

في الشتاء الماضي شاهدتُ مشغّلًا ماهرًا يخسر ثماني دقائق قبل أن يلمس الكبّاس.
كان يحتاج إلى القالب الرابع من كومة القوالب. للوصول إليه، أزال ثلاثة مقاطع بطول أربعة أقدام، وضعها على الأرض، أمسك بالقطعة السفلية، ثم أعاد تكديس الباقي. ثماني دقائق. في يومٍ فيه اثنا عشر تبديلًا.
ذلك العربة كانت “تحمل كل شيء”. كان ذلك هو عامل الجذب في البيع.
خمس عشرة دقيقة من البحث في كل وردية تعني تقريبًا 1.25 ساعة أسبوعيًا. عند تكلفة عمل إجمالية $75، فهذا يزيد عن $4,800 سنويًا لكل مشغّل. وهذا قبل أن نتحدث عن المقاطع المتساقطة أو الحواف المتشققة.
يبيع المورّدون السعة كما لو كانت قوة حصانية: “يحمل 30% أدوات أكثر.” “يُعظّم المساحة الرأسية.” على الورق، يبدو ذلك كفاءة.
وعد المورّد: المزيد من الأدوات في العربة يعني عدد رحلات أقل إلى الرف. واقع أرض المصنع: المزيد من الأدوات في الفتحة الواحدة يعني المزيد من فكّ التكديس، والمزيد من المعالجة المزدوجة، والمزيد من التأخيرات الدقيقة التي تتراكم أسرع من القوالب نفسها.
في مخزن أسلحة عسكري، لا تُكدّس البنادق في صناديق لأن ذلك يوفر مساحة أرضية. بل تُوضَع بحيث يمكن للجندي أن يمسك بالبندقية المطلوبة فورًا دون إزعاج البقية. أدوات الكبس لا تختلف. نحن لا نخزّن فولاذًا، بل نُشغِّل حوافًا دقيقة تحت ضغط الوقت.
فما الذي يحدث فعليًا عندما تنتصر الكثافة؟
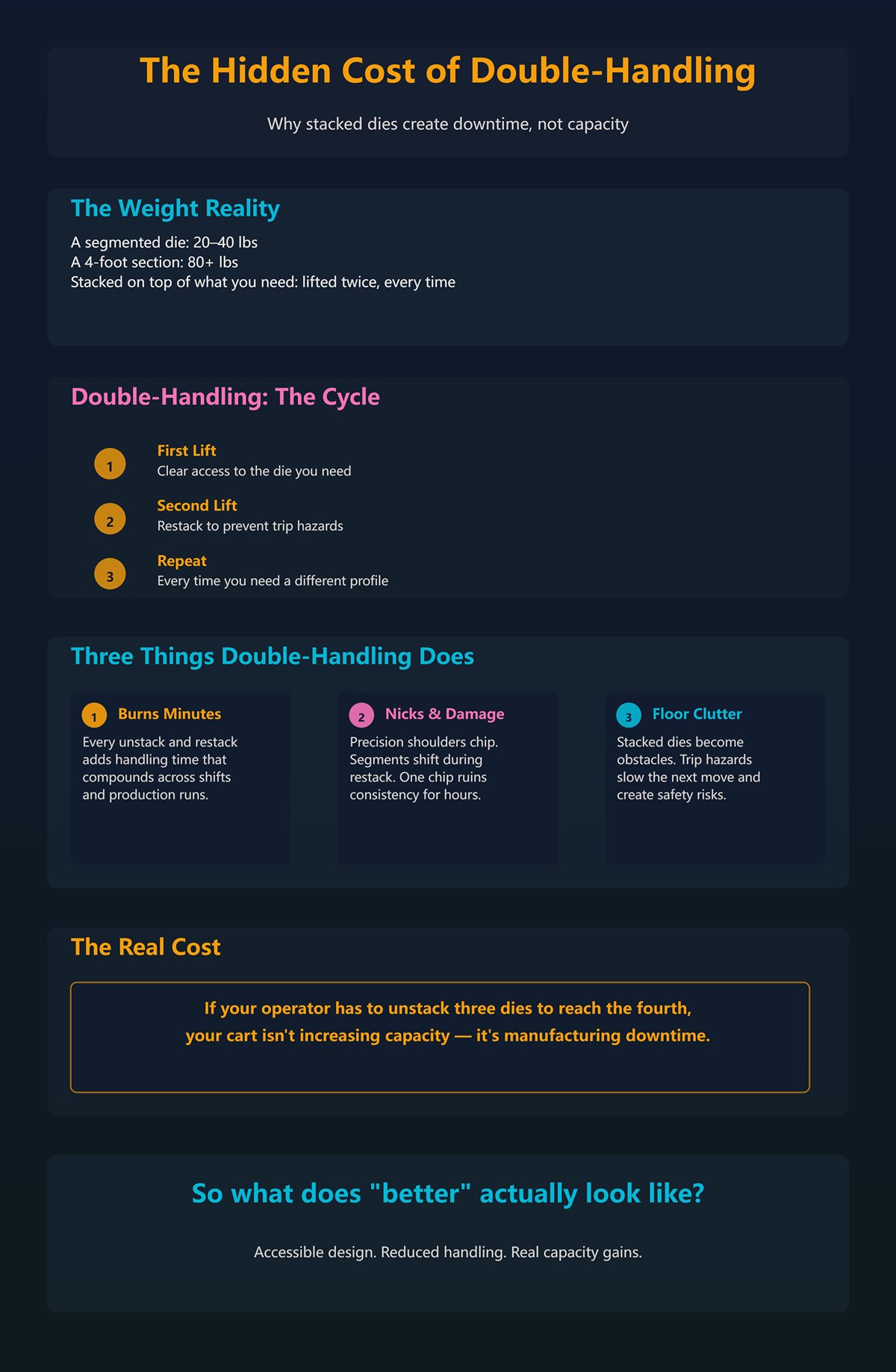
القالب المكوّن من مقاطع يزن من 20 إلى 40 رطلاً. والقطعة بطول 4 أقدام يمكن أن تتجاوز 80 رطلاً. تخيّل الآن رفع ذلك مرتين لأنه موضوع فوق ما تحتاجه بالفعل.
الرفع الأول: لتفريغ الوصول. الرفع الثاني: لإعادة التكديس حتى لا يتحول إلى خطر تعثر.
هذه معالجة مزدوجة. في كل مرة.
المعالجة المزدوجة تفعل ثلاثة أشياء: تستهلك دقائق، تزيد احتمال حدوث خدوش في الحواف الدقيقة، وتخلق فوضى أرضية تبطئ الحركة التالية. لقد أفسدت بنفسي طرف أداة ثقب لأن مقطعًا مكدّسًا انزلق أثناء إعادة التكديس. شقّ واحد تحوّل إلى انحناءات غير متناسقة لبقية الوردية.
إذا كان على المشغّل فكّ تكديس ثلاثة قوالب للوصول إلى الرابع، فالعربة لا تزيد السعة — إنها تصنع وقت توقف إنتاجي.
إذن إذا كان “الحمل الأكبر” يخلق احتكاكًا، فكيف يبدو “الأفضل” فعليًا؟

لقد شاهدت خزائن مصممة لمعايير معينة للأدوات — فتحات رأسية بحجم عرض التكييف، سعة 200 كغ لكل درج، ممنوع التكديس. تسحب مقطعًا واحدًا. ولا شيء آخر يتحرك.
هم لا يتفاخرون بالسعة. إنهم يتفاخرون بالفصل.
هذا هو التحول.
“يحتوي على جميع الأدوات” هو مقياس خاص بالمخزون. “الأدوات تكون بالضبط حيث تحتاج إليها” هو مقياس خاص بالنشر.
إذا كانت مهامك الشائعة تستخدم 30% من أدواتك 80% من الوقت، فلماذا يتم دفن تلك الأدوات خلف الملفات نادرة الاستخدام؟ العربات عالية الكثافة تعامل كل أداة على أنها متساوية. أما الإنتاج فلا يفعل ذلك.
ترتب مستودعات الأسلحة الأسلحة حسب تكرار المهام. أما نظام النشر فيرتب الأدوات حسب تكرار الانحناء، والطول، وعائلة الملفات. ويتطلب ذلك معرفة نوع ملف أدواتك — أمريكي، أوروبي، مُجزأ، أو بطول كامل — وتصميم النظام وفقًا لطريقة التشغيل الفعلية للأجزاء.
لكن ماذا لو وضعنا تلك الفوضى عالية الكثافة نفسها على عجلات؟
لقد رأيت ورشًا تحتفل بعربة أدوات جديدة لأنها “تتحرك مع المهمة”.”
الذي تحرك هو عنق الزجاجة نفسه.
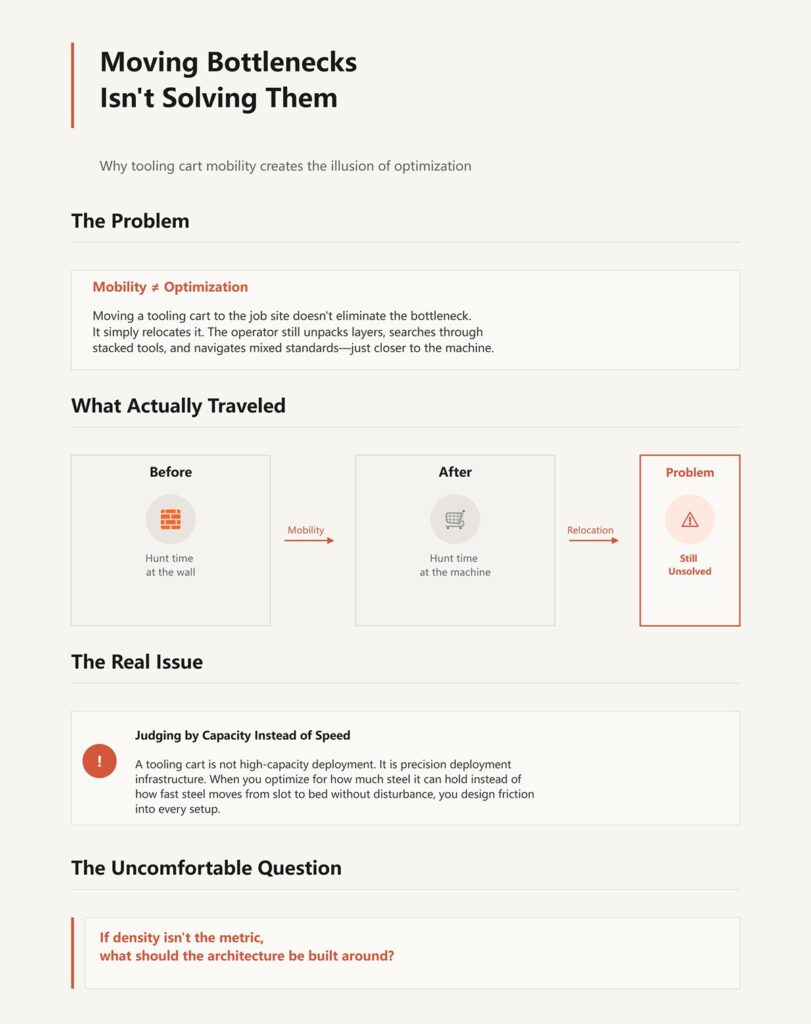
إذا كانت هندسة العربة تفرض التكديس، أو مزج المعايير، أو دفن الأجزاء، فإن كل ما فعلته هو نقل وقت البحث من الحائط إلى الماكينة. ما زال المشغّل يفك الطبقات. فقط أصبح يقوم بذلك بالقرب من الكباس.
التنقل ليس تحسينًا. إنه انتقال.
التحول الذهني هنا هو التالي: عربة الأدوات ليست نظام نشر عالي السعة. إنها بنية تحتية لنشر دقيق. في اللحظة التي تحكم فيها عليها بناءً على كمية الفولاذ التي يمكنها حملها بدلًا من سرعة انتقال الفولاذ من الفتحة إلى السرير دون تعطيل، تبدأ بتصميم الاحتكاك في كل إعداد.
وبمجرد أن تتقبل ذلك، يصبح السؤال الحقيقي غير مريح:
إذا لم تكن الكثافة هي المقياس، فعلى أي أساس يجب بناء البنية المعمارية؟
لا يمكن لوصلة بلسان بمقدار 20 مم أن تناسب نفس السكة التي تناسب وصلة بلسان بمقدار 0.500 بوصة دون عواقب.
في العام الماضي جلبنا دفعة جديدة من أدوات اللكم بأسلوب "ويلا" — بلسان بعرض 20 مم، مع أخاديد أمامية وخلفية مزدوجة للتثبيت التلقائي. قطع رائعة. مصقولة بدقة. أزرار للأدوات الأخف، وأقفال دبوسية للأثقل منها. وضعناها على نفس العربة التي استخدمناها لأدوات النظام الأمريكي لسنوات: قضبان أفقية بسيطة مصممة لوصلة نصف بوصة.
على الورق، كانت “تناسب”. على أرض الواقع، قاومت.
لم تحتضن القضبان اللسان الأعرض بشكل متوازن. الأخاديد التي يعتمد عليها التثبيت التلقائي لم يكن بها ما يحميها. اضطر المشغلون إلى إمالة الأداة قليلًا لتجاوز الحافة ثم تدويرها لتكون مستوية. أي حركتان بدل حركة واحدة. اضرب ذلك في 40 قطعة أثناء التبديل.
خمس عشرة ثانية إضافية لكل أداة تعني ضياع عشر دقائق.
وعد البائع: “القضبان العالمية تستوعب جميع أنماط الأدوات الرئيسية.” واقع أرض المصنع: كلمة "عالمي" تعني أن كل ملف تعريف مدعوم جزئياً فقط.
عندما تصمم عربة بناءً على أقصى كثافة ممكنة، فإنك تفترض أن الأدوات مجرد أشكال فولاذية ذات وزن. لكن أنظمة أمريكية وأوروبية وأنظمة Wila-Trumpf هي واجهات ميكانيكية مختلفة. فهي تتفاعل مع الكباس بشكل مختلف. وتستقر بشكل مختلف. وتُستخرج بشكل مختلف. إذا تجاهلت العربة هندسة تلك الواجهة، فإنها تُجبر المشغلين على التعويض بزوايا المعصم، ورفع إضافي، وعناية دقيقة.
وكل تعويض يكلف وقتاً.
إذا لم تكن الكثافة هي المقياس، فعندئذ يجب أن تتبع البنية المعمارية نظام التثبيت نفسه. يجب أن تحترم العربة كيفية قفل الأداة في الماكينة — لأن تلك الهندسة نفسها تحدد كيف ينبغي أن تُوضع حين تكون في وضع الخمول. إن لم تفعل، فأنت لا تقوم بتهيئة الأدوات للنشر، بل تركنها في الاحتكاك.
فماذا يحدث عندما تخلط أدوات أوروبية مصقولة بدقة مع قضبان مصممة وفق افتراضات التثبيت الأمريكية؟
اللسان الأوروبي بعمق 13 مم أضيق وأعمق من نظيره الأمريكي. صُمم ليمنح سطح تثبيت أكثر اتساقاً على طول الارتفاع. وهذا جزء من سبب تكراره الجيد.
الآن ضع ذلك اللسان البالغ 13 مم في قضيب مصمم لاحتضان كتف أعرض يبلغ 0.500 بوصة.
يوجد تمايل جانبي.
ليس كافياً لتراه عبر الورشة. لكنه كافٍ لتشعر به عندما تمسك القطعة. المثقَب يتأرجح قليلاً. الحافة تلامس جدار القضيب. ومع الوقت، ذلك الاتصال الميكروي يُدوّر الزوايا التي كانت مصقولة بدقة.
لن تلاحظه في اليوم الأول.
ستلاحظه عندما تنحرف عملية الثني بنصف درجة وتبدأ في مطاردة إعدادات الخلفية لمدة عشرين دقيقة قبل أن تدرك أن قابلية التكرار في التثبيت قد تغيرت.
الأدوات الأمريكية التصميم لديها بالفعل سطح تثبيت أقل بطبيعتها. التبديل المتكرر يُسرّع التآكل لأن اللسان نصف البوصة يحمل الحمل على واجهة أصغر. إذا أجبرت عربتك على الانزلاق المتكرر في فتحات أكبر، فأنت تزيد الاحتكاك الجانبي في نظام هو بالفعل أكثر حساسية له.
وعد البائع: “عربة واحدة للأسطول المختلط.” واقع أرض المصنع: الأساطيل المختلطة تحتاج إلى بنية منفصلة، لا قضبان مشتركة.
كان يحتاج إلى القالب الرابع في الرص الواحدة. الآن تخيل أن ذلك القالب الرابع هو أداة أوروبية دقيقة جالسة في فتحة بها فراغ مصمم لشيء أوسع. كل سحب يصبح عملية استخراج دقيقة. والدقة تعني البطء.
والبطء المتكرر مئة مرة في الأسبوع يصبح أمراً عادياً.
إذا كانت الأدوات الأوروبية تتأثر بالتمايل الجانبي في القضبان الأمريكية الطراز، فماذا يحدث حين نقلب الأمر — عندما نحاول تنظيم أدوات Wila-Trumpf ذات التثبيت التلقائي على قضبان قياسية تتجاهل نظام الأزرار والأخاديد تماماً؟
أدوات Wila-Trumpf التي يقل وزنها عن حوالي 27 رطلاً تستخدم غالباً أزرار أمان نابضية. أما القطع الأثقل فتستخدم دبابيس تثبيت. كلاهما صُمم للإدخال العمودي والتشابك الإيجابي داخل المكبس.
القضبان الأفقية القياسية للعربات لا تراعي هذا المكوّن.
لقد شاهدتُ المشغّلين يسحبون لكمة وِيلا مباشرة إلى الأعلى، فقط ليجدوا زر الزنبرك يحتك بحافة السكة لأن المسافة بين السكك لم تسمح بحركة الزر. فيقومون بإمالتها. ثم يرفعونها. ثم يديرونها.
ثلاث حركات حيث ينبغي أن تكفي حركة واحدة.
عشر ثوانٍ هنا. اثنتا عشرة هناك. بعد أربعين أداة، تكون قد تأخرت عن الجدول قبل أول عملية ثني اختبارية.
لكن عنق الزجاجة الحقيقي ليس في الثواني. إنه في التداخل. فعندما تلامس سكة العربة جسم الزر أو حافة الأخدود، يتباطأ المشغلون غريزيًا لتجنب التلف. ذلك التردد هو احتكاك مدمج في البنية نفسها.
ولكن ماذا لو وضعنا تلك الفوضى عالية الكثافة على عجلات وركنّاها بجانب المكبس؟
الآن نقلت عنق زجاجة الاستخراج إلى نقطة أعلى ضغط زمني. يقف المشغّل عند الآلة، ساعة الوظيفة تدور، يصارع أداة يحاول إخراجها من سكة لم تُصمَّم أبدًا لتستوعب مكوّنات تثبيتها.
ترسانة الأسلحة لا تصمم رفوفًا تُعلِّق محدّد الأمان في كل بندقية. فلماذا نرضى بعربات تُعلّق أجهزة التثبيت الأوتوماتيكية؟
إذا كانت أنظمة التثبيت تفرض خلوصًا رأسيًا ودعمًا جانبيًا، فإن طول الجزء يفرض شيئًا مختلفًا تمامًا: التباعد.
يبلغ وزن جزء القالب بطول أربعة أقدام مقدارًا لا يمكنك معه “تحريكه قليلاً ليفلت”. عليك أن تلتزم بالرفع.
الآن تخيّل أن ترفع هذا الجزء مرتين لأنه موضوع فوق ما تحتاجه فعلاً.
الأجزاء الطويلة تغيّر الحسابات. يمكن لقطعة بطول 12 بوصة أن تُخرَج بزاوية من فتحة ضيقة. أما الجزء بطول 48 بوصة فيحتاج إلى استخراج بخط مستقيم. هذا يعني خلوصًا رأسيًا في الأعلى وخلوصًا جانبيًا على كامل الطول.
تتحايل العربات عالية الكثافة على ذلك بتكديس الأطوال أو مزج أحجام الأجزاء ضمن قنوات مشتركة.
وعد المورّد: “القنوات القابلة للتعديل تناسب جميع الأطوال.” واقع أرضية الورشة: القنوات القابلة للتعديل تعني تباعدًا تسويفيًا.
إذا كانت أعمالك المعتادة تستخدم أجزاء بطول قدمين وأربعة أقدام بالتبادل، فيجب أن تخصّص عربتك ممرات تسمح بالاستخراج بحركة واحدة لأطول قطعة في تلك الفئة. هذا غالبًا يعني ممرات أقل.
عدد أقل. سرعة أعلى.
ثم هناك ارتفاع الإغلاق. يجب أن تشترك جميع الأدوات في الإعداد نفسه بارتفاع إغلاق متطابق—أي المسافة بين اللكمة والسرير. إذا كانت عربتك تخلط بين الرافعات والفواصل والقوالب الأساسية دون فصل معماري، سينتهي الأمر بالمشغلين إلى إجراء تصحيحات ارتفاع عند الآلة. هذا ليس نشر إعداد، بل تجميع تحت الضغط.
إذاً، سؤال البنية ليس “كم أداة يمكن أن تحمل هذه العربة؟”
بل هو: بالنسبة لنمط التشكيل السائد لدي—أمريكي أم أوروبي أم وِيلا—ما الهندسة والخلوص والدعم التي يتطلّبها الاستخراج بحيث تخرج أداة دون أن تزعج أخرى؟
عندما تجيب العربة عن ذلك بدقة، تتسارع عملية الإعداد.
عندما لا يحدث ذلك، تصبح كل عملية سحب تفاوضًا.
قالب يزن 60 رطلاً وطوله 4 أقدام يعلق في منتصف طريقه خارج قناة فولاذية عارية. يرفعه المشغل، يشعر بالمقاومة، يلتف قليلاً لتحريره، ثم يرفعه مجددًا لتجاوز الحافة. هذه حركتان إضافيتان تحت الحمولة، مع حافة مصقولة بدقة تنزلق عبر مادة لم تُصمم أبداً لحمايتها.
تخيل ذلك يتكرر مرتين لأنه موضوع فوق ما تحتاجه فعلاً.
إذا كان يجب على الهندسة المعمارية أن تتبع هندسة التثبيت، فإن العربة المصممة بشكل صحيح للأدوات الأميركية تحمل لسانات واسعة بقياس 0.500 بوصة في سروج بعرض متطابق مع تقييد جانبي وفراغ علوي مفتوح للرفع الخطي المباشر. أنظمة اللسان الأوروبية بقياس 13 مم تتطلب قنوات أضيق مع دعم جانبي كامل الارتفاع لمنع الاهتزاز. أدوات التثبيت التلقائي من نوع Wila-Trumpf تحتاج إلى مناطق تخفيف تتيح مرور أزرار الزنبرك ومكونات الأقفال بحيث يكون الاستخراج رأسياً وغير متقطع.
ذلك ليس تفضيلاً. إنه ضرورة ميكانيكية.
وعد المورد: “نشر عالمي عالي السعة.” واقع أرض المصنع: هندسة التثبيت تملي عرض المسار، والدعم الجانبي، ومسار الخروج.
التشبيه بمستودع الأسلحة ينطبق هنا. لا تُكدس الأسلحة في صناديق لأقصى كثافة. إنها تُنظم بحيث يمكن لأحدها أن يُسحب دون أن يخدش الآخر.
خسارة خمس عشرة دقيقة في كل وردية بسبب السحب الحذر تكلف تقريباً $4,000 دولار سنويًا لكل مشغل عند معدلات أجور الورش المعتادة. لقد رأيت هذا الوقت يتلاشى ليس في المشي — بل في التردد.
الرفوف الرأسية تستعيد مساحة الأرضية. بعض الشركات المصنعة تذكر استعادة مساحة أرضية تصل إلى 90% وتقليلًا كبيرًا في مسافة المشي. في الورش الضيقة، هذا مهم. لكن التصاميم الرأسية غالباً تستخدم أرففاً قابلة للسحب مع أقفال تمنع فتح عدة أدراج في وقت واحد. آمن نظريًا.
تحت ضغط سرعة التبديل، يصبح هذا الأمان نقطة اختناق. القالب الطويل الموضوع عمودياً في مسار رأسي عالي الكثافة يتطلب رفعاً للأعلى بالإضافة إلى فراغ أمامي. إذا كان تباعد المسارات ضيقاً، يميل المشغل القالب ليخرجه. تلامس الحافة الطرفية حافة الرف. تبدأ الشروخ الميكروية من هناك.
أنظمة الأدراج تعكس الهندسة. الأداة تكون في وضع أفقي. السحب يصبح انزلاقاً أفقياً ثم رفعاً. بالنسبة للقوالب المقسمة القصيرة، تحمي الأدراج الأطراف لأن الحافة القاطعة لا تتحمل الوزن أثناء السحب. أما بالنسبة للقوالب الطويلة، فإن الأدراج غير المدعومة جيدًا تسبب انحناء المنتصف. القالب بطول 4 أقدام حين يتقوس في المنتصف يحتك كتفاه بجدران الجوانب أثناء الانزلاق.
فأيها يمنع التلف؟
القطع القصيرة الدقيقة الموجهة تضيف ميزة للأدراج الضحلة المخصصة المزودة بأرضيات بوليمرية بطول كامل ودون تكديس. أما القوالب الطويلة والثقيلة فتفضل الرفوف الأفقية الدوّارة التي توفر دعماً مستمراً واستخراجاً بخط مستقيم.
الأنظمة الرأسية التي تركز على الكثافة تحقق فوزاً في مساحة الأرضية. الأنظمة الأفقية التي تركز على سهولة الاستخدام تحقق فوزاً في الإزالة بحركة واحدة. أي مقياس فعلياً يبطئ عمليات الإعداد لديك؟
| جانب | الرفوف الرأسية | أنظمة الأدراج | التأثير على تلف أطراف القوالب |
|---|---|---|---|
| كفاءة استخدام مساحة الأرضية | يمكنه استعادة ما يصل إلى 90% من مساحة الأرضية؛ يقلل من مسافة المشي | يتطلب مساحة أرضية أكبر | الرفوف العمودية تتفوق في تحسين استغلال المساحة |
| حركة الاسترجاع | رفع لأعلى مع مساحة إخلاء أمامية | انزلاق أفقي ثم رفع | الحركة الأفقية تقلل من خطر ملامسة الطرف |
| آلية الأمان | أجهزة التعشيق تمنع فتح عدة أرفف في نفس الوقت | عادةً ما يتم الوصول إلى درج واحد فقط | أجهزة التعشيق يمكن أن تبطئ عملية الاسترجاع تحت الضغط |
| سرعة التبديل | قد يسبب اختناقات أثناء عمليات التبديل عالية الضغط | إزالة أسرع بحركة واحدة | أنظمة الأدراج تقلل وقت التردد |
| مخاطر مقاطع الثقب القصيرة | المسافة الضيقة قد تسبب ملامسة الطرف لحافة الرف | الأدراج الضحلة والمخصصة تحمي حواف القطع | الأدراج تمنع التكسيرات الدقيقة بشكل أفضل للثقب القصير |
| مخاطر القوالب الطويلة | قد يتطلب التخزين العمودي الميل أثناء الإزالة | يمكن أن يتسبب ضعف الدعم في انحناء منتصف الامتداد | الأرفف العمودية تُعرّض الحواف للاتصال؛ الأدراج ضعيفة التصميم تُعرّضها للترهل |
| الدعم للقوالب الطويلة | يعتمد على تباعد الممرات؛ قد يفتقر إلى الدعم المستمر | يتطلب دعماً بطول كامل لمنع الترهل | يفضّل الدعم المستمر بواسطة الأسطوانات |
| أفضل حالة استخدام | التخزين عالي الكثافة عندما تكون مساحة الأرض حاسمة | النشر السريع وحماية الأدوات بدقة | طابق التخطيط مع نوع الأداة وأولوية الإعداد |
| الميزة العامة | تعظيم كثافة التخزين | تحسين الاستخراج بحركة واحدة | يعتمد الاختيار على ما إذا كانت المساحة أو وقت الإعداد هي الأولوية |
طرف ثقب مصقول يلامس فولاذاً عارياً بوزن 60 رطلاً من الحمل النقطي ليس وضعاً محايداً. الفولاذ على الفولاذ تحت حمل انزلاقي يخلق تآكلاً لاصقاً. النقاط العالية المجهرية تنقصِف. هذه ليست نظرية — إنها علم الاحتكاك (التريبولوجيا).
قضبان الفولاذ العاري رخيصة. لكنها أيضاً أقسى من صبر المشغّل.
يتميز UHMW (البولي إيثيلين فائق الوزن الجزيئي) بمعامل احتكاك منخفض ومقاومة عالية للتآكل. لا يحتك مع فولاذ الأدوات. عندما يستقر القالب على UHMW، تتوزع ضغوط التلامس قليلاً مع خضوع المادة ميكروسكوبياً. هذا يحمي الحواف.
يقع البولي يوريثان في الوسط. قدرة تحمل أعلى من UHMW ومقاومة أكبر للصدمات، لكن احتكاكاً أعلى قليلاً اعتماداً على الصلابة (الديوروميتر). جيد للحماية من الصدمات الرأسية. أقل مثالية لعمليات الاستخراج الانزلاقية الطويلة إذا كانت السطحية تمسك الأدوات.
وعد البائع: “فولاذ مطلي بالمسحوق من أجل المتانة.” واقع أرض المصنع: المتانة لعربة النقل غير ذات صلة إذا كانت تكشط أدوات $1,200.
بالنسبة للأدوات الأمريكية ذات أكتاف الساق الأوسع، تمنع السروج المبطنة بـ UHMW التآكل الجانبي أثناء الرفع. تستفيد الأنظمة الأوروبية من الجدران الجانبية البوليمرية الكاملة الارتفاع للقضاء على التلامس المتأرجح. تحتاج أنظمة Wila إلى تجاويف مفرغة حول أغطية الأزرار، ومبطنة لمنع السحب أثناء التعشيق.
مادة التلامس ليست تجميلية. فهي تحدد ما إذا كان النشر وقائيًا أم كاشطًا.
القالب الذي يزن 70 رطلاً المستقر على سكة فولاذية مسطحة يحتاج إلى قوة أكبر لبدء الحركة مقارنةً بنفس القالب على بوليمر منخفض الاحتكاك. وتلك القوة الابتدائية لكسر السكون هي ما يجعل المشغلين يقومون بشد مفاجئ.
الشد المفاجئ هو السبب في حدوث السقوط.
عند استخدام الاستخراج بواسطة بكرات أفقية—بكرات مصنفة بشكل صحيح مع دعم بطول كامل—ينخفض مقدار القوة المطلوبة بشكل كبير. يتحرك القالب في مسار متحكم فيه. لا يوجد التواء. لا إعادة إمساك في منتصف المسار. يقل الإجهاد المريح، مما يقلل مباشرة من احتمالية اصطدام الحواف بالأدوات المجاورة.
لكن الاحتكاك ليس فيزيائيًا فقط. إنه سلوكي أيضًا.
إذا بدا الاستخراج مقاومًا، يُبطئ المشغلون. يعدّلون قبضتهم. يترددون بالقرب من الحواف المجاورة. ذلك الحمل المعرفي يتضاعف عبر 30 أداة أثناء تبديل النظام.
تزيد الممرات العمودية عالية الكثافة غالباً من الاحتكاك بسبب التفاوتات الدقيقة المصممة لمنع التمايل. ذلك يعطي استقرارًا أثناء الإدخال، لكنه يضر أثناء الإخراج. الأنظمة التي تستخدم بكرات أفقية تقلل الاحتكاك لكنها تتطلب محاذاة دقيقة لتجنب الانحراف.
لذا يصبح السؤال بسيطًا: هل تحتاج عربتك لتصحيح قوي أثناء الاستخراج، أم أنها توجه الأداة للخارج بحركة مستمرة واحدة؟
إذا كان على المشغل أن يقاوم المادة، فقد أدخلت مقاومة ضمن سير العمل.
العربة المصنفة لتحمل 1,000 رطل تبدو مثيرة للإعجاب. الوزن الفارغ: حوالي 265 رطلاً في نموذج ثقيل شائع الاستخدام. أضف 500 رطل من الأدوات وادفعها عبر أرضية خرسانية غير مستوية قليلاً.
الآن شاهد الإطار وهو يلتوي.
لقد اختبرت عربات شعرت بأنها صلبة عند 300 رطل وغير مستقرة عند 500. ليست انقلابات—بل انثناءات. تنحرف الأدراج قليلاً. تتعطل مسارات البكرات. فجأة تصبح عملية الاستخراج السلسة التي دفعت ثمنها سحبًا بكلتا اليدين لأن الهيكل انحرف تحت الحمل.
حدود الوزن أرقام ثابتة. النشر يظل ديناميكيًا.
عند التحميل الكامل، يرتفع مركز الثقل—خاصةً مع الرفوف العمودية. تزداد قوة الدفع. على الأرضيات غير المستوية، يُفرّغ أحد العجلات مؤقتًا، مما يحوّل الوزن قطريًا عبر الإطار. يؤدي هذا الانحراف الجزئي إلى تغيير محاذاة السكة بمقدار المليمترات. والمليمترات مهمة عندما تكون فجوة التثبيت لديك ضيقة حسب التصميم.
وعد البائع: “سعة 1,000 رطل.” واقع أرض المصنع: السعة دون صلابة التواء هي عائق للحركة.
يتم بناء عربة نشر مصممة جيدًا على هيكل مبالغ في قوته مقارنةً بالحمولة المصنفة، وتستخدم دعامات متقاطعة لمقاومة الالتواء، وتضع الممرات الثقيلة في الأسفل للحفاظ على انخفاض مركز الثقل. خلاف ذلك، تتحلل المواد الملامسة والهندسة الممرية التي صممتها بعناية في اللحظة التي تتحرك فيها العربة تحت حمولة حقيقية.
وذلك يثير السؤال التالي.
إذا كانت الهندسة المعمارية والمواد يمكن أن تحمي الحواف الدقيقة وتسرّع الاستخراج في وضع ثابت، فماذا يحدث عندما تُدخل الحركة إلى النظام نفسه؟
في كل مرة يعبر فيها عربة تزن 600 رطلاً وصلة أرضية، تنتقل قوى الالتواء عبر الإطار وتخرج الممرات المصطفة بعناية عن محاذاتها بمقدار مليمتر واحد.
هكذا تضخّم الحركة عيوب التصميم الثابتة. في الوضع المتوقف، تعمل الأسرّة المصنوعة من البوليمر منخفض الاحتكاك، والخلوص المحكم للاحتفاظ، والممرات العمودية المتوازنة تمامًا كما صُممت هندسياً. في اللحظة التي تُدخل فيها التسارع، والتباطؤ، وتحولات التحميل العرضية الناتجة عن الخرسانة غير المستوية، يصبح الهيكل جزءًا من واجهة الأدوات. ينفصل أحد العجلات. ينتقل الوزن. تنحرف القضبان قليلًا. الآن القالب الذي كان ينزلق بسلاسة يحتاج إلى سحب تصحيحي.
والسحبات التصحيحية تُتلف الحواف.
وعد المورد: “مرونة الحركة بين الآلات.” واقع أرض المصنع: المرونة تعني أن كل مطب هو اختبار تحميل حي لمقدار تحملك للمحاذاة.
نحن نتعامل مع العجلات كأنها عناصر محايدة. لكنها ليست كذلك.
إذا كانت عربتك تقطع مسافة أكبر من المشغل الخاص بك خلال وردية العمل، فقد أعدت تصميم ورشتك حول العجلات بدلاً من سير العمل.
عشرة أقدام هي تقريباً المسافة من منصة المكبح إلى منطقة التجميع المجاورة في تصميم منطقي.
في داخل هذا النطاق، يمكن للحركة أن تقلل عدد الخطوات دون إدخال عدم استقرار ملموس — دفعات قصيرة ومتحكم بها فوق أرضية معروفة، تسارع منخفض، وتوقفات متوقعة. تتصرف العربة مثل محطة عمل أعيد وضعها، لا كمركبة نقل.
لكن عندما تمتد إلى أربعين قدمًا عبر فواصل التمدد، وخطوط الهواء، وممرات المرور، تتغير الفيزياء. يتزايد الزخم. يوجّه المشغل بيد بينما يزيل العوائق بالأخرى. تنتقل قوى الكبح إلى الأمام. يرتفع مركز الثقل مع امتلاء الممرات العليا. ما كان نشرًا يصبح نقلاً.
كان يحتاج إلى القالب الرابع في الكومة.
الآن تخيّل أن ترفع هذا الجزء مرتين لأنه موضوع فوق ما تحتاجه فعلاً.
الحركة القصيرة المدى تُلغي المشي. الحركة الطويلة المدى تضيف دورات مناولة مقنّعة على أنها تسهيل.
وعد المورد: “انقل إعدادك بالكامل إلى أي مكان في الورشة.” واقع أرض المصنع: كلما تحركت أكثر، تصرفت هندستك الوقائية كمثبت حمولة بدلاً من نشر دقيق.
إذن السؤال الحقيقي ليس “هل تدور؟” بل “إلى أي مدى، وكم مرة، وتحت أي حمل؟”
خمسة عشر دقيقة بحث في كل وردية تكلف في العمالة أكثر مما تكلف مجموعة من العجلات الصناعية في الفولاذ.
الخزانة الثابتة عالية الكثافة — المصممة هندسيًا بشكل صحيح بأدراج ذات امتداد كامل ودعم أحادي السكة — تقلل وقت البحث لأن الشيء الوحيد الذي يتحرك هو الدرج. لا التواء. لا انحراف في العجلات. الجاذبية ثابتة. تظل الأدوات متوافقة مع الهيكل الذي يدعمها.
لكن الكثافة تُغريك بالإفراط في التعبئة. والإفراط في التعبئة يعيد التعامل المزدوج.
عربات مخصصة عند نقطة الاستخدام تحل مشكلة مختلفة. فهي تجهّز أدوات المهمة التالية فقط، مرتبة حسب تسلسل الإزالة، ومتموضعة على ارتفاع الخصر، بممرات واضحة ومن دون تكديس. منخفضة الكثافة بتصميمها. عالية الوضوح. لا تحاول أن تحتوي كل شيء. وجودها هو لنشر ما هو قادم فقط.
لكن ماذا لو وضعنا تلك الفوضى عالية الكثافة نفسها على عجلات؟
الآن لقد جمعت أسوأ الصفات: ممرات مكتظة تقاوم الاستخراج وقاعدة متحركة تنثني تحت الحمل. الحركة تضخّم عقوبة الكثافة. الخزائن الثابتة تتحمل الكثافة لأن الإطار لا يتشوه أبداً. أما العربات المتنقلة فهي تتطلب انضباطاً لأن الإطار يتشوه دائماً.
الحركة ليست ميزة. إنها مضاعف للإجهاد.
ثماني دقائق من المشي لكل تغيير إعداد عبر أربع مكابح تُضاف لتصبح ساعات في الأسبوع.
في ورشة متعددة المكابح، يؤدي التركيز المركزي الخالص إلى إجبار المشغلين على الانتقال إلى “مستودع” الأدوات لكل إعداد. أما الحركة المطلقة فتغرق أرض الورشة بعربات زائدة التحميل تعمل كمستودعات جوالة.
النموذج الهجين من المحور والأذرع يجمع بين الحالتين. فالمحور هو خزانة ثابتة عالية الكثافة مصممة للاستقرار وكفاءة البحث. وهي تحتوي على كامل مخزون الأدوات. أما الأذرع فهي عربات منخفضة السعة ومقاومة للالتواء، تُجهّز حسب كل مهمة، تُحمّل عمداً من المحور، وتتحرك فقط ضمن نطاق 10 أقدام عند كل مكبح.
تخيل مستودعاً عسكرياً للأسلحة. لا تُكدّس الأسلحة في صناديق لتحقيق أقصى كثافة — بل تُجهّز للنشر السريع الخالي من الأضرار تحت الضغط. المستودع ثابت. مجموعة المهمة تُجمع عن قصد، ثم تُنقل إلى حيث الحاجة.
الخطأ هو افتراض أن كل أداة يجب أن تكون على عجلات.
قِس المسافة من المحور إلى المكبح. قِس كم مرة تعبر العربات ممرات الحركة. قِس عدد الأدوات على العربة التي لا تُلمس أبداً خلال النوبة. تلك الأرقام تخبرك ما إذا كانت الحركة تحل الاختناقات — أم تخلقها بهدوء.
وبمجرد أن يمكنك قياس ذلك، تتوقف المسألة عن كونها راحة وسهولة.
وتصبح عائداً على الاستثمار.
اثنتا عشرة دقيقة لكل تغيير إعداد عند $30 في الساعة تعني $6 في العمالة. نفّذ خمس تغييرات إعداد يومياً، على مدار 240 يوماً في السنة، وستستهلك $7,200 لأن نظام نشر الأدوات لديك يقاتلك بدلاً من أن يُغذيك.
هذا هو الحساب الذي يتجنبه الجميع لأن العربات تُوصَف بأنها “تكاليف عامة” لا “محركات للإنتاجية”. سنحسبها مباشرة: الحركة لا تحقق عائد استثمار إلا عندما تتجاوز الدقائق التي توفرها الدقائق التي تضيفها بصمت عبر التعامل المزدوج، والبحث، والأضرار. ليس ما تشعر به. بل ما يمكنك توقيته باستخدام ساعة توقيت.
إذن كيف تحسب متى تحقق لك العجلات ربحاً بدلاً من أن تُكلفك؟
خمسة عشر دقيقة من “إنه هنا في مكان ما” تكلف $7.50 لكل مشغل في كل نوبة عند $30 في الساعة. اضرب ذلك في مشغلين و240 يوماً، وستجد نفسك أمام $3,600 في السنة من وقت البحث وحده.
لكن لا تبدأ العد عند فك التثبيت. ابدأ عند خروج آخر قطعة جيدة من المهمة A من المكبح. ثم أوقفه عند وصول أول قطعة جيدة مؤكدة من المهمة B إلى المنصة. هذا هو وقت تغيير الإعداد الحقيقي.
قسّمها إلى مكونات:
وعد المورد: “العربة عالية السعة تقلل عدد الرحلات.” واقع أرض المصنع: آليات الأمان تسمح بفتح رف واحد يبلغ وزنه 4000 رطل في المرة الواحدة، لذا تصبح عملية الاسترجاع تسلسلية وليست متوازية.
قم بتوقيت كل جزء لمدة أسبوع. مثال افتراضي: يعتقد فريقك أن متوسط تبديل الأدوات هو 20 دقيقة. ساعة الإيقاف تقول 32 دقيقة. من هذا، 6 دقائق بحث عن الأدوات، 4 دقائق لفك التكديس للوصول إلى القالب الصحيح، و3 دقائق لإعادة تثبيت البنشات التي لا تنزلق بسلاسة لأن العربة انحرفت أثناء عبور وصلة تمدد.
لم تكن لديك مشكلة في الآلة. كانت لديك مشكلة في النشر.
الآن اطرح السؤال المزعج: إذا كان التثبيت الهيدروليكي والأدوات ذات الدقة العالية يمكن أن يخفضا وقت الإعداد على جانب الآلة إلى أرقام فردية، ولكن عربتك تضيف 10 دقائق من الاحتكاك مرة أخرى، فأين ذهب الاستثمار الرأسمالي فعلاً؟
يمكن أن تتراوح تكلفة لكمة عنق الإوزة المتشققة الواحدة بين $800 إلى $1,500 حسب الطول والشكل. هذه ليست لغة تخويف في الكتالوج. لقد وقعت أمر الاستبدال بعد أن سحبنا واحدة عبر سكة منحنية.
الآن تخيّل أن ترفع هذا الجزء مرتين لأنه موضوع فوق ما تحتاجه فعلاً.
نادراً ما يحدث الضرر أثناء الثني. يحدث أثناء المناولة. العربة المحملة بكثافة قصوى ترفع مركز الثقل. تصدم خط أرضي. أحد العجلات يفقد الحمل. الإطار يلتوي بمقدار مليمتر. الحافة الصلبة تلامس الفولاذ بدلاً من البوليمر.
وعد المورد: “40% أكثر سعة لكل مساحة.” واقع أرض المصنع: التكديس الأعلى يعني المزيد من الرفع عند الاسترجاع، مما يعني المزيد من تعرض الحواف تحت الحمل.
إذا كانت ورشتك تتلف لكمتين في السنة بسبب المناولة الفوضوية، وكل واحدة تكلف متوسط $1,000، فهذا يعني $2,000 سنوياً. أضف وقت الإنتاج المفقود أثناء الانتظار للاستبدال أو إعادة الصقل. أضف خطر الجودة إذا قام أحدهم باستخدامها على أي حال.
التأمين لا يتعلق بالتكرار. بل يتعلق بالعواقب.
عربة نشر مصممة خصيصاً بمسارات منفصلة، وهندسة احتجاز متطابقة مع نمط التثبيت لديك، وقاعدة عجلات عريضة تقاوم الالتواء لا توفر دقائق فحسب، بل تقلل أيضاً من أحداث ملامسة الحواف. قلة ملامسات الحواف تعني أوامر استبدال أقل.
عندما تقارن تكلفة لكمة عنق الإوزة المتشققة بسنة من تبديل الأدوات الأسرع، تبدو العربة “الغالية” مثل اقتطاع تدفعه بالفعل.
لكن كم دقيقة تحتاج فعلاً لتوفيرها لتبرير نفسها؟
لنجري افتراضًا نظريًا نظيفًا.
عربة متميزة مصممة لغرض محدد: 8,000$. أجر العامل: 30 $ في الساعة. عدد الورديات: 240 في السنة.
لتسترد 8,000$ في سنة واحدة من العمل فقط، تحتاج إلى استعادة حوالي 267 ساعة عمل. وهذا يعادل تقريبًا 1.1 ساعة في كل وردية.
يبدو مستحيلًا حتى نوزع ذلك.
إذا أجريت أربع عمليات تبديل في كل وردية، فستوفر حوالي 16-17 دقيقة في كل عملية تبديل عبر الفريق. ليس لكل عامل، بل لكل حدث.
أين تختبئ هذه الـ17 دقيقة؟
هذا يساوي 17 دقيقة.
إذا أظهر تدقيق باستخدام ساعة الإيقاف أن هناك فقط 6 دقائق قابلة للاسترداد في كل تبديل، فإن العربة لن تغطي تكلفتها في السنة الأولى من خلال العمل فقط. الآن أضف عاملًا آخر وهو تجنب استبدال قطعة ضرب بقيمة 1,000$ وسيتغير الحساب مرة أخرى.
وهذا هو الجزء غير الواضح: العائد على الاستثمار لا يتعلق بما إذا كانت العربة تتحرك. بل بما إذا كان ملف أدواتك وتكرار التبديلات ونمط التعامل يخلق احتكاكًا كافيًا بحيث يزيل النشر الهندسي دقائق قابلة للقياس وأضرارًا قابلة للقياس.
فكر في مستودع الأسلحة. الأسلحة لا تُكدس في صناديق لتحقيق أقصى كثافة — بل يتم ترتيبها للإخراج السريع والخالي من التلف تحت الضغط. المستودع ثابت. مجموعة المهمة تُجمع بعناية.
المركز لديك ثابت. العجلة الفرعية مقصودة. العربة ليست صندوقًا بعجلات؛ إنها جهاز لتحويل الوقت والمخاطر.
لذا يتغير المنظور. لا تسأل، “هل هذه العربة باهظة؟”
بل اسأل، “كم عدد لمسات الحواف ودقائق التعامل التي نستعيدها في كل وردية — وهل نحن منضبطون بما يكفي لقياسها؟”


















