 Schläge vor dem Nachschleifen und der Winkel bleibt innerhalb von ±0,3° mit minimaler Korrektur. Ihr Urethanpolster, bei einem mittelbelasteten Edelstahlauftrag, beginnt alle paar tausend Schläge eine Winkelkompensationsänderung zu benötigen und ist dimensionsmäßig unzuverlässig nach etwa 15.000–20.000 Schlägen. Ich gebe Ihnen keine universelle Zahl – weil es keine gibt – doch dieser Bereich ist in echten Werkstätten kein Fantasieprodukt.
Jedes Ersatzpolster ist ein weiterer Bestellauftrag. Jede Zwischenqualifikation während des Laufs ist Bedienerzeit. Jede Winkeldrift ist Prüfaufwand und potenzieller Ausschuss. Und denken Sie an die Tonnage-Belastung: Wenn Sie von Anfang an mit 85–90% der Maschinenkapazität arbeiten, beschleunigen Sie den Verschleiß der Presse selbst – Hydraulik, Krönungssystem, Führungen des Stößels.
Das ist eine wiederkehrende Ausgabe, keine einmalige Werkzeugwahl.
Wenn der Auftrag kosmetisch kritisch, geringes Volumen und deutlich innerhalb der tatsächlichen Kapazitätsreserve deiner Maschine liegt, kann Urethan der richtige Kompromiss sein. Perfekte Oberfläche im Austausch gegen planbare Verbrauchskosten. Schön.
Aber wenn du nahe an deiner Tonnage-Grenze bist, enge Winkel hältst und lange Produktionsläufe planst, kaufst du keine Lösung gegen Kratzer. Du verpflichtest dich zu Kraft-Overhead, Winkelabweichung und einem Austauschzyklus, den du wie Schneidöl budgetieren musst.
Also, wenn du den Auftrag kalkulierst, berücksichtigst du das Pad als Verschleißteil mit einer abnehmenden Steifigkeitskurve, oder tust du immer noch so, als wäre es nur eine weiche V-Matrize?
Hier ist die Frage, die du wirklich stellst: Wenn Urethan eine verbrauchbare Feder mit angehängter Tonnage-Steuer ist, gibt es einen günstigeren Weg, die Kratzer zu beseitigen, ohne deine Kapazitätskurve neu zu schreiben?
Beginne mit der Einschränkung. Stahlmatrizen markieren, weil Stahl härter ist als dein Werkstück, und jede Spur von Zunder, Grat oder Schulternutzung sich unter Last auf die Oberfläche überträgt. Der Kontaktdruck ist real. Bei einer engen V-Öffnung konzentrierst du die Kraft entlang zweier Linien. Aber die Matrize selbst bewegt sich nicht. Keine bleibende Verformung. Keine Modulus-Drift. Die Geometrie bleibt erhalten.
Jetzt lege eine opfernde Folie über den Stahl – Polyurethanband, Mylar, was auch immer dein Lieferant dir in Rollen verkauft.
Du hast einen dünnen, austauschbaren Puffer eingeführt, ohne das gesamte Unterwerkzeug in einen Schwamm zu verwandeln.
Die Folie verformt sich um ein paar Zehntel. Sie verteilt den Kontakt leicht. Sie absorbiert geringes Einprägen von Schmutz. Aber dein Kraftpfad ist immer noch Stahl-zu-Stößel-zu-Rahmen. Dein Tonnagediagramm ändert sich nicht. Deine Wölbungsberechnung ändert sich nicht. Deine Winkelkompensation folgt immer noch der Metallrückfederung, nicht dem Polymerrückprall.
Das ist von Bedeutung.
Wenn ein $20-Streifen Folie 80 Prozent deiner Markierungen eliminiert und dich null zusätzliche Tonnage kostet, hast du nicht nur das kosmetische Problem gelöst – du hast die wiederkehrende Steuer von Pad-Kompression, Drift und Austausch umgangen. Die Folie ist verschlissen? Du ziehst sie ab. Die darunterliegende Matrize hat weder Höhe, Steifigkeit noch Formgedächtnis verändert.
Also nein, Folie macht Urethan nicht überflüssig.
Aber sie zwingt dich zu begründen, warum du für 100 Prozent Kratzfreiheit statt für 80 zahlst.
Lass uns darüber sprechen, was tatsächlich Zeit auf dem Boden kostet.
Das Abkleben einer Matrize ist lästig. Du reinigst die Schultern, legst den Streifen gerade, schneidest ihn zu, fährst einen Testhub und achtest auf Faltenbildung. Bei einem kurzen Lauf – sagen wir 200 kosmetische Paneele – sind das zehn zusätzliche Minuten. Vielleicht fünfzehn, wenn der Bediener neu ist. Wenn das Band beschädigt wird, bringst du es erneut an. Es ist mühsame Arbeit.
Aber der erste Biegewinkel, den du triffst, ist derselbe, den du immer getroffen hast.
Das Einstellen eines Urethanblocks ist ein anderes Kaliber. Du schützt nicht nur eine Oberfläche – du etablierst eine neue Last-Verformungs-Beziehung. Die ersten Schläge sind weicher, als du denkst. Du erhöhst die Durchdringung. Das Pad komprimiert stärker als erwartet. Jetzt jagst du dem Winkel hinterher, weil sowohl Metall als auch Pad sich zurückverformen. Bei dickerem Material kann es sein, dass du je nach Tiefe, mit der du das Pad belastest, 20–30 Prozent mehr Kraft benötigst als bei einer äquivalenten Stahl-V-Einrichtung.
Das ist keine Prospektrede. Das ist Zylinderdruck.
Und wenn du auf einer 100-Tonnen-Presse bereits mit 75–80 Tonnen auf Stahl arbeitest, hast du keine 30 Prozent in der Reserve. Du leihst sie dir aus der Sicherheitsmarge. Aus Dichtungen. Aus Führungen.
Welche Einrichtungsreibung bevorzugen Sie: zehn Minuten mit einer Rolle Klebeband oder eine halbe Stunde iterative Tiefenänderungen plus einen dauerhaften Abzug von der verfügbaren Tonnage?
Beantworten Sie das mit dem Typenschild Ihrer Maschine im Hinterkopf.
Hier wird die Broschüre leise.
Denn manchmal sind 80 Prozent nicht gut genug. Ich habe gesehen, wie eine ganze Palette zurückgewiesen wurde wegen feiner Werkzeuglinien, die man nur unter gekipptem Licht erkennen konnte. Aber der Auftrag sagte “keine sichtbaren Werkzeugspuren”, und das ist Gesetz. In dieser Welt – Architektur-Edelstahl, Geräteverkleidungen, vorbeschichtete Platten – ist der Unterschied zwischen “größtenteils sauber” und “chirurgisch sauber” der Unterschied zwischen bezahlt und unbezahlt.
Da verdient sich Urethan seinen Platz.
Geringe Stückzahl. Große Kapazitätsreserve. Moderate Winkel. Material, das sonst jede Schulterunebenheit durchdrücken würde. Aufträge, bei denen die Oberfläche vertraglich König ist und man sich leisten kann, das Pad als Verbrauchsmaterial pro Lauf zu budgetieren.
Aber wenn Sie 3 mm Edelstahl mit ±0,5° über 5.000 Teile biegen und Sie bereits Abweichungen bei Stahl im Griff haben, ist eine elastische Schicht unter dem Teil kein optischer Feinschliff. Es ist eine strukturelle Änderung Ihres Prozesses. Sie zahlen mit Kraft-Overhead, Winkelüberwachung und Austauschhäufigkeit.
So lässt es sich sauber formulieren.
Folie auf Stahl: kleine wiederkehrende Störung, minimale physikalische Veränderung, teilweise optische Entlastung.
Massives Urethan-Pad: nahezu kompletter optischer Schutz, plus dauerhafte Tonnage-Kosten und eine ermüdende Feder bei jedem Schlag.
Wenn der Auftrag wirklich null sichtbare Markierungen verlangt und Ihre Maschine 30 Prozent Leerlaufkapazität hat, ist Urethan die richtige Wahl. Wenn Sie irgendwo nahe Ihrer Tonnage-Obergrenze sind oder enge Winkel-Toleranzen über lange Läufe halten müssen, könnte Stahl plus Folie der klügere Kompromiss sein.
Kaufen Sie Oberflächenschutz – oder schreiben Sie Ihre Prozessphysik neu für ein Problem, das Klebeband hätte lösen können?
Die Einschränkung ist einfach: Ihre Presse hat ein Typenschild, und das interessiert sich nicht für Broschüren.
Bevor Sie sich für Urethan entscheiden, führen Sie diesen Test mit Bleistift durch. Nehmen Sie die bekannte Stahl-Setup-Tonnage für den Auftrag – nicht den Katalogwert, sondern die Zahl, die Sie tatsächlich am Bildschirm in der Tiefe sehen. Multiplizieren Sie sie mit 1,25 als konservativen Ausgangspunkt. Wenn Sie nahe der Arbeitsgrenze des Pads biegen oder scharfe Winkel anstreben, nehmen Sie 1,30. Das ist Ihre Tonnage-Steuer-Schätzung.
Schauen Sie jetzt auf Ihre Maschine. Wenn diese neue Zahl Sie über 80 Prozent der Nennkapazität bringt, kaufen Sie keinen Oberflächenschutz – Sie opfern Sicherheitsreserve, Dichtungslebensdauer und Rahmensteifigkeit. Wenn sie Sie unter 70 Prozent hält und Raum für Korrekturschläge lässt, haben Sie zumindest den mechanischen Spielraum.
Das ist die erste Hürde. Kapazität.
Die zweite ist Winkelstabilität. Fragen Sie sich: Wie groß ist die Winkeltoleranz auf der Zeichnung und wie viele Teile umfasst der Lauf? Wenn Sie ±1,5° bei 300 optischen Abdeckungen halten, können Sie es betreuen. Wenn Sie ±0,5° bei 5.000 Teilen halten, haben Sie sich gerade verpflichtet, drei Schichten lang gegen eine wandernde Feder zu kämpfen.
Der Litmus-Test lautet also nicht “verhindert Urethan Kratzer?”. Er lautet: Haben Sie nach dem Hinzufügen von 25–30 Prozent zu Ihrer realen Tonnage und dem Akzeptieren elastischer Abweichungen noch Kapazitätsreserve und Toleranzspielraum übrig – ja oder nein?
Man kann nicht zwei Herren dienen, wenn einer sich unter Last bewegt.
Stahl gibt Ihnen Geometrie. Der Innenradius folgt der V-Öffnung – etwa 16–17 Prozent der Öffnung bei weichem Stahl – und sobald Sie die Tiefe einstellen, wiederholt es sich. Urethan bietet Nachsicht beim Kontakt, aber der Radius entsteht teilweise durch die Verdrängung des Polsters, nicht nur durch die V-Geometrie. Ändern Sie die Eindringtiefe um wenige Zehntel, ändern sich sowohl Winkel als auch effektiver Radius.
Das bedeutet: Wenn Kosmetik und Toleranz kollidieren, müssen Sie sie priorisieren.
Ich habe gesehen, wie eine ganze Palette abgelehnt wurde wegen schwacher Matrizenlinien, die man nur im Licht erkennen konnte. Aber die Bestellung sagte “keine sichtbaren Werkzeugspuren”, und das ist Gesetz. In diesem Fall war ±1° akzeptabel, und die Oberfläche bezahlte die Rechnung. Die Kosmetik gewann.
Drehen wir das Szenario um. Enge Gehäuse, ±0,5°, passend zu einem lasergeschnittenen Rahmen. Niemand kümmert sich um eine leichte Markierung innerhalb der Biegung. Passgenauigkeit ist König. In dieser Hierarchie gewinnt die Toleranz, und Urethan wird zum Nachteil, weil seine Nachgiebigkeit die Winkelfestigkeit beeinträchtigt.
Also, wenn sie sich widersprechen – und das werden sie – welche bringt Ihnen das Geld?
Die Einschränkung hier liegt in der Lebensdauer des Polsters.
Urethan ist eine verbrauchbare Feder. Jeder Hub komprimiert es, erhitzt es und führt es Stück für Stück zur bleibenden Verformung. Bei dünnem, vorlackiertem Aluminium oder #4-Edelstahl unter 2 mm ist die Tonnagebelastung beherrschbar, weil die Grundkraft ohnehin gering ist. Fügen Sie 25 Prozent zu einer kleinen Zahl hinzu, und Ihre Presse merkt es kaum.
In kurzen kosmetischen Serien – 100, 300, vielleicht 800 Teile – können Sie das Polster als Kostenposition behandeln. Planen Sie es ein. Tauschen Sie es aus, wenn es weicher wird. Prüfen Sie den Winkel jedes Erstteils pro Charge. Die Oberfläche kommt sauber heraus, ohne durchgedrückte Schultern, ohne Schatten von Zunder. Ich habe gesehen, wie eine $40-Edelstahlabdeckung verschrottet wurde wegen zweier polierter Streifen, die weder Festigkeit, Winkel noch Passung beeinflussten. In dieser Umgebung rentiert sich das Polster, weil Perfektion Vertragsbestandteil ist.
Aber selbst hier: rechnen Sie zuerst. Wenn Ihr Stahlsatz 20 Tonnen zieht und Urethan 26 prognostiziert, sind Sie auf einer 100-Tonnen-Abkantpresse sicher. Wenn Ihr Stahlsatz 60 zieht und Urethan 75 prognostiziert, und Ihre Maschine für 80 ausgelegt ist, riskieren Sie bei jedem Hub alles.
Kann Ihre Kapazitätsreserve die Zusatzlast aufnehmen, ohne ständig am Druckventil zu arbeiten?
Die Einschränkung hier ist die kumulative Drift.
Schwerer Stahl vervielfacht die Tonnagebelastung, weil Sie sich bereits tief in der Lastkurve befinden. Fügen Sie 30 Prozent zu einem 90-Tonnen-Job hinzu, und Sie justieren nicht – Sie schreiben das Spannungsbild der Maschine um. Rahmenverformung steigt. Der Bedarf an Bombierung steigt. Die Polsterkompression steigt. Alles summiert sich.
Dann kommt die Laufzeit hinzu. Stahlmatrizen sind, richtig behandelt, Werkzeuge fürs Leben. Urethanpolster verschleißen. Nicht katastrophal. Allmählich. Tag eins und Tag drei verhalten sich bei identischem Hub nicht gleich. Das bedeutet: Ihre Biefeeinstellung wird zu einer sich ständig verschiebenden Zielgröße über Tausende Schläge.
Bei einem Lauf von 5.000 Teilen mit ±0,5° Toleranz ist das keine Oberflächenversicherung – das ist eine fortlaufende Prozesskorrektur. Mehr Kontrollen. Mehr Nachjustierungen. Mehr Gelegenheit für eine Kettenreaktion, die in “Ganze Palette abgelehnt” endet.”
Wartung kann den Verfall verlangsamen. Polster flach lagern. Sauber halten. Übermäßige Eindringung vermeiden. Das verlängert die Lebensdauer. Es beseitigt jedoch nicht den Elastizitätsverlust. Sie zahlen die Zusatzlast trotzdem – Sie verteilen sie nur auf mehr Rechnungen.
Hier ist die Sichtweise, die ich dir mitgeben möchte.
Urethan einzusetzen ist keine Werkzeugwahl. Es ist ein Finanzmodell. Sie akzeptieren eine wiederkehrende Tonnagesteuer, eine Stabilitätssteuer und eine Ersatzsteuer im Austausch für makellose Oberflächen. Wenn makellose Oberflächen das sind, was der Kunde prüft, und der Winkelspielraum großzügig ist, zahlen Sie sie. Wenn die Toleranz die Montage bestimmt und die Kapazitätsreserve gering ist, lassen Sie es bleiben.
Bevor Sie auf dem Pad unterschreiben, multiplizieren Sie Ihre tatsächliche Stahltonnage mit 1,25, vergleichen Sie sie mit 70–80 Prozent Ihrer Pressenkapazität und lesen Sie den Toleranzblock auf der Zeichnung. Danach ist die Antwort nicht philosophisch.
Sie ist betrieblich.


















