

O painel parecia perfeito sob as luzes da oficina. Depois o cliente passou-o para debaixo de uma clarabóia e as ligeiras linhas em V apareceram como impressões digitais. Palete inteira rejeitada.
É normalmente aí que alguém agita um folheto de matriz em V de uretano e diz: “Problema resolvido.” Parece limpo. Parece simples. Não é.
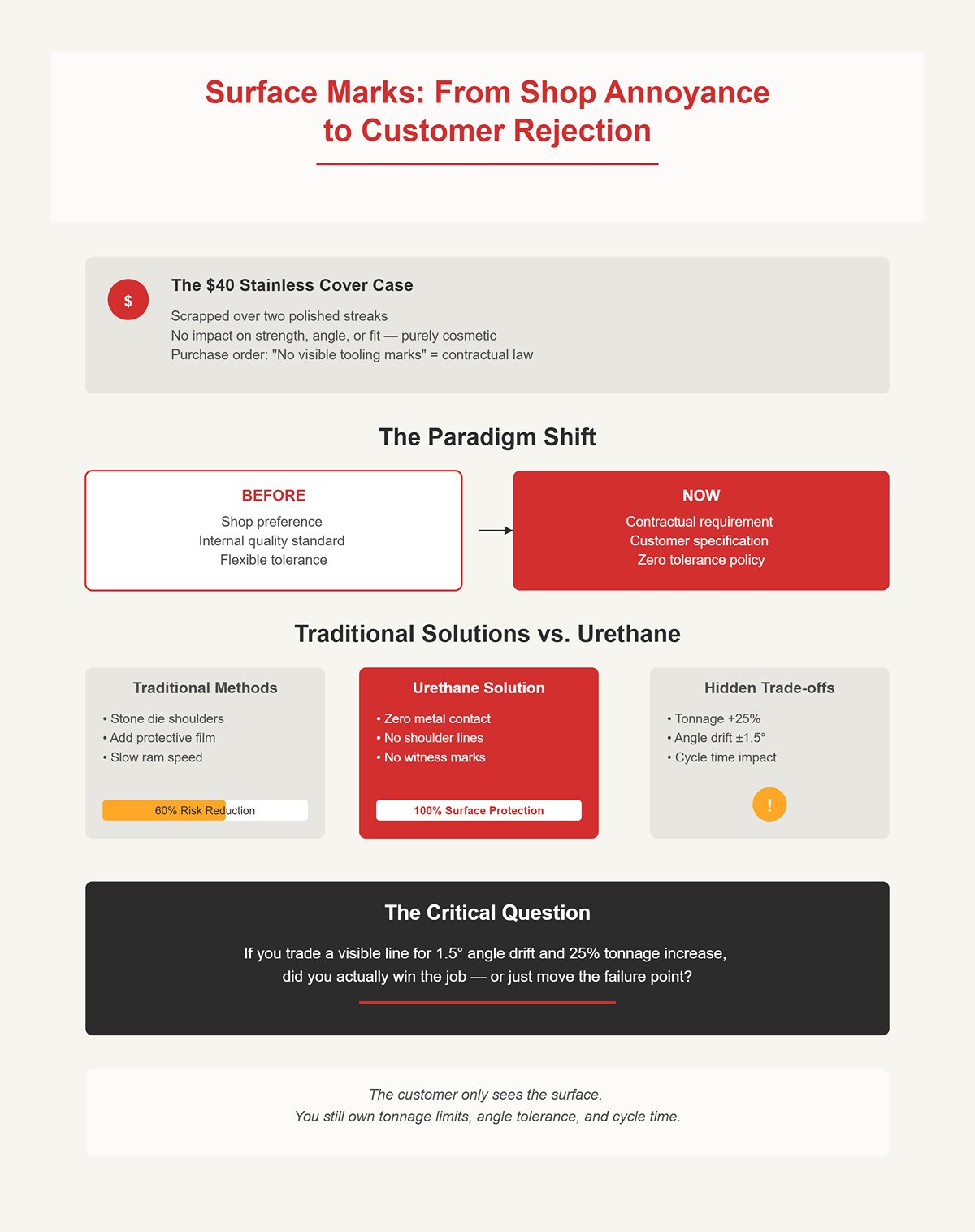
Vi uma tampa de inox $40 ser descartada por causa de duas marcas polidas que não alteraram a resistência, o ângulo ou o encaixe. Cosmético. Mas a ordem de compra dizia “sem marcas visíveis de ferramentas”, e isso é lei.
Portanto, agora o acabamento da superfície deixou de ser uma preferência da oficina; é um requisito contratual. Pode-se afiar os ombros da matriz, adicionar película, abrandar o curso. Ainda assim é arriscado. O uretano promete zero contacto metal-com-metal. Sem linhas de ombro. Sem marcas visíveis. Essa parte é verdadeira.
Mas aqui está o que muda a conversa: o cliente só vê a superfície. Continua a ser responsável pelos limites de tonelagem, tolerância de ângulo e tempo de ciclo. Se trocar uma linha visível por uma deriva de ângulo de 1,5° e um aumento de tonelagem de 25%, conseguiu realmente ganhar o trabalho — ou apenas deslocar o ponto de falha?

Um engenheiro júnior dirá, “Continua a ser uma matriz em V. Mesma abertura. Mesma dedução de dobra. É só encaixar.”
No papel, talvez. Na prática, não.
Matriz em V de aço: ombros rígidos, geometria fixa. Calcula-se a tonelagem a partir de uma tabela padrão de dobragem a ar e fica-se dentro de alguns por cento se o certificado do material for honesto. Matriz em V de uretano: a chapa afunda num almofadado compressível antes de formar um ângulo real. Parte da força do curso vai para dobrar o metal. Parte vai para esmagar o borracha. Essa é a taxa de tonelagem.
Já vi trabalhos que corriam a 60 toneladas em aço subirem para 75 quando trocados para uretano no mesmo aço macio de 3 mm. Isso é um salto de 25%. Num travão de 100 toneladas, essa é a diferença entre estar confortável e suar por causa das válvulas de alívio. Está a contabilizar essa margem, sim ou não?
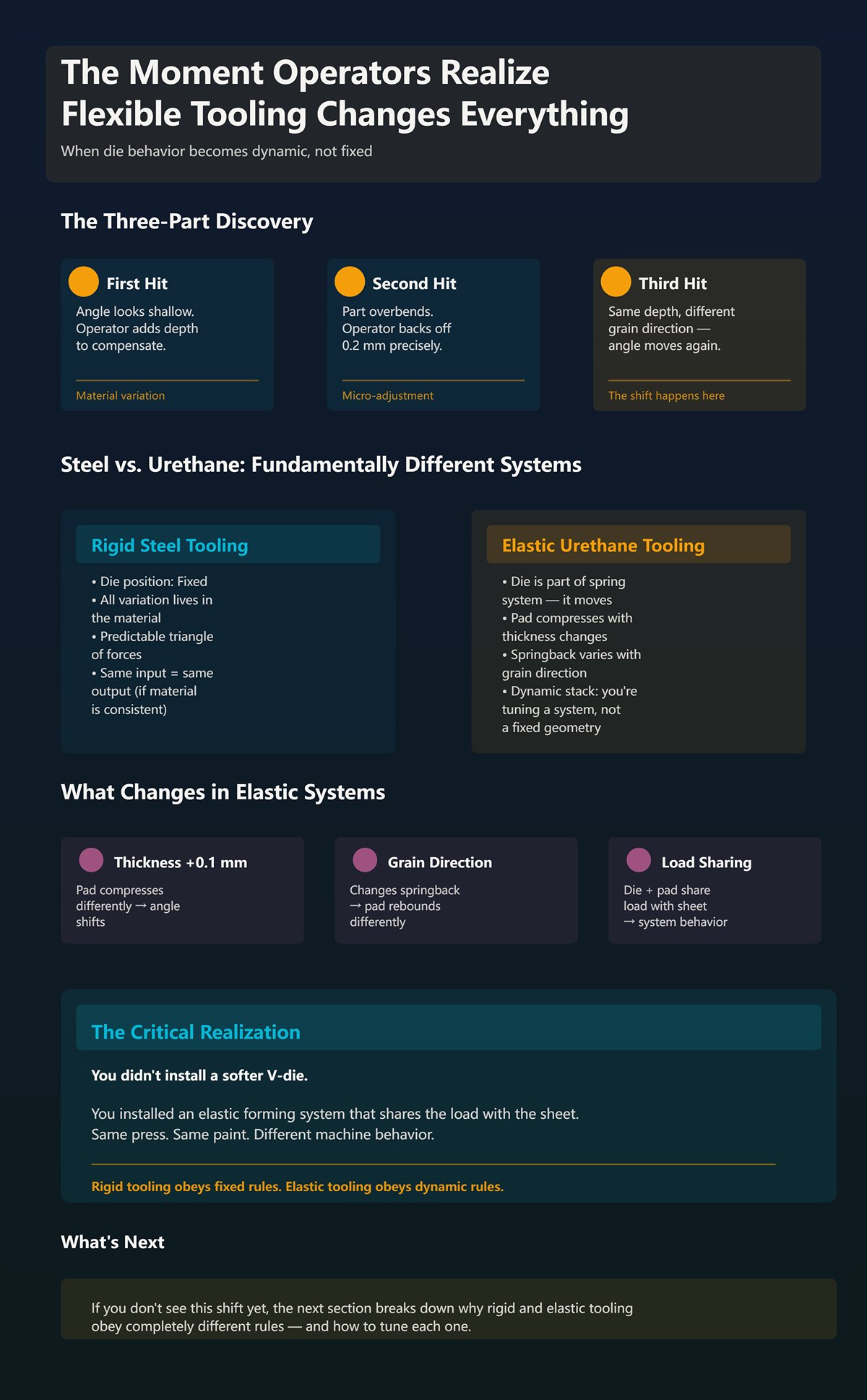
Normalmente acontece na terceira peça.
Primeira operação: ângulo parece raso. Operador aumenta profundidade. Segunda operação: sobre dobrado. Reduz 0,2 mm. Terceira peça, mesma profundidade, direção do grão diferente — ângulo muda outra vez.
Com aço, a matriz não se move. Toda a variação está no material. Com uretano, a matriz faz parte do sistema de mola. Espessura +0,1 mm? A almofada comprime de forma diferente. Direção do grão altera a recuperação elástica? A almofada reage de forma diferente. Agora está a afinar um conjunto dinâmico, não um triângulo fixo.
Essa é a mudança que precisa de fazer: não instalou uma matriz em V mais macia. Instalou um sistema de conformação elástico que partilha a carga com a chapa. Mesma prensa. Mesma pintura. Comportamento diferente da máquina.
Se ainda não percebe isso, a secção seguinte é onde explicamos porque ferramentas rígidas e elásticas obedecem a regras completamente diferentes.
Faça um trabalho simples: aço macio de 3 mm, abertura em V de 8× a espessura do material, dobragem a ar a 90°. Num molde de aço, o punção desce, a chapa contacta dois apoios rígidos, e o molde não se move. Zero deflexão mensurável na ferramenta. Toda a geometria está fixa em aço, e toda a deformação está na chapa.
Agora substitua por uma almofada em V de poliuretano com a mesma abertura nominal. O primeiro contacto não é chapa-apoio. É chapa-bloco elástico. Antes de o metal ceder a cerca de 250 MPa, o poliuretano começa a comprimir. Assim, parte do curso do êmbolo é usada para dobrar o aço, e parte para esmagar o polímero. Duas curvas tensão–deformação diferentes empilhadas no mesmo sistema.
Este único facto reescreve a sua folha de configuração.
Na dobragem a ar com aço, o raio interior acompanha a abertura em V. Reduza a abertura e a tonelagem aumenta exponencialmente; aumente-a e a tonelagem diminui. A geometria do molde governa a dobra. Com poliuretano, a “abertura em V” já não é fixa sob carga. Deforma-se. Os apoios afastam-se microscopicamente, a zona de contacto cresce, e a chapa afunda-se mais antes de o verdadeiro momento de dobragem se desenvolver. A relação entre a largura da abertura e o raio interior torna-se dependente da carga em vez de geométrica.
Já não está apenas a selecionar a largura da matriz. Está a selecionar quanto o molde pode mover-se sob força. Está a contabilizar esse deslocamento na sua dedução de dobra, sim ou não?
Já vi um trabalho que precisava de 60 toneladas numa matriz em V de aço subir para 75 toneladas em poliuretano na mesma prensa. Mesmo material. Mesma espessura. Mesmo ângulo. É um aumento de 25% a 30%. Não porque o aço tenha ficado mais forte, mas porque as primeiras 10–20% do curso são gastas a comprimir a almofada antes de se desenvolver a plena tensão de dobragem na chapa.
Esse é o imposto sobre a tonelagem.
Na ferramenta de aço, a matriz resiste imediatamente. A força do êmbolo converte-se quase diretamente em momento de dobragem. No poliuretano, a força torna-se primeiro energia de deformação armazenada na almofada. Só após compressão suficiente é que a chapa recebe a mesma alavancagem efetiva. Está a pagar força para mover o molde para fora do caminho antes de conseguir mover o metal.
E essa energia armazenada não desaparece. Empurra de volta. À medida que o punção se retrai, a almofada recupera, acrescentando a sua própria recuperação elástica à retificação da chapa. Agora o molde é uma mola ativa no sistema, não um suporte passivo.
Os operadores sentem isto como inconsistência. Espessura aumenta 0,1 mm? A almofada comprime mais, mudando a distribuição da pressão de contacto. Alteração na direção do grão muda a resistência à cedência? A almofada deforma para se ajustar, alterando onde se estabelece o eixo neutro. Com aço, a variação vive principalmente na chapa. Com poliuretano, a variação vive tanto na chapa como no molde.
Já não está a lutar contra uma mola. Está a lutar contra duas molas acopladas com diferentes módulos e diferentes curvas de histerese. Achou mesmo que a sua velha tabela de tonelagem ainda se aplica?
Aqui é onde fica feio. Na dobragem a ar com aço, pré-dobra-se uma quantidade previsível — digamos 2° para esse aço macio — e pronto. A matriz não muda de forma entre golpes. Se o certificado de material for honesto, a dispersão de ângulo pode manter-se dentro de ±0,5° uma vez ajustada.
Com poliuretano, a pré-dobragem necessária está ligada à quantidade de compressão da almofada nesse golpe. Mais compressão significa mais energia elástica armazenada. Mais energia armazenada significa mais recuperação quando o êmbolo levanta. Assim, a pré-dobragem não compensa apenas a recuperação elástica do metal; compensa também a recuperação da ferramenta.
E a compressão depende da carga.
A carga depende da espessura, da resistência à cedência e até de ligeiras variações na largura da abertura em V ao longo da almofada. Porque o poliuretano se adapta, “tolera” variação de espessura deformando-se à volta dela. Isto soa tolerante num folheto. No chão de fábrica, significa que o ângulo de dobra deriva com cada mudança de bobina porque o molde absorve a variação em vez de resistir a ela.
Tente executar uma dobra aguda de 30°. Com aço, escolhe a abertura em V correta, confirma a tonelagem e controla a profundidade. Com poliuretano, elevada deformação local pode exceder o limite de resistência da almofada, acelerando o desgaste ou forçando-o a abrir a V para reduzir o esforço. Abrir a V e o raio interior aumenta. Agora a peça já não corresponde ao desenho antes sequer de discutir o ângulo.
Então, quando alguém lhe disser que o poliuretano é apenas uma solução de superfície mais limpa, pergunte a si mesmo: está preparado para calibrar a pré-dobragem tendo em conta um molde que muda de rigidez a cada ciclo de carga, ou contava com a geometria rígida para fazer esse trabalho por si?
Você perguntou como calcular a tonelagem e o sobrecurvamento quando a própria matriz se move sob carga.
Comece com um trabalho real. Aço macio de 1 mm, abertura em V de 6 mm, dobra a ar de 90°. Numa matriz em V de aço, pode precisar de aproximadamente 8–10 toneladas por metro. O seu torno de 100 toneladas faz isso sem esforço. Agora substitua por uma almofada em V de poliuretano vendida como “substituição direta”. Mesma chapa. Mesmo ângulo. A máquina sobe para 35–45 toneladas antes mesmo de o ângulo começar a fechar.
Nada mudou no metal. As 25–35 toneladas extra foram para a almofada.
Esse é o imposto de tonelagem. Não o paga uma vez. Paga-o em cada ciclo, e sai diretamente da capacidade disponível da sua prensa. Se o seu conjunto em aço exigia 40 toneladas, espere entre 55 e 80 toneladas com poliuretano antes de ver iniciar a mesma dobra. Se a sua prensa estava a funcionar a capacidade máxima de 70% antes, acabou de a empurrar para o limite. Ainda chama a isso um upgrade cosmético?
Vamos falar de mecanismo, não de marketing.
O poliuretano comporta-se como uma mola não linear. No início do curso, o seu módulo é baixo. À medida que a deformação aumenta, a rigidez efetiva sobe abruptamente. Isto significa que os primeiros milímetros de deslocamento do aríete estão, sobretudo, a comprimir o polímero, não a dobrar o aço. A chapa não recebe o momento de flexão total até que a almofada esteja suficientemente compactada para se comportar de forma quase rígida.
Os fabricantes admitem discretamente o multiplicador: 3× é comum. Em condições de V mais apertado, 4× a 6× não é incomum. Já vi um trabalho de 60 toneladas com matriz de aço passar de 75 toneladas com poliuretano na mesma máquina. Isso é um multiplicador de 1,25× num caso ligeiro. Em geometrias mais apertadas, já vi aproximar-se de 2× e mais.
Porquê?
Porque a almofada resiste à compressão uniforme. Sob a ponta da punção, alonga-se lateralmente enquanto é esmagada verticalmente. Está a vencer a deformação interna do polímero antes de começar a formar a chapa. A força que calcula a partir das fórmulas padrão de dobra a ar apenas considera o escoamento do metal. O poliuretano acrescenta uma segunda curva de tensão–deformação em série.
Portanto, o seu cálculo prático torna-se:
Tonalagem em aço × multiplicador de poliuretano (1,3–2,0 conservador, 3,0+ em V apertado ou cenários de dureza maior) = tonalagem necessária da máquina.
E isso antes de considerar o carregamento fora do centro. Uma prensa de 100 toneladas ao longo de 120 polegadas pode estar limitada a cerca de 1,3–1,4 toneladas por polegada ao longo da linha central. O poliuretano não carrega uniformemente nos dois ombros; espalha a pressão de forma imprevisível. Pontos de alta pressão locais podem exceder os limites da linha central mesmo quando a tonalagem total parece “segura”.”
Pensa que a sua prensa está classificada para 100 toneladas. Está classificada para 100 toneladas distribuídas através de um bloco de borracha em compressão, sim ou não?
Observe o indicador de posição do aríete durante a primeira peça.
Com ferramentas de aço, a alteração do ângulo acompanha a profundidade do aríete quase imediatamente. Com poliuretano, pode percorrer 1–3 mm antes de o ângulo mudar significativamente. Essa deslocação é armazenada como energia de deformação na almofada. A máquina está a trabalhar. A chapa ainda não está a dobrar.
Essa deslocação perdida é a penalização por deslocamento.
Numa prensa hidráulica, a força aumenta com a penetração. Se 20% do seu curso é gasto apenas a compactar a almofada de poliuretano, então uma parte da curva de força disponível é consumida antes de começar a dobra efetiva. A sua prensa pode atingir o limite de pressão mais cedo no curso, limitando o que resta para a dobra real.
Pior, essa energia armazenada regressa. Quando o aríete recua, a almofada volta à sua forma original. Está agora a subtrair o recuo da almofada à sua correção de ângulo. Quanto mais a comprimiu—o que significa mais tonelagem paga—mais ela empurra de volta.
Portanto, parte da capacidade nominal da sua máquina nunca chega ao metal de forma útil. Está ocupada a comprimir e a libertar o polímero como um amortecedor.
Se o seu travão já estava no limite num trabalho de 3 mm e 10 pés em aço, o que acontece quando 15–30% da sua curva de curso e força são consumidos pela compressão da almofada?
Agora pegue em aço macio de 4 mm. A mesma almofada de uretano classificada para “calibres leves a médios.” Começa a dobra. A tonelagem dispara rapidamente—muito mais rápido do que o gráfico de aço previa. A almofada está a aproximar-se do limite de compressão. As suas células estão a colapsar. Deixa de comportar-se como uma matriz flexível e começa a agir como um bloco denso.
Nesse ponto, acontecem duas coisas.
Primeiro, o multiplicador explode. O que era 1,5× a 1 mm de espessura torna-se 2× ou 3× à medida que se aproxima do limite de deformação da almofada. Segundo, a pressão de contacto localiza-se. Em vez de distribuir a carga suavemente, o uretano semi-compactado transmite a força mais diretamente, e a sua solução “sem riscos” começa a marcar se existir detritos ou inclusões duras.
Esse é o seu teto de espessura. Não o “até 6 mm” da brochura. O teto real é onde a compressão necessária para atingir o ângulo se aproxima do limite elástico da almofada. Para além disso, está efetivamente a encostar um bloco de borracha num prensa hidráulica.
Barras de deflexão e almofadas personalizadas podem elevar esse teto. Pode ajustar o durometer e a espessura para reduzir o multiplicador num trabalho específico. Mas isso é engenhar um sistema em torno do imposto, não eliminá-lo.
Portanto, antes de especificar uretano para aquele painel de aço inoxidável de 5 mm porque a ordem de compra dizia “sem marcas visíveis de ferramentas” e isso é lei, responda a isto: a sua prensa tem margem extra de 30–80% de tonelagem para pagar o imposto sem comprometer o próximo trabalho na agenda?
Quer saber antes da montagem se o trabalho e a prensa têm margem real suficiente para uretano.
É assim que verifico no chão de fábrica. Pego na tonelagem de dobra ao ar para aço do gráfico, multiplico por 1,5 como fator conservador de uretano, e depois olho para dois números: a tonelagem disponível da máquina no comprimento de trabalho, e a tolerância da peça. Se a tonelagem multiplicada empurrar o travão para além de 80% da sua classificação na linha central, e o desenho exigir ±0,5° ou mais apertado, já sei que estamos a trabalhar sem margem. E isso antes de falar sobre desgaste.
Porque o verdadeiro problema não é apenas a força máxima. É que a matriz elástica transforma um problema rígido de geometria num alvo móvel ao longo do tempo.
As matrizes de aço dão-lhe uma mudança abrupta: se lascadas, verá imediatamente. O uretano dá-lhe uma inclinação. Perde um décimo aqui, dois décimos ali, até que a sua folha de inspeção silenciosamente fica vermelha. Palete inteira rejeitada. Não alterou o programa. A almofada mudou sob si.
Essa é a curva de degradação a que está a aderir.
Imagine um suporte de aço inoxidável 304 de 3 mm, geometria equivalente a 8×V, dobra a 90°, tolerância ±0,5°. Em ferramentas de aço, pode sobre-dobrar 1,5–2° para contrabalançar o retorno do material e ajustar após duas batidas. Uma vez definido, a variação de ângulo acompanha a profundidade do martelo de forma linear porque a matriz não se move.
Agora coloque uma almofada de uretano 90A por baixo.
Primeiro, a almofada comprime 1–3 mm antes de a chapa receber o momento de dobra total. Depois a chapa cede. Depois, na retração, a chapa volta ao seu estado original. E a almofada também volta. Dois sistemas elásticos em série.
Se o inox recuperar 1,8°, e o retorno da almofada descarregar efetivamente outra fração de grau dependendo de quanto foi esmagada, o seu número de compensação já não está ligado apenas ao metal. Está ligado à deformação da almofada. Mude a espessura do lote em 0,1 mm e muda a compressão da almofada. Alterar a temperatura da almofada ao longo de uma série muda o módulo. A pilha de retorno muda.
Alguns fornecedores dir-lhe-ão que o uretano “reduz o erro de retorno de mola.” Em material fino e macio com penetração superficial, isso pode ser verdade porque a almofada mantém um contacto mais amplo e pode estabilizar o raio. Já vi ajudar em alumínio pintado de 1 mm quando o V de aço era demasiado largo e o raio variava.
Mas empurre para material mais duro, maior penetração ou ângulos mais apertados, e a rigidez variável da almofada torna-se a variável dominante. Quanto mais tonelagem aplicar, mais energia armazena, e mais esse ressalto participa no ângulo final. Já não está apenas a compensar pelo metal; está a compensar pela fadiga do polímero que evolui a cada ciclo.
Está preparado para tratar a sua matriz como uma mola consumível com uma constante de taxa variável, sim ou não?
Lascar o ombro de uma matriz em V de aço e verá uma linha na peça na batida seguinte. É binário. Bom. Depois mau.
O poliuretano não falha dessa forma.
Imagine uma produção hipotética: 5.000 molduras de portas de armário em inox pré-escovado, tolerância de ±0,7°, a funcionar a 60 golpes por hora. No dia um, ajusta para 91,6° programado para obter 90,0° acabado. Na peça 2.000, está a ajustar para 91,8°. Na peça 4.000, para 92,1°. Ninguém entra em pânico porque cada ajuste é pequeno. Mas a almofada sofreu um conjunto de compressão — deformação permanente devido à tensão repetida. A sua altura e rigidez efetivas mudaram.
Não encontrará uma curva publicada arrumada a dizer “o poliuretano perde X% de rigidez aos 10.000 ciclos.” É exatamente esse o problema. A fadiga depende da carga, do durometro e da temperatura. Almofadas mais duras resistem a marcas mas sofrem mais tensão interna. Almofadas mais macias protegem o acabamento mas comprimem mais fundo e aquecem mais rapidamente.
Já vi uma cobertura de inox $40 ser descartada por causa de duas faixas polidas que não alteraram a resistência, o ângulo ou o encaixe. A superfície era lei. Mas também já vi a deriva de ângulo comer a produção de uma manhã porque a almofada que era “consistente” na peça 1 já não era a mesma ferramenta na peça 3.000.
Com aço, o gráfico de controlo salta quando algo quebra. Com poliuretano, inclina. Tem SPC suficientemente apertado para ver uma deriva de 0,2° antes do seu cliente?
| Tópico | Detalhes |
|---|---|
| Título | Lascar catastrófico vs. fadiga invisível: acompanhamento da queda de precisão ao longo de 10.000 ciclos |
| Modo de Falha do Aço | Lascar o ombro de uma matriz em V de aço e verá uma linha na peça na batida seguinte. É binário. Bom. Depois mau. |
| Modo de Falha do Poliuretano | O poliuretano não falha dessa forma. |
| Produção Hipotética | Imagine uma produção hipotética: 5.000 molduras de portas de armário em inox pré-escovado, tolerância de ±0,7°, a funcionar a 60 golpes por hora. No dia um, ajusta para 91,6° programado para obter 90,0° acabado. Na peça 2.000, está a ajustar para 91,8°. Na peça 4.000, para 92,1°. Ninguém entra em pânico porque cada ajuste é pequeno. Mas a almofada sofreu um conjunto de compressão — deformação permanente devido à tensão repetida. A sua altura e rigidez efetivas mudaram. |
| Falta de Dados Previsíveis de Fadiga | Não encontrará uma curva publicada arrumada a dizer “o poliuretano perde X% de rigidez aos 10.000 ciclos.” É exatamente esse o problema. A fadiga depende da carga, do durometro e da temperatura. Almofadas mais duras resistem a marcas mas sofrem mais tensão interna. Almofadas mais macias protegem o acabamento mas comprimem mais fundo e aquecem mais rapidamente. |
| Consequências no Mundo Real | Já vi uma cobertura de inox $40 ser descartada por causa de duas faixas polidas que não alteraram a resistência, o ângulo ou o encaixe. A superfície era lei. Mas também já vi a deriva de ângulo comer a produção de uma manhã porque a almofada que era “consistente” na peça 1 já não era a mesma ferramenta na peça 3.000. |
| SPC e Deriva | Com aço, o gráfico de controlo salta quando algo quebra. Com poliuretano, inclina. Tem SPC suficientemente apertado para ver uma deriva de 0,2° antes do seu cliente? |
Uma almofada de poliuretano pode custar menos à partida do que um conjunto de matrizes em V segmentadas e rectificadas com precisão. É o título da brochura.
Agora faça as contas como faz uma oficina. Suponha que um conjunto de matrizes de aço dura 100.000 golpes antes da retificação, e o ângulo mantém-se dentro de ±0,3° com correção mínima. A sua almofada de poliuretano, num trabalho médio de inox, começa a necessitar de alterações de compensação de ângulo a cada poucos milhares de golpes e torna-se dimensionalmente pouco fiável por volta dos 15.000–20.000 golpes. Não lhe estou a dar um número universal — porque não existe — mas essa faixa não é fantasia em oficinas reais.
Cada almofada de substituição é outra ordem de compra. Cada requalificação a meio da produção é tempo de operador. Cada deriva de ângulo é trabalho de inspeção e potencial sucata. E lembre-se do imposto de tonelagem: se estiver a operar a 85–90% da capacidade da máquina para começar, está a acelerar o desgaste da própria prensa — hidráulicos, sistema de compensação, guias do came.
Isso é uma despesa recorrente, não uma escolha de ferramenta única.
Se o trabalho for de importância estética crítica, baixo volume e bem dentro da margem real de capacidade da sua máquina, o poliuretano pode ser a escolha certa. Perfeição de superfície em troca de um custo previsível de consumíveis. Tudo bem.
Mas se estiver perto do limite de tonagem, mantendo ângulos apertados e planeando longas séries de produção, não está a comprar uma solução para riscos. Está a inscrever-se num custo adicional de força, deriva de ângulo e um ciclo de substituição que precisa de contabilizar como o óleo de corte.
Então, quando calcula o preço do trabalho, está a considerar a almofada como um elemento de desgaste com uma curva de rigidez decrescente, ou continua a fingir que é apenas uma matriz em V macia?
Aqui está a verdadeira pergunta: se o poliuretano é uma mola consumível com um imposto de tonagem associado, haverá uma forma mais barata de eliminar os riscos sem alterar o seu gráfico de capacidade?
Comece pela limitação. Matriz de aço marca porque o aço é mais duro que a peça e cada pedaço de incrustação, rebarba ou desgaste nas ombreiras transparece na superfície sob carga. Essa pressão de contacto é real. Num encaixe em V apertado, está a concentrar força ao longo de duas linhas. Mas a matriz em si não se move. Não há deformação permanente. Não há deriva de módulo. A geometria mantém-se.
Agora coloque um filme sacrificial sobre esse aço — fita de poliuretano, Mylar, seja o que for que o fornecedor lhe venda em rolos.
Inseriu uma fina camada substituível sem transformar toda a ferramenta inferior numa esponja.
O filme deforma alguns décimos. Espalha ligeiramente o contacto. Absorve pequenas impressões de detritos. Mas o caminho de carga continua a ser aço-para-carro-para-estrutura. O seu gráfico de tonagem não muda. O cálculo de compensação não muda. A compensação de ângulo continua a seguir o retorno elástico do metal, não o recuo do polímero.
Isso importa.
Se uma tira de filme $20 elimina 80 por cento das marcas e não lhe custa qualquer tonagem adicional, não resolveu apenas a questão estética — evitou o imposto recorrente da compressão, deriva e substituição da almofada. O filme desgasta-se? Remove-o. A matriz por baixo não alterou altura, rigidez ou memória.
Portanto, não, o filme não torna o poliuretano obsoleto.
Mas obriga-o a justificar porque está a pagar por imunidade a riscos de 100 por cento em vez de 80.
Vamos falar sobre o que realmente consome tempo no chão da fábrica.
Colar fita numa matriz é irritante. Limpa as ombreiras, coloca a tira alinhada, corta-a, faz um teste e verifica se não enruga. Numa série curta — digamos 200 painéis com requisitos estéticos — isso dá mais dez minutos. Talvez quinze se o operador for inexperiente. Quando a fita se deteriora, reaplica-se. É trabalho meticuloso.
Mas o primeiro ângulo de dobra que atinge é o mesmo que sempre atingiu.
Calibrar um bloco de poliuretano é outra coisa. Não está apenas a proteger uma superfície: está a estabelecer uma nova relação carga-deflexão. As primeiras dobragens são mais suaves do que pensa. Aumenta a penetração. A almofada comprime mais do que o esperado. Agora está a perseguir o ângulo porque tanto o metal como a almofada estão a recuperar. Em material mais espesso, pode descobrir que necessita de 20–30 por cento mais força comparado com a configuração equivalente em V de aço, dependendo da profundidade com que está a pressionar a almofada.
Isso não é conversa de catálogo. É pressão de cilindro.
E se estiver numa prensa de 100 toneladas já a trabalhar a 75–80 toneladas com aço, não tem 30 por cento de sobra. Está a tirá-los da margem de segurança. Das juntas. Das guias.
Então, que fricção de configuração prefere: dez minutos com um rolo de fita ou meia hora de alterações iterativas de profundidade mais uma perda permanente de tonagem disponível?
Responda a isso tendo em mente a placa de características da sua máquina.
É aqui que o folheto fica em silêncio.
Porque, às vezes, 80 por cento não é suficiente. Já vi um palete inteiro rejeitado por causa de linhas de matriz quase impercetíveis, que só se viam inclinando à luz. Mas a ordem de compra dizia “sem marcas visíveis de ferramenta” — e essa é a lei. Nesse mundo — aço inoxidável arquitetónico, revestimentos de eletrodomésticos, painéis pré-acabados — a diferença entre “quase limpo” e “clinicamente limpo” é a diferença entre pago e não pago.
É aí que o poliuretano mostra o seu valor.
Baixo volume. Grande margem de capacidade. Ângulos moderados. Material que de outra forma evidenciaria cada imperfeição nos ombros. Trabalhos onde a superfície é soberana por contrato e pode-se tratar a almofada como consumível, orçamentada por execução.
Mas se estiver a dobrar aço inoxidável de 3 mm a ±0,5° em mais de 5.000 peças e já estiver a controlar a deriva no aço, acrescentar uma camada elástica sob a peça não é um retoque estético. É uma mudança estrutural no seu processo. Vai pagar em overhead de força, em monitorização de ângulos e em frequência de substituição.
Eis a forma limpa de enquadrar isto.
Película no aço: pequeno incómodo recorrente, mínima alteração física, alívio estético parcial.
Almofada sólida de poliuretano: proteção estética quase total, mais um imposto de tonelagem permanente e uma mola que se degrada a cada impacto.
Se o trabalho exige realmente zero marcas visíveis e a sua máquina tem 30 por cento de capacidade ociosa, o poliuretano é a escolha certa. Se estiver perto do limite de tonelagem ou a manter tolerâncias angulares apertadas em execuções longas, o aço com película pode ser o compromisso mais inteligente.
Está a comprar seguro de superfície — ou a reescrever a física do seu processo para um problema que a fita poderia ter resolvido?
A limitação é simples: a sua prensa tem uma placa de características e não se importa com folhetos.
Antes de optar pelo poliuretano, faça isto a lápis. Pegue na tonelagem real do seu setup de aço para o trabalho — não o valor de tabela, o número que realmente vê no ecrã à profundidade. Multiplique por 1,25 como ponto de partida conservador. Se estiver a dobrar perto do limite de trabalho da almofada ou a perseguir ângulos agudos, use 1,30. Esse é o seu cálculo de imposto de tonelagem.
Agora olhe para a sua máquina. Se esse novo número o empurrar para além de 80 por cento da capacidade nominal, não está a comprar proteção de superfície — está a gastar margem de segurança, vida das vedações e deflexão da estrutura. Se o mantiver abaixo de 70 por cento com espaço para golpes de correção, pelo menos terá margem mecânica.
Essa é a primeira barreira. Capacidade.
A segunda é estabilidade angular. Pergunte-se: qual é a tolerância angular no desenho, e quantas peças estão na execução? Se estiver a manter ±1,5° em 300 capas estéticas, pode cuidar disso. Se estiver a manter ±0,5° em 5.000 peças, acabou de assinar para lutar contra uma mola em movimento durante três turnos.
Portanto, o teste de litmus não é “o poliuretano evita riscos?” É este: depois de acrescentar 25–30 por cento à sua tonelagem real e aceitar a deriva elástica, ainda lhe sobra margem de capacidade e folga de tolerância — sim ou não?
Não pode servir dois mestres quando um deles se move sob carga.
O aço dá-lhe geometria. O raio interior acompanha a abertura em V — aproximadamente 16–17 por cento da abertura no aço macio — e, uma vez definido a profundidade, repete-se. O poliuretano dá-lhe tolerância no contacto, mas o raio forma-se parcialmente devido ao deslocamento da almofada, e não apenas pela geometria em V. Alterar a penetração alguns décimos muda tanto o ângulo como o raio efetivo.
Isto significa que, quando a estética e a tolerância colidem, tem de atribuir-lhes uma ordem de prioridade.
Já vi um palete inteiro ser rejeitado por causa de linhas ténues de matriz que era preciso inclinar à luz para ver. Mas a ordem de compra dizia “sem marcas visíveis de ferramentas”, e isso é lei. Nesse caso, ±1° era aceitável, e a superfície pagou a fatura. A estética venceu.
Inverta o cenário. Invólucro apertado, ±0,5°, acoplando a uma estrutura cortada a laser. Ninguém se preocupa com uma leve marca de testemunho no interior da dobra. O ajuste é o rei. Nessa hierarquia, a tolerância vence, e o poliuretano torna-se uma responsabilidade porque a sua conformidade trabalha contra a previsibilidade angular.
Portanto, quando entram em conflito — e vão entrar — qual deles lhe paga?
A limitação aqui é a duração da almofada.
O poliuretano é uma mola consumível. Cada golpe comprime-o, aquece-o e aproxima-o do estado de compressão permanente. Em alumínio pré-pintado fino ou aço inoxidável #4 abaixo de 2 mm, o imposto de tonelagem é gerível porque a força base é baixa desde o início. Adicione 25 por cento a um número pequeno e a sua prensa mal nota.
Em séries curtas e estéticas — 100, 300, talvez 800 peças — pode tratar a almofada como uma linha orçamental. Planeie-a. Substitua-a quando amolecer. Verifique o ângulo de todas as primeiras peças por lote. A superfície sai limpa, sem ombros marcados, sem fantasmas de incrustações. Já vi uma tampa em aço inoxidável $40 ser rejeitada por duas marcas polidas que não alteraram a resistência, ângulo ou ajuste. Nesse ambiente, a almofada justifica o seu custo porque a perfeição é contratual.
Mas mesmo aqui, faça primeiro os cálculos. Se o seu conjunto em aço puxa 20 toneladas e o poliuretano prevê 26, está bem numa prensa de 100 toneladas. Se o conjunto em aço puxa 60 e o poliuretano prevê 75, e a sua máquina é classificada para 80, está a arriscar em cada golpe.
A sua margem de capacidade absorve o imposto sem depender constantemente da válvula de alívio?
A limitação aqui é o desvio cumulativo.
Placas pesadas multiplicam o imposto de tonelagem porque já está profundamente na curva de carga. Adicione 30 por cento a um trabalho de 90 toneladas e não está apenas a ajustar — está a reescrever o quadro de esforços da máquina. A deflexão do quadro aumenta. A necessidade de coroa aumenta. A compressão da almofada aumenta. Tudo acumula.
Depois há o comprimento da série. Matrizes de aço, bem cuidadas, são ferramentas para toda a vida. Almofadas de poliuretano degradam-se. Não de forma catastrófica. Gradualmente. O dia um e o dia três não se comportam da mesma forma sob golpes idênticos. Isso significa que a configuração da profundidade da dobra se torna um alvo móvel ao longo de milhares de golpes.
Numa série de 5.000 peças com tolerância ±0,5°, isso não é seguro para a superfície — é uma correção recorrente do processo. Mais verificações. Mais ajustes. Mais oportunidade para um acumular de erros que termina com “Palete inteira rejeitada.”
A manutenção pode desacelerar a degradação. Guarde as almofadas em posição plana. Mantenha-as limpas. Evite a sobrepenetração. Isso prolonga a vida. Não elimina a perda de módulo. Ainda paga o imposto; apenas o distribui por mais faturas.
Aqui está a perspetiva que quero que leve consigo.
Utilizar poliuretano não é uma escolha de ferramenta. É um modelo financeiro. Está a aceitar um imposto recorrente de tonelagem, um imposto de estabilidade e um imposto de substituição em troca de superfícies impecáveis. Se a perfeição da superfície é aquilo que o cliente audita e a tolerância angular tem folga, pague-o. Se a tolerância determina a montagem e a margem de capacidade é reduzida, afaste-se.
Antes de aprovar a almofada, multiplique a sua tonelagem real em aço por 1,25, compare-a com 70–80 por cento da classificação da sua prensa e leia o bloco de tolerância no desenho. Depois disso, a resposta deixa de ser filosófica.
Está operacional.


















