

Mùa đông năm ngoái, tôi đã chứng kiến một người vận hành giỏi mất tám phút trước khi anh ta chạm vào thanh ép.
Anh ta cần bộ khuôn thứ tư trong chồng khuôn. Để lấy nó, anh ta phải tháo ba đoạn dài 4 feet, đặt chúng xuống sàn, cầm lấy phần đáy, rồi xếp lại các phần còn lại. Tám phút. Trong một ngày có mười hai lần thay khuôn.
Chiếc xe đẩy đó “chứa được mọi thứ.” Đó là điểm bán hàng chính.
Mười lăm phút tìm kiếm mỗi ca tương đương khoảng 1,25 giờ mỗi tuần. Với mức lao động chịu phí $75, đó là hơn $4.800 mỗi năm cho mỗi người vận hành. Và đó là chưa kể các trường hợp làm rơi đoạn khuôn hoặc sứt mẻ vai khuôn.
Nhà cung cấp bán “dung lượng” như bán mã lực: “Chứa được nhiều hơn 30% dụng cụ.” “Tối đa hóa không gian thẳng đứng.” Trên giấy tờ, nghe có vẻ hiệu quả.
Lời hứa của nhà cung cấp: Nhiều dụng cụ hơn mỗi xe đẩy đồng nghĩa với ít chuyến đi hơn đến giá để. Thực tế tại xưởng: Nhiều dụng cụ hơn mỗi khe chứa đồng nghĩa với nhiều thao tác tháo xếp, nhiều xử lý hai tay, nhiều độ trễ nhỏ tích tụ nhanh hơn cả đống khuôn.
Trong kho vũ khí quân đội, súng trường không bị chất đống trong thùng chỉ vì tiết kiệm diện tích. Chúng được bố trí sao cho binh sĩ có thể lấy chính xác khẩu cần dùng ngay lập tức mà không làm xáo trộn phần còn lại. Dụng cụ ép phanh cũng không khác. Chúng ta không lưu trữ thép; chúng ta đang triển khai các mép cắt chính xác trong điều kiện thời gian gấp gáp.
Vậy điều gì thực sự xảy ra khi mật độ thắng thế?
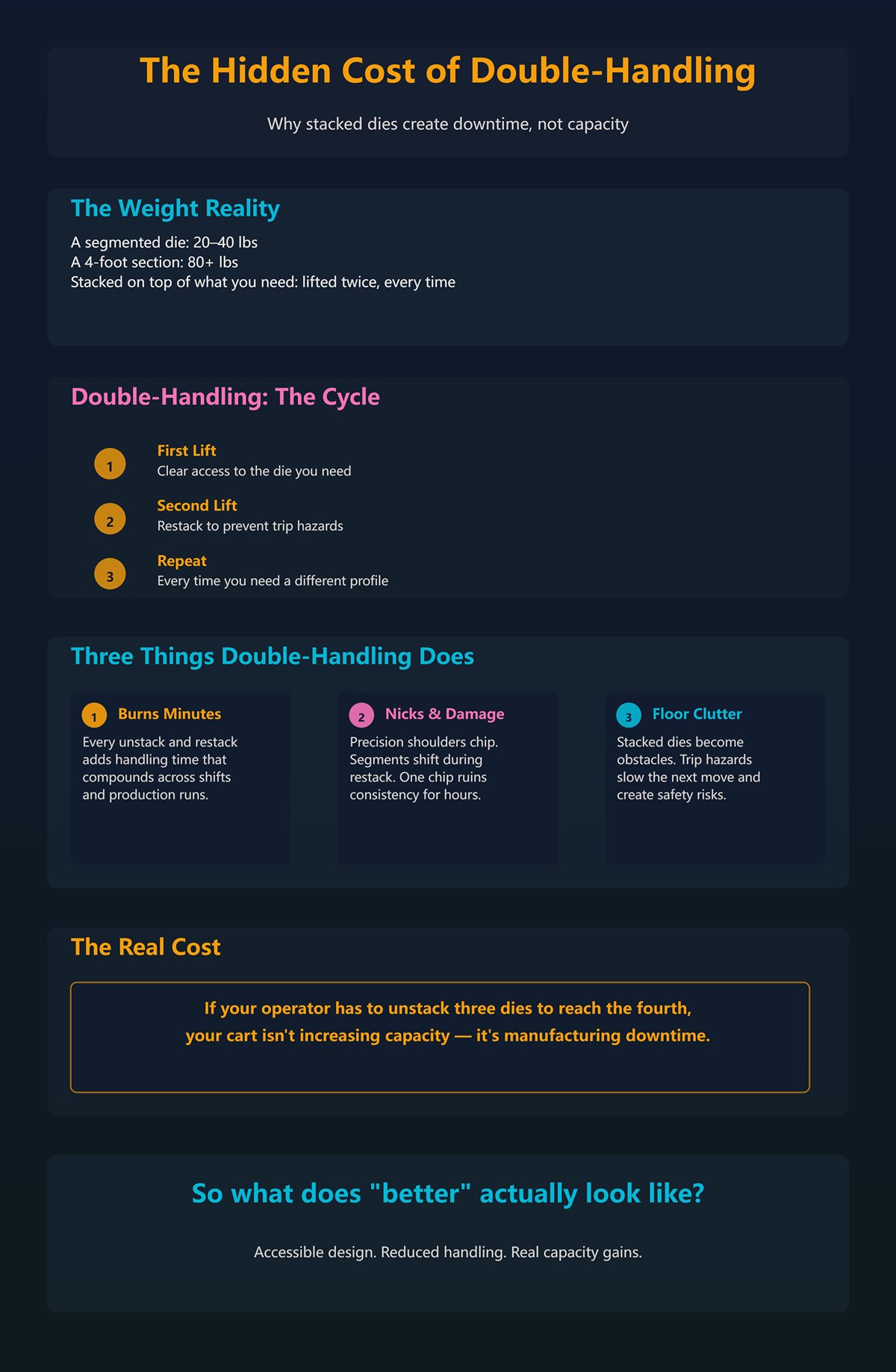
Một khuôn phân đoạn nặng từ 20 đến 40 pound. Một đoạn dài 4 foot có thể vượt quá 80. Hãy tưởng tượng phải nâng nó hai lần vì nó nằm trên phần khuôn bạn thực sự cần.
Lần nâng đầu tiên: dọn lối tiếp cận. Lần thứ hai: xếp lại để nó không trở thành mối nguy gây vấp.
Đó là xử lý hai lần. Mỗi lần như vậy.
Xử lý hai lần gây ra ba điều: làm tốn thời gian, tăng nguy cơ sứt mẻ vai khuôn chính xác, và tạo lộn xộn trên sàn làm chậm bước di chuyển tiếp theo. Chính tôi đã làm hỏng đầu khuôn một lần vì một đoạn khuôn bị lệch trong quá trình xếp lại. Một vết sứt nhỏ đã khiến các lần uốn sau đó không đồng nhất trong suốt ca làm việc.
Nếu người vận hành của bạn phải tháo ba khuôn để lấy khuôn thứ tư, thì xe đẩy của bạn không hề tăng năng suất — nó đang tạo ra thời gian chết sản xuất.
Vậy nếu “chứa được nhiều hơn” tạo ra sự cản trở, thì “tốt hơn” thực sự trông như thế nào?

Tôi đã thấy những tủ được thiết kế theo tiêu chuẩn dụng cụ cụ thể — các khe dọc được kích thước theo chiều rộng của khuôn thích ứng, chịu tải 200 kg mỗi ngăn, không được phép xếp chồng. Bạn kéo một đoạn ra. Không có gì khác di chuyển.
Họ không tự hào về sức chứa. Họ tự hào về khả năng phân tách.
Đó chính là sự chuyển đổi.
“Chứa được tất cả dụng cụ” là một chỉ số của kho hàng. “Dụng cụ ở đúng nơi bạn cần” là một chỉ số của triển khai.
Nếu các công việc phổ biến của bạn sử dụng 30% dụng cụ 80% thời gian, tại sao những dụng cụ đó lại bị chôn vùi phía sau các loại ít khi dùng? Xe đẩy mật độ cao coi mọi dụng cụ đều bình đẳng. Sản xuất thì không.
Một kho vũ khí sắp xếp vũ khí theo tần suất nhiệm vụ. Một hệ thống triển khai sắp xếp dụng cụ uốn theo tần suất uốn, chiều dài và nhóm biên dạng. Điều đó đòi hỏi bạn phải biết biên dạng dụng cụ của mình — kiểu Mỹ, kiểu châu Âu, chia đoạn, hay toàn chiều dài — và thiết kế quanh cách bạn thực tế gia công chi tiết.
Nhưng nếu chúng ta chỉ đặt cái mớ mật độ cao đó lên bánh xe thì sao?
Tôi đã thấy các xưởng vui mừng vì có một xe đựng dụng cụ mới, bởi vì nó “di chuyển cùng công việc”.”
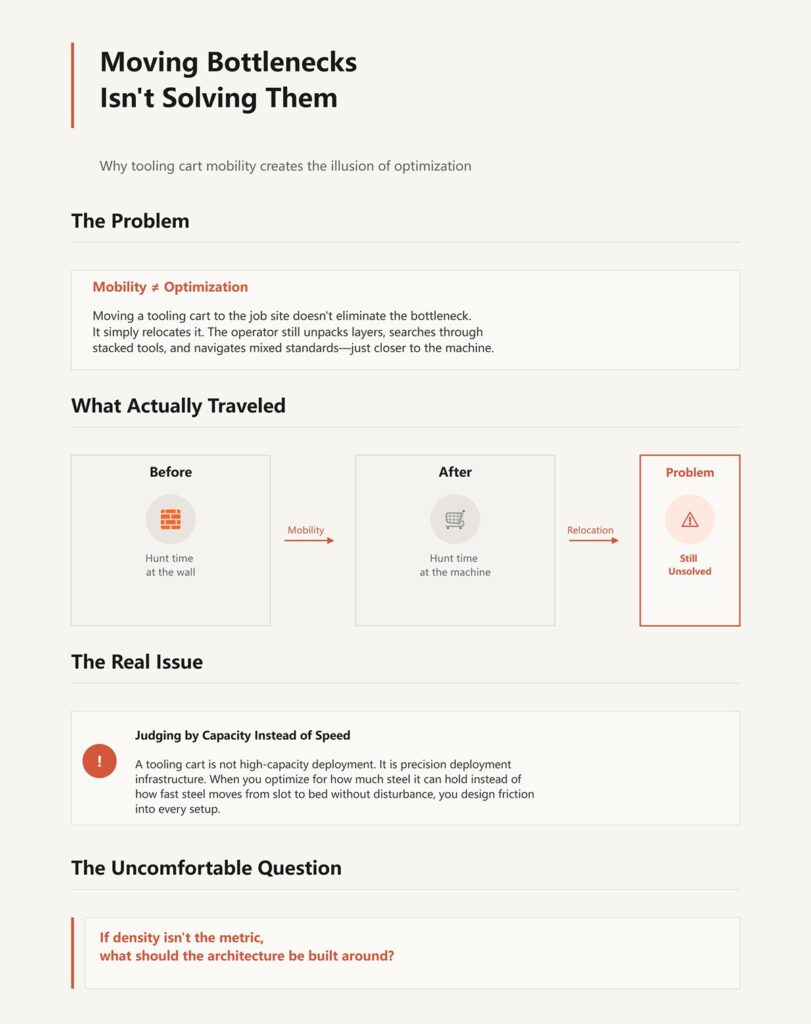
Thứ di chuyển chính là điểm nghẽn.
Nếu cấu trúc xe đẩy buộc phải xếp chồng, tiêu chuẩn pha trộn, hoặc chôn các đoạn, thì tất cả những gì bạn làm là di chuyển thời gian tìm kiếm từ bức tường đến máy. Người vận hành vẫn phải mở từng lớp. Anh ta chỉ làm việc đó gần đầu ép hơn mà thôi.
Tính di động không phải là tối ưu hóa. Đó chỉ là di dời.
Sự thay đổi nhận thức là như sau: một xe đựng dụng cụ không phải là một hệ thống triển khai dung lượng cao. Nó là một hạ tầng triển khai chính xác. Ngay khoảnh khắc bạn đánh giá nó dựa trên lượng thép nó chứa được thay vì tốc độ thép có thể di chuyển từ khe chứa đến bàn ép mà không bị gián đoạn, bạn bắt đầu thiết kế ma sát vào mọi lần thiết lập.
Và một khi bạn chấp nhận điều đó, câu hỏi thực sự trở nên khó chịu:
Nếu mật độ không phải là chỉ số, thì cấu trúc nên được xây dựng quanh điều gì?
Một gờ 20 mm không thể vừa cùng ray với một gờ 0,500 inch mà không có hậu quả.
Năm ngoái, chúng tôi nhập một lô chày kiểu Wila mới — gờ rộng 20 mm, hai rãnh trước và sau cho hệ kẹp tự động. Những chi tiết tuyệt đẹp. Mài nhẵn. Nút cho dụng cụ nhẹ, chốt khóa cho các dụng cụ nặng hơn. Chúng tôi đặt chúng lên cùng xe từng chứa dụng cụ kiểu Mỹ suốt nhiều năm: các thanh ray ngang đơn giản, kích thước quanh gờ nửa inch.
Trên giấy tờ, chúng “vừa khít”. Nhưng trên thực tế, chúng phản kháng lại.
Các thanh ray không đỡ đều gờ rộng hơn. Các rãnh mà kẹp tự động dựa vào thì không có gì bảo vệ. Người vận hành phải nghiêng nhẹ chày để tránh mép, rồi mới xoay phẳng. Đó là hai động tác thay vì một. Nhân điều đó lên với 40 chi tiết trong một lần thay khuôn.
Mười lăm giây thừa cho mỗi dụng cụ là mười phút trôi đi.
Lời hứa của nhà cung cấp: “Các thanh ray đa năng phù hợp với mọi kiểu dụng cụ chính.” Thực tế tại xưởng: “Đa năng” nghĩa là mọi biên dạng đều chỉ được đỡ một phần.
Khi bạn thiết kế một xe chứa dụng cụ dựa trên mật độ tối đa, bạn đang giả định rằng các dụng cụ chỉ là những khối thép có trọng lượng. Nhưng các hệ thống của Mỹ, Châu Âu và Wila-Trumpf là những giao diện cơ khí khác nhau. Chúng gắn vào đầu ép khác nhau. Chúng tựa khác nhau. Chúng được tháo ra khác nhau. Nếu xe chứa dụng cụ bỏ qua hình học của giao diện đó, nó buộc người vận hành phải bù đắp bằng cách xoay cổ tay, nâng thêm nhiều lần và phải xử lý cẩn thận hơn.
Và mọi sự bù đắp đều tốn thời gian.
Nếu mật độ không phải là thước đo, thì kiến trúc phải tuân theo chính hệ thống giữ dụng cụ. Xe chứa phải tôn trọng cách dụng cụ khóa vào máy—bởi vì chính hình học đó quyết định cách nó nên được đặt khi không sử dụng. Nếu không, bạn không chuẩn bị dụng cụ để triển khai. Bạn đang đỗ chúng trong ma sát.
Vậy chuyện gì xảy ra khi bạn trộn dụng cụ mài chính xác kiểu Châu Âu với thanh ray được thiết kế dựa trên giả định giữ dụng cụ kiểu Mỹ?
Một tang 13 mm kiểu Châu Âu hẹp và sâu hơn kiểu Mỹ. Nó được thiết kế để có bề mặt kẹp nhất quán hơn theo chiều cao. Đó là một phần lý do vì sao nó có độ lặp lại tốt.
Giờ hãy đặt tang 13 mm đó vào một thanh ray được thiết kế để ôm một vai rộng 0.500 inch.
Sẽ có độ rơ bên.
Không đủ để nhìn thấy ở khắp xưởng. Nhưng đủ để cảm nhận khi bạn cầm đoạn dụng cụ đó. Dao đột dao động nhẹ. Cạnh chạm nhẹ vào vách ray. Theo thời gian, sự tiếp xúc vi mô đó sẽ làm tròn những góc vốn được mài chính xác.
Bạn sẽ không nhận ra vào ngày đầu tiên.
Bạn sẽ nhận ra khi một góc uốn lệch nửa độ và bạn phải điều chỉnh thước sau trong hai mươi phút trước khi nhận ra độ lặp lại của việc kẹp đã thay đổi.
Dụng cụ kiểu Mỹ vốn đã có diện tích bề mặt kẹp nhỏ hơn theo thiết kế. Việc thay đổi thường xuyên làm mòn nhanh hơn vì tang nửa inch đó gánh tải trên một giao diện nhỏ hơn. Nếu xe chứa của bạn buộc phải trượt lặp lại vào những khe quá cỡ, bạn đang thêm mài mòn bên cho một hệ thống vốn đã nhạy cảm với điều đó.
Lời hứa của nhà cung cấp: “Một xe cho mọi loại dụng cụ.” Thực tế tại xưởng: Các loại dụng cụ khác nhau cần kiến trúc tách biệt, không phải thanh ray dùng chung.
Anh ta cần khuôn thứ tư trong chồng khuôn. Giờ hãy tưởng tượng khuôn thứ tư đó là dụng cụ chính xác kiểu Châu Âu nằm trong khe có độ hở thiết kế cho thứ rộng hơn. Mỗi lần kéo ra đều trở thành một lần tháo cẩn thận. Cẩn thận đồng nghĩa với chậm.
Và việc chậm lặp lại hàng trăm lần mỗi tuần trở thành bình thường.
Nếu dụng cụ Châu Âu bị rơ ngang trong các thanh ray kiểu Mỹ, chuyện gì xảy ra khi ta đảo ngược—khi ta cố sắp xếp dụng cụ Wila-Trumpf có khóa tự động trên những thanh ray tiêu chuẩn hoàn toàn bỏ qua hệ thống nút và rãnh?
Dụng cụ Wila-Trumpf nặng khoảng 27 pound thường dùng các nút an toàn có lò xo. Các chi tiết nặng hơn dùng chốt khóa. Cả hai đều được thiết kế cho việc lắp thẳng đứng và gắn chặt vào máy ép.
Các thanh ray ngang tiêu chuẩn không tính đến phần cơ khí đó.
Tôi đã từng thấy những người vận hành cố kéo một dụng cụ Wila thẳng lên, nhưng nút lò xo lại cọ vào mép thanh ray vì khoảng cách giữa các ray không đủ cho hành trình của nút. Thế là họ nghiêng nó. Rồi nhấc lên. Rồi xoay.
Ba chuyển động trong khi chỉ cần một.
Mười giây ở đây. Mười hai giây ở kia. Sau bốn mươi dụng cụ, bạn đã tụt lại so với tiến độ trước cả lần uốn thử đầu tiên.
Nhưng nút thắt thực sự không nằm ở vài giây. Nó nằm ở sự cản trở. Khi đường ray của xe đẩy chạm vào vỏ nút bấm hoặc mép rãnh, người vận hành theo phản xạ sẽ giảm tốc để tránh hư hại. Sự do dự đó chính là ma sát đã ăn sâu vào kiến trúc.
Nhưng điều gì sẽ xảy ra nếu chúng ta chỉ đơn giản đặt đống hỗn độn mật độ cao đó lên bánh xe và đậu nó ngay cạnh máy phanh?
Giờ bạn đã di chuyển nút thắt của quy trình lấy dụng cụ đến đúng điểm có áp lực thời gian cao nhất. Người vận hành đứng tại máy, đồng hồ công việc vẫn chạy, loay hoay kéo một dụng cụ ra khỏi đường ray vốn không được thiết kế cho cơ cấu giữ của nó.
Một kho vũ khí sẽ không thiết kế giá đỡ khiến cần an toàn của mỗi khẩu súng bị vướng lại. Vậy tại sao chúng ta lại chấp nhận những xe đẩy khiến phần cứng kẹp tự động bị mắc?
Nếu hệ thống giữ quyết định khoảng hở theo chiều dọc và hỗ trợ bên hông, thì độ dài của đoạn lại quyết định một yếu tố hoàn toàn khác: khoảng cách.
Một đoạn khuôn dài bốn foot nặng đến mức bạn không thể “lắc nhẹ để rút ra”. Bạn phải thật sự nhấc nó lên.
Giờ hãy tưởng tượng phải nhấc nó hai lần vì nó đang nằm trên thứ bạn thực sự cần.
Các đoạn dài thay đổi toàn bộ phép tính. Một đoạn 12 inch có thể nghiêng để rút ra khỏi khe chật. Một đoạn 48 inch cần được kéo ra theo đường thẳng. Điều đó có nghĩa là cần khoảng hở theo chiều dọc ở phía trên và khoảng hở ngang theo toàn bộ chiều dài.
Các xe đẩy mật độ cao “ăn gian” điều này bằng cách xếp chồng các đoạn hoặc trộn kích cỡ đoạn trong cùng một rãnh chia sẻ.
Lời hứa của nhà cung cấp: “Các rãnh có thể điều chỉnh để vừa mọi chiều dài.” Thực tế tại xưởng: Rãnh có thể điều chỉnh đồng nghĩa với khoảng cách bị thỏa hiệp.
Nếu công việc phổ biến của bạn sử dụng xen kẽ các đoạn 2 foot và 4 foot, xe đẩy của bạn phải dành các làn cho phép rút một lần duy nhất với đoạn dài nhất trong nhóm đó. Điều này thường đồng nghĩa với ít làn hơn.
Số lượng ít hơn. Tốc độ cao hơn.
Và sau đó là chiều cao đóng. Tất cả dụng cụ trong một thiết lập phải có cùng chiều cao đóng — khoảng cách giữa chày và bàn. Nếu xe đẩy của bạn trộn các bộ nâng, miếng chêm và đế khuôn mà không có sự phân tách theo kiến trúc, người vận hành sẽ phải tự căn chỉnh chiều cao ngay trên máy. Đó không phải là triển khai. Đó là lắp ráp trong áp lực.
Vì vậy, câu hỏi về kiến trúc không phải là “Xe đẩy này chứa được bao nhiêu dụng cụ?”
Mà là: Với kiểu dụng cụ chủ đạo của tôi — kiểu Mỹ, châu Âu hay Wila — thì việc lấy dụng cụ cần hình học, khoảng hở và hỗ trợ như thế nào để một dụng cụ được tách ra mà không làm xáo trộn dụng cụ khác?
Khi xe đẩy trả lời chính xác điều đó, tốc độ thiết lập tăng lên.
Khi nó không làm được, mỗi lần rút dụng cụ là một cuộc thương lượng.
Một khuôn nặng 60 pound, dài 4 foot, bị kẹt nửa chừng trong một rãnh thép trần. Người vận hành nâng lên, cảm thấy lực cản, xoay nhẹ để giải phóng, rồi lại nâng lên lần nữa để vượt qua mép. Đó là hai động tác bổ sung khi có tải, với cạnh được mài chính xác kéo lê trên vật liệu không hề được thiết kế để chống trầy xước.
Bây giờ hãy tưởng tượng điều đó xảy ra hai lần vì nó đang nằm trên cái mà bạn thực sự cần.
Nếu kiến trúc phải tuân theo hình học giữ chặt, thì một xe đẩy được thiết kế đúng cho dụng cụ kiểu Mỹ sẽ mang các gờ 0.500 inch rộng trong các giá đỡ có cùng độ rộng, có giới hạn bên và phần trên mở để nâng thẳng theo đường thẳng. Hệ thống gờ 13 mm kiểu châu Âu cần các rãnh hẹp hơn với hỗ trợ toàn chiều cao hai bên để ngăn lắc. Dụng cụ kẹp tự động Wila-Trumpf yêu cầu vùng xả để tránh chạm vào nút lò xo và chốt khóa, cho phép tháo dọc mà không bị gián đoạn.
Đó không phải là sở thích. Đó là nhu cầu cơ học.
Lời hứa của nhà cung cấp: “Triển khai đa năng, dung lượng cao.” Thực tế tại xưởng: Hình học giữ chặt quyết định độ rộng lối, hỗ trợ bên và đường ra.
So sánh với kho vũ khí là hợp lý. Vũ khí không được chất thành đống trong thùng để đạt mật độ tối đa. Chúng được bố trí sao cho một món có thể được lấy ra mà không cọ xát vào món kế bên.
Mất 15 phút mỗi ca do phải lấy dụng cụ cẩn thận tương đương chi phí khoảng $4,000 mỗi năm cho mỗi công nhân, theo mức lương xưởng trung bình. Tôi đã thấy khoản thời gian đó biến mất không phải vì đi lại—mà vì do dự.
Giá đỡ thẳng đứng giúp tiết kiệm diện tích sàn. Một số nhà sản xuất cho biết khả năng tiết kiệm diện tích sàn lên tới 90% và giảm đáng kể quãng đường di chuyển. Trong các xưởng chật, điều đó rất quan trọng. Nhưng thiết kế thẳng đứng thường sử dụng các kệ trượt có khóa liên động, ngăn việc mở cùng lúc nhiều ngăn. An toàn trên lý thuyết.
Dưới áp lực thay đổi nhanh, sự an toàn đó trở thành điểm nghẽn. Một khuôn dài đặt thẳng đứng trong ngăn dày đặc cần vừa nâng lên vừa có khoảng trống phía trước. Nếu khoảng cách giữa các ngăn chật, người vận hành sẽ nghiêng khuôn để rút ra. Đầu khuôn chạm vào mép kệ. Các mảnh vụn nhỏ bắt đầu từ đó.
Hệ thống ngăn kéo đảo ngược hình học. Dụng cụ nằm ngang. Việc lấy ra trở thành trượt ngang rồi nâng lên. Với các chày ngắn, phân đoạn, ngăn kéo bảo vệ đầu cắt vì lưỡi cắt không chịu trọng lượng trong khi rút ra. Tuy nhiên, với các khuôn dài, ngăn kéo hỗ trợ kém tạo ra độ võng giữa. Một khuôn dài 4 foot bị chảy xệ ở giữa sẽ cọ vai vào thành bên khi trượt.
Vậy đâu là thiết kế ngăn ngừa hư hại?
Các đoạn chày ngắn, chính xác nên dùng ngăn kéo nông, riêng biệt với bệ polymer toàn chiều dài và không xếp chồng. Các khuôn dài, nặng nên dùng giá đỡ con lăn nằm ngang có hỗ trợ liên tục và rút thẳng.
Giá đỡ thẳng đứng tập trung vào mật độ thắng về diện tích sàn. Hệ thống ngang tập trung vào triển khai thắng về thao tác rút đơn. Chỉ số nào thật sự đang làm chậm việc thay lắp của bạn?
| Khía cạnh | Giá đỡ thẳng đứng | Hệ thống ngăn kéo | Tác động đến hư hại đầu chày |
|---|---|---|---|
| Hiệu quả sử dụng diện tích sàn | Có thể tiết kiệm tới 90% diện tích sàn; giảm quãng đường di chuyển | Yêu cầu nhiều diện tích sàn hơn | Giá kệ dạng đứng tối ưu hóa không gian tốt hơn |
| Chuyển động lấy hàng | Nâng lên trên kết hợp khoảng trống phía trước | Trượt ngang, sau đó nâng lên | Chuyển động ngang giúp giảm nguy cơ tiếp xúc đầu mũi |
| Cơ chế an toàn | Khóa liên động ngăn việc mở nhiều kệ cùng lúc | Thường chỉ truy cập một ngăn kéo tại một thời điểm | Khóa liên động có thể làm chậm quá trình lấy hàng khi căng thẳng |
| Tốc độ thay đổi | Có thể gây tắc nghẽn trong quá trình thay đổi áp lực cao | Tháo nhanh hơn chỉ với một chuyển động | Hệ thống ngăn kéo giảm thời gian do dự |
| Rủi ro với các đoạn đột ngắn | Khoảng cách chật có thể khiến đầu mũi tiếp xúc với mép kệ | Ngăn kéo nông chuyên dụng bảo vệ cạnh cắt | Ngăn kéo giúp ngăn ngừa mẻ nhỏ tốt hơn cho các đột ngắn |
| Rủi ro với khuôn dài | Lưu trữ dạng đứng có thể yêu cầu nghiêng khi lấy ra | Hỗ trợ kém có thể gây ra hiện tượng võng ở giữa nhịp | Giá đỡ thẳng đứng có nguy cơ va chạm ở cạnh; ngăn kéo thiết kế kém có nguy cơ bị võng |
| Hỗ trợ cho Khuôn dài | Phụ thuộc vào khoảng cách làn; có thể thiếu hỗ trợ liên tục | Yêu cầu hỗ trợ toàn chiều dài để tránh bị võng | Ưu tiên hỗ trợ bằng con lăn liên tục |
| Trường hợp sử dụng tốt nhất | Lưu trữ mật độ cao, nơi không gian sàn là yếu tố quan trọng | Triển khai nhanh và bảo vệ dụng cụ chính xác | Phù hợp bố cục với loại dụng cụ và mức độ ưu tiên thiết lập |
| Lợi thế tổng thể | Tối đa hóa mật độ lưu trữ | Tối ưu hóa thao tác lấy ra một lần | Lựa chọn tùy thuộc vào việc ưu tiên không gian hay thời gian thiết lập |
Đầu dập được mài, tiếp xúc với thép trần ở tải trọng điểm 60 pound thì không hề trung tính. Thép trên thép dưới tải trượt tạo ra hiện tượng mòn dính. Các đỉnh vi mô bị cắt. Đó không phải là lý thuyết — đó là ma sát học (tribology).
Thanh ray thép trần thì rẻ. Nhưng chúng cũng cứng hơn cả sự kiên nhẫn của người vận hành.
UHMW (polyethylene siêu trọng lượng phân tử cao) có hệ số ma sát thấp và khả năng chống mài mòn cao. Nó sẽ không bị dính với thép dụng cụ. Khi một khuôn nghỉ trên UHMW, ứng suất tiếp xúc được phân bổ nhẹ khi vật liệu biến dạng vi mô. Điều đó giúp bảo vệ các cạnh.
Polyurethane nằm ở giữa. Có khả năng chịu tải cao hơn UHMW, chống va đập tốt hơn, nhưng ma sát hơi cao hơn tùy theo độ cứng. Tốt cho bảo vệ va đập thẳng đứng. Ít phù hợp hơn cho các lần kéo dài nếu bề mặt bám.
Lời hứa của nhà cung ứng: “Thép phủ bột để tăng độ bền.” Thực tế trên xưởng: Độ bền của xe đẩy là vô nghĩa nếu nó làm mòn dụng cụ trị giá $1,200.
Đối với dụng cụ kiểu Mỹ có vai chuôi rộng hơn, các yên lót UHMW ngăn mài mòn bên trong quá trình nhấc ra. Các hệ thống châu Âu được hưởng lợi từ các vách bên bằng polyme cao toàn phần để loại bỏ tiếp xúc rung lắc. Các hệ thống Wila cần có các khoang giảm xung quanh vỏ nút, được lót để tránh ma sát trong lúc tháo rời.
Vật liệu tiếp xúc không chỉ mang tính thẩm mỹ. Nó quyết định việc triển khai là mang tính bảo vệ hay mài mòn.
Một khuôn nặng 70 pound đặt trên thanh thép phẳng cần nhiều lực hơn để bắt đầu di chuyển so với cùng khuôn đó trên polyme có ma sát thấp. Lực khởi động ban đầu đó là lúc người vận hành giật mạnh.
Giật mạnh là lúc xảy ra rơi rớt.
Khi sử dụng phương pháp trích xuất bằng con lăn ngang—các con lăn được đánh giá đúng tải và có hỗ trợ toàn chiều dài—lực cần thiết giảm đáng kể. Khuôn di chuyển theo quỹ đạo được kiểm soát. Không vặn xoắn. Không cần nắm lại giữa chừng. Căng cơ giảm xuống, điều này trực tiếp làm giảm khả năng va cạnh vào các dụng cụ liền kề.
Nhưng ma sát không chỉ là vấn đề vật lý. Đó còn là vấn đề hành vi.
Nếu việc trích xuất có cảm giác bị cản trở, người vận hành sẽ chậm lại. Họ điều chỉnh cách nắm. Họ do dự khi gần các cạnh liền kề. Tải nhận thức đó tích lũy qua 30 dụng cụ trong một lần thay đổi.
Các khoang dọc mật độ cao thường làm tăng ma sát do dung sai chặt chẽ nhằm ngăn lắc. Điều đó tạo sự ổn định khi đưa vào, nhưng gây khó khăn khi rút ra. Hệ thống con lăn ngang giảm ma sát nhưng yêu cầu căn chỉnh chính xác để tránh lệch.
Vì vậy câu hỏi trở nên đơn giản: xe đẩy của bạn có cần lực điều chỉnh mạnh trong khi trích xuất, hay nó dẫn dụng cụ ra ngoài trong một chuyển động liên tục?
Nếu người vận hành phải chống lại vật liệu, nghĩa là bạn đã thiết kế sự cản trở vào trong quy trình làm việc.
Một xe đẩy được định mức 1.000 pound nghe có vẻ ấn tượng. Trọng lượng rỗng: khoảng 265 pound ở mẫu nặng thông thường. Thêm 500 pound dụng cụ vào và đẩy nó qua sàn bê tông hơi gồ ghề.
Giờ hãy xem khung xe bị xoắn.
Tôi đã thử nghiệm các xe đẩy có cảm giác chắc chắn ở 300 pound nhưng mất ổn định ở 500. Không phải lật—mà là uốn. Các ngăn kéo hơi lệch. Đường ray con lăn kẹt nhẹ. Đột nhiên việc trích xuất mượt mà mà bạn đã trả tiền để có trở thành cú kéo hai tay chỉ vì khung xe bị vặn dưới tải.
Giới hạn trọng lượng là con số tĩnh. Quá trình triển khai là động.
Khi được tải đầy, trọng tâm tăng lên—đặc biệt với các giá dọc. Lực đẩy tăng. Trên sàn không phẳng, một bánh xe tạm thời mất tải, làm trọng lượng chuyển chéo qua khung. Cú xoắn vi mô đó thay đổi căn chỉnh đường ray chỉ vài milimét. Milimét rất quan trọng khi độ hở giữ dụng cụ vốn được thiết kế chặt.
Lời hứa của nhà cung cấp: “Tải trọng 1.000 lb.” Thực tế tại xưởng: Tải trọng mà không có độ cứng xoắn chính là một gánh nặng trong di chuyển.
Một xe đẩy được thiết kế đúng sẽ có khung cứng hơn so với tải định mức, sử dụng giằng chéo để chống xoắn, và bố trí các khoang nặng thấp để giữ trọng tâm thấp. Nếu không, các vật liệu tiếp xúc và hình học khoang mà bạn đã thiết kế cẩn thận sẽ xuống cấp ngay khi xe chuyển động dưới tải thực tế.
Và điều đó dẫn đến câu hỏi tiếp theo.
Nếu kiến trúc và vật liệu có thể bảo vệ các cạnh chính xác và tăng tốc quá trình trích xuất ở vị trí tĩnh, điều gì sẽ xảy ra khi bạn đưa chuyển động vào chính hệ thống đó?
Mỗi lần một xe đẩy nặng 600 pound vượt qua một khe sàn, mô-men xoắn tăng vọt qua khung và các làn đường được căn chỉnh cẩn thận của bạn lệch đi một milimét.
Đó là cách chuyển động khuếch đại các lỗi thiết kế tĩnh. Ở vị trí đỗ, các bệ polymer ma sát thấp, khe giữ chặt và làn dọc cân bằng hoạt động chính xác theo thiết kế. Khoảnh khắc bạn đưa vào gia tốc, giảm tốc và sự dịch chuyển tải chéo từ mặt bê tông không bằng phẳng, bộ khung trở thành một phần của giao diện dụng cụ. Một bánh xe bị giảm tải. Trọng lượng chuyển vị. Thanh trượt hơi lệch. Giờ đây, khuôn vốn từng trượt nhẹ lại cần một lực kéo hiệu chỉnh.
Và các lực kéo hiệu chỉnh làm sứt mẻ các cạnh.
Lời hứa của nhà cung cấp: “Tính linh hoạt di động giữa các máy.” Thực tế tại xưởng: Linh hoạt nghĩa là mỗi cú va chạm là một bài kiểm tra tải trọng sống cho các dung sai căn chỉnh của bạn.
Chúng ta xem bánh xe như trung lập. Nhưng chúng không như vậy.
Nếu xe đẩy của bạn di chuyển xa hơn người vận hành trong một ca làm việc, bạn đã tái thiết kế xưởng của mình quanh bánh xe thay vì quanh quy trình làm việc.
Mười foot là khoảng cách xấp xỉ từ giường phanh đến khu vực tập kết liền kề trong một bố cục hợp lý.
Trong bán kính đó, tính di động có thể giảm số bước mà không gây ra bất ổn đáng kể — đẩy ngắn, có kiểm soát trên điều kiện sàn đã biết, gia tốc thấp, dừng có thể dự đoán. Xe đẩy hoạt động như một trạm làm việc được định vị lại, không phải một phương tiện vận chuyển.
Nhưng kéo dài đến 40 foot qua khe giãn nở, đường ống khí và làn giao thông, vật lý sẽ thay đổi. Động lượng tăng lên. Người vận hành lái bằng một tay trong khi tay kia dọn chướng ngại vật. Lực phanh đẩy tải về phía trước. Tâm trọng lực tăng khi các làn phía trên được lấp đầy. Điều vốn là triển khai giờ trở thành vận chuyển.
Anh ta cần khuôn thứ tư trong chồng.
Giờ hãy tưởng tượng phải nhấc nó hai lần vì nó đang nằm trên thứ bạn thực sự cần.
Tính di động khoảng cách ngắn loại bỏ việc đi bộ. Tính di động đường dài thêm các chu kỳ xử lý ngụy trang dưới dạng tiện lợi.
Lời hứa của nhà cung cấp: “Di chuyển toàn bộ thiết lập của bạn đến bất kỳ đâu trong xưởng.” Thực tế tại xưởng: Càng lăn xa, kiến trúc bảo vệ của bạn càng hoạt động như kìm giữ hàng hóa thay vì triển khai chính xác.
Vì vậy, câu hỏi thực sự không phải là “Nó có lăn không?” mà là “Lăn bao xa, bao thường xuyên và dưới tải trọng nào?”
Mười lăm phút tìm kiếm mỗi ca tốn nhiều chi phí lao động hơn cả giá thép của một bộ bánh công nghiệp.
Một tủ cố định mật độ cao — được thiết kế chuẩn với ngăn kéo mở toàn phần và hỗ trợ monorail — giảm thời gian tìm kiếm vì không có gì di chuyển ngoại trừ ngăn kéo. Không mô-men xoắn. Không biến dạng bánh xe. Trọng lực không đổi. Dụng cụ giữ nguyên căn chỉnh với cấu trúc hỗ trợ nó.
Nhưng mật độ khiến bạn có xu hướng xếp quá tải. Và việc xếp quá tải lại tái tạo xử lý hai lần.
Xe đẩy dụng cụ chuyên dụng tại điểm sử dụng giải quyết một vấn đề khác. Chúng chỉ sắp xếp dụng cụ cho công việc tiếp theo, được bố trí theo thứ tự tháo dỡ, đặt ở tầm ngang thắt lưng, có lối đi rõ ràng và không chồng chất. Mật độ thấp theo thiết kế. Rõ ràng cao. Chúng không cố gắng chứa tất cả mọi thứ. Chúng tồn tại để triển khai những gì sắp tới.
Nhưng nếu chúng ta chỉ đặt cái mớ mật độ cao đó lên bánh xe thì sao?
Bây giờ bạn đã kết hợp những đặc điểm tệ nhất: các lối đi bị nhồi nhét khó lấy dụng cụ ra và một khung đế di động uốn cong khi chịu tải. Sự di chuyển khuếch đại các hạn chế về mật độ. Tủ cố định có thể chịu được mật độ cao vì khung không bao giờ bị vặn xoắn. Xe đẩy di động thì đòi hỏi sự tiết chế, vì khung của chúng luôn bị tác động.
Tính di động không phải là một đặc tính. Nó là một yếu tố nhân căng thẳng.
Tám phút đi bộ cho mỗi lần thay đổi trên bốn máy uốn phanh cộng lại thành hàng giờ mỗi tuần.
Trong một xưởng có nhiều máy uốn phanh, việc tập trung hoàn toàn buộc các công nhân phải di chuyển đến “kho vũ khí” dụng cụ cho mỗi lần thiết lập. Ngược lại, sự di động hoàn toàn khiến sàn xưởng tràn ngập những xe đẩy quá tải, hoạt động như những kho di động.
Mô hình kết hợp “hub-and-spoke” chia đôi sự khác biệt. “Hub” (trung tâm) là tủ cố định có mật độ cao, được thiết kế để ổn định và tối ưu hiệu quả tìm kiếm. Nó chứa toàn bộ kho dụng cụ. Các “spoke” (nhánh) là xe đẩy dung lượng thấp, chống xoắn, được chuẩn bị theo từng công việc, nạp dụng cụ có chủ đích từ trung tâm, và chỉ di chuyển trong phạm vi 3 mét quanh mỗi máy uốn phanh.
Hãy nghĩ về một kho vũ khí quân đội. Vũ khí không được chất đống trong các thùng để đạt mật độ tối đa — chúng được bố trí để triển khai nhanh, không hư hại trong điều kiện áp lực. Kho vũ khí là cố định. Bộ dụng cụ nhiệm vụ được lắp ráp có chủ đích, rồi được mang đến nơi cần thiết.
Sai lầm nằm ở việc cho rằng mọi dụng cụ đều phải gắn bánh xe.
Hãy đo khoảng cách từ trung tâm đến máy uốn phanh. Đo tần suất xe đẩy cắt ngang làn di chuyển. Đo xem có bao nhiêu dụng cụ trên xe đẩy không được sử dụng trong ca làm việc. Những con số đó sẽ cho bạn biết liệu tính di động đang giải quyết nút thắt cổ chai — hay đang âm thầm tạo ra chúng.
Và một khi bạn có thể đo lường được điều đó, câu hỏi sẽ không còn là tiện lợi nữa.
Nó trở thành vấn đề lợi tức đầu tư.
Mười hai phút cho mỗi lần thay đổi ở mức $30 mỗi giờ tương đương $6 chi phí lao động. Thực hiện năm lần thay đổi mỗi ngày, 240 ngày một năm, và bạn đã mất $7.200 vì hệ thống triển khai dụng cụ của bạn đang chống lại bạn thay vì hỗ trợ bạn.
Đó là phép tính mà mọi người đều tránh, vì xe đẩy bị gán mác “chi phí chung” thay vì “yếu tố thúc đẩy năng suất”. Chúng ta sẽ tính thẳng: tính di động chỉ mang lại ROI khi số phút nó tiết kiệm được lớn hơn số phút nó âm thầm tạo ra do thao tác lặp, tìm kiếm và hư hại. Không phải cảm giác của bạn. Mà là những gì bạn có thể bấm đồng hồ đo được.
Vậy làm sao để tính toán xem khi nào bánh xe giúp bạn kiếm tiền thay vì tốn tiền?
Mười lăm phút của câu “nó ở quanh đây đâu đó” tốn $7.50 cho mỗi công nhân mỗi ca ở mức $30 mỗi giờ. Nhân đôi lên với hai công nhân và 240 ngày, bạn đang nhìn vào con số $3.600 mỗi năm chỉ cho thời gian tìm kiếm.
Nhưng bạn không bấm đồng hồ khi tháo kẹp. Bạn bắt đầu khi phần cuối cùng của Công việc A ra khỏi máy uốn phanh. Sau đó dừng đồng hồ khi phần đạt chuẩn đầu tiên của Công việc B được đặt lên pallet. Đó mới là thời gian thay đổi thực.
Chia nhỏ nó thành các thành phần:
Cam kết của nhà cung cấp: “Xe đẩy dung lượng cao giúp giảm số lần di chuyển.” Thực tế tại xưởng: Các khóa an toàn chỉ cho phép mở một kệ 4.000 pound cùng lúc, nên việc lấy dụng cụ trở nên tuần tự chứ không song song.
Ghi thời gian từng công đoạn trong một tuần. Ví dụ giả định: nhóm của bạn tin rằng thời gian thay khuôn trung bình là 20 phút. Đồng hồ bấm giờ cho thấy 32 phút. Trong đó, 6 phút để tìm dụng cụ, 4 phút để dỡ chồng lấy đúng khuôn, 3 phút để đặt lại các khuôn đột không trượt êm do xe đẩy bị lệch khi băng qua mối nối giãn nở.
Bạn không gặp vấn đề với máy móc. Bạn gặp vấn đề với khâu bố trí triển khai.
Bây giờ hãy đặt câu hỏi khó chịu: nếu bộ dụng cụ được mài chính xác và kẹp thủy lực có thể rút ngắn thời gian thiết lập phía máy xuống gần mức một con số, nhưng xe đẩy của bạn lại thêm 10 phút ma sát nữa, thì khoản đầu tư vốn thực sự đã đi đâu?
Một khuôn gooseneck bị mẻ có giá từ $800 đến $1.500 tùy theo chiều dài và biên dạng. Đó không phải là lời hù dọa trong danh mục. Tôi đã ký đơn thay thế sau khi kéo lê một cái trên thanh ray bị cong.
Giờ hãy tưởng tượng phải nhấc nó hai lần vì nó đang nằm trên thứ bạn thực sự cần.
Hư hại hiếm khi xảy ra trong quá trình uốn. Nó xảy ra khi thao tác. Một xe đẩy chất đầy tối đa làm tăng trọng tâm. Vấp phải mối nối sàn. Một bánh xe bị nhấc lên. Khung xoắn một milimét. Cạnh thép đã tôi cứng chạm vào thép thay vì polymer.
Cam kết của nhà cung cấp: “40% dung lượng hơn trên cùng diện tích.” Thực tế tại xưởng: Chất xếp cao hơn đồng nghĩa với nhiều lần nâng hơn mỗi lần lấy hàng, dẫn đến nhiều lần mép bị hở khi chịu tải.
Nếu xưởng của bạn làm mẻ hai khuôn mỗi năm do thao tác lộn xộn, và mỗi cái trung bình $1.000, thì đó là $2.000 mỗi năm. Cộng thêm thời gian sản xuất bị mất khi chờ thay thế hoặc mài lại. Cộng thêm rủi ro chất lượng nếu ai đó vẫn sử dụng khuôn đó.
Bảo hiểm không phải là về tần suất. Mà là về hậu quả.
Một xe đẩy chuyên dụng với các rãnh riêng biệt, hình học giữ phù hợp phong cách đầu tang của bạn, và trục bánh rộng chống vặn xoắn không chỉ giúp tiết kiệm vài phút. Nó còn giảm số lần mép bị va chạm. Ít va chạm hơn đồng nghĩa với ít đơn đặt hàng thay thế hơn.
Khi bạn so giá của một khuôn gooseneck bị mẻ với lợi ích của một năm thay khuôn nhanh hơn, chiếc xe đẩy “đắt tiền” bắt đầu giống như khoản khấu trừ mà bạn đã trả sẵn.
Nhưng thực sự nó cần tiết kiệm bao nhiêu phút để tự chứng minh giá trị của mình?
Hãy cùng chạy một giả định rõ ràng.
Xe đẩy cao cấp được chế tạo chuyên biệt: $8,000. Lao động vận hành: $30 mỗi giờ. Ca làm việc: 240 mỗi năm.
Để hoàn vốn $8,000 trong một năm chỉ dựa trên chi phí lao động, bạn cần thu hồi khoảng 267 giờ lao động. Đó tương đương khoảng 1,1 giờ cho mỗi ca.
Nghe có vẻ bất khả thi cho đến khi bạn phân bổ lại.
Nếu bạn thực hiện bốn lần thay đổi thiết lập mỗi ca, tức là khoảng 16–17 phút tiết kiệm cho mỗi lần thay đổi trên toàn nhóm. Không phải cho từng người vận hành. Mà là cho từng sự kiện.
Vậy 17 phút đó nằm ở đâu?
Tổng cộng là 17.
Nếu việc kiểm tra bấm giờ của bạn chỉ cho thấy 6 phút có thể thu hồi cho mỗi lần thay đổi, thì xe đẩy sẽ không hoàn vốn trong năm đầu tiên chỉ dựa vào lao động. Giờ bạn thêm vào một lần tránh thay thế cú đấm $1,000 và phép toán lại thay đổi.
Đây là phần không hiển nhiên: ROI không liên quan đến việc xe có lăn được hay không. Mà là liệu hồ sơ dụng cụ, tần suất thay đổi thiết lập và cách thức xử lý của bạn có tạo ra đủ ma sát để việc triển khai có kỹ thuật loại bỏ được số phút đo lường được và thiệt hại đo lường được hay không.
Hãy nghĩ đến kho vũ khí. Vũ khí không được chất đầy trong thùng để tối đa hóa mật độ — chúng được bố trí để triển khai nhanh chóng, không hư hại trong lúc chịu áp lực. Kho vũ khí là cố định. Bộ dụng cụ nhiệm vụ được lắp ráp một cách có chủ đích.
Trung tâm của bạn là cố định. Nan của bạn là có chủ đích. Xe đẩy của bạn không phải là một chiếc hộp có bánh xe; nó là một thiết bị chuyển đổi giữa thời gian và rủi ro.
Vì vậy góc nhìn thay đổi. Bạn không hỏi, “Xe đẩy này có đắt không?”
Bạn hỏi, “Chúng ta đang mua lại bao nhiêu lần chạm mép và bao nhiêu phút xử lý cho mỗi ca — và liệu chúng ta có đủ kỷ luật để đo lường chúng không?”


















