

Panel itu tampak sempurna di bawah lampu bengkel. Lalu pelanggan menggulungnya di bawah skylight dan garis V samar muncul seperti sidik jari. Seluruh palet ditolak.
Biasanya saat itulah seseorang melambaikan brosur urethane V-die dan berkata, “Masalah selesai.” Terdengar rapi. Terdengar sederhana. Tidak demikian.
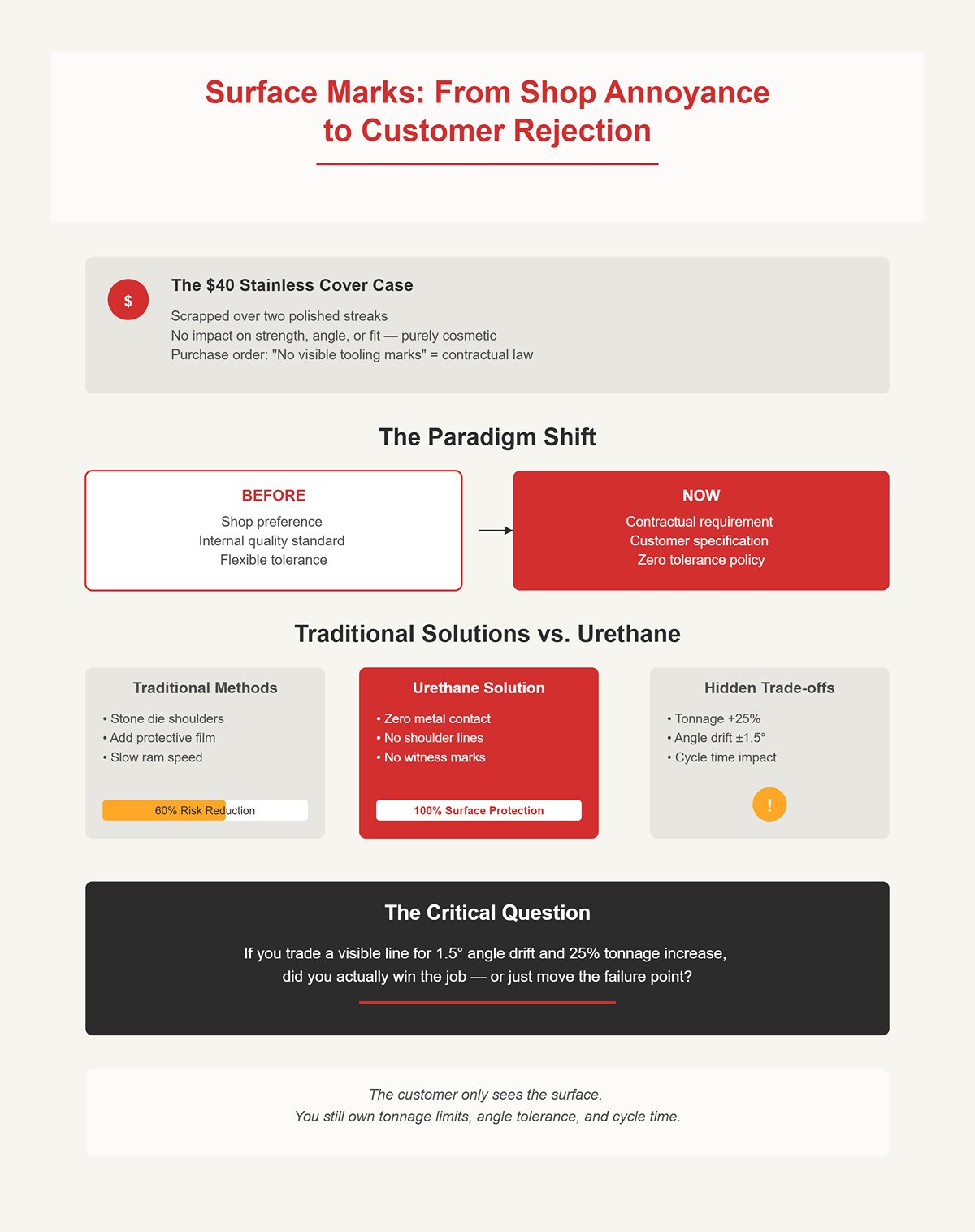
Saya pernah melihat penutup stainless $40 dibuang karena dua goresan mengkilap yang tidak mengubah kekuatan, sudut, atau kecocokan. Kosmetik. Tetapi pesanan pembelian menyatakan “tidak ada tanda tooling yang terlihat,” dan itu adalah hukum.
Jadi kini hasil akhir permukaan bukanlah preferensi bengkel; itu menjadi persyaratan kontrak. Anda bisa mengasah bahu die, menambahkan film, memperlambat ram. Masih berisiko. Urethane menjanjikan nol kontak logam-ke-logam. Tidak ada garis bahu. Tidak ada tanda saksi. Itu bagian yang nyata.
Namun inilah yang mengubah percakapan: pelanggan hanya melihat permukaan. Anda masih bertanggung jawab atas batas tonase, toleransi sudut, dan waktu siklus. Jika Anda menukar garis yang terlihat dengan drift sudut 1,5° dan kenaikan tonase 25%, apakah Anda benar-benar memenangkan pekerjaan — atau hanya memindahkan titik kegagalan?

Insinyur junior akan berkata, “Ini tetap V-die. Bukaan sama. Bend deduction sama. Kita hanya menjatuhkannya masuk.”
Di atas kertas, mungkin. Di lapangan, tidak.
V-die baja: bahu kaku, geometri tetap. Anda menghitung tonase dari grafik air-bend standar dan berada dalam beberapa persen jika sertifikat material Anda jujur. V-die urethane: lembaran tenggelam ke bantalan yang dapat dikompresi sebelum membentuk sudut sejati. Sebagian gaya ram Anda digunakan untuk membengkokkan logam. Sebagian untuk meremas karet. Itulah pajak tonase.
Saya pernah melihat pekerjaan yang berjalan pada 60 ton di baja merangkak menuju 75 ketika diganti dengan urethane pada baja ringan 3 mm yang sama. Itu adalah lonjakan 25%. Pada brake 100 ton, itu perbedaan antara nyaman dan berkeringat karena katup pelepas. Apakah Anda menganggarkan margin itu, ya atau tidak?
Biasanya terjadi pada bagian ketiga.
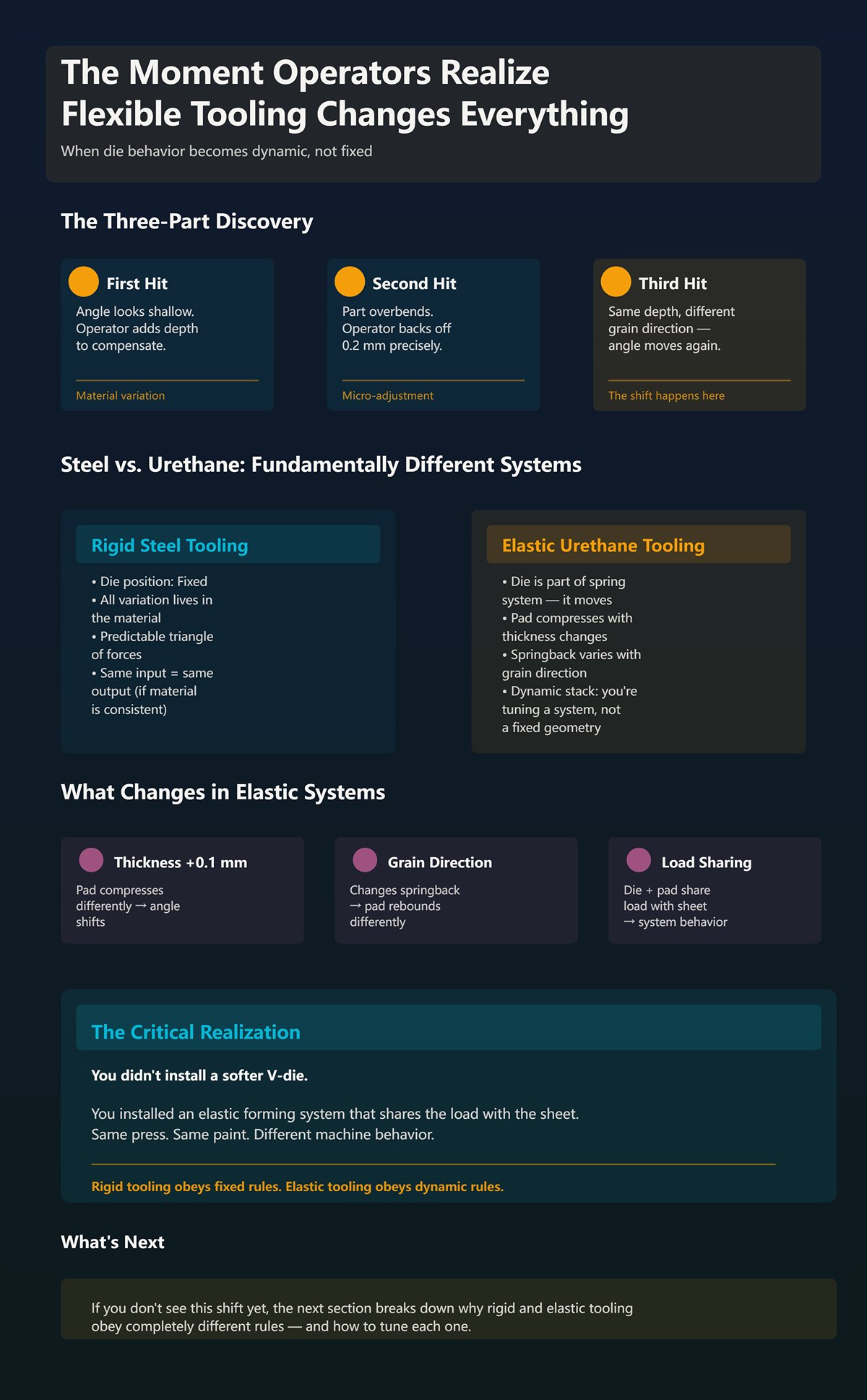
Hit pertama: sudut terlihat dangkal. Operator menambah kedalaman. Hit kedua: overbent. Dia mundur 0,2 mm. Bagian ketiga, kedalaman sama, arah serat berbeda — sudut berubah lagi.
Dengan baja, die tidak bergerak. Semua variasi ada pada material. Dengan urethane, die adalah bagian dari sistem pegas. Ketebalan naik 0,1 mm? Bantalan mengompresi secara berbeda. Arah serat mengubah springback? Bantalan memantul secara berbeda. Sekarang Anda menyetel stack dinamis, bukan segitiga tetap.
Itulah pergeseran yang perlu Anda lakukan: Anda tidak memasang V-die yang lebih lembut. Anda memasang sistem pembentukan elastis yang berbagi beban dengan lembaran. Press sama. Cat sama. Perilaku mesin berbeda.
Jika Anda belum melihatnya, bagian berikut adalah di mana kita menguraikan mengapa tooling kaku dan elastis mematuhi aturan yang sama sekali berbeda.
Ambil pekerjaan sederhana: baja karbon rendah 3 mm, bukaan V ×8 ketebalan material, tekuk udara hingga 90°. Dalam cetakan baja, punch turun, lembaran menyentuh dua bahu kaku, dan cetakan tidak bergerak. Tidak ada defleksi yang terukur pada peralatan. Semua geometri tetap dalam baja, dan semua deformasi ada di lembaran.
Sekarang ganti dengan bantalan V urethane dengan bukaan nominal yang sama. Kontak pertama bukan lembaran ke bahu, tetapi lembaran ke blok elastis. Sebelum logam mulai luluh pada sekitar 250 MPa, urethane mulai terkompresi. Jadi sebagian dari langkah ram Anda digunakan untuk membengkokkan baja, dan sebagian digunakan untuk meremukkan polimer. Dua kurva tegangan–regangan berbeda tersusun dalam sistem yang sama.
Fakta tunggal itu mengubah lembar pengaturan Anda.
Dalam tekuk udara baja, radius dalam mengikuti bukaan V. Mengecilkan V membuat tonase naik secara eksponensial; melebarkan V membuat tonase turun. Geometri cetakan mengatur tekukan. Dengan urethane, “bukaan V” tidak lagi tetap di bawah beban. Ia terdeformasi. Bahu menyebar secara mikroskopis, area kontak bertambah, dan lembaran masuk lebih dalam sebelum momen tekuk sejati terbentuk. Hubungan antara lebar bukaan dan radius dalam menjadi bergantung pada beban, bukan geometri.
Anda tidak hanya memilih lebar cetakan lagi. Anda memilih seberapa banyak cetakan boleh bergerak di bawah gaya. Apakah Anda menghitung perpindahan itu dalam perhitungan bend deduction, ya atau tidak?
Saya pernah melihat pekerjaan yang membutuhkan 60 ton dalam cetakan V baja naik menjadi 75 ton dalam urethane pada press yang sama. Material sama. Ketebalan sama. Sudut sama. Itu peningkatan 25%. Bukan karena bajanya menjadi lebih kuat, tetapi karena 10–20% pertama dari langkah Anda digunakan untuk mengompresi bantalan sebelum tegangan tekuk penuh berkembang di lembaran.
Itu adalah pajak tonase.
Dalam peralatan baja, cetakan langsung melawan. Gaya ram hampir langsung diubah menjadi momen tekuk. Dalam urethane, gaya pertama kali menjadi energi regangan yang tersimpan di bantalan. Hanya setelah kompresi yang cukup, lembaran menerima pengungkit efektif yang sama. Anda membayar gaya untuk memindahkan cetakan sebelum bisa memindahkan logam.
Dan energi yang tersimpan itu tidak hilang. Ia mendorong kembali. Saat punch menarik, bantalan memantul kembali, menambahkan pemulihan elastisnya sendiri ke springback lembaran. Sekarang cetakan menjadi pegas aktif dalam sistem, bukan penopang pasif.
Operator merasakan ini sebagai ketidak konsistenan. Ketebalan naik 0,1 mm? Bantalan terkompresi lebih, mengubah distribusi tekanan kontak. Arah serat mengubah kekuatan luluh? Bantalan terdeformasi menyesuaikan, mengubah di mana sumbu netral menetap. Dengan baja, variasi sebagian besar ada di lembaran. Dengan urethane, variasi ada di lembaran dan cetakan.
Anda tidak lagi melawan satu pegas. Anda melawan dua pegas yang terhubung dengan modulus dan kurva histeresis berbeda. Apakah Anda benar-benar mengira grafik tonase lama Anda masih berlaku?
Inilah bagian yang menjadi buruk. Dalam tekuk udara baja, Anda overbend sejumlah yang dapat diprediksi—misalnya 2° untuk baja karbon rendah—dan selesai. Cetakan tidak berubah bentuk antar pukulan. Jika sertifikat material Anda jujur, penyebaran sudut Anda mungkin tetap berada dalam ±0,5° setelah disetel.
Dengan urethane, overbend yang dibutuhkan terkait dengan berapa banyak bantalan terkompresi pada pukulan tersebut. Lebih banyak kompresi berarti lebih banyak energi elastis tersimpan. Lebih banyak energi tersimpan berarti lebih banyak rebound saat ram terangkat. Jadi overbend tidak hanya mengimbangi springback logam; ia juga mengimbangi springback peralatan.
Dan kompresi bergantung pada beban.
Beban bergantung pada ketebalan, kekuatan luluh, dan bahkan variasi kecil lebar bukaan V sepanjang bantalan. Karena urethane menyesuaikan bentuk, ia “mentoleransi” variasi ketebalan dengan terdeformasi mengelilinginya. Itu terdengar memaafkan di brosur. Di lantai produksi, itu berarti sudut tekukan Anda bergeser dengan setiap pergantian coil karena cetakan menyerap variasi alih-alih melawannya.
Cobalah menjalankan tekukan akut tajam 30°. Dalam baja, Anda memilih V yang benar, mengonfirmasi tonase, dan mengontrol kedalaman. Dalam urethane, regangan lokal tinggi dapat melebihi batas kekuatan bantalan, mempercepat keausan atau memaksa Anda untuk membuka V untuk mengurangi tegangan. Membuka V membuat radius dalam Anda bertambah. Sekarang cetakan Anda sudah keluar dari spesifikasi sebelum Anda bahkan berdebat tentang sudut.
Jadi ketika seseorang mengatakan urethane hanyalah solusi permukaan yang lebih bersih, tanyakan pada diri Anda: apakah Anda siap mengkalibrasi overbend terhadap cetakan yang berubah kekakuannya pada setiap siklus beban, atau apakah Anda mengandalkan geometri kaku untuk melakukan pekerjaan itu?
Anda bertanya bagaimana cara menghitung tonase dan overbend ketika die itu sendiri bergerak di bawah beban.
Mulai dengan pekerjaan nyata. Baja lunak 1 mm, bukaan V 6 mm, tekuk udara 90°. Dalam die V baja, Anda mungkin memerlukan kira-kira 8–10 ton per meter. Press 100 ton Anda menanganinya tanpa kesulitan. Sekarang ganti dengan bantalan V urethane yang dipasarkan sebagai “pengganti langsung.” Lembaran yang sama. Sudut yang sama. Mesin naik menjadi 35–45 ton sebelum sudut bahkan mulai menutup.
Tidak ada yang berubah pada logam. Tambahan 25–35 ton itu masuk ke bantalan.
Itulah pajak tonase. Anda tidak membayarnya sekali. Anda membayarnya setiap stroke, dan itu langsung mengurangi kapasitas press yang tersedia. Jika pengaturan baja Anda memerlukan 40 ton, harapkan 55 hingga 80 ton dengan urethane sebelum Anda melihat tekukan yang sama mulai terbentuk. Jika press Anda sebelumnya berjalan pada kapasitas 70%, Anda baru saja mendorongnya ke zona merah. Masih kah Anda menyebut itu sebagai peningkatan kosmetik?
Mari kita bicara mekanisme, bukan pemasaran.
Urethane berperilaku seperti pegas nonlinier. Di awal stroke, modulusnya rendah. Saat regangan meningkat, kekakuan efektif naik tajam. Artinya beberapa milimeter pertama perjalanan ram sebagian besar memampatkan polimer, bukan membengkokkan baja. Lembaran tidak menerima momen tekuk penuh sampai bantalan cukup padat untuk bertindak semi-kaku.
Produsen diam-diam mengakui pengganda: 3× adalah umum. Dalam kondisi V yang lebih sempit, 4× hingga 6× tidak jarang. Saya pernah melihat pekerjaan baja 60 ton melampaui 75 ton dengan urethane pada mesin yang sama. Itu adalah pengganda 1,25× dalam kasus ringan. Dalam geometri yang lebih rapat, saya pernah melihatnya mendekati 2× atau lebih.
Mengapa?
Karena bantalan menolak kompresi seragam. Di bawah ujung punch, bantalan memanjang ke samping sambil dihancurkan secara vertikal. Anda mengatasi geser internal dalam polimer sebelum membentuk lembaran. Gaya yang Anda hitung dari rumus tekuk udara standar hanya memperhitungkan perlehan logam. Urethane menambahkan kurva tegangan–regangan kedua secara seri.
Jadi perhitungan praktis Anda menjadi:
Tonase baja × pengganda urethane (1,3–2,0 konservatif, 3,0+ dalam V sempit atau skenario durometer lebih keras) = tonase mesin yang diperlukan.
Dan itu sebelum Anda memperhitungkan pembebanan tidak terpusat. Press 100 ton sepanjang 120 inci mungkin terbatas pada sekitar 1,3–1,4 ton per inci di sepanjang garis tengah. Urethane tidak membebani secara bersih pada dua bahu; ia menyebarkan tekanan secara tak terduga. Titik panas lokal dapat melampaui batas garis tengah bahkan ketika tonase total terlihat “aman.”
Anda berpikir press Anda diberi rating 100 ton. Apakah ia diberi rating 100 ton yang terdistribusi melalui blok karet yang memampat, ya atau tidak?
Perhatikan indikator posisi ram selama artikel pertama.
Dengan tooling baja, perubahan sudut mengikuti kedalaman ram hampir segera. Dengan urethane, Anda bisa bergerak 1–3 mm sebelum sudut bergerak secara bermakna. Stroke itu tersimpan sebagai energi regangan di bantalan. Mesin bekerja. Lembaran belum membengkok.
Itu adalah penalti displacement.
Pada press brake hidraulik, gaya naik seiring penetrasi. Jika 20% stroke Anda dihabiskan hanya untuk memampatkan urethane, maka sebagian kurva gaya yang tersedia sudah dikonsumsi sebelum tekukan efektif dimulai. Press Anda mungkin mencapai batas tekanan lebih awal dalam stroke, membatasi apa yang tersisa untuk tekukan sebenarnya.
Lebih buruk lagi, energi yang tersimpan itu kembali. Saat ram menarik kembali, bantalan memantul. Anda sekarang mengurangi springback bantalan dari koreksi sudut Anda. Semakin banyak Anda memampatkannya—artinya semakin banyak tonase yang Anda bayarkan—semakin besar ia mendorong kembali.
Jadi sebagian kapasitas terukur mesin Anda tidak pernah mencapai logam dengan cara yang berguna. Kapasitas itu terikat untuk memampatkan dan melepaskan polimer seperti peredam kejut.
Jika rem Anda berada di batas pada pekerjaan baja 3 mm sepanjang 10 kaki, apa yang terjadi ketika 15–30% dari langkah dan kurva gaya terserap oleh kompresi bantalan?
Sekarang ambil baja lunak 4 mm. Bantalan urethane yang sama dinilai untuk “ketebalan ringan hingga sedang.” Anda memulai tekukan. Tonnage melonjak cepat—jauh lebih cepat daripada yang diprediksi tabel baja Anda. Bantalan mendekati batas kompresinya. Sel-selnya runtuh. Bantalan berhenti berperilaku seperti cetakan yang lentur dan mulai bertindak seperti blok padat.
Pada titik itu, dua hal terjadi.
Pertama, pengali meledak. Yang semula 1,5× pada ketebalan 1 mm menjadi 2× atau 3× saat Anda mendekati batas regangan bantalan. Kedua, tekanan kontak menjadi lokal. Alih-alih mendistribusikan beban secara lembut, urethane yang semi padat menyalurkan gaya lebih langsung, dan solusi “tanpa goresan” Anda mulai meninggalkan jejak jika ada serpihan atau inklusi keras.
Itulah batas ketebalan Anda. Bukan “hingga 6 mm” seperti di brosur. Batas nyata adalah ketika kompresi yang diperlukan untuk mencapai sudut mendekati batas elastis bantalan. Setelah itu, Anda pada dasarnya sedang menekan blok karet hingga dasar dengan mesin press hidrolik.
Batang defleksi dan bantalan khusus dapat mendorong batas itu lebih tinggi. Anda bisa menyesuaikan durometer dan ketebalan untuk mengurangi pengali pada pekerjaan tertentu. Tetapi itu berarti merekayasa sistem untuk mengakomodasi pajak, bukan menghilangkannya.
Jadi sebelum Anda menentukan urethane pada panel stainless 5 mm karena pesanan pembelian mengatakan “tidak ada bekas alat yang terlihat,” dan itu adalah aturan, jawab ini: apakah mesin press Anda memiliki cadangan tonase 30–80% untuk membayar pajak tanpa tersendat pada pekerjaan berikutnya di jadwal?
Anda ingin tahu sebelum setup apakah pekerjaan dan mesin press memiliki cukup cadangan nyata untuk urethane.
Begini cara saya memeriksanya di lantai produksi. Saya mengambil tonase tekuk udara baja dari tabel, mengalikannya dengan 1,5 sebagai faktor urethane konservatif, lalu melihat dua angka: tonase mesin yang tersedia pada panjang kerja, dan toleransi bagian. Jika tonase hasil perkalian mendorong rem melewati 80% dari rating garis tengahnya, dan gambar mencantumkan ±0,5° atau lebih ketat, saya sudah tahu kita bekerja tanpa bantalan. Itu belum termasuk pembicaraan tentang keausan.
Karena masalah sebenarnya bukan hanya gaya puncak. Masalahnya ialah cetakan elastis mengubah masalah geometri kaku menjadi target bergerak seiring waktu.
Cetakan baja memberi Anda perubahan bertahap: rusak sedikit pun dan Anda langsung melihatnya. Urethane memberi Anda kemiringan. Anda kehilangan sepersepuluh di sini, dua sepersepuluh di sana, sampai lembar inspeksi Anda diam-diam menjadi merah. Satu palet penuh ditolak. Anda tidak mengubah program. Bantalan berubah di bawah Anda.
Itulah kurva degradasi yang Anda pilih.
Bayangkan sebuah bracket stainless 304 3 mm, geometri ekuivalen 8×V, tekukan 90°, toleransi ±0,5°. Pada cetakan baja, Anda mungkin menekuk lebih 1,5–2° untuk mengimbangi pantulan material dan menyetel setelah dua kali pukul. Setelah disetel, perubahan sudut mengikuti kedalaman ram dengan bersih karena cetakan tidak bergerak.
Sekarang letakkan bantalan urethane 90A di bawahnya.
Pertama, bantalan terkompresi 1–3 mm sebelum lembaran menerima momen tekuk penuh. Lalu lembaran yield. Kemudian, saat dilepas, lembaran memantul kembali. Dan bantalan ikut memantul kembali. Dua sistem elastis yang tersusun seri.
Jika stainless ingin kembali 1,8°, dan pantulan bantalan secara efektif melepaskan sebagian derajat tergantung seberapa banyak Anda menekannya, angka kompensasi Anda tidak lagi terikat pada logam saja. Angka itu terikat pada regangan bantalan. Ubah ketebalan batch sebesar 0,1 mm dan Anda mengubah kompresi bantalan. Ubah suhu bantalan dalam jangka panjang dan Anda mengubah modulus. Tumpukan pantulan berubah.
Beberapa pemasok akan mengatakan urethane “mengurangi kesalahan pantulan.” Pada material tipis, lembut dengan penetrasi dangkal, hal itu bisa benar karena bantalan menjaga kontak lebih luas dan dapat menstabilkan radius. Saya pernah melihatnya membantu pada aluminium dicat 1 mm di mana cetakan baja terlalu lebar dan radiusnya berubah-ubah.
Namun ketika mendorong ke material yang lebih keras, penetrasi lebih tinggi, atau sudut yang lebih sempit, kekakuan variabel bantalan menjadi variabel dominan. Semakin banyak tonase yang Anda gunakan, semakin banyak energi yang disimpan, dan semakin besar pantulan berpartisipasi dalam sudut akhir. Anda tidak lagi hanya mengimbangi logam; Anda mengimbangi kelelahan polimer yang berkembang di setiap siklus.
Apakah Anda siap memperlakukan cetakan Anda sebagai pegas yang dapat habis dengan konstanta laju yang berubah, ya atau tidak?
Serpihkan bahu cetakan V baja dan Anda akan melihat garis pada bagian pada pukulan berikutnya. Ini bersifat biner. Baik. Lalu buruk.
Uretan tidak gagal seperti itu.
Bayangkan sebuah produksi hipotetis: 5.000 rangka pintu lemari dari stainless yang telah disikat sebelumnya, toleransi ±0,7°, berjalan pada 60 pukulan per jam. Hari pertama, Anda mengatur 91,6° terprogram untuk menghasilkan 90,0° jadi. Pada bagian 2.000, Anda menggeser ke 91,8°. Pada bagian 4.000, 92,1°. Tidak ada yang panik karena setiap penyesuaian kecil. Namun bantalan telah mengalami set kompresi—deformasi permanen akibat tegangan berulang. Tinggi dan kekakuan efektifnya berubah.
Anda tidak akan menemukan kurva yang terbit rapi yang mengatakan “uretan kehilangan X% kekakuan pada 10.000 siklus.” Itulah tepatnya masalahnya. Kelelahan bergantung pada beban, durometer, dan suhu. Bantalan yang lebih keras tahan terhadap penandaan tetapi mengalami tegangan internal lebih tinggi. Bantalan yang lebih lunak melindungi permukaan tetapi terkompresi lebih dalam dan memanas lebih cepat.
Saya pernah melihat penutup stainless $40 dibuang karena dua garis mengkilap yang tidak mengubah kekuatan, sudut, atau bentuk. Permukaan adalah hukum. Tetapi saya juga pernah melihat penyimpangan sudut memakan produksi pagi karena bantalan yang “konsisten” pada bagian 1 tidak lagi menjadi alat yang sama pada bagian 3.000.
Dengan baja, grafik kontrol Anda melonjak saat sesuatu rusak. Dengan uretan, grafiknya miring. Apakah Anda memiliki SPC yang cukup ketat untuk mendeteksi penyimpangan 0,2° sebelum pelanggan Anda melakukannya?
| Topik | Detail |
|---|---|
| Judul | Kerusakan parah vs. kelelahan tak terlihat: melacak penurunan akurasi selama 10.000 siklus |
| Mode Kegagalan Baja | Serpihkan bahu cetakan V baja dan Anda akan melihat garis pada bagian pada pukulan berikutnya. Ini bersifat biner. Baik. Lalu buruk. |
| Mode Kegagalan Uretan | Uretan tidak gagal seperti itu. |
| Produksi Hipotetis | Bayangkan sebuah produksi hipotetis: 5.000 rangka pintu lemari dari stainless yang telah disikat sebelumnya, toleransi ±0,7°, berjalan pada 60 pukulan per jam. Hari pertama, Anda mengatur 91,6° terprogram untuk menghasilkan 90,0° jadi. Pada bagian 2.000, Anda menggeser ke 91,8°. Pada bagian 4.000, 92,1°. Tidak ada yang panik karena setiap penyesuaian kecil. Namun bantalan telah mengalami set kompresi—deformasi permanen akibat tegangan berulang. Tinggi dan kekakuan efektifnya berubah. |
| Kurangnya Data Kelelahan yang Dapat Diprediksi | Anda tidak akan menemukan kurva yang terbit rapi yang mengatakan “uretan kehilangan X% kekakuan pada 10.000 siklus.” Itulah tepatnya masalahnya. Kelelahan bergantung pada beban, durometer, dan suhu. Bantalan yang lebih keras tahan terhadap penandaan tetapi mengalami tegangan internal lebih tinggi. Bantalan yang lebih lunak melindungi permukaan tetapi terkompresi lebih dalam dan memanas lebih cepat. |
| Konsekuensi Dunia Nyata | Saya pernah melihat penutup stainless $40 dibuang karena dua garis mengkilap yang tidak mengubah kekuatan, sudut, atau bentuk. Permukaan adalah hukum. Tetapi saya juga pernah melihat penyimpangan sudut memakan produksi pagi karena bantalan yang “konsisten” pada bagian 1 tidak lagi menjadi alat yang sama pada bagian 3.000. |
| SPC dan Penyimpangan | Dengan baja, grafik kontrol Anda melonjak saat sesuatu rusak. Dengan uretan, grafiknya miring. Apakah Anda memiliki SPC yang cukup ketat untuk mendeteksi penyimpangan 0,2° sebelum pelanggan Anda melakukannya? |
Bantalan uretan mungkin lebih murah di awal daripada set V segmented presisi. Itu adalah judul brosur.
Sekarang jalankan perhitungan seperti cara bengkel melakukannya. Misalkan set cetakan baja berjalan 100.000 pukulan sebelum regrind, dan sudut tetap dalam ±0,3° dengan koreksi minimal. Bantalan uretan Anda, di bawah pekerjaan stainless beban sedang, mulai memerlukan perubahan kompensasi sudut setiap beberapa ribu pukulan dan menjadi tidak dapat diandalkan secara dimensi pada, katakanlah, 15.000–20.000 pukulan. Saya tidak memberi Anda angka universal—karena memang tidak ada—tetapi kisaran itu bukan fantasi di bengkel nyata.
Setiap bantalan pengganti adalah perintah pembelian baru. Setiap pengualifikasian ulang di tengah produksi adalah waktu operator. Setiap penyimpangan sudut adalah tenaga inspeksi dan potensi scrap. Dan ingat pajak tonase: jika Anda beroperasi pada 85–90% dari kapasitas mesin sejak awal, Anda mempercepat keausan pada rem itu sendiri—hidraulik, sistem crowning, panduan ram.
Itu adalah biaya berulang, bukan pilihan perkakas sekali pakai.
Jika pekerjaan sangat penting secara kosmetik, volume rendah, dan jauh berada dalam margin kapasitas nyata mesin Anda, urethane bisa menjadi pilihan yang tepat. Kesempurnaan permukaan sebagai pertukaran untuk biaya konsumable yang dapat diprediksi. Baiklah.
Tetapi jika Anda mendekati batas tonase, menahan sudut-sudut tajam, dan merencanakan produksi panjang, Anda tidak sedang membeli solusi anti-gores sederhana. Anda sedang mendaftar untuk beban gaya tambahan, pergeseran sudut, dan siklus penggantian yang perlu Anda anggarkan seperti oli pemotong.
Jadi ketika Anda menghitung harga pekerjaan, apakah Anda memperhitungkan pad sebagai item aus dengan kurva kekakuan yang menurun, atau apakah Anda masih berpura-pura itu hanyalah V-die lembut?
Inilah pertanyaan yang sebenarnya Anda ajukan: jika urethane adalah pegas konsumable dengan pajak tonase terlampir, adakah cara yang lebih murah untuk menghilangkan goresan tanpa menulis ulang bagan kapasitas Anda?
Mulailah dengan batasan. Dies baja meninggalkan tanda karena baja lebih keras daripada bagian Anda, dan setiap sedikit kerak, burr, atau keausan bahu meresap ke permukaan di bawah beban. Tekanan kontak itu nyata. Pada bukaan V yang rapat, Anda memusatkan gaya di sepanjang dua garis. Namun die itu sendiri tidak bergerak. Tidak ada compression set. Tidak ada drift modulus. Geometri tetap stabil.
Sekarang letakkan film pengorbanan di atas baja tersebut—pita poliuretan, Mylar, atau apa pun yang dijual pemasok Anda dalam gulungan.
Anda telah menambahkan buffer tipis yang dapat diganti tanpa mengubah keseluruhan alat bawah menjadi spons.
Film mengalami deformasi beberapa persepuluh. Film sedikit menyebarkan kontak. Film menyerap pencetakan debris kecil. Namun jalur beban Anda masih baja-ke-ram-ke-frame. Bagan tonase Anda tidak berubah. Perhitungan crowning Anda tidak berubah. Kompensasi sudut Anda masih mengikuti springback logam, bukan rebound polimer.
Itu penting.
Jika strip film $20 menghilangkan 80 persen tanda dan memberi Anda nol tonase tambahan, Anda tidak hanya menyelesaikan masalah kosmetik—Anda menghindari pajak berulang akibat kompresi pad, drift, dan penggantian. Film habis? Anda mengelupasnya. Die di bawahnya tidak berubah tinggi, kekakuan, atau memorinya.
Jadi tidak, film tidak membuat urethane menjadi usang.
Tetapi film memaksa Anda untuk membenarkan mengapa Anda membayar untuk 100 persen bebas goresan daripada 80 persen.
Mari kita bicarakan apa yang benar-benar memakan waktu di lantai.
Menempelkan pita pada die memang mengganggu. Anda membersihkan bahu, meletakkan strip dengan lurus, memotongnya, melakukan uji siklus, dan memeriksa apakah ada lipatan. Pada run pendek—katakanlah 200 panel kosmetik—itu memakan waktu ekstra sepuluh menit. Mungkin lima belas jika operator baru. Saat pita rusak, Anda pasang ulang. Ini pekerjaan yang rewel.
Namun sudut bend pertama yang Anda hasilkan adalah sudut yang selalu Anda hasilkan.
Mengatur blok urethane adalah hal yang berbeda. Anda tidak hanya melindungi permukaan; Anda sedang membangun hubungan beban-defleksi yang baru. Hantaman pertama lebih lembut dari perkiraan. Anda menambah penetrasi. Pad mengompres lebih banyak dari yang diharapkan. Sekarang Anda mengejar sudut karena baik logam maupun pad sedang memulihkan bentuk. Pada stok tebal, Anda mungkin menemukan bahwa gaya yang diperlukan 20–30 persen lebih tinggi dibandingkan setup baja V yang setara, tergantung seberapa dalam Anda menekan pad.
Itu bukan bahasa brosur. Itu tekanan silinder.
Dan jika Anda berada di mesin brake 100 ton yang sudah berjalan di 75–80 ton dengan baja, Anda tidak punya 30 persen cadangan. Anda meminjamnya dari margin keselamatan. Dari seal. Dari guide.
Jadi gesekan setup mana yang Anda pilih: sepuluh menit dengan gulungan pita, atau setengah jam perubahan depth iteratif ditambah pukulan permanen terhadap tonase yang tersedia?
Jawablah itu dengan mempertimbangkan pelat nama mesin Anda.
Di sinilah brosur menjadi sunyi.
Karena terkadang 80 persen tidak cukup baik. Saya pernah melihat seluruh palet ditolak karena garis cetak samar yang hanya bisa terlihat jika dimiringkan di bawah cahaya. Tetapi pesanan pembelian mengatakan “tidak ada tanda perkakas yang terlihat,” dan itulah hukumnya. Dalam dunia itu—stainless steel arsitektural, kulit peralatan, panel pra-finishing—perbedaan antara “cukup bersih” dan “bersih secara bedah” adalah perbedaan antara dibayar dan tidak dibayar.
Saat itulah urethane membuktikan nilainya.
Volume rendah. Margin kapasitas lebar. Sudut sedang. Material yang jika tidak akan memperlihatkan setiap ketidaksempurnaan bahu. Pekerjaan di mana permukaan adalah raja secara kontrak dan Anda mampu memperlakukan bantalan sebagai barang habis pakai, dengan anggaran per produksi.
Namun jika Anda membengkokkan stainless 3 mm pada ±0,5° atas 5.000 bagian dan Anda sudah mengelola penyimpangan pada baja, menambahkan lapisan elastis di bawah bagian bukanlah penyesuaian kosmetik. Itu adalah perubahan struktural pada proses Anda. Anda akan membayar dalam beban gaya tambahan, pemantauan sudut, dan frekuensi penggantian.
Jadi inilah cara yang bersih untuk merangkainya.
Film pada baja: gangguan kecil berulang, perubahan fisika minimal, bantuan kosmetik sebagian.
Bantalan urethane solid: perlindungan kosmetik hampir total, ditambah pajak tonase tetap dan pegas yang melemah di setiap pukulan.
Jika pekerjaan benar-benar membutuhkan nol tanda yang terlihat dan mesin Anda memiliki kapasitas idle 30 persen, urethane adalah pilihan yang tepat. Jika Anda mendekati batas tonase atau mempertahankan toleransi sudut yang ketat pada produksi panjang, baja ditambah film mungkin kompromi yang lebih cerdas.
Apakah Anda membeli asuransi permukaan—atau Anda sedang menulis ulang fisika proses Anda untuk masalah yang bisa diatasi dengan pita?
Batasannya sederhana: mesin press Anda memiliki pelat nama, dan itu tidak peduli dengan brosur.
Sebelum berkomitmen pada urethane, jalankan ini di atas kertas. Ambil tonase setup baja yang diketahui untuk pekerjaan—bukan nilai di bagan, tetapi angka yang benar-benar terlihat di layar pada kedalaman. Kalikan dengan 1,25 sebagai titik awal konservatif. Jika Anda membengkokkan dekat batas kerja bantalan atau mengejar sudut tajam, gunakan 1,30. Itulah perkiraan pajak tonase Anda.
Sekarang lihat mesin Anda. Jika angka baru itu mendorong Anda melewati 80 persen dari kapasitas terukur, Anda tidak membeli perlindungan permukaan — Anda mengorbankan margin keamanan, masa pakai seal, dan defleksi rangka. Jika tetap di bawah 70 persen dengan ruang untuk pukulan koreksi, setidaknya Anda punya waktu luang mekanis.
Itu gerbang pertama. Kapasitas.
Gerbang kedua adalah stabilitas sudut. Tanya diri Anda: berapa toleransi sudut pada gambar, dan berapa banyak bagian dalam produksi? Jika Anda mempertahankan ±1,5° pada 300 penutup kosmetik, Anda bisa menjaganya. Jika Anda mempertahankan ±0,5° pada 5.000 bagian, Anda baru saja mendaftar untuk bertarung dengan pegas yang bergerak selama tiga shift.
Jadi tes litmus bukanlah “apakah urethane mencegah goresan?” Ini adalah: setelah menambahkan 25–30 persen ke tonase nyata Anda dan menerima penyimpangan elastis, apakah Anda masih memiliki margin kapasitas dan kelonggaran toleransi yang tersisa — ya atau tidak?
Kamu tidak bisa melayani dua tuan ketika salah satunya bergerak di bawah beban.
Baja memberi Anda geometri. Radius dalam mengikuti bukaan V — kira-kira 16–17 persen dari bukaan pada baja lunak — dan begitu Anda mengatur kedalaman, hasilnya berulang. Urethane memberi Anda toleransi kontak, tetapi radius terbentuk sebagian dari perpindahan bantalan, bukan hanya dari geometri V. Ubah penetrasi beberapa seperseratus, dan Anda mengubah baik sudut maupun radius efektif.
Artinya, ketika tampilan dan toleransi bertabrakan, Anda harus memeringkatnya.
Saya pernah melihat seluruh palet ditolak karena garis cetakan samar yang harus dimiringkan di bawah cahaya untuk terlihat. Tetapi order pembelian mengatakan “tidak ada tanda peralatan yang terlihat,” dan itu adalah hukum. Dalam kasus itu, ±1° diterima, dan permukaan yang bagus membayar tagihan. Tampilan menang.
Balik skenario. Enklosur sempit, ±0,5°, menyatu dengan rangka potong laser. Tidak ada yang peduli tentang garis ringan di dalam lipatan. Kecocokan adalah yang utama. Dalam hierarki ini, toleransi menang, dan urethane menjadi penghalang karena sifat lenturnya merugikan prediktabilitas sudut.
Jadi ketika mereka bertentangan — dan itu akan terjadi — mana yang membuat Anda dibayar?
Batasannya di sini adalah umur bantalan.
Urethane adalah pegas yang bisa habis. Setiap pukulan memampatkannya, memanaskannya, dan mendorongnya menuju set kompresi. Pada aluminium tipis yang sudah dicat atau stainless #4 di bawah 2 mm, pajak tonase dapat dikelola karena gaya dasar rendah sejak awal. Tambahkan 25 persen pada angka kecil, dan mesin press Anda hampir tidak memperhatikannya.
Dalam produksi singkat yang fokus pada tampilan — 100, 300, mungkin 800 bagian — Anda dapat memperlakukan bantalan sebagai pos biaya. Anggarkan. Ganti ketika mulai melunak. Periksa sudut pada setiap produksi pertama per batch. Permukaan keluar bersih, tanpa bahu yang terlihat, tanpa bayangan kerak. Saya pernah melihat cover stainless $40 dibuang karena dua goresan halus yang tidak mengubah kekuatan, sudut, atau kecocokan. Dalam lingkungan seperti itu, bantalan layak dipakai karena kesempurnaan adalah persyaratan kontrak.
Namun bahkan di sini, lakukan perhitungan terlebih dahulu. Jika pengaturan baja Anda menarik 20 ton dan urethane memperkirakan 26, Anda baik-baik saja pada brake 100 ton. Jika pengaturan baja Anda menarik 60 dan urethane memperkirakan 75, dan mesin Anda diberi peringkat 80, Anda mempertaruhkan setiap pukulan.
Apakah margin kapasitas Anda menyerap pajak tanpa hidup di katup pelepas?
Batasannya sekarang adalah drift kumulatif.
Pelat tebal melipatgandakan pajak tonase karena Anda sudah jauh ke dalam kurva beban. Tambahkan 30 persen pada pekerjaan 90 ton dan Anda bukan hanya menyetel — Anda menulis ulang gambaran tegangan mesin. Defleksi rangka meningkat. Permintaan crowning meningkat. Kompresi bantalan meningkat. Semuanya menumpuk.
Lalu ada panjang produksi. Cetakan baja, jika dirawat dengan benar, adalah alat seumur hidup. Bantalan urethane memburuk. Tidak secara katastrofi. Secara bertahap. Hari pertama dan hari ketiga tidak berperilaku sama di bawah pukulan identik. Artinya pengaturan kedalaman lipatan menjadi target yang bergerak selama ribuan pukulan.
Dalam produksi 5.000 bagian dengan toleransi ±0,5°, itu bukan asuransi permukaan — itu adalah koreksi proses berulang. Lebih banyak pemeriksaan. Lebih banyak penyesuaian. Lebih banyak peluang untuk tumpukan yang berakhir dengan “Seluruh palet ditolak.”
Perawatan bisa memperlambat kemerosotan. Simpan bantalan dalam posisi datar. Jaga tetap bersih. Hindari penetrasi berlebihan. Itu memperpanjang umur. Tidak menghilangkan kehilangan modulus. Anda tetap membayar pajak; Anda hanya menyebarkannya ke lebih banyak tagihan.
Jadi inilah sudut pandang yang ingin saya teruskan.
Menggunakan urethane bukanlah pilihan alat. Itu adalah model finansial. Anda setuju untuk membayar pajak tonase berulang, pajak stabilitas, dan pajak penggantian demi permukaan yang sempurna. Jika kesempurnaan permukaan adalah yang diaudit pelanggan dan toleransi sudut longgar, bayarlah. Jika toleransi mengendalikan perakitan dan margin kapasitas tipis, tinggalkan.
Sebelum Anda menyetujui penggunaan bantalan, kalikan tonase baja nyata Anda dengan 1,25, bandingkan dengan 70–80 persen dari peringkat press Anda, dan baca blok toleransi pada cetakan. Setelah itu, jawabannya tidak lagi bersifat filosofis.
Ini beroperasi.


















