

昨冬、私は優秀なオペレーターがラムに触れる前に8分を失うのを見た。.
彼はスタックの中で4番目の金型が必要だった。それを取り出すために、まず3つの4フィートのセグメントを取り外して床に置き、底の部品をつかみ、残りを再び積み直した。8分。1日に12回の段取り替えがある中でのことだ。.
その台車は「すべてを収納できる」と謳われていた。それが売り文句だった。.
1シフトあたり15分の探索時間は、週に約1.25時間となる。$75の負担労働コストを考えると、年間ではオペレーター1人あたり$4,800以上になる。そしてこれは、セグメントの落下やショルダーの欠けについて話す前の数字だ。.
ベンダーはキャパシティを馬力のように売る。「ツーリングを30%多く収納できる」「垂直スペースを最大化する」。紙の上では、それは効率的に見える。.
ベンダーの約束: 1台車あたりのツールが多いほど、ラックへの往復が減る。. 現場の現実: しかし、1スロットあたりのツールが多いほど、積み重ねの解除、二重処理、金型より早く積み上がる微小な遅延が増えることになる。.
軍の兵器庫では、面積を節約するためにライフルを箱に積み重ねたりはしない。兵士が必要なものを正確に、瞬時に取り出せるように配置されているのだ。プレスブレーキのツーリングも同じだ。私たちは鋼材を倉庫に保管しているのではない。時間に追われながら精密な刃先を配備しているのだ。.
では、密度が勝ったときに実際何が起こるのだろうか?
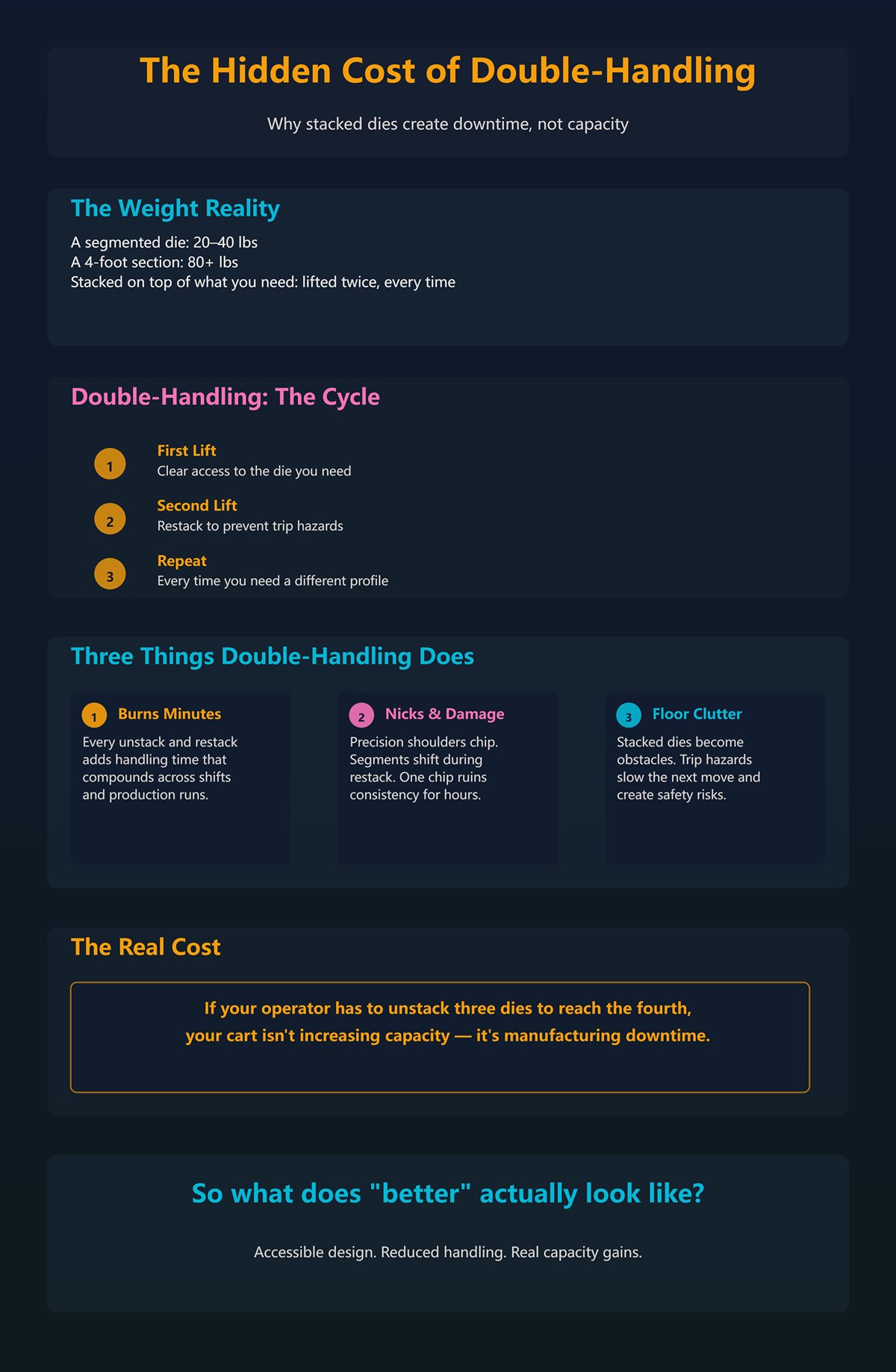
セグメント化された金型は20〜40ポンドの重さがある。4フィートのセクションになると80ポンドを超えることもある。それを、必要なものの上にあるために2回持ち上げることを想像してほしい。.
最初の持ち上げ:アクセスを確保するため。二度目の持ち上げ:転倒の危険がないように積み直すため。.
これが「二重処理」だ。毎回発生する。.
二重処理は3つの悪影響をもたらす。時間を消費し、精密なショルダーを欠けさせるリスクを高め、次の動作を遅らせる床の散乱を生む。私は実際に、再積み替え中にずれたセグメントのせいでパンチ先端を台無しにしたことがある。その欠けが原因で、シフトの残り時間ずっと曲げの一貫性が失われた。.
もしオペレーターが4番目の金型にアクセスするために3つの金型を積み重ね解除しなければならないなら、その台車はキャパシティを増やしているのではなく、稼働停止時間を生産しているのだ。.
では、「より多く持つこと」が摩擦を生むとしたら、「より良い」とは実際どういうものなのか?

私は特定のツーリング規格に合わせて設計されたキャビネットを見たことがある。縦型スロットは適応幅に合わせて設計され、引き出しごとの耐荷重は200kg、積み重ねは禁止。一つのセグメントを引き出しても、他のものはまったく動かない。.
彼らは容量を誇らない。分離を誇るのだ。.
これが変化です。.
“「すべての工具を収める」は倉庫の指標。「工具が必要な場所に正確にある」は運用の指標である。.
もし一般的な作業で工具の30%を時間の80%使っているなら、なぜそれらの部品が滅多に使わないプロファイルの後ろに埋もれているのか?高密度カートはすべての工具を平等に扱う。だが生産はそうではない。.
兵器庫は任務頻度に応じて武器を配置する。展開システムは曲げ頻度、長さ、プロファイルファミリーに応じて工具を配置する。それには自分の工具プロファイル――アメリカ式、ヨーロッパ式、セグメント式、全長式――を把握し、実際の部品加工方法に合わせて設計することが必要だ。.
しかし、もしその同じ高密度の混乱を車輪に乗せるだけだとしたら?
私は工場が「作業と一緒に移動するから」と新しい工具カートを祝うのを見てきた。“
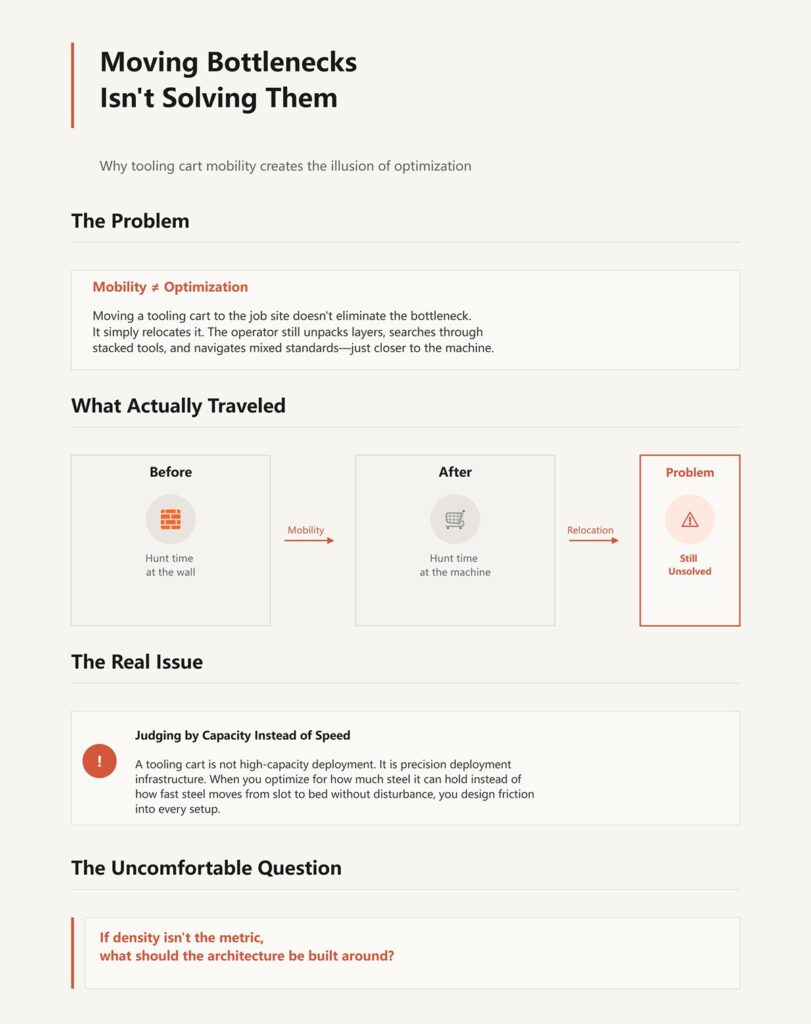
移動したのはボトルネックだった。.
もしカートの構造が積み重ねや混在規格、埋もれたセグメントを強要するなら、壁から機械へと探索時間を移動させただけだ。作業者は依然として層を解く。違うのはラムの近くでそれをするということだけ。.
機動性は最適化ではない。それは移動である。.
認識の転換点はこうだ:工具カートは高容量の運用装置ではない。それは精密な展開インフラである。どれだけ多くの鋼材を保持できるかではなく、鋼材がスロットからベッドへ妨げなくどれだけ速く移動できるかで評価した瞬間から、あらゆるセットアップに摩擦を設計し始めることになる。.
それを受け入れたら、次に現れる問いは居心地が悪いものだ。
密度が指標でないなら、構造設計は何を基準にすべきか?
20 mmのタングは0.500インチのタングと同じレールに結果なくはまることはない。.
昨年、私たちは新しいウィラスタイルのパンチを導入した――20 mm幅のタング、前後両方の溝を備えた自動クランプ対応。見事な部品。きれいに研磨されている。軽い工具用のボタン、重い工具用のピンロック。それを何年もアメリカ式工具を載せていた同じカートに置いた:半インチタングに合わせたシンプルな水平レール。.
紙の上では「適合」していた。現場では抵抗した。.
レールは幅広のタングを均等に支えなかった。自動クランプが頼る溝を守るものは何もなかった。作業者はリップを避けるためにパンチをわずかに傾け、それから水平に戻さなければならなかった。それは一動作ではなく二動作。これを切り替え時の40個の部品で繰り返す。.
工具1本あたり15秒余分にかかれば、10分が失われる。.
メーカーの約束:「ユニバーサルレールはすべての主要な工具スタイルに対応します。」現場の現実:ユニバーサルとは、すべてのプロファイルが部分的にしか支えられていないという意味だ。.
最大密度を基準にカートを設計するとき、工具を単なる重量を持った鋼の形状としてしか考えない。しかし、アメリカ式、ヨーロッパ式、そして Wila-Trumpf システムは、それぞれ異なる機械的インターフェースを持っている。ラムへの接触方法が違い、固定の仕方が違い、取り外し方法も異なる。もしカートがそのインターフェース形状を無視すれば、作業者は手首の角度を変えたり、余分な持ち上げ作業をしたり、慎重に扱ったりして補わざるを得なくなる。.
そして、その補償の一つ一つが時間を奪う。.
もし密度が基準でないなら、設計は保持システム自体に従う必要がある。カートは工具が機械にどうロックされるか、その形状を尊重しなければならない。なぜなら、そのジオメトリが待機中の状態でもどのように置かれるべきかを支配しているからだ。もしそうでなければ、それは工具を展開準備しているのではなく、摩擦の中に駐車しているだけになる。.
では、精密研磨されたヨーロッパ式工具を、アメリカ式の保持設計に基づいたレールと混在させたらどうなるだろう?
13 mm のヨーロッパ式タンはアメリカ式よりも狭く深く座るよう設計されている。それは高さ方向でより均一なクランプ面を確保するための設計であり、その再現性の良さの理由の一つだ。.
では、その 13 mm タンを、より広い 0.500 インチのショルダーを受けるように設計されたレールに落とし込んでみよう。.
横遊びが生まれる。.
工場の向こう側から見えるほどではない。だが、セグメントを掴めば感じる程度だ。パンチがわずかに揺れ、エッジがレールの壁をかすめる。時間が経つと、その微細な接触が、精度のために研磨された角を丸めていく。.
それを初日には気づかないだろう。.
それに気づくのは、曲げ角度が半度ずれてバックゲージ設定を20分追い続けたあと、固定の再現性が変わったことに気づいた時だ。.
アメリカ式工具はもともと設計上クランプ面が少ない。頻繁な交換は摩耗を早める。なぜならその 0.5 インチタンはより小さいインターフェースで荷重を受けるからだ。もしカートが大型スロットへの繰り返しスライドを強いるなら、すでに摩耗に敏感なシステムにさらに側面摩擦を加えていることになる。.
メーカーの約束:「混在フリート共用のカート1台で対応」 現場の現実:混在フリートには共用レールではなく、分離された構造が必要だ。.
彼が取り出したいのは積み重ねた中の4番目のダイだった。ではその4番目のダイが、より広いもの向けに設計されたクリアランススロットに収まっているヨーロッパ精密工具だったらどうだろう。取り出しは慎重な作業になる。慎重とはつまり遅い、ということだ。.
そして、その「遅い」が週に百回繰り返されれば、それが当たり前になる。.
もしヨーロッパ工具がアメリカ式レールで横方向の遊びに苦しむなら、逆の場合—つまり、Wila-Trumpf 自動クランプ工具をそのボタンと溝システムを無視した標準レールに配置しようとした場合—はどうなるだろう?
約27ポンド以下の Wila-Trumpf 工具は、スプリング式安全ボタンを使用することが多い。より重い部品はピンロックを使う。どちらもプレス機構内で垂直に挿入され、確実に係合するように設計されている。.
標準的な水平カートレールは、そのハードウェアを考慮していない。.
私は、作業者が Wila のパンチを真上に引き抜こうとして、スプリングボタンがレールの縁に引っかかり、レール間隔がボタンの可動域を確保できていないのを見たことがある。だから彼らはそれを傾けて、持ち上げて、回転させる。.
3つの動作で済むところを、1つの動作で済ませるべきだ。.
ここで10秒。あそこで12秒。40個の工具を使った後、最初の試し曲げの前にすでに予定から遅れている。.
しかし、本当のボトルネックは秒単位ではない。それは干渉だ。カートレールがボタンハウジングや溝の縁に当たると、オペレーターは損傷を避けようとして本能的に動きを遅くする。そのためらいが、構造に組み込まれた摩擦なのだ。.
では、その高密度の混乱を車輪に乗せて、ブレーキの隣に停めたらどうだろう?
今度は、抽出のボトルネックを時間的プレッシャーが最も高い場所に移動させてしまった。オペレーターは機械の前に立ち、作業時間が進む中、保持用ハードウェアを想定して設計されていないレールから工具を引き抜こうともがいている。.
武器庫は、ライフルのセーフティセレクターを引っかけるラックなんて設計しない。なのに、自動クランプのハードウェアを引っかけるカートには我慢できるのはなぜだ?
保持システムが垂直クリアランスと側面支持を決定するなら、セグメントの長さはまったく別の要素——すなわち間隔——を決定する。.
4フィートのダイセグメントはかなりの重さがあるため、「ゆすって外す」ことはできない。持ち上げる覚悟が必要だ。.
その重さを2回持ち上げることを想像してみよう——それが、必要なものの上に乗っているせいで。.
長いセグメントは計算を変える。12インチの部品なら狭いスロットから斜めに抜けるが、48インチのセグメントは直線的な抽出が必要だ。つまり、上方向のクリアランスと全長にわたる横方向のクリアランスが必要になるということだ。.
高密度カートは、長さを積み重ねたり、共有チャンネル内でセグメントサイズを混在させたりすることでこの問題をごまかしている。.
ベンダーの約束:「調整可能なチャンネルはすべての長さに対応します。」 現場の現実:調整可能なチャンネルは間隔を妥協させる。.
もし一般的な作業が2フィートと4フィートのセグメントを入れ替えて使用するなら、カートはその中で最も長い部品が一回の動作で抽出できるようにレーンを確保しなければならない。つまり、レーンが少なくなるということだ。.
少ないレーン。より速い速度。.
そして今度は「閉じ高さ」だ。セットアップ内のすべての工具は、パンチとベッドの間の空間——つまり閉じ高さ——を同一に共有しなければならない。もしカートがライザー、スペーサー、ベースダイを構造的な区分なしに混在させてしまうと、オペレーターは機械上で高さ補正を組み立てる羽目になる。それは展開ではなく、プレッシャー下での組み立てだ。.
だから、アーキテクチャの問題は「このカートには何個の工具が収納できるか?」ではない。“
こういうことだ:自分の主なツーリングスタイル——アメリカ式、ヨーロッパ式、またはウィラ式——に対して、抽出のためにどんな形状、クリアランス、支持構造が必要なのか。1つの工具が他を邪魔せずに取り出せるようにするには?
カートがそれを正確に満たせば、セットアップは加速する。.
そうでなければ、すべての引き抜きが交渉になる。.
60ポンド、長さ4フィートの金型が、裸のスチールチャネルから半分ほど突き出た状態で引っかかっている。オペレーターは持ち上げるが抵抗を感じ、わずかにねじって解放し、再びリフトして縁を越える。その結果、負荷がかかった状態で余分に2回の動作が必要になり、精密に研磨された刃が保護を想定していない素材の上を引きずることになる。.
それが実際に必要なものの上に置かれている場合、それを2倍に想像してみてほしい。.
もし建築が保持形状(リテンションジオメトリ)に従わなければならないなら、アメリカ製ツーリング用に適切に設計されたカートは、幅の合った鞍に幅0.500インチの広いタンを保持し、横方向拘束を備え、一直線にリフトできる開放上部クリアランスを持つ。ヨーロッパの13 mmタンシステムでは、ぐらつきを防ぐために全高の側面支持を備えたより狭いチャネルが必要になる。Wila-Trumpfのオートクランプツーリングでは、ばねボタンやピンロック機構を回避できる逃げゾーンを設け、垂直方向の抜き取りを妨げないようにする必要がある。.
それは好みではない。それは機械的な必然である。.
ベンダーの約束:「ユニバーサル高容量展開。」現場の現実:保持形状が通路幅、側面支持、退出経路を決定する。.
ここでは兵器庫の比喩が当てはまる。武器は密度を最大化するために箱に詰め込まれているわけではない。次のものを擦らずにひとつを取り出せるよう配置されている。.
各シフトで慎重な取り出しに15分失うと、一般的な工賃レートでオペレーター1人あたり年間約$4,000の損失になる。それは歩行時間ではなく、ためらいの中で失われているのを見てきた。.
垂直ラックは床面積を回復する。あるメーカーは、最大90%の床面積回復と歩行距離の大幅削減を主張している。狭い工場では重要な要素だ。しかし垂直デザインは、多数の引き出しが同時に開かないようにするインターロック付きスライド棚を採用することが多い。理論上は安全。.
しかし、段取り替えのプレッシャー下では、その安全がボトルネックとなる。高密度垂直レーン内に立てた長い金型は、上方向のリフトと前方クリアランスの両方が必要になる。レーン間隔が狭い場合、オペレーターは金型を角度をつけて抜こうとする。その先端が棚の縁に接触する。マイクロチップの損傷はそこから始まる。.
引き出しシステムは形状を逆にする。工具は水平に寝かされる。取り出しは水平スライドに続くリフトとなる。短いセグメントパンチの場合、引き出しは刃先が荷重を受けないため、先端を保護する。しかし長い金型では、適切に支持されない引き出しが中央でたわみ、4フィートの金型が中間部で沈んで側壁に肩が擦れることがある。.
では、どちらが損傷を防ぐか?
短い高精度パンチセグメントには、全長ポリマーベッドを備えた浅めの専用引き出しとスタッキングなしが適している。長くて重い金型には、連続支持と直線的な引き出しが可能な水平ローラーラックが適している。.
密度を重視する垂直型は床面積で勝る。展開効率を重視する水平型は一回の動作での取り出しに勝る。実際にセットアップ時間を遅らせている指標はどちらだろうか?
| 側面 | 垂直ラック | 引き出しシステム | パンチ先端損傷への影響 |
|---|---|---|---|
| 床面積効率 | 最大で90%の床面積を回復でき、歩行距離を短縮する | より多くの床面積が必要 | 垂直ラックはスペース効率に優れている |
| 取り出し動作 | 上方向へのリフトと前方のクリアランス | 水平方向にスライドしてからリフト | 水平方向の動作は先端の接触リスクを軽減 |
| 安全機構 | インターロックにより複数棚の同時オープンを防止 | 通常は単一引き出しへのアクセス | インターロックは高負荷時の取り出しを遅くする場合がある |
| 切り替え速度 | 高負荷の切り替え時にボトルネックを生じる可能性がある | 単一動作での取り出しがより速い | 引き出し式システムはためらい時間を短縮 |
| 短いポンチセグメントのリスク | 狭い間隔では先端が棚の縁に接触する可能性がある | 浅く専用の引き出しが刃先を保護 | 引き出し式は短いポンチの微小欠けをより良く防ぐ |
| 長いダイのリスク | 直立保管では取り出し時に角度を付ける必要がある場合がある | 支持が不十分だと中央部にたわみが生じる | 垂直ラックは端部接触のリスクがあり、不十分な設計の引き出しはたるみの危険がある |
| 長いダイのサポート | 通路間隔に依存し、連続的な支持がない場合がある | たるみを防ぐためには全長の支持が必要 | 連続ローラー支持が望ましい |
| 最適な使用例 | 床スペースが重要な高密度保管用途 | 迅速な展開と精密な工具保護 | 工具の種類と設定の優先度に合わせてレイアウトを調整 |
| 全体的な利点 | 保管密度を最大化 | 単一動作での取り出しを最適化 | スペースを優先するか、セットアップ時間を優先するかによって選択が決まる |
60ポンドの点荷重で研磨されたパンチチップが裸鋼に接触する状態は中立ではない。滑り荷重下の鋼対鋼接触は粘着摩耗を生じる。微視的な高点がせん断される。これは理論ではない—それが「トライボロジー」(摩擦学)だ。.
裸鋼のレールは安価だ。しかしそれは作業者の忍耐心よりも硬い。.
UHMW(超高分子量ポリエチレン)は摩擦係数が低く、耐摩耗性が高い。工具鋼に対して焼き付き(ガリング)を起こさない。ダイがUHMW上に載ると、材料が微視的に変形して接触応力がわずかに分散する。これがエッジを保護する。.
ポリウレタンはその中間に位置する。UHMWよりも高い荷重容量と衝撃耐性を持つが、硬度によっては摩擦がやや高くなる。垂直方向の衝突保護には適しているが、表面がグリップする場合は長い距離の滑り取り出しにはあまり理想的ではない。.
ベンダーの約束:「耐久性のための粉体塗装鋼材。」現場の現実:カートの耐久性は、$1,200の工具を摩耗させるのであれば無意味。.
アメリカ製の工具でタンショルダーが広い場合、UHMW(超高分子量ポリエチレン)で裏打ちされたサドルが、持ち上げ時の側面摩耗を防ぎます。ヨーロッパのシステムでは、ロッキング接触をなくすために全高ポリマー製の側壁が有効です。Wilaシステムでは、ボタンハウジング周囲に逃がし加工を施したポケットが必要であり、脱着時の抵抗を防ぐためにその内側もライニングされます。.
接触素材は装飾ではありません。それが、展開が保護的か摩耗的かを決定します。.
70ポンドのダイが平らな鋼のレール上に置かれている場合、低摩擦のポリマー上に同じダイを置くよりも動き始めるのに大きな力が必要です。その最初の「離脱」力が、作業者が工具を急に引っ張る原因になります。.
急な引っぱりが、落下事故を引き起こすのです。.
水平ローラー抽出が使用され、適切に定格されたローラーと全長サポートが備わっている場合、必要な力は劇的に低下します。ダイは制御された経路を移動し、ねじれも再グリップもありません。人間工学的な負荷が減り、それによって隣接する工具へのエッジ衝突の可能性も直接的に減少します。.
しかし、摩擦は物理だけの問題ではありません。それは行動にも関係します。.
取り外しが抵抗を感じると、作業者は速度を落とします。グリップを調整し、隣接したエッジ付近でためらいます。この認知的負荷が、30個の工具交換を通して積み重なっていきます。.
高密度の縦レーンでは、揺れを防ぐために厳しい公差が設けられるため、摩擦が増えることがあります。それは投入時の安定性を高めますが、取り出し時には不利になります。水平ローラーシステムは摩擦を減らしますが、スキュー(偏り)を防ぐためには正確なアライメントを必要とします。.
そこで質問は単純になります。あなたのカートは取り出し時に力強い修正が必要ですか?それとも工具を途切れなく導いてくれますか?
もし作業者が素材と格闘する必要があるなら、作業工程に抵抗が組み込まれています。.
1,000ポンド対応とされるカートは印象的に聞こえます。空の重量は一般的な重作業モデルで約265ポンド。500ポンドの工具を積んで、やや不均一なコンクリート床で押してみてください。.
すると、フレームがねじれるのが目に見えます。.
300ポンドでは安定していたカートが、500ポンドで不安定になるものをテストしたことがあります。倒れるわけではなく、たわむのです。引き出しの位置が微妙にずれ、ローラートラックがかみ合ってしまいます。途端に、滑らかだった取り出しが二手での強引な引き出しに変わり、シャーシが荷重下で歪んだ結果となります。.
重量制限値は静的な数値です。展開は動的です。.
完全に積載された場合、特に垂直ラックでは重心が上がります。押す力が増加します。不均一な床では、一つのキャスターが一瞬荷重を失い、フレーム全体に斜めの力がかかります。その微小なねじれがレールのアライメントをミリ単位で変えます。設計上の保持クリアランスが厳しい場合、このミリ単位が重要になります。.
販売業者の約束:「1,000ポンドの耐荷重」 作業現場の現実:ねじり剛性のない耐荷重は、可動性の問題です。.
適切に設計された展開カートは、定格荷重に対してシャーシを過剰構築し、ねじりに耐えるクロスブレースを使用し、重いレーンを低位置に配置して重心を下げます。そうしなければ、慎重に設計された接触素材やレーン形状は、実際の重量下でカートが動いた瞬間に劣化します。.
そして次の問いが生まれます。.
もし建築や素材が精密なエッジを保護し、静止状態で抽出を加速できるなら、システム自体に運動を導入したとき、何が起こるでしょうか?
600ポンドの台車が床の継ぎ目を横切るたびに、ねじれがフレーム内に突き抜け、慎重に整列させたレーンが1ミリずれます。.
これが、動きが静的設計上の欠陥を増幅する仕組みです。駐車状態では、低摩擦のポリマーベッド、しっかりした保持クリアランス、均衡の取れた垂直レーンが設計通りに機能します。しかし加速・減速、凹凸のあるコンクリートによる斜め方向の荷重変化を導入した瞬間、シャーシが工具インターフェースの一部になります。キャスターが1つ浮き、荷重が移り、レールがわずかに傾きます。以前は滑らかに動いていた金型が、今では補正の引っ張りを必要とするようになります。.
そして、その補正の引っ張りがエッジを欠けさせます。.
ベンダーの約束:「機械間でのモバイルな柔軟性。」 現場の現実:柔軟性とは、あらゆる段差があなたの整列許容値を試すライブロードテストになるということです。.
私たちは車輪を中立的なものとして扱います。そうではありません。.
もし台車がシフト中にオペレーターより長い距離を移動しているなら、あなたの工場の設計は作業フローではなく車輪を中心に再構築されてしまっています。.
10フィートとは、常識的なレイアウトでブレーキベッドから隣接したステージングエリアまでのおおよその距離です。.
この範囲内であれば、移動性は不安定性をほとんど導入せずに歩行を減らせます——既知の床条件上での短く制御された押し動作、低加速度、予測可能な停止。台車は運搬車両ではなく、再配置された作業台のように振る舞います。.
しかしそれを40フィートに広げ、伸縮継ぎ目、エアライン、交通レーンを横断すると、物理法則が変わります。運動量が蓄積し、作業者は片手で操舵しながらもう片手で障害物を避けます。ブレーキ力が荷重を前方に移し、重心は上段のレーンが満たされるにつれて上昇します。導入だったものが、輸送になります。.
彼が必要としていたのは、スタック内の4番目の金型でした。.
その重さを2回持ち上げることを想像してみよう——それが、必要なものの上に乗っているせいで。.
短距離の移動性は歩行を排除します。長距離の移動性は、便利さの名の下に隠れた取り扱いサイクルを追加します。.
ベンダーの約束:「工場内のどこへでもセットアップを移動可能。」 現場の現実:移動距離が伸びるほど、保護構造は精密な展開ではなく貨物固定のように振る舞います。.
だから本当の質問は「それが動くかどうか」ではなく、「どのくらいの距離を、どのくらいの頻度で、どの程度の荷重で動くのか?」です。“
1シフトあたり15分の探索時間は、鋼製の工業キャスター一式よりも多くの労働コストを消費します。.
適切に設計された固定式高密度キャビネット——フルエクステンション棚とモノレール支持構造を備えたもの——は引き出し以外は動かないため探索時間を削減します。ねじれなし。キャスターのたわみなし。重力は一定。工具類はそれを支える構造と常に整列しています。.
しかし、高密度化は詰め込みすぎを誘います。そして詰め込みすぎは、再び二度手間の取り扱いを再導入します。.
専用の使用場所向けカートは、別の問題を解決します。これらは次の作業用の工具のみを配置し、取り外し順に並べ、腰の高さに配置し、明確な通路を確保し、積み重ねをゼロにします。設計上、密度は低く、明確さは高い。それらはすべてを保持しようとはしません。次の作業を展開するために存在するのです。.
しかし、もしその同じ高密度の混乱を車輪に乗せるだけだとしたら?
今、あなたは最悪の特徴を組み合わせてしまいました:工具を取り出しにくくする詰まった通路と、荷重がかかったときにたわむ可動ベース。移動は密度によるペナルティを拡大します。固定式キャビネットは、フレームが歪まないため、高密度でも許容できます。移動式カートは、フレームが常に歪むため、抑制が必要です。.
可動性は特長ではありません。それはストレスを増幅する要因です。.
4台のブレーキ間で各切り替えに8分の歩行が発生すると、週に数時間に積み上がります。.
複数ブレーキの工場では、完全な集中化により、オペレーターがセットアップのたびに工具の「武器庫」に移動しなければなりません。完全な可動性では、過積載カートが床をあふれさせ、移動倉庫のように動き回ります。.
ハイブリッドのハブ・アンド・スポークモデルは、その中間を取ります。ハブは固定された高密度キャビネットで、安定性と検索効率を念頭に設計されています。そこに工具在庫をすべて収納します。スポークは低容量でねじりに強いカートで、作業ごとに配置され、ハブから意図的に積載され、各ブレーキにおける10フィートの範囲内だけを移動します。.
軍の武器庫を想像してください。武器は最大密度を目指して箱に積み上げられるのではなく、プレッシャー下でも迅速かつ損傷なく展開できるように配置されています。武器庫は固定され、任務用キットは意図的に組み立てられ、必要な場所に運ばれます。.
誤りは、すべての工具が車輪の上で「生活」すべきだと仮定することです。.
ハブからブレーキまでの距離を測りましょう。カートが通路を横切る頻度を測りましょう。シフト中にカート上で一度も使われない工具の数を測りましょう。これらの数値が、可動性がボトルネックを解消しているのか、密かに生み出しているのかを示します。.
一度それを測定できるようになれば、問題は「便利さ」ではなくなります。.
それは投資利益率(ROI)の問題になります。.
1時間あたり$30の労働コストで、切り替え1回につき12分は$6の人件費に相当します。1日に5回の切り替えを年間240日行えば、工具展開システムが生産を支援するどころか邪魔しているせいで、$7,200を失っていることになります。.
これは誰も直視しない計算です。なぜならカートは「間接費」とラベルされ、「スループットドライバー」と見なされないためです。率直に言えば、可動性が投資利益率をもたらすのは、省けた時間が二重作業・探索・損傷によって静かに増えた時間を上回る場合だけです。感覚ではなく、ストップウォッチで計測できる時間です。.
では、車輪があなたに利益をもたらすタイミングをどのように計算するのでしょうか?
「ここらにあるはずだ」と探している15分間は、1時間あたり$30の労働単価ならオペレーター1人あたり1シフトで$7.50のコストになります。これを2人のオペレーターと年間240日で掛けると、検索時間だけで1年に$3,600を費やしていることになります。.
しかし、時計を「クランプ解除」から始めてはいけません。ジョブAの最後の良品がブレーキから外された瞬間から始め、ジョブBの最初の確認済み良品がパレットに載った時点で止めます。それが真の切り替え時間です。.
それを要素に分解してください。
ベンダーの約束:「大容量カートで移動回数を減らします。」現場の実情:安全インターロックにより、1回に開けられるのは4,000ポンドの棚1つだけ。そのため、取り出しは並列ではなく順次処理になります。.
各工程の所要時間を1週間計測します。仮の例として、あなたのチームは段取り替えが平均20分と考えています。しかしストップウォッチは32分を示します。そのうち6分は工具探し、4分は正しい金型を取り出すための積み下ろし、3分はカートが膨張継ぎ目を越える際に歪んだためパンチが滑らかに入らず再装着する時間です。.
機械の問題ではありません。配置(デプロイメント)の問題です。.
ここで不都合な質問をしてみましょう。高精度研磨ツーリングや油圧クランプで機械側の段取り時間を一桁台に短縮できるのに、カートがそこに10分の摩擦を加えているとしたら、資本投資はいったいどこに消えたのでしょうか?
欠けたグースネックパンチ1本の費用は、長さや形状によりますが$800~$1,500です。これはカタログ上の脅しではありません。私自身、たわんだレール上を引きずってしまい交換注文書にサインしたことがあります。.
その重さを2回持ち上げることを想像してみよう——それが、必要なものの上に乗っているせいで。.
損傷は曲げ工程中に起こることはほとんどありません。取り扱い中に発生します。最大密度で積まれたカートは重心が高くなります。床の継ぎ目に当たると、キャスターの一つが浮き、フレームが1ミリねじれます。焼入れされたエッジがポリマーではなくスチールに触れます。.
ベンダーの約束:「40%あたりの容量が増加。」現場の実情:高く積むほど、取り出しごとの持ち上げ回数が増え、その結果、負荷下でのエッジ露出も増えます。.
もしあなたの工場が、扱いの混乱によって年に2本のパンチを欠かし、1本あたり平均$1,000だとしたら、年間で$2,000の損失です。さらに交換や再研磨を待つ間の生産ロスを加えてください。さらに、それでも誰かが使ってしまった場合の品質リスクも加味します。.
保険とは発生頻度ではなく、結果の重大性に関するものです。.
仕切り付きレーン、タン形状に合わせた保持構造、ねじれに強い広いホイールベースを備えた専用のデプロイメントカートは、単に時間を節約するだけではありません。エッジの接触発生を減らします。エッジ接触が少ないほど、交換注文も減ります。.
欠けたグースネックパンチ1本の費用と、1年間の段取り短縮による効果を比べれば、「高価」に見えるカートも、実際にはすでに支払っている免責金のように見えてきます。.
では、実際に正当化するには何分節約できればいいのでしょうか?
仮のクリーンなケースを考えてみましょう。.
専用設計の高級カート:$8,000。作業員の労働費:$30/時間。年間シフト数:240。.
労働費だけで$8,000を1年で回収するには、約267時間の労働時間を削減する必要があります。これはおおよそ1シフトあたり1.1時間に相当します。.
一見不可能に思えますが、分配すれば違ってきます。.
もし1シフトあたり4回の段取り替えを行うなら、チーム全体で1段取り替えにつき約16〜17分の時間を節約することになります。作業員一人あたりではなく、イベント全体でです。.
その17分はどこに隠れているのでしょうか?
合計で17分です。.
もしストップウォッチ監査で、段取り替え1回につき回収可能時間が6分しかない場合、そのカートは労働費だけでは1年目に回収できません。そこに$1,000のパンチ交換を1回回避できたとしたら、計算は再び変わります。.
ここが見落とされがちな部分です。ROIは「カートが動くかどうか」ではなく、「工具構成、段取り頻度、ハンドリングパターンが十分な摩擦を生み出し、エンジニアリングによる展開が測定可能な時間と損傷を削減するかどうか」です。.
武器庫を思い浮かべてください。武器は密度を最大化するために箱に積み上げられているわけではなく、圧力のかかる状況下でも迅速かつ損傷なく展開できるように配置されています。武器庫は固定されています。ミッションキットは意図的に組み立てられます。.
あなたのハブは固定されています。スポークは意図的です。カートは単なる車輪付きの箱ではなく、時間とリスクを変換する装置です。.
したがって、視点が変わります。「このカートは高価ですか?」とは尋ねません。“
代わりに、「1シフトあたり何件の端部接触と取り扱い時間を買い戻しているのか――そしてそれを測定するだけの規律があるのか?」と尋ねるのです。“


















