

Um 16:37 stapelten wir polierte 5052-Platten, die unter den Werkstattlampen perfekt aussahen. Um 17:10, im Sonnenlicht, zeigte jede Biegekante eine schwache, reißverschlussartige Narbe vom Unterwerkzeug. Vierundzwanzig Platten zu je $202.50. $4,860.00 direkt ins Schrottgestell, weil wir darauf vertrauten, dass Klebeband einen $38,000-Auftrag “schützt”.
Ich habe danach nicht die Klebebandmarke gewechselt. Ich habe geändert, wie ich darüber nachdenke, was zwischen dem Stößel und meiner Gewinnspanne liegt.
Die meisten Werkstätten behandeln Pressenfolien wie Putztücher – billig, ersetzbar, gut genug, bis sie reißen. Ich tat es auch. Eine Rolle Klebeband kostet so viel wie ein Mittagessen; ein Streifen PVC-Folie sieht sauber aus und fühlt sich glatt an. Die Logik scheint wasserdicht: Wenn das Werkzeug das Teil nicht berührt, wird das Teil nicht verkratzt.
Doch diese Logik ignoriert, was 60 Tonnen Kraft in einer Kontaktzone von 1/8 Zoll bewirken. Unter Belastung “ruht” die Presse nicht auf der Folie. Sie komprimiert sie, verdünnt sie und schiebt sie seitwärts. Aus einer Barriere wird ein Förderband, das Schmutz und Werkzeugimperfektionen direkt über poliertes Aluminium zieht.
Wenn sich das Material zwischen Werkstück und Werkzeug unvorhersehbar verformt, schützen Sie die Oberfläche – oder verlagern Sie nur den Schaden?
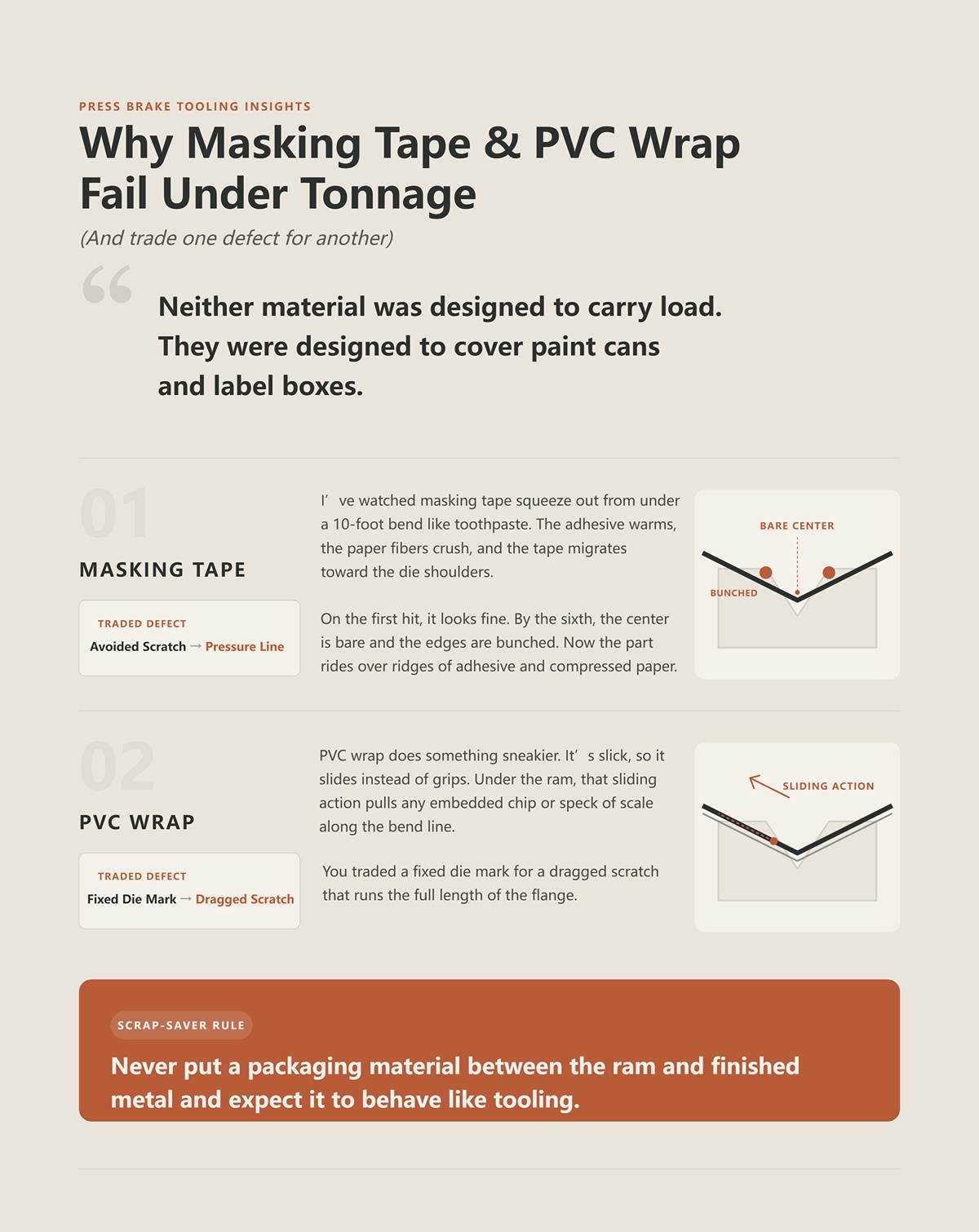
Ich habe gesehen, wie Klebeband unter einer 10-Fuß-Biegung wie Zahnpasta herausgedrückt wurde. Der Kleber erwärmt sich, die Papierfasern werden zerquetscht, und das Band wandert zu den Schultern des Werkzeugs. Beim ersten Schlag sieht es in Ordnung aus. Beim sechsten ist die Mitte blank und die Kanten sind gestaucht. Jetzt gleitet das Teil über Kleberücken und komprimiertes Papier.
So wird die Kratzervermeidung zu einer Druckspur durch ungleichmäßige Dicke.
PVC-Folie macht etwas Hinterlistigeres. Sie ist glatt, sodass sie gleitet statt greift. Unter dem Stößel zieht dieser Gleitvorgang jeden eingebetteten Span oder jedes Schuppenstück entlang der Biegekante. Sie haben ein festes Werkzeugzeichen gegen einen gezogenen Kratzer über die gesamte Länge des Schenkels eingetauscht.
Keines dieser Materialien wurde dafür entwickelt, Last zu tragen. Sie wurden entwickelt, um Farbdosen abzudecken und Kartons zu beschriften.
Schrottspar-Regel: Legen Sie niemals ein Verpackungsmaterial zwischen den Stößel und das fertige Metall und erwarten Sie, dass es sich wie ein Werkzeug verhält.
Rechnen Sie so, wie es ein Vorarbeiter um 18:00 tut, nicht so, wie der Einkauf um 9:00 morgens rechnet.
Angenommen, Sie biegen 200 vorbeschichtete Stahlplatten pro Woche, Gewinnspanne $18 pro Teil. Wenn “gut genug”-Schutz nur 3% zur Ablehnung wegen kosmetischer Schäden bringt, sind das sechs Teile. $108 Gewinnspanne weg diese Woche. Auf ein Jahr gerechnet sind das $5,616.
Preis für hochwertige Urethan-Werkzeugfolie für dieselbe Presse. Selbst wenn sie Sie jährlich ein paar Tausend kostet, ist die Break-even-Schrottquote erstaunlich niedrig – oft unter 2% für kosmetiksensible Arbeiten.
Der Kipppunkt ist nicht dramatisch. Er ist leise. Hier eine Platte. Dort eine Nacharbeit. Ein Kunde bittet um Rabatt, weil “die Oberfläche nicht konsistent ist”.”
Wann haben wir entschieden, dass das Verlieren fertiger Teile günstiger ist, als die Schicht aufzurüsten, die jeden einzelnen Biegeprozess schützt?
Ich habe dafür bezahlt, Werkzeuge spiegelglatt zu polieren. Sie sahen aus wie Chrom. Beim ersten Lauf auf eloxiertem Aluminium sahen wir trotzdem feine Haarlinien.
Weil Polieren den Druck nicht verändert. Die Presse konzentriert die Kraft entlang zweier schmaler Schultern der V-Matrize. Selbst eine makellose Oberfläche wird mikroskopisch anhaften – mikroskopischer Materialtransfer zwischen Matrize und Werkstück – besonders bei weicheren Legierungen. Füge ein unsichtbares Staubkörnchen aus der Werkstatt hinzu, und dieses Körnchen wird unter Belastung zu einem Schneidwerkzeug.
Blankes, poliertes Werkzeug entfernt nur eine Variable: Oberflächenrauheit. Es entfernt keine Verunreinigung. Es verteilt keine Kraft. Es absorbiert keinen Stoß.
Wir dachten, Glanz sei Schutz. Es war nur Ästhetik.
Wenn die Matrizenoberfläche die Physik der Kontaktspannung nicht ändern kann, was kann es dann?
Auf einer 10-Fuß-Presse, die 0,125 Zoll 5052 bearbeitet, formten wir einen 90°-Winkel mit etwa 60 Tonnen über die Länge. Klebeband riss beim dritten Schlag. PVC bildete Falten und polierte die Matrizen-Schultern ins Werkstück. Dann legten wir einen 90-Durometer-Urethanstreifen ein – richtige Matrixfolie, kein Baumarktplastik – und liefen dasselbe Programm.
Bei Spitzenlast konnte man sehen, wie es sich komprimierte. Nicht herausgedrückt. Nicht abgeschert. Komprimiert.
Und als der Stößel anhob, kehrte es in seine ursprüngliche Dicke zurück.
Dieses Zurückfedern ist die ganze Geschichte. Die Presse liefert Kraft in einer schmalen Linie entlang der Matrizen-Schultern. Wenn das Material in dieser Linie nachgibt – das heißt, sich dauerhaft verformt – hast du Dicke verloren, Gleichmäßigkeit verloren und Metall-zu-Metall-Kontakt provoziert. Wenn es jedoch Gedächtnis hat – elastische Rückstellung – absorbiert es den Schlag und kehrt zurück, bereit für den nächsten Zyklus. Das ist kein Verpackungsverhalten. Das ist tragendes Verhalten.
Regel zur Schrottvermeidung: Wenn die Schicht zwischen deinem Werkstück und der Matrize sich nach voller Tonnage nicht elastisch zurückstellt, ist es kein Schutz – es ist Vorsatzschrott.

Friere den Moment ein, in dem der Stempel den unteren Hub erreicht.
Stahl gibt an der Biegelinie nach. Die Matrizen-Schultern konzentrieren die Kraft in eine etwa ein Achtel Zoll breite Kontaktzone. Die Barriere dazwischen hat zwei Optionen: fließen oder ausweichen.
Klebeband fließt. Die Papierfasern zerdrücken, der Klebstoff weicht durch Reibungshitze auf, und das Material wandert seitlich. Diese Wanderung dünnt die Mittellinie aus. Beim sechsten Teil biegst du effektiv auf blankem Stahl mit Kleberücken an den Rändern.
Urethan – wenn korrekt spezifiziert – weicht hingegen aus. Unter Stempelpenetration komprimiert es und bildet eine temporäre weibliche Matrize. Ich habe gesehen, wie es das Blech um die Stempelnase wickelte, sich gerade genug anpasste, um die Biegung zu unterstützen, ohne die Matrizen-Kante einzudrücken. Das ist kein passives Polstern. Das ist Geometrie, die sich unter Last verändert.
Aber hier ist der Haken, den die meisten Verkaufsvertreter nicht laut sagen: Urethan “aktiviert” sich nur, wenn man es tatsächlich belastet. Zu geringe Penetration, zu konservativ bei der Tonnage, und es liegt da wie eine steife Matte. Kein Wickeln. Keine Umverteilung. Du denkst, du bist geschützt, aber die Kontaktspannung läuft immer noch über die Matrizen-Schultern.
Aber diese Logik ignoriert, was 60 Tonnen Kraft in einer 1/8-Zoll-Kontaktzone bewirken. Bei ausreichender Last tritt hochwertiges Urethan in seinen elastischen Kompressionsbereich ein und speichert Energie, statt Dicke aufzugeben. Wenn der Stößel zurückfährt, gibt diese gespeicherte Energie ihm sein Profil zurück. Das ist Gedächtnis. Das ist Wiederholbarkeit.
Unterschiedliche Rezepturen zählen. Ein weicherer 70-Durometer-Streifen passt sich wunderbar bei dünnem, vorlackiertem Stahl an, kann jedoch bei starkem Edelstahl schneller abreiben. Ein härterer 95-Durometer-Streifen übersteht höhere Tonnage, wickelt sich jedoch weniger aggressiv bei dünnem Aluminium. Die Physik ändert sich nicht – nur das Einsatzfenster.
Die eigentliche Frage lautet also nicht: “Funktioniert Urethan?” sondern: “Ist der Durometer auf die tatsächliche Last abgestimmt, die du fährst?”
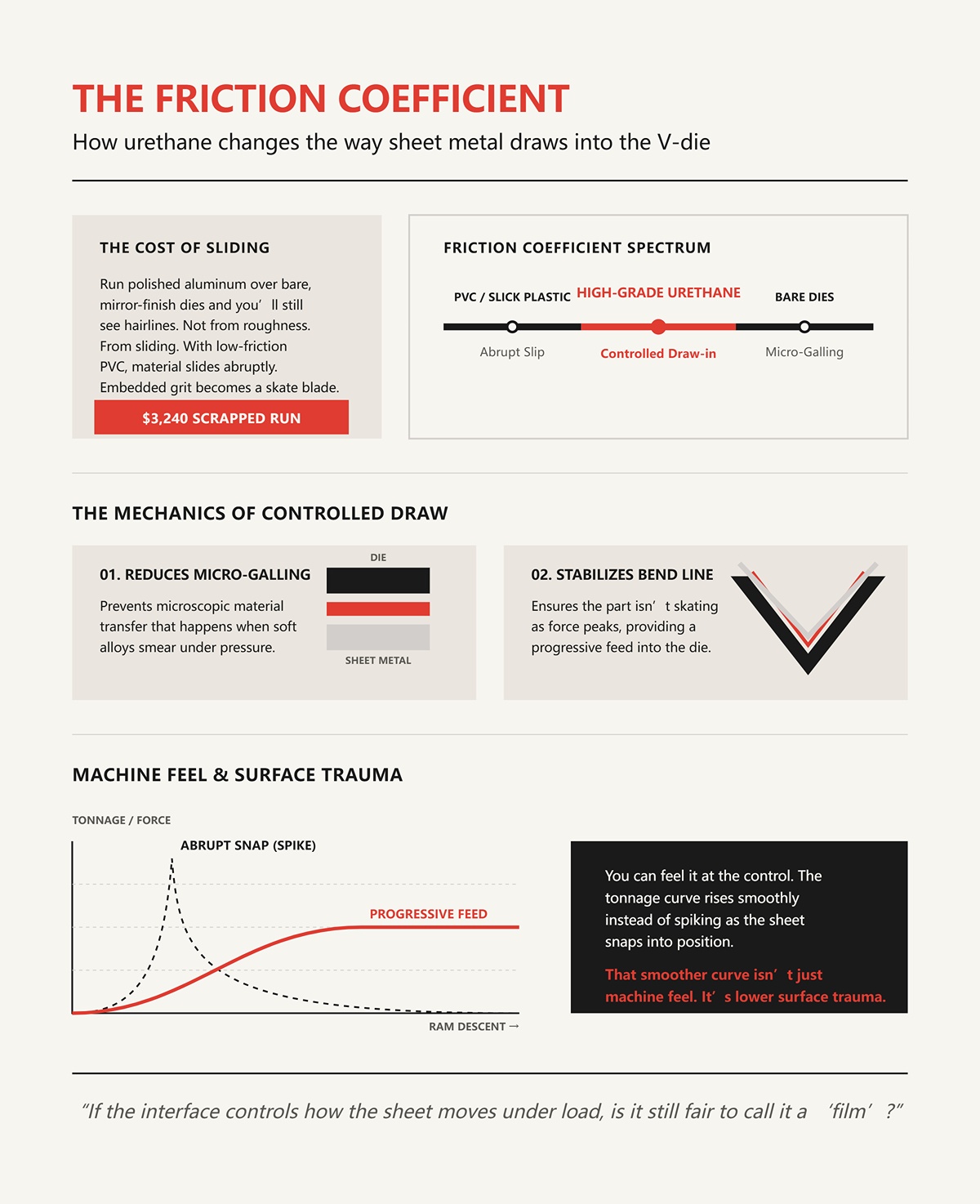
Fahre poliertes Aluminium über blanke, spiegelglatte Matrizen, und du wirst trotzdem feine Linien sehen. Nicht von der Rauheit. Vom Gleiten.
Wenn der Stößel nach unten fährt, muss das Blech in das V gezogen werden. Bei reibungsarmen Grenzflächen – wie PVC – gleitet das Material abrupt. Jeder eingearbeitete Schmutzpartikel wird zu einer Kufe, die über die gesamte Flanschlänge gezogen wird. Ich habe ganze Chargen verschrottet, bei denen der einzige sichtbare Fehler eine einzige, durchgehende Linie war – perfekt zentriert, $3.240 verloren, weil die Folie dem Blech zu leichtes Gleiten erlaubte.
Hochwertiges Urethan verändert diese Wechselwirkung, da sein Reibungskoeffizient höher ist als der von glattem Kunststoff, aber niedriger als der von unverkleidetem Stahl-auf-Aluminium-Kontakt. Es greift gerade genug, um das Einziehen zu kontrollieren. Statt eines plötzlichen Rutschens erhält man ein gleichmäßigeres Einführen in die Matrize.
Dieses kontrollierte Einziehen bewirkt zwei Dinge. Erstens reduziert es das Mikrokleben – die mikroskopische Materialübertragung, die entsteht, wenn weiche Legierungen unter Druck verschmieren. Zweitens stabilisiert es die Biegelinie, sodass das Teil nicht schlittert, wenn die Kraftspitzen auftreten.
Man kann es an der Steuerung spüren. Die Tonnage-Kurve steigt gleichmäßig an, statt zu Spitzen, wenn das Blech in Position springt. Diese sanftere Kurve ist nicht nur Maschinengefühl. Sie bedeutet weniger Oberflächenbelastung.
Wenn die Grenzfläche steuert, wie sich das Blech unter Last bewegt, ist es dann noch fair, sie eine “Folie” zu nennen?
Nimm eine V-Matrize mit einer Öffnung von 0,500 Zoll. Der Kontakt erfolgt entlang zweier schmaler Schultern. Selbst wenn diese Schultern poliert sind, bleiben es Kanten. Kanten konzentrieren die Spannung.
Metall auf Metall – diese Spannung druckt alles, was sich auf der Matrizenoberfläche befindet, ins Teil: Werkzeugspuren, eingeschlossene Späne, sogar die feine Maserung von einem Nachschleifgang. Ich habe vorbeschichteten Stahl gesehen, der mit Geisterlinien herauskam, die genau der Schleifrichtung der Matrize entsprachen. Die Matrize war nicht rau. Der Druck war fokussiert.
Wenn Urethan komprimiert wird, verteilt es die Last seitlich. Nicht unendlich. Gerade genug. Die Kontaktfläche erweitert sich von einer Messerkantenlinie zu einer etwas breiteren, nachgiebigen Zone. Über eine größere Fläche verteilte Kraft bedeutet niedrigere Spitzendrücke. Niedrigere Spitzendrücke bedeuten weniger Abdrücke.
Stell dir vor, du drückst deinen Fingernagel in Hartholz gegenüber in ein Gummipad auf Hartholz. Gleiche Hand. Unterschiedliche Spur. Das Pad beseitigt die Kraft nicht; es verteilt sie.
Diese Verteilung ist der Grund, warum Mehrzweck-Urethan-Matrizen engere Radien über verschiedene Materialien hinweg formen können. Das Material passt sich unter Last an und wirkt wie eine temporäre, maßgeschneiderte Matrize für jede Blechdicke. Für eine Werkstatt, die in derselben Woche mit verschiedenen Legierungen arbeitet, ist diese Anpassungsfähigkeit keine Bequemlichkeit. Sie ist eine Versicherung.
Eine Versicherung, die direkt zwischen dem Stößel und deiner Gewinnspanne sitzt.
Was uns zur praktischen Frage bringt, die einen Vorarbeiter tatsächlich interessiert: Wenn sich das Verhalten von Urethan nach Härtegrad, Kompressionsbereich und der Art seiner Befestigung an der Matrize richtet, wie vergleicht man die Optionen in Dollar pro Biegung statt in Dollar pro Rolle?
Vierundzwanzig Paneele zu je $202.
Das war eine einzelne Edelstahlfassadencharge – gebürstet, vorbearbeitet, lasergeschnitten mit dekorativen Schlitzen. Wir haben sie mit einer Standardfolie von 0.030 Zoll gebogen, die “immer funktioniert hatte”. Ab Paneel achtzehn zeigten die Innenbeine leichte Schultermuster in der Nähe der Schlitze. Nicht über den gesamten Flansch – nur dort, wo die Geometrie die Kraft konzentrierte. Wir machten weiter. Bei Paneel vierundzwanzig hatten alle Stücke Geisterlinien um die Ausschnitte. Gesamter Ausschuss: $4.848. Die Folie riss nicht. Sie wurde einfach weicher, komprimierte sich stärker als zu Beginn der Schicht und veränderte das Druckmuster unter der Presse.
Wenn also jemand fragt, wie man Urethan in Dollar pro Biegung vergleicht, beginne ich nicht mit dem Rollenpreis. Ich beginne mit der Frage: Wie stabil ist die Grenzfläche vom ersten bis zum fünfhundertsten Schlag?
Auf dem Papier sieht man 70A, 80A, 90A, 95A – Härtegrade, die die Festigkeit beschreiben. In der Praxis gibt es meist zwei Dicken auf dem Markt: 0.015″ und 0.030″. Das war’s. Der eigentliche Variable ist also nicht so sehr die Dicke, sondern die Härte und ihr Verhalten innerhalb deines Tonnagefensters.
Führen Sie 14-Gauge 304 Edelstahl mit 60 Tonnen über einen schmalen V. Ein 70A-Streifen wird sich bei den ersten zehn Biegungen wunderschön herumlegen. Bei der fünfzigsten ist er entlang der Mittellinie dauerhaft komprimiert. Polyurethan versagt nicht wie Klebeband. Es kriecht. Mit zunehmendem Verschleiß wird es in dieser Kontaktzone effektiv weicher und elastischer. Ihre Endhubposition hat sich nicht geändert. Der Stößel hat sich nicht bewegt. Aber der Winkel öffnet sich um ein halbes Grad, weil die Folie nicht mehr so widersteht wie am Morgen.
Das ist die Drift, von der Kritiker sprechen, wenn sie sagen, Nylon sei “wiederholbarer”. Nylon komprimiert nicht so stark, wodurch es die Geometrie länger hält. Es prägt sich auch leichter ein und steuert die Reibung nicht auf dieselbe Weise. Unterschiedlicher Versagensmodus.
Wechseln Sie jetzt zu .063 Zoll vorlackiertem Aluminium. Eine 95A-Folie wird ewig halten. Sie passt sich bei geringerer Tonnage auch nicht besonders an. Sie bekommen Schutz, aber nicht den kontrollierten Einzug, über den wir zuvor gesprochen haben. Das Blech kann rutschen, besonders um Löcher und Ausschnitte herum, und Matrizenspuren erscheinen genau dort, wo PVC-beschichtetes Material immer noch versagt – an geometrischen Spannungsspitzen.
Die Abstimmung der Härte ist nicht “weicher für weiches Metall, härter für hartes Metall”. Es geht darum, den elastischen Kompressionsbereich an Ihre tatsächliche Last pro Zoll anzupassen. Wenn Ihre Presse die Folie nie in ihre Arbeitszone drückt, nutzen Sie keine tragende Schnittstelle. Sie legen eine teure Tischunterlage auf.
Schrottspar-Regel: Wählen Sie eine Härte, die bei Ihrer tatsächlichen Tonnage, nicht bei Ihrer theoretischen Höchstlast, kontrollierte elastische Kompression erreicht.
Ich habe selbstklebende Folie nach einem langen Edelstahl-Lauf von einer unteren Matrize abgezogen und die Klebrigkeit mit dem Daumen gefühlt. Reibung erhitzt die Kontaktzone. Nicht glühend heiß, aber warm genug, um manche druckempfindliche Klebstoffe weicher zu machen.
Bedeutet das, dass selbstklebende Folien immer Rückstände hinterlassen? Nein. Es bedeutet, dass das Rückstandsrisiko mit Wärme und Verweilzeit steigt. Schwerer Edelstahl, enge Radien, lange Produktionsläufe – mehr Wärme. Kurze Aluminiumläufe bei moderater Tonnage – weniger.
Die eigentlichen Kosten sind nicht die fünf Minuten Lösungsmittelreinigung. Es geht um das, was passiert, wenn sich Rückstände ungleichmäßig entlang der Schultern der Matrize aufbauen. Das verändert die lokale Höhe um wenige Tausendstel. Ein paar Tausendstel an der Schulter führen zu Winkelabweichungen über ein 3-Meter-Blech. Sie korrigieren das an der Steuerung, erhöhen die Tiefe, und jetzt wird Ihr “Wiederholbarkeitsproblem” dem Stößel angelastet, während es tatsächlich durch Klebstoffansammlung entsteht.
Auf der anderen Seite wandert selbstklebende Folie nicht. Sie bleibt dort, wo Sie sie angebracht haben. Kein Positionieren mitten im Schichtbetrieb. Bei Hochtonnen-Arbeiten, bei denen Rutschen gleich Kratzer bedeutet, kann diese Stabilität die Reinigungszeit aufwiegen.
Die Frage lautet also nicht “Klebend oder nicht?”, sondern “rechtfertigt das thermische Profil dieses Auftrags stattdessen eine mechanische Fixierung?”
Schrottspar-Regel: Wenn Ihre Matrizen-Schultern heiß genug werden, um Klebstoff zu erweichen, nehmen Sie an, dass sie heiß genug sind, um die Biegekonsistenz zu verzerren, und planen Sie Ihre Fixiermethoden entsprechend.
Auf unserem 60mm europäischen Schienensystem sind magnetische Halter mit Höhenverstellung ein Geschenk. Sie stellen von vorne nach hinten ein, justieren die Höhe zur passenden Matrizen-Stapelhöhe, und die Folie läuft mit dem Werkzeug mit. Matrizen wechseln, Halter verschieben, weiterarbeiten.
Lose aufgelegte Folie ist anfangs schneller. Einfach hinlegen, den Stößel laufen lassen, und die Reibung fixiert sie. In einem Lauf mit nur einem Material und einer Matrize funktioniert es. In einer Hoch-Mix-Produktion – dreimal vor Mittag von einer 1.000-Zoll V auf eine 0.500-Zoll V wechseln – zeigt sich der Unterschied.
So versagt sie: nicht katastrophal. Sie kriecht. Das Blech zieht sie um ein Sechzehntel nach vorn. Dann um ein Achtel. Jetzt sitzt die Folienkante nur unter einer Matrizenschulter. Die Druckverteilung ist asymmetrisch. Eine Lasche ist sauber. Die andere hat eine feine Linie, die nur bei bestimmtem Licht sichtbar ist. Sie merken es erst, wenn die Teile aus der Presse sind.
Magnetische oder schienenmontierte Systeme versagen anders. Sie kriechen nicht, sind aber von der richtigen Einstellhöhe abhängig. Zu niedrig, und die Folie greift nie richtig. Zu hoch, und Sie belasten sie vor, bevor das Blech die Matrize überhaupt berührt, was die Biegeberechnung verändert.
Und das hängt von Ihrer Maschinenarchitektur ab. Ein direkter Vergleich ohne Berücksichtigung von Schienenstandard, Matrizenhöhe und Disziplin des Bedieners ist eine Halbwahrheit.
Schrottspar-Regel: In Hoch-Mix-Umgebungen sollten Sie Fixiermethoden bevorzugen, die laterales Kriechen eliminieren, bevor Sie marginale Vorteile bei der Rüstgeschwindigkeit verfolgen.
| Aspekt | Magnetische / schienenmontierte Folienhalter | Lose verlegte Folie |
|---|---|---|
| Grundaufbau | Montiert auf einem 60-mm-Europaschienen-System; vorne-hinten und in der Höhe verstellbar, um zum Matrizenstapel zu passen | Direkt auf die Matrize gelegt; wird während des Stößelzyklus durch Reibung gehalten |
| Anfangsgeschwindigkeit | Erfordert Einrichtung und Höheneinstellung | Anfangs schneller; einfach hinlegen und zyklen |
| Beste Einsatzmöglichkeit | Produktion mit hoher Variantenvielfalt und häufigen Matrizenwechseln | Läufe mit einem einzigen Material und einer einzigen Matrize |
| Leistung bei hoher Variantenvielfalt | Stabil, wenn richtig eingestellt; Halter verschieben und weitermachen | Beginnt sich bei häufigen V-Matrizenwechseln zu verschieben |
| Primäre Ausfallart | Falsche Höheneinstellung (zu niedrig: kein vollständiger Eingriff; zu hoch: Vorspannung verändert die Biegeformeln) | Allmähliches seitliches Verrutschen durch Blechbewegung |
| Fehlereigenschaften | Rutscht nicht; Fehler hängen von der Einstellung ab | Rutscht schrittweise (1/16″, dann 1/8″); ungleichmäßige Druckverteilung |
| Qualitätsauswirkung | Variation der Biegeformeln bei falscher Einstellung | Ungleichmäßige Flanschqualität; feine Linien unter bestimmtem Licht sichtbar |
| Erkennungszeitpunkt | Typischerweise während der Einrichtung oder bei den ersten Biegungen bemerkbar | Wird oft erkannt, nachdem die Teile die Abkantpresse verlassen haben |
| Abhängigkeitsfaktoren | Maschinenarchitektur, Schienenstandard, Matrizenhöhe, Disziplin des Bedieners | Materialreibung, Matrizenwechsel, Aufmerksamkeit des Bedieners |
| Schrottspar-Regel | Bevorzuge Haltemethoden, die laterales Kriechen in Umgebungen mit hoher Variantenvielfalt eliminieren | Geringfügige Zugewinne bei der Einrichtgeschwindigkeit wiegen das Schrottrisiko durch Kriechen nicht auf |
Lassen Sie uns ein sauberes hypothetisches Szenario durchspielen.
Eine $200-Rolle erreicht 8.000 Biegungen, bevor der durch Abnutzung verursachte Winkelversatz dein Toleranzfenster überschreitet. Das sind $0.025 pro Biegung. Eine günstigere $120-Rolle hält 3.000 Biegungen, bevor die Mittellinienkompression deine Winkel so verändert, dass Nacharbeit erforderlich ist oder sichtbare Markierungen entstehen. Das sind $0.04 pro Biegung.
Die günstigere Rolle wirkt beim Kauf vernünftig. Sie ist 40% billiger im Voraus. Aber pro Biegung ist sie 60% teurer.
Nun füge eine abgelehnte Architekturplatte mit Kosten von $1.200 hinzu, weil Filmkriechen oder Verschleiß eine Matrizenstufe um eine Aussparung gedruckt hat. Deine Premiumrolle müsste während ihrer Lebensdauer nur eine einzige Ausschussteil verhindern, um sich sechsfach selbst zu bezahlen.
Und wir haben den Matrizenverschleiß noch nicht eingepreist. Wenn der Film ungleichmäßig abbaut und dünner wird, entsteht lokaler Metall-auf-Metall-Kontakt. Das ist keine Theorie. Ich habe polierte Untermatrizen gesehen, die Mikroverschweißungen aufnahmen und nachgeschliffen werden mussten. Eine Matrizenüberarbeitung kann zwischen $600 und $900 kosten, je nach Größe.
Aber hier ist der Punkt, den die meisten ROI-Tabellen übersehen: das Leistungsfenster. Urethan bietet keinen identischen Schutz von der ersten bis zur letzten Biegung. Mit zunehmendem Verschleiß steigen die Kompression und sinkt die Wiederholgenauigkeit. Deine tatsächlichen Kosten pro Biegung sollten nur die Biegungen innerhalb deines akzeptablen Toleranzbereichs zählen. Sobald du anfängst, die Tiefe anzupassen, um dem Winkelversatz nachzujagen, investierst du Arbeitszeit, um Materialermüdung auszugleichen.
Wann haben wir entschieden, dass der Verlust fertiger Teile günstiger ist als die Aufrüstung der Schicht, die jede einzelne Biegung schützt
Wenn die Schnittstelle zwischen Blech und Matrize elastisch, kompressibel und in Echtzeit verschleißt, wird die Dicke zu einer weiteren Variablen, die du nicht ignorieren kannst. Wie stark die .015″ oder .030″ deine Biegededuktion und den erforderlichen Pressdruck beeinflussen, ist keine theoretische Frage – es ist Mathematik, die an der Steuerung entsteht.
Letzten Frühling haben wir vorlackierten Stahl der Stärke 14 Gauge durch eine 0,750-Zoll-V-Matrize mit 0,015-Zoll-Urethan auf den Schultern laufen lassen. Die Biegededuktion war eingestellt. Winkel lagen innerhalb eines halben Grades über eine 10-Fuß-Platte. Dann hat der Einkauf 0,030-Zoll-Film vom gleichen Lieferanten eingetauscht – gleiche Härte, doppelte Dicke. Keine Programmänderungen. Das erste Teil von der Presse war 1,8 Grad offen, die Lasche war um 0,042 Zoll zu kurz. Der Stößel lag nicht falsch. Wir hatten nur die Geometrie unter 60 Tonnen Kraft verändert.
Hier ist der Mechanismus: Urethan liegt nicht einfach da. Es komprimiert sich. Bei einem 0,015-Zoll-Film kann man eine Kompression von 30–40% bei Arbeitsdruck sehen. Bei 0,030-Zoll kann die Gesamtkonpression die ursprüngliche Stapelhöhe von 0,015 Zoll überschreiten, wodurch das Blech während der frühen Phase des Hubs höher in der Matrize liegt. Das verschiebt die neutrale Achse und erhöht den effektiven Innenradius, bevor vollständiger Matrizen-Kontakt erreicht wird. Deine CNC glaubt weiterhin, sie biegt Stahl-auf-Stahl. Tut sie aber nicht.
Wenn du 0,030 Zoll Urethan hinzufügst und deine Biegededuktionen nicht anpasst, liegt der Fehler nicht bei der Abkantpresse – sondern bei dir.
Schrottspar-Regel: Behandle jede Änderung der Folienstärke wie eine Werkzeugänderung, die eine Neuberechnung der Biegededuktion erfordert, bevor das nächste Teil den Hinteranschlag erreicht.
Bei vorlackiertem 16-Gauge-Stahl reicht Urethan mit 0,015 Zoll und hoher Härte normalerweise aus, um Schulterabdrücke zu verhindern, ohne den Innenradius merklich zu vergrößern. Die Beschichtung ist dünn. Du schützt die Farbe, nicht kompensierst du Walzhaut oder Oberflächenrauhigkeit. Bei typischen Luftbiegungen unter normaler Tonnage komprimiert sich diese dünnere Schicht vorhersehbar und erreicht einen Endpunkt, der näher an der Stahl-zu-Stahl-Geometrie liegt.
Jetzt wechsle zu verzinktem Stahl.
Die Zinkschicht ist weicher und leicht unregelmäßig. Bediener werden nervös wegen möglicher Abblätterungen bei engen Radien und greifen zu 0,030 Zoll “zur Sicherheit”. Doch dieses dickere Polster bewirkt zwei Dinge gleichzeitig: Es dämpft die Beschichtung und vergrößert die effektive Matrizenöffnung, weil das Blech auf einer kompressiblen Basis aufliegt, bevor es die Matrizenschenkel berührt. In einer schmalen V-Öffnung – sagen wir 0,500 Zoll – bedeutet 0,030 Zoll pro Seite, dass du die Öffnung beim ersten Kontakt funktional verengst und sie dann erweiterst, wenn das Urethan fließt. Das ist kein stabiler Zustand. Das ist ein bewegliches Ziel.
Ich habe verzinkte Teile reißen sehen, nicht weil der Radius in Bezug auf den Stahl zu klein war, sondern weil das Programm eine größere Eindringtiefe vorgab, um den durch Überpolsterung verursachten Federwinkel auszugleichen. Mehr Eindringtiefe bedeutet mehr Dehnung an den äußeren Fasern. Die Beschichtung versagt zuerst. Dann folgt das Grundmetall.
Wo also verläuft die Grenze? In der Praxis ist 0,015 Zoll der Standard für lackierte und verzinkte Werkstoffe unter moderater Tonnage; 0,030 Zoll rechtfertigt sich nur, wenn die Oberflächentoleranz kritisch ist und die Matrizenbreite groß genug, um die zusätzliche Elastizität aufzunehmen, ohne den Radius zu verzerren. Die Wahl der Dicke hängt nicht davon ab, wie nervös du bist – sondern davon, wie viel geometrische Abweichung deine Matrize tolerieren kann.
Schrottspar-Regel: Beginne bei 0,015 Zoll für beschichtete Stähle und gehe auf 0,030 Zoll nur über, wenn deine Matrizenbreite und Biegeberechnung die zusätzliche Elastizität ohne Radiusinstabilität aufnehmen können.
Stell dir eine 0,375‑Zoll‑V‑Matrize vor, die 0,060‑Zoll‑Aluminium mit 0,030‑Zoll‑Urethan über beiden Schultern biegt. Das ist kein Polstern mehr. Das ist ein sekundäres Umformmedium.
Wenn der Stößel herunterfährt, drückt der Stempel das Blech in eine Schicht, die sich wie eine dichte Gummidichtung verhält. Das Urethan fließt seitlich, bevor es vollständig komprimiert wird. Dieser Fluss stützt das Blech näher an der Stempelspitze und vergrößert damit effektiv den Innenradius über das hinaus, was die Matrizenbreite allein vorgeben würde. Sobald das Urethan nach der Entlastung wieder zurückfedert, verstärkt sich der Federwinkel, weil das Blech beim höchsten Druck nie vollständig gegen harten Stahl anlag.
Das Ergebnis ist ein Radius, der größer ist, als deine Luftbiegetabelle vorhersagt, und ein Winkel, der sich weiter öffnet, als deine Federkorrekturtabelle erwartet. Du korrigierst, indem du mehr Tiefe hinzufügst. Jetzt wird das Urethan vorgespannt, bevor das Blech vollständig anliegt. Beim nächsten Teil weicht die Blechdicke leicht ab, die Kompression verändert sich etwas. Dein Innenradius wandert um einige Tausendstel, und dein Winkel driftet über die Serie um ein Grad.
Das ist nicht die Abkantpresse, die an Präzision verliert. Das bist du, der eine elastische Schicht bittet, sich wie gehärteter Werkzeugstahl zu verhalten.
Schrottspar-Regel: Kombiniere niemals dickes Urethan mit einer schmalen V-Matrize, es sei denn, du hast den resultierenden Innenradius und Federwinkel über mehrere Bleche hinweg validiert – nicht nur am ersten Musterteil.
Ich habe einmal die Tonnage bei einer 10‑Fuß‑Biegung von 12‑Gauge‑Weichstahl mit und ohne 0,030‑Zoll‑hochdichtes Urethan gemessen. Gleiche Matrize. Gleicher Stempel. Stahl‑zu‑Stahl lag der Durchschnitt bei 48 Tonnen. Mit Urethan stieg die Spitzenlast auf 58–60 Tonnen, bevor der Winkel geschlossen war. Das ist nicht trivial.
Aber diese Logik ignoriert, was 60 Tonnen Kraft in einer Kontaktzone von 1/8 Zoll bewirken.
Ein Teil dieser zusätzlichen 10–12 Tonnen geht überhaupt nicht in den Stahl. Er komprimiert das Urethan auf seine Arbeitshöhe. Du verbrauchst Maschinenkapazität, um eine Schutzschicht zu verformen. Bei einer Presse, die nahe an ihrer Nennleistung arbeitet, ist dieser Spielraum entscheidend. Bei verzinktem oder hochfestem Material kann diese zusätzliche Kraft den Übergang von sicherer Umformung zu Beschichtungsriss verursachen.
Es gibt auch das Maschinenverhalten zu berücksichtigen. Höhere Tonnage bedeutet mehr Durchbiegung von Stößel und Bett. Selbst mit Bombierung verändert die zusätzliche Belastung, wie gleichmäßig sich die Kraft über die Länge verteilt. Du denkst, du hast die Folie zum Schutz hinzugefügt. Vielleicht hast du gerade Winkelabweichungen an den Enden eingeführt.
Dies ist der Punkt, an dem Urethan als tragendes Element wörtlich wird. Es trägt Last. Es verlangt Last. Und die Presse reagiert entsprechend.
Schrottspar-Regel: Messen Sie die tatsächliche Tonnage mit und ohne Folie bei kritischen Aufträgen und bestätigen Sie, dass Ihre Maschine über eine Kapazitätsreserve verfügt, bevor Sie sich für dickeres Urethan entscheiden.
Wir hatten einen Auftrag – vierundzwanzig Paneele zu je $202 – bei dem eine 0,030-Zoll-Folie nicht verhandelbar war, weil die Oberfläche spiegelblank sein musste. Das erste Teil kam insgesamt um 0,055 Zoll zu lang an beiden Schenkeln heraus. Der im Programm angenommene Biegeabzug beruhte auf einem 0,090-Zoll-Innenradius aus der Luftbiegetabelle. Der tatsächlich mit der Folie gemessene Radius betrug 0,118 Zoll.
Diese Erhöhung des Radius um 0,028 Zoll verschiebt den Biegefreibetrag. Bei einem 90-Grad-Biegen in 0,125-Zoll-Aluminium kann diese Änderung allein den Biegeabzug je nach K-Faktor um etwa 0,040–0,060 Zoll verändern. Das ist kein Zuschnittfehler. Das ist Geometrie.
Die Lösung war nicht mystisch. Wir haben den tatsächlichen Innenradius gemessen, der mit dem Urethan erzeugt wurde. Den Biegefreibetrag mit diesem Radius und einem verifizierten K-Faktor aus einer Schnitt-und-Ätzprobe neu berechnet. Das CNC-Programm aktualisiert. Drei Validierungsteile gefahren. Festgelegt. Die Presse machte genau das, was ihr gesagt wurde, sobald wir ihr die Wahrheit sagten.
Hochwertiges Urethan ist keine “Zusatzoption”. Es ist Teil Ihres Werkzeugstapels. Das bedeutet, dass Ihre Biegetabellen, Ihre Rückfederungskompensation und Ihre Tiefeneinstellungen die komprimierte Arbeitshöhe berücksichtigen müssen, nicht die nominelle Rollendicke. Andernfalls programmieren Sie für Stahl und biegen in Gummi.
Und hier trifft Berechnung auf Disziplin – denn selbst die richtigen Zahlen zerfallen, wenn die Folie nicht flach, zentriert und in gleichmäßiger Höhe auf Bett und Matrize aufgebracht wird.
Schrottspar-Regel: Messen Sie immer den geformten Innenradius mit installiertem Urethan und berechnen Sie den Biegeabzug aus dieser realen Geometrie neu, bevor Sie die Produktion freigeben.
Sie haben den Innenradius gemessen. Sie haben den Biegeabzug neu berechnet. Die Presse ist auf die komprimierte Arbeitshöhe der Folie programmiert.
Warum ruft Sie dann die Spätschicht trotzdem herbei, wenn Winkel abdriften und Kratzer mitten im Lauf auftreten?
Weil Geometrie nicht die einzige Variable ist. Die Montage ist es.
Wenn Urethan eine tragende Schicht ist, dann ist dessen Platzierung auf der Matrize genauso wichtig wie das Einsetzen eines Stempels in den Schlitten: schlampig bedeutet Bewegung, und Bewegung unter 60 Tonnen wird zu Schaden. Ich habe zugesehen, wie Werkstätten eine Stunde damit verbringen, ein erstes Teil abzustimmen, dann eine Folienrolle wie einen Putzlappen über das Bett werfen und sich wundern, warum Teil achtzehn anders aussieht als Teil zwei. Risse mitten im Lauf sind kein Pech. Es ist gespeicherte Energie, die sich dort entlädt, wo die Folie falsch angebracht wurde.
Das ist die Versicherungspolice zwischen dem Schlitten und Ihrer Gewinnmarge. Entweder sie absorbiert den Schlag gleichmäßig, oder sie leitet den Schlag direkt in ein fertiges Paneel.
Schrottspar-Regel: Wenn die Folie die Biegegeometrie beeinflusst, behandeln Sie deren Installation mit derselben Wiederholgenauigkeit wie bei Ihrem Stempel- und Matrizenaufbau – ohne Ausnahmen.
Wir polieren hier kein Showcar. Wir schaffen Reibungskontrolle.
Rostschicht ist offensichtlich. Man fühlt sie mit dem Finger; sie druckt sich durch dünnes Aluminium wie Braille. Aber Ölfilm ist leiser und gefährlicher. Ein dünner Hydrauliknebel auf den Matrizen-Schultern macht aus Urethan ein Rutschblatt, und wenn der Schlitten sich senkt, konzentriert sich die Kompression in lokalen Zonen, anstatt sich gleichmäßig über das V zu verteilen.
Dort beginnen die Risse.
Unter Last will das Urethan am Stahl haften. Wenn es das nicht kann, dehnt es sich mikroskopisch an der Stelle mit dem höchsten Druck – normalerweise genau am Stempelradius. Nach ein paar hundert Zyklen entsteht dann ein Längsriss. Nicht dramatisch. Gerade genug, um eine Linie in eine $202-Spiegelblechplatte am vierundzwanzigsten Teil zu prägen.
Öl verändert die Reibung. Rost verändert die Höhe. Beides verändert, wie die Last durch den Film fließt.
Wische die Stempelschultern mit Lösungsmittel ab. Entferne die Oxidschicht mit einem feinen Schleifmittel. Es geht nicht ums Polieren; du normalisierst den Kontakt, damit das Urethan über seine gesamte Breite gleichmäßig gestützt wird.
Schrottspar-Regel: Reinige die Stempelschultern bis auf blanken, gleichmäßigen Stahl vor jeder Folienmontage – entferne Öl, um die Reibung zu kontrollieren, und entferne Zunder, um die Höhe zu kontrollieren.
Eine Falte ist einfach überschüssiges Material, das keinen Platz hat.
Wenn der Stößel schließt, verschwindet dieser Überschuss nicht. Er wird in das Werkstück gepresst.
Stell dir eine leichte Welle über den Film vor, kaum sichtbar. Unter 60 Tonnen in einer Kontaktzone von 1/8 Zoll wird diese Welle zu einem Kamm. Der Stempel drückt das Blech hinein, und das Urethan wird ungleichmäßig komprimiert – dicker an der Falte, dünner daneben. Diese Dickenvariation verändert lokal die effektive V-Öffnung, was den Innenradius um ein paar Tausendstel verschiebt. Genug, um den Winkel um einen Bruchteil eines Grades zu verändern. Genug, um dich dazu zu bringen, Tiefeinstellungen zu jagen, die nie das eigentliche Problem waren.
Und die Oberfläche? Die Faltenkante wird zur Drucklinie. Die Presse weiß nicht, dass sie nur optisch ist. Sie spürt nur Widerstand.
Ich spanne die Rolle, als würde ich eine Schnurschlaglinie ziehen – fest, aber nicht wie eine Banjo-Saite. Ein Bediener führt, der andere glättet von der Mitte nach außen, mit flachen Handflächen, um Lufttaschen zu beseitigen, bevor sie zu Drucktaschen werden. Wenn sich die Folie zurückrollen will, liegt das an gespeicherter Spannung aus der Rollenerinnerung. Lass sie ein paar Minuten außerhalb der Maschine entspannen, bevor du sie auflegst.
Falten sind zukünftige Kratzer, die nur darauf warten, vom Stößel in das fertige Teil gedrückt zu werden.
Schrottspar-Regel: Trage Urethan unter kontrollierter, gleichmäßiger Spannung auf und glätte von der Mitte nach außen – jede sichtbare Welle ist unter Last garantiert eine Druckspur.
Selbstklebende Folien lösen Bewegungsprobleme, schaffen aber ein anderes – Rückstände und ungleichmäßige Stapelhöhe.
Ich bevorzuge nichtklebendes Hochleistungs-Urethan und eine mechanische Fixierung.
So funktioniert es: Richte die Folie bündig mit der Vorderkante des Stempels aus, klemme beide Enden leicht mit flachen Federklemmen außerhalb der Biegeszone fest, und bringe dann einen einzigen Streifen hochwertiges Abdeckband nur entlang der hinteren Kante an – fern von den Stempelschultern. Das Band ist nicht strukturell; es verhindert ein Verrutschen während des Indexierens. Die Klemmen übernehmen die Spannung.
Warum kein Klebeband über die Stempeloberfläche? Weil Klebeband sich anders zusammendrückt als Urethan. Unter Last wird es wie Zahnpasta herausgedrückt und hinterlässt eine Dickenlücke. Jetzt ändert sich dein Lastpfad mitten im Hub. Du hast gerade eine Variable eingeführt, die du nicht sehen kannst.
Diese Klemmen-und-Klebeband-Methode fügt vielleicht neunzig Sekunden zur Rüstzeit hinzu. Neunzig Sekunden sind billiger als ein abgelehntes $202-Blech. Ich habe schon vierundzwanzig $202-Platten verschrottet, weil sich eine Folie um 1/16 Zoll verschoben und die rohe Stempelschulter an der Rückbiegekante freigelegt hat.
Bewegung ist der Feind. Spannung ohne Verformung ist das Ziel.
Schrottspar-Regel: Sichere nichtklebendes Urethan nur mit Endklemmen und Klebeband an der hinteren Kante – niemals kompressibles Band im Lastpfad platzieren.
Selbst perfekte Installation hat eine begrenzte Lebensdauer.
Urethan versagt nicht auf einmal. Es kündigt sich an. Die Matrizen-Schultern polieren eine Spur hinein. Man sieht ein leicht dunkleres Band, wo Aluminiumoxid- oder verzinkte Partikel in die Oberfläche eingebettet sind. Dieses eingebettete Korn wird zu einer Schleifmischung.
Ignorieren Sie es, und das nächste Teil bezahlt den Preis.
Fahren Sie alle zehn bis zwanzig Zyklen bei kosmetischen Arbeiten mit dem Finger über den Verschleißpfad. Wenn Sie eine Rille fühlen oder Partikel-Sprenkel sehen, führen Sie die Rolle ein oder zwei Zoll weiter. Warten Sie nicht auf einen Kratzer, um zu bestätigen, was Ihre Augen Ihnen bereits gesagt haben. Hochvolumige europäische Werkstätten beklagen, dass Urethan an Wiederholgenauigkeit verliert, wenn es weicher wird. Sie haben nicht Unrecht – aber die meisten dieser Ungenauigkeiten zeigen sich zuerst als ungleichmäßiger Verschleiß an den Schultern, nicht als kompletter Materialbruch.
Das Weiterführen der Rolle ist günstiger, als eine Linie herauszupolieren, die nicht existieren sollte.
Aber hier ist die Grenze: Wenn Sie schmale V-Matrizen mit hoher Tonnage im Produktionstempo fahren, wird der Film schneller abgebaut, als es Ihrem Schichtrhythmus lieb ist. Es gibt einen Punkt, an dem Stahlwerkzeuge – oder ein anderes Schutzmedium – mehr Sinn ergeben.
Schutz hat einen Bruchpunkt. Verleugnung auch.
Schrott-Sparer-Regel: Schulter-Verschleißbänder proaktiv inspizieren und das Urethan weiterführen, bevor eingebettete Partikel oder Rillen in eine fertige Oberfläche gedruckt werden können.
Ich erinnere mich an das erste Mal, als mich ein Team mit ernstem Gesicht darum bat, Film für einen Prägestoß auf 3/16 Aluminium zu legen. Acht Fuß lange Paneele. Die kosmetische Seite außen. Vollständiges Bottoming, auf der Jagd nach einem engen Innenradius. Das Pressen-Diagramm verlangte nach einer Tonnage, die den Stößel zum Knurren brachte.
Sie dachten an Kratzschutz.
Ich dachte daran, was passiert, wenn man von einer kompressiblen Schicht erwartet, dass sie Kräften standhält, die dafür gemacht sind, Metall kalt zu formen.
Bis zu diesem Punkt haben wir Urethan als diszipliniertes, lastverteilendes Interface behandelt – flach installiert, korrekt gespannt, wie Werkzeug überwacht. Diese Disziplin hält Sie beim Luftbiegen profitabel. Aber Prägen ist ein anderes Tier. Beim Luftbiegen berührt das Blech die Punzenspitze und die Matrizen-Schultern; das Material schwebt dazwischen. Beim Prägen treibt der Stößel die Punzenspitze in das Material, bis es dem Matrizenwinkel entspricht. Sie führen kein Metall mehr, Sie pressen es in Form.
Und alles, was zwischen Stahl und Stahl liegt, wird zu einem weiteren Ding, das der Stößel pressen muss.
Selbst hochwertiges Polyester-Urethan – die Sorte, die gleitende Abrasion widersteht und Stöße wegsteckt – hat eine Kompressionsgrenze. Ich werde keine magische Tonnagezahl erfinden, weil es von V-Öffnung, Materialbreite und Punzenspitzenradius abhängt. Aber ich gebe Ihnen den Mechanismus: Wenn die Tonnage steigt, steigt der Kontakt-Druck an den Matrizen-Schultern sprunghaft. Dieser Druck überschreitet den elastischen Bereich des Films. Das Urethan hört auf zurückzufedern und beginnt zu fließen. Mikroskopische Scherung wird zu Oberflächenglanz. Glanz wird zu Wärme. Wärme beschleunigt den Abbau. Was wie eine wiederverwendbare Barriere aussah, wird zu einer dünner werdenden Unterlage.
Aber diese Logik ignoriert, was 60 Tonnen Kraft in einer Kontaktzone von 1/8 Zoll bewirken.
Unter Prägelast “schützt” der Film nicht. Er wird an den Schultern dünner und in der Mitte dicker gepresst. Das verändert Ihre effektive V-Öffnung während des Hubs. Sie sehen es als Winkelabweichung, die Sie nicht ganz ausgleichen können. Sie jagen Tiefenanpassungen. In der Zwischenzeit stirbt der Film bei jedem Kompressionszyklus ein Stück.
Schrott-Sparer-Regel: Wenn der Auftrag echtes Prägen oder Bottoming bei laut Diagramm voller Tonnage verlangt, davon ausgehen, dass Urethan-Film plastisch verformt wird und ihn aus dem Lastpfad entfernen.
Machen Sie einen kontrollierten Vergleich. Gleiche 0,125 Aluminium, gleiche 1-Zoll V-Matrize. Erster Durchlauf: Luftbiegen auf 90 Grad. Zweiter Durchlauf: Prägen, um Winkel zu fixieren und Rückfederung zu reduzieren.
Beim Luftbiegen erfährt das Urethan lokalen Kontakt an den Schultern und leichtes Gleiten unter dem Blech. Eine hochwertige 90-Durometer-Folie kann Dutzende – manchmal Hunderte – Zyklen überstehen, wenn man sie weiterbewegt, bevor sich Schmutz einbettet. Die Belastung ist intermittierend und teilweise elastisch. Die Folie erholt sich.
Beim Prägen verschwindet die Erholung. Die Spitze des Stempels treibt das Blech vollständig in den Matrizenwinkel und komprimiert die Folie über eine größere Fläche. Jetzt verlangt man von dem Urethan nicht, dass es dämpft, sondern dass es dem plattgedrückt werden zwischen zwei gehärteten Werkzeugen widersteht. Die bleibende Kompression summiert sich. Nach einer Handvoll Hübe messen Sie die Folienstärke an der Schulterspur. Sie wird nicht mehr der Ausgangsstärke entsprechen.
Und sobald sich die Dicke ändert, ändert sich die Geometrie.
Polyether-Urethane sind bei Aufprallabrieb besser als Polyester-Typen; Polyester ist beim Gleiten besser. Diese Chemie spielt beim Luftbiegen eine Rolle, wo der Reibungsmodus dominiert. Beim Prägen ist die Chemie der Physik untergeordnet. Wenn der Kontaktdruck die elastische Grenze überschreitet, geben beide Familien nach. Fügen Sie die Wärme aus wiederholten Zyklen in der Werkstatt hinzu, und Sie senken diese Grenze weiter. Was bei Raumtemperatur zehn Hübe übersteht, kann bei einem Produktionslauf schon nach fünf verglasen.
Die wahre Antwort auf “bei welcher Tonnage?” lautet daher: In dem Moment, in dem Ihr Prozess plastische Verformung des Blechs durch vollständigen Matrizenkontakt erfordert, arbeiten Sie auf einem Druckniveau, bei dem die Lebensdauer der Folie von “verwaltbarer Verbrauchsartikel” zu “unvorhersehbarem Ausfallpunkt” wechselt.”
Das ist kein moralisches Urteil. Es ist ein Lastfall.
Stellen Sie sich nun eine 30-Grad-Stempelspitze vor, so scharf, dass Sie die Kante durch einen Handschuh spüren können. Wir formen eine spitze Rückverkantung an eloxiertem Aluminium. Natürlich mit der optisch ansprechenden Seite außen.
Legen Sie eine 0,030-Zoll-Folie über die Matrize und fahren Sie den Stößel langsam herunter. Beobachten Sie, was an der Stempelspitze passiert. Die Kontaktfläche verengt sich dramatisch im Vergleich zu einem 90-Grad-Werkzeug. Der Druck konzentriert sich entlang einer dünneren Linie. Das Urethan kann die Last seitlich nicht verteilen, bevor der Stempel das Blech durchdringt und in die V-Form zwingt.
Bei einem scharfen Stempel ist die Versagensart nicht die globale Kompression, sondern das Schneiden und Scheren. Die Folie explodiert vielleicht nicht. Sie kann kleine Kerben selbst versiegeln – das ist ein Vorteil präzisionsgegossener Urethanplatten. Aber bei 30 Grad ritzt jeder Hub dieselbe Linie. Wiederholung verwandelt diesen Ritz in einen Riss. Der Riss wird zu einer Erhöhung. Die Erhöhung druckt sich in das Werkstück.
Kann Folie für einige wenige Prototypenschläge funktionieren? Ja, wenn die Tonnage moderat ist und man den Verschleiß bei jedem Zyklus überwacht. Ist sie geeignet für einen kosmetischen Lauf mit 200 Stück? Nicht ohne sie wie ein kritisches Maß zu beaufsichtigen.
Und wenn der Schutz ständige Wachsamkeit erfordert, um zu verhindern, dass der Schutz selbst zum Defekt wird, muss man sich fragen, was man wirklich rettet.
Ich habe einmal vierundzwanzig Paneele bei $202 verschrottet, weil wir darauf bestanden, “die Rolle zum Laufen zu bringen” bei einem hochtonnigen Architekturauftrag. Die Folie riss nicht dramatisch. Sie wurde ungleichmäßig komprimiert. Der Winkel driftete. Eine leichte Schulterlinie erschien bei Teil neunzehn. Bis Teil vierundzwanzig hatten wir einen Stapel polierter Aluminiumteile im Wert von $4,848 und eine Mannschaft, die vorgab, es sei Pech gewesen.
Es war kein Pech. Es war Überabhängigkeit.
Permanente Urethan-Matrizeinsätze – gegossene Pads, die in der Matrizenkavität sitzen – ändern die Gleichung. Sie sind dicker. Sie werden über ihre volle Breite gestützt. Sie sind dafür konstruiert, Last zu tragen, nicht nur geopfert zu werden. Weil sie fest eingesetzt sind, wandern sie nicht. Weil sie maßhaltig sind – oft im Bereich von wenigen Tausendstel – bieten sie eine stabile, vorhersehbare kompressible Schicht.
Sie berücksichtigen immer noch die Dicke in Ihren Biegeberechnungen. Sie überwachen weiterhin den Verschleiß. Aber Sie legen nicht länger eine temporäre Versicherung zwischen Stößel und Gewinnspanne und hoffen, dass sie Prägelasten übersteht.
Hier ist der praktische Übergangspunkt, den ich nutze: Wenn der Auftrag vollständiges Tonnage-Bottoming erfordert, spitzes Werkzeug unter 45 Grad für Produktionsmengen oder Zykluszahlen, bei denen das Vorrücken der Folie alle 10–20 Hübe den Ablauf stört, kalkuliere ich dedizierte Einsätze mit ein. Nicht als Luxus. Als Werkzeug.
Wann haben wir entschieden, dass der Verlust fertiger Teile günstiger ist als die Aufrüstung der Schicht, die jede einzelne Biegung schützt
Schrott-Sparer-Regel: Sobald Urethanfolie mehr Betreuung erfordert als Ihr Stempel und Ihre Matrize, ersetzen Sie sie durch einen permanenten, belastungsgerechten Einsatz und behandeln Sie Oberflächenschutz als Werkzeug – nicht als Verpackung.
Wenn Folie unter hoher Tonnage und scharfem Werkzeug versagt, lautet die Antwort nicht “dickere Folie”. Es geht darum, Urethan so zu spezifizieren, wie Sie Stempel und Matrizen spezifizieren: nach Lastfall, chemischer Zusammensetzung, Unterstützungsart und Lebensdauer.
Ein permanenter Einsatz ist keine über ein V gelegte Rolle. Es handelt sich um ein gegossenes oder bearbeitetes Urethanpolster, meist Polyether-basiert für Hydrolysebeständigkeit, das vollständig in der Matrizenhöhlung sitzt, sodass der Lastpfad durch unterstütztes Material statt durch einen schwebenden Streifen läuft. Die Wahl der Härte (Durometer) erfolgt je nach Umformmodus – weicher für optische Luftbiegungen, bei denen Anpassungsfähigkeit gewünscht ist, härter, wenn Winkelstabilität unter höherer Tonnage wichtig ist. Danach legen Sie die Dickentoleranz fest, denn eine ±0,005-Variation bei einem fest eingesetzten Einsatz führt genauso sicher zu Winkelabweichungen wie eine abgenutzte Matrizenspitze.
Hier stolpern die meisten Werkstätten. Sie kaufen “Urethan” wie Putztücher. Aber die Polyether- versus Polyester-Chemie bestimmt, wie dieser Einsatz Feuchtigkeit, Hitze von der Pressebremse und im Raum schwebenden Kühlmitteldunst übersteht. Polyester kann Gleitabrieb gut aushalten, ist jedoch anfälliger für Hydrolyse in warmen, feuchten Werkstätten. Polyether widersteht Feuchtigkeitsangriffen und behält seine Eigenschaften länger unter realen Bedingungen – nicht unter Prospektbedingungen. Wenn Ihre Pressebremse im August in einer nicht klimatisierten Halle steht, ist Chemie kein theoretisches Thema.
Scrap-Saver Regel: Legen Sie Chemie und Härte des Einsatzes entsprechend Lastfall und Umgebung fest, bevor Sie den Auftrag kalkulieren.
Qualitätskontrolle ist die nächste Bruchlinie. Urethan, das nicht korrekt gemischt, entgast und gehärtet wird, kann unverarbeitete Komponenten, Maßungenauigkeit oder innere Blasen enthalten, die unter Druck zusammenfallen. Ich habe Einsätze gesehen, die auf der Werkbank perfekt aussahen, aber bei Teil zwölf Linien von Hohlräumen in eloxierte Paneele übertrugen. Ein seriöser Lieferant liefert Maßtoleranzen, Aushärtungsprotokoll und Chargenrückverfolgbarkeit; wenn er diese Sprache nicht spricht, verkauft er Material, nicht Werkzeug.
Und denken Sie auch an die Gesundheit. Korrekt gehärtete Einsätze sind im Betrieb meist stabil, aber frisch gegossenes oder schlecht hergestelltes Polyurethan kann VOCs ausgasen, besonders bei Erwärmung. Die Pressebremse erzeugt Wärme. Reibung erzeugt Wärme. Wenn Sie einen neuen Einsatz in eine Produktionszelle einbauen, lassen Sie ihn nachhärten und belüften Sie gemäß Herstellerangaben, bevor Sie einen Bediener für acht Stunden darüber positionieren. Produktionsstrategie schließt Luftqualität ein.
Die Umsetzung wird daher prozedural, nicht beiläufig. Setzen Sie den Einsatz so ein, dass er über die gesamte Matrizenbreite voll unterstützt wird. Beseitigen Sie Spalten, die seitliches Kriechen ermöglichen. Berechnen Sie Biegedifferenzen und Rückfederung mit der Kompressibilität des Einsatzes neu – führen Sie Teststücke, messen Sie den tatsächlichen Winkel unter Produktionstonnen und fixieren Sie diese Werte im Programm. Legen Sie dann ein Prüfintervall basierend auf Zyklusanzahl und sichtbarem Schulterverschleiß fest, genauso wie Sie das Wachstum des Stempelspitzenradius verfolgen.
Sie schützen nicht mehr nur Teile. Sie entwickeln die Schnittstelle zwischen dem Schlitten und Ihrer Gewinnmarge.
Das verändert, was Sie messen.
Das erste Mal, dass Sie mitten im Lauf aufhören, Matrizen-Schultern zu polieren, fühlt sich wie Schummeln an.
Mit Folie, insbesondere unter höherer Belastung, setzt sich Schmutz ein. Die Folie verschiebt sich. Eine feine Linie erscheint auf Teil sieben. Nun steht die Pressebremse still, während jemand die Matrize mit Scotch-Brite bearbeitet, abwischt, die Folie neu verlegt und das Programm anpasst, weil sich die Dicke geändert hat. Zehn Minuten hier. Fünfzehn dort. Es taucht nicht als Ausschuss auf. Es erscheint als “normal”.”
Ein eingesetzter Einsatz wandert nicht und hält keinen Schmutz wie eine lose Schicht fest. Da er fest eingespannt ist, findet die Gleitbewegung gegen eine stabile Oberfläche statt, nicht gegen eine verschiebende Membran. Diese Stabilität bedeutet weniger überraschende Unterbrechungen zur Verfolgung kosmetischer Mängel. Bei einem Lauf von 300 Teilen sind selbst vier vermiedene Durchgänge zum Reinigen und Zurücksetzen à 12 Minuten nahezu eine Stunde zurückgewonnene Spindelzeit – hypothetisch, ja, aber jeder Vorarbeiter weiß, wie schnell sich diese “kleinen” Unterbrechungen summieren.
Die Pressebremse verdient Geld, wenn der Schlitten unter Kontrolle bewegt wird, nicht wenn ein Vorarbeiter gehärteten Stahl poliert, um das zu beheben, was eine $40-Rolle verursacht hat.
Scrap-Saver Regel: Wenn der Oberflächenschutz Sie zwingt, den Schlitten anzuhalten, um das Werkzeug zu warten, kostet der Schutz mehr, als er spart.
Ausschuss ist laut. Nacharbeit ist leise.
Vierundzwanzig Paneele bei $202 sind $4.848, die Sie mit roter Tinte einkreisen können. Aber was ist mit den zwei Stunden, die ein Fertiger damit verbringt, eine feine Schultermarkierung auf gebürstetem Edelstahl auszuschleifen, in der Hoffnung, dass die Körnung sie verdeckt? Was ist mit den Teilen, die die Kontrolle bestehen, aber zusätzliche Handhabung erfordern, weil die Bediener der Oberfläche nicht trauen?
Wenn Einsätze die Geometrie konstant halten, schrumpft die Winkelabweichung. Wenn die Winkelabweichung schrumpft, verbessert sich die Passgenauigkeit im weiteren Verlauf. Weniger Klemmen. Weniger sanfte Schläge mit dem Schonhammer. Die Einsparungen summieren sich in Abteilungen, die die Pressebremse nie berühren.
Das ist der nicht offensichtliche Teil: Schutz bestimmt die Geometriestabilität, und Geometriestabilität bestimmt Arbeitsstunden weit über das Biegen hinaus. Die tatsächlichen Kosten pro Biegung schließen den Schweißer ein, der nicht mit einer falsch ausgerichteten Lasche kämpfen muss, und den Bearbeiter, der einem Projektleiter keine polierte Spur erklären muss.
“Aber diese Logik ignoriert, was 60 Tonnen Kraft in einer 1/8-Zoll-Kontaktzone bewirken.” Genau. Diese Kraft verformt entweder einen kontrollierten, bewerteten Einsatz vorhersehbar – oder sie findet das schwächste Glied und hinterlässt ihre Signatur auf Ihrem Teil.
Schrott-Sparer-Regel: Verfolgen Sie Nacharbeitsstunden, die mit Biegeinkonsistenzen verbunden sind, und ordnen Sie sie Ihrer Wahl der Oberflächenschutzmethode zu.
Kosmetisches Aluminium und vorgefertigter Edelstahl sollten sich nicht wie Glücksspiel anfühlen.
Mit losem Film achten Sie bei jedem Zyklus auf Falten, Risse und eingebetteten Schmutz. Der Schutz hängt von Wachsamkeit ab. Ein verpasster Vorschub der Rolle, und der Grat druckt sich in ein $202 Spiegelqualität-Panel, weil die Schicht, die es schützen sollte, selbst zum Defekt wurde.
Ein dauerhafter Einsatz verlagert die Oberflächenqualität von der Aufmerksamkeit des Bedieners auf das Systemdesign. Die Kontaktfläche ist gleichmäßig, spannungsfrei und wiederholbar. Sobald Sie diese Kombination – Einsatzhärte, Dicke, Biegeprogramm, Tonnage – validieren, können Sie empfindliches Material bearbeiten, ohne jeden Hub überwachen zu müssen. Makellos wird zur Grundlage, nicht zum Best-Case-Szenario.
Das bedeutet nicht unbegrenzte Lebensdauer. Einsätze nutzen sich ab. Sie komprimieren sich mit der Zeit. UV-Einwirkung kann bestimmte Formulierungen vergilben, wenn Sie sie schlecht lagern. Die Lebensdauer muss in Zyklen oder visuellen Kriterien definiert werden, nicht durch Wunschdenken. Aber definierter Verschleiß ist beherrschbar. Zufälliger Filmfehler ist es nicht.
Wann haben wir entschieden, dass der Verlust fertiger Teile günstiger ist als die Aufrüstung der Schicht, die jede einzelne Biegung schützt
Werkstätten, die Urethan als Posten behandeln, jagen Kratzern ewig hinterher. Diejenigen, die es als belastungsbewertetes Werkzeug betrachten, beginnen, in Zyklen, Toleranzen und Chemie zu budgetieren – und ihre Schrottberichte werden langweilig.
Schrott-Sparer-Regel: Machen Sie Oberflächenschutz zu einem spezifizierten, inspizierten und budgetierten Werkzeugbestand – oder bezahlen Sie weiterhin dafür als unvorhersehbaren Schrott.


















