

Panel, dükkân ışıkları altında mükemmel görünüyordu. Sonra müşteri onu bir çatı penceresinin altına yuvarladı ve hafif V çizgileri parmak izi gibi ortaya çıktı. Tüm palet reddedildi.
Genellikle birisi poliüretan V-kalıp broşürünü sallayıp “Sorun çözüldü.” der. Temiz geliyor, basit geliyor. Öyle değil.
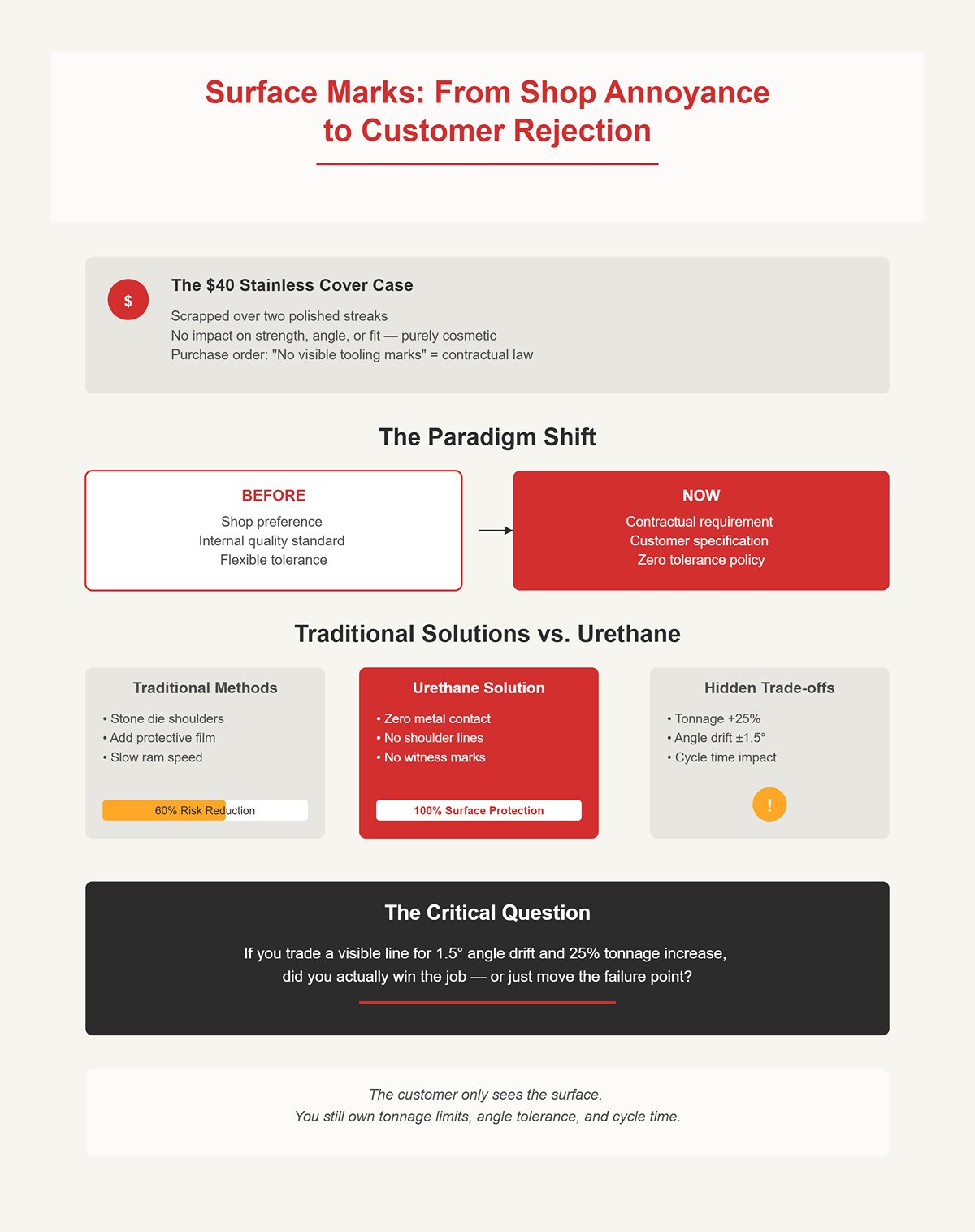
$40 paslanmaz kapak, mukavemet, açı veya uyumu değiştirmeyen iki cilalı çizgi yüzünden hurdaya gittiğini gördüm. Kozmetik. Ama satın alma emri “görünür takım izleri yok” diyordu ve bu kanun gibiydi.
Artık yüzey bitişi bir atölye tercihi değil; sözleşmesel bir gereklilik. Kalıp omuzlarını taşlayabilir, film ekleyebilir, koçu yavaşlatabilirsiniz. Hâlâ riskli. Poliüretan, metal-metal temasını sıfırlama sözü veriyor. Omuz çizgisi yok. Şahit izi yok. Bu kısmı gerçek.
Ama işte sohbeti değiştiren şey: müşteri yalnızca yüzeyi görüyor. Siz hâlâ tonaj sınırlarının, açı toleransının ve çevrim süresinin sahibisiniz. Görünür bir çizgiyi 1,5° açı sapması ve 25% tonaj artışı ile değiştirdiyseniz, işi gerçekten kazandınız mı yoksa sadece hata noktasını mı değiştirdiniz?

Genç bir mühendis, “Hâlâ bir V-kalıp. Aynı açıklık. Aynı bükme indirimi. Sadece yerine takıyoruz.” diyecektir.”
Kâğıt üzerinde belki. Sahada, hayır.
Çelik V-kalıp: sert omuzlar, sabit geometriler. Tonajı standart hava bükme çizelgesinden hesaplar ve malzeme sertifikası dürüstse birkaç yüzde içinde kalırsınız. Poliüretan V-kalıp: sac, gerçek açı oluşmadan önce sıkıştırılabilir bir pedin içine gömülür. Koç gücünüzün bir kısmı metali bükmeye gider. Bir kısmı kauçuğu ezmeye gider. Bu tonaj vergisidir.
Aynı 3 mm yumuşak çelikte çelikte 60 tonla çalışan işlerin poliüretana geçtiğinde 75 tona doğru yükseldiğini gördüm. Bu 25%’lik bir sıçrama. 100 tonluk bir pres frende, bu rahat çalışmak ile emniyet valfleri üzerine ter dökmek arasındaki farktır. O marjı hesaba katıyor musunuz, evet mi hayır mı?
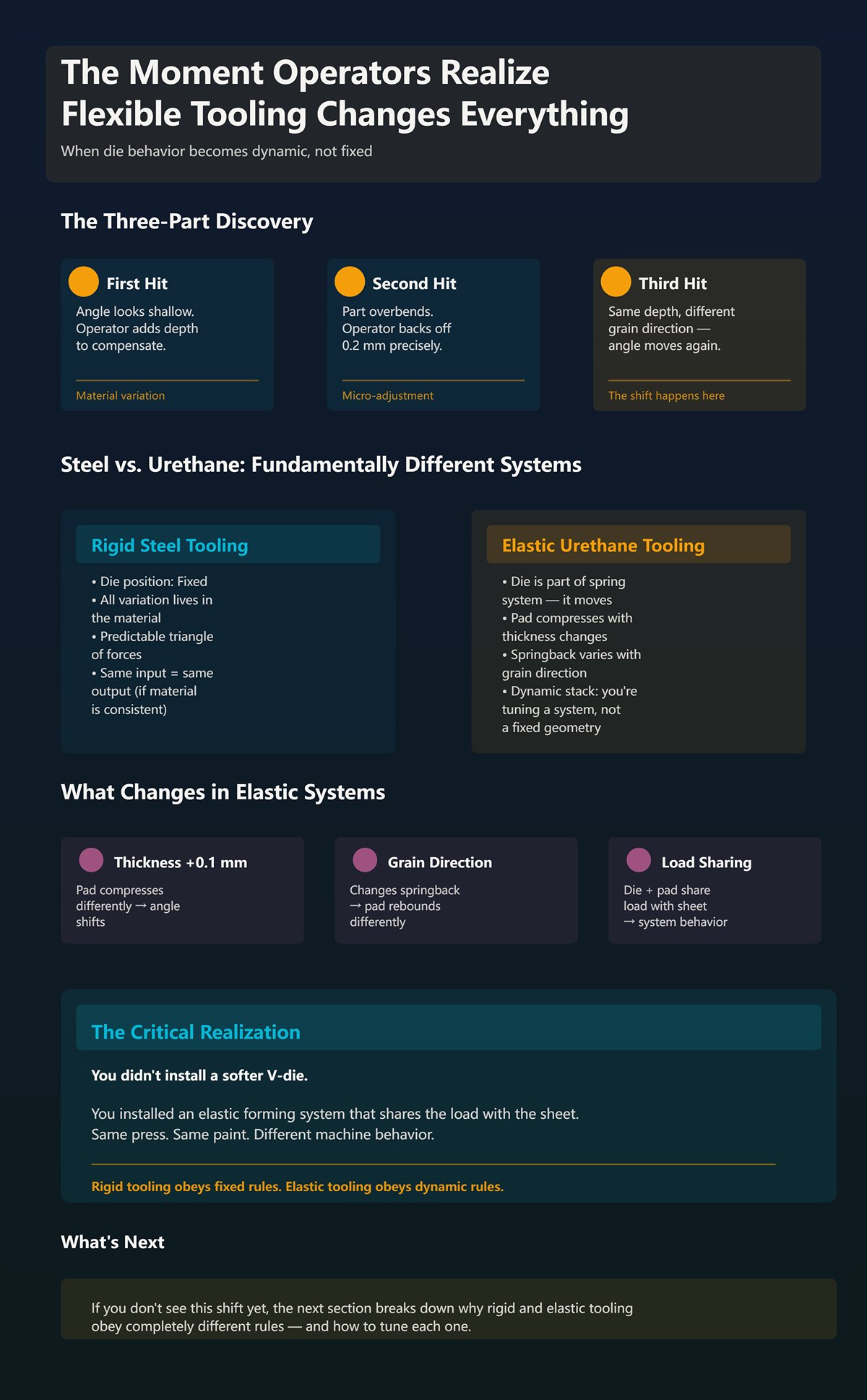
Genellikle üçüncü parçaya denk gelir.
İlk vuruş: açı sığ görünür. Operatör derinlik ekler. İkinci vuruş: fazla bükülür. 0,2 mm geri çeker. Üçüncü parça, aynı derinlik, farklı tane yönü — açı tekrar değişir.
Çelikte, kalıp hareket etmez. Tüm değişkenlik malzemede olur. Poliüretanda kalıp, yay sistemi parçasıdır. Kalınlık 0,1 mm artar mı? Ped farklı şekilde sıkışır. Tane yönü yaylanmayı değiştirir mi? Ped farklı şekilde geri toparlanır. Şimdi sabit bir üçgendeki ayar yerine dinamik bir yığını ayarlıyorsunuz.
Yapmanız gereken değişim bu: daha yumuşak bir V-kalıp kurmadınız. Sac ile yükü paylaşan elastik bir şekillendirme sistemi kurdunuz. Aynı pres. Aynı boya. Farklı makine davranışı.
Henüz bunu görmüyorsanız, bir sonraki bölümde sert ve elastik takımın tamamen farklı kurallara neden uyduğunu açıklıyoruz.
Basit bir işi ele alalım: 3 mm yumuşak çelik, malzeme kalınlığının 8×’i kadar V-açıklığı, havada 90° bükme. Çelik kalıpta, zımba aşağı iner, sac iki rijit omuza temas eder ve kalıp hareket etmez. Takımda ölçülebilir sıfır esneme vardır. Tüm geometriler çelikte sabittir ve tüm deformasyon sacda gerçekleşir.
Şimdi aynı nominal açıklığa sahip bir ürethan V-pedinizi takın. İlk temas sac-omuz arasında değil. Sac-elastik blok arasında. Metal yaklaşık 250 MPa’da akmaya başlamadan önce, ürethan sıkışmaya başlar. Yani koç strokunuzun bir kısmı çeliği bükmeye, bir kısmı ise polimeri sıkıştırmaya gidiyor. Aynı sistemde üst üste konmuş iki farklı gerilme–şekil değiştirme eğrisi.
Bu tek gerçek, kurulum sayfanızı baştan yazar.
Çelik havada bükmede, iç yarıçap V-açıklığını takip eder. V’i daraltırsanız tonaj üstel olarak artar; genişletirseniz tonaj düşer. Bükmeyi kalıp geometrisi belirler. Ürethan ile “V-açıklığı” artık yük altında sabit değildir. Deforme olur. Omuzlar mikroskobik olarak açılır, temas noktası büyür ve sac, gerçek bükme momenti oluşmadan önce daha derine gömülür. Açıklık genişliği ile iç yarıçap arasındaki ilişki, geometrik olmaktan çıkıp yüke bağlı hâle gelir.
Artık sadece kalıp genişliği seçmiyorsunuz. Kuvvet altında kalıbın ne kadar hareket etmesine izin verileceğini seçiyorsunuz. Bu deplasmanı bükme düşümünüzde hesaba katıyor musunuz, evet mi hayır mı?
60 ton gerektiren bir işin çelik V-kalıpta, aynı pres üzerinde ürethanla 75 tona çıktığını gördüm. Aynı malzeme. Aynı kalınlık. Aynı açı. Bu ’lik bir artış. Çelik güçlendiği için değil, stroğunuzun ilk –20’si, sacda tam bükme gerilimi oluşmadan önce pedi sıkıştırmak için harcandığı için.
Bu, tonaj vergisidir.
Çelik takımda, kalıp anında karşı koyar. Koç kuvveti neredeyse doğrudan bükme momentine dönüşür. Ürethanlıda, kuvvet önce pedde depolanan elastik enerjiye dönüşür. Yeterli sıkışma sağlandıktan sonra sac aynı etkin kaldıraca kavuşur. Metali hareket ettirmeden önce kalıbı yoldan çekmek için kuvvet ödüyorsunuz.
Ve bu depolanan enerji yok olmaz. Geri iter. Zımba çekildiğinde, ped geri sekerek, kendi elastik geri kazanımını sacın yaylanmasına ekler. Artık kalıp sistemde pasif bir destek değil, aktif bir yaydır.
Operatörler bunu tutarsızlık olarak hisseder. Kalınlık 0,1 mm artarsa, ped daha çok sıkışır, temas basıncı dağılımı değişir. Tane yönü akma dayanımını değiştirirse, ped buna uyum sağlamak için deforme olur, nötr eksenin nerede oturduğunu değiştirir. Çelikte, varyasyon çoğunlukla sacda yaşar. Ürethanla, varyasyon hem sacda hem de kalıpta yaşar.
Artık tek bir yayla uğraşmıyorsunuz. Farklı modüllere ve farklı histerezis eğrilerine sahip iki bağlı yayla uğraşıyorsunuz. Eski tonaj çizelgenizin hâlâ geçerli olduğunu gerçekten mi düşündünüz?
İşte işin çirkin olduğu yer. Çelik havada bükmede, öngörülebilir bir miktarda aşırı bükme yaparsınız—örneğin o yumuşak çelik için 2°—ve işiniz biter. Kalıp vuruşlar arasında şekil değiştirmez. Malzeme sertifikanız dürüstse, ayar yapıldıktan sonra açı sapmanız ±0,5° içinde kalabilir.
Ürethanla, ihtiyacınız olan aşırı bükme, o vuruşta pedin ne kadar sıkıştığıyla bağlantılıdır. Daha fazla sıkışma, daha fazla depolanmış elastik enerji demektir. Daha fazla depolanmış enerji, koç kalktığında daha fazla geri sekme demektir. Yani aşırı bükme sadece metalin yaylanmasını telafi etmiyor; takımın yaylanmasını da telafi ediyor.
Ve sıkışma yüke bağlıdır.
Yük, kalınlık, akma dayanımı ve hatta pad boyunca V-açıklığı genişliğinin küçük değişikliklerine bağlıdır. Ürethan uyum sağladığı için, kalınlık değişimini etrafında şekil değiştirerek “tolere eder.” Bu broşürde kulağa hoş gelir. Sahada ise, kalıp varyasyonu absorbe ettiği, karşı koymadığı için, bobin değişiminde bükme açınız kayar.
Keskin 30° akut bir bükme denemesi yapın. Çelikte, doğru V’yi seçer, tonajı doğrular ve derinliği kontrol edersiniz. Ürethanla, yüksek lokal gerinim, padin dayanım limitini aşabilir, aşınmayı hızlandırır veya gerilimi azaltmak için V’yi açmaya zorlar. V’yi açarsanız iç yarıçapınız büyür. Artık parça ölçünüz, açı tartışmasına girmeden önce bile bozulmuş olur.
Bu yüzden biri size ürethanın sadece daha temiz yüzey çözümü olduğunu söylediğinde kendinize şunu sorun: Aşırı bükmeyi, her yük çevriminde sertliği değişen bir kalıba göre mi kalibre etmeye hazırsınız, yoksa bu işi sizin yerinize rijit geometrinin yapacağını mı umuyordunuz?
Kalıbın yük altında hareket ettiği durumda tonajı ve fazla bükmeyi nasıl hesaplayacağınızı sormuştunuz.
Gerçek bir işten başlayalım. 1 mm yumuşak çelik, 6 mm V-açıklığı, 90° hava bükme. Çelik bir V-kalıpta, metre başına yaklaşık 8–10 ton gerekebilir. 100 tonluk presiniz bunu zorlanmadan kaldırır. Şimdi “doğrudan yedek” olarak pazarlanan bir ürethan V-yastığı takın. Aynı sac. Aynı açı. Makine, açı kapanmaya başlamadan önce 35–45 tona çıkar.
Metalde hiçbir şey değişmedi. Ekstra 25–35 ton yastığa gitti.
Bu bir tonaj vergisidir. Bunu bir kere ödemezsiniz. Her strokta ödersiniz ve bu doğrudan mevcut pres kapasitenizden gider. Çelik kurulumunuz 40 ton gerektiriyorsa, aynı bükmeyi görmeden önce ürethanla 55 ila 80 ton bekleyin. Presiniz daha önce 70% kapasitede çalışıyorsa, onu kırmızı bölgeye itmiş oldunuz. Buna hâlâ kozmetik iyileştirme mi diyorsunuz?
Mekanizmadan konuşalım, pazarlamadan değil.
Ürethan doğrusal olmayan bir yay gibi davranır. Strokun başında modülü düşüktür. Gerilme arttıkça etkin sertlik hızla artar. Bu, ram hareketinin ilk birkaç milimetresinin çoğunlukla polimeri sıkıştırdığı, çeliği bükmediği anlamına gelir. Sac, yastık yarı rijit davranana kadar tam bükme momentini görmez.
Üreticiler bu çarpanı sessizce kabul eder: 3× yaygındır. Daha dar V koşullarında 4× ila 6× olağan değildir. Aynı makinede, 60 tonluk çelik bir işin ürethanda 75 tonu aştığını gördüm. Bu, hafif bir durumda 1,25× çarpandır. Daha dar geometrilerde bunun 2× ve ötesine ulaştığını gördüm.
Neden?
Çünkü yastık homojen sıkıştırmaya direnç gösterir. Zımba ucunun altında, dikey olarak ezilirken yanlara doğru uzar. Sacı şekillendirmeden önce polimerin iç kesme direncini yeniyorsunuz. Standart hava bükme formüllerinden hesapladığınız kuvvet yalnızca metalin akmasını hesaba katar. Ürethan, seri bağlı ikinci bir gerilme–şekil değiştirme eğrisi ekler.
Dolayısıyla pratik hesaplamanız şöyle olur:
Çelik tonaj × ürethan çarpanı (temkinli olarak 1,3–2,0, dar V ya da daha sert shore değerlerinde 3,0+) = gerekli makine tonajı.
Ve bu, merkez dışı yüklemeyi hesaba katmadan önceki durumdur. 120 inç boyunca 100 tonluk bir pres, merkez hattı boyunca inç başına yaklaşık 1,3–1,4 tonla sınırlı olabilir. Ürethan yükü iki omuzda temizce dağıtmaz; basıncı öngörülemez şekilde yayar. Yerel sıcak noktalar, toplam tonaj “güvenli” görünse bile merkez hattı limitlerini aşabilir.”
Presinizin 100 tonluk olduğu yazıyor. Peki, bu 100 ton, sıkışan bir kauçuk blok aracılığıyla dağıtıldığında da geçerli mi, evet mi hayır mı?
İlk mamul sırasında ram konum göstergesini izleyin.
Çelik takımda, açı değişimi ram derinliğini neredeyse anında takip eder. Ürethan ile ise açı, anlamlı şekilde hareket etmeden önce 1–3 mm gidebilirsiniz. Bu strok, yastıkta gerinim enerjisi olarak depolanır. Makine iş yapmaktadır. Sac henüz bükülmemiştir.
Bu kayıp strok, yer değiştirme cezasıdır.
Hidrolik abkant preslerde kuvvet, nüfuzla birlikte artar. Strokunuzun %’ü sadece ürethanı sıkıştırmak için harcanırsa, kuvvet eğrisinin kullanılabilir bir kısmı, etkin bükme başlamadan önce tüketilir. Presiniz strokta daha erken basınç limitine ulaşarak, gerçek bükme için kalan kapasiteyi sınırlar.
Daha da kötüsü, o depolanan enerji geri döner. Ram yukarı kalkarken, yastık geri tepme yapar. Artık açı düzeltmesinden yastık geri esnemesini çıkarıyorsunuz. Ne kadar çok sıkıştırdıysanız—yani ne kadar çok tonaj ödediyseniz—o kadar çok geri iter.
Yani makinenizin nominal kapasitesinin bir kısmı, metale faydalı biçimde ulaşmaz. Şok emici gibi polimeri sıkıştırıp serbest bırakmaya harcanır.
Eğer freniniz çelikte 3 mm’lik 10 foot’luk bir işte sınır durumdaysa, strok ve kuvvet eğrisinin 15–30%’lik kısmı pedin sıkışmasıyla yutulduğunda ne olur?
Şimdi 4 mm yumuşak çelik alın. Aynı “hafif-orta kalınlık” için derecelendirilmiş poliüretan ped. Bükmeye başlıyorsunuz. Tonaj hızla—çelik tablonuzun tahmin ettiğinden çok daha hızlı—yükseliyor. Ped sıkışma limitine yaklaşıyor. Hücreleri çökmeye başlıyor. Uyumluluk gösteren bir kalıp gibi davranmayı bırakıyor ve yoğun bir blok gibi davranmaya başlıyor.
O noktada iki şey olur.
Birincisi, çarpan patlar. 1 mm kalınlıkta 1.5× olan değer, pedin gerilme limitine yaklaşırken 2× veya 3× olur. İkincisi, temas basıncı yerelleşir. Yükü nazikçe dağıtmak yerine, yarı sıkışmış poliüretan kuvveti daha doğrudan iletir ve eğer kir veya sert dahilatlar varsa “çiziksiz” çözümünüz yüzeye kazınmaya başlar.
İşte bu sizin kalınlık sınırınızdır. Broşürdeki “6 mm’ye kadar” değil. Gerçek sınır, açıya ulaşmak için gereken sıkışma pedin elastik limitine yaklaştığında ortaya çıkar. Bunun ötesinde, hidrolik presle kauçuk bir bloğu tabana oturtuyorsunuz demektir.
Sapma çubukları ve özel pedler bu sınırı yukarı taşıyabilir. Belirli bir iş için çarpanı azaltmak üzere sertlik derecesini ve kalınlığı ayarlayabilirsiniz. Ancak bu, vergiyi ortadan kaldırmak değil, sistemi vergiye göre mühendislik yapmaktır.
Bu yüzden, satın alma siparişinde “görünür takım izleri yok” yazdığı için ve bu bir zorunluluk olduğu için o 5 mm paslanmaz panelde poliüretan kullanmayı planlamadan önce şunu cevaplayın: presinizin vergiyi ödemek için, 30–80% tonajlık boş kapasitesi var mı, yoksa programdaki bir sonraki işte boğulacak mı?
Kurulumdan önce işin ve presin poliüretan için yeterli gerçek boş kapasitesi olup olmadığını bilmek istersiniz.
Bunu sahada nasıl kontrol ettiğimi anlatayım. Çelik hava-bükme tonajını tablodan alırım, poliüretan için muhafazakâr olarak 1.5 ile çarparım, sonra iki sayıya bakarım: çalışma uzunluğundaki makine tonajına ve parçanın toleransına. Çarpılmış tonaj freni merkez hattı derecelendirmesinin 80%’ini aşıyorsa ve teknik resim ±0.5° veya daha dar bir tolerans istiyorsa, zaten yastıksız çalıştığımızı biliyorum. Bu, aşınmayı konuşmadan önce.
Çünkü gerçek sorun sadece tepe kuvveti değil. Elastik kalıp, katı bir geometrik sorunu zamanla hareket eden bir hedefe dönüştürür.
Çelik kalıplar size basamaklı bir değişim verir: bunları çiplediğinizde bunu hemen görürsünüz. Poliüretan ise size bir eğim verir. Burada bir ondalık, orada iki ondalık kaybedersiniz, ta ki muayene kağıdınız sessizce kırmızıya dönene ve bütün palet reddedilene kadar. Programı değiştirmediniz. Ped sizin üzerinizde değişti.
İşte bu, içine girdiğiniz bozulma eğrisidir.
3 mm 304 paslanmaz bir dirseği, 8×V eşdeğer geometri, 90° bükme, ±0.5° tolerans ile gözünüzde canlandırın. Çelik takımda, malzeme yaylanmasını karşılamak için 1.5–2° fazla bükebilir ve iki vuruştan sonra ayarlayabilirsiniz. Ayar yapıldığında, açı değişimi koç derinliğini temiz bir şekilde takip eder çünkü kalıp hareket etmez.
Şimdi altına 90A poliüretan ped koyun.
Önce ped, sac tam bükülme momentini görmeden önce 1–3 mm sıkışır. Sonra sac akma sınırına ulaşır. Geri çekildiğinde, sac geri yaylanır. Ve ped de geri yaylanır. İki elastik sistem seri halinde.
Eğer paslanmaz 1.8° geri kazanmak istiyorsa ve pedin geri tepmesi, ne kadar sıkıştırdığınıza bağlı olarak başka bir derece kesri kadar yükü boşaltıyorsa, telafi sayınız artık sadece metale bağlı değildir. Ped gerilmesine bağlıdır. Parti kalınlığını 0.1 mm değiştirirseniz ped sıkışmasını değiştirirsiniz. Uzun bir üretimde ped sıcaklığını değiştirirseniz modülü değiştirirsiniz. Yaylanma yığını kayar.
Bazı tedarikçiler poliüretanın “yaylanma hatasını azalttığını” söyleyecektir. İnce, yumuşak malzemede ve sığ penetrasyonda bu doğru olabilir çünkü ped daha geniş temas korur ve yarıçapı stabilize edebilir. Çelik V’nin çok geniş olduğu ve yarıçapın dalgalandığı 1 mm boyalı alüminyumda bunun yardımcı olduğunu gördüm.
Ama daha sert malzemeye, daha yüksek penetrasyona veya daha dar açılara doğru bastığınızda, pedin değişken sertliği baskın değişken haline gelir. Ne kadar fazla tonaj uygularsanız, o kadar fazla enerji depolarsınız ve geri tepme nihai açıya o kadar fazla katkıda bulunur. Artık sadece metali telafi etmiyorsunuz; her döngüyle gelişen polimer yorgunluğunu telafi ediyorsunuz.
Kalıbınızı, değişen bir oran sabitine sahip tüketilebilir bir yay olarak ele almaya hazır mısınız, evet mi hayır mı?
Bir çelik V kalıbın omzunu yontarsanız, bir sonraki vuruşta parçada bir çizgi göreceksiniz. Bu ikili bir durumdur. İyi. Sonra kötü.
Üretan böyle bozulmaz.
Varsayımsal bir çalışmayı hayal edin: ön fırçalı paslanmazda 5.000 dolap kapak çerçevesi, ±0,7° tolerans, saatte 60 strokla çalışıyor. Birinci gün, bitmiş 90,0° elde etmek için programı 91,6° olarak ayarlarsınız. 2.000. parçada 91,8°’ye çekersiniz. 4.000. parçada 92,1°. Her ayar küçük olduğu için kimse paniklemez. Ancak ped kalıcı deformasyon olan bir sıkıştırma seti almıştır—tekrarlanan gerilmeden kaynaklanan kalıcı şekil değişikliği. Etkin yüksekliği ve sertliği değişmiştir.
“Üretan 10.000 döngüde X% sertlik kaybeder” diyen düzgün yayımlanmış bir eğri bulamazsınız. İşte sorun tam olarak budur. Yorgunluk yük-, sertlik (durometre)- ve sıcaklığa bağlıdır. Daha sert pedler iz bırakmaya karşı direnç gösterir ancak daha yüksek iç gerilim yaşar. Daha yumuşak pedler yüzeyi korur ancak daha derin sıkışır ve daha hızlı ısınır.
Parlak iki çizgi nedeniyle $40 paslanmaz kapak hurdaya atıldığını gördüm; bu çizgiler güç, açı veya uyumu değiştirmemişti. Yüzey kuraldı. Ama aynı zamanda açı kaymasının sabahki üretimi tükettiğini de gördüm çünkü 1. parçada “tutarlı” olan ped, 3.000. parçada aynı araç değildi.
Çelikte, kontrol grafiğiniz bir şey kırıldığında zıplar. Üretanda ise eğimlidir. Müşterinizden önce 0,2° kaymayı görebilecek kadar sıkı bir SPC’niz var mı?
| Konu | Detaylar |
|---|---|
| Başlık | Felaket çentiklenme ile görünmez yorgunluk: 10.000 döngüde doğruluk düşüşünü izleme |
| Çelik Arıza Modu | Bir çelik V kalıbın omzunu yontarsanız, bir sonraki vuruşta parçada bir çizgi göreceksiniz. Bu ikili bir durumdur. İyi. Sonra kötü. |
| Üretan Arıza Modu | Üretan böyle bozulmaz. |
| Varsayımsal Üretim Çalışması | Varsayımsal bir çalışmayı hayal edin: ön fırçalı paslanmazda 5.000 dolap kapak çerçevesi, ±0,7° tolerans, saatte 60 strokla çalışıyor. Birinci gün, bitmiş 90,0° elde etmek için programı 91,6° olarak ayarlarsınız. 2.000. parçada 91,8°’ye çekersiniz. 4.000. parçada 92,1°. Her ayar küçük olduğu için kimse paniklemez. Ancak ped kalıcı deformasyon olan bir sıkıştırma seti almıştır—tekrarlanan gerilmeden kaynaklanan kalıcı şekil değişikliği. Etkin yüksekliği ve sertliği değişmiştir. |
| Öngörülebilir Yorgunluk Verisi Eksikliği | “Üretan 10.000 döngüde X% sertlik kaybeder” diyen düzgün yayımlanmış bir eğri bulamazsınız. İşte sorun tam olarak budur. Yorgunluk yük-, sertlik (durometre)- ve sıcaklığa bağlıdır. Daha sert pedler iz bırakmaya karşı direnç gösterir ancak daha yüksek iç gerilim yaşar. Daha yumuşak pedler yüzeyi korur ancak daha derin sıkışır ve daha hızlı ısınır. |
| Gerçek Dünya Sonuçları | Parlak iki çizgi nedeniyle $40 paslanmaz kapak hurdaya atıldığını gördüm; bu çizgiler güç, açı veya uyumu değiştirmemişti. Yüzey kuraldı. Ama aynı zamanda açı kaymasının sabahki üretimi tükettiğini de gördüm çünkü 1. parçada “tutarlı” olan ped, 3.000. parçada aynı araç değildi. |
| SPC ve Kayma | Çelikte, kontrol grafiğiniz bir şey kırıldığında zıplar. Üretanda ise eğimlidir. Müşterinizden önce 0,2° kaymayı görebilecek kadar sıkı bir SPC’niz var mı? |
Bir üretan ped, hassas taşlanmış segmente V setinden başlangıçta daha az maliyete sahip olabilir. Broşür başlığı budur.
Şimdi hesabı bir atölye gibi yapın. Diyelim ki bir çelik kalıp seti yeniden taşlanmadan önce 100.000 vuruş yapar ve açı ±0,3° içinde minimal düzeltmeyle kalır. Orta yükte paslanmaz işte üretan ped, birkaç bin vuruşta bir açı telafisi değişiklikleri gerektirmeye başlar ve yaklaşık 15.000–20.000 vuruşta boyutsal olarak güvenilmez hale gelir. Size evrensel bir sayı vermiyorum—çünkü yok—ama bu aralık gerçek atölyelerde hayal değil.
Her değişim pedi başka bir satın alma emridir. Her ortadaki yeniden nitelendirme operatör zamanı demektir. Her açı kayması ise muayene işçiliği ve olası hurda demektir. Ve tonaj vergisini unutmayın: baştan makinelerin kapasitesinin –90% ile çalışıyorsanız, frenin kendisindeki aşınmayı hızlandırıyorsunuz—hidrolik sistem, bombe sistemi, koçun kızakları.
Bu tek seferlik bir takım tercihi değil, yinelenen bir masraftır.
Eğer iş kozmetik açıdan kritikse, düşük hacimli üretim gerektiriyorsa ve makinenizin gerçek kapasite marjı içinde rahatça kalıyorsa, ürethan doğru tercih olabilir. Yüzey mükemmelliği karşılığında öngörülebilir sarf malzemesi maliyeti. Güzel.
Ama eğer tonaj sınırınıza yakınsanız, keskin açılar tutuyorsanız ve uzun üretim serileri planlıyorsanız, bir çizik çözümü satın almıyorsunuz. Kuvvet fazlalığına, açı kaymasına ve kesme yağında olduğu gibi bütçelemeniz gereken bir yenileme döngüsüne imza atıyorsunuz.
Yani işi fiyatlarken, pedin sertlik eğrisi zamanla düşen bir aşınma parçası olduğunu hesaba katıyor musunuz, yoksa hâlâ sadece yumuşak bir V kalıp olduğunu mu varsayıyorsunuz?
Aslında sorduğunuz soru şu: ürethan, tonaj vergisiyle birlikte tüketilen bir yay ise, kapasite tablonuzu yeniden yazmadan çizikleri ortadan kaldırmanın daha ucuz bir yolu var mı?
Sınırlamadan başlayın. Çelik kalıplar iz bırakır çünkü çelik, parçanızdan daha serttir ve her türlü oksit tabakası, çapak veya omuz aşınması, yük altında yüzeye yansır. Bu temas basıncı gerçektir. Dar bir V açıklığında, kuvveti iki çizgi boyunca yoğunlaştırırsınız. Ama kalıp hareket etmez. Sıkışma seti yoktur. Modülüs kayması yoktur. Geometri sabit kalır.
Şimdi bu çeliğin üzerine feda edilebilir bir film serin—poliüretan bant, Mylar, tedarikçinizin size rulo halinde sattığı her neyse.
Tüm alt takımı bir süngere çevirmeden ince, değiştirilebilir bir tampon eklemiş olursunuz.
Film birkaç onda milimetre deforme olur. Teması hafifçe yayar. Küçük artıkların iz bırakmasını emer. Ama yük yolunuz hâlâ çelikten koça, oradan gövdeye doğru işler. Tonaj tablonuz değişmez. Bomba telafisi hesabınız değişmez. Açı telafiniz hâlâ metalin esnemesine göre izler, polimerin geri tepmesine göre değil.
Bu önemli.
Eğer bir $20 film şeridi işaretlerin ’ini ortadan kaldırıyor ve size sıfır ek tonaj maliyeti getiriyorsa, sadece kozmetiği çözmekle kalmadınız—ped sıkışması, kayma ve değişim gibi sürekli vergileri de savuşturdunuz. Film aşındı mı? Soyarsınız. Altındaki kalıbın yüksekliği, sertliği veya hafızası değişmemiştir.
Yani hayır, film ürethanı modası geçmiş hale getirmez.
Ama size yerine 0 çizik bağışıklığı için neden para ödediğinizi gerekçelendirme zorunluluğu getirir.
Gelin sahada gerçekten neyin vakit yaktığını konuşalım.
Kalıbı bantlamak sıkıcıdır. Omuzları temizlersiniz, şeridi düzgünce serersiniz, kesersiniz, deneme vuruşu yapar, burușma olup olmadığına bakarsınız. Kısa bir seride—örneğin 200 kozmetik panel—bu fazladan on dakika demektir. Operatör tecrübesizse belki on beş dakika. Bant yıprandığında yeniden uygularsınız. Uğraştırıcı bir iştir.
Ama ilk ulaştığınız bükme açısı, her zamanki açınız olur.
Ürethan bloğu ayarlamak ise başka bir şeydir. Yalnızca bir yüzeyi korumuyorsunuz; yeni bir yük-sevk ilişkisi oluşturuyorsunuz. İlk vuruşlar düşündüğünüzden daha yumuşaktır. Nüfuz arttırırsınız. Ped beklediğinizden fazla sıkışır. Şimdi hem metal hem de ped geri esnediği için açı kovalarsınız. Daha kalın malzemede, pedin derinliğine bağlı olarak, eşdeğer çelik V düzene kıyasla gereken kuvvetin –30 daha fazla olduğunu görebilirsiniz.
Bu broşür lafları değil. Bu silindir basıncı.
Ve eğer 100 tonluk bir abkant presiniz zaten çelikte 75–80 tonla çalışıyorsa, cebinizde fazladan yoktur. Bunu güvenlik payından ödünç alırsınız. Contalardan. Kılavuzlardan.
Yani hangi kurulum sürtünmesini tercih edersiniz: bir bant rulosuyla on dakika mı, yoksa yarım saatlik tekrarlayan derinlik değişiklikleri artı mevcut tonajda kalıcı bir düşüş mü?
Makinenizin isim levhasını göz önünde bulundurarak cevaplayın.
İşte broşürün sessizleştiği yer burası.
Çünkü bazen yüzde 80 yeterli değildir. Işığa eğip bakmadan göremeyeceğiniz hafif kalıp çizgileri yüzünden koca bir paletin reddedildiğine tanık oldum. Satın alma siparişinde “görünür takım izleri yok” yazıyordu ve bu kanun gibiydi. O dünyada — mimari paslanmaz çelik, cihaz kaplamaları, önceden bitirilmiş paneller — “çoğunlukla temiz” ile “cerrahi temiz” arasındaki fark, ödenmiş ile ödenmemiş arasındaki farktır.
İşte o zaman poliüretan kendini gösterir.
Düşük hacim. Geniş kapasite marjı. Orta derecede açı. Normalde her küçük omuz kusurunu belli edecek malzeme. Yüzeyin sözleşmeye bağlı olarak kral olduğu ve yastığı sarf malzemesi olarak kabul edebileceğiniz, her çalışmaya bütçe ayırabileceğiniz işler.
Ama eğer 3 mm paslanmaz çeliği ±0,5° toleransla 5.000 parça boyunca büküyorsanız ve zaten çelik üzerinde sapmayı yönetiyorsanız, parçanın altına elastik bir katman eklemek kozmetik bir düzeltme değildir. Bu, prosesinize yapısal bir değişikliktir. Kuvvet fazlalığı, açı izleme ve yenileme sıklığı açısından bedelini ödersiniz.
İşte bunu net şekilde çerçeveleme yolu.
Filmli çelik: küçük, tekrarlayan bir sıkıntı, fizik üzerinde minimal değişim, kısmi kozmetik iyileşme.
Katı poliüretan yastık: neredeyse tam kozmetik koruma, artı sürekli bir tonaj vergisi ve her vuruşta zayıflayan bir yay.
Eğer iş gerçekten sıfır görünür iz gerektiriyor ve makinenizde yüzde 30 boş kapasite varsa, poliüretan doğru seçimdir. Tonaj sınırınıza yaklaşıyorsanız veya uzun çalışmalarda sıkı açısal toleranslar tutuyorsanız, çelik artı film daha akıllıca bir uzlaşma olabilir.
Yüzey sigortası mı alıyorsunuz — yoksa bir bant sorununu halledecek çözüm için proses fiziğinizi mi yeniden yazıyorsunuz?
Sınırlama basit: presinizin bir isim levhası vardır ve broşürlerle ilgilenmez.
Poliüretana geçmeden önce bunu kalemle hesaplayın. İş için bilinen çelik kurulum tonajınızı alın — tablo değeri değil, derinlikte ekranda gördüğünüz gerçek sayı. Başlangıç için muhafazakâr olarak 1,25 ile çarpın. Yastığın çalışma sınırına yakın bükme yapıyorsanız veya keskin açılar peşindeyseniz, 1,30 kullanın. Bu sizin tonaj vergisi tahmininizdir.
Şimdi makinenize bakın. Bu yeni sayı sizi kapasitenin yüzde 80’ini aşırsa, yüzey koruması almıyorsunuz — güvenlik marjını, conta ömrünü ve çerçeve esnemesini harcıyorsunuz. Eğer yüzde 70’in altında kalıyor ve düzeltme vurma payınız varsa, en azından mekanik olarak başa çıkabileceğiniz alanınız vardır.
Bu ilk kapı. Kapasite.
İkincisi açı stabilitesi. Kendinize şunu sorun: çizimdeki açısal tolerans nedir ve seride kaç parça var? ±1,5° ile 300 kozmetik kapak üretiyorsanız, takip edebilirsiniz. ±0,5° ile 5.000 parça üretiyorsanız, üç vardiya boyunca hareketli bir yay ile savaşmaya razı olmuşsunuz demektir.
Yani litmus testi “poliüretan çizikleri önler mi?” değil. Şudur: Gerçek tonajınıza yüzde 25–30 ekledikten ve elastik sapmayı kabul ettikten sonra, hâlâ kapasite marjı ve tolerans payı bırakıyor musunuz — evet mi hayır mı?
Yük altındayken hareket eden birine hizmet edemezsiniz.
Çelik size geometrisini verir. İç yarıçap V-açılışını izler — yumuşak çelikte açılmanın yaklaşık yüzde 16–17’si — ve derinliği ayarladıktan sonra tekrarlanabilir. Üretan size temas toleransı sağlar, ancak yarıçap yalnızca V geometrisinden değil, kısmen pedin yer değiştirmesinden oluşur. Nüfuz derinliğini birkaç onda bir oranında değiştirin, hem açıyı hem de etkin yarıçapı değiştirirsiniz.
Bu da demektir ki kozmetik ve tolerans çakıştığında, hangisinin öncelikli olduğunu belirlemelisiniz.
Sadece ışığa tutunca fark edilen hafif kalıp çizgileri yüzünden reddedilen bir palet gördüm. Ancak satın alma emrinde “görünür takım izleri olmayacak” yazıyordu ve kural buydu. Bu durumda ±1° kabul edilebilirdi, ama yüzey faturayı ödetti. Kozmetik kazandı.
Senaryoyu tersine çevirin. Sıkı bir muhafaza, ±0.5°, lazerle kesilmiş bir çerçeveye oturuyor. Kıvrımın içinde hafif bir iz çizgisi kimsenin umrunda değil. Uyum kraldır. Bu hiyerarşide tolerans kazanır ve üretan bir yük haline gelir çünkü esnekliği açısal öngörülebilirliğe karşı çalışır.
Yani çakıştıklarında — ve çakışacaklardır — hangisi size parayı kazandırır?
Buradaki sınırlama ped ömrüdür.
Üretan sarf malzemesi bir yaydır. Her vuruşta sıkışır, ısınır ve kalıcı deformasyona biraz daha yaklaşır. 2 mm altındaki ince, ön boyalı alüminyum veya #4 paslanmaz çelikte, basınç vergisi yönetilebilir çünkü temel kuvvet zaten düşüktür. Küçük bir sayıya yüzde 25 ekleyin, presiniz fark etmez bile.
Kısa kozmetik serilerde — 100, 300, belki 800 parça — pedi bir gider kalemi gibi ele alabilirsiniz. Bütçenize koyun. Yumuşadığında değiştirin. Her parti için ilk parçayı açı kontrolünden geçirin. Yüzey temiz çıkar, yansıyan köşeler, oksit izleri yoktur. Mukavemeti, açıyı veya uyumu değiştirmeyen iki cilalı çizgi yüzünden hurdaya ayrılan bir $40 paslanmaz kapak gördüm. Bu ortamda ped parasını hak eder çünkü mükemmellik sözleşmeseldir.
Ama burada bile önce hesabı yapın. Çelik kurulumunuz 20 ton çekiyor ve üretan 26 öngörüyorsa, 100 tonluk bir pres için sorun yok. Eğer çelik 60 çekiyor ve üretan 75 öngörüyorsa, makineniz 80 tonluksa, her vuruşta kumar oynuyorsunuz demektir.
Kapasite payınız bu vergiyi emmeden, tahliye valfinin sınırında yaşamadan kaldırabiliyor mu?
Buradaki sınırlama kümülatif kaymadır.
Kalın sac, tonaj vergisini katlar çünkü zaten yük eğrisinin derinlerindesinizdir. 90 tonluk bir işe yüzde 30 eklediğinizde ayar yapmazsınız — makinenin gerilme tablosunu yeniden yazarsınız. Gövde esnemesi artar. Taçlama ihtiyacı artar. Ped sıkışması artar. Her şey üst üste biner.
Bir de seri uzunluğu var. Çelik kalıplar, doğru kullanıldığında ömürlük takımlardır. Üretan pedler bozulur. Felaket derecesinde değil. Kademeli olarak. Birinci gün ile üçüncü gün aynı strokta aynı davranışı göstermez. Bu da bükme derinliği ayarınızın, binlerce vuruş boyunca hareket eden bir hedefe dönüştüğü anlamına gelir.
±0.5° toleranslı 5.000 parçalık bir üretimde bu, yüzey sigortası değil — tekrarlayan bir süreç düzeltmesidir. Daha fazla kontrol. Daha fazla ayar. “Tüm palet reddedildi”yle sonuçlanma olasılığı daha fazla.”
Bakım bozulmayı yavaşlatabilir. Pedleri düz saklayın. Temiz tutun. Aşırı nüfuza izin vermeyin. Bu, ömrünü uzatır. Modülüs kaybını ortadan kaldırmaz. Vergiyi hâlâ ödüyorsunuz; sadece daha fazla faturaya yayıyorsunuz.
Bu yüzden bundan sonraki değerlendirmelere taşımanızı istediğim bakış açısı bu.
Üretan kullanmak bir takım seçimi değildir. Bir finansal modeldir. Kusursuz yüzeyler karşılığında yinelenen bir tonaj vergisini, bir stabilite vergisini ve bir yenileme vergisini kabul ediyorsunuz. Eğer müşteri yüzey mükemmelliğini denetliyorsa ve açısal tolerans esnekse, ödeyin. Eğer tolerans montajı yönlendiriyorsa ve kapasite payı darsa, uzak durun.
Pad üzerine imza atmadan önce, gerçek çelik tonajınızı 1,25 ile çarpın, pres kapasitenizin yüzde 70–80’iyle karşılaştırın ve baskıdaki tolerans bloğunu okuyun. Bundan sonra, cevap felsefi değil.
Operasyoneldir.


















