

在车间灯光下,这块面板看起来完美无瑕。然后客户把它推到天窗下,淡淡的 V 形线像指纹一样显现出来。整整一托盘被退回。.
通常这时就会有人挥舞着聚氨酯 V 型模的宣传册说:“问题解决了。”听起来干净利落。听起来简单。其实并不。.
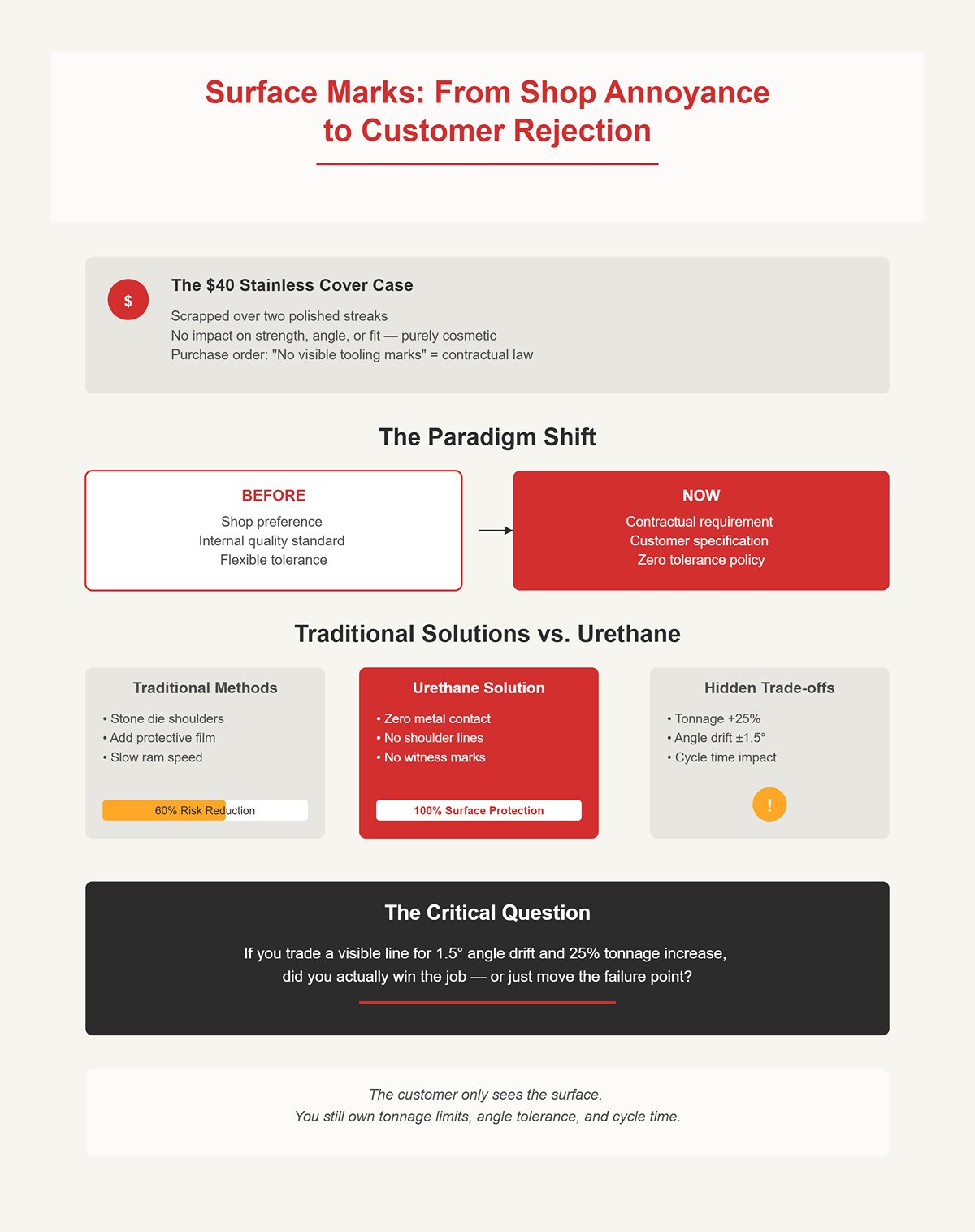
我曾亲眼看到一块 $40 不锈钢盖板因为两条光亮的划痕被报废,这些划痕丝毫没有影响强度、角度或装配。只是外观问题。但采购订单上写着“无可见模具痕迹”,这就是硬性规定。.
因此,表面光洁度不再是车间的偏好,而是合同要求。你可以打磨模具肩部,加保护膜,放慢滑块速度。风险依然存在。聚氨酯承诺零金属与金属接触。没有肩线,没有痕迹。这部分是真的。.
但改变讨论的关键在于:客户只看表面。你依然要承担吨位限制、角度公差和循环时间。如果你用一个可见的线条交换来了 1.5° 的角度漂移和 25% 的吨位增加,你是真的接下了这单,还是只是把失败点移到了别处?

初级工程师会说:“它还是 V 型模。开口一样。折弯扣除量一样。我们只要装上去就行。”
纸面上,也许如此。车间里,并非如此。.
钢制 V 型模:刚性肩部,几何形状固定。你可以按标准空气折弯表计算吨位,如果材料证明是真实的,误差在几个百分点以内。聚氨酯 V 型模:板料会先陷入可压缩垫中,才真正形成角度。你的部分滑块力用于弯金属,另一部分用于压缩橡胶。这就是吨位的“税”。.
我见过原本在钢模下用 60 吨运行的工件,换成聚氨酯后,在相同 3 毫米低碳钢条件下逐步接近 75 吨。这是 25% 的增加。对于 100 吨折弯机而言,这就是从轻松运行到担心安全阀的差别。你有为这个余量做预算吗?
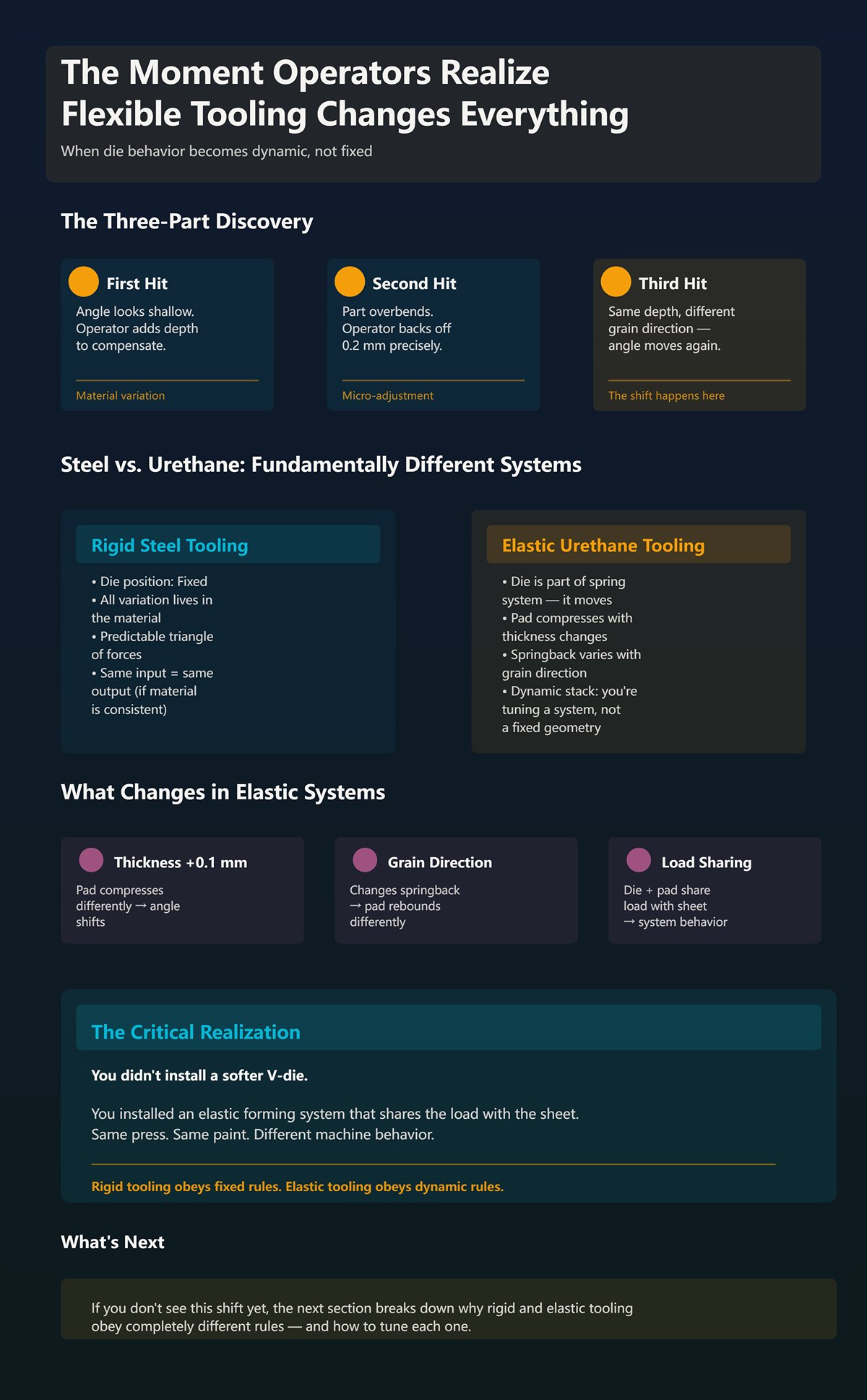
通常发生在第三个工件时。.
第一次冲压:角度看起来偏小。操作工加深冲程。第二次冲压:过弯。他回退 0.2 毫米。第三次冲压,相同深度,不同轧制方向——角度又变了。.
用钢模时,模具不会动。所有变化都在材料中。用聚氨酯时,模具是弹簧系统的一部分。厚度增加 0.1 毫米?垫子的压缩就不一样。轧制方向改变回弹?垫子的回弹也不同。现在你调整的是动态组合,而不是固定三角形。.
你需要意识到的转变是:你安装的不是更软的 V 型模,而是一个与板料分担负荷的弹性成形系统。同一台折弯机,同样的涂装,不同的机器行为。.
如果你还没看出来,那么下一部分我们将拆解为什么刚性工装和弹性工装遵循完全不同的规律。.
做一个简单的工件:3毫米低碳钢,8×材料厚度的V形开口,空气折弯到90°。在钢模中,冲头下降,板材接触两个刚性肩部,模具不移动。模具在工具上的可测量挠度为零。所有几何形状都固定在钢中,所有变形都发生在板材上。.
现在换成一个具有相同名义开口的聚氨酯V形垫。第一次接触不是板材接肩,而是板材接触弹性块。金属在大约250 MPa屈服之前,聚氨酯开始压缩。所以冲程的一部分用于弯曲钢材,而另一部分用于压缩聚合物。同一系统中叠加了两条不同的应力–应变曲线。.
这一事实会重写你的设置表。.
在钢空气折弯中,内半径跟随V形开口。缩窄V形开口,吨位呈指数上升;加宽它,吨位下降。模具几何形状决定弯曲情况。使用聚氨酯时,“V形开口”在负载下不再固定。它会变形。肩部微观扩张,接触面积增加,板材在真正的弯曲力矩建立之前会下沉得更深。开口宽度与内半径之间的关系变成依赖负载而不是几何形状。.
你不再只是选择模具宽度了。你是在选择模具在受力下允许移动多少。你是否在弯曲扣除中考虑了这种位移,是还是不是?
我见过一个在钢V形模具中需要60吨的工件,在同一台压力机上用聚氨酯爬升到75吨。相同的材料。相同的厚度。相同的角度。这是一个增加了25%的幅度。不是因为钢变得更坚固,而是因为冲程的前10–20%花在压缩垫子上,在板材产生完全的弯曲应力之前。.
这就是吨位税。.
在钢工具中,模具立即产生抵抗。滑块力量几乎直接转化为弯曲力矩。在聚氨酯中,力量首先变为储存在垫子中的应变能。只有在足够压缩之后,板材才能获得相同的有效杠杆。你是在付出力量去移动模具的位置,然后才能移动金属。.
而这些储存的能量不会消失。它会反推。当冲头回缩时,垫子反弹,将自己的弹性恢复叠加到板材的回弹上。现在模具是系统中的一个主动弹簧,而不是被动支撑。.
操作员会感到这种一致性问题。厚度增加0.1毫米?垫子压缩更多,改变了接触压力分布。晶粒方向改变屈服强度?垫子会变形以适应,从而改变中性轴的位置。在钢模中,变化主要存在于板材中。在聚氨酯中,变化存在于板材和模具中。.
你不再是在对付一个弹簧。你是在对付两个耦合弹簧,它们具有不同的模量和不同的滞后曲线。你真的认为你的旧吨位图还能适用吗?
情况会变得糟糕。在钢空气折弯中,你会折叠一个可预测的量——比如对低碳钢来说是2°——然后就完成了。模具在两次命中之间不会改变形状。如果材料证书是真实的,你的角度偏差可能会在调好后保持在±0.5°以内。.
在聚氨酯中,你所需的过折弯与该次压缩垫子的程度有关。更多压缩意味着更多储存的弹性能量。更多储存的能量意味着在滑块抬起时会有更多回弹。所以过折弯不仅是在补偿金属回弹,还在补偿工具回弹。.
而压缩取决于负载。.
负载取决于厚度、屈服强度,甚至取决于垫子沿长度方向V形开口宽度的微小变化。因为聚氨酯会适应,它会通过变形来“容忍”厚度变化。这在宣传册里听起来很宽容。在车间里,这意味着每次换卷时你的弯曲角度都会漂移,因为模具是在吸收变化而不是抵抗变化。.
尝试做一个锐利的30°急弯。在钢中,你选择正确的V,确认吨位并控制深度。在聚氨酯中,高局部应变可能超过垫子的强度极限,加速磨损或迫使你打开V以降低应力。打开V,你的内半径增加。即使还没争论角度,工件规格就已经不合格了。.
所以当有人告诉你聚氨酯只是一个更干净的表面解决方案时,问问自己:你是否准备好针对一个每次负载循环都改变刚度的模具校准过折弯,还是你指望刚性几何形状来为你完成这项工作?
你问过在模具本身在负载下移动时,如何计算吨位和过弯量。.
从一个真实的作业开始。1毫米的低碳钢,6毫米开口的V型模,90°空气弯折。在钢制V模中,你可能每米需要大约8–10吨。你的100吨压力机轻松应付。现在换成宣称为“直接替换”的聚氨酯V垫。同样的板材,同样的角度。机器在角度开始闭合前就爬升到35–45吨。.
金属没有变化。额外的25–35吨进入了垫子。.
这就是吨位税。它不是一次性支付,你每一次冲程都要付,而且是直接从可用的压力机容量中扣除。如果你的钢模设置需要40吨,用聚氨酯前要预期为55至80吨才能看到相同的弯折开始。如果你的压力机之前在70%容量运行,你刚刚让它进入了红区。你还称这为外观升级吗?
我们讨论的是机制,不是营销。.
聚氨酯的行为像非线性弹簧。在冲程早期,它的模量很低。随着应变增加,有效刚度急剧上升。这意味着冲程的前几毫米主要是在压缩聚合物,而不是弯折钢材。直到垫子足够压紧,变得半刚性,板材才会承受完整的弯曲力矩。.
制造商私下承认倍数:3×很常见。在更紧的V条件下,4×到6×并不少见。我见过同一台机器上60吨的钢作业在聚氨酯下超过75吨。这是温和情况下的1.25×倍数。在更紧的几何结构下,我见过它接近2×甚至更高。.
为什么?
因为垫子抵抗均匀压缩。在冲头尖下,它在被垂直压碎的同时会横向伸长。在形成板材之前,你要克服聚合物内部的剪切力。从标准空气弯公式计算出来的力只考虑了金属的屈服。聚氨酯在串联中加了第二条应力–应变曲线。.
所以你的实际计算变为:
钢吨位 × 聚氨酯倍数(保守值1.3–2.0,在紧V或者更高硬度的情况下3.0+)= 所需的机器吨位。.
这还没考虑到偏载。一个100吨的压力机在120英寸范围内可能限制在中心线上每英寸约1.3–1.4吨。聚氨酯不会在两个肩部均匀加载,它会不可预测地分布压力。局部热点即使在总吨位看起来“安全”的情况下也可能超过中心线限制。”
你认为你的压力机额定100吨。它额定的100吨是通过压缩橡胶块分布的吗,是还是不是?
在首件中观察滑块位置指示器。.
用钢模具,角度变化几乎立即跟随滑块深度。用聚氨酯,你可能行程1–3毫米,角度才会有显著变化。这段行程储存在垫子的应变能中。机器在做功,但板材还没开始弯折。.
那损失的行程就是位移惩罚。.
在液压折弯机上,随着深入,力随之上升。如果你的冲程中有20%只是用来压缩聚氨酯,那么在有效弯折开始前,一部分可用的力曲线就已经被消耗。你的压力机可能在冲程早期就达到压力上限,封顶了剩下可用于实际弯折的能力。.
更糟的是,那储存的能量会回来。当滑块回退时,垫子会反弹。现在你要从角度修正中减去垫子的回弹。你压缩得越多——意味着你付出的吨位越多——它推回的力量就越大。.
所以机器额定容量的一部分从未以有用的方式传递到金属上。它被绑在压缩和释放聚合物上,像一个减震器一样。.
如果你的刹车在钢材10英尺3毫米的作业中已经勉强,那么当行程和力曲线的15–30%被垫片压缩消耗时会发生什么?
现在取4毫米的低碳钢。同样的聚氨酯垫片,标注为“轻到中等厚度”。你开始折弯。吨位快速飙升——比你的钢材图表预测的快得多。垫片接近压缩极限。它的细胞正在塌陷。它不再表现为柔顺的模具,而开始表现为一个密实的块体。.
此时,两件事发生。.
首先,倍增器爆炸。厚度为1毫米时是1.5×,当接近垫片的应变极限时会变成2×或3×。其次,接触压力局部化。不再温和地分散负载,半压实的聚氨酯更直接地传递力量,如果存在碎屑或硬夹杂物,你的“无划痕”方案就会开始印痕。.
这就是你的量规上限。不是宣传册中的“最高可达6毫米”。真正的上限是为了达到角度所需的压缩接近垫片的弹性极限的地方。超出此限,你实际上就是用液压机压到底一个橡胶块。.
偏移棒和定制垫片可以将上限推高。你可以调整硬度和厚度,以降低特定作业的倍增器。但那是围绕负担设计系统,而不是消除它。.
所以,在你因为采购订单写了“无可见工具印痕”,且这是规定,就准备在5毫米不锈钢板上使用聚氨酯之前,请回答这个问题:你的压力机是否有额外的30–80%吨位余量来支付这个负担而不会在下一项作业中卡住?
你要在设置之前知道,这项作业和压力机是否有足够的实际余量来使用聚氨酯。.
这是我在现场的检查方法。我从图表中取钢材空气折弯的吨位,保守地乘以1.5作为聚氨酯系数,然后查看两个数字:工作长度下的可用机器吨位,以及零件公差。如果乘后的吨位将刹车推过其中心线额定值的80%,而图纸要求±0.5°或更紧,我已经知道我们是在没有缓冲的情况下运作。这还没谈到磨损。.
因为真正的问题不仅仅是峰值力量。弹性模具会随着时间将一个固定的几何问题变成一个移动目标。.
钢模具给你的是阶跃变化:削损后你会立即看到。聚氨酯给你的是坡度。你这里失去0.1°,那里失去0.2°,直到你的检验表悄悄变红。整托板被拒收。你没有更改程序。垫片在你身下发生了变化。.
这就是你要承担的降解曲线。.
想象一个3毫米304不锈钢支架,相当于8×V的几何结构,90°折弯,公差±0.5°。使用钢模具时,你可能会多折1.5–2°来抵消材料回弹,并在两次冲压后调好。一旦设定,角度变化会紧跟着滑块深度,因为模具不会移动。.
现在在它下面放一个90A的聚氨酯垫片。.
首先,垫片在板材受全折弯矩之前会压缩1–3毫米。然后板材屈服。接着回程时,板材回弹。而垫片也回弹。两个弹性系统串联。.
如果不锈钢想要恢复1.8°,而垫片的回弹根据你压缩的程度有效地卸掉了额外的零点几度,你的补偿数值就不再仅与金属相关了。它与垫片应变相关。批次厚度改变0.1毫米,就会改变垫片压缩。长时间作业中垫片温度变化,就会改变模量。回弹叠加就会变化。.
一些供应商会告诉你聚氨酯“减少回弹误差”。在薄软材料且浅 penetration 的情况下,这可能是真的,因为垫片保持更广接触,可以稳定半径。我曾在1毫米喷涂铝材上看到过这种效果,当时钢V口太宽、半径漂移,聚氨酯帮了忙。.
但是,当进入更硬的材料、更高的渗透力或更紧的角度时,垫子的可变刚度就成了主导因素。你付出的吨位越多,储存的能量就越多,回弹在最终角度中的作用也就越大。你不再只是补偿金属的变化;你还在补偿每个循环中都会演变的聚合物疲劳。.
你准备好把模具当作具有变化弹性系数的消耗性弹簧来对待了吗?是还是不是?
钢制 V 型模肩部崩角的话,下一个工件的表面就会出现一道痕迹。这是二元的。好,然后坏。.
聚氨酯不会那样失效。.
想象一个假设的生产:5,000 个预拉丝不锈钢的橱柜门框,±0.7° 公差,运行速度为每小时 60 次冲程。第一天,你将程序设置为 91.6° 来得到成品的 90.0°。到第 2,000 个零件时,你微调至 91.8°;到第 4,000 个零件时,达到 92.1°。没有人惊慌,因为每次调整都很小。但垫子已经发生了压缩形变——由于反复应变造成的永久变形。它的有效高度和刚度已经改变。.
你找不到一个整齐的公布曲线告诉你“聚氨酯在 10,000 次循环后损失 X% 刚度”。这正是问题所在。疲劳取决于负载、邵氏硬度和值温。较硬的垫子抗压痕,但内部应力更高;较软的垫子保护表面,但压缩更深、升温更快。.
我曾见过一个 $40 的不锈钢盖板因为两道镜面拉痕被报废,这不影响强度、角度或配合,但表面就是标准。但我也见过角度漂移吃掉了一上午的产量,因为在第 1 个零件时“稳定”的垫子,在第 3,000 个零件时已经不是同一个工具了。.
对于钢材,当某个地方断裂时,你的控制图会跳变。而对于聚氨酯,它是缓坡式变化。你的 SPC 是否足够严密,能在客户之前发现 0.2° 的漂移?
| 主题 | 详情 |
|---|---|
| 标题 | 灾难性崩角 vs. 隐性疲劳:跟踪在 10,000 次循环中的精度下降 |
| 钢材失效模式 | 钢制 V 型模肩部崩角的话,下一个工件的表面就会出现一道痕迹。这是二元的。好,然后坏。. |
| 聚氨酯失效模式 | 聚氨酯不会那样失效。. |
| 假设生产运行 | 想象一个假设的生产:5,000 个预拉丝不锈钢的橱柜门框,±0.7° 公差,运行速度为每小时 60 次冲程。第一天,你将程序设置为 91.6° 来得到成品的 90.0°。到第 2,000 个零件时,你微调至 91.8°;到第 4,000 个零件时,达到 92.1°。没有人惊慌,因为每次调整都很小。但垫子已经发生了压缩形变——由于反复应变造成的永久变形。它的有效高度和刚度已经改变。. |
| 缺乏可预测的疲劳数据 | 你找不到一个整齐的公布曲线告诉你“聚氨酯在 10,000 次循环后损失 X% 刚度”。这正是问题所在。疲劳取决于负载、邵氏硬度和值温。较硬的垫子抗压痕,但内部应力更高;较软的垫子保护表面,但压缩更深、升温更快。. |
| 现实后果 | 我曾见过一个 $40 的不锈钢盖板因为两道镜面拉痕被报废,这不影响强度、角度或配合,但表面就是标准。但我也见过角度漂移吃掉了一上午的产量,因为在第 1 个零件时“稳定”的垫子,在第 3,000 个零件时已经不是同一个工具了。. |
| SPC与漂移 | 对于钢材,当某个地方断裂时,你的控制图会跳变。而对于聚氨酯,它是缓坡式变化。你的 SPC 是否足够严密,能在客户之前发现 0.2° 的漂移? |
聚氨酯垫的前期成本可能低于精密研磨分段 V 型模。这是宣传册上的亮点。.
现在用工厂的方式来算算账。假设一套钢模可以运行 100,000 次冲压才需要重新打磨,且角度可以始终保持在 ±0.3° 内,只需最少修正。而你的聚氨酯垫在中等负载的不锈钢工作下,每隔几千次冲压就要调整角度补偿,并且在大约 15,000–20,000 次后尺寸已不再可靠。我不给你一个通用数值——因为没有——但这个范围在真实车间并非虚构。.
每一次垫子的更换都是新的采购订单。每一次生产过程中的重新检验都是操作员的时间。每一次角度漂移都是检测劳动和潜在的报废。还要记住吨位税:如果你一开始就在机器容量的 85–90% 范围内操作,你就是在加速折弯机本身的磨损——液压、挠度补偿系统、滑块导轨。.
这是重复发生的费用,而不是一次性的模具选择。.
如果工作对外观要求极高、产量低,并且完全在机器真实容量余量之内,聚氨酯可能是正确的选择。以可预测的耗材成本换取完美的表面。不错。.
但是如果你接近吨位上限、保持紧角度,并计划长时间生产运行,你买的就不是一个解决划痕的问题,而是签下了额外的力消耗、角度漂移,以及需要像切削油一样预算的更换周期。.
那么当你给工作报价时,你是否把垫片视为具有刚度下降曲线的磨损件,还是仍然假装它只是一个柔软的V型模?
你真正要问的问题是:如果聚氨酯是一个附带吨位税的消耗性弹簧,是否有更便宜的方法能消除划痕而不需要重写容量表?
先看局限性。钢模具会留下印记,因为钢比你的零件硬,而且每一处氧化皮、毛刺或肩部磨损在负载下都会传递到表面。这种接触压力是真实存在的。在紧V开口上,你是在沿两条线集中力量。但模具本身不动。没有永久压缩变形。没有模量漂移。几何形状保持不变。.
现在在钢上铺一层牺牲膜——聚氨酯胶带、麦拉膜,或供应商卖给你的任意卷材。.
你引入了一个薄且可替换的缓冲层,而不是把整个下模变成海绵。.
薄膜会变形几十分之一毫米。它稍微扩展接触面积。它吸收轻微的杂质压印。但你的载荷路径仍然是钢-滑块-机架。你的吨位表不变。你的弓形计算不变。你的角度补偿依然跟踪金属回弹,而不是聚合物反弹。.
这很重要。.
如果一条$20薄膜能消除80%的压痕并且不增加任何吨位,你不仅解决了外观问题——你还躲避了垫片压缩、漂移和更换的重复成本。薄膜磨损了?撕掉即可。下面的模具没有改变高度、刚度或形状记忆。.
所以,不,薄膜不会让聚氨酯过时。.
但它迫使你思考为什么要为100%的划痕免疫性而不是80%付费。.
让我们谈谈工厂里真正耗费时间的事情。.
给模具贴胶带很烦。你清理肩部,铺平胶带条,修剪,做一次试冲,并检查是否起皱。在短批次生产——比如200件外观板件——这多花十分钟。操作员经验不足的话可能十五分钟。当胶带被咬坏,你重新贴。是繁琐的工作。.
但第一次弯曲的角度和你以前得到的一样。.
调整聚氨酯块是另一回事。你不仅是在保护表面;你是在建立全新的载荷-挠度关系。第一次冲击比你想的要软。你增加压入量。垫片压缩比预期更多。现在你在追角度,因为金属和垫片都在回弹。在较厚材料上,你可能发现相比等效钢V型模需要20–30%的额外力,这取决于你压入垫片的深度。.
这不是宣传册上的说法。这是气缸压力的实际情况。.
而如果你在一台100吨的折弯机上已经用钢模运行在75–80吨,你没有额外30%的力度储备。你是在从安全余量里借,从密封件里借,从导轨里借。.
那么,你更喜欢哪种安装摩擦:用胶带卷花十分钟,还是花半小时反复调整深度外加永久减少可用吨位?
回答这个问题时,请考虑你机器的铭牌参数。.
这就是宣传册开始沉默的地方。.
因为有时候,80%并不够。我曾亲眼看过整托货被退回,只因为有些模具线必须在灯光下倾斜才能看到。但采购订单写着“无可见工装痕迹”,这就是铁律。在那个世界里——建筑用不锈钢、家电面板、预制成品板——“基本干净”和“手术级干净”之间的差距,就是付钱和不付钱的差距。.
这时候,聚氨酯就发挥作用了。.
低批量,宽余量,适中角度,本来会显露每个肩部缺陷的材料。表面是合同中的重中之重,并且你可以把垫子视为一次性消耗品按批预算。.
但如果你在±0.5°公差下折弯3毫米不锈钢,数量高达5000件,而且已经在管理钢材的角度漂移,那么在零件下加一层弹性垫并不是一个外观调整,而是对工艺的结构性改变。你会在吨位余量、角度监测以及更换频率上付出代价。.
所以,干脆这样清楚地表述。.
钢材加保护膜:小的重复性麻烦,对物理影响最小,外观问题部分缓解。.
实心聚氨酯垫:几乎完全的外观保护,但伴随持续的吨位“税”和每次冲压后逐渐衰减的弹簧。.
如果工件确实需要零可见痕迹,而且你的机器有30%的闲置能力,聚氨酯是正确选择。如果你接近吨位上限或者在长批次中保持严格角度公差,那么钢加膜可能是更聪明的折衷。.
你是在为表面买保险,还是在为一个胶带就能解决的问题重写你的工艺物理?
限制很简单:你的压力机有铭牌参数,它不会在意宣传册。.
在你选择聚氨酯之前,用铅笔算一下。取这项工作已知的钢制工装吨位——不是图表上的值,而是你在实际达到深度时屏幕上看到的数值。先按保守的起点乘以1.25。如果接近垫子的工作极限或追求锐角,则用1.30。这就是你的吨位“税”估算。.
现在看你的机器。如果新数值让你超过额定能力的80%,那么你买的不是表面保护,而是在透支安全余量、密封寿命和机架刚性。如果它让你保持在70%以下且有修正冲程的空间,那么至少你有机械余地。.
这是第一道门槛——能力。.
第二道是角度稳定性。问问自己:图纸上的角度公差是多少,批量有多少?如果你在300个外观件上保持±1.5°,你是可以看护的。如果你在5000个零件上保持±0.5°,那你就是签约三班倒去对付一个会变形的弹簧。.
所以试金石不是“聚氨酯能防划痕吗?”而是:在增加25–30%的实际吨位并接受弹性漂移之后,你是否还有能力余量和公差余量——是或否?
当其中一个在负载下会发生变化时,你无法同时侍奉两个“主人”。.
钢材带来的是几何精度。内半径与V型开口成比例——在低碳钢中约为开口的16–17%——一旦设定了深度,就能重复一致。聚氨酯带来的是接触的宽容度,但半径部分来自垫块的形变,而不仅仅是V型的几何形状。穿透多几分之一毫米,你就会改变角度和实际半径。.
这意味着当外观与公差发生冲突时,你必须为它们排定优先级。.
我曾见过整托货被退回,只因为几条必须在光下倾斜才能看到的淡淡模具痕迹。但采购订单写着“无可见加工痕迹”,那就是硬性规定。在这种情况下,±1°的误差是可接受的,表面质量为发票买单。外观赢了。.
反过来看这种情况:外壳配合紧密,公差±0.5°,要与激光切割的框架配合。没人会在意折弯内侧的一条轻微印痕。配合为王。在这种层级中,公差胜出,而聚氨酯成了负担,因为它的柔性会损害角度的可预测性。.
所以当它们发生冲突——而且它们一定会——哪一个能让你拿到货款?
这里的限制是垫块寿命。.
聚氨酯是一种消耗性弹簧。每次冲击都会压缩、发热,并使它逐渐接近永久压缩形变。对于薄的预涂漆铝材或2 mm以内的#4不锈钢,吨位负担是可控的,因为基础力本就很低。向一个小数加25%,你的折弯机几乎察觉不到。.
在短期外观加工批次中——100、300,最多800个零件——你可以把垫块当作预算项来处理。为它做预算。软化时更换。每批首件检查角度。表面干净,没有映射肩痕,没有氧化皮痕。我见过一个$40不锈钢面盖仅因两条抛光划痕被报废,那些划痕并未影响强度、角度或配合。在这种环境里,垫块物有所值,因为完美是合同要求。.
但即便在这里,也要先算好账。如果钢模方案需要20吨,而聚氨酯预测为26吨,在100吨折弯机上没问题。如果钢模拉力是60吨而聚氨酯预测为75吨,而你的设备额定80吨,那你每一次冲压都在赌。.
你的产能余量能否吸收这笔“税”,而无需一直靠溢流阀运行?
现在的限制是累积漂移。.
厚板会放大吨位负担,因为你本已接近载荷曲线顶端。给90吨的作业再加30%,你不是在微调——而是在改写机器的受力图。机架挠度增加。需要更多的补偿。垫块压缩增加。一切叠加。.
然后是生产长度。钢模在正确使用的情况下是终身工具。聚氨酯垫会老化。不是剧烈的,而是渐进的。第一天和第三天,在相同行程下表现就不一样。这意味着你的折弯深度设定会在数千次冲压中不断变化。.
对于一个5000件、±0.5°公差的批次,这不是表面保险——而是一个反复的工艺修正。更多检查。更多调整。更多堆积误差导致“整托退货”的机会。”
维护可以延缓衰减。平放存放垫块。保持清洁。避免过度穿透。这样可以延长寿命。但无法消除模量的损失。你依然在缴这笔“税”,只是将它分摊到更多发票上。.
所以接下来你要带着这个视角。.
使用聚氨酯不是单纯的工装选择,而是一种财务模式。你是在用可重复的吨位成本、稳定性成本和更换成本来换取完美表面。如果客户验收的是表面完美而角度公差有余地,就付这笔钱。如果装配由公差驱动且产能余量很小,那就放弃。.
在你批准垫子之前,将你的实际钢材吨位乘以1.25,与压力机额定值的70–80%比较,并阅读图纸上的公差栏。之后,答案就不再是哲学上的问题。.
它是操作层面的。.


















