

Musim dingin lalu saya melihat seorang operator yang baik kehilangan delapan menit sebelum dia bahkan menyentuh mesin tekan.
Dia membutuhkan cetakan keempat dari tumpukan. Untuk mencapainya, dia menarik tiga segmen sepanjang 4 kaki, meletakkannya di lantai, mengambil bagian paling bawah, lalu menumpuk kembali sisanya. Delapan menit. Dalam satu hari dengan dua belas kali pergantian.
Kereta itu “menyimpan semuanya.” Itulah poin jualannya.
Lima belas menit untuk mencari per shift kira-kira sama dengan 1,25 jam per minggu. Dengan beban tenaga kerja $75, itu berarti lebih dari $4.800 per tahun per operator. Dan itu sebelum kita membicarakan segmen yang terjatuh atau bahu cetakan yang terkelupas.
Pemasok menjual kapasitas seolah-olah itu adalah tenaga kuda: “Menampung 30% lebih banyak perkakas.” “Memaksimalkan ruang vertikal.” Di atas kertas, itu terdengar seperti efisiensi.
Janji Pemasok: Lebih banyak alat per kereta berarti lebih sedikit perjalanan ke rak. Kenyataan di Lantai Produksi: Lebih banyak alat per slot berarti lebih banyak pembongkaran, lebih banyak penanganan ganda, lebih banyak penundaan kecil yang menumpuk lebih cepat daripada cetakannya sendiri.
Di gudang militer, senapan tidak ditumpuk dalam peti karena alasan penghematan ruang. Mereka disusun agar seorang prajurit dapat mengambil yang tepat, seketika, tanpa mengganggu yang lain. Perkakas press brake tidak berbeda. Kita tidak sedang menyimpan baja. Kita sedang menerapkan tepi presisi di bawah tekanan waktu.
Jadi apa yang sebenarnya terjadi ketika kepadatan yang menang?
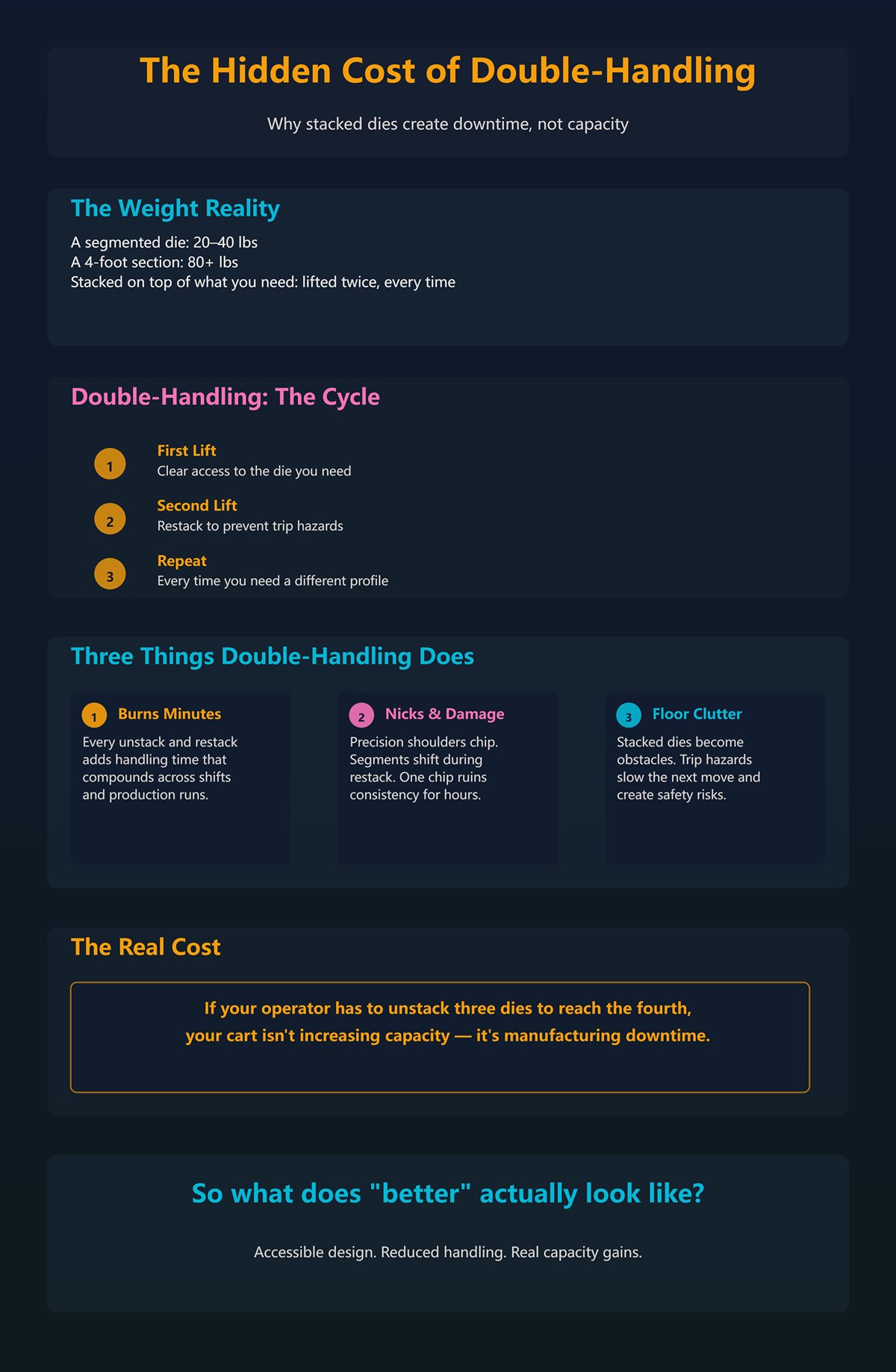
Satu cetakan tersegmentasi beratnya 20 hingga 40 pon. Satu bagian sepanjang 4 kaki bisa mencapai lebih dari 80 pon. Sekarang bayangkan mengangkat itu dua kali karena berada di atas apa yang sebenarnya Anda butuhkan.
Angkatan pertama: membuka akses. Angkatan kedua: menumpuk kembali agar tidak menjadi bahaya tersandung.
Itu adalah penanganan ganda. Setiap kali.
Penanganan ganda melakukan tiga hal: memakan waktu beberapa menit, meningkatkan kemungkinan lecet pada bahu presisi, dan menciptakan kekacauan di lantai yang memperlambat langkah selanjutnya. Saya pribadi pernah merusak ujung punch karena segmen yang ditumpuk bergeser selama penumpukan ulang. Satu serpihan berubah menjadi hasil tekukan yang tidak konsisten sepanjang shift.
Jika operator Anda harus membongkar tiga cetakan untuk mencapai cetakan keempat, kereta Anda tidak sedang menambah kapasitas — melainkan sedang memproduksi waktu henti.
Jadi jika “menampung lebih banyak” menimbulkan gesekan, seperti apa sebenarnya “lebih baik” itu?

Saya pernah melihat kabinet yang dibuat untuk standar perkakas tertentu — slot vertikal sesuai lebar adaptor, 200 kg per laci, tidak boleh menumpuk. Anda menarik satu segmen. Tidak ada yang lain yang bergerak.
Mereka tidak membanggakan kapasitas. Mereka membanggakan pemisahan.
Itu adalah pergeseran.
“Menampung semua alat” adalah metrik gudang. “Alat tepat di tempat Anda membutuhkannya” adalah metrik penerapan.
Jika pekerjaan umum Anda menggunakan 30% dari perkakas Anda 80% dari waktu, mengapa bagian-bagian itu terkubur di balik profil yang jarang digunakan? Kereta berkapasitas tinggi memperlakukan setiap alat secara setara. Produksi tidak demikian.
Sebuah gudang senjata menempatkan senjata berdasarkan frekuensi misi. Sistem penerapan menempatkan perkakas berdasarkan frekuensi pembengkokan, panjang, dan keluarga profil. Itu membutuhkan pengetahuan tentang profil perkakas Anda — Amerika, Eropa, tersegmentasi, panjang penuh — dan desain yang disesuaikan dengan cara Anda benar-benar menjalankan bagian-bagian.
Tapi bagaimana jika kita hanya menaruh kekacauan berkepadatan tinggi yang sama di atas roda?
Saya telah melihat bengkel merayakan kereta perkakas baru karena kereta itu “bergerak bersama pekerjaan.”
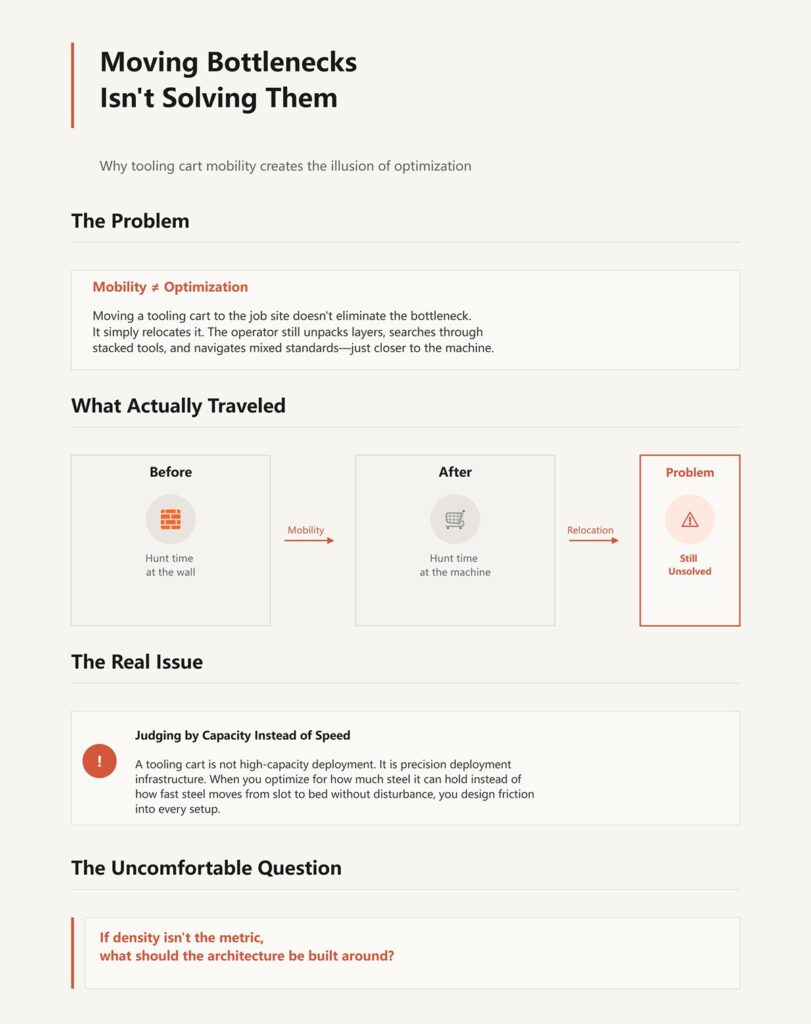
Yang berpindah adalah hambatannya.
Jika arsitektur kereta memaksa penumpukan, standar campuran, atau segmen yang terkubur, yang Anda lakukan hanyalah memindahkan waktu pencarian dari dinding ke mesin. Operator masih harus membongkar lapisan. Dia hanya melakukannya lebih dekat ke ram.
Mobilitas bukanlah optimasi. Itu adalah relokasi.
Perubahan cara berpikirnya adalah ini: kereta perkakas bukanlah penerapan berkapasitas tinggi. Ia adalah infrastruktur penerapan presisi. Saat Anda menilainya berdasarkan seberapa banyak baja yang bisa ditampung alih-alih seberapa cepat baja bisa bergerak dari slot ke meja tanpa gangguan, Anda mulai merancang gesekan ke dalam setiap pengaturan.
Dan begitu Anda menerima itu, pertanyaan sebenarnya menjadi tidak nyaman:
Jika kepadatan bukan metriknya, arsitektur seharusnya dibangun berdasarkan apa?
Tang 20 mm tidak pas pada rel yang sama dengan tang 0,500 inci tanpa konsekuensi.
Tahun lalu kami menerima satu batch baru pukulan gaya Wila — tang lebar 20 mm, alur depan dan belakang ganda untuk penjepitan otomatis. Bagian yang indah. Permukaannya halus. Tombol untuk alat yang lebih ringan, pin pengunci untuk yang lebih berat. Kami menempatkannya di kereta yang sama yang telah membawa perkakas Amerika selama bertahun-tahun: rel horizontal sederhana berukuran sekitar tang setengah inci.
Di atas kertas, mereka “muat.” Di lantai, mereka melawan balik.
Rel tidak menyangga tang yang lebih lebar secara merata. Alur yang digunakan untuk penjepitan otomatis tidak memiliki pelindung apa pun. Operator harus memiringkan pukulan sedikit untuk melewati bibir, lalu memutarnya rata. Itu dua gerakan, bukan satu. Kalikan itu dengan 40 bagian saat pergantian.
Lima belas detik ekstra per alat berarti sepuluh menit hilang.
Janji Vendor: “Rel universal mengakomodasi semua gaya perkakas utama.” Realitas Lantai Produksi: Universal berarti setiap profil hanya didukung sebagian.
Ketika Anda merancang troli dengan fokus pada densitas maksimum, Anda berasumsi bahwa alat hanyalah bentuk baja dengan berat. Namun sistem Amerika, Eropa, dan Wila-Trumpf memiliki antarmuka mekanis yang berbeda. Mereka berinteraksi dengan ram secara berbeda. Mereka duduk secara berbeda. Mereka dilepas secara berbeda. Jika troli mengabaikan geometri antarmuka tersebut, hal itu memaksa operator untuk mengompensasinya dengan sudut pergelangan tangan, tambahan angkatan, dan penanganan yang sangat hati-hati.
Dan setiap kompensasi membutuhkan waktu.
Jika densitas bukan metriknya, maka arsitektur harus mengikuti sistem penahan itu sendiri. Troli harus menghormati cara alat mengunci ke mesin—karena geometri yang sama mengatur bagaimana ia seharusnya duduk saat tidak digunakan. Jika tidak, Anda bukan sedang menyiapkan alat untuk penggunaan, melainkan memarkirnya di gesekan.
Jadi apa yang terjadi ketika Anda mencampur perkakas Eropa yang digiling dengan presisi dengan rel yang dibangun berdasarkan asumsi penahan gaya Amerika?
Takik 13 mm Eropa lebih sempit dan lebih dalam dibandingkan yang Amerika. Ia dirancang untuk permukaan penjepit yang lebih konsisten sepanjang tinggi alat. Itulah salah satu alasan mengapa ia memiliki repetisi yang baik.
Sekarang masukkan takik 13 mm itu ke rel yang dirancang untuk menyangga bahu yang lebih lebar 0,500 inci.
Ada kelonggaran samping.
Tidak cukup terlihat dari seberang bengkel. Cukup untuk dirasakan saat Anda memegang segmen. Punch sedikit bergoyang. Ujungnya menyentuh dinding rel. Seiring waktu, kontak mikro itu mengikis sudut yang digiling untuk presisi.
Anda tidak akan menyadarinya pada hari pertama.
Anda akan menyadarinya ketika lengkungan melenceng setengah derajat dan Anda menghabiskan dua puluh menit menyetel ulang pengukur belakang sebelum menyadari bahwa kemampuan penjepitan ulang telah berubah.
Perkakas gaya Amerika sudah memiliki permukaan penjepit yang lebih kecil secara desain. Pergantian yang sering mempercepat keausan karena takik setengah inci itu menanggung beban pada antarmuka yang lebih kecil. Jika troli Anda memaksa geseran berulang ke dalam slot yang terlalu besar, Anda menambah abrasi samping pada sistem yang sudah lebih sensitif terhadapnya.
Janji Vendor: “Satu troli untuk armada campuran.” Realitas Lantai Bengkel: Armada campuran membutuhkan arsitektur yang terpisah, bukan rel yang dibagi.
Dia membutuhkan cetakan keempat dalam tumpukan. Sekarang bayangkan cetakan keempat itu adalah perkakas presisi Eropa yang berada di slot dengan kelonggaran yang dibuat untuk sesuatu yang lebih lebar. Setiap tarikan menjadi pengambilan yang hati-hati. Hati-hati berarti lambat.
Dan lambat yang diulang seratus kali seminggu menjadi hal yang normal.
Jika perkakas Eropa mengalami kelonggaran lateral di rel gaya Amerika, apa yang terjadi jika dibalik—ketika kita mencoba menempatkan perkakas Wila-Trumpf auto-clamping di rel standar yang sama sekali mengabaikan sistem tombol dan alurnya?
Perkakas Wila-Trumpf dengan berat sekitar 27 pon sering menggunakan tombol pengaman pegas. Potongan yang lebih berat menggunakan pengunci pin. Keduanya dirancang untuk pemasukan vertikal dan keterikatan positif di press.
Rel horizontal standar tidak memperhitungkan perangkat keras tersebut.
Saya pernah melihat operator menarik punch Wila langsung ke atas, hanya untuk mendapati tombol pegasnya terseret pada bibir rel karena jarak rel tidak cukup untuk perjalanan tombol. Jadi mereka memiringkannya. Lalu mengangkat. Lalu memutarnya.
Tiga gerakan di mana seharusnya cukup satu.
Sepuluh detik di sini. Dua belas di sana. Empat puluh alat kemudian, Anda sudah tertinggal jadwal bahkan sebelum tekukan uji pertama.
Namun hambatan sebenarnya bukanlah hitungan detik. Tapi gangguan. Ketika rel troli menyentuh rumah tombol atau tepi alur, operator secara naluriah melambat untuk menghindari kerusakan. Keragu-raguan itu adalah gesekan yang tertanam dalam arsitektur.
Tapi bagaimana jika kita menaruh kekacauan padat yang sama di atas roda dan memarkirkannya di sebelah rem?
Sekarang Anda telah memindahkan hambatan ekstraksi ke titik dengan tekanan waktu tertinggi. Operator berdiri di mesin, waktu kerja berjalan, berjuang mengeluarkan alat dari rel yang tidak pernah dirancang untuk perangkat penahannya.
Gudang senjata tidak merancang rak yang tersangkut di pemilih keamanan setiap senapan. Mengapa kita menerima troli yang tersangkut pada perangkat penjepit otomatis?
Jika sistem penahan menentukan jarak bebas vertikal dan dukungan samping, panjang segmen menentukan hal lain sepenuhnya: jarak antar segmen.
Segmen cetakan sepanjang empat kaki cukup berat sehingga Anda tidak bisa “menggoyangnya agar lepas.” Anda harus benar-benar mengangkatnya.
Sekarang bayangkan mengangkatnya dua kali karena benda itu berada di atas yang sebenarnya Anda butuhkan.
Segmen panjang mengubah perhitungannya. Potongan 12 inci bisa dimiringkan keluar dari celah sempit. Segmen 48 inci membutuhkan ekstraksi garis lurus. Itu berarti jarak bebas vertikal di atas dan jarak bebas lateral sepanjang keseluruhannya.
Troli berkerapatan tinggi menipu hal ini dengan menumpuk panjang berbeda atau mencampur ukuran segmen dalam saluran bersama.
Janji Vendor: “Saluran yang dapat disesuaikan cocok untuk semua panjang.” Realitas di Lantai Produksi: Saluran yang dapat disesuaikan berarti jarak kompromi.
Jika pekerjaan umum Anda menggunakan segmen 2 kaki dan 4 kaki secara bergantian, troli Anda harus menyediakan jalur yang memungkinkan ekstraksi satu gerakan untuk potongan terpanjang dalam kelompok itu. Itu sering berarti lebih sedikit jalur.
Jumlah lebih sedikit. Kecepatan lebih tinggi.
Dan kemudian ada ketinggian penutupan. Semua alat dalam satu set harus memiliki ketinggian penutupan yang identik—jarak pukulan ke alas. Jika troli Anda mencampur pengangkat, spacer, dan cetakan dasar tanpa pemisahan arsitektural, operator akhirnya membangun koreksi ketinggian di mesin. Itu bukan penerapan. Itu perakitan di bawah tekanan.
Jadi pertanyaan arsitekturalnya bukan “Berapa banyak alat yang dapat ditampung troli ini?”
Tetapi ini: Untuk gaya perkakas utama saya—Amerika, Eropa, atau Wila—geometri, jarak bebas, dan dukungan seperti apa yang diperlukan ekstraksi agar satu alat keluar tanpa mengganggu yang lain?
Ketika troli menjawabnya dengan tepat, penyiapan menjadi lebih cepat.
Ketika tidak, setiap tarikan menjadi sebuah negosiasi.
Cetakan seberat 60 pon dan sepanjang 4 kaki terjebak setengah keluar dari saluran baja polos. Operator mengangkatnya, merasakan hambatan, memutar sedikit untuk membebaskannya, lalu mengangkat lagi untuk melewati bibir. Itu berarti dua gerakan tambahan di bawah beban, dengan tepi halus presisi yang terseret melintasi material yang tidak dirancang untuk melindunginya.
Sekarang bayangkan itu terjadi dua kali karena cetakan tersebut berada di atas yang sebenarnya Anda butuhkan.
Jika arsitektur harus mengikuti geometri penahan, maka gerobak yang dirancang dengan benar untuk perkakas Amerika membawa tang lebar 0,500 inci di dudukan dengan lebar yang sesuai, dengan batas lateral dan ruang terbuka di atas untuk pengangkatan dalam garis lurus. Sistem tang Eropa 13 mm memerlukan saluran yang lebih sempit dengan penyangga samping penuh untuk mencegah goyangan. Perkakas otomatis Wila-Trumpf memerlukan zona ruang bebas yang menghindari tombol pegas dan perangkat pengunci pin sehingga ekstraksi dapat dilakukan secara vertikal tanpa hambatan.
Itu bukan preferensi. Itu adalah kebutuhan mekanis.
Janji vendor: “Penyebaran kapasitas tinggi universal.” Realitas di lantai produksi: Geometri penahan menentukan lebar jalur, penyangga samping, dan jalur keluar.
Analogi persenjataan berlaku di sini. Senjata tidak ditumpuk dalam peti untuk kepadatan maksimum. Mereka diatur agar satu dapat diambil tanpa menggesek yang lain.
Lima belas menit per shift yang hilang karena ekstraksi hati-hati menelan biaya sekitar $4.000 per tahun per operator pada tarif tenaga kerja bengkel biasa. Saya telah melihat waktu itu hilang bukan karena berjalan—tetapi karena keragu-raguan.
Rak vertikal memulihkan ruang lantai. Beberapa produsen menyebutkan hingga 90% pemulihan ruang lantai dan pengurangan besar dalam jarak berjalan. Di bengkel sempit, itu penting. Tetapi desain vertikal sering menggunakan rak geser dengan kunci antar laci yang mencegah beberapa laci terbuka sekaligus. Aman di atas kertas.
Di bawah tekanan pergantian, keamanan itu menjadi titik kemacetan. Cetakan panjang yang berdiri tegak di jalur vertikal dengan kepadatan tinggi membutuhkan pengangkatan ke atas serta ruang bebas ke depan. Jika jarak antar jalur sempit, operator memiringkan cetakan untuk melepaskannya. Ujungnya menyentuh tepi rak. Mikro-retakan mulai muncul di sana.
Sistem laci membalik geometri tersebut. Alat diletakkan secara horizontal. Pengambilan menjadi gerakan geser horizontal, lalu angkat. Untuk pukulan pendek yang tersegmentasi, laci melindungi ujung karena sisi pemotongan tidak menanggung beban selama ekstraksi. Namun untuk cetakan panjang, laci yang kurang memiliki penyangga menimbulkan lendutan di bagian tengah. Cetakan 4 kaki yang melengkung di tengah menggosok bahunya ke dinding samping saat digeser.
Jadi mana yang mencegah kerusakan?
Segmen pukulan presisi pendek lebih cocok dengan laci dangkal khusus yang memiliki alas polimer penuh panjang dan tanpa penumpukan. Cetakan panjang dan berat lebih cocok dengan rak rol horizontal yang memiliki penyangga kontinu serta ekstraksi garis lurus.
Vertikal yang berfokus pada kepadatan unggul dalam penggunaan ruang lantai. Horizontal yang berfokus pada pengambilan unggul dalam penghapusan satu gerakan. Metrik mana yang sebenarnya memperlambat pengaturan Anda?
| Aspek | Rak Vertikal | Sistem Laci | Dampak terhadap Kerusakan Ujung Pukulan |
|---|---|---|---|
| Efisiensi Ruang Lantai | Dapat memulihkan hingga 90% ruang lantai; mengurangi jarak berjalan | Memerlukan lebih banyak ruang lantai | Rak vertikal unggul dalam optimalisasi ruang |
| Gerakan Pengambilan | Angkatan ke atas ditambah ruang bebas ke depan | Geser horizontal, lalu angkat | Gerakan horizontal mengurangi risiko kontak ujung |
| Mekanisme Keamanan | Kunci pengaman mencegah beberapa rak terbuka bersamaan | Biasanya hanya satu laci yang dapat diakses sekaligus | Kunci pengaman dapat memperlambat pengambilan saat tekanan tinggi |
| Kecepatan Pergantian | Dapat menimbulkan kemacetan selama pergantian bertekanan tinggi | Pelepasan gerakan tunggal yang lebih cepat | Sistem laci mengurangi waktu keraguan |
| Risiko untuk Segmen Punch Pendek | Jarak sempit dapat menyebabkan ujung menyentuh tepi rak | Laci dangkal khusus melindungi tepi pemotong | Laci lebih baik mencegah pecah mikro pada punch pendek |
| Risiko untuk Die Panjang | Penyimpanan tegak mungkin memerlukan kemiringan saat pengambilan | Dukungan yang buruk dapat menyebabkan defleksi di bagian tengah bentang | Rak vertikal berisiko terjadi kontak pada tepi; laci yang dirancang buruk berisiko melendut |
| Dukungan untuk Cetakan Panjang | Tergantung pada jarak antar jalur; mungkin kurang dukungan yang berkelanjutan | Memerlukan dukungan sepanjang penuh untuk mencegah kelendutan | Dukungan rol berkelanjutan lebih disukai |
| Kasus Penggunaan Terbaik | Penyimpanan dengan kepadatan tinggi di mana ruang lantai sangat penting | Penyebaran cepat dan perlindungan alat presisi | Cocokkan tata letak dengan jenis alat dan prioritas penyiapan |
| Keunggulan Keseluruhan | Memaksimalkan kepadatan penyimpanan | Mengoptimalkan ekstraksi dengan satu gerakan | Pilihan tergantung pada apakah ruang atau waktu penyiapan menjadi prioritas |
Ujung pukulan yang digerus yang bersentuhan dengan baja polos pada beban titik 60 pon bukanlah keadaan netral. Baja terhadap baja di bawah beban geser menciptakan keausan adhesif. Titik-titik tinggi mikroskopis terkelupas. Itu bukan teori—itu adalah tribologi.
Rel baja polos murah. Tapi juga lebih keras daripada kesabaran operator.
UHMW (polyethylene berat molekul tinggi ekstra) memiliki koefisien gesekan rendah dan ketahanan abrasi tinggi. Tidak akan menggesek terhadap baja perkakas. Saat sebuah cetakan bersandar pada UHMW, tegangan kontak tersebar sedikit karena materialnya melepas secara mikroskopis. Itu melindungi tepi.
Poliuretan berada di antara keduanya. Kapasitas beban lebih tinggi daripada UHMW, ketahanan terhadap benturan lebih besar, tapi gesekan sedikit lebih tinggi tergantung pada durometer. Baik untuk perlindungan terhadap benturan vertikal. Kurang ideal untuk ekstraksi geser panjang jika permukaannya menggigit.
Janji Vendor: “Baja berlapis serbuk untuk daya tahan.” Realitas di Lantai Produksi: Daya tahan untuk troli tidak relevan jika itu mengikis perkakas $1.200.
Untuk perkakas Amerika dengan bahu tang yang lebih lebar, pelana berlapis UHMW mencegah keausan sisi selama proses pengangkatan. Sistem Eropa mendapat manfaat dari dinding samping polimer setinggi penuh untuk menghilangkan kontak goyangan. Sistem Wila memerlukan kantong berlekuk di sekitar rumah tombol, yang dilapisi untuk mencegah gesekan saat pelepasan.
Bahan kontak bukan hal kosmetik. Ia menentukan apakah penerapan bersifat protektif atau abrasif.
Sebuah cetakan seberat 70 pon yang bertumpu pada rel baja datar membutuhkan lebih banyak gaya untuk memulai gerakan dibanding cetakan yang sama di atas polimer berfriksi rendah. Gaya awal untuk melepaskan itu adalah saat operator melakukan tarikan mendadak.
Tarikan mendadak adalah saat benda terjatuh.
Ketika ekstraksi roller horizontal digunakan—roller dengan rating yang tepat dan dukungan sepanjang penuh—gaya yang dibutuhkan menurun drastis. Cetakan bergerak dalam jalur terkendali. Tanpa puntiran. Tanpa menggenggam ulang di tengah jalur. Tegangan ergonomis berkurang, yang langsung mengurangi kemungkinan benturan tepi terhadap alat yang berdekatan.
Namun gesekan bukan hanya tentang fisika. Ini juga tentang perilaku.
Jika ekstraksi terasa berhambatan, operator akan melambat. Mereka menyesuaikan genggaman. Mereka ragu di dekat tepi yang berdekatan. Beban kognitif itu bertambah di sepanjang 30 alat dalam satu pergantian.
Lorong vertikal berkepadatan tinggi sering meningkatkan gesekan melalui toleransi ketat yang dimaksudkan untuk mencegah goyangan. Itu menstabilkan saat pemasangan masuk, tetapi menghukum saat pelepasan keluar. Sistem roller horizontal mengurangi gesekan namun membutuhkan penyelarasan yang presisi agar tidak menyimpang.
Jadi pertanyaannya menjadi sederhana: apakah gerobak Anda memerlukan koreksi paksa saat ekstraksi, atau apakah ia menuntun alat keluar dalam satu gerakan berkesinambungan?
Jika operator harus melawan bahan, Anda telah merekayasa hambatan ke dalam alur kerja.
Gerobak yang dinilai mampu menahan 1.000 pon terdengar mengesankan. Berat kosong: kira-kira 265 pon pada model tugas berat umum. Tambahkan 500 pon perkakas dan dorong di lantai beton yang sedikit tidak rata.
Sekarang lihat rangkanya melintir.
Saya telah menguji gerobak yang terasa kokoh pada 300 pon dan menjadi tidak stabil pada 500. Bukan roboh—melengkung. Laci sedikit salah sejajar. Jalur roller macet. Tiba-tiba ekstraksi halus yang Anda bayar berubah menjadi tarikan dua tangan karena rangka berubah bentuk di bawah beban.
Batas berat adalah angka statis. Penerapan adalah dinamis.
Ketika dimuat sepenuhnya, pusat gravitasi naik—terutama pada rak vertikal. Gaya dorong meningkat. Di lantai yang tidak rata, satu roda kaster bisa kehilangan beban sebentar, mengalihkan berat secara diagonal melalui rangka. Pelintiran mikro itu mengubah keselarasan rel beberapa milimeter. Milimeter berarti ketika kelonggaran penahan Anda sempit karena desain.
Janji Vendor: “Kapasitas 1.000 lb.” Realitas di Lantai Bengkel: Kapasitas tanpa kekakuan torsi adalah liabilitas mobilitas.
Gerobak penerapan yang direkayasa dengan benar membuat rangka lebih kuat dari beban yang dinilai, menggunakan penyangga silang untuk menahan torsi, dan menempatkan lorong berat di bagian bawah untuk menjaga pusat gravitasi tetap rendah. Jika tidak, bahan kontak dan geometri lorong yang direkayasa dengan cermat akan menurun saat gerobak bergerak di bawah beban nyata.
Dan itu menimbulkan pertanyaan berikutnya.
Jika arsitektur dan material dapat melindungi tepi presisi dan mempercepat ekstraksi dalam posisi statis, apa yang terjadi ketika Anda memperkenalkan gerakan ke dalam sistem itu sendiri?
Setiap kali sebuah troli seberat 600 pon melewati sambungan lantai, torsi melonjak melalui rangka dan jalur yang selaras dengan hati-hati bergeser satu milimeter.
Begitulah gerakan memperkuat cacat desain statis. Dalam posisi parkir, alas polimer gesekan rendah, celah penahan yang rapat, dan jalur vertikal yang seimbang berperilaku persis seperti yang direkayasa. Begitu Anda memperkenalkan percepatan, perlambatan, dan pergeseran beban diagonal dari beton yang tidak rata, rangka menjadi bagian dari antarmuka peralatan. Satu roda terangkat. Berat berpindah. Rel sedikit miring. Kini cetakan yang dulu meluncur dengan mulus membutuhkan tarikan korektif.
Dan tarikan korektif merusak tepi.
Janji Vendor: “Fleksibilitas bergerak antar mesin.” Realita di Lantai Produksi: Fleksibilitas berarti setiap benturan adalah uji beban langsung terhadap toleransi penyelarasan Anda.
Kita menganggap roda sebagai sesuatu yang netral. Padahal tidak demikian.
Jika troli Anda menempuh jarak lebih jauh daripada operator Anda selama satu shift, Anda telah mendesain ulang bengkel Anda berdasarkan roda, bukan alur kerja.
Sepuluh kaki kira-kira adalah jarak dari tempat rem hingga area penempatan yang berdekatan dalam tata letak yang masuk akal.
Dalam radius tersebut, mobilitas dapat mengurangi langkah tanpa menimbulkan ketidakstabilan yang berarti—dorongan pendek dan terkendali di atas kondisi lantai yang diketahui, percepatan rendah, penghentian yang dapat diprediksi. Troli berperilaku seperti stasiun kerja yang dipindahkan, bukan kendaraan pengangkut.
Namun jika jarak itu diperpanjang hingga 40 kaki melintasi sambungan pemuaian, saluran udara, dan jalur lalu lintas, fisikanya berubah. Momentum meningkat. Operator mengemudi dengan satu tangan sambil menyingkirkan hambatan dengan tangan lainnya. Gaya pengereman memindahkan beban ke depan. Pusat gravitasi naik ketika jalur atas terisi. Apa yang sebelumnya merupakan penempatan kini menjadi transportasi.
Dia membutuhkan cetakan keempat dalam satu tumpukan.
Sekarang bayangkan mengangkatnya dua kali karena benda itu berada di atas yang sebenarnya Anda butuhkan.
Mobilitas jarak pendek menghilangkan langkah kaki. Mobilitas jarak jauh menambahkan siklus penanganan yang tersamar sebagai kenyamanan.
Janji Vendor: “Pindahkan seluruh pengaturan Anda ke mana pun di bengkel.” Realita di Lantai Produksi: Semakin jauh ia bergulir, semakin arsitektur pelindung Anda berperilaku seperti penahan kargo, bukan penempatan presisi.
Jadi pertanyaan sebenarnya bukanlah “Apakah itu bisa bergulir?” melainkan “Seberapa jauh, seberapa sering, dan di bawah beban seperti apa?”
Lima belas menit pencarian per shift menghabiskan biaya tenaga kerja lebih banyak daripada harga satu set roda industri dalam bentuk baja.
Lemari stasioner berkepadatan tinggi—yang direkayasa dengan benar menggunakan rak ekstensi penuh dan dukungan monorel—mengurangi waktu pencarian karena tidak ada yang bergerak selain laci. Tidak ada torsi. Tidak ada penyimpangan roda. Gravitasi konstan. Peralatan tetap sejajar dengan struktur yang menopangnya.
Namun kepadatan menggoda Anda untuk memuat terlalu banyak. Dan muatan berlebih memperkenalkan kembali penanganan ganda.
Gerobak khusus di titik penggunaan menyelesaikan masalah yang berbeda. Gerobak ini hanya menyiapkan alat untuk pekerjaan berikutnya, diurutkan sesuai urutan pengambilan, diposisikan setinggi pinggang, dengan jalur yang jelas dan tanpa tumpukan. Kepadatan rendah secara desain. Kejelasan tinggi. Mereka tidak mencoba menampung semuanya. Mereka ada untuk menerapkan apa yang akan digunakan berikutnya.
Tapi bagaimana jika kita hanya menaruh kekacauan berkepadatan tinggi yang sama di atas roda?
Sekarang Anda telah menggabungkan sifat terburuk: jalur yang padat yang menghambat pengambilan dan dasar bergerak yang melentur di bawah beban. Gerakan memperbesar penalti kepadatan. Lemari tetap mentoleransi kepadatan karena rangkanya tidak pernah berubah. Gerobak bergerak membutuhkan pengendalian karena rangkanya selalu berubah.
Mobilitas bukanlah fitur. Itu adalah pengganda stres.
Delapan menit berjalan kaki per pergantian di empat rem bertambah menjadi berjam-jam per minggu.
Di toko dengan banyak rem, sentralisasi murni memaksa operator berpindah ke “arsenal” peralatan untuk setiap penyiapan. Mobilitas murni membanjiri lantai dengan gerobak kelebihan muatan yang berfungsi seperti gudang keliling.
Model hibrida hub-and-spoke membagi perbedaannya. “Hub” adalah lemari tetap dengan kepadatan tinggi yang direkayasa untuk stabilitas dan efisiensi pencarian. Ini menampung inventaris alat secara lengkap. “Spoke” adalah gerobak berkapasitas rendah, tahan torsi, yang disiapkan per pekerjaan, dimuat secara sengaja dari hub, hanya bergerak dalam aturan jarak 10 kaki di setiap rem.
Pikirkan gudang militer. Senjata tidak ditumpuk dalam peti untuk kepadatan maksimal—senjata disiapkan untuk penerapan cepat dan bebas kerusakan di bawah tekanan. Gudang bersifat tetap. Perlengkapan misi dirakit dengan sengaja, kemudian dibawa ke tempat yang dibutuhkan.
Kesalahan yang sering terjadi adalah menganggap setiap alat harus berada di atas roda.
Ukur jarak dari hub ke rem. Ukur seberapa sering gerobak melintasi jalur lalu lintas. Ukur berapa banyak alat di gerobak yang tidak pernah disentuh selama satu shift. Angka-angka tersebut memberi tahu Anda apakah mobilitas menyelesaikan hambatan—atau diam-diam menciptakannya.
Dan begitu Anda bisa mengukurnya, pertanyaannya berhenti menjadi soal kenyamanan.
Itu menjadi soal pengembalian investasi.
Dua belas menit per pergantian pada $30 per jam adalah $6 dalam tenaga kerja. Jalankan lima pergantian per hari, 240 hari per tahun, dan Anda telah menghabiskan $7.200 karena sistem penerapan alat Anda melawan Anda alih-alih mendukung Anda.
Itulah perhitungan yang semua orang hindari karena gerobak diberi label sebagai “biaya umum,” bukan “pendorong throughput.” Kita akan jelaskan langsung: mobilitas hanya memberikan ROI ketika menit yang dihemat melebihi menit yang diam-diam ditambahkan melalui penanganan ganda, pencarian, dan kerusakan. Bukan apa yang Anda rasakan. Melainkan apa yang bisa Anda ukur dengan stopwatch.
Jadi bagaimana Anda menghitung kapan roda membuat Anda untung alih-alih merugikan Anda?
Lima belas menit “ini ada di sekitar sini” menghabiskan biaya $7,50 per operator per shift pada $30 per jam. Kalikan dengan dua operator dan 240 hari, dan Anda menghadapi biaya $3.600 per tahun hanya dari waktu pencarian.
Namun Anda tidak mulai menghitung waktu saat membuka penjepit. Anda mulai ketika bagian baik terakhir dari Pekerjaan A keluar dari rem. Lalu Anda berhenti ketika bagian pertama yang terverifikasi baik dari Pekerjaan B berada di palet. Itulah waktu pergantian yang sesungguhnya.
Pecahkan menjadi komponen:
Janji Vendor: “Kereta berkapasitas tinggi mengurangi perjalanan.” Realitas di Lantai Produksi: Pengaman keselamatan hanya mengizinkan satu rak seberat 4.000 pon terbuka pada satu waktu, sehingga pengambilan menjadi berurutan, bukan paralel.
Hitung waktu setiap bagian selama seminggu. Contoh hipotetis: tim Anda percaya pergantian rata-rata memakan waktu 20 menit. Stopwatch menunjukkan 32. Dari itu, 6 menit untuk mencari alat, 4 menit untuk membongkar agar mencapai die yang benar, 3 menit untuk memasang kembali punch yang tidak meluncur dengan halus karena kereta terantuk sambungan ekspansi.
Anda tidak mengalami masalah mesin. Anda mengalami masalah penerapan.
Sekarang ajukan pertanyaan yang tidak nyaman: jika alat presisi yang digerinda dan penjepitan hidraulik dapat memangkas waktu penyiapan di sisi mesin hampir hingga satu digit, tetapi kereta Anda menambahkan kembali gesekan 10 menit, ke mana sebenarnya investasi modal itu pergi?
Satu punch gooseneck yang terkelupas bisa bernilai antara $800 hingga $1.500 tergantung panjang dan profilnya. Itu bukan sekadar peringatan katalog. Saya sendiri menandatangani pesanan penggantian setelah kami menyeret satu di atas rel yang melengkung.
Sekarang bayangkan mengangkatnya dua kali karena benda itu berada di atas yang sebenarnya Anda butuhkan.
Kerusakan jarang terjadi saat pembengkokan. Itu terjadi saat penanganan. Kereta yang dimuat dengan kepadatan maksimum menaikkan titik berat. Mengenai sambungan lantai. Satu roda lepas beban. Rangka memutar satu milimeter. Tepi keras menyentuh baja, bukan polimer.
Janji Vendor: “40% lebih banyak kapasitas per luas alas.” Realitas di Lantai Produksi: Penumpukan lebih tinggi berarti lebih banyak angkat per pengambilan, yang berarti lebih banyak paparan tepi di bawah beban.
Jika bengkel Anda merusak dua punch per tahun karena penanganan yang kacau, dan masing-masing berharga rata-rata $1.000, itu berarti $2.000 per tahun. Tambahkan waktu produksi yang hilang menunggu penggantian atau pengasahan ulang. Tambahkan risiko kualitas jika seseorang tetap menggunakannya.
Asuransi bukan tentang frekuensi. Ini tentang konsekuensi.
Kereta penerapan yang dibuat khusus dengan jalur terpisah, geometri penahan yang disesuaikan dengan gaya tang Anda, dan basis roda lebar yang tahan terhadap torsi tidak hanya menghemat menit. Itu mengurangi kejadian kontak tepi. Kontak tepi yang lebih sedikit berarti pesanan penggantian yang lebih sedikit.
Ketika Anda membandingkan satu punch gooseneck yang terkelupas dengan satu tahun pergantian kerja yang lebih cepat, kereta “mahal” mulai terlihat seperti biaya pengurang klaim yang sudah Anda bayarkan.
Namun, berapa menit yang sebenarnya harus dihemat agar layak?
Mari kita jalankan hipotesis yang bersih.
Kereta premium yang dibuat khusus: $8.000. Tenaga kerja operator: $30 per jam. Shift: 240 per tahun.
Untuk mengembalikan $8.000 dalam satu tahun hanya dari tenaga kerja, Anda perlu memulihkan sekitar 267 jam kerja. Itu kira-kira 1,1 jam per shift.
Kedengarannya mustahil sampai Anda membaginya.
Jika Anda menjalankan empat pergantian per shift, itu berarti sekitar 16–17 menit dihemat per pergantian untuk seluruh tim. Bukan per operator. Per kejadian.
Di mana 17 menit itu tersembunyi?
Itulah 17.
Jika audit stopwatch Anda menunjukkan hanya 6 menit yang bisa dipulihkan per pergantian, kereta itu tidak menghasilkan pengembalian investasi dalam tahun pertama hanya dari tenaga kerja. Sekarang Anda tambahkan satu penggantian pukulan senilai $1.000 yang dihindari, dan perhitungannya berubah lagi.
Inilah bagian yang tidak terlihat jelas: ROI bukan tentang apakah kereta itu bisa berjalan. Ini tentang apakah profil perkakas Anda, frekuensi pergantian, dan pola penanganannya menciptakan cukup gesekan sehingga penerapan yang direkayasa menghilangkan menit-measurable dan kerusakan yang dapat diukur.
Pikirkan gudang senjata. Senjata tidak ditumpuk dalam peti untuk kepadatan maksimum—mereka diatur untuk penempatan cepat tanpa kerusakan di bawah tekanan. Gudang senjata tetap. Perlengkapan misi dirakit dengan sengaja.
Hub Anda tetap. Spoke Anda disengaja. Kereta Anda bukan kotak dengan roda; itu adalah perangkat konversi waktu dan risiko.
Jadi lensanya berubah. Anda tidak bertanya, “Apakah kereta ini mahal?”
Anda bertanya, “Berapa banyak kontak tepi dan menit penanganan yang kita beli kembali per shift—dan apakah kita cukup disiplin untuk mengukurnya?”


















