

Панель выглядела идеально при свете в цехе. Но когда заказчик покатил её под светом из окна, слабые V-линии проявились, как отпечатки пальцев. Весь поддон отклонён.
Обычно именно тогда кто-то машет буклетом о полиуретановых V-матрицах и говорит: “Проблема решена”. Звучит чисто. Звучит просто. Но это не так.
Я видел, как крышку из нержавеющей стали $40 списали из-за двух полированных полос, которые не изменили ни прочность, ни угол, ни посадку. Только косметика. Но в заказе на поставку было написано “никаких видимых следов инструмента”, и это закон.
Теперь качество поверхности — не предпочтение цеха, а договорное обязательство. Можно обрабатывать кромки штампа, добавлять пленку, замедлять ход ползуна. Всё равно рискованно. Полиуретан обещает отсутствие контакта металл-металл. Никаких линий от кромок. Никаких следов. Эта часть правдива.
Но вот что меняет суть разговора: заказчик видит только поверхность. А вы всё равно отвечаете за усилие, допуск по углу и цикл. Если вы обменяли видимую линию на отклонение угла на 1,5° и увеличение усилия на 25%, вы действительно выполнили заказ — или просто переместили точку отказа?

Младший инженер скажет: “Всё ещё V-матрица. То же раскрытие. То же вычитание на изгиб. Просто вставляем её”.”
На бумаге — возможно. На производстве — нет.
Стальная V-матрица: жёсткие кромки, фиксированная геометрия. Вы рассчитываете усилие по стандартной таблице воздушного гиба и получаете результат в пределах пары процентов, если сертификат на материал правдив. Полиуретановая V-матрица: лист погружается в сжимаемую подушку ещё до того, как образуется настоящий угол. Часть силы ползуна идёт на изгиб металла. Часть — на сжатие резины. Это налог на усилие.
Я видел заказы, где при работе со стальной V-матрицей требовалось 60 тонн, а при переходе на полиуретановую для тех же 3 мм мягкой стали нагрузка поднималась к 75. Это скачок на 25%. Для 100-тонного пресса это разница между комфортной работой и переживаниями из-за перепускных клапанов. Вы закладываете этот запас, да или нет?
Обычно это случается на третьей детали.
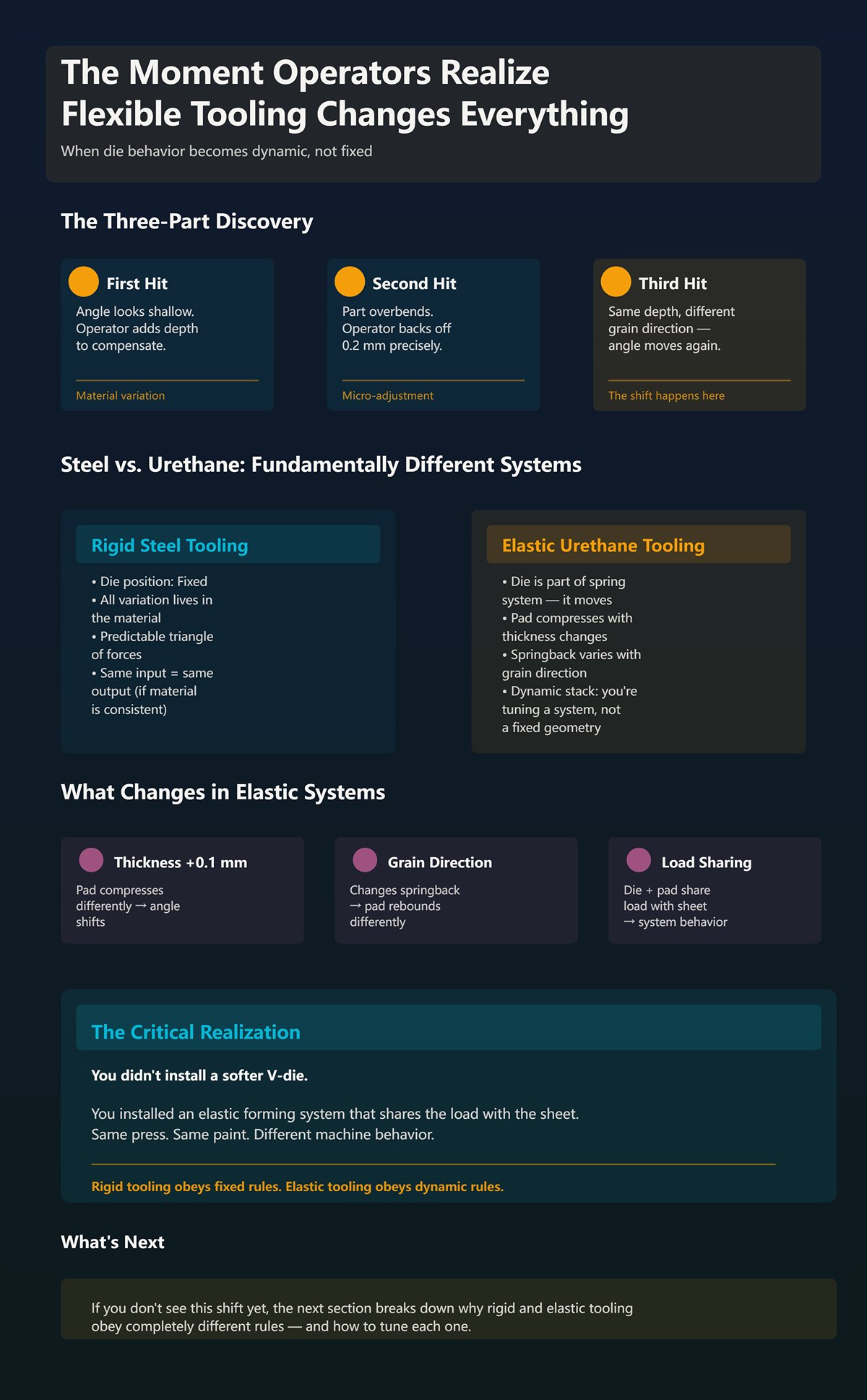
Первый удар: угол кажется слишком острым. Оператор добавляет глубины. Второй удар: перегиб. Он отступает на 0,2 мм. Третья деталь, та же глубина, другое направление проката — угол снова меняется.
Со сталью матрица не двигается. Вся вариация — в материале. С полиуретаном матрица становится частью пружинящей системы. Толщина увеличилась на 0,1 мм? Подушка сжимается иначе. Изменилось направление прокатки — пружинение другое. Теперь вы настраиваете динамический пакет, а не фиксированный треугольник.
Вот какое изменение нужно принять: вы установили не более мягкую V-матрицу. Вы установили эластичную систему гибки, которая делит нагрузку с листом. Тот же пресс. Та же краска. Другое поведение машины.
Если вы пока этого не видите, в следующем разделе мы разберём, почему жёсткий и эластичный инструмент подчиняются совершенно разным законам.
Возьмем простую задачу: мягкая сталь 3 мм, V-канавка шириной 8× толщины материала, воздушный гиб на 90°. В стальной матрице пуансон опускается, лист касается двух жестких опор, и матрица не движется. Нулевая измеримая деформация оснастки. Вся геометрия зафиксирована в стали, и вся деформация приходится на лист.
Теперь замените стальную V-матрицу на полиуретановую подушку с тем же номинальным раскрытием. Первое касание — не лист к опоре, а лист к упругому блоку. Прежде чем металл начнет течь примерно при 250 МПа, полиуретан начинает сжиматься. Поэтому часть хода ползуна идет на изгиб стали, а часть — на сплющивание полимера. Две разные кривые «напряжение–деформация» совмещены в одной системе.
Этот единственный факт переписывает вашу карту настройки.
В стальном воздушном гибе внутренний радиус определяется шириной V-открытия. Уменьшаете V — усилие растет экспоненциально; увеличиваете — падает. Геометрия матрицы управляет изгибом. С полиуретаном “V-открытие” больше не остается постоянным под нагрузкой. Оно деформируется. Опоры микроскопически расходятся, площадь контакта растет, и лист проваливается глубже, прежде чем сформируется настоящий изгибающий момент. Связь между шириной открытия и внутренним радиусом становится зависимой от нагрузки, а не от геометрии.
Теперь вы выбираете не просто ширину матрицы. Вы выбираете, насколько матрица может смещаться под нагрузкой. Учитываете ли вы это смещение в расчете компенсации гиба — да или нет?
Я видел задание, где в стальной V-матрице требовалось 60 тонн, а в полиуретановой — уже 75 тонн на том же прессе. Тот же материал. Та же толщина. Тот же угол. Рост на 25 %. Не потому, что сталь стала прочнее, а потому что первые 10–20 % хода тратятся на сжатие подушки, прежде чем в листе полностью разовьется напряжение изгиба.
Это — налог на усилие.
В стальной оснастке матрица сопротивляется сразу. Усилие ползуна почти напрямую превращается в изгибающий момент. В полиуретане сила сначала превращается в упругую энергию, запасаемую в подушке. Только после достаточного сжатия лист получает ту же эффективную рычажную силу. Вы тратите усилие на перемещение матрицы, прежде чем сможете согнуть металл.
И эта запасенная энергия не исчезает. Она отталкивает обратно. Когда пуансон поднимается, подушка восстанавливает форму, добавляя свою собственную упругую отдачу к пружинению листа. Теперь матрица становится активной пружиной в системе, а не пассивной опорой.
Операторы ощущают это как непостоянство. Толщина увеличилась на 0,1 мм? Подушка сжимается сильнее, меняя распределение контактного давления. Изменилось направление прокатки — сместилось предел текучести? Подушка подстраивается, меняя положение нейтральной оси. В стали вариации живут в листе. В полиуретане — и в листе, и в матрице.
Вы боретесь уже не с одной пружиной. Вы боретесь с двумя связанными пружинами с разными модулями упругости и разными кривыми гистерезиса. Вы действительно думали, что ваша старая таблица усилий все еще актуальна?
Вот где становится неприятно. В стальном воздушном гибе вы переразгибаете на предсказуемую величину — скажем, на 2° для мягкой стали — и все. Матрица не меняет форму между циклами. Если сертификат на материал честный, разброс угла останется в пределах ±0,5° после настройки.
С полиуретаном необходимая степень переразгиба связана с величиной сжатия подушки при данном ударе. Большее сжатие — больше запасенной упругой энергии. Больше энергии — больше отдача при подъеме ползуна. Так что переразгиб компенсирует не только пружинение металла, но и пружинение оснастки.
А сжатие зависит от нагрузки.
Нагрузка зависит от толщины, предела текучести и даже малых колебаний ширины V-открытия вдоль подушки. Поскольку полиуретан подстраивается, он “терпит” вариации толщины, деформируясь вокруг них. В рекламных буклетах это звучит привлекательно. На практике это означает, что угол гиба плавает при каждой смене рулона, потому что матрица поглощает вариации вместо того, чтобы противостоять им.
Попробуйте выполнить острый гиб на 30°. В стали — подбираете правильное V, проверяете усилие, контролируете глубину. В полиуретане — высокий локальный уровень деформации может превысить предел прочности подушки, ускоряя износ или заставляя вас увеличить V, чтобы снизить напряжения. Увеличили V — вырос внутренний радиус. И вот ваш деталь уже не соответствует чертежу, еще до того, как вы начнете спорить об угле.
Так что, когда кто-то говорит вам, что полиуретан — это просто более чистая поверхность, спросите себя: готовы ли вы калибровать переразгиб в зависимости от матрицы, жесткость которой меняется при каждом цикле нагрузки, или вы рассчитывали, что жесткая геометрия сделает эту работу за вас?
Вы спрашивали, как рассчитать тоннаж и перебег, когда сама матрица движется под нагрузкой.
Начнём с реальной задачи. 1 мм низкоуглеродистой стали, V-образное отверстие 6 мм, воздушный изгиб 90°. В стальной V-матрице вам может понадобиться примерно 8–10 тонн на метр. Ваш 100-тонный пресс справляется с этим без усилий. Теперь замените на уретановую V-подушку, рекламируемую как “прямая замена”. Та же заготовка. Тот же угол. Машина набирает 35–45 тонн, прежде чем угол даже начнёт закрываться.
В металле ничего не изменилось. Дополнительные 25–35 тонн ушли в подушку.
Вот он — налог на тоннаж. Вы платите его не один раз. Вы платите его при каждом ходе, и он прямо вычитается из доступной мощности пресса. Если для вашей стальной оснастки требовалось 40 тонн, то с уретаном ожидайте 55–80 тонн, прежде чем начнётся похожий изгиб. Если раньше ваш пресс работал на мощности 70%, вы только что перевели его в зону перегрузки. Вы всё ещё считаете это косметическим улучшением?
Давайте поговорим о механике, а не о маркетинге.
Уретан ведёт себя как нелинейная пружина. В начале хода его модуль упругости невысок. По мере увеличения деформации эффективная жёсткость резко растёт. Это значит, что первые несколько миллиметров хода ползуна в основном сжимают полимер, а не гнут сталь. Лист не испытывает полного изгибающего момента, пока подушка не уплотнится настолько, чтобы вести себя полужёстко.
Производители негласно признают множитель: 3× — обычное явление. В более узких V-условиях 4×–6× — неудивительно. Я видел, как 60-тонная стальная операция на том же станке с уретаном доходила до 75 тонн. Это множитель 1,25× в лёгком случае. В более жёстких геометриях я видел, как он приближается к 2× и выше.
Почему?
Потому что подушка сопротивляется равномерному сжатию. Под ударом пуансона она удлиняется в стороны, сжимаясь вертикально. Вы преодолеваете внутреннее сдвиговое сопротивление в полимере до того, как начинаете формовать лист. Усилие, рассчитываемое по стандартным формулам воздушного изгиба, учитывает только текучесть металла. Уретан добавляет вторую кривую «напряжение–деформация», включённую последовательно.
Так что ваш практический расчёт выглядит так:
Тоннаж для стали × множитель уретана (1,3–2,0 — консервативно, 3,0+ в узких V или при более высокой твёрдости по Шору) = требуемый тоннаж станка.
И это ещё до того, как вы учтёте внецентровую нагрузку. 100-тонный пресс длиной 120 дюймов может быть ограничен примерно 1,3–1,4 тоннами на дюйм вдоль центральной линии. Уретан не распределяет нагрузку чисто на двух плечах; он разносит давление непредсказуемо. Локальные пиковые зоны могут превышать лимиты центральной линии, даже если общий тоннаж выглядит “безопасным”.”
Вы думаете, ваш пресс рассчитан на 100 тонн. А он рассчитан на 100 тонн, распределённых через сжимающийся резиновый блок — да или нет?
Смотрите на индикатор положения ползуна при изготовлении первого изделия.
Со стальной оснасткой изменение угла почти сразу следует за глубиной хода ползуна. С уретаном вы можете пройти 1–3 мм, прежде чем угол заметно изменится. Этот ход сохраняется в виде энергии деформации в подушке. Машина работает. Лист ещё не гнётся.
Эта потерянная часть хода — штраф за перемещение.
На гидравлическом гибочном прессе усилие растёт с проникновением. Если 20% вашего хода уходит только на уплотнение уретана, то часть доступной кривой усилия расходуется до начала фактического изгиба. Ваш пресс может достичь предела давления раньше по ходу, что ограничит оставшееся усилие для самого изгиба.
Хуже того, эта накопленная энергия возвращается. При обратном ходе ползуна подушка восстанавливает форму. Теперь вы вычитаете упругое восстановление подушки из вашей поправки на угол. Чем сильнее вы её сжали — а значит, чем больше тоннаж затратили — тем сильнее она отталкивает назад.
Так что часть номинальной мощности вашего станка никогда не достигает металла полезным образом. Она расходуется на сжатие и отпускание полимера, как амортизатор.
Если ваш пресс был на грани при работе с листом стали 3 мм длиной 10 футов, что произойдет, когда 15–30% хода и кривой усилия будут «съедены» сжатием прокладки?
Теперь возьмите мягкую сталь толщиной 4 мм. Та же полиуретановая прокладка, рассчитанная на “легкие и средние толщины”. Вы начинаете гиб. Усилие растет быстро — намного быстрее, чем предсказывала ваша таблица по стали. Прокладка приближается к пределу сжатия. Ее ячейки разрушаются. Она перестает вести себя как податливый штамп и начинает действовать как плотный блок.
В этот момент происходят две вещи.
Во-первых, множитель взлетает. То, что было 1,5× при толщине 1 мм, становится 2× или 3×, когда вы приближаетесь к пределу деформации прокладки. Во-вторых, давление контакта локализуется. Вместо мягкого распределения нагрузки полусжатый полиуретан передает усилие более напрямую, и ваше “без царапин” решение начинает оставлять отпечатки, если есть мусор или твердые включения.
Это ваш реальный предел толщины. Не рекламные “до 6 мм”. Настоящий предел — это когда необходимое сжатие для достижения угла приближается к упругому пределу прокладки. За его пределами вы фактически упираетесь резиновым блоком в гидравлический пресс.
Балочные компенсаторы и специальные прокладки могут поднять этот предел. Вы можете подобрать твердость и толщину, чтобы снизить множитель для конкретной задачи. Но это настройка системы вокруг «налога», а не его устранение.
Так что, прежде чем установить полиуретан на панель из нержавеющей стали толщиной 5 мм потому, что заказ сказал “никаких видимых следов инструмента” — и это требование закона — ответьте на вопрос: есть ли у вашего пресса запас 30–80% по усилию, чтобы заплатить этот «налог» без того, чтобы задохнуться на следующей работе в графике?
Вы хотите знать перед настройкой, есть ли у задачи и пресса достаточный реальный запас для полиуретана.
Вот как я проверяю это на рабочем месте. Я беру усилие гиба стали «в воздухе» из таблицы, умножаю его на 1,5 как консервативный коэффициент для полиуретана, и потом смотрю на два числа: доступную мощность пресса на рабочей длине и допуск детали. Если умноженное усилие выводит пресс за предел 80% его номинала по центральной линии, а чертеж требует ±0,5° или более жестко, я уже знаю, что мы работаем без запаса. И это до того, как мы заговорим об износе.
Потому что настоящая проблема — не только пиковое усилие. Дело в том, что упругий штамп превращает жестко заданную геометрию в движущуюся цель со временем.
Стальные штампы дают вам скачкообразное изменение: скол и вы увидите это сразу. Полиуретан дает вам наклонную линию: вы теряете десятую здесь, две десятых там, пока ваш лист инспекции тихо не становится красным. Вся палета отклонена. Вы не изменили программу. Прокладка изменилась под вами.
Это кривая деградации, на которую вы соглашаетесь.
Представьте кронштейн из нержавеющей стали 304 толщиной 3 мм, эквивалент геометрии 8×V, гиб на 90°, допуск ±0,5°. В стальном инструменте вы могли бы перегнуть на 1,5–2°, чтобы компенсировать упругий отскок материала и настроить после двух ударов. Когда настройка выполнена, изменение угла точно соответствует глубине хода, потому что штамп не двигается.
Теперь положите под него полиуретановую прокладку 90A.
Сначала прокладка сжимается на 1–3 мм, прежде чем лист получает полный изгибающий момент. Затем лист деформируется. Затем, при обратном ходе, лист отскакивает обратно. И прокладка тоже отскакивает. Две упругие системы последовательно.
Если нержавейка хочет восстановить 1,8°, а отскок прокладки эффективно разгружает еще долю градуса в зависимости от того, насколько вы ее сжали, ваш коэффициент компенсации уже не связан только с металлом. Он связан с деформацией прокладки. Измените толщину партии на 0,1 мм — и вы измените сжатие прокладки. Измените температуру прокладки на длительном пробеге — и вы измените модуль упругости. Пакет упругого отскока смещается.
Некоторые поставщики скажут вам, что полиуретан “уменьшает ошибку возврата пружины”. В тонком, мягком материале с неглубоким проникновением это может быть правдой, потому что подушка поддерживает более широкий контакт и может стабилизировать радиус. Я видел, как это помогало на окрашенном алюминии толщиной 1 мм, когда стальное V было слишком широким, и радиус «гулял».
Но при работе с более твердым материалом, большим проникновением или более крутыми углами переменная жесткость подушки становится доминирующим фактором. Чем больше усилия вы прикладываете, тем больше энергии вы накапливаете, и тем больше этот отскок влияет на конечный угол. Вы уже компенсируете не только металл; вы компенсируете усталость полимера, которая изменяется с каждым циклом.
Готовы ли вы рассматривать ваш штамп как расходную пружину с изменяющейся постоянной жесткости, да или нет?
Сколите плечо стального V-штампа — и вы увидите линию на детали в следующем ударе. Это бинарно: хорошо — потом плохо.
Полиуретан так не выходит из строя.
Представьте гипотетическую серию: 5000 рамок дверей шкафов из предварительно обработанной нержавеющей стали, допуск ±0,7°, работа со скоростью 60 ударов в час. В первый день вы выставляете 91,6° в программе, чтобы получить 90,0° готового угла. К детали №2000 вы корректируете до 91,8°. К детали №4000 — до 92,1°. Никто не паникует, потому что каждое изменение незначительное. Но подушка получила остаточную деформацию — постоянное изменение формы от повторяющихся нагрузок. Ее эффективная высота и жесткость изменились.
Вы не найдете аккуратную опубликованную кривую, которая говорит: “Полиуретан теряет X% жесткости на 10 000 циклах”. Именно в этом и проблема. Усталость зависит от нагрузки, твердости (дурометра) и температуры. Более жесткие подушки устойчивы к повреждению поверхности, но испытывают более высокие внутренние напряжения. Более мягкие подушки лучше защищают отделку, но сильнее сжимаются и быстрее нагреваются.
Я видел, как крышка из нержавеющей стали $40 отправлялась в брак из-за двух полированных полос, которые не изменили прочность, угол или посадку. Важен был внешний вид. Но я также видел, как дрейф угла поглощал утреннее производство, потому что подушка, которая была “стабильной” на детали №1, уже не была тем же инструментом на детали №3000.
Со сталью ваша контрольная диаграмма скачет, когда что-то ломается. С полиуретаном она меняется постепенно. Есть ли у вас СУК (SPC) достаточно точная, чтобы заметить дрейф на 0,2° раньше вашего клиента?
| Тема | Подробности |
|---|---|
| Заголовок | Катастрофическое скалывание против незаметной усталости: отслеживание падения точности на протяжении 10 000 циклов |
| Режим отказа стали | Сколите плечо стального V-штампа — и вы увидите линию на детали в следующем ударе. Это бинарно: хорошо — потом плохо. |
| Режим отказа полиуретана | Полиуретан так не выходит из строя. |
| Гипотетическая производственная серия | Представьте гипотетическую серию: 5000 рамок дверей шкафов из предварительно обработанной нержавеющей стали, допуск ±0,7°, работа со скоростью 60 ударов в час. В первый день вы выставляете 91,6° в программе, чтобы получить 90,0° готового угла. К детали №2000 вы корректируете до 91,8°. К детали №4000 — до 92,1°. Никто не паникует, потому что каждое изменение незначительное. Но подушка получила остаточную деформацию — постоянное изменение формы от повторяющихся нагрузок. Ее эффективная высота и жесткость изменились. |
| Отсутствие предсказуемых данных о усталости | Вы не найдете аккуратную опубликованную кривую, которая говорит: “Полиуретан теряет X% жесткости на 10 000 циклах”. Именно в этом и проблема. Усталость зависит от нагрузки, твердости (дурометра) и температуры. Более жесткие подушки устойчивы к повреждению поверхности, но испытывают более высокие внутренние напряжения. Более мягкие подушки лучше защищают отделку, но сильнее сжимаются и быстрее нагреваются. |
| Последствия в реальном мире | Я видел, как крышка из нержавеющей стали $40 отправлялась в брак из-за двух полированных полос, которые не изменили прочность, угол или посадку. Важен был внешний вид. Но я также видел, как дрейф угла поглощал утреннее производство, потому что подушка, которая была “стабильной” на детали №1, уже не была тем же инструментом на детали №3000. |
| СУК и дрейф | Со сталью ваша контрольная диаграмма скачет, когда что-то ломается. С полиуретаном она меняется постепенно. Есть ли у вас СУК (SPC) достаточно точная, чтобы заметить дрейф на 0,2° раньше вашего клиента? |
Полиуретановая подушка может стоить меньше изначально, чем прецизионно шлифованный сегментированный V-набор. Это заголовок буклета.
Теперь посчитайте, как это делает цех. Предположим, что стальной набор штампов работает 100 000 ударов до перешлифовки, и угол остается в пределах ±0,3° с минимальной корректировкой. Ваша полиуретановая подушка при средней нагрузке на нержавеющую сталь начинает требовать корректировки угла каждые несколько тысяч ударов и становится геометрически ненадежной, скажем, к 15 000–20 000 ударам. Я не даю вам универсального числа — потому что его нет — но этот диапазон не фантастика для реальных цехов.
Каждая замена подушки — это новый заказ на закупку. Каждая повторная квалификация во время работы — это время оператора. Каждый дрейф угла — это труд инспекции и потенциальный брак. И помните про «налог на усилие»: если вы работаете на 85–90 % мощности станка с самого начала, вы ускоряете износ самого пресса — гидравлики, системы компенсации прогиба, направляющих ползуна.
Это повторяющийся расход, а не одноразовый выбор инструмента.
Если работа критична по внешнему виду, имеет низкий объём и находится далеко в пределах реального запаса мощности вашего станка, полиуретан может быть правильным выбором. Совершенная поверхность в обмен на предсказуемую стоимость расходных материалов. Хорошо.
Но если вы близки к пределу по тоннажу, держите острые углы и планируете длинные производственные циклы, вы не покупаете решение для устранения царапин. Вы подписываетесь на дополнительные усилия, дрейф угла и цикл замены, который нужно закладывать в бюджет, как и смазку при резке.
Так что, когда вы рассчитываете стоимость работы, учитываете ли вы прокладку как изнашиваемый элемент с падающей жёсткостью, или всё ещё притворяетесь, что это просто мягкий V-пресс?
Вот вопрос, который вы на самом деле задаёте: если полиуретан — это расходная пружина с «налогом» на тоннаж, есть ли более дешёвый способ убрать царапины, не переписывая таблицу мощностей?
Начнём с ограничения. Стальные матрицы оставляют следы, потому что сталь твёрже вашей детали, и каждая окалина, заусенец или износ плеча отражается на поверхности под нагрузкой. Это контактное давление реально. При узком V-отверстии вы концентрируете силу вдоль двух линий. Но сама матрица не двигается. Нет остаточной деформации. Нет дрейфа модуля. Геометрия остаётся неизменной.
Теперь положите на эту сталь жертвенную плёнку — полиуретановую ленту, майлар, что бы ни продавал вам поставщик в рулонах.
Вы вставили тонкий, заменяемый буфер, не превращая весь нижний инструмент в губку.
Плёнка деформируется на несколько десятых. Она слегка распределяет контакт. Она поглощает отпечатывание мелких загрязнений. Но путь нагрузки всё ещё идёт от стали к ползуну и к раме. Ваша таблица тоннажа не меняется. Ваши расчёты компенсации прогиба не меняются. Ваша компенсация угла всё ещё учитывает упругий возврат металла, а не отскок полимера.
Это имеет значение.
Если полоска плёнки $20 устраняет 80 процентов маркировки и не требует от вас дополнительного тоннажа, вы решили проблему внешнего вида — и при этом избежали повторяющегося «налога» на сжатие, дрейф и замену прокладки. Плёнка изнашивается? Вы её снимаете. Матрица под ней не изменила высоту, жёсткость или память.
Так что нет, плёнка не делает полиуретан устаревшим.
Но она заставляет вас оправдывать, почему вы платите за 100 процентов защиты от царапин, вместо 80.
Давайте поговорим о том, что на самом деле отнимает время на производстве.
Наклеивание ленты на матрицу раздражает. Вы очищаете плечи, ровно укладываете полоску, обрезаете её, делаете пробный удар и проверяете на смятие. На короткой партии — скажем, 200 декоративных панелей — это десять лишних минут. Может быть, пятнадцать, если оператор новичок. Когда лента портится, вы её переклеиваете. Это хлопотная работа.
Но первый угол гиба, который вы достигаете, — это тот же угол, что и всегда.
Регулировка полиуретанового блока — совсем другое дело. Вы не просто защищаете поверхность; вы задаёте новое соотношение нагрузка–прогиб. Первые удары мягче, чем вы думаете. Вы увеличиваете проникновение. Прокладка сжимается сильнее, чем ожидалось. Теперь вы гонитесь за углом, потому что восстанавливаются и металл, и прокладка. На более толстом материале вы можете обнаружить, что требуется на 20–30 процентов больше усилия по сравнению с эквивалентной стальной V-настройкой, в зависимости от того, насколько глубоко вы вдавливаете прокладку.
Это не рекламная болтовня. Это давление в цилиндре.
И если вы на 100-тонном прессе уже работаете на 75–80 тоннах со сталью, у вас нет этих 30 процентов в запасе. Вы берёте их из запаса безопасности. Из уплотнений. Из направляющих.
Так какую установку трения вы предпочитаете: десять минут с рулоном ленты или полчаса итеративных изменений глубины плюс постоянная потеря доступного тоннажа?
Ответьте на это, учитывая шильдик своей машины.
Вот тут брошюра замолкает.
Потому что иногда 80 процентов — это недостаточно. Я видел, как весь поддон отклоняли из-за бледных следов от штампа, которые можно было увидеть только под углом к свету. Но в заказе на закупку было указано “никаких видимых следов инструмента” — и это было законом. В таком мире — архитектурная нержавейка, облицовки бытовой техники, готовые панели — разница между “почти чисто” и “хирургически чисто” означает разницу между оплаченным и неоплаченным заказом.
Вот тогда уретан и оправдывает себя.
Небольшие партии. Большой запас по грузоподъёмности. Средние углы. Материал, который в противном случае показал бы каждое несовершенство плеча. Работы, где поверхность — король по контракту, и вы можете позволить себе считать подушку расходником с бюджетом на каждую партию.
Но если вы гнёте нержавейку 3 мм с точностью ±0,5° на протяжении 5000 деталей и уже управляете уводом на стали, добавление эластичного слоя под деталь — это не косметическая доработка. Это структурное изменение вашего процесса. Вы заплатите увеличением требуемого усилия, необходимостью контроля угла и частой заменой.
Вот чистый способ сформулировать это.
Плёнка на стали: небольшое повторяющееся неудобство, минимальное изменение физики процесса, частичное улучшение внешнего вида.
Сплошная уретановая подушка: почти полная защита от следов, плюс постоянный тоннажный налог и пружина, ослабевающая с каждым ударом.
Если задание действительно требует нулевых видимых следов и у вашей машины есть 30 % свободной мощности, уретан — правильный выбор. Если вы находитесь близко к своему тоннажному пределу или держите жёсткие допуски по углу на длинных сериях, сталь с плёнкой может быть более разумным компромиссом.
Вы покупаете страховку для поверхности — или переписываете физику своего процесса из-за проблемы, которую могла решить лента?
Ограничение простое: у вашего пресса есть шильдик, и ему всё равно на брошюры.
Прежде чем выбирать уретан, просчитайте это карандашом. Возьмите известный тоннаж установки на стали для задания — не табличное значение, а то, что вы реально видите на экране при глубине. Умножьте его на 1,25 как консервативную начальную точку. Если вы гнёте около рабочего предела подушки или стремитесь к острым углам, используйте 1,30. Это ваш оценочный тоннажный налог.
Теперь взгляните на машину. Если это новое число выводит вас выше 80 % номинальной мощности, вы покупаете не защиту поверхности — вы тратите запас по безопасности, срок службы уплотнений и жёсткость рамы. Если оно оставляет вас ниже 70 % с возможностью делать корректирующие прогибы, у вас хотя бы есть механический запас.
Это первый рубеж. Мощность.
Второй — стабильность угла. Спросите себя: каков допуск по углу на чертеже и сколько деталей в партии? Если держите ±1,5° на 300 декоративных крышках — можно присмотреть. Если держите ±0,5° на 5000 деталей, вы только что подписались бороться с «живой» пружиной три смены.
Так что проверка не в том, “предотвращает ли уретан царапины?” Вопрос в том: после добавления 25–30 % к вашему реальному тоннажу и принятия эластического увода у вас всё ещё останется запас по мощности и по допуску — да или нет?
Невозможно служить двум хозяевам, когда один из них смещается под нагрузкой.
Сталь даёт геометрию. Внутренний радиус следует за V-образным раскрытием — примерно 16–17 процентов этого раскрытия в мягкой стали — и, как только вы задаёте глубину, результат повторяется. Полиуретан даёт прощение при контакте, но радиус формируется частично за счёт деформации подушки, а не только V-геометрии. Измените проникновение на несколько десятых — и изменятся и угол, и эффективный радиус.
Это значит, что когда косметика и допуск сталкиваются, их нужно ранжировать.
Я видел целый поддон, отклонённый из-за едва заметных линий матрицы, которые можно было разглядеть только при наклоне под свет. Но в заказе было указано “никаких видимых следов инструмента” — и это закон. В том случае отклонение ±1° было допустимым, а поверхность «оплатила счёт». Победила косметика.
Перевернём сценарий. Плотный корпус, допуск ±0,5°, сопряжение с лазерной рамой. Никого не волнует лёгкая линия при сгибе внутри детали. Главенствует точность подгонки. В этой иерархии выигрывает допуск, и полиуретан становится обузой, потому что его упругость мешает предсказуемости угла.
Так вот, когда они конфликтуют — а это неизбежно — что приносит вам оплату?
Ограничение здесь — срок службы подушки.
Полиуретан — расходуемая пружина. Каждый удар сжимает его, нагревает и постепенно приводит к остаточной деформации. На тонком, окрашенном алюминии или нержавеющей стали #4 толщиной менее 2 мм «налог на усилие» управляем, потому что базовая сила изначально невелика. Добавьте 25 процентов к небольшому числу, и ваш пресс едва это заметит.
В коротких косметических сериях — 100, 300, может, 800 деталей — подушку можно считать расходным пунктом. Заложите её в бюджет. Заменяйте, когда она размягчается. Проверяйте угол на первой детали каждой партии. Поверхность выходит чистой — без печати плеч, без теней окалины. Я видел, как крышку из нержавеющей стали $40 списали из-за двух полированных полос, не влияющих на прочность, угол или посадку. В такой среде подушка оправдывает себя, потому что совершенство прописано в контракте.
Но даже здесь сперва считайте. Если стальная оснастка требует 20 тонн, а полиуретановая — 26, вы в порядке на 100-тонном прессе. Если стальная тянет 60, а полиуретановая — 75, при максимуме машины 80, вы рискуете при каждом ходе.
Покрывает ли запас мощности этот налог, не доводя систему до клапана сброса?
Теперь ограничение — накопленный дрейф.
Толстая пластина усиливает «налог на усилие», потому что вы уже находитесь на крутом участке кривой нагрузки. Добавьте 30 процентов к 90-тонной работе — и вы не корректируете, вы переписываете картину напряжений в машине. Увеличивается прогиб рамы. Возрастает потребность в компенсирующем изгибе. Сжатие подушки усиливается. Всё суммируется.
А потом длина серии. Стальные штампы при правильном обращении — инструмент на весь срок службы. Полиуретановые подушки стареют. Не катастрофически. Постепенно. Первый день и третий день ведут себя по-разному при одинаковом ходе. Это значит, что заданная глубина гиба становится движущейся целью на тысячах ударов.
В серии из 5000 деталей с допуском ±0,5° это уже не страховка чистой поверхности — это постоянная корректировка процесса. Больше проверок. Больше настроек. Больше шансов на накопление ошибок, заканчивающееся словами “Целый поддон отклонён”.”
Обслуживание может замедлить старение. Храните подушки ровно. Содержите их в чистоте. Избегайте чрезмерного проникновения. Это продлит срок службы. Не устранит потерю модуля упругости. Налог вы всё равно платите, просто распределяете его на большее число накладных.
Так вот взгляд, который я хочу, чтобы вы сохранили.
Работа с полиуретаном — это не выбор оснастки. Это финансовая модель. Вы соглашаетесь на периодический налог тонnage, налог стабильности и налог замены в обмен на безупречную поверхность. Если совершенство поверхности проверяется заказчиком, а допуск угла допускает погрешность — платите. Если же допуск определяет сборку, а запас мощности мал — откажитесь.
Прежде чем подписать ведомость, умножьте фактический тоннаж стали на 1,25, сравните его с 70–80 процентами рейтинга вашего пресса и прочитайте блок допуска на чертеже. После этого ответ уже не философский.
Он практический.


















