

Geçen kış, iyi bir operatörün, koç başına dokunmadan önce sekiz dakika kaybettiğini izledim.
Bir yığındaki dördüncü kalıba ihtiyacı vardı. Ona ulaşmak için üç adet 4 metrelik parçayı çekip çıkardı, yere koydu, en alttaki parçayı aldı, sonra diğerlerini yeniden istifledi. Sekiz dakika. Günde on iki kalıp değişimi olan bir günde.
O araba “her şeyi tutuyordu.” Satış noktası buydu.
Vardiya başına on beş dakikalık arama, haftada yaklaşık 1,25 saat eder. $75 işçilik yüküyle, bu operatör başına yılda $4.800’den fazladır. Üstelik düşen parçalar veya aşınmış yüzeylerden bahsetmeden önce bile.
Tedarikçiler kapasiteyi, sanki beygir gücüymüş gibi satar: “30% daha fazla takım tutar.” “Dikey alanı maksimize eder.” Kağıt üzerinde, kulağa verimlilik gibi gelir.
Tedarikçi Vaadi: Araba başına daha fazla takım, raflara daha az sefer anlamına gelir. Atölye Gerçeği: Yuva başına daha fazla takım ise daha fazla istif çözme, daha fazla çift elle taşıma, daha fazla küçük gecikme demektir — ve bunlar kalıplardan daha hızlı birikir.
Bir askeri cephanelikte, tüfekler yer tasarrufu için sandıklara yığılmaz. Askerin tam olarak ihtiyacı olanı, anında, diğerlerine dokunmadan alabilmesi için düzenlenirler. Abkant pres takımları farklı değildir. Çelik depolamıyoruz; zaman baskısı altında hassas kenarlar yerleştiriyoruz.
Peki, yoğunluk kazandığında gerçekte ne olur?
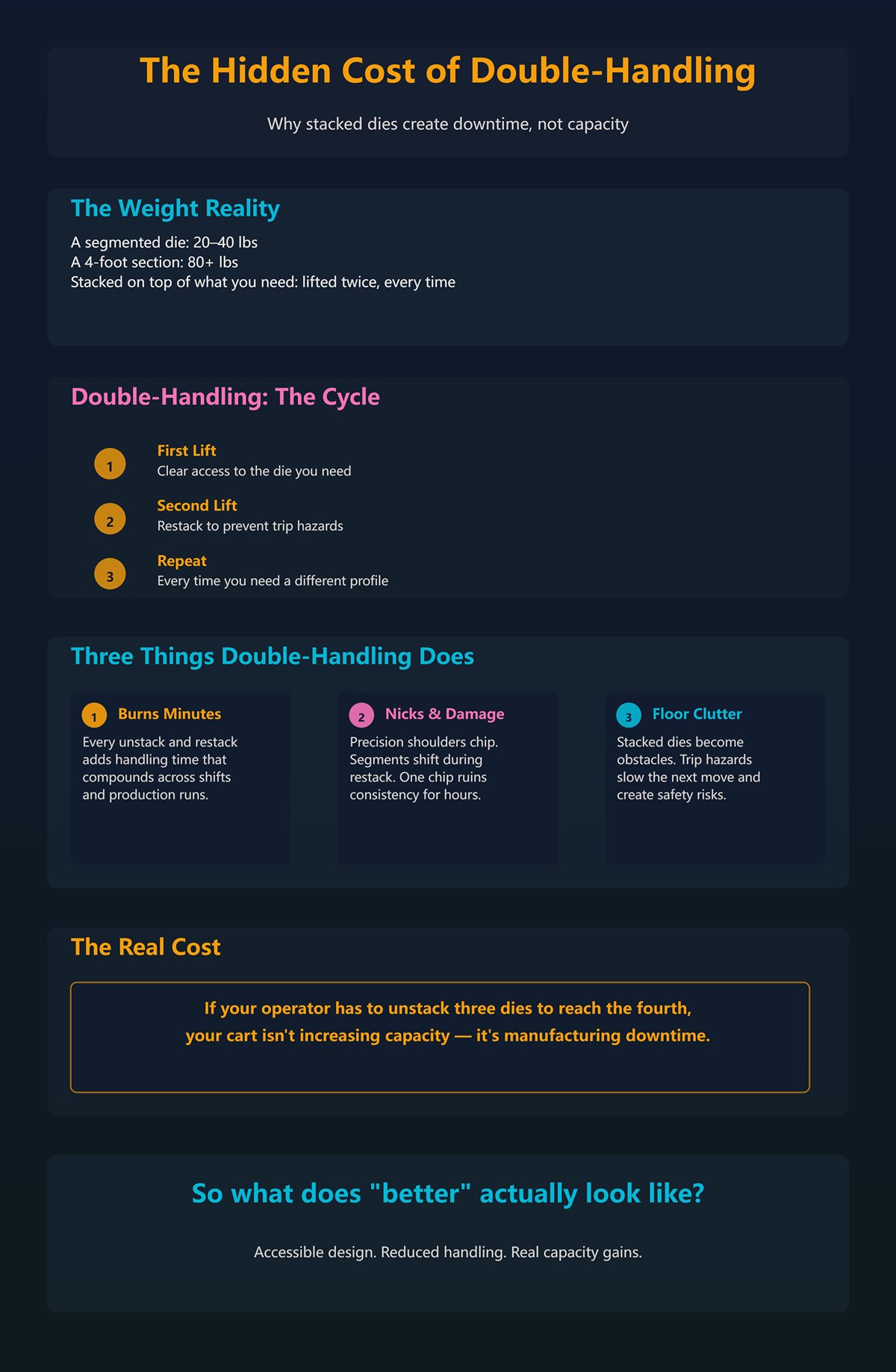
Segmentli bir kalıp 9 ila 18 kilo ağırlığındadır. 1,2 metrelik bir parça 36 kiloyu aşabilir. Şimdi, ihtiyacınız olanın üstünde olduğu için aynı parçayı iki kez kaldırdığınızı hayal edin.
İlk kaldırış: erişimi açmak. İkinci kaldırış: yeniden istiflemek, böylece bir takılma tehlikesi oluşturmasın.
Bu, çift elle taşıma demektir. Her seferinde.
Çift elle taşıma üç şey yapar: zamanı yakar, hassas yüzeylerde çentik oluşma riskini artırır ve bir sonraki hamleyi yavaşlatan zemin dağınıklığı yaratır. Yeniden istifleme sırasında kaydığı için bir zımbanın ucunu bizzat mahvetmişliğim var. Tek bir çentik, vardiyanın geri kalanında tutarsız bükümlere yol açtı.
Operatörünüz dördüncüye ulaşmak için üç kalıbı üst üste açmak zorundaysa, arabanız kapasiteyi artırmıyor — duruş süresi üretiyor.
O hâlde, “daha fazlasını tutmak” sürtünme yaratıyorsa, “daha iyi” gerçekte nasıl görünür?

Belirli takım standartlarına göre yapılmış dolaplar gördüm — adaptasyon genişliğine göre boyutlandırılmış dikey yuvalar, çekmece başına 200 kg kapasite, istiflemeye izin yok. Bir segmenti çekiyorsunuz. Başka hiçbir şey hareket etmiyor.
Onlar kapasiteyle övünmez. Ayrıştırma ile övünürler.
İşte değişim bu.
“Tüm aletleri tutar” bir depo ölçütüdür. “Aletler tam ihtiyacınız olan yerde” bir dağıtım ölçütüdür.
Eğer yaygın işlerin, teçhizatının ’unu zamanın ’inde kullanıyorsa, neden bu parçalar nadiren kullanılan profillerin arkasına gömülüyor? Yüksek yoğunluklu arabalar her aleti eşit görür. Üretim görmez.
Bir silah deposu, silahları görev sıklığına göre sahneler. Bir dağıtım sistemi, aletleri bükme sıklığına, uzunluğa ve profil ailesine göre sahneler. Bu, takım profilinizi — Amerikan, Avrupa, segmentli, tam uzunluk — bilmenizi ve parçaları nasıl gerçekten çalıştırdığınıza göre tasarlamanızı gerektirir.
Peki ya o aynı yüksek yoğunluklu karmaşayı tekerleklerin üzerine koyarsak?
Bir işin peşinden “gidiyor” diye yeni bir takım arabasını kutlayan atölyeler gördüm.”
Seyahat eden şey darboğazdı.
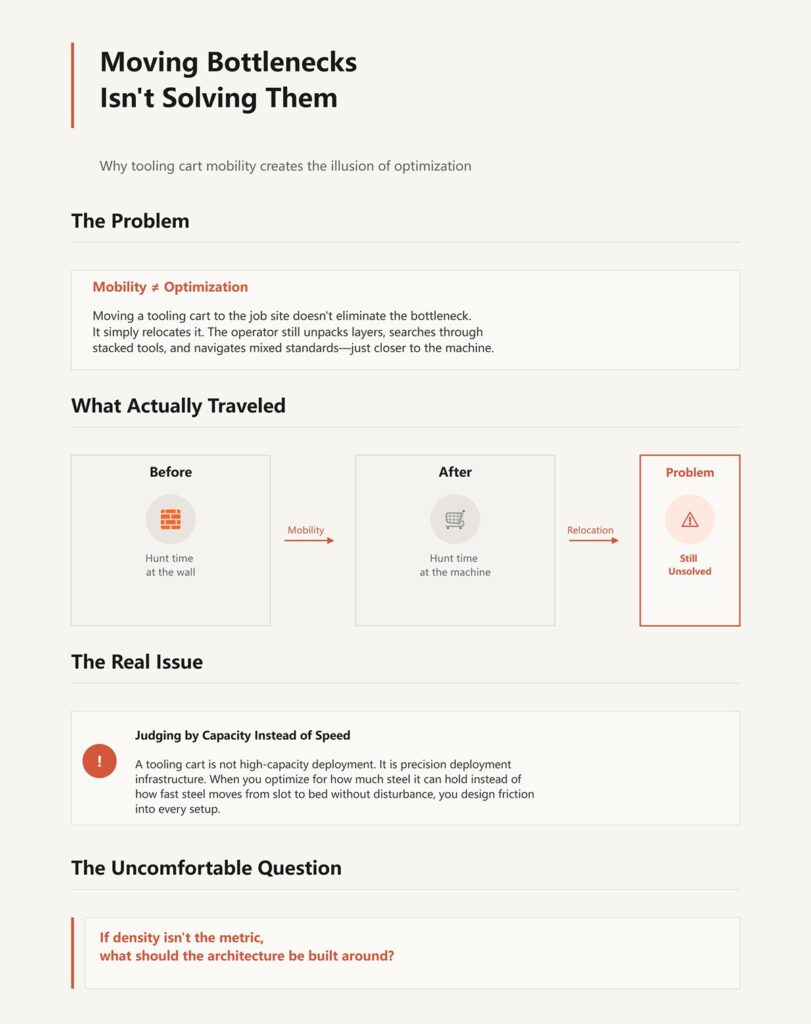
Eğer araba mimarisi istiflemeyi, karışık standartları veya gömülü segmentleri zorluyorsa, tek yaptığınız arama süresini duvardan makineye taşımaktır. Operatör hâlâ katmanları açar. Sadece bunu koçun yanında yapar.
Hareketlilik optimizasyon değildir. Yer değiştirmedir.
Zihinsel değişim şudur: bir takım arabası yüksek kapasiteli dağıtım değildir. O, hassas dağıtım altyapısıdır. Onu ne kadar çelik tutabildiği yerine çeliğin yuvasından yatağa rahatsız edilmeden ne kadar hızlı geçebildiği ile değerlendirmeye başladığınız anda, her kuruluma sürtünme tasarlamaya başlarsınız.
Ve bunu kabul ettiğinizde asıl soru rahatsız edicidir:
Yoğunluk ölçüt değilse, mimari ne etrafında inşa edilmelidir?
20 mm tırnak, 0,500 inç tırnak ile aynı rayda sonuçsuz bir şekilde oturmaz.
Geçen yıl yeni bir Wila tarzı zımba partisi getirdik — 20 mm genişliğinde tırnak, otomatik kıskaç için ön ve arka çift kanal. Harika parçalar. Temizce taşlanmış. Hafif aletler için düğmeler, ağır olanlar için pim kilitleri. Yıllardır Amerikan takımlarını taşıyan aynı arabaya park ettik: yarım inçlik tırnağa göre boyutlandırılmış basit yatay raylar.
Kâğıt üzerinde “uyuyorlardı.” Sahada, karşılık verdiler.
Raylar geniş tırnağı eşit şekilde kavramadı. Otomatik kıskaçın bağlandığı kanalların hiçbir koruması yoktu. Operatörler zımbayı dudağı aşması için hafifçe eğmek, ardından düz çevirmek zorundaydı. Bu, tek yerine iki hareket demektir. Bunu bir değişimde 40 parça ile çarpın.
Alet başına on beş saniye fazladan on dakikanızı götürür.
Tedarikçi Vaadi: “Evrensel raylar tüm ana takım tarzlarını barındırır.” Atölye Gerçeği: Evrensel demek her profilin kısmen desteksiz olması demektir.
Bir arabayı maksimum yoğunluk üzerine tasarladığınızda, aletlerin sadece ağırlığı olan çelik şekiller olduğunu varsayarsınız. Ancak Amerikan, Avrupa ve Wila-Trumpf sistemleri farklı mekanik arayüzlere sahiptir. Şuvoleye farklı biçimde bağlanırlar. Farklı biçimde otururlar. Farklı biçimde çıkarılırlar. Eğer araba bu arayüz geometrisini göz ardı ederse, operatörleri bilek açılarıyla, ekstra kaldırmalarla ve dikkatli bir şekilde idare etmeyle telafi etmeye zorlar.
Ve her telafi zaman kaybettirir.
Eğer yoğunluk ölçüt değilse, o zaman mimari bizzat tutma sistemine uymak zorundadır. Araba, aletin makineye nasıl kilitlendiğine saygı göstermelidir—çünkü aynı geometrik yapı, boşta dururken nasıl oturması gerektiğini de belirler. Eğer bunu yapmazsa, aletleri kullanıma hazırlamıyorsunuzdur. Onları sürtünmeye park ediyorsunuzdur.
Peki hassas taşlanmış Avrupa aletlerini, Amerikan tutma varsayımları üzerine kurulmuş raylarla karıştırırsanız ne olur?
13 mm’lik bir Avrupa çıkıntısı, Amerikan tipine göre daha dar ve derindir. Yükseklik boyunca daha tutarlı bir sıkıştırma yüzeyi sağlamak için tasarlanmıştır. Bu da neden tekrarının iyi olduğunun bir parçasıdır.
Şimdi o 13 mm’lik çıkıntıyı, daha geniş 0.500 inçlik bir omzu tutmak üzere tasarlanmış bir raya yerleştirin.
Yandan boşluk oluşur.
Atölyenin bir ucundan diğerine göreceğiniz kadar değil. Ama parçayı elinize aldığınızda hissedeceğiniz kadar. Delici hafifçe sallanır. Kenar ray duvarına dokunur. Zamanla, bu mikro temas, hassasiyet için taşlanmış köşeleri yuvarlatır.
Bunu ilk gün fark etmeyeceksiniz.
Bunu, büküm yarım derece kaydığında ve sıkıştırma tekrarlanabilirliğinin değiştiğini fark etmeden önce geri mesafe ayarlarıyla yirmi dakika uğraştığınızda fark edeceksiniz.
Amerikan tarzı aletlerin zaten tasarım gereği daha az sıkıştırma yüzeyi vardır. Sık sık değiştirilmesi, yarım inçlik çıkıntının yükü daha küçük bir arayüzde taşıması nedeniyle aşınmayı hızlandırır. Eğer arabanız aletleri sürekli olarak fazla geniş yuvalara kaydırmaya zorluyorsa, zaten bu tür aşınmaya karşı hassas olan bir sisteme yanal aşındırma ekliyorsunuzdur.
Tedarikçi Sözü: “Karma filolar için tek bir araba.” Atölye Gerçekliği: Karma filolar paylaşılan raylar değil, ayrılmış mimari ister.
Yığındaki dördüncü kalıba ihtiyacı vardı. Şimdi o dördüncü kalıbın, daha geniş bir şey için açıklığı olan bir yuvada duran Avrupa hassas aleti olduğunu hayal edin. Her çekiş dikkatli bir çıkarma olur. Dikkatli demek yavaş demektir.
Ve yavaş, haftada yüz kez tekrarlandığında, normal hale gelir.
Eğer Avrupa aletleri Amerikan tarzı raylarda yanal boşluk nedeniyle zarar görüyorsa, tersi durumda ne olur—Wila-Trumpf otomatik sıkıştırmalı aletleri, düğme ve kanal sistemini tamamen görmezden gelen standart raylarda sahnelemeye çalıştığımızda?
Yaklaşık 27 pound altındaki Wila-Trumpf aletleri genellikle yay yüklemeli güvenlik düğmeleri kullanır. Daha ağır parçalar pim kilitleri kullanır. Her ikisi de prese dikey yerleştirme ve pozitif kavrama için tasarlanmıştır.
Standart yatay araba rayları bu donanımı hesaba katmaz.
Bir operatörün bir Wila deliciye doğrudan yukarı doğru çekiş yaptığını, ancak yaylı düğmenin, ray boşluğu düğmenin hareket mesafesini temizlemediği için ray dudağına sürtündüğünü gördüm. Sonra eğiyorlar. Sonra kaldırıyorlar. Sonra döndürüyorlar.
Üç hareket yerine, tek bir hareket yeterli olmalı.
On saniye burada. On iki saniye orada. Kırk alet sonra, ilk test bükümü başlamadan programın gerisine düşüyorsunuz.
Ama gerçek darboğaz saniyeler değil. O, engellemedir. Sepet rayı düğme muhafazasına veya oluk kenarına temas ettiğinde, operatörler zarar vermemek için içgüdüsel olarak yavaşlar. Bu duraksama, mimariye gömülü bir sürtünmedir.
Peki ya aynı yüksek yoğunluklu karmaşayı tekerlekli yapıp, frenin yanına park etsek?
Şimdi çıkarma darboğazını en yüksek zaman baskısının olduğu noktaya taşımış oldunuz. Operatör makinenin başında, iş saati çalışıyor, hiç tutma donanımı için tasarlanmamış bir raydan bir aleti çıkarmakla uğraşıyor.
Bir cephanelik her tüfeğin emniyet seçim düğmesini takılacak şekilde tasarlamaz. Otomatik sıkma donanımına takılan sepetlere neden razı oluyoruz?
Eğer tutma sistemleri dikey boşluğu ve yan desteği belirliyorsa, segment uzunluğu tamamen başka bir şeyi belirler: aralık.
Dört feetlik bir kalıp segmenti o kadar ağırdır ki onu “sağa sola oynatarak” çıkaramazsınız. Kaldırmaya karar verirsiniz.
Şimdi, ihtiyacınız olan şeyin üzerinde durduğu için aynı şeyi iki kez kaldırdığınızı hayal edin.
Uzun segmentler hesabı değiştirir. 12 inçlik bir parçayı dar bir yuvadan açıyla çıkarmak mümkündür. 48 inçlik segment ise düz hatlı çıkarma gerektirir. Bu, yukarıda dikey boşluk ve tüm uzunluk boyunca yan boşluk anlamına gelir.
Yüksek yoğunluklu sepetler bunu uzunlukları istifleyerek veya paylaşılan kanallarda farklı segment ölçülerini karıştırarak aşar.
Tedarikçi Sözü: “Ayarlanabilir kanallar tüm uzunluklara uyar.” Atölye Gerçeği: Ayarlanabilir kanallar aralıkta taviz anlamına gelir.
Eğer yaygın işinizde 2 ayak ve 4 ayak segmentleri birbirinin yerine kullanılıyorsa, sepetiniz en uzun parçanın tek hareketle çıkarılmasını sağlayacak hatlara yer ayırmalıdır. Bu genellikle daha az hat demektir.
Daha az sayıda. Daha yüksek hız.
Ve bir de kapama yüksekliği var. Bir kurulumdaki tüm aletlerin aynı kapama yüksekliğini—yatak ile yumruk arasındaki mesafeyi—paylaşması gerekir. Eğer sepetiniz yükselticileri, ara parçaları ve temel kalıpları mimari olarak ayırmadan karıştırıyorsa, operatörler makinede yükseklik düzeltmeleri yapmaya çalışır. Bu, hazırlık değil; baskı altında montajdır.
Yani mimari soru “Bu sepet kaç alet alabilir?” değildir.”
Soru şudur: Hakim takım stilim—Amerikan, Avrupa, ya da Wila—için çıkarma işlemi, bir aletin diğerini bozmadan çıkmasını sağlamak üzere ne tür geometrinin, boşluğun ve desteğin gerekli olduğu?
Sepet bu soruya tam olarak yanıt verdiğinde, kurulum hızlanır.
Yanıt vermediğinde, her çekiş bir pazarlık olur.
60 pound ağırlığında, 4 fit uzunluğunda bir kalıp, çıplak bir çelik kanalın yarısında sıkışmış durumda. Operatör kaldırır, direnç hisseder, biraz çevirerek serbest bırakır, ardından kenarı aşmak için yeniden kaldırır. Bu, yük altında iki ekstra hareket demektir, hassas taşlanmış kenar ise onu korumak için tasarlanmamış malzeme üzerinde sürtünmektedir.
Şimdi bunu, ihtiyacınız olanın üstünde olduğu için iki katına çıkardığınızı hayal edin.
Eğer mimari, tutma geometrisini takip etmek zorundaysa, Amerikan takımları için uygun şekilde tasarlanmış bir araba, geniş 0.500 inç tırnakları, eş genişlikteki yuvalarda, yanal kısıtlama ile ve düz hat kaldırma için açık üst boşlukla taşır. Avrupa 13 mm tırnak sistemleri, sallanmayı önlemek için tam yükseklikte yan destekli daha dar kanallar gerektirir. Wila-Trumpf otomatik sıkıştırma takımları, yaylı düğmeleri ve pim kilit donanımlarını temizleyen rahatlama bölgeleri sayesinde çıkarma işleminin dikey ve kesintisiz olmasını gerektirir.
Bu bir tercih değil. Bu, mekanik bir zorunluluktur.
Tedarikçi Sözü: “Evrensel yüksek kapasiteli dağıtım.” Atölye Gerçeği: Tutma geometrisi, hat genişliğini, yan desteği ve çıkış yolunu belirler.
Burada silah deposu benzetmesi geçerlidir. Silahlar en yüksek yoğunluk için sandıklara yığılmaz. Çıkarken diğerine sürtmeden çıkabilecek şekilde konumlandırılır.
Her vardiyada ihtiyatlı çıkarma için kaybedilen on beş dakika, tipik atölye işçilik ücretlerinde operatör başına yılda yaklaşık $4,000 kayba neden olur. Bu zamanı yürüyüşte değil—tereddütte kaybolurken gördüm.
Dikey raflar, yer alanını geri kazanır. Bazı üreticiler %’e varan alan geri kazanımı ve yürüme mesafesinde büyük azalma olduğundan bahseder. Sıkışık atölyelerde bu önemlidir. Ancak dikey tasarımlar genellikle aynı anda birden fazla çekmecenin açılmasını engelleyen kilit mekanizmalı, dışarı çıkarılabilen raflar kullanır. Kâğıt üzerinde güvenli.
Değişim baskısı altında, bu güvenlik bir tıkanma noktasına dönüşür. Yoğun dikey bir hat içinde dik duran uzun bir kalıp, yukarı kaldırma artı ileri boşluk gerektirir. Hat aralığı dar ise operatör kalıbı çıkarmak için açılı tutar. Uç, raf kenarına temas eder. Mikro-çipler burada oluşmaya başlar.
Çekmece sistemleri bu geometrinin tersini yapar. Takım yatay durur. Çekme işlemi yatay bir kaydırma, ardından kaldırma olur. Kısa, segmentli punch’lar için çekmeceler uçları korur çünkü çıkarma sırasında kesme kenarı ağırlık taşımaz. Ancak uzun kalıplarda, kötü desteklenmiş çekmeceler orta kısımda eğilme yaratır. Ortasından sarkan 4 fitlik bir kalıp, kayarken omuzlarını yan duvarlara sürter.
Peki hangisi hasarı önler?
Kısa hassas punch segmentleri, tam boy polimer yataklı ve sıfır istiflemeli sığ, özel çekmeceleri tercih eder. Uzun ağır kalıplar, sürekli destek ve düz hatlı çıkarma sağlayan yatay rulolu rafları tercih eder.
Yoğunluk odaklı dikey sistemler yer alanında kazanır. Dağıtım odaklı yatay sistemler tek hamlede çıkarma avantajı sağlar. Hangi metrik, kurulumlarınızı gerçekten yavaşlatıyor?
| Boyut | Dikey Raflar | Çekmece Sistemleri | Punch Uç Hasarı Üzerindeki Etki |
|---|---|---|---|
| Yer Alanı Verimliliği | %’e kadar alan geri kazanabilir; yürüme mesafesini azaltır | Daha fazla zemin alanı gerektirir | Dikey raflar, alan optimizasyonunda kazanır |
| Geri Alma Hareketi | Yukarı kaldırma artı ileriye doğru boşluk | Yatay kaydırma, ardından kaldırma | Yatay hareket, uç temas riskini azaltır |
| Güvenlik Mekanizması | Kilitlemeler, birden fazla rafın açılmasını önler | Genellikle tek çekmece erişimi | Kilitlemeler, baskı altında geri alma sürecini yavaşlatabilir |
| Değişim Hızı | Yoğun değişim zamanlarında darboğaz oluşturabilir | Daha hızlı tek hareketle çıkarma | Çekmece sistemleri tereddüt süresini azaltır |
| Kısa Zımba Segmentleri İçin Risk | Dar aralık, ucun raf kenarıyla temasına neden olabilir | Sığ, özel çekmeceler kesici kenarları korur | Çekmeceler, kısa zımbalar için mikro-çentiklenmeyi daha iyi önler |
| Uzun Kalıplar İçin Risk | Dikey depolama, çıkarma sırasında açılı yerleştirme gerektirebilir | Yetersiz destek orta açıklıkta eğilmeye neden olabilir | Dikey raflar kenar temasına risk oluşturur; kötü tasarlanmış çekmeceler sarkma riski taşır |
| Uzun Kalıplar için Destek | Şerit aralığına bağlıdır; sürekli destek olmayabilir | Sarkmayı önlemek için tam uzunlukta destek gerektirir | Sürekli makaralı destek tercih edilir |
| En İyi Kullanım Durumu | Yer alanının kritik olduğu yüksek yoğunluklu depolama | Hızlı kurulum ve hassas alet koruması | Düzeni, alet tipine ve kurulum önceliğine uygun şekilde eşleştirin |
| Genel Avantaj | Depolama yoğunluğunu en üst düzeye çıkarır | Tek hareketle çıkarımı optimize eder | Seçim, önceliğin alan mı yoksa kurulum süresi mi olduğuna bağlıdır |
Topraklanmış bir zımba ucu 60 pound noktasal yükle çıplak çeliğe temas ettiğinde bu nötr değildir. Kayma yükü altında çelik üzeri çelik yapışkan aşınma oluşturur. Mikroskobik yüksek noktalar kesilir. Bu teori değil — bu tribolojidir.
Çıplak çelik raylar ucuzdur. Ayrıca operatörün sabrından daha serttir.
UHMW (ultra yüksek moleküler ağırlıklı polietilen) düşük sürtünme katsayısına ve yüksek aşınma direncine sahiptir. Alet çeliğine karşı aşınma yapmaz. Bir kalıp UHMW üzerinde dinlendiğinde, temas stresi malzeme mikroskopik olarak esnedikçe hafifçe dağılır. Bu kenarları korur.
Poliüretan orta noktada yer alır. UHMW’den daha yüksek yük kapasitesi, daha fazla darbe direnci, ancak sertlik derecesine bağlı olarak biraz daha yüksek sürtünme. Dikey darbe koruması için iyidir. Yüzey tutarsa uzun süreli kaymalı çıkarımlar için daha az idealdir.
Tedarikçi Vaadi: “Dayanıklılık için toz boyalı çelik.” Atölye Gerçeği: Arabaya dayanıklılık sağlamak, $1,200 aletlerde aşınma oluşturuyorsa önemsizdir.
Amerikan takımlarında daha geniş omuzlu saplar için, UHMW kaplamalı eyerler kaldırma sırasında yan aşınmayı önler. Avrupa sistemleri, salınımlı teması ortadan kaldırmak için tam yükseklikte polimer yan duvarlardan faydalanır. Wila sistemleri ise düğme yuvalarının etrafında hafifletilmiş ceplere ihtiyaç duyar, bunlar ayrılma sırasında sürtünmeyi önlemek için kaplanmalıdır.
Temas malzemesi dekoratif değildir. Dağıtımın koruyucu mu yoksa aşındırıcı mı olduğunu belirler.
Düz bir çelik ray üzerine oturan 70 kiloluk bir kalıbı hareket ettirmek, aynı kalıbın düşük sürtünmeli polimer üzerinde hareket ettirilmesinden daha fazla kuvvet gerektirir. O ilk kopma kuvveti, operatörlerin ani çekiş yaptığı andır.
Ani çekiş, düşmelerin yaşandığı noktadır.
Yatay rulolu çıkarma kullanıldığında—doğru taşıma kapasitesine sahip, tam uzunlukta destek veren rulolar—gerekli kuvvet büyük ölçüde azalır. Kalıp kontrollü bir yolda hareket eder. Bükülme yok. Ortada yeniden kavrama yok. Ergonomik zorlanma azalır, bu da doğrudan yan taraftaki takımlara kenar çarpma olasılığını düşürür.
Ancak sürtünme sadece fizik meselesi değildir. Davranışla ilgilidir.
Çıkarma işlemi dirençli hissettirirse, operatör yavaşlar. Tutuşunu ayarlar. Yan kenarlara yakınken tereddüt eder. Bu bilişsel yük, bir değişim sırasında 30 takım boyunca katlanır.
Yüksek yoğunluklu dikey yuvalar, sallanmayı önlemek için tasarlanan dar toleranslar nedeniyle genellikle sürtünmeyi artırır. Bu, yerleştirme sırasında sabitlik sağlar, ancak çıkarmada dezavantaj yaratır. Yatay rulolu sistemler sürtünmeyi azaltır fakat eğrilmeyi önlemek için hassas hizalama gerektirir.
Bu yüzden soru basitleşir: Arabınız çıkarma sırasında kuvvetli düzeltme gerektiriyor mu, yoksa aleti tek bir kesintisiz hareketle dışarı yönlendiriyor mu?
Eğer operatör malzemeyle mücadele etmek zorunda kalıyorsa, siz iş akışına direnç mühendisliği yapmışsınız demektir.
1.000 pound kapasiteye sahip bir araba kulağa etkileyici gelir. Boş ağırlık: yaygın ağır hizmet tipi bir modelde yaklaşık 265 pound. 500 pound takım ekleyin ve hafif düzensiz bir beton zeminde itin.
Şimdi gövdenin bükülüşünü izleyin.
300 poundda sağlam hissettiren, 500 poundda dengesizleşen arabalar test ettim. Devrilme değil—esneme. Çekmeceler hafifçe hizadan çıkar. Rulo rayları sıkışır. Aniden, para ödediğiniz pürüzsüz çıkarma, şasi yüke altında burkulduğu için iki elle yapılan bir çekişe dönüşür.
Ağırlık limitleri statik sayılardır. Dağıtım ise dinamiktir.
Tam yüklendiğinde, ağırlık merkezi yükselir—özellikle dikey raflarda. İtme kuvveti artar. Düz olmayan zeminlerde, bir teker kısa süreliğine boşta kalır, ağırlığı çerçeve boyunca çapraz olarak kaydırır. Bu mikro bükülme, ray hizasını milimetreler düzeyinde değiştirir. Tasarım gereği boşluk payınız dar olduğunda milimetreler önemlidir.
Tedarikçi Sözü: “1.000 lb kapasite.” Atölye Gerçeği: Burulma rijitliği olmadan kapasite, hareket kabiliyeti açısından bir risktir.
Düzgün mühendislik yapılmış bir dağıtım arabası, şasiyi belirtilen yükün üzerinde güçlendirir, burulmaya karşı direnç için çapraz destek kullanır ve ağırlık merkezini alçakta tutmak için ağır yuvaları aşağıya yerleştirir. Aksi halde, özenle tasarladığınız temas malzemeleri ve yuva geometrileri, araba gerçek yük altında hareket ettiğinde bozulur.
Ve bu da bir sonraki soruyu gündeme getirir.
Eğer mimari yapı ve malzemeler hassas kenarları koruyup sabit bir pozisyonda çıkarma işlemlerini hızlandırabiliyorsa, sisteme hareket eklendiğinde ne olur?
Her 270 kiloluk araba yer derzinden geçtiğinde, burulma kuvveti çerçeve boyunca yükselir ve dikkatle hizalanmış yollarınız bir milimetre şaşar.
İşte hareketin, durağan tasarım kusurlarını nasıl büyüttüğünün örneği bu. Park halindeyken, düşük sürtünmeli polimer yataklar, sıkı tutma toleransları ve dengeli dikey yollar tam tasarlandığı gibi davranır. Ancak hızlanma, yavaşlama ve düzensiz beton yüzeylerden gelen çapraz yük aktarımı devreye girdiğinde, şasi takım arayüzünün bir parçası haline gelir. Bir tekerlek yükünü kaybeder. Ağırlık aktarılır. Raylar az da olsa kayar. Artık eskiden kolayca kayan kalıp, düzeltici bir çekişe ihtiyaç duyar.
Ve bu düzeltici çekişler, kenarları yontar.
Tedarikçi Vaadi: “Makineler arasında mobil esneklik.” Atölye Gerçeği: Esneklik, her tümseğin hizalama toleranslarınız için canlı bir yük testi olduğu anlamına gelir.
Tekerlekleri nötr olarak görürüz. Gerçekte öyle değiller.
Eğer arabanız vardiya boyunca operatörünüzden daha fazla mesafe katediyorsa, atölyenizi iş akışına göre değil, tekerleklere göre yeniden tasarlamışsınız demektir.
Üç metre, mantıklı bir yerleşimde fren yatağından bitişik bekleme alanına olan yaklaşık mesafedir.
Bu yarıçap içinde hareketlilik, anlamlı bir dengesizlik oluşturmadan adımları azaltabilir—bilinen zemin koşulları üzerinde kısa, kontrollü itişler, düşük ivme, öngörülebilir duruşlar. Araba, nakliye aracı değil de yeniden konumlandırılmış bir çalışma istasyonu gibi davranır.
Ama bu mesafeyi 12 metreye uzatıp genleşme derzleri, hava hatları ve trafik şeritleri üzerinden geçirdiğinizde fizik değişir. Momentum artar. Operatör, engelleri temizlerken bir eliyle direksiyon çevirir. Frenleme kuvvetleri yükü öne kaydırır. Üst katmanlar doldukça ağırlık merkezi yükselir. Artık yapılan şey, konumlandırma değil taşımadır.
Yığındaki dördüncü kalıbı gerekiyordu.
Şimdi, ihtiyacınız olan şeyin üzerinde durduğu için aynı şeyi iki kez kaldırdığınızı hayal edin.
Kısa mesafe hareketlilik yürümeyi ortadan kaldırır. Uzun mesafe hareketlilik ise, kolaylık kisvesi altında fazladan taşımayı geri getirir.
Tedarikçi Vaadi: “Tüm kurulumunuzu atölyede istediğiniz yere taşıyın.” Atölye Gerçeği: Ne kadar çok yuvarlanırsa, koruyucu yapınız o kadar çok hassas yerleşimden ziyade yük sabitleme sistemine dönüşür.
Yani asıl soru “Yuvarlanıyor mu?” değil. “Ne kadar uzağa, ne sıklıkla ve ne kadar yükle?” olmalı.”
Her vardiyada 15 dakikalık arama süresi, bir takım ağır hizmet tipi tekerleğin çelik maliyetinden daha fazla işçilik maliyeti yaratır.
Sabit bir yüksek yoğunluklu dolap—tam açılımlı raflar ve monoray destekle doğru şekilde tasarlandığında—arama süresini azaltır, çünkü çekmeceden başka hiçbir şey hareket etmez. Burulma yoktur. Tekerlek sapması yoktur. Yerçekimi sabittir. Takımlama, onu taşıyan yapı ile hizasını korur.
Ancak yoğunluk sizi aşırı doldurmaya iter. Ve aşırı doldurma, çift elle elleçlemeyi yeniden getirir.
Ayrılmış kullanım noktası arabaları farklı bir sorunu çözer. Sadece bir sonraki işin aletlerini, çıkarma sırasına göre dizilmiş, bel hizasında konumlandırılmış, net yollar ve sıfır istifleme ile hazırlarlar. Tasarım gereği düşük yoğunluk. Yüksek netlik. Her şeyi barındırmaya çalışmazlar. Sıradaki işi devreye almak için vardırlar.
Peki ya o aynı yüksek yoğunluklu karmaşayı tekerleklerin üzerine koyarsak?
Şimdi en kötü özellikleri birleştirdiniz: çıkarılmaya direnç gösteren sıkışık yollar ve yük altında esneyen hareketli bir taban. Hareket, yoğunluk cezalarını artırır. Sabit dolaplar, çerçeve asla burulmadığı için yoğunluğa dayanabilir. Hareketli arabalar ise çerçeve her zaman burulduğu için dikkatlilik gerektirir.
Hareket kabiliyeti bir özellik değildir. Bir stres çarpanıdır.
Dört fren için yapılan her değişimde sekiz dakika yürümek haftada saatlere varan süre kaybına yol açar.
Çoklu fren kullanılan bir atölyede, saf merkezileştirme, her kurulum için operatörleri bir alet “cephaneliğine” gitmeye zorlar. Saf hareketlilik ise, tıpkı dolaşan depolar gibi aşırı yüklü arabalarla zemin alanını doldurur.
Hibrit göbek-ışın modeli orta yolu bulur. Göbek, stabilite ve arama verimliliği için tasarlanmış sabit, yüksek yoğunluklu bir dolaptır. Tüm alet envanterini barındırır. Işınlar ise her iş için göbekten kasıtlı olarak yüklenen, düşük kapasiteli, burulma direnci yüksek arabalar olup, yalnızca her frende 3 metre kuralı içinde hareket eder.
Askeri cephaneliği düşünün. Silahlar maksimum yoğunluk için sandıklara yığılmaz—baskı altında, hızlı ve hasarsız devreye almak için hazırlanır. Cephanelik sabittir. Görev seti kasıtlı olarak toplanır, sonra ihtiyaç duyulan yere taşınır.
Hata, her aletin tekerlek üzerinde bulunması gerektiğini varsaymaktır.
Göbekten frene olan mesafeyi ölçün. Arabaların trafik şeritlerini ne kadar sık geçtiğini ölçün. Bir vardiya boyunca arabadaki kaç alete hiç dokunulmadığını ölçün. Bu sayılar, hareketliliğin darboğazları çözüp çözmediğini veya sessizce oluşturduğunu söyler.
Bunu ölçebildiğinizde, soru artık kolaylık olmaktan çıkar.
Yatırımın geri dönüşü (ROI) haline gelir.
Bir değişim başına on iki dakika, saatte $30 ise işçilikte $6 eder. Günde beş değişim, yılda 240 gün çalışırsanız, alet dağıtım sisteminiz size destek olmak yerine size engel olduğu için $7,200 harcamış olursunuz.
Herkesin kaçındığı hesap budur çünkü arabalar “genel gider” olarak etiketlenir, “verimlilik artırıcı” olarak değil. Açık konuşacağız: hareketlilik yalnızca, kurtardığı dakika sayısı çift elle taşıma, arama ve hasar nedeniyle sessizce eklediği dakika sayısından fazla olduğunda ROI sağlar. Hissettiğiniz değil, kronometre ile ölçebildiğiniz süre önemlidir.
Peki tekerleklerin size para kazandırıp kazandırmadığını nasıl hesaplarsınız?
“Burada bir yerde” diye geçen on beş dakika, saatte $30’a göre operatör başına vardiya başına $7.50’ye mal olur. Bunu iki operatör ve 240 gün ile çarptığınızda yalnızca arama süresinden yılda $3,600 kaybettiğinizi görürsünüz.
Ama kronometreyi kelepçeyi açtığınızda başlatmazsınız. İş A’nın son iyi parçası frenden çıktığında başlatırsınız. İş B’nin ilk doğrulanmış iyi parçası palete konduğunda durdurursunuz. Bu gerçek değişim süresidir.
Bunu bileşenlerine ayırın:
Tedarikçi Vaadi: “Yüksek kapasiteli araba gezileri azaltır.” Atölye Gerçeği: Güvenlik kilitleri aynı anda yalnızca tek bir 4.000 poundluk rafın açılmasına izin verir, bu nedenle alma işlemi paralel değil, ardışık hale gelir.
Her parçayı bir hafta boyunca zamanlayın. Varsayımsal örnek: ekibiniz değişimlerin ortalama 20 dakika sürdüğüne inanıyor. Kronometre 32 diyor. Bunun 6 dakikası araç arama, 4 dakikası doğru kalıba ulaşmak için istifleri açma, 3 dakikası ise araba bir genleşme derzinden geçerken eğildiği için düzgün kaymayan zımbaları yeniden oturtma.
Makine sorununuz yoktu. Dağıtım sorununuz vardı.
Şimdi rahatsız edici soruyu sorun: hassas taşlanmış takımlar ve hidrolik sıkma makine tarafındaki kurulumu tek hanelere indirebiliyorsa, ancak arabanız tekrar 10 dakika sürtünme ekliyorsa, sermaye yatırımı aslında nereye gitti?
Bir kırık boyunlu zımba uzunluk ve profile bağlı olarak $800 ile $1,500 arasında olabilir. Bu katalog korkutma konuşması değil. Birini bükülmüş bir ray üzerinden sürükledikten sonra değiştirme siparişini ben imzaladım.
Şimdi, ihtiyacınız olan şeyin üzerinde durduğu için aynı şeyi iki kez kaldırdığınızı hayal edin.
Hasar nadiren bükme sırasında olur. Taşıma sırasında olur. Maksimum yoğunlukla yüklenmiş bir araba ağırlık merkezini yükseltir. Zemindeki bir derze çarp. Bir tekerlek yük boşaltır. Çerçeve bir milimetre bükülür. Sert kenar polimer yerine çeliğe değer.
Tedarikçi Vaadi: “40% ayak izi başına daha fazla kapasite.” Atölye Gerçeği: Daha yüksek istifleme her alma için daha fazla kaldırma demektir, bu da yük altında daha fazla kenar temasına yol açar.
Dükkanınız kaotik taşıma nedeniyle yılda iki zımbayı çatlarsa ve her biri ortalama $1,000 ise, bu yıllık $2,000 eder. Yerine konulmayı veya yeniden taşlanmayı beklerken kaybedilen üretim süresini ekleyin. Birisi yine de çalıştırırsa kalite riskini ekleyin.
Sigorta sıklıkla ilgili değildir. Sonuçla ilgilidir.
Amaca uygun yapılmış, ayrı şeritlere sahip, tırnak stilinize uygun tutma geometrisi olan ve burulmaya dirençli geniş tekerlek tabanına sahip bir dağıtım arabası sadece dakikalardan tasarruf etmez. Kenar temas olaylarını azaltır. Daha az kenar teması daha az değiştirme siparişi anlamına gelir.
Bir kırık boyunlu zımbayı bir yıl boyunca daha hızlı değişime karşı fiyatlandırdığınızda, “pahalı” araba zaten ödediğiniz bir muafiyet gibi görünmeye başlar.
Ama kendini haklı çıkarması için gerçekten kaç dakika tasarruf etmesi gerekir?
Hadi temiz bir varsayımsal durum üzerinden ilerleyelim.
Premium, özel üretilmiş araba: $8.000. Operatör işçilik: saat başına $30. Vardiya: yılda 240.
Yalnızca işçilikten $8.000’i bir yılda geri kazanmak için yaklaşık 267 saat işçilik tasarrufu sağlamanız gerekir. Bu da vardiya başına yaklaşık 1,1 saate denk gelir.
Dağıtmaya başladığınızda imkânsız gibi gelmez.
Eğer vardiya başına dört değişim yapıyorsanız, bu tüm ekip için değişim başına yaklaşık 16–17 dakika tasarruf anlamına gelir. Operatör başına değil. Olay başına.
Peki bu 17 dakika nerede saklı?
İşte bu şekilde 17 dakika.
Eğer kronometreli denetiminizde değişim başına sadece 6 dakika kurtarılabilecek süre görüyorsanız, araba yalnızca işçilikten ilk yılda kendini amorti etmez. Şimdi bir adet $1.000’lik zımba değişimini önlediğinizi hesaba kattığınızda matematik yeniden değişir.
Görünmeyen nokta şu: Yatırım geri dönüşü arabayı itip itmediğinizle ilgili değil. Takım profili, değişim sıklığı ve elleçleme düzeninizin yeterince sürtünme yaratıp yaratmadığı ve mühendislik tasarımının bu sürtünmeyi ortadan kaldırarak ölçülebilir dakika ve hasar azaltıp azaltmadığı ile ilgilidir.
Cephanelik gibi düşünün. Silahlar, en yoğun şekilde istiflenmek için sandıklara yığılmaz—baskı altında hızlı ve hasarsız kullanılabilmeleri için sahnelenirler. Cephanelik sabittir. Görev kiti bilinçli olarak hazırlanır.
Merkeziniz sabit. Konuşunuz bilinçli. Arabanız sadece tekerlekli bir kutu değil; zaman ve risk dönüşüm cihazıdır.
Dolayısıyla bakış açısı değişir. “Bu araba pahalı mı?” diye sormazsınız.”
“Her vardiya başına kaç kenar teması ve elleçleme dakikasını geri kazanıyoruz—ve bunları ölçme konusunda yeterince disiplinli miyiz?” diye sorarsınız.”


















