

L’hiver dernier, j’ai vu un bon opérateur perdre huit minutes avant même de toucher au vérin.
Il avait besoin de la quatrième matrice dans une pile. Pour y accéder, il a retiré trois segments de 1,20 m, les a posés au sol, a attrapé la pièce du bas, puis a re-empilé le reste. Huit minutes. Sur une journée avec douze changements de configuration.
Ce chariot “ contenait tout ”. C’était l’argument de vente.
Quinze minutes de recherche par poste, c’est environ 1,25 heure par semaine. Avec un coût horaire chargé de $75, cela représente plus de $4 800 par an et par opérateur. Et cela avant même de parler de segments tombés ou d’épaules ébréchées.
Les fournisseurs vendent la capacité comme s’il s’agissait de puissance moteur : “ Contient 30% d’outillage en plus. ” “ Optimise l’espace vertical. ” Sur le papier, cela semble synonyme d’efficacité.
Promesse du fournisseur : Plus d’outils par chariot = moins d’allers-retours jusqu’au rack. Réalité de l’atelier : Plus d’outils par emplacement = plus de désempilage, plus de double manutention, plus de micro-retards qui s’accumulent plus vite que les matrices elles-mêmes.
Dans une armurerie militaire, on n’empile pas les fusils dans des caisses pour gagner de la place au sol. Ils sont disposés de manière à ce qu’un soldat puisse saisir exactement celui dont il a besoin, instantanément, sans déranger les autres. Les outils de presse plieuse, c’est pareil. Nous n’entreposons pas de l’acier, nous déployons des arêtes de précision sous pression temporelle.
Alors, que se passe-t-il réellement quand la densité l’emporte ?
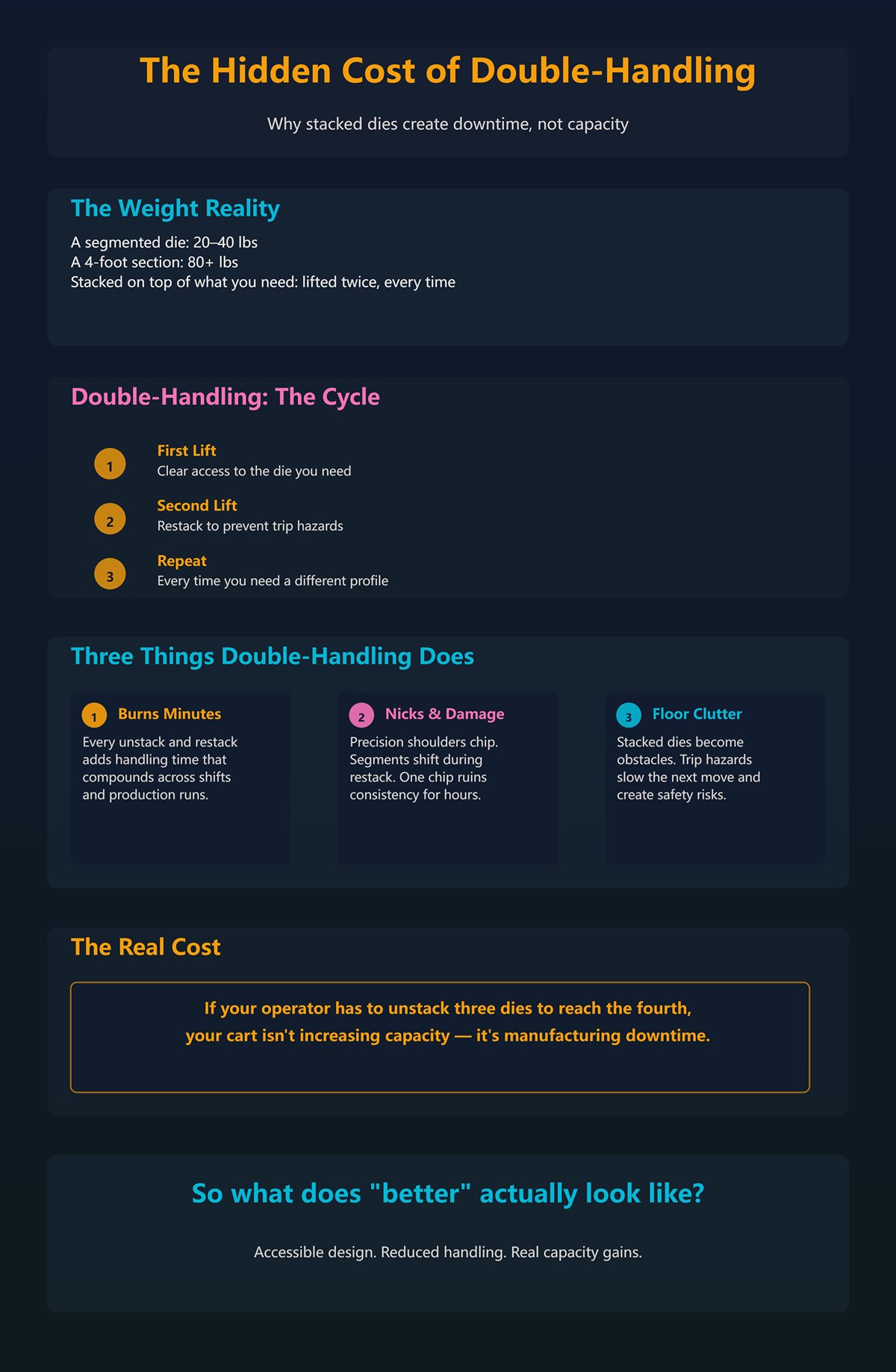
Une matrice segmentée pèse entre 9 et 18 kg. Une section de 1,20 m peut dépasser 36 kg. Imaginez maintenant devoir la soulever deux fois parce qu’elle est posée sur ce dont vous avez réellement besoin.
Premier levage : libérer l’accès. Deuxième levage : re-empiler pour éviter un risque de chute.
C’est de la double manutention. À chaque fois.
La double manutention provoque trois choses : elle brûle des minutes, augmente le risque d’éclats sur les épaules de précision, et crée de l’encombrement au sol qui ralentit le mouvement suivant. J’ai personnellement ruiné une pointe de poinçon parce qu’un segment empilé a glissé pendant le re-empilage. Un éclat qui a entraîné des pliages irréguliers pour le reste du poste.
Si votre opérateur doit désempiler trois matrices pour atteindre la quatrième, votre chariot n’augmente pas la capacité — il fabrique de l’arrêt machine.
Alors si “ contenir plus ” crée des frictions, à quoi ressemble réellement “ mieux ” ?

J’ai vu des armoires conçues pour des standards d’outillage spécifiques — des fentes verticales dimensionnées à la largeur d’adaptation, 200 kg par tiroir, empilage interdit. Vous sortez un segment. Rien d’autre ne bouge.
Ils ne se vantent pas de leur capacité. Ils se vantent de leur séparation.
C’est le basculement.
“ Contient tous les outils ” est une mesure d’entrepôt. “ Les outils se trouvent exactement là où vous en avez besoin ” est une mesure de déploiement.
Si vos tâches habituelles utilisent 30 % de vos outils 80 % du temps, pourquoi ces pièces sont-elles enfouies derrière des profils rarement utilisés ? Les chariots à haute densité traitent chaque outil comme s’il était égal. La production, non.
Une armurerie organise les armes selon la fréquence des missions. Un système de déploiement organise les outils selon la fréquence de pliage, la longueur et la famille de profil. Cela nécessite de connaître votre profil d’outillage — américain, européen, segmenté, pleine longueur — et de concevoir en fonction de la manière dont vous produisez réellement vos pièces.
Mais que se passerait-il si nous mettions simplement ce même désordre à haute densité sur des roulettes ?
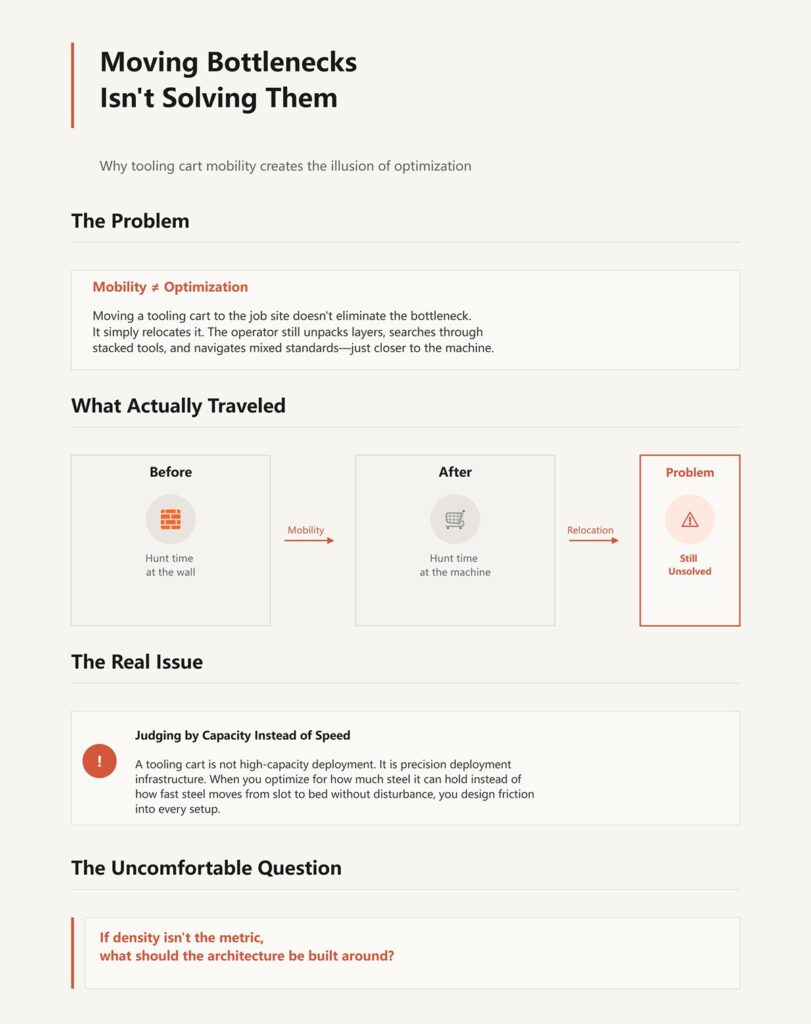
J’ai vu des ateliers fêter l’arrivée d’un nouveau chariot d’outillage parce qu’il “ voyage avec le travail ”.”
Ce qui a voyagé, c’était le goulot d’étranglement.
Si l’architecture du chariot impose de l’empilage, des normes mélangées ou des segments enfouis, tout ce que vous avez fait, c’est déplacer le temps de recherche du mur vers la machine. L’opérateur déballe toujours les couches. Il le fait simplement plus près du bélier.
La mobilité n’est pas une optimisation. C’est une relocalisation.
Le changement cognitif est celui-ci : un chariot d’outillage n’est pas un déploiement à grande capacité. C’est une infrastructure de déploiement de précision. Dès que vous l’évaluez selon la quantité d’acier qu’il peut contenir plutôt que la rapidité avec laquelle l’acier peut passer de sa fente au lit sans perturbation, vous commencez à introduire de la friction dans chaque configuration.
Et une fois que vous l’acceptez, la vraie question devient inconfortable :
Si la densité n’est pas la mesure, autour de quoi l’architecture doit-elle être construite ?
Une languette de 20 mm ne s’adapte pas sur le même rail qu’une languette de 0,500 pouce sans conséquences.
L’an dernier, nous avons reçu un nouveau lot de poinçons de style Wila — languette de 20 mm de large, double rainure avant et arrière pour le serrage automatique. De superbes pièces. Rectifiées avec soin. Boutons pour les outils plus légers, verrous à goupille pour les plus lourds. Nous les avons rangées sur le même chariot qui transportait depuis des années des outils américains : simples rails horizontaux dimensionnés pour la languette d’un demi-pouce.
Sur le plan théorique, ils “ s’adaptaient ”. Sur le terrain, ils ont résisté.
Les rails ne soutenaient pas uniformément la languette plus large. Les rainures sur lesquelles le dispositif de serrage automatique s’appuie n’avaient aucune protection. Les opérateurs devaient incliner légèrement le poinçon pour dégager le rebord, puis le remettre à plat. Cela fait deux mouvements au lieu d’un. Multipliez cela par 40 pièces lors d’un changement de série.
Quinze secondes supplémentaires par outil, c’est dix minutes envolées.
Promesse du fournisseur : “ Les rails universels s’adaptent à tous les styles d’outillage majeurs. ” Réalité de l’atelier : universel signifie que chaque profil est partiellement mal soutenu.
Lorsque vous concevez un chariot en privilégiant la densité maximale, vous partez du principe que les outils ne sont que des formes d’acier avec un poids. Mais les systèmes américain, européen et Wila-Trumpf sont des interfaces mécaniques différentes. Ils s’engagent différemment dans le vérin. Ils se positionnent différemment. Ils se retirent différemment. Si le chariot ignore cette géométrie d’interface, il oblige les opérateurs à compenser avec des angles de poignet, des levages supplémentaires et une manipulation prudente.
Et chaque compensation coûte du temps.
Si la densité n’est pas le critère, alors l’architecture doit suivre le système de retenue lui-même. Le chariot doit respecter la façon dont l’outil se verrouille dans la machine—car cette même géométrie détermine comment il doit reposer à l’arrêt. Si ce n’est pas le cas, vous ne préparez pas les outils pour le déploiement. Vous les garez dans la friction.
Alors, que se passe-t-il lorsque vous mélangez des outils européens rectifiés avec précision avec des rails conçus selon les principes de retenue américains ?
Une languette européenne de 13 mm est plus étroite et plus profonde que l’américaine. Elle est conçue pour offrir une surface de serrage plus uniforme sur la hauteur. C’est en partie pour cela qu’elle assure une bonne répétabilité.
Maintenant, insérez cette languette de 13 mm dans un rail conçu pour accueillir une épaule plus large de 0,500 pouce.
Il y a du jeu latéral.
Pas assez pour être visible depuis l’atelier. Assez pour le sentir quand on saisit le segment. Le poinçon bouge légèrement. Le bord effleure la paroi du rail. Avec le temps, ce micro-contact arrondit les angles qui avaient été rectifiés pour la précision.
Vous ne le remarquerez pas le premier jour.
Vous le remarquerez lorsqu’un pli dérivera d’un demi-degré et que vous passerez vingt minutes à ajuster les réglages de butée arrière avant de comprendre que la répétabilité du serrage a changé.
Les outils de style américain ont déjà par conception une surface de serrage plus petite. Les échanges fréquents accélèrent l’usure, car cette languette d’un demi-pouce supporte la charge sur une interface plus réduite. Si votre chariot force des glissements répétés dans des fentes surdimensionnées, vous ajoutez une abrasion latérale à un système déjà sensible à cela.
Promesse du fournisseur : “ Un seul chariot pour des flottes mixtes. ” Réalité de l’atelier : les flottes mixtes nécessitent une architecture séparée, pas des rails partagés.
Il avait besoin de la quatrième matrice dans une pile. Imaginez maintenant que cette quatrième matrice soit un outil de précision européen posé dans une fente prévue pour quelque chose de plus large. Chaque extraction devient délicate. Délicate signifie lente.
Et lent, répété une centaine de fois par semaine, devient la norme.
Si les outils européens souffrent de jeu latéral dans des rails de style américain, que se passe-t-il lorsque nous faisons l’inverse—lorsque nous essayons de ranger des outils Wila-Trumpf à serrage automatique sur des rails standard qui ignorent complètement le système de bouton et de rainure ?
Les outils Wila-Trumpf pesant environ 27 livres ou moins utilisent souvent des boutons de sécurité à ressort. Les pièces plus lourdes utilisent des verrous à goupille. Les deux sont conçus pour une insertion verticale et un engagement positif dans la presse.
Les rails horizontaux standard ne tiennent pas compte de ce dispositif.
J’ai vu des opérateurs tirer un poinçon Wila directement vers le haut, pour que le bouton à ressort frotte contre le rebord du rail parce que l’espacement ne permettait pas la course du bouton. Alors ils l’inclinent. Puis le soulèvent. Puis le font pivoter.
Trois mouvements là où un seul devrait suffire.
Dix secondes ici. Douze là. Quarante outils plus tard, vous êtes déjà en retard sur le planning avant même le premier pli d’essai.
Mais le véritable goulot d’étranglement, ce ne sont pas les secondes. C’est l’interférence. Lorsque le rail du chariot touche le boîtier du bouton ou le bord de la rainure, les opérateurs ralentissent instinctivement pour éviter les dommages. Cette hésitation est une forme de friction intégrée à l’architecture.
Mais que se passerait-il si nous mettions simplement ce même désordre à haute densité sur roues et le garions à côté de la presse plieuse ?
Vous venez maintenant de déplacer le goulot d’extraction au point de plus forte pression temporelle. L’opérateur se tient à la machine, l’horloge de travail tourne, luttant pour extraire un outil d’un rail qui n’a jamais été conçu pour son système de fixation.
Une armurerie ne conçoit pas de râteliers qui accrochent le sélecteur de sécurité de chaque fusil. Pourquoi acceptons-nous des chariots qui accrochent le matériel de serrage automatique ?
Si les systèmes de retenue dictent la garde verticale et le support latéral, la longueur des segments dicte tout autre chose : l’espacement.
Un segment de matrice de 1,20 m a un poids tel qu’on ne le “débarrasse” pas avec un petit mouvement. On s’engage dans la levée.
Imaginez maintenant devoir le soulever deux fois parce qu’il se trouve au-dessus de ce dont vous avez réellement besoin.
Les segments longs changent les calculs. Une pièce de 30 cm peut être sortie en biais d’un emplacement étroit. Un segment de 1,20 m nécessite une extraction en ligne droite. Cela signifie une garde verticale au-dessus et une garde latérale sur toute la longueur.
Les chariots à haute densité trichent en empilant les longueurs ou en mélangeant les tailles de segments dans des canaux communs.
Promesse du fournisseur : “ Des canaux réglables conviennent à toutes les longueurs. ” Réalité de l’atelier : des canaux réglables signifient un espacement de compromis.
Si votre travail habituel utilise indifféremment des segments de 60 cm et de 1,20 m, votre chariot doit réserver des couloirs permettant l’extraction en un seul mouvement de la plus grande pièce de cette famille. Cela signifie souvent moins de couloirs.
Moins de quantité. Plus de vitesse.
Et puis il y a la hauteur de fermeture. Tous les outils d’un montage doivent partager la même hauteur de fermeture — espace du poinçon au lit. Si votre chariot mélange des rehausses, des entretoises et des matrices de base sans séparation architecturale, les opérateurs finissent par faire des corrections de hauteur sur la machine. Ce n’est pas du déploiement. C’est un assemblage sous pression.
La question architecturale n’est donc pas : “ Combien d’outils ce chariot peut-il contenir ? ”
C’est celle-ci : Pour mon style d’outillage dominant — américain, européen ou Wila — quelle géométrie, quelle garde et quel support l’extraction exige-t-elle pour qu’un outil sorte sans déranger un autre ?
Lorsque le chariot y répond précisément, la mise en place s’accélère.
Quand ce n’est pas le cas, chaque retrait est une négociation.
Un poinçon de 60 livres et de 1,20 mètre se bloque à mi-course dans un canal d’acier nu. L’opérateur soulève, sent une résistance, fait une légère rotation pour le libérer, puis le relève à nouveau pour dégager le rebord. Cela fait deux mouvements supplémentaires sous charge, avec un bord rectifié de précision qui frotte contre un matériau qui n’a jamais été conçu pour le protéger.
Imaginez cela deux fois, car il repose sur ce dont vous avez réellement besoin.
Si l’architecture doit suivre la géométrie de rétention, alors un chariot correctement conçu pour les outils américains transporte de larges languettes de 0,500 pouce dans des berceaux de largeur assortie, avec contrainte latérale et dégagement supérieur ouvert pour une levée en ligne droite. Les systèmes européens à languettes de 13 mm exigent des canaux plus étroits avec un support latéral de pleine hauteur pour éviter le balancement. Les outils de serrage automatique Wila-Trumpf nécessitent des zones de dégagement qui libèrent les boutons à ressort et le matériel de verrouillage par goupille, de sorte que l’extraction soit verticale et sans interruption.
Ce n’est pas une préférence. C’est une nécessité mécanique.
Promesse du fournisseur : “ Déploiement universel à haute capacité. ” Réalité sur le plancher d’atelier : la géométrie de rétention dicte la largeur de voie, le support latéral et la trajectoire de sortie.
L’analogie de l’armurerie s’applique ici. Les armes ne sont pas entassées dans des caisses pour une densité maximale. Elles sont disposées de manière à ce que l’une puisse être retirée sans rayer la suivante.
Quinze minutes perdues par poste à cause d’extractions prudentes coûtent environ 14 000 $ par an et par opérateur aux taux de travail usuels de l’atelier. J’ai vu ce temps disparaître non pas en marche, mais en hésitation.
Les racks verticaux libèrent de l’espace au sol. Certains fabricants indiquent jusqu’à 90 % de récupération d’espace au sol et des réductions majeures des distances de marche. Dans les ateliers exigus, cela compte. Mais les modèles verticaux utilisent souvent des étagères coulissantes avec des verrous qui empêchent l’ouverture simultanée de plusieurs tiroirs. Sûr sur le papier.
Sous la pression du changement, cette sécurité devient un point d’étranglement. Un long poinçon placé verticalement dans une voie haute densité exige une levée vers le haut plus un dégagement vers l’avant. Si l’espacement des voies est serré, l’opérateur incline le poinçon pour le dégager. La pointe touche le bord de l’étagère. Les microéclats commencent là.
Les systèmes à tiroirs inversent la géométrie. L’outil est couché horizontalement. Le retrait devient un glissement horizontal, puis une levée. Pour les poinçons segmentés courts, les tiroirs protègent les pointes car le tranchant ne supporte pas de poids durant l’extraction. Pour les longues matrices cependant, des tiroirs mal soutenus créent une déflexion en leur centre. Un poinçon de 1,20 mètre fléchissant au milieu frotte ses épaules contre les parois latérales pendant le glissement.
Alors, lequel empêche les dommages ?
Les segments de poinçons de précision courts favorisent des tiroirs peu profonds et dédiés, avec des lits en polymère sur toute la longueur et sans empilement. Les longues matrices lourdes privilégient les racks horizontaux à rouleaux avec support continu et extraction en ligne droite.
Les verticaux axés sur la densité gagnent en espace au sol. Les horizontaux dédiés au déploiement gagnent en retrait d’un seul mouvement. Quelle métrique ralentit réellement vos installations ?
| Aspect | Racks verticaux | Systèmes à tiroirs | Impact sur les dommages aux pointes de poinçon |
|---|---|---|---|
| Efficacité de l’espace au sol | Peut récupérer jusqu’à 90 % d’espace au sol ; réduit la distance de marche | Nécessite plus d’espace au sol | Les étagères verticales gagnent en optimisation de l’espace |
| Mouvement de récupération | Levée vers le haut plus dégagement vers l’avant | Glissement horizontal, puis levée | Le mouvement horizontal réduit le risque de contact des pointes |
| Mécanisme de sécurité | Les verrous empêchent l’ouverture simultanée de plusieurs étagères | Accès généralement à un seul tiroir | Les verrous peuvent ralentir la récupération sous pression |
| Vitesse de changement | Peut créer des goulots d’étranglement lors des changements sous forte pression | Retrait plus rapide en un seul mouvement | Les systèmes à tiroirs réduisent le temps d’hésitation |
| Risque pour les segments de poinçons courts | L’espacement serré peut provoquer un contact des pointes avec le bord de l’étagère | Les tiroirs peu profonds et dédiés protègent les arêtes de coupe | Les tiroirs préviennent mieux les micro-ébréchures pour les poinçons courts |
| Risque pour les longues matrices | Le stockage vertical peut nécessiter une inclinaison lors du retrait | Un mauvais support peut provoquer une flèche à mi-portée | Les racks verticaux risquent un contact sur les arêtes ; les tiroirs mal conçus risquent de s’affaisser |
| Support pour longues matrices | Dépend de l’espacement des voies ; peut manquer de support continu | Nécessite un support sur toute la longueur pour éviter l’affaissement | Support à rouleaux continus de préférence |
| Cas d’utilisation optimal | Stockage à haute densité lorsque l’espace au sol est critique | Déploiement rapide et protection précise des outils | Adapter la disposition au type d’outil et à la priorité de configuration |
| Avantage global | Maximise la densité de stockage | Optimise l’extraction en un seul mouvement | Le choix dépend de la priorité : l’espace ou le temps de configuration |
Une pointe d’estampage mise à la terre en contact avec de l’acier nu sous une charge ponctuelle de 60 livres n’est pas neutre. L’acier sur acier sous charge de glissement crée une usure adhésive. Les points microscopiques élevés se cisaillent. Ce n’est pas de la théorie – c’est la tribologie.
Les rails en acier nu sont bon marché. Ils sont aussi plus durs que la patience de l’opérateur.
L’UHMW (polyéthylène à poids moléculaire ultra-élevé) a un faible coefficient de frottement et une grande résistance à l’abrasion. Il ne s’usera pas par friction contre l’acier à outils. Lorsqu’une matrice repose sur l’UHMW, la contrainte de contact se distribue légèrement à mesure que le matériau se déforme microscopiquement. Cela protège les arêtes.
Le polyuréthane se situe entre les deux. Capacité de charge plus élevée que l’UHMW, meilleure résistance aux chocs, mais frottement légèrement plus élevé selon le duromètre. Bon pour la protection contre les chocs verticaux. Moins idéal pour les extractions longues et coulissantes si la surface adhère.
Promesse du fournisseur : “ Acier thermolaqué pour plus de durabilité. ” Réalité sur le plancher de production : la durabilité du chariot est sans importance s’il abraser $1 200 outils.
Pour les outillages américains avec des épaules de soie plus larges, les selles doublées en UHMW empêchent l’usure latérale lors du retrait. Les systèmes européens bénéficient de parois latérales en polymère pleine hauteur pour éliminer le contact oscillant. Les systèmes Wila nécessitent des évidements autour des logements de boutons, doublés pour éviter le frottement lors du désengagement.
Le matériau de contact n’est pas cosmétique. Il détermine si le déploiement est protecteur ou abrasif.
Une matrice de 70 livres reposant sur un rail en acier plat requiert plus de force pour initier le mouvement que la même matrice sur un polymère à faible friction. Cette force de décollage initiale est le moment où les opérateurs donnent un à-coup.
Les à-coups sont la cause des chutes.
Lorsque l’extraction horizontale à rouleaux est utilisée — avec des rouleaux correctement dimensionnés et un support sur toute la longueur — la force requise diminue considérablement. La matrice se déplace sur une trajectoire contrôlée. Pas de torsion. Pas de repositionnement de la prise en cours de route. La tension ergonomique diminue, ce qui réduit directement la probabilité de chocs de bords contre les outils adjacents.
Mais la friction ne se résume pas à la physique. Elle concerne aussi le comportement.
Si l’extraction semble résistante, les opérateurs ralentissent. Ils ajustent leur prise. Ils hésitent près des bords adjacents. Cette charge cognitive se cumule sur 30 outils lors d’un changement.
Les couloirs verticaux à haute densité augmentent souvent la friction à cause des tolérances serrées censées prévenir le balancement. Cela stabilise lors du déploiement à l’entrée, mais pénalise le déploiement à la sortie. Les systèmes à rouleaux horizontaux réduisent la friction mais exigent un alignement précis pour éviter le décalage.
La question devient donc simple : votre chariot nécessite-t-il une correction forcée pendant l’extraction, ou guide-t-il l’outil en un seul mouvement continu ?
Si l’opérateur doit lutter contre le matériau, vous avez intégré de la résistance dans le flux de travail.
Un chariot donné pour 1 000 livres semble impressionnant. Poids à vide : environ 265 livres pour un modèle robuste courant. Ajoutez 500 livres d’outillage et poussez-le sur un sol en béton légèrement irrégulier.
Maintenant, observez le cadre se tordre.
J’ai testé des chariots qui semblaient solides à 300 livres et instables à 500. Pas de basculement — de la flexion. Les tiroirs se désalignent légèrement. Les rails à rouleaux se bloquent. Soudain, l’extraction fluide pour laquelle vous avez payé devient un tirage à deux mains parce que le châssis s’est vrillé sous la charge.
Les limites de poids sont des chiffres statiques. Le déploiement est dynamique.
Lorsqu’il est entièrement chargé, le centre de gravité s’élève — surtout avec des racks verticaux. La force de poussée augmente. Sur des sols inégaux, une roulette se décharge brièvement, transférant le poids en diagonale dans le cadre. Ce micro-vrillage modifie l’alignement des rails de quelques millimètres. Les millimètres comptent lorsque votre jeu de retenue est serré par conception.
Promesse du fournisseur : “ capacité de 1 000 lb ”. Réalité sur le plancher de production : une capacité sans rigidité en torsion est un handicap de mobilité.
Un chariot de déploiement correctement conçu surdimensionne le châssis par rapport à la charge nominale, utilise un contreventement croisé pour résister à la torsion et place les couloirs lourds en bas afin de maintenir le centre de gravité bas. Sinon, vos matériaux de contact et vos géométries de couloirs soigneusement conçus se dégradent dès que le chariot se déplace sous un poids réel.
Et cela soulève la question suivante.
Si l’architecture et les matériaux peuvent protéger les arêtes de précision et accélérer l’extraction en position statique, que se passe-t-il lorsque vous introduisez du mouvement dans le système lui-même ?
Chaque fois qu’un chariot de 600 livres franchit une jonction de sol, la torsion traverse le cadre et vos voies soigneusement alignées se décalent d’un millimètre.
C’est ainsi que le mouvement amplifie les défauts de conception statique. À l’arrêt, des lits en polymère à faible friction, des jeux de retenue serrés et des voies verticales équilibrées se comportent exactement comme prévu. Dès que vous introduisez accélération, décélération et déports diagonaux dus au béton irrégulier, le châssis devient partie intégrante de l’interface d’outillage. Une roulette se décharge. Le poids se transfère. Les rails se dévient légèrement. Maintenant, la matrice qui glissait autrefois nécessite un tirage correctif.
Et les tirages correctifs ébrèchent les arêtes.
Promesse du fournisseur : “ Flexibilité mobile entre les machines. ” Réalité sur le terrain : la flexibilité signifie que chaque bosse est un test de charge en direct de vos tolérances d’alignement.
Nous considérons les roues comme neutres. Elles ne le sont pas.
Si votre chariot parcourt plus de distance que votre opérateur pendant un quart, vous avez repensé votre atelier autour des roues plutôt que du flux de travail.
Trois mètres, c’est à peu près la distance entre le lit de freinage et la zone de préparation adjacente dans un aménagement logique.
Dans ce rayon, la mobilité peut réduire les déplacements sans introduire d’instabilité notable : poussées courtes et contrôlées sur un sol connu, faible accélération, arrêts prévisibles. Le chariot se comporte comme un poste de travail repositionné, pas comme un véhicule de transport.
Mais étendez cela à 12 m à travers des joints de dilatation, des conduites d’air et des voies de circulation, et la physique change. L’inertie augmente. Les opérateurs dirigent d’une main tout en écartant les obstacles de l’autre. Les forces de freinage déplacent la charge vers l’avant. Le centre de gravité monte à mesure que les voies supérieures se remplissent. Ce qui était un déploiement devient un transport.
Il avait besoin de la quatrième matrice dans une pile.
Imaginez maintenant devoir le soulever deux fois parce qu’il se trouve au-dessus de ce dont vous avez réellement besoin.
La mobilité sur courte distance élimine la marche. La mobilité sur longue distance ajoute des cycles de manipulation déguisés en commodité.
Promesse du fournisseur : “ Déplacez toute votre installation n’importe où dans l’atelier. ” Réalité sur le terrain : plus cela roule loin, plus votre architecture protectrice se comporte comme une retenue de chargement plutôt que comme un dispositif de déploiement de précision.
Ainsi, la vraie question n’est pas “ Est-ce que ça roule ? ” mais “ À quelle distance, à quelle fréquence et sous quelle charge ? ”
Quinze minutes de recherche par quart coûtent plus en main-d’œuvre qu’un jeu de roulettes industrielles en acier.
Une armoire fixe à haute densité—correctement conçue avec des tiroirs à extension totale et support par monorail—réduit le temps de recherche parce que seul le tiroir bouge. Pas de torsion. Pas de flexion des roulettes. La gravité est constante. L’outillage reste aligné avec la structure qui le supporte.
Mais la densité vous incite à surcharger. Et la surcharge réintroduit la double manutention.
Les chariots dédiés au point d’utilisation résolvent un problème différent. Ils préparent uniquement les outils du prochain travail, dans l’ordre de retrait, positionnés à hauteur de taille, avec des allées dégagées et aucun empilement. Faible densité par conception. Grande clarté. Ils ne cherchent pas à tout contenir. Ils existent pour déployer ce qui vient ensuite.
Mais que se passerait-il si nous mettions simplement ce même désordre à haute densité sur des roulettes ?
Vous avez maintenant combiné les pires caractéristiques : des allées encombrées qui résistent à l’extraction et une base mobile qui fléchit sous la charge. Le mouvement amplifie les pénalités de densité. Les armoires fixes tolèrent la densité car leur structure ne se déforme jamais. Les chariots mobiles exigent de la retenue car leur structure se déforme toujours.
La mobilité n’est pas une fonctionnalité. C’est un multiplicateur de contraintes.
Huit minutes de marche par changement sur quatre freins s’additionnent en heures chaque semaine.
Dans un atelier multi-freins, la centralisation pure oblige les opérateurs à se rendre à une “ armurerie ” d’outils pour chaque installation. La mobilité pure inonde l’atelier de chariots surchargés agissant comme des entrepôts itinérants.
Un modèle hybride en étoile coupe la poire en deux. Le hub est une armoire fixe à haute densité, conçue pour la stabilité et l’efficacité de recherche. Elle contient tout l’inventaire d’outils. Les rayons sont des chariots à faible capacité et résistants à la torsion, préparés par travail, chargés intentionnellement depuis le hub, ne circulant que dans la limite de 3 mètres à chaque frein.
Pensez à une armurerie militaire. Les armes ne sont pas entassées dans des caisses pour une densité maximale — elles sont préparées pour un déploiement rapide et sans dommage sous pression. L’armurerie est fixe. Le kit de mission est assemblé délibérément, puis transporté là où il est nécessaire.
L’erreur est de supposer que chaque outil doit être monté sur roulettes.
Mesurez la distance entre le hub et le frein. Mesurez la fréquence à laquelle les chariots traversent les allées de circulation. Mesurez combien d’outils sur un chariot ne sont jamais utilisés pendant un quart de travail. Ces chiffres vous diront si la mobilité résout les goulots d’étranglement — ou les crée discrètement.
Et une fois que vous pouvez le mesurer, la question cesse d’être celle de la commodité.
Cela devient un retour sur investissement.
Douze minutes par changement à 30 $/h, cela représente 6 $ de main-d’œuvre. À raison de cinq changements par jour, 240 jours par an, cela équivaut à 7 200 $ gaspillés parce que votre système de déploiement d’outils vous freine au lieu de vous alimenter.
C’est le calcul que tout le monde évite parce que les chariots sont qualifiés de “ frais généraux ” et non de “ leviers de production ”. Soyons clairs : la mobilité ne procure un ROI que lorsque les minutes qu’elle fait gagner dépassent les minutes qu’elle ajoute subrepticement par double manipulation, recherches et dommages. Pas ce que vous ressentez. Ce que vous pouvez chronométrer avec un chronomètre.
Alors, comment savoir si les roulettes vous rapportent de l’argent au lieu de vous en coûter ?
Quinze minutes de “ c’est quelque part par ici ” coûtent 7,50 $ par opérateur et par quart de travail à 30 $/h. Multipliez par deux opérateurs et 240 jours, et vous faites face à 3 600 $ par an en temps de recherche uniquement.
Mais vous ne démarrez pas le chronomètre au moment du déclampage. Vous le démarrez lorsque la dernière bonne pièce du Travail A sort du frein. Puis vous l’arrêtez lorsque la première bonne pièce vérifiée du Travail B arrive sur le support. C’est le temps réel de changement.
Décomposez-le en composants :
Promesse du fournisseur : “ Le chariot à grande capacité réduit les allers-retours. ” Réalité sur le terrain : les dispositifs de verrouillage de sécurité ne permettent d’ouvrir qu’une étagère de 1 800 kilos à la fois, ce qui rend la récupération séquentielle et non parallèle.
Chronométrez chaque pièce pendant une semaine. Exemple hypothétique : votre équipe pense que les changements prennent en moyenne 20 minutes. Le chronomètre indique 32. Sur ce temps, 6 minutes sont consacrées à la recherche d’outils, 4 au désempilage pour atteindre la bonne matrice, 3 au repositionnement de poinçons qui ne glissent pas bien parce que le chariot s’est vrillé en franchissant un joint de dilatation.
Vous n’aviez pas un problème de machine. Vous aviez un problème de déploiement.
Posez maintenant la question qui dérange : si un outillage rectifié avec précision et un serrage hydraulique peuvent réduire la préparation côté machine à presque un chiffre, mais que votre chariot réinjecte 10 minutes de friction, où est passé l’investissement en capital ?
Un poinçon col-de-cygne ébréché peut coûter entre $800 et $1 500 selon la longueur et le profil. Ce n’est pas un argument commercial de peur tiré du catalogue. J’ai signé l’ordre de remplacement après en avoir traîné un sur un rail fléchi.
Imaginez maintenant devoir le soulever deux fois parce qu’il se trouve au-dessus de ce dont vous avez réellement besoin.
Les dommages se produisent rarement pendant le pliage. Ils surviennent pendant la manutention. Un chariot chargé à densité maximale élève le centre de gravité. On heurte un joint de sol. Une roulette se décharge. Le cadre se tord d’un millimètre. Le bord trempé touche l’acier au lieu du polymère.
Promesse du fournisseur : “ 40% de capacité en plus par surface au sol. ” Réalité sur le terrain : un empilage plus haut signifie plus de levées par récupération, ce qui signifie plus d’exposition des arêtes sous charge.
Si votre atelier ébrèche deux poinçons par an à cause d’une manutention chaotique, et que chacun coûte en moyenne $1 000, cela représente $2 000 par an. Ajoutez le temps de production perdu en attendant un remplacement ou un réaffûtage. Ajoutez le risque qualité si quelqu’un l’utilise quand même.
L’assurance ne concerne pas la fréquence. Elle concerne la conséquence.
Un chariot de déploiement conçu pour cet usage, avec des couloirs séparés, une géométrie de retenue adaptée à votre style de languette, et un large empattement qui résiste à la torsion, ne se contente pas de gagner des minutes. Il réduit les contacts avec les arêtes. Moins de contacts avec les arêtes signifie moins de commandes de remplacement.
Lorsque vous comparez un poinçon col-de-cygne ébréché à une année de changements plus rapides, le chariot “ coûteux ” commence à ressembler à une franchise que vous payez déjà.
Mais combien de minutes doit-il réellement économiser pour se rentabiliser ?
Faisons un scénario hypothétique clair.
Chariot haut de gamme conçu pour un usage précis : $8 000. Main-d’œuvre opérateur : $30 par heure. Postes : 240 par an.
Pour rembourser $8 000 en un an uniquement sur la main-d’œuvre, il faut récupérer environ 267 heures de travail. Cela représente environ 1,1 heure par poste.
Cela semble impossible… jusqu’à ce que vous le répartissiez.
Si vous effectuez quatre changements de configuration par poste, cela représente environ 16–17 minutes gagnées par changement sur l’ensemble de l’équipe. Pas par opérateur. Par événement.
Où se cachent ces 17 minutes ?
Cela fait 17.
Si votre audit chronométré montre seulement 6 minutes récupérables par changement, le chariot ne se rembourse pas la première année uniquement grâce à la main-d’œuvre. Ajoutez maintenant le remplacement évité d’un poinçon à $1 000 et les calculs changent encore.
C’est la partie non évidente : le retour sur investissement ne dépend pas de savoir si le chariot roule. Il dépend de savoir si votre profil d’outillage, votre fréquence de changement et votre mode de manipulation créent suffisamment de friction pour que le déploiement conçu supprime des minutes et des dommages mesurables.
Pensez à une armurerie. Les armes ne sont pas entassées dans des caisses pour une densité maximale — elles sont disposées pour un déploiement rapide et sans dommages sous pression. L’armurerie est fixe. Le kit de mission est assemblé délibérément.
Votre moyeu est fixe. Votre rayon est intentionnel. Votre chariot n’est pas une boîte à roulettes ; c’est un dispositif de conversion du temps et du risque.
Ainsi, le point de vue change. Vous ne demandez pas : “ Ce chariot est-il cher ? ”
Vous demandez : “ Combien de contacts de bord et de minutes de manipulation récupérons-nous par poste — et sommes-nous assez disciplinés pour les mesurer ? ”


















