

Letzten Winter sah ich zu, wie ein guter Bediener acht Minuten verlor, bevor er überhaupt den Stempel berührte.
Er brauchte das vierte Werkzeug in einem Stapel. Um es zu erreichen, zog er drei 1,2-Meter-Segmente ab, stellte sie auf den Boden, griff das unterste Teil, und stapelte dann den Rest wieder auf. Acht Minuten. An einem Tag mit zwölf Umrüstungen.
Dieser Wagen “hatte alles drin”. Das war das Verkaufsargument.
Fünfzehn Minuten Suchzeit pro Schicht sind ungefähr 1,25 Stunden pro Woche. Bei $75 belasteten Arbeitskosten sind das über $4.800 pro Jahr pro Bediener. Und das, bevor wir über fallengelassene Segmente oder abgeplatzte Schultern sprechen.
Anbieter verkaufen Kapazität, als wäre es Pferdestärken: “Hält 30% mehr Werkzeuge.” “Maximiert den vertikalen Raum.” Auf dem Papier klingt das nach Effizienz.
Versprechen des Anbieters: Mehr Werkzeuge pro Wagen bedeutet weniger Wege zum Regal. Realität auf dem Werkstattboden: Mehr Werkzeuge pro Slot bedeutet mehr Ausstapeln, mehr Doppel-Handhabung, mehr Mikroverzögerungen, die sich schneller stapeln als die Werkzeuge selbst.
In einer militärischen Waffenlagerhalle werden Gewehre nicht in Kisten gestapelt, um Platz zu sparen. Sie werden so positioniert, dass ein Soldat sofort das richtige greifen kann, ohne die anderen zu stören. Abkantpressen-Werkzeug ist nicht anders. Wir lagern keinen Stahl. Wir setzen präzise Schneiden unter Zeitdruck ein.
Was passiert also tatsächlich, wenn die Dichte gewinnt?
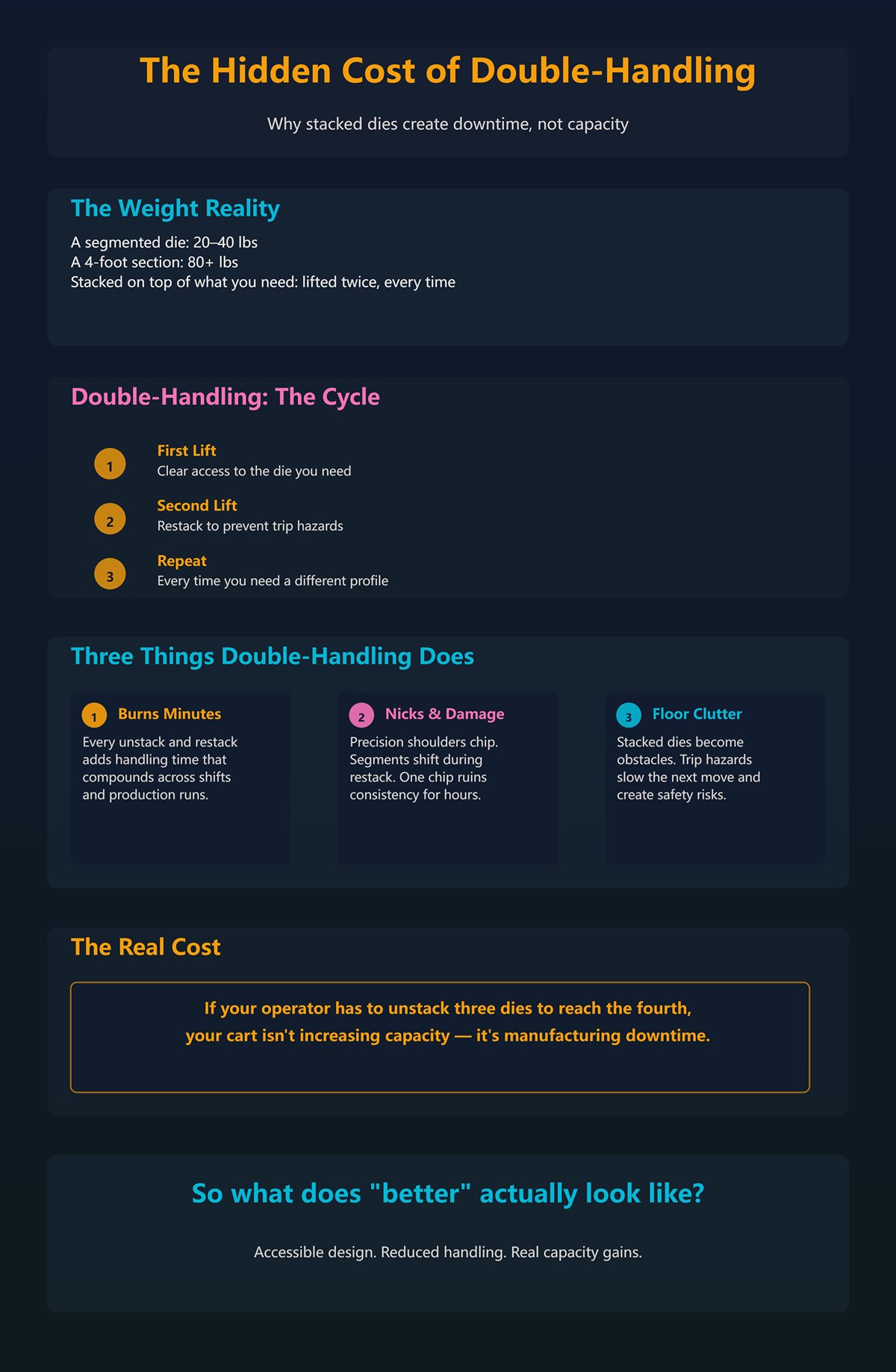
Ein segmentiertes Werkzeug wiegt 9 bis 18 Kilo. Ein 1,2-Meter-Abschnitt kann über 36 Kilo wiegen. Stell dir vor, das zweimal zu heben, weil es auf dem liegt, was du wirklich brauchst.
Erstes Heben: Zugang freimachen. Zweites Heben: wieder aufstapeln, damit es keine Stolpergefahr wird.
Das ist Doppel-Handhabung. Jedes Mal.
Doppel-Handhabung bewirkt drei Dinge: sie verbrät Minuten, erhöht die Wahrscheinlichkeit von Kerben an präzisen Schultern und erzeugt Bodenunordnung, die den nächsten Schritt verlangsamt. Ich habe persönlich eine Stempelspitze ruiniert, weil ein gestapeltes Segment beim Aufstapeln verrutschte. Ein Abplatzer führte zu inkonsistenten Biegungen für den Rest der Schicht.
Wenn dein Bediener drei Werkzeuge ausstapeln muss, um das vierte zu erreichen, erhöht dein Wagen nicht die Kapazität — er produziert Stillstand.
Wenn “mehr halten” also Reibung erzeugt, wie sieht “besser” tatsächlich aus?

Ich habe Schränke gesehen, die für spezifische Werkzeugnormen gebaut wurden — vertikale Slots, die auf die Anpassungsbreite abgestimmt sind, 200 kg pro Schublade, kein Stapeln erlaubt. Du ziehst ein Segment heraus. Nichts anderes bewegt sich.
Sie prahlen nicht mit der Kapazität. Sie prahlen mit der Trennung.
Das ist die Veränderung.
“Hält alle Werkzeuge” ist eine Lagerkennzahl. “Werkzeuge sind genau dort, wo Sie sie brauchen” ist eine Einsatzkennzahl.
Wenn Ihre gewöhnlichen Arbeiten 30% Ihrer Werkzeuge 80% der Zeit verwenden, warum sind diese Teile hinter selten genutzten Profilen vergraben? Hochdichte Wagen behandeln jedes Werkzeug als gleich. Die Produktion tut das nicht.
Ein Arsenal stellt Waffen nach Missionshäufigkeit bereit. Ein Einsatzsystem stellt Werkzeuge nach Biegehäufigkeit, Länge und Profilfamilie bereit. Das erfordert die Kenntnis Ihres Werkzeugprofils — amerikanisch, europäisch, segmentiert, volle Länge — und die Gestaltung basierend darauf, wie Sie tatsächlich Teile fertigen.
Aber was, wenn wir einfach dieses gleiche hochdichte Chaos auf Räder setzen?
Ich habe beobachtet, wie Werkstätten einen neuen Werkzeugwagen feiern, weil er “mit dem Auftrag mitreist”.”
Was mitgereist ist, war der Engpass.
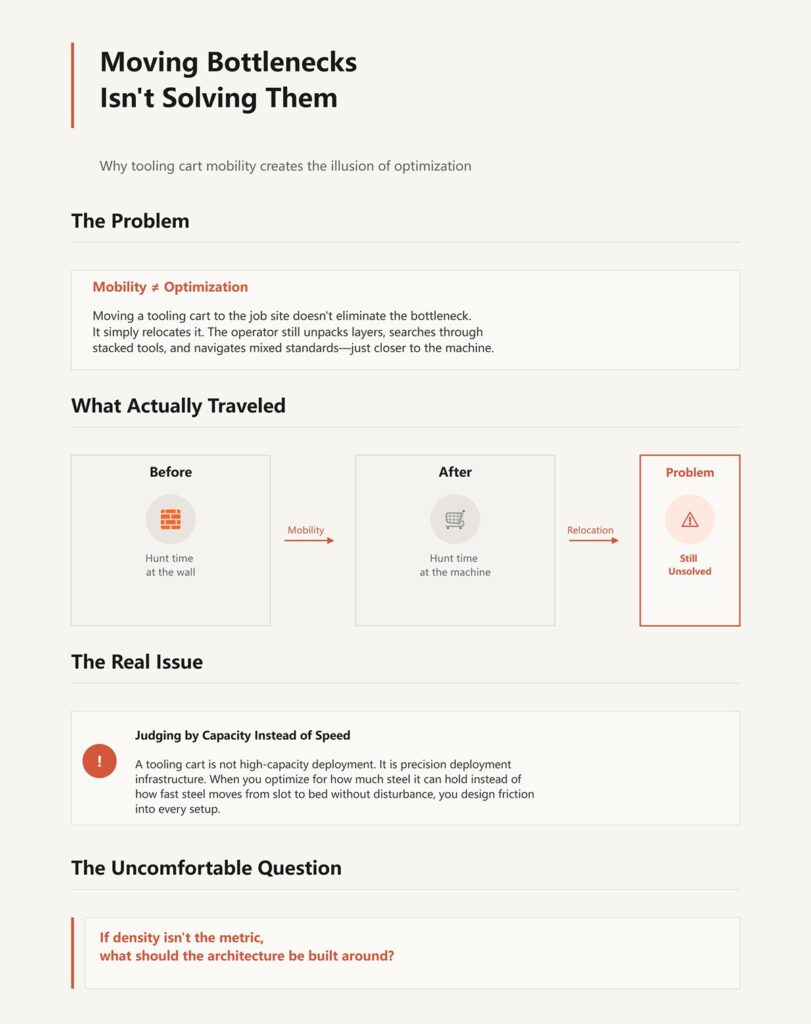
Wenn die Wagenkonstruktion Stapeln, gemischte Standards oder vergrabene Segmente erzwingt, haben Sie nur die Suchzeit von der Wand zur Maschine verlegt. Der Bediener packt immer noch Schichten aus. Er tut es nur näher am Stempel.
Mobilität ist keine Optimierung. Es ist eine Verlagerung.
Der kognitive Wandel ist folgender: Ein Werkzeugwagen ist keine Hochkapazitäts-Bereitstellung. Es ist Infrastruktur für präzise Bereitstellung. In dem Moment, in dem Sie ihn danach beurteilen, wie viel Stahl er halten kann, statt wie schnell Stahl ohne Störung vom Steckplatz auf das Bett bewegt werden kann, beginnen Sie, Reibung in jedes Setup einzubauen.
Und sobald Sie das akzeptieren, wird die eigentliche Frage unangenehm:
Wenn Dichte nicht die Kennzahl ist, worum sollte sich die Architektur drehen?
Ein 20-mm-Tang passt nicht ohne Konsequenzen auf die gleiche Schiene wie ein 0,500-Zoll-Tang.
Letztes Jahr brachten wir eine neue Charge Wila-ähnlicher Stempel — 20 mm breiter Tang, doppelte vordere und hintere Nuten für automatische Spannvorrichtungen. Wundervolle Teile. Sauber geschliffen. Knöpfe für leichtere Werkzeuge, Pinlocks für die schwereren. Wir stellten sie auf den gleichen Wagen, der seit Jahren amerikanische Werkzeuge trug: einfache horizontale Schienen ausgelegt für den halben Zoll Tang.
Auf dem Papier “passten” sie. Auf dem Boden kämpften sie dagegen.
Die Schienen hielten den breiteren Tang nicht gleichmäßig. Die Nuten, auf die die automatische Spannvorrichtung angewiesen ist, hatten keinen Schutz. Die Bediener mussten den Stempel leicht anwinkeln, um die Lippe zu passieren, und ihn dann flach drehen. Das sind zwei Bewegungen statt einer. Multiplizieren Sie das mit 40 Teilen bei einem Wechsel.
Fünfzehn zusätzliche Sekunden pro Werkzeug sind zehn Minuten verloren.
Versprechen des Lieferanten: “Universalschienen passen für alle wichtigen Werkzeugstile.” Realität auf dem Werkstattboden: Universal bedeutet, dass jedes Profil teilweise nicht unterstützt wird.
Wenn Sie einen Wagen auf maximale Dichte auslegen, gehen Sie davon aus, dass Werkzeuge lediglich Stahlformen mit Gewicht sind. Aber amerikanische, europäische und Wila-Trumpf-Systeme sind unterschiedliche mechanische Schnittstellen. Sie greifen unterschiedlich am Stößel. Sie sitzen unterschiedlich. Sie werden unterschiedlich herausgezogen. Wenn der Wagen diese Schnittstellen-Geometrie ignoriert, zwingt er die Bediener, mit Handgelenkswinkeln, zusätzlichen Hebevorgängen und sorgfältigem Hantieren zu kompensieren.
Und jede Kompensation kostet Zeit.
Wenn Dichte nicht das Maß ist, dann muss die Architektur dem Haltesystem selbst folgen. Der Wagen muss respektieren, wie das Werkzeug in die Maschine einrastet – denn diese gleiche Geometrie bestimmt, wie es im Ruhezustand liegen sollte. Wenn das nicht der Fall ist, stellen Sie Werkzeuge nicht zur Verwendung bereit. Sie parken sie im Widerstand.
Was passiert also, wenn Sie präzisionsgeschliffenes europäisches Werkzeug mit Schienen mischen, die auf amerikanische Haltesystem-Annahmen ausgelegt sind?
Ein 13-mm-europäischer Zapfen sitzt schmaler und tiefer als der amerikanische. Er ist auf eine konsistentere Spannfläche entlang der Höhe ausgelegt. Das ist ein Teil des Grundes, warum er so gut wiederholbar ist.
Jetzt legen Sie diesen 13-mm-Zapfen in eine Schiene, die für eine breitere 0,500-Zoll-Schulter gedacht ist.
Es gibt seitliches Spiel.
Nicht genug, um es quer durch die Werkstatt zu sehen. Genug, um es zu fühlen, wenn Sie das Segment greifen. Der Stempel wackelt leicht. Die Kante berührt die Schienenwand. Mit der Zeit rundet dieser Mikro-Kontakt Ecken ab, die für Genauigkeit geschliffen wurden.
Sie werden es am ersten Tag nicht bemerken.
Sie werden es bemerken, wenn ein Biegevorgang um ein halbes Grad abdriftet und Sie zwanzig Minuten lang die Anschlags-Einstellungen nachjagen, bevor Sie feststellen, dass sich die Spannwiederholbarkeit verändert hat.
Amerikanisches Werkzeug hat bauartbedingt bereits weniger Spannfläche. Häufiges Tauschen beschleunigt den Verschleiß, weil dieser halbzollbreite Zapfen die Last auf einer kleineren Schnittstelle trägt. Wenn Ihr Wagen wiederholtes Einschieben in übergroße Schlitze erzwingt, fügen Sie seitliche Abrasion zu einem System hinzu, das dafür ohnehin empfindlicher ist.
Versprechen des Anbieters: “Ein Wagen für gemischte Flotten.” Realität auf dem Werkstattboden: Gemischte Flotten brauchen getrennte Architektur, keine gemeinsamen Schienen.
Er brauchte den vierten Matrizenblock im Stapel. Stellen Sie sich nun vor, dieser vierte Block ist europäisches Präzisionswerkzeug, das in einem Schlitz liegt, der auf etwas Breiteres ausgelegt ist. Jeder Zug wird zu einer sorgfältigen Entnahme. Sorgfältig bedeutet langsam.
Und langsam, hundertmal pro Woche wiederholt, wird zur Normalität.
Wenn europäisches Werkzeug unter seitlichem Spiel in amerikanischen Schienen leidet, was passiert dann, wenn wir es umdrehen – wenn wir versuchen, Wila-Trumpf-Autospannwerkzeug auf Standardschienen zu lagern, die das Knopf- und Nut-System völlig ignorieren?
Wila-Trumpf-Werkzeuge unter etwa 27 Pfund verwenden oft federbelastete Sicherheitsknöpfe. Schwerere Stücke verwenden Stiftverriegelungen. Beide sind für vertikales Einsetzen und feste Verbindung in der Presse ausgelegt.
Standardmäßige horizontale Wagensysteme berücksichtigen diese Hardware nicht.
Ich habe gesehen, wie Bediener einen Wila-Stempel gerade nach oben ziehen, nur damit der Federknopf am Schienenrand hängen bleibt, weil der Schienenabstand nicht den Knopfweg freigibt. Also neigen sie ihn. Dann heben sie ihn. Dann drehen sie ihn.
Drei Bewegungen, wo eine ausreichen sollte.
Zehn Sekunden hier. Zwölf dort. Vierzig Werkzeuge später liegen Sie bereits vor dem ersten Testbiegen hinter dem Zeitplan.
Aber der eigentliche Engpass sind nicht die Sekunden. Es ist die Behinderung. Wenn die Wagenführung die Tastenabdeckung oder die Nutkante berührt, verlangsamt der Bediener instinktiv, um Schäden zu vermeiden. Dieses Zögern ist Reibung, die in die Architektur eingebrannt ist.
Aber was wäre, wenn wir dieses gleiche hochdichte Chaos einfach auf Räder stellen und direkt neben die Abkantpresse parken?
Jetzt haben Sie den Entnahme-Engpass an den Punkt höchsten Zeitdrucks verlagert. Der Bediener steht an der Maschine, die Arbeitszeit läuft, und er ringt ein Werkzeug aus einer Schiene, die niemals für die Befestigungshardware ausgelegt war.
Eine Waffenkammer entwirft keine Gestelle, an denen der Sicherungshebel jedes Gewehrs hängen bleibt. Warum akzeptieren wir also Wagen, die an der Automatik-Klammerung hängen bleiben?
Wenn Haltesysteme die vertikale Freigängigkeit und seitliche Unterstützung bestimmen, bestimmt die Segmentlänge etwas völlig anderes: den Abstand.
Ein vier Fuß langes Matrizen-Segment wiegt genug, dass man es nicht einfach “herauswackelt”. Man verpflichtet sich zum Heben.
Stellen Sie sich nun vor, Sie heben es zweimal, weil es auf dem liegt, was Sie eigentlich brauchen.
Lange Segmente verändern die Berechnung. Ein 12‑Zoll‑Stück kann aus einem engen Schlitz schräg herausgezogen werden. Ein 48‑Zoll‑Segment benötigt eine geradlinige Entnahme. Das bedeutet vertikale Freigängigkeit oben und seitliche Freigängigkeit über die gesamte Länge.
Hochdichte Wagen umgehen dies, indem sie Längen stapeln oder Segmentgrößen in gemeinsamen Kanälen mischen.
Versprechen des Anbieters: “Verstellbare Kanäle passen für alle Längen.” Realität auf dem Werkboden: Verstellbare Kanäle bedeuten Kompromisse beim Abstand.
Wenn Ihre übliche Arbeit zwei‑ und vier‑Fuß‑Segmente abwechselnd verwendet, muss Ihr Wagen Bahnen bereitstellen, die eine Ein‑Bewegungs‑Entnahme für das längste Stück dieser Familie zulassen. Das bedeutet oft: weniger Bahnen.
Geringere Anzahl. Höhere Geschwindigkeit.
Und dann ist da noch die Schließhöhe. Alle Werkzeuge in einem Setup müssen identische Schließhöhen haben – Abstand zwischen Stempel und Bett. Wenn Ihr Wagen Abstandshalter, Zwischenstücke und Grundmatrizen ohne architektonische Trennung mischt, bauen die Bediener Höhenausgleich an der Maschine. Das ist keine Einrichtung. Das ist Montage unter Druck.
Die architektonische Frage lautet also nicht: “Wie viele Werkzeuge kann dieser Wagen aufnehmen?”
Sondern diese: Für meinen vorherrschenden Werkzeugstil – amerikanisch, europäisch oder Wila – welche Geometrie, Freigängigkeit und Unterstützung erfordert die Entnahme, damit ein Werkzeug herauskommt, ohne ein anderes zu stören?
Wenn der Wagen das präzise beantwortet, beschleunigt sich der Aufbau.
Wenn nicht, wird jede Entnahme zu einer Verhandlung.
Ein 60-Pfund, 4-Fuß-Stempel steckt zur Hälfte in einem blanken Stahlkanal. Der Bediener hebt an, spürt Widerstand, dreht leicht, um ihn zu lösen, hebt dann erneut an, um die Kante zu überwinden. Das sind zwei zusätzliche Bewegungen unter Last, mit einer präzisionsgeschliffenen Schneide, die über Material gleitet, das nie dafür vorgesehen war, es zu schützen.
Stellen Sie sich das nun doppelt vor, weil es auf dem liegt, was Sie eigentlich brauchen.
Wenn die Architektur der Geometrie der Retention folgen muss, dann trägt ein richtig konstruierter Wagen für amerikanisches Werkzeug breite 0,500-Zoll-Zapfen in Sätteln mit passender Breite, seitlicher Führung und offenem oberen Freiraum für geraden Hub. Europäische 13-mm-Zapfensysteme erfordern schmalere Kanäle mit stützenden Seitenwänden in voller Höhe, um Kippbewegungen zu verhindern. Wila-Trumpf-Autospannwerkzeuge benötigen Freizonen, die Federknöpfe und Pin-Lock-Hardware freigeben, sodass die Entnahme vertikal und unterbrechungsfrei erfolgen kann.
Das ist keine Vorliebe. Das ist mechanische Notwendigkeit.
Versprechen des Anbieters: “Universelle Hochkapazitätsbereitstellung.” Realität auf dem Werkboden: Die Geometrie der Retention bestimmt Spurbreite, Seitenunterstützung und Ausstiegsweg.
Der Waffenarsenal-Vergleich gilt hier. Waffen werden nicht in Kisten gestapelt, um maximale Dichte zu erreichen. Sie werden so platziert, dass eine entnommen werden kann, ohne die nächste zu zerkratzen.
Fünfzehn Minuten pro Schicht, die durch vorsichtige Entnahme verloren gehen, kosten bei typischen Werkstattlöhnen ungefähr $4.000 pro Jahr je Bediener. Ich habe gesehen, wie diese Zeit nicht durch Gehen – sondern durch Zögern verschwand.
Vertikale Gestelle gewinnen Bodenfläche zurück. Einige Hersteller geben bis zu 90% Flächengewinn und deutliche Reduzierungen der Laufwege an. In engen Werkstätten ist das wichtig. Aber vertikale Designs verwenden oft ausziehbare Regale mit Sperrvorrichtungen, die verhindern, dass mehrere Schubladen gleichzeitig geöffnet werden. Sicher auf dem Papier.
Unter Umrüstungsdruck wird diese Sicherheit zum Engpass. Ein langer Stempel, der aufrecht in einer hochdichten vertikalen Spur steht, erfordert einen Aufwärtshub plus vordere Freigabe. Wenn der Spurabstand eng ist, winkelt der Bediener den Stempel zum Herausziehen. Die Spitze berührt die Regalvorderkante. Mikroabsplitterungen beginnen dort.
Schubladensysteme kehren die Geometrie um. Das Werkzeug liegt horizontal. Die Entnahme wird zu einem horizontalen Schieben und dann Anheben. Bei kurzen, segmentierten Stempeln schützen Schubladen die Spitzen, weil die Schneide während der Entnahme keine Last trägt. Bei langen Stempeln verursachen jedoch schlecht unterstützte Schubladen eine Durchbiegung in der Mitte. Ein 4-Fuß-Stempel, der in der Mitte durchhängt, reibt seine Schultern beim Schieben an den Seitenwänden.
Also welches verhindert Schäden?
Kurze Präzisions-Stempelsegmente bevorzugen flache, dedizierte Schubladen mit durchgehenden Polymerauflagen und ohne Stapelung. Lange schwere Stempel bevorzugen horizontale Rollenregale mit durchgehender Unterstützung und geradliniger Entnahme.
Dichteorientierte Vertikalsysteme gewinnen bei der Bodenflächennutzung. Bereitstellungsorientierte Horizontalsysteme gewinnen bei der Einbewegungsentnahme. Welches Maß verlangsamt tatsächlich Ihre Umrüstungen?
| Aspekt | Vertikale Gestelle | Schubladensysteme | Auswirkung auf Schäden an der Stanzspitze |
|---|---|---|---|
| Effizienz der Flächennutzung | Kann bis zu 90% Bodenfläche zurückgewinnen; reduziert Laufwege | Benötigt mehr Bodenfläche | Vertikale Regale gewinnen bei der Platzoptimierung |
| Entnahmebewegung | Aufwärts heben plus vordere Freigabe | Horizontal schieben, dann heben | Horizontale Bewegung reduziert das Risiko von Spitzenkontakt |
| Sicherheitsmechanismus | Verriegelungen verhindern das Öffnen mehrerer Regale gleichzeitig | Typischerweise Einzel-Schubladenzugang | Verriegelungen können die Entnahme unter Druck verlangsamen |
| Wechselgeschwindigkeit | Kann bei Hochdruck-Wechseln Engpässe erzeugen | Schnellere Entnahme durch Einzelbewegung | Schubladensysteme reduzieren Zögerungszeit |
| Risiko bei kurzen Stanzsegmenten | Enge Abstände können Spitzenkontakt mit der Regal-/Schubladenkante verursachen | Flache, speziell gestaltete Schubladen schützen Schneidkanten | Schubladen verhindern besser Mikroausbrüche bei kurzen Stanzwerkzeugen |
| Risiko bei langen Matrizen | Aufrechte Lagerung kann beim Entnehmen ein Ankippen erfordern | Schlechte Unterstützung kann zu Durchbiegung in der Mitte führen | Vertikale Regale bergen das Risiko von Kantenkontakt; schlecht konstruierte Schubladen neigen zum Durchhängen |
| Unterstützung für lange Matrizen | Hängt vom Spurabstand ab; kann kontinuierliche Unterstützung fehlen | Erfordert durchgehende Unterstützung, um Durchhängen zu verhindern | Durchgehende Rollenunterstützung bevorzugt |
| Beste Einsatzmöglichkeit | Hochdichte Lagerung, bei der Bodenfläche kritisch ist | Schneller Einsatz und präziser Werkzeugschutz | Anordnung an Werkzeugtyp und Aufbaupriorität anpassen |
| Gesamtvorteil | Maximiert die Lagerdichte | Optimiert die Extraktion mit einer einzigen Bewegung | Die Wahl hängt davon ab, ob Platz oder Aufbauzeit Priorität hat |
Eine geschliffene Stempelspitze, die mit 60 Pfund Punktlast auf blanken Stahl trifft, ist nicht neutral. Stahl auf Stahl unter gleitender Belastung erzeugt adhäsiven Verschleiß. Mikroskopische Hochpunkte scheren ab. Das ist keine Theorie – das ist Tribologie.
Blanker Stahl ist billig. Er ist auch härter als die Geduld des Bedieners.
UHMW (Polyethylen mit ultrahohem Molekulargewicht) hat einen niedrigen Reibungskoeffizienten und hohe Abriebfestigkeit. Es wird nicht gegen Werkzeugstahl fressen. Wenn eine Matrize auf UHMW ruht, verteilt sich die Kontaktspannung leicht, da das Material mikroskopisch nachgibt. Das schützt die Kanten.
Polyurethan liegt dazwischen. Höhere Tragfähigkeit als UHMW, mehr Schlagfestigkeit, aber etwas höhere Reibung je nach Härtegrad. Gut zum Schutz gegen vertikale Stöße. Weniger ideal für lange gleitende Entnahmen, wenn die Oberfläche greift.
Versprechen des Anbieters: “Pulverbeschichteter Stahl für Haltbarkeit.” Realität auf dem Werkstattboden: Haltbarkeit für den Wagen ist irrelevant, wenn er $1.200-Werkzeuge abnutzt.
Für amerikanisches Werkzeug mit breiteren Angel-Schultern verhindern mit UHMW ausgekleidete Sättel seitlichen Verschleiß beim Herausheben. Europäische Systeme profitieren von durchgehenden Polymer-Seitenwänden in voller Höhe, um kippenden Kontakt zu eliminieren. Wila-Systeme benötigen entlastete Taschen um die Knopfgehäuse herum, ausgekleidet, um Schlepp während des Ausrastens zu vermeiden.
Kontaktmaterial ist nicht nur kosmetisch. Es bestimmt, ob der Einsatz schützend oder abrasiv ist.
Ein 70-Pfund-Stempel, der auf einer flachen Stahl-Schiene ruht, erfordert mehr Kraft, um Bewegung einzuleiten, als derselbe Stempel auf einem reibungsarmen Polymer. Diese anfängliche Auslösekraft ist der Moment, in dem Bediener ruckartig ziehen.
Ruckeln ist der Moment, in dem etwas fallen kann.
Wenn eine horizontale Rollenentnahme verwendet wird – korrekt bewertete Rollen mit durchgehender Unterstützung – sinkt die erforderliche Kraft dramatisch. Das Werkzeug bewegt sich auf einem kontrollierten Weg. Kein Verdrehen. Kein Umgreifen auf halber Strecke. Die ergonomische Belastung nimmt ab, was direkt die Wahrscheinlichkeit von Kantenstößen gegen benachbarte Werkzeuge verringert.
Aber Reibung hat nicht nur mit Physik zu tun. Es geht um Verhalten.
Wenn sich die Entnahme widerständig anfühlt, verlangsamen die Bediener. Sie passen den Griff an. Sie zögern in der Nähe benachbarter Kanten. Diese geistige Belastung summiert sich über 30 Werkzeuge in einem Wechsel.
Dichte vertikale Bahnen erhöhen oft die Reibung durch enge Toleranzen, die dazu gedacht sind, seitliches Schwanken zu verhindern. Das stabilisiert beim Einsetzen, bestraft jedoch beim Herausnehmen. Horizontale Rollensysteme reduzieren die Reibung, erfordern jedoch präzise Ausrichtung, um Schräglagen zu vermeiden.
Daher stellt sich die einfache Frage: Muss Ihr Wagen beim Herausnehmen kräftig korrigiert werden, oder führt er das Werkzeug in einer kontinuierlichen Bewegung heraus?
Wenn der Bediener gegen das Material kämpfen muss, haben Sie Widerstand in den Arbeitsablauf hinein konstruiert.
Ein Wagen mit einer Tragfähigkeit von 1.000 Pfund klingt beeindruckend. Leergewicht: etwa 265 Pfund in einem gängigen Schwerlastmodell. Fügen Sie 500 Pfund Werkzeug hinzu und schieben Sie ihn über einen leicht unebenen Betonboden.
Und nun beobachten Sie, wie sich der Rahmen verdreht.
Ich habe Wagen getestet, die sich bei 300 Pfund solide anfühlten und bei 500 Pfund instabil wurden. Kein Kippen – Verbiegen. Schubladen richten sich leicht falsch aus. Rollenführungen verklemmen sich. Plötzlich wird die glatte Entnahme, für die Sie bezahlt haben, zu einem zweihändigen Ruck, weil das Chassis unter Last verzogen wurde.
Gewichtsgrenzen sind statische Zahlen. Der Einsatz ist dynamisch.
Bei voller Beladung steigt der Schwerpunkt – besonders bei vertikalen Racks. Die Schubkraft nimmt zu. Auf unebenen Böden entlastet sich kurzzeitig ein Rollenbock, wodurch das Gewicht diagonal durch den Rahmen verlagert wird. Dieses Mikrorack verändert die Schienenausrichtung um Millimeter. Millimeter sind entscheidend, wenn Ihre Rückhaltefreiheit konstruktionsbedingt knapp ist.
Anbieter-Versprechen: “Kapazität von 1.000 lb.” Realität in der Werkstatt: Kapazität ohne Torsionssteifigkeit ist eine Mobilitätsschwäche.
Ein korrekt konstruiertes Ausbringungsfahrgestell überdimensioniert das Chassis im Verhältnis zur angegebenen Last, verwendet Kreuzverstrebungen, um Torsion zu widerstehen, und positioniert schwere Bahnen tief, um den Schwerpunkt niedrig zu halten. Andernfalls verschlechtern sich Ihre sorgfältig konstruierten Kontaktmaterialien und Bahngeometrien in dem Moment, in dem der Wagen sich unter realer Last bewegt.
Und das führt zur nächsten Frage.
Wenn Architektur und Materialien präzise Kanten schützen und die Entnahme in einer statischen Position beschleunigen können, was passiert, wenn Sie Bewegung in das System selbst einführen?
Jedes Mal, wenn ein 600-Pfund-Wagen eine Bodennähte überquert, schnellen die Torsionskräfte durch den Rahmen und Ihre sorgfältig ausgerichteten Bahnen verschieben sich um einen Millimeter.
So verstärkt Bewegung statische Konstruktionsfehler. Im geparkten Zustand verhalten sich reibungsarme Polymerauflagen, enge Halteabstände und ausgewogene vertikale Bahnen genau wie konstruiert. In dem Moment, in dem Sie Beschleunigung, Verzögerung und diagonale Lastverschiebungen durch unebenen Beton einführen, wird das Fahrgestell Teil der Schnittstelle Ihrer Werkzeugausstattung. Ein Rollenlager entlastet sich. Gewicht verlagert sich. Schienen verziehen sich leicht. Jetzt braucht der Stempel, der vorher mühelos glitt, einen korrigierenden Zug.
Und korrigierende Züge beschädigen Kanten.
Lieferantenversprechen: “Mobile Flexibilität zwischen Maschinen.” Realität auf dem Werkstattboden: Flexibilität bedeutet, dass jede Unebenheit ein Live-Belastungstest Ihrer Ausrichtungstoleranzen ist.
Wir behandeln Räder als neutral. Das sind sie nicht.
Wenn Ihr Wagen sich weiter bewegt als Ihr Bediener während einer Schicht, haben Sie Ihre Werkstatt um Räder statt um den Arbeitsablauf herum neu gestaltet.
Drei Meter sind ungefähr die Entfernung vom Bremsbett zum angrenzenden Bereitstellungsbereich in einer vernünftigen Anordnung.
Innerhalb dieses Radius kann Mobilität Schritte reduzieren, ohne erhebliche Instabilität einzuführen – kurze, kontrollierte Schübe über bekannte Bodenbedingungen, niedrige Beschleunigung, vorhersehbare Stopps. Der Wagen verhält sich wie eine umpositionierte Arbeitsstation, nicht wie ein Transportfahrzeug.
Aber dehnen Sie das auf 12 Meter über Dehnungsfugen, Luftleitungen und Verkehrsspuren aus, ändern sich die physikalischen Bedingungen. Momentum baut sich auf. Bediener steuern mit einer Hand, während sie mit der anderen Hindernisse beseitigen. Bremskräfte verlagern die Last nach vorne. Der Schwerpunkt steigt, wenn die oberen Bahnen gefüllt werden. Was vorher Einsatz war, wird zu Transport.
Er brauchte den vierten Stempel in einem Stapel.
Stellen Sie sich nun vor, Sie heben es zweimal, weil es auf dem liegt, was Sie eigentlich brauchen.
Kurzstrecken-Mobilität eliminiert Laufwege. Langstrecken-Mobilität fügt Handhabungszyklen hinzu, die als Bequemlichkeit getarnt sind.
Lieferantenversprechen: “Bewegen Sie Ihre gesamte Einrichtung überall in der Werkstatt.” Realität auf dem Werkstattboden: Je weiter es rollt, desto mehr verhält sich Ihre schützende Architektur wie eine Ladungssicherung anstatt wie eine präzise Bereitstellung.
Die eigentliche Frage ist also nicht “Rollt es?” sondern “Wie weit, wie oft und unter welcher Last?”
Fünfzehn Minuten Suchzeit pro Schicht kosten mehr Arbeitszeit, als ein Satz Industrielenkrollen an Stahl kostet.
Ein stationärer hochdichter Schrank – richtig konstruiert mit Vollauszugsschubladen und Monorail-Stütze – reduziert die Suchzeit, weil sich nichts außer der Schublade bewegt. Keine Torsion. Keine Rollenbiegung. Die Schwerkraft ist konstant. Die Werkzeuge bleiben im Einklang mit der Struktur, die sie trägt.
Aber Dichte verleitet zum Überfüllen. Und Überfüllen führt wieder zu doppelter Handhabung.
Dedizierte Point-of-Use-Wagen lösen ein anderes Problem. Sie stellen nur die Werkzeuge des nächsten Auftrags bereit, in Reihenfolge der Entnahme, auf Hüfthöhe positioniert, mit klaren Gängen und ohne Stapelung. Niedrige Dichte durch Design. Hohe Klarheit. Sie versuchen nicht, alles aufzunehmen. Sie existieren, um das Nächste bereitzustellen.
Aber was, wenn wir einfach dieses gleiche hochdichte Chaos auf Räder setzen?
Jetzt hast du die schlimmsten Eigenschaften kombiniert: volle Gänge, die die Entnahme erschweren, und eine mobile Basis, die unter Last nachgibt. Bewegung verstärkt die Dichte-Nachteile. Stationäre Schränke vertragen Dichte, weil der Rahmen sich nie verzieht. Mobile Wagen erfordern Zurückhaltung, weil der Rahmen sich immer verzieht.
Mobilität ist kein Feature. Sie ist ein Stressmultiplikator.
Acht Minuten Fußweg pro Umrüstung über vier Bremsen summieren sich zu Stunden pro Woche.
In einer Mehrfach-Bremsen-Werkstatt zwingt reine Zentralisierung die Bediener, für jedes Setup zu einer Werkzeug-“Waffenkammer” zu gehen. Reine Mobilität überflutet den Boden mit überladenen Wagen, die wie wandernde Lagerhäuser agieren.
Ein hybrides Hub-and-Spoke-Modell schlägt einen Mittelweg ein. Der Hub ist ein stationärer, hochdichter Schrank, der für Stabilität und Such-Effizienz konstruiert ist. Er hält den kompletten Werkzeugbestand. Die Speichen sind niedrigkapazitive, torsionsresistente Wagen, die pro Auftrag bereitgestellt werden, absichtlich vom Hub beladen, und sich nur innerhalb der 3-Meter-Regel an jeder Bremse bewegen.
Denk an eine militärische Waffenkammer. Waffen werden nicht in Kisten gestapelt für maximale Dichte – sie werden unter Druck für schnelle, schadensfreie Bereitstellung vorbereitet. Die Waffenkammer ist fest. Das Einsatzkit wird gezielt zusammengestellt und dann dorthin getragen, wo es gebraucht wird.
Der Fehler besteht darin anzunehmen, jedes Werkzeug müsse auf Rädern leben.
Miss die Entfernung vom Hub zur Bremse. Miss, wie oft Wagen Verkehrswege kreuzen. Miss, wie viele Werkzeuge auf einem Wagen während einer Schicht nie berührt werden. Diese Zahlen sagen dir, ob Mobilität Engpässe löst – oder sie still und heimlich erzeugt.
Und sobald du es messen kannst, hört die Frage auf, Bequemlichkeit zu sein.
Sie wird zu einer Frage der Rentabilität.
Zwölf Minuten pro Umrüstung bei $30 pro Stunde sind $6 Arbeitskosten. Fünf Umrüstungen pro Tag, 240 Tage im Jahr, und du hast $7.200 verbrannt, weil dein Werkzeugbereitstellungssystem gegen dich arbeitet statt dich zu unterstützen.
Das ist die Rechnung, die jeder vermeidet, weil Wagen als “Overhead” statt als “Durchsatztreiber” bezeichnet werden. Wir rechnen es direkt: Mobilität liefert nur ROI, wenn die gesparten Minuten die Minuten übersteigen, die sie still hinzugefügt hat durch Doppelhandhabung, Suchen und Beschädigung. Nicht was du fühlst. Was du mit einer Stoppuhr messen kannst.
Also wie berechnet man, wann Räder dir Geld bringen statt dich Geld kosten?
Fünfzehn Minuten “es ist irgendwo hier” kosten $7,50 pro Bediener pro Schicht bei $30 pro Stunde. Multipliziere das mit zwei Bedienern und 240 Tagen, und du blickst auf $3.600 pro Jahr nur für Suchzeit.
Aber du startest die Uhr nicht beim Lösen der Klammern. Du startest sie, wenn das letzte gute Teil von Auftrag A von der Bremse kommt. Dann stoppst du sie, wenn das erste verifizierte gute Teil von Auftrag B die Palette erreicht. Das ist die echte Umrüstzeit.
Teile es in Komponenten auf:
Versprechen des Lieferanten: “Wagen mit hoher Kapazität reduziert Wege.” Realität auf der Werkstattfläche: Sicherheitsverriegelungen erlauben, dass nur ein 4.000-Pfund-Regal gleichzeitig offen ist, sodass die Entnahme nacheinander erfolgt, nicht parallel.
Jedes Teil eine Woche lang zeitlich erfassen. Hypothetisches Beispiel: Ihr Team glaubt, die Umrüstungen dauern im Schnitt 20 Minuten. Die Stoppuhr zeigt 32. Davon sind 6 Minuten Werkzeugsuche, 4 Minuten Abstapeln, um das richtige Werkzeug zu erreichen, 3 Minuten Wiedereinsetzen von Stempeln, die sich nicht sauber schieben lassen, weil der Wagen beim Überqueren eines Dehnungsfugen-Gelenks verzogen wurde.
Sie hatten kein Maschinenproblem. Sie hatten ein Bereitstellungsproblem.
Stellen Sie jetzt die unangenehme Frage: Wenn präzisionsgeschliffene Werkzeuge und hydraulisches Spannen die maschinenseitige Einrichtung auf nahezu einstellige Minuten reduzieren können, Ihr Wagen aber 10 Minuten Reibung zurückbringt – wohin ist dann die Kapitalinvestition tatsächlich geflossen?
Ein abgeplatzter Schwanenhalsstempel kann je nach Länge und Profil zwischen $800 und $1.500 kosten. Das ist keine Katalog-Angstmacherei. Ich habe den Ersatzauftrag unterschrieben, nachdem wir einen über eine gekrümmte Schiene gezogen haben.
Stellen Sie sich nun vor, Sie heben es zweimal, weil es auf dem liegt, was Sie eigentlich brauchen.
Schäden passieren selten beim Biegen. Sie passieren beim Handling. Ein Wagen, der für maximale Dichte beladen ist, erhöht den Schwerpunkt. Trifft auf eine Bodenfuge. Ein Rollenblock entlädt sich. Der Rahmen verdreht sich um einen Millimeter. Die gehärtete Kante berührt Stahl anstelle von Polymer.
Versprechen des Lieferanten: “40% mehr Kapazität pro Fläche.” Realität auf der Werkstattfläche: Höheres Stapeln bedeutet mehr Hebevorgänge pro Entnahme, was mehr Kantenbelastung unter Last bedeutet.
Wenn Ihre Werkstatt wegen chaotischem Handling zwei Stempel pro Jahr beschädigt und jeder durchschnittlich $1.000 kostet, sind das $2.000 jährlich. Dazu kommt die verlorene Produktionszeit, die auf einen Ersatz oder Nachschliff wartet. Plus das Qualitätsrisiko, wenn jemand ihn trotzdem verwendet.
Versicherung geht nicht um Häufigkeit. Es geht um die Konsequenz.
Ein speziell entwickelter Bereitstellungswagen mit getrennten Bahnen, Haltegeometrie, die zu Ihrem Zangestil passt, und einem breiten Radstand, der Torsion widersteht, spart nicht nur Minuten. Er reduziert Kantenkontakt-Ereignisse. Weniger Kantenkontakte bedeuten weniger Ersatzbestellungen.
Wenn Sie den Preis eines abgeplatzten Schwanenhalses gegen ein Jahr schnellerer Umrüstungen abwägen, wirkt der “teure” Wagen plötzlich wie ein Selbstbehalt, den Sie ohnehin zahlen.
Aber wie viele Minuten muss er tatsächlich einsparen, um sich zu rechtfertigen?
Lassen Sie uns ein sauberes hypothetisches Szenario durchspielen.
Premium speziell gefertigter Wagen: $8.000. Bedienerarbeit: $30 pro Stunde. Schichten: 240 pro Jahr.
Um $8.000 in einem Jahr allein durch Arbeitskosten zurückzuzahlen, müssen Sie etwa 267 Arbeitsstunden einsparen. Das sind ungefähr 1,1 Stunden pro Schicht.
Klingt unmöglich, bis man es verteilt.
Wenn Sie vier Umrüstungen pro Schicht durchführen, sind das etwa 16–17 Minuten, die pro Umrüstung über das Team hinweg eingespart werden. Nicht pro Bediener. Pro Vorgang.
Wo verstecken sich 17 Minuten?
Das sind 17.
Wenn Ihre Stoppuhr-Auswertung nur 6 wiedergewinnbare Minuten pro Umrüstung zeigt, zahlt sich der Wagen im ersten Jahr allein über Arbeitskosten nicht aus. Nun rechnen Sie eine vermiedene $1.000-Stempelersetzung hinzu und die Mathematik ändert sich wieder.
Dies ist der nicht offensichtliche Teil: ROI hängt nicht davon ab, ob der Wagen rollt. Es geht darum, ob Ihr Werkzeugprofil, Ihre Umrüstungsfrequenz und Ihr Handhabungsmuster genug Reibung erzeugen, dass eine technische Umsetzung messbare Minuten und messbare Schäden entfernt.
Denken Sie an eine Waffenlagerung. Waffen werden nicht für maximale Dichte in Kisten gestapelt – sie werden für schnellen, schadensfreien Einsatz unter Druck bereitgestellt. Das Waffenlager ist fest. Das Missionspaket wird bewusst zusammengestellt.
Ihr Hub ist fest. Ihre Speiche ist bewusst. Ihr Wagen ist keine Kiste mit Rädern; er ist ein Gerät zur Umwandlung von Zeit und Risiko.
So verändert sich die Betrachtung. Sie fragen nicht: “Ist dieser Wagen teuer?”
Sie fragen: “Wie viele Kantenkontakte und Handhabungsminuten kaufen wir pro Schicht zurück – und sind wir diszipliniert genug, sie zu messen?”


















