

Il pannello sembrava perfetto sotto le luci del negozio. Poi il cliente lo fece passare sotto un lucernario e le sottili linee a forma di V apparvero come impronte digitali. Intero pallet rifiutato.
Di solito è in quel momento che qualcuno sventola un dépliant di una matrice a V in poliuretano e dice: “Problema risolto.” Sembra pulito. Sembra semplice. Non lo è.
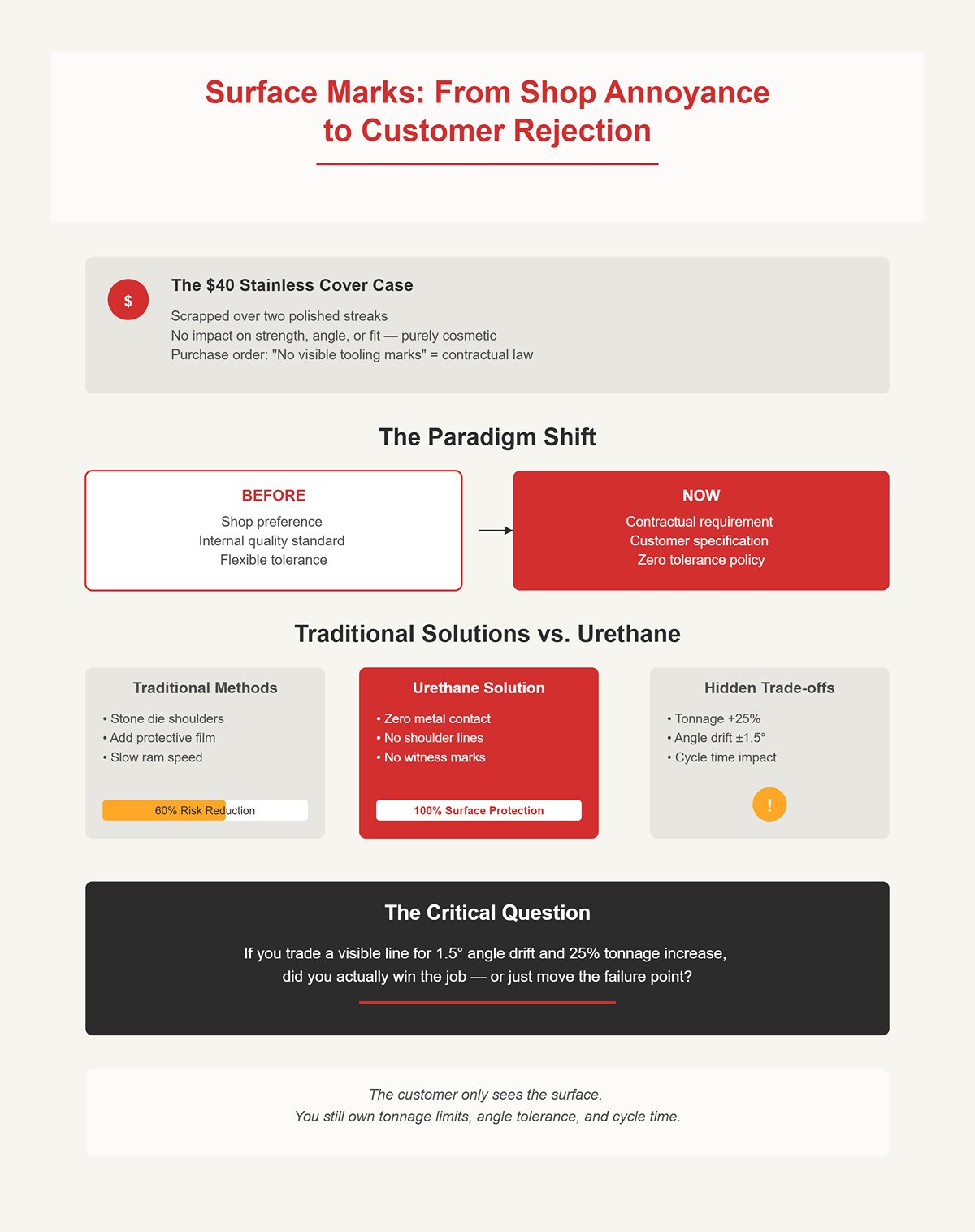
Ho visto un coperchio in acciaio inox $40 finire scartato per due striature lucide che non alteravano resistenza, angolo o adattamento. Estetico. Ma l’ordine d’acquisto diceva “nessun segno visibile degli utensili”, e quella è legge.
Quindi ora la finitura superficiale non è una preferenza dell’officina; è un requisito contrattuale. Puoi smussare le spalle della matrice, aggiungere pellicola, rallentare il pistone. Ancora rischioso. Il poliuretano promette zero contatto metallo su metallo. Nessuna linea di spalla. Nessun segno visibile. Quella parte è reale.
Ma ecco cosa cambia la conversazione: il cliente vede solo la superficie. Tu mantieni comunque i limiti di tonnellaggio, la tolleranza dell’angolo e il tempo ciclo. Se scambi una linea visibile per una deriva dell’angolo di 1,5° e un aumento di tonnellaggio di 25%, hai davvero vinto il lavoro — o hai solo spostato il punto di fallimento?

Un ingegnere junior dirà: “È comunque una matrice a V. Stessa apertura. Stessa deduzione di piega. La inseriamo semplicemente.”
Sulla carta, forse. Sul pavimento, no.
Matrice a V in acciaio: spalle rigide, geometria fissa. Calcoli il tonnellaggio da una tabella standard di piega ad aria e sei entro pochi punti percentuali se il certificato del materiale è affidabile. Matrice a V in poliuretano: il foglio affonda in un cuscinetto comprimibile prima di formare un vero angolo. Parte della forza del pistone va nel piegare il metallo. Parte va nello schiacciare la gomma. Questa è la tassa del tonnellaggio.
Ho visto lavori che a 60 tonnellate con acciaio salivano a 75 quando passati al poliuretano sullo stesso acciaio dolce da 3 mm. È un aumento di 25%. Su una pressa da 100 ton, è la differenza tra lavorare serenamente e sudare sulle valvole di scarico. Stai prevedendo quel margine, sì o no?
Di solito accade al terzo pezzo.
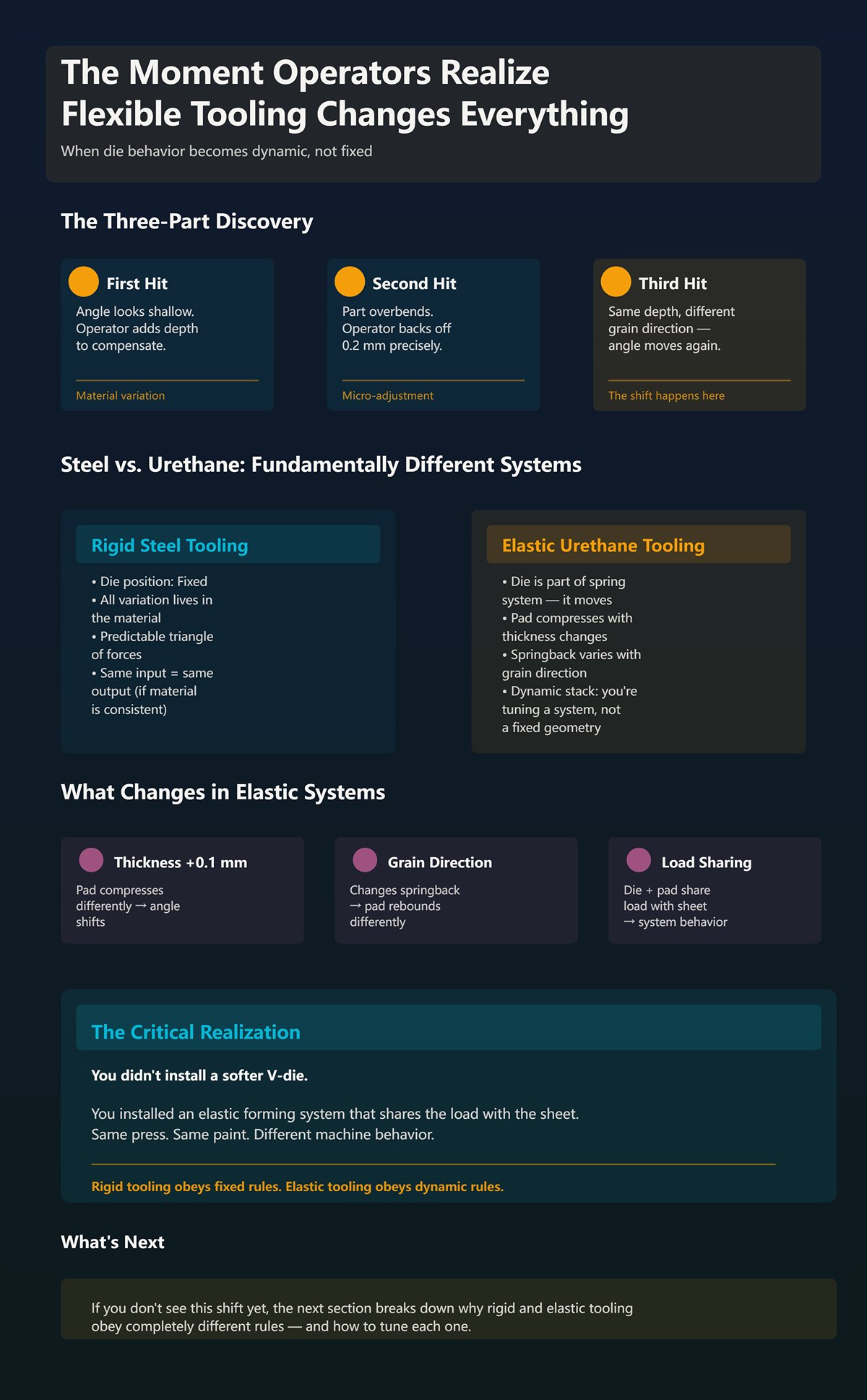
Primo colpo: l’angolo sembra poco profondo. L’operatore aumenta la profondità. Secondo colpo: sovrapiega. Riduce di 0,2 mm. Terzo pezzo, stessa profondità, direzione delle fibre diversa — l’angolo cambia di nuovo.
Con l’acciaio, la matrice non si muove. Tutta la variazione sta nel materiale. Con il poliuretano, la matrice fa parte del sistema di ritorno elastico. Spessore aumentato di 0,1 mm? Il cuscinetto si comprime diversamente. Cambia la direzione delle fibre e il ritorno elastico? Il cuscinetto si espande diversamente. Ora stai regolando uno stack dinamico, non un triangolo fisso.
Questo è il cambio di mentalità che devi fare: non hai installato una matrice a V più morbida. Hai installato un sistema di formatura elastico che condivide il carico con il foglio. Stessa pressa. Stessa vernice. Comportamento della macchina diverso.
Se non lo vedi ancora, la prossima sezione è quella in cui spieghiamo perché gli utensili rigidi ed elastici seguono regole completamente diverse.
Prendiamo un lavoro semplice: acciaio dolce da 3 mm, apertura a V pari a 8× lo spessore del materiale, piega in aria a 90°. In una matrice d’acciaio, il punzone scende, il foglio tocca due spalle rigide e la matrice non si muove. Zero deformazione misurabile negli utensili. Tutta la geometria è fissata in acciaio e tutta la deformazione avviene nel foglio.
Ora sostituisci con un cuscinetto a V in poliuretano con la stessa apertura nominale. Il primo contatto non è tra lamiera e spalla, ma tra lamiera e blocco elastico. Prima che il metallo snervi a circa 250 MPa, il poliuretano inizia a comprimersi. Quindi parte della corsa del punzone serve per piegare l’acciaio, e parte per schiacciare il polimero. Due curve sforzo-deformazione diverse impilate nello stesso sistema.
Questo singolo fatto riscrive il tuo foglio di setup.
Nella piegatura in aria con acciaio, il raggio interno segue l’apertura a V. Stringi la V e il tonnellaggio cresce esponenzialmente; allarghi e il tonnellaggio cala. La geometria della matrice governa la piega. Con il poliuretano, l“”apertura a V” non è più fissata sotto carico. Si deforma. Le spalle si allargano microscopicamente, la superficie di contatto cresce, e il foglio affonda più in profondità prima che si sviluppi il vero momento di piegatura. La relazione tra larghezza dell’apertura e raggio interno diventa dipendente dal carico anziché geometrica.
Non stai più solo selezionando la larghezza della matrice. Stai selezionando quanto la matrice è autorizzata a muoversi sotto forza. Stai tenendo conto di quello spostamento nel tuo calcolo della deduzione di piega, sì o no?
Ho visto un lavoro che richiedeva 60 tonnellate in una matrice a V in acciaio salire a 75 tonnellate con il poliuretano sulla stessa pressa. Stesso materiale. Stesso spessore. Stesso angolo. È un aumento del 25%. Non perché l’acciaio sia diventato più resistente, ma perché le prime 10–20% della corsa vengono spese per comprimere il cuscinetto prima che si sviluppi il pieno sforzo di piegatura nella lamiera.
Questa è la tassa sul tonnellaggio.
Con gli utensili in acciaio, la matrice resiste immediatamente. La forza del punzone si converte quasi direttamente in momento di piegatura. Con il poliuretano, la forza diventa prima energia elastica immagazzinata nel cuscinetto. Solo dopo sufficiente compressione il foglio riceve la stessa leva effettiva. Paghi forza per spostare la matrice prima di poter piegare il metallo.
E quell’energia immagazzinata non scompare. Spinge indietro. Quando il punzone si ritrae, il cuscinetto rimbalza, aggiungendo il proprio recupero elastico a quello della lamiera. Ora la matrice è una molla attiva nel sistema, non un semplice supporto passivo.
Gli operatori percepiscono questo come incoerenza. Spessore aumentato di 0,1 mm? Il cuscinetto si comprime di più, modificando la distribuzione della pressione di contatto. Direzione della fibra che cambia resistenza a snervamento? Il cuscinetto si deforma per adattarsi, alterando la posizione dell’asse neutro. Con l’acciaio, la variazione sta principalmente nel foglio. Con il poliuretano, la variazione sta sia nel foglio che nella matrice.
Non stai più combattendo contro una molla. Stai combattendo contro due molle accoppiate con moduli diversi e curve di isteresi differenti. Pensavi davvero che la tua vecchia tabella del tonnellaggio fosse ancora valida?
Ecco dove diventa problematico. Nella piegatura in aria con acciaio, sovrapieghi una quantità prevedibile—diciamo 2° per quell’acciaio dolce—e hai finito. La matrice non cambia forma tra un colpo e l’altro. Se il certificato del materiale è veritiero, la variazione dell’angolo potrebbe restare entro ±0,5° una volta impostata.
Con il poliuretano, il sovrapiegamento necessario è legato a quanto il cuscinetto si è compresso in quel colpo. Maggiore compressione significa più energia elastica immagazzinata. Più energia immagazzinata significa più rimbalzo quando il punzone si solleva. Quindi il sovrapiegamento non compensa solo il ritorno elastico del metallo; compensa anche il ritorno elastico dell’utensile.
E la compressione dipende dal carico.
Il carico dipende da spessore, limite di snervamento, e persino da variazioni minime nella larghezza dell’apertura a V lungo il cuscinetto. Poiché il poliuretano si conforma, “tollera” la variazione di spessore deformandosi attorno ad essa. Sembra indulgente su una brochure. In officina, significa che l’angolo di piega varia a ogni cambio di coil perché la matrice assorbe la variazione invece di resisterle.
Prova a realizzare una piega acuta di 30°. Con l’acciaio, scegli la V corretta, confermi il tonnellaggio e controlli la profondità. Con il poliuretano, un’elevata deformazione locale può superare il limite di resistenza del cuscinetto, accelerando l’usura o costringendoti ad aprire la V per ridurre lo sforzo. Apri la V e il raggio interno cresce. Ora il tuo pezzo è fuori specifica prima ancora di discutere sull’angolo.
Quindi quando qualcuno ti dice che il poliuretano è solo una soluzione per una superficie più pulita, chiediti: sei pronto a calibrare il sovrapiegamento contro una matrice che cambia rigidità a ogni ciclo di carico, o contavi sulla geometria rigida per fare quel lavoro al posto tuo?
Hai chiesto come calcolare il tonnellaggio e l’overbend quando la matrice stessa si muove sotto carico.
Partiamo da un lavoro reale. Acciaio dolce da 1 mm, apertura a V da 6 mm, piega ad aria a 90°. In una matrice a V in acciaio, potrebbero servire circa 8–10 tonnellate per metro. Il tuo pressa da 100 tonnellate lo gestisce senza problemi. Ora sostituisci con un cuscino in poliuretano a V pubblicizzato come “sostituzione diretta”. Stesso foglio. Stesso angolo. La macchina sale a 35–45 tonnellate prima che l’angolo inizi persino a chiudersi.
Nel metallo non è cambiato nulla. Le 25–35 tonnellate extra sono finite nel cuscino.
Questo è il “tonnage tax”. Non lo paghi una volta sola. Lo paghi ad ogni corsa, e viene sottratto direttamente alla capacità disponibile della tua pressa. Se il tuo setup in acciaio richiedeva 40 tonnellate, aspettati 55–80 tonnellate con il poliuretano prima di vedere iniziare la stessa piega. Se la tua pressa funzionava a capacità 70% prima, l’hai appena spinta in zona rossa. Lo stai ancora chiamando un miglioramento estetico?
Parliamo di meccanismo, non di marketing.
Il poliuretano si comporta come una molla non lineare. All’inizio della corsa, il suo modulo è basso. Con l’aumentare della deformazione, la rigidità effettiva cresce bruscamente. Ciò significa che i primi millimetri di corsa del premistampo servono principalmente a comprimere il polimero, non a piegare l’acciaio. Il foglio non riceve il momento di piega completo finché il cuscino non è abbastanza compattato da comportarsi in modo semi-rigido.
I produttori ammettono tacitamente il moltiplicatore: 3× è comune. In condizioni di V più strette, non è raro arrivare a 4× o 6×. Ho visto un lavoro da 60 tonnellate con acciaio salire oltre le 75 tonnellate con poliuretano sulla stessa macchina. Questo è un moltiplicatore di 1,25× in un caso lieve. In geometrie più strette, l’ho visto avvicinarsi a 2× e oltre.
Perché?
Perché il cuscino resiste alla compressione uniforme. Sotto la punta del punzone, si allunga lateralmente mentre viene schiacciato verticalmente. Stai vincendo la resistenza interna al taglio del polimero prima di formare il foglio. La forza che calcoli con le formule standard di piega ad aria tiene conto solo della snervatura del metallo. Il poliuretano aggiunge una seconda curva sforzo–deformazione in serie.
Quindi il tuo calcolo pratico diventa:
Tonnellaggio per acciaio × moltiplicatore poliuretano (1,3–2,0 conservativo, 3,0+ in V strette o scenari con durezza maggiore) = tonnellaggio macchina richiesto.
E questo prima di considerare il carico fuori centro. Una pressa da 100 tonnellate su 120 pollici potrebbe essere limitata a circa 1,3–1,4 tonnellate per pollice lungo la linea centrale. Il poliuretano non carica in modo pulito su due spalle; distribuisce la pressione in modo imprevedibile. Punti caldi locali possono superare i limiti della linea centrale anche quando il tonnellaggio totale sembra “sicuro”.”
Pensi che la tua pressa sia valutata per 100 tonnellate. È valutata per 100 tonnellate distribuite attraverso un blocco di gomma in compressione, sì o no?
Osserva l’indicatore di posizione del premistampo durante il primo pezzo.
Con utensili in acciaio, la variazione dell’angolo segue la profondità del premistampo quasi immediatamente. Con il poliuretano, puoi fare un’escursione di 1–3 mm prima che l’angolo cambi in modo significativo. Quella corsa viene immagazzinata come energia elastica nel cuscino. La macchina sta lavorando. Il foglio non sta ancora piegando.
Quella corsa persa è la penalità di spostamento.
Su una pressa piegatrice idraulica, la forza aumenta con la penetrazione. Se 20% della tua corsa viene spesa solo per compattare il poliuretano, allora una parte della curva di forza disponibile viene consumata prima che inizi la piega effettiva. La tua pressa potrebbe raggiungere il limite di pressione prima nella corsa, limitando ciò che resta per la piega reale.
Peggio ancora, quell’energia immagazzinata ritorna. Quando il premistampo si ritrae, il cuscino rimbalza. Ora stai sottraendo il recupero elastico del cuscino dalla correzione dell’angolo. Più lo hai compresso—cioè più tonnellaggio hai pagato—più spinge indietro.
Quindi parte della capacità nominale della tua macchina non raggiunge il metallo in modo utile. È impegnata a comprimere e rilasciare il polimero come un ammortizzatore.
Se il tuo freno era al limite su un lavoro in acciaio da 3 mm lungo 10 piedi, cosa succede quando 15–30% della sua corsa e curva di forza vengono assorbiti dalla compressione del tampone?
Ora prendi acciaio dolce da 4 mm. Stesso tampone in poliuretano classificato per “calibri leggeri o medi.” Inizi la piega. La tonnellatura aumenta rapidamente—molto più velocemente di quanto previsto dal tuo grafico per l’acciaio. Il tampone si sta avvicinando al suo limite di compressione. Le sue celle stanno collassando. Smette di comportarsi come una matrice cedevole e inizia ad agire come un blocco denso.
In quel momento accadono due cose.
Primo, il moltiplicatore esplode. Quello che era 1,5× a 1 mm di spessore diventa 2× o 3× quando ti avvicini al limite di deformazione del tampone. Secondo, la pressione di contatto si localizza. Invece di distribuire il carico dolcemente, il poliuretano semi-compattato trasmette la forza più direttamente, e la tua soluzione “senza graffi” inizia a lasciare impronte se esistono detriti o inclusioni dure.
Questo è il tuo soffitto del calibro. Non il “fino a 6 mm” della brochure. Il vero limite è dove la compressione necessaria per ottenere l’angolo si avvicina al limite elastico del tampone. Oltre a questo, stai effettivamente mandando a fondo corsa un blocco di gomma con una pressa idraulica.
Barre di deflessione e tamponi personalizzati possono spingere quel limite verso l’alto. Puoi regolare durometro e spessore per ridurre il moltiplicatore per un lavoro specifico. Ma significa progettare un sistema attorno alla tassa, non eliminarla.
Quindi, prima di specificare il poliuretano su quella lamiera inox da 5 mm perché l’ordine di acquisto dice “nessun segno visibile degli utensili” e così deve essere, pensa a questo: la tua pressa ha i 30–80% di tonnellaggio di margine necessari per pagare la tassa senza incepparsi sul prossimo lavoro in programma?
Vuoi sapere prima del setup se il lavoro e la pressa hanno abbastanza reale margine per il poliuretano.
Ecco come lo verifico sul pavimento. Prendo la tonnellatura per piega in aria dell’acciaio dal grafico, la moltiplico per 1,5 come fattore conservativo per il poliuretano, e poi guardo due numeri: tonnellatura disponibile della macchina alla lunghezza di lavoro, e tolleranza del pezzo. Se la tonnellatura moltiplicata spinge il freno oltre l’80% della sua capacità nominale al centro, e il disegno richiede ±0,5° o meno, so già che stiamo operando senza margine. E questo prima di parlare di usura.
Perché il vero problema non è solo la forza di picco. È che la matrice elastica trasforma un problema di geometria rigida in un bersaglio mobile nel tempo.
Le matrici in acciaio ti danno un cambiamento netto: scheggiale e lo vedrai subito. Il poliuretano ti dà una pendenza. Perdi un decimo qui, due decimi lì, finché il tuo foglio di controllo non diventa silenziosamente rosso. Intero bancale respinto. Non hai cambiato il programma. Il tampone è cambiato sotto di te.
Questa è la curva di degrado a cui ti stai vincolando.
Immagina una staffa in inox 304 da 3 mm, geometria equivalente a 8×V, piega a 90°, tolleranza ±0,5°. Con utensili in acciaio, potresti piegare in eccesso di 1,5–2° per contrastare il ritorno elastico del materiale e regolarlo dopo due colpi. Una volta impostato, la variazione dell’angolo segue con precisione la profondità del ram perché la matrice non si muove.
Ora metti sotto un tampone in poliuretano 90A.
Primo, il tampone si comprime di 1–3 mm prima che il foglio riceva il momento di piega completo. Poi il foglio snerva. Poi, in retrazione, il foglio recupera. E anche il tampone recupera. Due sistemi elastici in serie.
Se l’inox vuole recuperare di 1,8°, e il recupero del tampone scarica efficacemente un’altra frazione di grado a seconda di quanto lo hai schiacciato, il tuo numero di compensazione non è più legato solo al metallo. È legato alla deformazione del tampone. Cambia lo spessore del lotto di 0,1 mm e cambi la compressione del tampone. Cambia la temperatura del tampone durante una lunga serie e cambi il modulo elastico. Il cumulo del recupero elastico si sposta.
Alcuni fornitori ti diranno che il poliuretano “riduce l’errore di recupero elastico.” In materiale sottile e morbido con penetrazione superficiale, può essere vero perché il tampone mantiene un contatto più ampio e può stabilizzare il raggio. L’ho visto aiutare su alluminio verniciato da 1 mm dove la matrice in acciaio era troppo larga e il raggio variava.
Ma spingere in materiale più duro, maggiore penetrazione o angoli più stretti, e la rigidità variabile del tampone diventa la variabile dominante. Più tonnellaggio paghi, più energia accumuli, e più quel rimbalzo partecipa all’angolo finale. Non stai più compensando solo per il metallo; stai compensando per la fatica del polimero che evolve ad ogni ciclo.
Sei pronto a trattare la tua matrice come una molla consumabile con una costante di ritorno variabile, sì o no?
Scheggia una spalla di matrice a V in acciaio e vedrai una linea sul pezzo al colpo successivo. È binario. Buono. Poi cattivo.
La gomma poliuretanica non si rompe in quel modo.
Immagina un ciclo ipotetico: 5.000 telai per porte di armadio in acciaio inox pre-spazzolato, tolleranza ±0,7°, con 60 colpi all’ora. Giorno uno, imposti 91,6° programmati per ottenere 90,0° finiti. Al pezzo 2.000, ritocchi a 91,8°. Al pezzo 4.000, 92,1°. Nessuno si allarma perché ogni regolazione è piccola. Ma il tampone ha subito un assestamento da compressione—deformazione permanente dovuta a sforzo ripetuto. La sua altezza e rigidità effettive sono cambiate.
Non troverai una curva pubblicata precisa che dica “il poliuretano perde X% di rigidità a 10.000 cicli”. Questo è esattamente il problema. La fatica dipende dal carico, dalla durezza e dalla temperatura. I tamponi più duri resistono ai segni ma subiscono sforzi interni più elevati. I tamponi più morbidi proteggono la finitura ma si comprimono più a fondo e si scaldano più rapidamente.
Ho visto un coperchio in inox $40 essere scartato per due striature lucide che non cambiavano resistenza, angolo o adattamento. La superficie era legge. Ma ho anche visto la deriva dell’angolo divorare una mattinata di produzione perché il tampone che era “costante” al pezzo 1 non era lo stesso utensile al pezzo 3.000.
Con l’acciaio, il grafico di controllo salta quando qualcosa si rompe. Con il poliuretano, inclina. Hai un SPC abbastanza stretto da rilevare una deriva di 0,2° prima del tuo cliente?
| Argomento | Dettagli |
|---|---|
| Titolo | Scheggiatura catastrofica vs. fatica invisibile: monitoraggio del calo di precisione su 10.000 cicli |
| Modalità di guasto dell’acciaio | Scheggia una spalla di matrice a V in acciaio e vedrai una linea sul pezzo al colpo successivo. È binario. Buono. Poi cattivo. |
| Modalità di guasto del poliuretano | La gomma poliuretanica non si rompe in quel modo. |
| Ciclo produttivo ipotetico | Immagina un ciclo ipotetico: 5.000 telai per porte di armadio in acciaio inox pre-spazzolato, tolleranza ±0,7°, con 60 colpi all’ora. Giorno uno, imposti 91,6° programmati per ottenere 90,0° finiti. Al pezzo 2.000, ritocchi a 91,8°. Al pezzo 4.000, 92,1°. Nessuno si allarma perché ogni regolazione è piccola. Ma il tampone ha subito un assestamento da compressione—deformazione permanente dovuta a sforzo ripetuto. La sua altezza e rigidità effettive sono cambiate. |
| Mancanza di dati prevedibili sulla fatica | Non troverai una curva pubblicata precisa che dica “il poliuretano perde X% di rigidità a 10.000 cicli”. Questo è esattamente il problema. La fatica dipende dal carico, dalla durezza e dalla temperatura. I tamponi più duri resistono ai segni ma subiscono sforzi interni più elevati. I tamponi più morbidi proteggono la finitura ma si comprimono più a fondo e si scaldano più rapidamente. |
| Conseguenze reali | Ho visto un coperchio in inox $40 essere scartato per due striature lucide che non cambiavano resistenza, angolo o adattamento. La superficie era legge. Ma ho anche visto la deriva dell’angolo divorare una mattinata di produzione perché il tampone che era “costante” al pezzo 1 non era lo stesso utensile al pezzo 3.000. |
| SPC e deriva | Con l’acciaio, il grafico di controllo salta quando qualcosa si rompe. Con il poliuretano, inclina. Hai un SPC abbastanza stretto da rilevare una deriva di 0,2° prima del tuo cliente? |
Un tampone in poliuretano potrebbe costare meno all’inizio rispetto a un set di matrici a V segmentato e rettificato di precisione. Questo è il titolo della brochure.
Ora fai i conti come farebbe un’officina. Supponiamo che un set di matrici in acciaio duri 100.000 colpi prima della rettifica, e che l’angolo resti entro ±0,3° con correzioni minime. Il tuo tampone in poliuretano, sotto un lavoro medio in inox, inizia a richiedere cambi di compensazione dell’angolo ogni poche migliaia di colpi ed è dimensionale inaffidabile, diciamo, tra 15.000 e 20.000 colpi. Non ti sto dando un numero universale—perché non esiste—ma quel range non è fantasia nelle officine reali.
Ogni tampone sostitutivo è un altro ordine d’acquisto. Ogni riqualificazione a metà ciclo è tempo dell’operatore. Ogni deriva dell’angolo è manodopera d’ispezione e potenziale scarto. E ricorda la tassa di tonnellaggio: se operi all’85–90% della capacità macchina dall’inizio, stai accelerando l’usura della pressa stessa—idraulica, sistema di bombatura, guide del martello.
È una spesa ricorrente, non una scelta di utensile una tantum.
Se il lavoro è critico dal punto di vista cosmetico, a basso volume e ben entro il margine di capacità reale della macchina, il poliuretano può essere la scelta giusta. Perfezione superficiale in cambio di un costo prevedibile per i materiali di consumo. Bene.
Ma se sei vicino al limite di tonnellaggio, mantenendo angoli stretti e pianificando lunghe serie di produzione, non stai acquistando una soluzione per graffi. Ti stai impegnando a sostenere un carico di forza extra, deriva dell’angolo e un ciclo di sostituzione che devi mettere a budget come l’olio da taglio.
Quindi, quando calcoli il prezzo del lavoro, consideri il tampone come un elemento soggetto a usura con una curva di rigidità calante, o stai ancora fingendo che sia solo una matrice a V morbida?
Ecco la vera domanda: se il poliuretano è una molla consumabile con una tassa in tonnellaggio, esiste un modo più economico per eliminare i graffi senza riscrivere il diagramma della capacità?
Partiamo dalla limitazione. Le matrici in acciaio segnano perché l’acciaio è più duro del tuo pezzo, e ogni residuo di scala, bava o usura sulle spalle si trasferisce sulla superficie sotto carico. La pressione di contatto è reale. Con un’apertura a V stretta, concentri la forza lungo due linee. Ma la matrice di per sé non si muove. Nessun assestamento da compressione. Nessuna deriva del modulo. La geometria rimane invariata.
Ora stendi un film sacrificabile su quell’acciaio—nastro di poliuretano, Mylar, qualsiasi cosa il tuo fornitore ti venda in rotoli.
Hai inserito un sottile cuscinetto sostituibile senza trasformare l’intero utensile inferiore in una spugna.
Il film si deforma di qualche decimo. Distribuisce leggermente il contatto. Assorbe la stampa di piccoli detriti. Ma il percorso del carico è ancora acciaio–punzone–telaio. Il tuo diagramma di tonnellaggio non cambia. La matematica del bombatura non cambia. La compensazione dell’angolo continua a seguire il ritorno elastico del metallo, non il rimbalzo del polimero.
Questo è importante.
Se una striscia di film $20 elimina l’80 percento del segno e non ti costa alcun tonnellaggio aggiuntivo, non hai solo risolto il problema estetico—hai evitato la tassa ricorrente della compressione del tampone, deriva e sostituzione. Il film si usura? Lo stacchi. La matrice sotto non ha cambiato altezza, rigidità o memoria.
Quindi no, il film non rende il poliuretano obsoleto.
Ma ti obbliga a giustificare perché stai pagando per un’immunità totale ai graffi invece che per l’80 percento.
Parliamo di ciò che realmente fa perdere tempo in officina.
Nastrare una matrice è fastidioso. Si puliscono le spalle, si stende la striscia dritta, si rifila, si fa un colpo di prova e si osserva per eventuali pieghe. Su una breve tiratura—diciamo 200 pannelli cosmetici—sono dieci minuti extra. Forse quindici se l’operatore è inesperto. Quando il nastro si rovina, si riapplica. È un lavoro meticoloso.
Ma il primo angolo di piega che ottieni è lo stesso che hai sempre ottenuto.
Regolare un blocco di poliuretano è un’altra cosa. Non stai solo proteggendo una superficie; stai stabilendo una nuova relazione carico–deflessione. I primi colpi sono più morbidi di quanto pensi. Aumenti la penetrazione. Il tampone si comprime più del previsto. Ora insegui l’angolo perché sia il metallo che il tampone stanno recuperando. Su materiale più spesso, potresti scoprire che ti serve il 20–30 percento di forza in più rispetto all’equivalente setup con matrice a V in acciaio, a seconda di quanto in profondità spingi il tampone.
Questa non è roba da brochure. Questa è pressione del cilindro.
E se sei su una pressa da 100 tonnellate che già lavora a 75–80 tonnellate con l’acciaio, non hai un 30 percento di margine in tasca. Lo prendi dal margine di sicurezza. Dalle guarnizioni. Dalle guide.
Quindi quale frizione di setup preferisci: dieci minuti con un rotolo di nastro, o mezz’ora di modifiche iterative della profondità più una riduzione permanente del tonnellaggio disponibile?
Rispondi a quella domanda tenendo presente la targhetta del tuo macchinario.
Qui è dove il dépliant smette di parlare.
Perché a volte l“80 percento non è abbastanza. Ho visto un intero pallet scartato per lievi segni di matrice che si potevano vedere solo inclinando alla luce. Ma l’ordine d’acquisto diceva ”nessun segno visibile di utensili“, e quella è la legge. In quel mondo — acciaio inox architettonico, rivestimenti di elettrodomestici, pannelli prefinito — la differenza tra ”per lo più pulito“ e ”chirurgicamente pulito” è la differenza tra essere pagati e non esserlo.
È allora che l’uretano si guadagna il suo posto.
Basso volume. Ampio margine di capacità. Angoli moderati. Materiale che altrimenti mostrerebbe ogni imperfezione della spalla. Lavori dove la superficie è contrattualmente sovrana e puoi permetterti di trattare il tampone come un consumabile, da budgetare per ogni ciclo.
Ma se stai piegando acciaio inox da 3 mm a ±0,5° su 5.000 pezzi e già gestisci la deriva sull’acciaio, aggiungere uno strato elastico sotto il pezzo non è una modifica estetica. È un cambiamento strutturale al tuo processo. Pagherai in sovraccarico di forza, nel monitoraggio degli angoli e nella frequenza di sostituzione.
Ecco il modo pulito di inquadrarlo.
Pellicola su acciaio: piccolo fastidio ricorrente, minimo cambiamento fisico, sollievo estetico parziale.
Tampone in uretano solido: protezione estetica quasi totale, più una tassa permanente sul tonnellaggio e una molla che si degrada a ogni colpo.
Se il lavoro richiede davvero zero segni visibili e la tua macchina ha il 30 percento di capacità inattiva, l’uretano è la scelta giusta. Se sei vicino al limite di tonnellaggio o mantieni tolleranze angolari strette su lunghe tirature, l’acciaio con pellicola può essere il compromesso più intelligente.
Stai comprando un’assicurazione per la superficie — o stai riscrivendo la fisica del tuo processo per un problema che il nastro avrebbe potuto gestire?
La limitazione è semplice: la tua pressa ha una targhetta, e non le importa dei dépliant.
Prima di impegnarti con l’uretano, fai questo calcolo a matita. Prendi il tonnellaggio noto della configurazione in acciaio per il lavoro — non il valore da tabella, il numero che vedi realmente sullo schermo a profondità. Moltiplicalo per 1,25 come punto di partenza conservativo. Se stai piegando vicino al limite di lavoro del tampone o cercando angoli acuti, usa 1,30. Questa è la tua stima della tassa sul tonnellaggio.
Ora guarda la tua macchina. Se quel nuovo numero ti spinge oltre l’80 percento della capacità nominale, non stai comprando protezione superficiale — stai spendendo margine di sicurezza, vita delle guarnizioni e deflessione del telaio. Se ti mantiene sotto il 70 percento con margine per colpi di correzione, almeno hai spazio meccanico.
Questo è il primo cancello. Capacità.
Il secondo è la stabilità dell’angolo. Chiediti: qual è la tolleranza angolare sul disegno, e quanti pezzi ci sono nella tiratura? Se mantieni ±1,5° su 300 coperture estetiche, puoi sorvegliarlo. Se mantieni ±0,5° su 5.000 pezzi, ti sei appena impegnato a combattere una molla mobile per tre turni.
Quindi il test di autenticità non è “l’uretano evita i graffi?” È questo: dopo aver aggiunto il 25–30 percento al tuo tonnellaggio reale e accettato la deriva elastica, hai ancora margine di capacità e tolleranza disponibile — sì o no?
Non puoi servire due padroni quando uno di loro si muove sotto carico.
L’acciaio ti dà geometria. Il raggio interno segue l’apertura a V — circa il 16–17 percento dell’apertura nell’acciaio dolce — e una volta impostata la profondità, si ripete. L’uretano ti dà tolleranza di contatto, ma il raggio si forma in parte dallo spostamento del pad, non solo dalla geometria a V. Cambia la penetrazione di pochi decimi e cambierai sia l’angolo che il raggio effettivo.
Questo significa che quando l’estetica e la tolleranza si scontrano, devi stabilire una priorità.
Ho visto un intero pallet scartato a causa di lievi linee di stampo che bisognava inclinare alla luce per vedere. Ma l’ordine di acquisto diceva “nessun segno visibile dell’attrezzatura” ed è legge. In quel caso, ±1° era accettabile, e la superficie ha pagato la fattura. L’estetica ha vinto.
Capovolgi lo scenario. Alloggiamento stretto, ±0.5°, accoppiamento su un telaio tagliato al laser. Nessuno si preoccupa di una leggera linea testimone all’interno della piega. L’adattamento è sovrano. In quella gerarchia, vince la tolleranza, e l’uretano diventa una responsabilità perché la sua compliance lavora contro la prevedibilità dell’angolo.
Quindi quando sono in conflitto — e lo saranno — quale ti fa essere pagato?
La limitazione qui è la durata del pad.
L’uretano è una molla consumabile. Ogni colpo lo comprime, lo riscalda, e lo avvicina alla deformazione permanente. Su alluminio sottile, preverniciato o acciaio inox #4 sotto i 2 mm, il “tonnage tax” è gestibile perché la forza di base è bassa sin dall’inizio. Aggiungi il 25 percento a un numero piccolo e la pressa quasi non se ne accorge.
In brevi produzioni estetiche — 100, 300, magari 800 pezzi — puoi trattare il pad come una voce di costo. Mettilo a budget. Sostituiscilo quando si ammorbidisce. Controlla l’angolo del primo pezzo di ogni batch. La superficie esce pulita, senza spalle teletrasmesse, senza fantasmi di ossido. Ho visto un coperchio in acciaio inox $40 scartato per due striature lucidate che non cambiavano né resistenza, né angolo, né adattamento. In quell’ambiente, il pad vale il suo costo perché la perfezione è contrattuale.
Ma anche qui, fai prima i conti. Se il tuo setup in acciaio richiede 20 tonnellate e l’uretano prevede di arrivare a 26, sei a posto su una pressa da 100 tonnellate. Se il tuo setup in acciaio richiede 60 e l’uretano prevede di arrivare a 75, e la tua macchina è certificata per 80, stai scommettendo ogni colpo.
Il tuo margine di capacità assorbe il “tax” senza vivere sulla valvola di sicurezza?
La limitazione ora è la deriva cumulativa.
La lamiera pesante moltiplica il “tonnage tax” perché sei già in profondità nella curva di carico. Aggiungi il 30 percento a un lavoro da 90 tonnellate e non stai facendo un piccolo aggiustamento — stai riscrivendo il quadro delle sollecitazioni della macchina. La deflessione del telaio aumenta. La richiesta di bombatura aumenta. La compressione del pad aumenta. Tutto si accumula.
Poi c’è la lunghezza della produzione. Gli stampi in acciaio, se trattati bene, sono utensili eterni. I pad in uretano si degradano. Non in modo catastrofico. Gradualmente. Il giorno uno e il giorno tre non si comportano allo stesso modo sotto la stessa corsa. Ciò significa che la tua impostazione della profondità di piega diventa un bersaglio mobile su migliaia di colpi.
Su una produzione di 5.000 pezzi con tolleranza ±0.5°, questo non è un’assicurazione della superficie — è una correzione di processo ricorrente. Più controlli. Più regolazioni. Più opportunità per una cascata di errori che culmina in “Intero pallet scartato.”
La manutenzione può rallentare il degrado. Conserva i pad in piano. Tienili puliti. Evita la sovra-penetrazione. Questo allunga la vita. Non elimina la perdita di modulo. Stai comunque pagando il “tax”; lo stai solo distribuendo su più fatture.
Ecco la prospettiva che voglio che tu mantenga.
Usare l’uretano non è una scelta di utensili. È un modello finanziario. Stai accettando un “tonnage tax” ricorrente, una tassa di stabilità e una tassa di sostituzione in cambio di superfici impeccabili. Se la perfezione della superficie è ciò che il cliente verifica e la tolleranza angolare ha margine, pagala. Se la tolleranza guida l’assemblaggio e il margine di capacità è esiguo, lascia perdere.
Prima di approvare il pad, moltiplica il tuo tonnellaggio reale in acciaio per 1,25, confrontalo con il 70–80 percento della capacità della tua pressa e leggi il blocco delle tolleranze sul disegno. Dopo di ciò, la risposta non è filosofica.
È operativo.


















