

Öğleden sonra 4:37“de, atölye ışıkları altında kusursuz görünen cilalı 5052 panelleri istifliyorduk. 5:10”da, güneş ışığında, her büküm hattında alt kalıptan kaynaklanan fermuar benzeri silik bir iz görünüyordu. Tanesi 202,50$ olan yirmi dört panel. 38.000$'lık bir işi "koruması" için maskeleme bandına güvendiğimiz için 4.860$ doğrudan hurdaya gitti.
Ondan sonra bant markasını değiştirmedim. Pres ile kâr marjım arasında neyin durduğu hakkındaki düşünce şeklimi değiştirdim.
Çoğu atölye, abkant pres filmini atölye bezleri gibi görür; ucuz, değiştirilebilir, yırtılana kadar yeterince iyi. Ben de öyle yapıyordum. Bir rulo maskeleme bandı öğle yemeği parasına mal olur; bir şerit PVC kaplama temiz görünür ve kaygan hissettirir. Mantık kusursuz görünür: Eğer kalıp parçaya dokunamazsa, parça çizilmez.
Ancak bu mantık, 60 tonluk bir kuvvetin 1/8 inçlik bir temas bölgesinde ne yaptığını görmezden gelir. Yük altında pres, film üzerinde “dinlenmez”. Onu sıkıştırır, inceltir ve yana doğru iter. Bariyer olarak başlayan şey, kiri ve kalıp kusurlarını cilalı alüminyumun üzerinde sürükleyen bir taşıma bandına dönüşür.
Parça ile kalıp arasındaki malzeme öngörülemez bir şekilde deforme oluyorsa, yüzeyi mi koruyorsunuz yoksa hasarın yerini mi değiştiriyorsunuz?
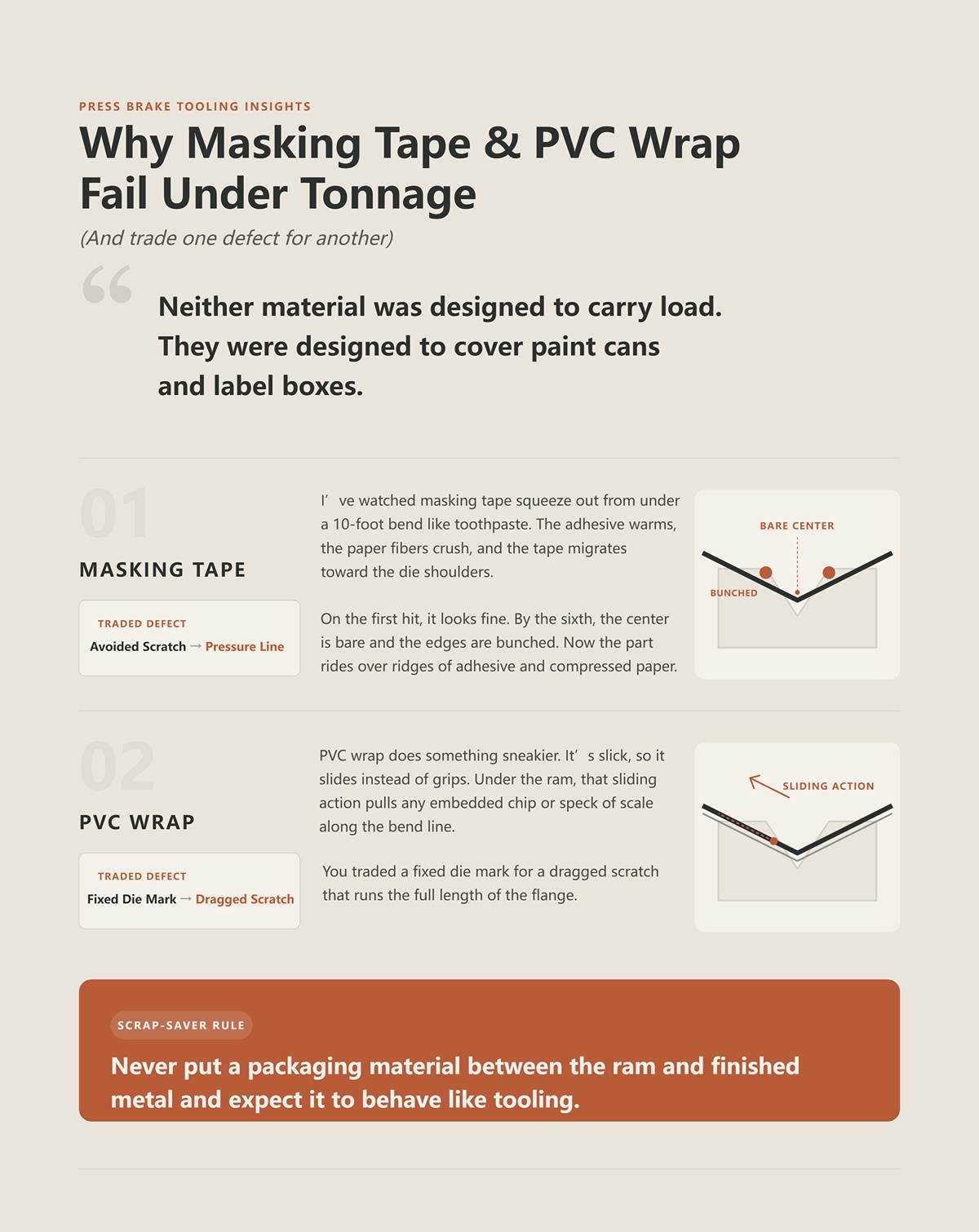
Maskeleme bandının 10 metrelik bir bükümün altından diş macunu gibi dışarı sıkıştığını izledim. Yapıştırıcı ısınır, kağıt lifleri ezilir ve bant kalıp omuzlarına doğru kayar. İlk vuruşta iyi görünür. Altıncı vuruşta merkez çıplak kalır ve kenarlar toplanır. Artık parça, yapıştırıcı ve sıkışmış kağıt yığınlarının üzerinden geçer.
Böylece kaçındığınız çizik, düzensiz kalınlıktan kaynaklanan bir basınç çizgisine dönüşür.
PVC kaplama daha sinsi bir şey yapar. Kaygandır, bu yüzden tutunmak yerine kayar. Presin altında bu kayma hareketi, büküm hattı boyunca gömülü herhangi bir çapağı veya tufal zerresini sürükler. Sabit bir kalıp izini, flanşın tüm uzunluğu boyunca uzanan sürüklenmiş bir çizikle takas ettiniz.
Hiçbir malzeme yük taşımak için tasarlanmamıştır. Onlar boya kutularını kapatmak ve kutuları etiketlemek için tasarlanmıştır.
Hurda Tasarruf Kuralı: Asla bir ambalaj malzemesini pres ile bitmiş metal arasına koymayın ve onun takım gibi davranmasını beklemeyin.
Hesabı satın alma departmanının sabah 9:00'da yaptığı gibi değil, bir ustabaşının akşam 6:00'da yaptığı gibi yapın.
Haftada 200 adet ön kaplamalı çelik panel büktüğünüzü ve parça başına 18$ kâr marjınız olduğunu varsayalım. Eğer “yeterince iyi” koruma, kozmetik hasar nedeniyle %3'ünün reddedilmesine neden oluyorsa, bu altı parça demektir. Bu hafta 108$'lık kâr gitti. Bir yıl içinde bu 5.616$ eder.
Şimdi aynı pres için yüksek kaliteli üretan kalıp filmini fiyatlandırın. Yılda birkaç bin dolara mal olsa bile, başa baş hurda oranı şaşırtıcı derecede düşüktür; genellikle kozmetik açıdan hassas işler için %2'nin altındadır.
Kırılma noktası dramatik değildir. Sessizdir. Şurada bir panel. Burada bir yeniden işleme. Müşterinin “kaplama tutarlı değil” diyerek indirim istemesi.”
Bitmiş parçaları kaybetmenin, her bir bükümü koruyan katmanı yükseltmekten daha ucuz olduğuna ne zaman karar verdik?
Kalıpları ayna gibi parlatmak için para ödedim. Krom gibi görünüyorlardı. Eloksallı alüminyumdaki ilk çalışmada yine de kılcal çizgiler gördük.
Çünkü polisaj basıncı değiştirmez. Abkant pres, kuvveti V-kalıbın iki dar omuzu boyunca yoğunlaştırır. Kusursuz bir yüzey bile mikro aşınma (kalıp ile parça arasında mikroskobik malzeme transferi) yapacaktır; özellikle daha yumuşak alaşımlarda. Buna bir de görünmez bir atölye tozu zerresi eklerseniz, o zerre yük altında bir kesici takıma dönüşür.
Çıplak, polisajlı kalıp bir değişkeni ortadan kaldırır: yüzey pürüzlülüğü. Ancak kirlenmeyi ortadan kaldırmaz. Kuvveti dağıtmaz. Şoku emmez.
Parlaklığın koruma olduğunu sanıyorduk. Oysa sadece estetikmiş.
Eğer kalıp finişi temas gerilimi fiziğini değiştiremiyorsa, ne değiştirebilir?
0,125 inçlik 5052 malzemeyi işleyen 10 fitlik bir abkant preste, uzunluk boyunca yaklaşık 60 ton ile 90 derecelik bir büküm yapıyorduk. Maskeleme bandı üçüncü vuruşta yırtıldı. PVC kırıştı ve kalıp omuzlarını parçanın içine doğru polisajladı. Sonra içine 90-durometre üretan şerit yerleştirdik (nalbur plastiği değil, gerçek kalıp filmi) ve aynı programı çalıştırdık.
Maksimum tonajda, sıkıştığını görebiliyordunuz. Ekstrüde olmuyor. Kesilmiyor. Sıkışıyor.
Ve koç kalktığında, eski kalınlığına geri dönüyordu.
Bu geri dönüş tüm hikayeyi anlatıyor. Abkant pres, kuvveti kalıp omuzları boyunca dar bir hat üzerinde iletir. Eğer o hattaki malzeme akarsa (yani kalıcı olarak deforme olursa), kalınlığı kaybetmiş, tekdüzeliği yitirmiş ve metal metale temasa davetiye çıkarmış olursunuz. Eğer hafızası varsa (elastik toparlanma), darbeyi emer ve bir sonraki döngüye hazır şekilde geri döner. Bu bir paketleme davranışı değildir. Bu, yük taşıma davranışıdır.
Hurda Tasarruf Kuralı: Parçanız ile kalıp arasındaki katman, tam tonajdan sonra elastik olarak eski haline dönmüyorsa, bu bir koruma değil, ön-hurdadır.

Zımba strokun dibine ulaştığı anı dondurun.
Çelik, büküm hattında akmaktadır. Kalıp omuzları kuvveti yaklaşık sekiz inçlik bir temas bölgesinde yoğunlaştırır. Aradaki bariyerin iki seçeneği vardır: akmak veya esnemek.
Maskeleme bandı akar. Kağıt lifleri ezilir, yapıştırıcı sürtünme ısısından dolayı yumuşar ve malzeme yana doğru göç eder. Bu göç, merkez hattını inceltir. Altıncı parçada, kenarlarda yapıştırıcı çıkıntıları olan çıplak çelik üzerinde büküm yapıyorsunuz demektir.
Üretan ise (doğru belirtildiğinde) bunun yerine esner. Zımba penetrasyonu altında sıkışır ve geçici bir dişi kalıp oluşturur. Sacı zımba burnunun etrafına sardığını, kalıp kenarını parçaya basmadan bükümü destekleyecek kadar şekil aldığını izledim. Bu pasif bir yastıklama değildir. Bu, yük altında değişen geometridir.
Ancak çoğu satış temsilcisinin yüksek sesle söylemeyeceği püf nokta şudur: üretan ancak onu gerçekten yüklerseniz “aktifleşir”. Çok sığ bir penetrasyon veya çok düşük bir tonajla çalışırsanız, sert bir mat gibi öylece durur. Sarma olmaz. Yeniden dağıtım olmaz. Korunduğunuzu sanırsınız ama temas gerilimi hala kalıp omuzlarına binmektedir.
Fakat bu mantık, 60 tonluk bir kuvvetin 1/8 inçlik bir temas bölgesinde ne yaptığını göz ardı eder. Yeterli yük altında, yüksek kaliteli üretan elastik sıkışma aralığına girer ve kalınlığını kaybetmek yerine enerji depolar. Koç geri çekildiğinde, depolanan bu enerji onu eski profiline döndürür. İşte hafıza budur. Tekrarlanabilirlik budur.
Farklı formülasyonlar önemlidir. Daha yumuşak 70-durometre bir şerit, hafif sac boyalı çelikte harika bir uyum sağlar ancak ağır paslanmaz çelikte daha hızlı aşınabilir. Daha sert 95-durometre bir parça daha yüksek tonaja dayanır ancak ince alüminyum üzerinde o kadar agresif bir sarma yapmaz. Fizik değişmez, sadece çalışma aralığı değişir.
Yani asıl soru “Üretan işe yarar mı?” değil, “Durometre, üzerinde çalıştığınız yüke uygun mu?” sorusudur.”
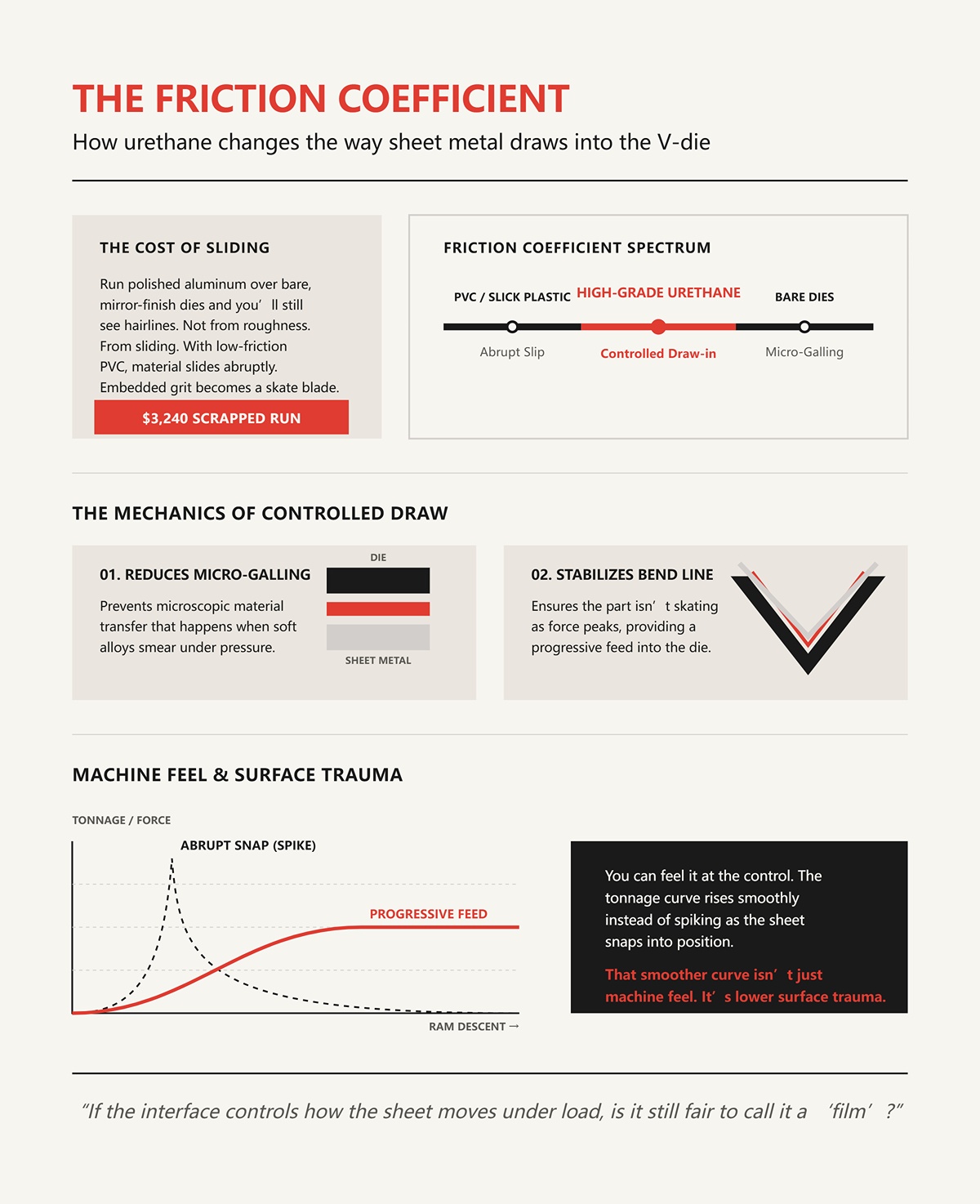
Parlatılmış alüminyumu çıplak, ayna parlaklığındaki kalıpların üzerinde çalıştırırsanız yine de kılcal çizgiler görürsünüz. Pürüzlülükten değil. Kaymadan dolayı.
Koç aşağı inerken, sacın V içine doğru çekilmesi gerekir. PVC gibi düşük sürtünmeli arayüzlerde malzeme aniden kayar. İçine gömülü herhangi bir çapak, flanş uzunluğu boyunca sürüklenen bir paten bıçağına dönüşür. Tek görünür kusurun mükemmel şekilde ortalanmış tek bir sürekli çizgi olduğu işleri hurdaya ayırdım; film, panelin çok serbest hareket etmesine izin verdiği için 3.240 $ çöpe gitti.
Yüksek kaliteli üretan, sürtünme katsayısı kaygan plastikten daha yüksek ancak ham çelik-alüminyum temasından daha düşük olduğu için bu etkileşimi değiştirir. Çekmeyi kontrol edecek kadar tutunur. Ani bir kayma yerine, kalıba daha kademeli bir besleme elde edersiniz.
Bu kontrollü çekme iki şey yapar. Birincisi, yumuşak alaşımların basınç altında ezilmesiyle meydana gelen mikroskobik malzeme transferi olan mikro-aşınmayı azaltır. İkincisi, kuvvet zirveye ulaştığında parçanın paten yapmaması için büküm hattını stabilize eder.
Bunu kontrolde hissedebilirsiniz. Tonaj eğrisi, sac yerine oturduğunda ani bir yükseliş yapmak yerine yumuşak bir şekilde yükselir. Bu daha pürüzsüz eğri sadece makine hissi değildir. Daha düşük yüzey travmasıdır.
Arayüz, sacın yük altında nasıl hareket edeceğini kontrol ediyorsa, ona hala “film” demek doğru mudur?
0,500 inçlik bir açıklığa sahip bir V-kalıp alın. Temas iki dar omuz boyunca gerçekleşir. Bu omuzlar parlatılmış olsa bile, yine de kenardırlar. Kenarlar stresi yoğunlaştırır.
Çıplak metal metale temas ettiğinde, bu stres kalıp yüzeyinde ne varsa parçanın üzerine basar; takım izleri, gömülü talaşlar, hatta yeniden yüzeyleme işleminden kalan hafif doku. Önceden kaplanmış çeliğin, kalıbın taşlama yönüyle tam olarak eşleşen hayalet çizgilerle çıktığını gördüm. Kalıp pürüzlü değildi. Basınç odaklanmıştı.
Üretan sıkıştığında, bu yükü yanal olarak yayar. Sonsuza kadar değil. Sadece yeteri kadar. Temas alanı, bıçak sırtı bir çizgiden biraz daha geniş, uyumlu bir bölgeye doğru genişler. Daha geniş bir alana bölünen kuvvet, daha düşük tepe basıncı anlamına gelir. Daha düşük tepe basıncı, daha az iz bırakmak demektir.
Başparmağınızı sert ahşaba bastırmakla, sert ahşabın üzerindeki kauçuk bir pede bastırmayı hayal edin. Aynı el. Farklı iz. Ped kuvveti ortadan kaldırmaz; onu dağıtır.
Bu dağılım, çok amaçlı üretan kalıpların farklı malzemelerde daha dar yarıçaplar oluşturabilmesinin nedenidir. Malzeme yük altında uyum sağlar ve her kalınlık için geçici, özel bir kalıp gibi davranır. Aynı hafta içinde karışık alaşımlar çalıştıran bir atölye için bu uyarlanabilirlik bir kolaylık değil, bir sigortadır.
Koç ile kar marjınızın tam arasında duran bir sigorta.
Bu da bizi bir ustabaşının gerçekten önemsediği pratik soruya getiriyor: Üretanın davranışı sertliğe, sıkıştırma aralığına ve kalıba nasıl monte edildiğine bağlıysa, seçenekleri rulo başına dolar yerine büküm başına dolar cinsinden nasıl karşılaştırırsınız?
Her biri 20 $ değerinde yirmi dört panel.
Bu tek bir paslanmaz cephe işiydi; fırçalanmış, önceden bitirilmiş, dekoratif yuvalarla lazerle kesilmiş. Bunları “her zaman işe yarayan” standart 0,030 inçlik bir film üzerinde büktük. On sekizinci panelde, iç bacaklar yuvaların yakınında hafif omuz çizgileri göstermeye başladı. Tüm flanş boyunca değil, sadece geometrinin kuvveti yoğunlaştırdığı yerlerde. Çalışmaya devam ettik. Yirmi dördüncü panelde, her parçanın kesiklerin etrafında hayalet çizgileri vardı. Toplam hurda: 4.848 $. Film yırtılmadı. Sadece yumuşadı, vardiyanın başındakinden daha fazla sıkıştı ve presin altındaki basınç desenini değiştirdi.
Bu yüzden biri bana üretanı büküm başına dolar cinsinden nasıl karşılaştıracağımı sorduğunda, rulo başına fiyatla başlamam. Şununla başlarım: Arayüz ilk vuruştan beş yüzüncü vuruşa kadar ne kadar kararlı?
Kağıt üzerinde 70A, 80A, 90A, 95A göreceksiniz; bunlar sertliği tanımlayan durometre dereceleridir. Uygulamada, piyasada genellikle iki kalınlık bulursunuz: 0,015" ve 0,030". Hepsi bu. Yani gerçek değişken kalınlıktan ziyade sertlik ve tonaj pencereniz altında nasıl davrandığıdır.
14-gauge 304 paslanmaz çeliği 60 tonluk bir güçle dar bir V kalıbında bükün. 70A sertliğindeki bir şerit, ilk on bükümde harika bir şekilde saracaktır. Ellinci büküme gelindiğinde, merkez hattında kalıcı olarak sıkışmış olur. Poliüretan, bant gibi bozulmaz. Sünme yapar. Aşındıkça, o temas bölgesinde etkili bir şekilde daha yumuşak ve daha elastik hale gelir. Strok sonu konumunuz değişmemiştir. Ram hareket etmemiştir. Ancak açı yarım derece açılır çünkü film sabahki gibi direnç göstermemektedir.
Naylonun “daha tekrarlanabilir” olduğunu söylediklerinde eleştirmenlerin bahsettiği sapma budur. Naylon o kadar sıkışmaz, bu yüzden geometrisini daha uzun süre korur. Ayrıca daha kolay iz bırakır ve sürtünmeyi aynı şekilde kontrol etmez. Farklı bir hata modu vardır.
Şimdi 0,063 inçlik ön boyalı alüminyuma geçin. 95A bir film sonsuza kadar dayanacaktır. Ayrıca düşük tonajda pek uyum sağlamayacaktır. Koruma elde edersiniz, ancak daha önce bahsettiğimiz o kontrollü içeri çekilmeyi (draw-in) sağlayamazsınız. Sac kayabilir, özellikle delik ve çentiklerin etrafında; ve kalıp izleri, PVC kaplı malzemenin hala başarısız olduğu yerlerde, yani geometrik gerilme noktalarında tam olarak ortaya çıkar.
Bu yüzden durometreyi eşleştirmek “yumuşak metal için daha yumuşak, sert metal için daha sert” demek değildir. Bu, elastik sıkışma aralığını inç başına gerçek yükünüzle eşleştirmekle ilgilidir. Eğer abkant presiniz filmi çalışma bölgesine kadar itmiyorsa, yük taşıyan bir arayüz kullanmıyorsunuz demektir. Pahalı bir masa örtüsü seriyorsunuz demektir.
Fire Tasarrufu Kuralı: Teorik maksimum tonajınıza değil, gerçek tonajınızda kontrollü elastik sıkışmaya ulaşan bir durometre seçin.
Uzun bir paslanmaz çelik bükümünden sonra yapışkanlı filmi alt kalıptan çektim ve baş parmağımla yapışkanlığın değiştiğini hissettim. Sürtünme temas bölgesini ısıtır. Kıp kırmızı değil, ancak bazı basınca duyarlı yapıştırıcıları yumuşatacak kadar sıcak.
Bu, kendinden yapışkanlı filmin her zaman kalıntı bıraktığı anlamına mı gelir? Hayır. Bu, kalıntı riskinin ısı ve bekleme süresi ile doğru orantılı olduğu anlamına gelir. Kalın paslanmaz çelik, dar radyuslar, uzun üretim serileri—daha fazla ısı. Orta tonajda kısa alüminyum serileri—daha az ısı.
Gerçek maliyet beş dakikalık solvent temizliği değildir. Asıl sorun, kalıntı kalıp omuzları boyunca düzensiz bir şekilde biriktiğinde olur. Bu, yerel yüksekliği birkaç binde bir inç değiştirir. Omuzda birkaç binde bir inçlik fark, 10 fitlik bir panelde açı sapmasına dönüşür. Kontrol panelinden derinliği ayarlayarak bunu düzeltmeye çalışırsınız ve şimdi “tekrarlanabilirlik sorununuz”, aslında yapıştırıcı birikimi olduğu halde ram'e yüklenir.
Öte yandan, yapışkanlı film yer değiştirmez. Koyduğunuz yerde kalır. Vardiya ortasında yeniden konumlandırma gerektirmez. Kaymanın çiziklere eşit olduğu yüksek tonajlı işlerde, bu stabilite temizlik süresinden daha ağır basabilir.
Bu yüzden soru “yapıştırıcı olsun mu olmasın mı?” değil, “bu işin termal profili mekanik tutturmayı haklı çıkarıyor mu?” sorusudur.”
Fire Tasarrufu Kuralı: Kalıp omuzlarınız yapıştırıcıyı yumuşatacak kadar ısınıyorsa, büküm tutarlılığını bozacak kadar sıcak olduklarını varsayın ve tutturma yönteminizi buna göre planlayın.
60 mm'lik Avrupa tarzı ray sistemimizde, yükseklik ayarlı manyetik tutucular bir nimettir. Önden arkaya ayarı yaparsınız, yüksekliği kalıp dizisine uyacak şekilde çevirirsiniz ve film takımla birlikte hareket eder. Kalıpları değiştirin, tutucuları kaydırın, çalışmaya devam edin.
Serbest serilen film başta daha hızlıdır. Atın, ram'i çalıştırın, sürtünmenin onu sabitlemesine izin verin. Tek malzemeli, tek kalıplı bir seride işe yarar. Yüksek çeşitlilikte—öğle yemeğinden önce 1,000 inçlik V'den 0,500 inçlik V'ye üç kez geçiş yaparken—sizi zorlamaya başlar.
İşte böyle başarısız olur: felaket bir şekilde değil. Sünme yapar. Sac onu ileri doğru on altıda bir inç sürükler. Sonra sekizde bir. Şimdi film kenarı sadece bir kalıp omzunun altında duruyor. Basınç dağılımı asimetriktir. Bir flanş temizdir. Diğeri ise sadece belirli ışık altında görünen hafif bir çizgiye sahiptir. Parçalar abkant presten çıkana kadar bunu fark etmezsiniz.
Manyetik veya raya monte sistemler farklı şekilde başarısız olur. Sünme yapmazlar, ancak doğru kurulum yüksekliğine bağlıdırlar. Çok alçaksa, film asla tam olarak devreye girmez. Çok yüksekse, sac kalıba temas etmeden önce onu önceden yüklersiniz ve büküm matematiğini değiştirirsiniz.
Ve bu, makine mimarinize bağlıdır. Ray standardı, kalıp yüksekliği ve operatör disiplinini hesaba katmadan yapılan bir karşılaştırma yarım yamalak bir doğrudur.
Fire Tasarrufu Kuralı: Yüksek çeşitlilikli ortamlarda, kurulum hızındaki marjinal kazanımların peşinden gitmeden önce yanal sünmeyi ortadan kaldıran tutturma yöntemlerine öncelik verin.
| Boyut | Manyetik / Raya Monte Film Tutucular | Serbest Serilmiş Film |
|---|---|---|
| Temel Kurulum | 60 mm'lik Avrupa tarzı ray sistemine monte edilmiştir; kalıp yığınına uyacak şekilde önden arkaya ve yükseklik olarak ayarlanabilir | Doğrudan kalıp üzerine yerleştirilir; koç döngüsü sırasında sürtünme ile yerinde tutulur |
| Başlangıç Hızı | Kurulum ve yükseklik ayarı gerektirir | Başlangıçta daha hızlı; sadece yerleştirin ve döngüyü başlatın |
| En İyi Kullanım Durumu | Sık kalıp değişimli yüksek karışımlı üretim | Tek malzeme, tek kalıp çalışmaları |
| Yüksek Karışımda Performans | Doğru ayarlandığında kararlıdır; tutucuları kaydırın ve devam edin | Sık V-kalıp değişimleri sırasında kaymaya başlar |
| Birincil Hata Modu | Yanlış yükseklik ayarı (çok düşük: tam kavrama olmaz; çok yüksek: ön yükleme büküm hesaplamasını değiştirir) | Sac hareketi altında kademeli yanal kayma |
| Hata Özellikleri | Kayma yapmaz; hatalar kurulum hassasiyetiyle bağlantılıdır | Kademeli olarak kayar (1/16″, sonra 1/8″); asimetrik basınç dağılımı |
| Kalite Etkisi | Yanlış ayarlanırsa büküm hesaplaması değişimi | Düzensiz flanş kalitesi; belirli ışık altında görülebilen hafif çizgiler |
| Algılama Zamanlaması | Genellikle kurulum veya ilk bükümler sırasında fark edilir | Sıklıkla parçalar abkant presi terk ettikten sonra tespit edilir |
| Bağımlılık Faktörleri | Makine mimarisi, ray standardı, kalıp yüksekliği, operatör disiplini | Malzeme sürtünmesi, kalıp değişimleri, operatör dikkati |
| Fire Tasarrufu Kuralı | Yüksek çeşitlilikli ortamlarda yanal kaymayı ortadan kaldıran tutma yöntemlerine öncelik verin | Marjinal kurulum hızı kazanımları, kayma kaynaklı fire riskinden daha ağır basmaz |
Hadi temiz bir varsayımsal durum üzerinden ilerleyelim.
200$'lık bir rulo, aşınmaya bağlı açı sapması tolerans aralığınızı aşmadan önce 8.000 büküm sağlar. Bu, büküm başına 0,025$'dır. Daha ucuz olan 120$'lık bir rulo, merkez hattı sıkışması açılarınızı yeniden işleme gerektirecek veya görünür iz bırakacak kadar değiştirmeden önce 3.000 büküm dayanır. Bu, büküm başına 0,04$'dır.
Daha ucuz rulo, satın alma anında mantıklı hissettirir. Peşin olarak daha ucuzdur. Ancak büküm başına daha pahalıdır.
Şimdi buna, film kayması veya aşınması nedeniyle bir kesiğin etrafında kalıp izi oluştuğu için 1.200$ değerindeki reddedilen bir mimari paneli ekleyin. Birinci sınıf rulonuzun, kendini altı kat amorti etmesi için kullanım ömrü boyunca sadece tek bir reddi önlemesi yeterli olacaktır.
Ve kalıp aşınmasını henüz fiyatlandırmadık. Film bozulup düzensiz bir şekilde inceldiğinde, yerel metal-metale temas oluşur. Bu teorik değildir. Parlatılmış alt kalıpların, yeniden yüzey işlemeyi gerektiren mikro aşınmalar (galling) yaşadığını gördüm. Bir kalıp taşlama işlemi, boyutuna bağlı olarak 600$ ile 900$ arasında tutabilir.
Ancak çoğu yatırım getirisi tablosunun gözden kaçırdığı kısım şudur: performans aralığı. Üretan, ilk bükümden son büküme kadar aynı korumayı sağlamaz. Aşındıkça sıkışma artar, tekrarlanabilirlik azalır. Gerçek büküm başı maliyetiniz, yalnızca kabul edilebilir tolerans bandınız içindeki bükümleri hesaba katmalıdır. Açı sapmasını düzeltmek için derinliği ayarlamaya başladığınızda, malzeme yorgunluğunu telafi etmek için işçilik harcıyorsunuz demektir.
Bitmiş parçaları kaybetmenin, her bir bükümü koruyan katmanı yükseltmekten daha ucuz olduğuna ne zaman karar verdik?
Eğer sac ile kalıp arasındaki arayüz elastik, sıkıştırılabilir ve gerçek zamanlı olarak aşınıyorsa, kalınlık göz ardı edemeyeceğiniz bir sonraki değişken haline gelir. Bu 0,015 inç veya 0,030 inçlik farkın büküm düşüşünüzü ve gerekli tonajı ne kadar değiştirdiği akademik bir konu değil; doğrudan kontrol panelinde yaşanan bir matematiktir.
Geçen bahar, omuzlarında 0,015 inç üretan bulunan 0,750 inçlik bir V-kalıptan 14 gauge ön boyalı çelik geçirdik. Büküm düşüşü ayarlanmıştı. 10 fitlik bir panel boyunca açılar yarım derece içindeydi. Sonra satın alma departmanı aynı tedarikçiden 0,030 inçlik filmle değişim yaptı; aynı sertlikte, iki kat kalınlıkta. Program değişikliği yok. Presten çıkan ilk parça 1,8 derece açıktı, flanş 0,042 inç kısaydı. Ram yanlış değildi. Sadece 60 tonluk kuvvet altındaki geometriyi değiştirmiştik.
Mekanizma şudur: üretan sadece orada durmaz. Sıkışır. 0,015 inçlik filmle, çalışma tonajında –40 sıkışma görebilirsiniz. 0,030 inçlik filmle, toplam sıkışma orijinal 0,015 inçlik yığın yüksekliğini aşabilir ve strokun erken aşamasında sacı kalıp içinde etkili bir şekilde daha yukarı kaldırabilir. Bu, nötr ekseni kaydırır ve tam kalıp temasından önce etkili iç yarıçapı artırır. CNC'niz hala çelik-çeliğe büküm yaptığını sanıyor. Öyle değil.
Eğer 0,030 inçlik üretan ekleyip büküm kesintilerinizi (bend deductions) ayarlamazsanız, abkant pres hatalı değildir; hatalı olan sizsiniz.
Hurda Tasarruf Kuralı: Film kalınlığındaki herhangi bir değişikliği, bir sonraki parça arka dayamaya (backgauge) çarpmadan önce büküm kesintisinin yeniden hesaplanmasını gerektiren bir takım değişikliği olarak kabul edin.
Boyalı 16-gauge saclarda, 0,015 inçlik yüksek sertlikte üretan, genellikle iç yarıçapı önemli ölçüde artırmadan omuz izlerini önlemek için yeterlidir. Kaplama incedir. Burada boyayı koruyorsunuz, hadde çapağı veya yüzey pürüzlülüğünü telafi etmiyorsunuz. Tipik hava bükme tonajında, bu daha ince katman öngörülebilir şekilde sıkışır ve çelik-çelik geometrisine daha yakın bir şekilde tabana oturur.
Şimdi galvanizliye geçelim.
Çinko tabakası daha yumuşak ve hafif düzensizdir. Operatörler dar yarıçaplarda dökülme konusunda endişelenir ve “sadece garanti olsun diye” 0,030 inçlik olanı tercih ederler. Ancak bu daha kalın ped aynı anda iki şey yapar: kaplamayı yastıklar ve sac, kalıp omuzlarına temas etmeden önce sıkıştırılabilir bir taban üzerinde hareket ettiği için efektif kalıp açıklığını artırır. Dar bir V kalıbında—örneğin 0,500 inç—taraf başına 0,030 inç, ilk temas sırasında açıklığı işlevsel olarak daralttığınız, ardından üretan aktıkça genişlettiğiniz anlamına gelir. Bu kararlı bir durum değildir. Hareketli bir hedeftir.
Galvanizli parçaların, yarıçap çelik açısından çok dar olduğu için değil, programın aşırı ped kullanımından kaynaklanan açı geri yaylanmasını (springback) telafi etmek için fazladan derinliğe zorlanması nedeniyle çatladığını gördüm. Daha fazla derinlik, dış liflerde daha fazla gerilme demektir. Önce kaplama bozulur. Ardından ana metal onu takip eder.
Peki sınır nerede? Uygulamada, 0,015 inç, orta tonaj altındaki boyalı ve galvanizli saclar için varsayılan değerdir; 0,030 inç ise yalnızca yüzey toleransı kritik olduğunda ve kalıp genişliği, yarıçapı bozmadan ek uyumu absorbe edecek kadar cömert olduğunda yerini hak eder. Kalınlık seçimi ne kadar endişeli hissettiğinizle ilgili değil, kalıbınızın ne kadar geometri sapmasına tolerans gösterebileceğiyle ilgilidir.
Hurda Tasarruf Kuralı: Kaplamalı çelikler için 0,015 inç ile başlayın ve yalnızca kalıp genişliğiniz ve büküm hesaplamalarınız, yarıçap kararsızlığı olmadan ek uyumu absorbe edebiliyorsa 0,030 inçe geçin.
Her iki omuza da 0,030 inçlik üretan serilmiş 0,060 inçlik alüminyumu büken 0,375 inçlik bir V kalıbı hayal edin. Bu artık pedleme değildir. Bu ikincil bir şekillendirme ortamıdır.
Koç aşağı inerken, zımba sacı yoğun bir kauçuk conta gibi davranan bir katmana doğru zorlar. Üretan, tamamen sıkışmadan önce yanal olarak akar. Bu akış, sacı zımba ucuna daha yakın destekleyerek iç yarıçapı, sadece kalıp genişliğinin belirleyeceğinden daha fazla artırır. Üretan boşaltma işleminden sonra eski haline döndüğünde, sac tepe yükte sert çeliğe tam olarak oturmadığı için geri yaylanma (springback) daha da artar.
Sonuç, hava bükme tablonuzun tahmin ettiğinden daha büyük ölçülen bir yarıçap ve geri yaylanma tablonuzun öngördüğünden daha fazla açılan bir açıdır. Derinlik ekleyerek düzeltme yaparsınız. Şimdi üretan, sac tam olarak devreye girmeden önce ön yüklenmiş olur. Bir sonraki parça, biraz farklı sac kalınlığı, biraz farklı sıkışma. İç yarıçapınız birkaç binde bir oranında gezinir ve açınız bir seri boyunca bir derece sapar.
Bu, abkant presin hassasiyetini kaybetmesi değildir. Bu, sizin elastik bir katmandan sertleştirilmiş takım çeliği gibi davranmasını istemenizdir.
Hurda Tasarruf Kuralı: Sadece tek bir ilk numune üzerinde değil, birden fazla sac üzerinde ortaya çıkan iç yarıçapı ve geri yaylanmayı doğrulamadığınız sürece, kalın üretanı asla dar bir V kalıbı ile eşleştirmeyin.
Bir keresinde 10 fitlik 12-gauge yumuşak çelik bükümünde, 0,030 inçlik yüksek yoğunluklu üretan ile ve üretansız tonaj kaydı tutmuştum. Aynı kalıp. Aynı zımba. Çelik-çelik ortalaması 48 tondu. Üretan ile tepe yük, açı kapanana kadar 58–60 tona çıktı. Bu önemsiz bir miktar değildir.
Ancak bu mantık, 60 tonluk kuvvetin 1/8 inçlik bir temas bölgesinde ne yaptığını göz ardı eder.
Bu fazladan 10–12 tonun bir kısmı çeliğe hiç gitmiyor. Üretanı çalışma kalınlığına sıkıştırmak için harcanıyor. Makine kapasitenizi koruyucu bir katmanı deforme etmek için harcıyorsunuz. Nominal sınırına yakın çalışan bir preste bu marj önemlidir. Galvanizli veya daha yüksek mukavemetli malzemelerde, bu ek kuvvet sizi güvenli şekillendirmeden kaplama kırılması bölgesine itebilir.
Ayrıca dikkate alınması gereken makine davranışı da vardır. Daha yüksek tonaj, koç ve tabloda daha fazla esneme anlamına gelir. Taçlandırma (crowning) olsa bile, ek yük kuvvetin uzunluk boyunca ne kadar eşit dağıldığını değiştirir. Koruma için film eklediğinizi düşünüyorsunuz. Uçlarda açı varyasyonu yaratmış olabilirsiniz.
Üretanın yük taşıyan bir bileşen olduğu nokta tam olarak burasıdır. Yükü taşır. Yük talep eder. Ve abkant pres buna göre tepki verir.
Fire Önleme Kuralı: Kritik işlerde film varken ve yokken gerçek tonajı ölçün ve daha kalın bir üretana geçmeden önce makinenizin kapasite marjı olduğundan emin olun.
Bir işimiz vardı—her biri kâr marjlı yirmi dört panel—ve 0,030 inçlik film zorunluydu çünkü yüzey ayna kalitesindeydi. İlk numune, her iki bacakta toplam 0,055 inç uzun çıktı. Programdaki büküm kesintisi, hava bükme tablosundan alınan 0,090 inçlik iç yarıçapı varsayıyordu. Film ile ölçülen gerçek yarıçap 0,118 inçti.
Bu 0,028 inçlik yarıçap artışı, büküm payını (bend allowance) değiştirir. 0,125 inçlik alüminyumda 90 derecelik bir büküm için, sadece bu değişiklik bile K-faktörüne bağlı olarak büküm kesintisini yaklaşık 0,040–0,060 inç değiştirebilir. Bu bir kesim hatası değildir. Bu geometridir.
Çözüm mistik değildi. Üretan yerindeyken oluşan gerçek iç yarıçapı ölçtük. Bu yarıçapı ve kesit-dağlama (cut-and-etch) numunesinden doğrulanmış bir K-faktörünü kullanarak büküm payını yeniden hesapladık. CNC programını güncelledik. Üç doğrulama parçası bastık. İşi sabitledik. Biz ona gerçeği söylediğimizde, abkant pres tam olarak kendisine söyleneni yaptı.
Yüksek kaliteli üretan bir “eklenti” değildir. Takım yığınınızın bir parçasıdır. Bu, büküm tablolarınızın, geri yaylanma (springback) telafinizin ve derinlik ayarlarınızın nominal rulo kalınlığını değil, sıkıştırılmış çalışma kalınlığını yansıtması gerektiği anlamına gelir. Aksi takdirde çelik için programlama yapıp kauçuk üzerinde büküm yaparsınız.
Ve hesaplamanın disiplinle buluştuğu nokta burasıdır; çünkü film düz, ortalanmış ve tabla ile kalıp üzerinde tutarlı bir yükseklikte uygulanmazsa doğru sayılar bile işe yaramaz.
Fire Önleme Kuralı: Üretan takılıyken oluşan iç yarıçapı her zaman ölçün ve üretime başlamadan önce o gerçek geometriden büküm kesintisini yeniden hesaplayın.
İç yarıçapı ölçtünüz. Büküm kesintisini yeniden hesapladınız. Abkant pres, filmin sıkıştırılmış çalışma kalınlığına göre programlandı.
Peki neden ikinci vardiya, açılar kaydığında ve bir işin ortasında çizikler ortaya çıktığında hala sizi çağırıyor?
Çünkü tek değişken geometri değildir. Kurulumdur.
Eğer üretan yük taşıyan bir katmansa, onu kalıbın üzerine nasıl yerleştirdiğiniz, bir zımbayı koç başına nasıl oturttuğunuzdan farklı değildir: dikkatsizlik hareket demektir ve 60 ton altındaki hareket hasar demektir. Atölyelerin bir ilk numuneyi ayarlamak için bir saat harcadığını, sonra bir rulo filmi tabla üzerine bir bez gibi fırlatıp 18. parçanın neden 2. parçadan farklı göründüğünü merak ettiklerini izledim. Üretim sırasındaki yırtılma kötü şans değildir. Filmin yanlış uygulandığı yerde açığa çıkan depolanmış enerjidir.
Bu, koç başı ile kâr marjınız arasındaki sigorta poliçesidir. Ya darbeyi tutarlı bir şekilde emer ya da darbeyi doğrudan bitmiş bir panele iletir.
Fire Önleme Kuralı: Eğer film büküm geometrisini etkiliyorsa, kurulumuna zımba ve kalıp kurulumunuzla aynı tekrarlanabilirlikle yaklaşın—istisnasız.
Bir gösteri arabasının detaylarını yapmıyoruz. Sürtünme kontrolü oluşturuyoruz.
Pas kabuğu belirgindir. Parmak ucunuzla hissedersiniz; ince alüminyum üzerinde Braille alfabesi gibi iz bırakır. Ancak yağ kalıntısı daha sessiz ve daha tehlikelidir. Kalıp omuzlarındaki ince bir hidrolik buhar tabakası, üretanı bir kaydırma katmanına dönüştürür ve koç başı indiğinde, bu kayma sıkıştırmayı V kanalı boyunca eşit olarak dağıtmak yerine yerel bölgelerde yoğunlaştırır.
Yırtılmanın başladığı yer burasıdır.
Yük altında, üretan çeliği kavramak ister. Eğer kavrayamazsa, en yüksek basınç noktasında —genellikle tam kalıp yarıçapında— mikroskobik düzeyde esner. Bunu birkaç yüz döngü boyunca yaparsanız, uzunlamasına bir yarık oluşur. Dramatik değildir. Sadece yirmi dördüncü parçadaki $202 ayna kalitesindeki panele bir çizgi basacak kadardır.
Yağ sürtünmeyi değiştirir. Pas yüksekliği değiştirir. Her ikisi de yükün film boyunca nasıl aktığını değiştirir.
Kalıp omuzlarını solvent ile silin. İnce bir aşındırıcı ile kireç tabakasını kazıyın. Parlatma yapmıyorsunuz; temas yüzeyini normalleştiriyorsunuz, böylece üretan genişliği boyunca tekdüze bir destek görüyor.
Hurda Tasarruf Kuralı: Her film kurulumundan önce kalıp omuzlarını çıplak ve tutarlı çelik kalana kadar temizleyin; sürtünmeyi kontrol etmek için yağı, yüksekliği kontrol etmek için kireci temizleyin.
Kırışıklık, gidecek yeri olmayan fazla malzemedir.
Koç kapandığında, bu fazlalık yok olmaz. İş parçasına preslenir.
Film boyunca zar zor görünen hafif bir dalga hayal edin. 1/8 inçlik bir temas bölgesinde 60 tonluk yük altında, bu dalga bir sırta dönüşür. Zımba, sacı içine doğru zorlar ve üretan dengesiz bir şekilde sıkışır; kırışıklıkta daha kalın, yanında daha incedir. Bu kalınlık değişimi, yerel olarak efektif V açıklığını değiştirir ve bu da iç yarıçapı birkaç binde bir oranında kaydırır. Açıyı bir derecenin kesri kadar değiştirmeye yeter. Hiçbir zaman asıl sorun olmayan derinlik ayarlamalarının peşinden koşmanıza neden olmaya yeter.
Peki ya yüzey? Kırışıklık kenarı bir basınç çizgisi haline gelir. Pres, bunun kozmetik bir sorun olduğunu bilmez. Sadece direnci görür.
Ruloyu, bir kılavuz ipini gerer gibi geriyorum; sıkı, ancak bir banjo teli kadar değil. Bir operatör besleme yapar, diğeri merkezden dışarıya doğru avuç içleri düz bir şekilde düzeltir, hava ceplerini sıkışma ceplerine dönüşmeden önce yok eder. Eğer film kendi üzerine kıvrılmak istiyorsa, bu rulonun hafızasında depolanmış strestir. Yerleştirmeden önce makinede birkaç dakika gevşemesine izin verin.
Kırışıklıklar, koçun onları bitmiş bir parçaya preslemesini bekleyen gelecekteki çiziklerdir.
Hurda Tasarruf Kuralı: Üretanı kontrollü, eşit gerilim altında uygulayın ve merkezden dışarıya doğru düzeltin; gözle görülür her dalgalanma, yük altında garantili bir basınç izidir.
Yapışkan arkalıklı filmler hareket sorununu çözer ancak başka bir sorun yaratır; kalıntı ve tutarsız yığın yüksekliği.
Yapışkansız, yüksek kaliteli üretanı ve mekanik tutuculuğu tercih ederim.
Yöntem şudur: filmi kalıbın ön kenarıyla aynı hizada hizalayın, her iki ucu büküm bölgesinin dışında düşük profilli yaylı kelepçelerle hafifçe sıkıştırın, ardından sadece arka kenar boyunca —kalıp omuzlarından uzağa— tek bir şerit kaliteli maskeleme bandı çekin. Bant yapısal değildir; indeksleme sırasında kaymayı önler. Kelepçeler gerilimi yönetir.
Neden kalıp yüzeyi boyunca bant çekilmez? Çünkü bant, üretandan farklı şekilde sıkışır. Yük altında, diş macunu gibi dışarı taşar ve arkasında bir kalınlık boşluğu bırakır. Artık yük yolunuz strok ortasında değişir. Göremediğiniz bir değişkeni sisteme dahil ettiniz.
Bu kelepçele ve yapıştır yaklaşımı kuruluma belki doksan saniye ekler. Doksan saniye, $202'de reddedilen bir panelden daha ucuzdur. Daha önce $202'de, bir film 1/16 inç kaydığı ve dönüş flanşında çıplak kalıp omzunu açıkta bıraktığı için yirmi dört paneli hurdaya ayırdım.
Hareket düşmandır. Bozulma olmadan kısıtlama hedeftir.
Hurda Tasarruf Kuralı: Yapışkansız üretanı sadece uç kelepçeleri ve arka kenar bandı ile sabitleyin; sıkışabilir bantları asla yük yoluna yerleştirmeyin.
Kusursuz bir kurulumun bile bir kullanım ömrü vardır.
Üretan bir anda bozulmaz. Sinyal verir. Kalıp omuzları üzerinde bir iz parlatır. Alüminyum oksit veya galvanizli parçacıkların yüzeye gömüldüğü yerde hafifçe daha koyu bir bant görürsünüz. Bu gömülü kum, bir aşındırıcı macun haline gelir.
Bunu görmezden gelirseniz, bedelini bir sonraki parça öder.
Kozmetik işlerde her on ila yirmi çevrimde bir parmağınızı aşınma yolunun üzerinde gezdirin. Bir oluk hissederseniz veya parçacıklı beneklenme görürseniz, ruloyu bir veya iki inç ilerletin. Gözlerinizin size zaten söylediğini doğrulamak için bir çizik oluşmasını beklemeyin. Yüksek hacimli Avrupalı atölyeler, üretanın yumuşadıkça tekrarlanabilirliğini kaybından şikayet ederler. Haksız değiller; ancak bu tutarsızlığın çoğu, malzemenin tamamen çökmesinden ziyade, omuzlardaki düzensiz aşınma olarak kendini gösterir.
Ruloyu ilerletmek, var olmaması gereken bir çizgiyi parlatarak gidermekten daha ucuzdur.
Ancak sınır şudur: Yüksek tonajlı, dar V kalıpları üretim hızında çalıştırırken, film vardiya ritminizin hoşuna gideceğinden daha hızlı bozulacaktır. Çelik kalıpların veya farklı bir koruyucu ortamın daha mantıklı olduğu bir sınır vardır.
Korumanın bir kırılma noktası vardır. İnkarın da öyle.
Hurda Tasarruf Kuralı: Omuz aşınma bantlarını proaktif bir şekilde inceleyin ve gömülü parçacıklar veya oluklar bitmiş bir yüzeye baskı yapmadan önce üretanı ilerletin.
Bir ekibin benden, 3/16 alüminyum üzerinde bir madeni para basma (coining) işi için ciddiyetle film sermemi istediği ilk zamanı hatırlıyorum. Sekiz fitlik paneller. Kozmetik tarafı dışarıda. Tam tabanlama, dar bir iç yarıçapı yakalama. Abkant pres tablosu, koçu inletecek bir tonaj gerektiriyordu.
Çizilmeye karşı korumayı düşünüyorlardı.
Ben ise, sıkıştırılabilir bir katmandan metali soğuk şekillendirmek için tasarlanmış kuvvetlere dayanmasını istediğinizde ne olacağını düşünüyordum.
Bu noktaya kadar üretanı disiplinli, yük paylaşan bir arayüz olarak ele aldık; düz monte edilmiş, doğru gerilmiş, takım gibi izlenmiş. Bu disiplin, hava bükmede sizi kârlı tutar. Ancak madeni para basma (coining) farklı bir olaydır. Hava bükmede sac, zımba burnuna ve kalıp omuzlarına değer; malzeme bunların arasında yüzer. Madeni para basmada ise koç, zımba ucunu malzeme kalıp açısına uyum sağlayana kadar malzemenin içine sürer. Artık metale yön vermiyorsunuz. Onu şekle sokmak için eziyorsunuz.
Ve çelik ile çelik arasındaki her şey, koçun ezmek zorunda olduğu başka bir şeye dönüşür.
Kayar aşınmaya direnen ve şoku savuşturan yüksek kaliteli polyester üretanın bile bir sıkıştırma sınırı vardır. Sihirli bir tonaj numarası uydurmayacağım, çünkü bu V açıklığına, malzeme genişliğine ve zımba yarıçapına bağlıdır. Ancak size mekanizmayı vereceğim: tonaj arttıkça kalıp omuzlarındaki temas basıncı fırlar. Bu basınç, filmin elastik aralığını aşar. Üretan geri sıçramayı bırakır ve akmaya başlar. Mikroskobik kayma, yüzey parlamasına dönüşür. Parlama ısıya dönüşür. Isı, bozulmayı hızlandırır. Yeniden kullanılabilir bir bariyer gibi görünen şey, incelen bir şime dönüşür.
Ancak bu mantık, 60 tonluk kuvvetin 1/8 inçlik bir temas bölgesinde ne yaptığını göz ardı eder.
Madeni para basma yükleri altında film “korumuyor”. Omuzlarda daha ince, merkezde ise daha kalın olacak şekilde sıkıştırılıyor. Bu, strok ortasında efektif V açıklığınızı değiştirir. Bunu, tam olarak gideremeyeceğiniz bir açı sapması olarak görürsünüz. Derinlik ayarlarının peşinden koşarsınız. Bu arada film, her sıkıştırma çevriminde biraz daha ölür.
Hurda Tasarruf Kuralı: İş, çizelgelenmiş tam tonajda gerçek bir madeni para basma veya tabanlama gerektiriyorsa, üretan filmin plastik olarak deforme olacağını varsayın ve onu yük yolundan kaldırın.
Kontrollü bir karşılaştırma yapın. Aynı 0.125 alüminyum, aynı 1 inç V kalıp. İlk çalışma: 90 dereceye hava bükme. İkinci çalışma: açıyı kilitlemek ve geri esnemeyi azaltmak için madeni para basma (coining).
Hava bükümünde üretan, omuzlarda yerel bir temas ve sacın altında hafif bir kayma yaşar. Kaliteli 90-durometre bir film, grit (aşındırıcı parçacıklar) gömülmeden önce ilerletirseniz düzinelerce, bazen yüzlerce döngüye dayanabilir. Stres aralıklıdır ve kısmen elastiktir. Film kendini toparlar.
Ezme (coining) işleminde ise toparlanma ortadan kalkar. Zımba ucu, sacı tamamen kalıp açısına doğru iter ve filmi daha geniş bir alanda sıkıştırır. Artık üretandan yastıklama yapmasını istemiyorsunuz. Ondan, iki sertleştirilmiş takım arasında ezilmeye direnmesini istiyorsunuz. Basınçlı kalıcı deformasyon (compressive set) birikir. Birkaç vuruştan sonra omuz izindeki film kalınlığını ölçün. Başladığınız kalınlıkta olmayacaktır.
Ve kalınlık değiştiğinde, geometri de değişir.
Polieter üretanlar, çarpma aşınmasını polyester türlerinden daha iyi yönetir; polyester ise kaymaya karşı daha iyidir. Sürtünme modunun baskın olduğu hava bükümünde bu kimya önemlidir. Ezme işleminde ise kimya, fiziğin yanında ikincildir. Temas basıncı elastik eşiği aştığında, her iki aile de boyun eğer. Tekrarlayan döngülerden kaynaklanan atölye ısısını da eklerseniz, bu eşiği daha da düşürürsünüz. Oda sıcaklığında on vuruşa dayanan şey, bir üretim serisinde beş vuruşta parlayabilir (yüzeyi bozulabilir).
Bu yüzden “hangi tonajda?” sorusunun gerçek cevabı şudur: Süreciniz tam kalıp teması yoluyla sacın plastik deformasyonunu gerektirdiği an, film ömrünün “yönetilebilir bir sarf malzemesi” olmaktan çıkıp “öngörülemez bir hata noktasına” dönüştüğü bir basınç seviyesinde çalışıyorsunuz demektir.”
Bu ahlaki bir yargı değil. Bu bir yük durumudur.
Şimdi, eldivenle kenarını hissedebileceğiniz kadar keskin, 30 derecelik bir zımba ucu hayal edin. Eloksallı alüminyum üzerinde dar bir geri dönüş flanşı oluşturuyoruz. Tabii ki estetik yüzey dışarıda kalacak şekilde.
Kalıbın üzerine 0,030 inçlik bir film serin ve koçu yavaşça hareket ettirin. Zımba ucunda neler olduğuna bakın. Temas alanı, 90 derecelik bir takıma kıyasla önemli ölçüde daralır. Basınç daha ince bir hat boyunca yoğunlaşır. Üretan, zımba sacı delip onu V kanalına zorlamadan önce yükü yanal olarak dağıtacak hiçbir yere sahip değildir.
Keskin bir zımba ile hata modu genel bir sıkışma değildir. Kesilme ve kaymadır. Film patlamayabilir. Küçük çentikleri kendi kendine kapatabilir; bu, hassas döküm üretan filmlerin bir avantajıdır. Ancak 30 derecede, her vuruş aynı hattı çizer. Tekrar, bu çiziği bir yarığa dönüştürür. Yarık bir sırt oluşturur. Sırt, parçanın üzerine baskı yapar.
Film birkaç prototip vuruşu için işe yarayabilir mi? Evet, eğer tonaj orta seviyedeyse ve her döngüde aşınmayı izliyorsanız. 200 parçalık estetik bir seri için uygun mudur? Kritik bir ölçüymüş gibi sürekli başında beklemeden hayır.
Ve koruma, koruyucunun kusura dönüşmesini engellemek için sürekli dikkat gerektirdiğinde, aslında neyi kurtardığınızı sormanız gerekir.
Bir keresinde, yüksek tonajlı bir mimari işinde “rulo filmi çalıştırmakta” ısrar ettiğimiz için 20 dolarlık yirmi dört paneli hurdaya ayırmıştım. Film dramatik bir şekilde yırtılmadı. Düzensiz bir şekilde sıkıştı. Açı kayması meydana geldi. On dokuzuncu parçada hafif bir omuz çizgisi belirdi. Yirmi dördüncü parçaya gelindiğinde, elimizde 4.848 dolar değerinde bir yığın cilalı alüminyum ve bunun şanssızlık olduğunu iddia eden bir ekip vardı.
Bu şanssızlık değildi. Aşırı güvenmekti.
Kalıcı üretan kalıp ekleri (kalıp boşluğuna yerleştirilen döküm pedler) denklemi değiştirir. Daha kalındırlar. Tüm genişlikleri boyunca desteklenirler. Sadece feda edilebilir değil, yük taşıyıcı olacak şekilde tasarlanmışlardır. Sabit oldukları için kaymazlar. Boyutsal olarak kontrol edildikleri için (genellikle birkaç binde bir hassasiyetle) kararlı, öngörülebilir bir sıkıştırılabilir katman oluştururlar.
Büküm hesaplamalarınızda kalınlığı hala hesaba katarsınız. Aşınmayı hala izlersiniz. Ancak artık koç ile kâr marjınız arasına geçici bir sigorta poliçesi koyup ezme yüklerine dayanmasını ummuyorsunuz.
İşte kullandığım pratik geçiş noktası: Eğer iş tam tonajlı tabana oturtma (bottoming), üretim miktarları için 45 derecenin altındaki dar açılı takımlar veya filmi her 10–20 vuruşta ilerletmenin akışı bozduğu döngü sayıları gerektiriyorsa, özel ekleri maliyete dahil ederim. Lüks olarak değil. Takım olarak.
Bitmiş parçaları kaybetmenin, her bir bükümü koruyan katmanı yükseltmekten daha ucuz olduğuna ne zaman karar verdik?
Hurda Tasarruf Kuralı: Üretan film, zımba ve kalıbınızdan daha fazla yönetim gerektirdiği an, onu kalıcı, yük dereceli bir ek ile değiştirin ve yüzey korumasını ambalaj olarak değil, takım olarak değerlendirin.
Film, yüksek tonaj ve keskin kalıp altında başarısız oluyorsa, çözüm “daha kalın film” değildir. Çözüm, üretanı zımba ve kalıpları belirttiğiniz gibi belirtmektir: yük durumu, kimyasal yapı, destek yöntemi ve hizmet ömrüne göre.
Kalıcı bir parça, V kanalı üzerine serilen bir rulo değildir. Yük yolu yüzen bir şerit yerine desteklenen malzeme üzerinden geçecek şekilde kalıp boşluğuna tamamen oturtulmuş, genellikle hidroliz direnci için polieter bazlı, döküm veya işlenmiş bir üretan peddir. Durometreyi (sertliği) şekillendirme moduna göre seçersiniz; uyum istediğiniz kozmetik hava bükümleri için daha yumuşak, daha yüksek tonaj altında açı kararlılığının önemli olduğu durumlarda daha sert. Ardından kalınlık toleransını sabitlersiniz, çünkü sabit bir parçadaki ±0,005'lik bir sapma, aşınmış bir kalıp omzu kadar kesin bir şekilde açı kaymasına neden olur.
Çoğu atölyenin tökezlediği nokta burasıdır. “Üretan”ı, atölye bezlerini satın aldıkları gibi satın alırlar. Ancak polieter ve polyester kimyası, o parçanın neme, presten gelen ısıya ve havada asılı kalan soğutma sıvısı sisine karşı nasıl hayatta kalacağını belirler. Polyester, kayma aşınmasını iyi idare edebilir ancak sıcak ve nemli atölyelerde hidrolize karşı daha savunmasızdır. Polieter, broşür koşullarında değil, gerçek koşullarda neme karşı direnç gösterir ve özelliklerini daha uzun süre korur. Presiniz Ağustos ayında iklimlendirmesi olmayan bir bölmede duruyorsa, kimya akademik bir konu değildir.
Hurda Tasarruf Kuralı: İşi fiyatlandırmadan önce parça kimyasını ve durometreyi yük durumuna ve ortama göre belirleyin.
Kalite kontrol bir sonraki kırılma noktasıdır. Doğru şekilde karıştırılmamış, gazı alınmamış ve kürlenmemiş üretan; reaksiyona girmemiş bileşenler, boyutsal tutarsızlık veya basınç altında çöken iç kabarcıklar taşıyabilir. Tezgahta mükemmel görünen ancak on ikinci parçada eloksallı panellerde boşluk çizgileri oluşturan parçalar gördüm. Saygın bir tedarikçi boyutsal toleranslar, kürleme protokolü ve parti izlenebilirliği sağlayacaktır; bu dili konuşamıyorlarsa, malzeme satıyorlardır, takım değil.
Ve sağlık tarafını unutmayın. Düzgün kürlenmiş parçalar hizmet sırasında genellikle stabildir, ancak yeni dökülmüş veya kötü üretilmiş poliüretan, özellikle ısıtıldığında VOC (uçucu organik bileşik) gazı çıkarabilir. Pres ısı üretir. Sürtünme ısı üretir. Bir üretim hücresine yeni bir parça yerleştiriyorsanız, bir operatörü sekiz saat boyunca başında tutmadan önce üretici rehberliğine göre son kürlenmesini yapmasına ve havalanmasına izin verin. Üretim stratejisi hava kalitesini de içerir.
Böylece uygulama gelişigüzel değil, prosedürel hale gelir. Parçayı kalıp genişliği boyunca tamamen desteklenecek şekilde oturtun. Yanal kaymaya izin veren boşlukları ortadan kaldırın. Büküm kesintilerini ve geri esnemeyi, parçanın sıkıştırılabilirliğini hesaba katarak yeniden hesaplayın; test kuponları çalıştırın, üretim tonajı altında gerçek açıyı ölçün ve bu sayıları programa kilitleyin. Ardından, zımba ucu yarıçapı büyümesini takip ettiğiniz gibi, döngü sayısına ve görsel omuz aşınmasına dayalı bir denetim aralığı tanımlayın.
Artık parçaları korumuyorsunuz. Ram ile kâr marjınız arasındaki arayüzü tasarlıyorsunuz.
Bu da neyi ölçtüğünüzü değiştirir.
Kalıp omuzlarını çalışma ortasında parlatmayı ilk bıraktığınızda, bu hile yapıyormuşsunuz gibi hissettirir.
Film ile, özellikle daha yüksek yük altında, kir parçacıkları gömülür. Film kayar. Yedinci parçada silik bir çizgi belirir. Şimdi birisi Scotch-Brite ile kalıba vururken, silerken, filmi yeniden sererken ve kalınlık değiştiği için programı güncellerken pres boşta kalır. Burada on dakika. Orada on beş. Bu hurda olarak görünmez. “Normal” olarak görünür.”
Oturtulmuş bir parça yer değiştirmez ve gevşek bir katmanın yaptığı gibi kalıntıları hapsetmez. Sabit olduğu için kayma, yer değiştiren bir membran üzerinde değil, kararlı bir yüzey üzerinde gerçekleşir. Bu kararlılık, kozmetik hayaletlerin peşinden gitmek için daha az sürpriz duruş anlamına gelir. 300 parçalık bir çalışmada, her biri 12 dakikalık dört temizle ve yeniden ayarla döngüsünden kaçınmak bile neredeyse bir saatlik geri kazanılmış iş mili süresidir; varsayımsal olabilir, evet, ancak her ustabaşı bu “küçük” kesintilerin ne kadar hızlı biriktiğini bilir.
Pres, bir baş usta 'lık bir rulonun neden olduğu şeyi düzeltmek için sertleştirilmiş çeliği parlatırken değil, ram kontrol altında hareket ederken para kazandırır.
Hurda Tasarruf Kuralı: Yüzey koruması, takımı korumak için ram'i durdurmanızı gerektiriyorsa, koruma tasarruf ettiğinden daha fazlasına mal oluyordur.
Hurda gürültülüdür. Yeniden işleme sessizdir.
'lik yirmi dört panel, kırmızı mürekkeple daire içine alabileceğiniz 4.848$'dır. Peki ya bir imalatçının fırçalanmış paslanmaz çelik üzerinde silik bir omuz izini gidermek için harcadığı, damarın onu gizleyeceğini umarak geçirdiği iki saate ne demeli? Ya denetimden geçen ancak operatörler yüzeye güvenmediği için fazladan elleçleme gerektiren parçalar?
Parçalar geometriyi tutarlı bir şekilde koruduğunda, açı kayması azalır. Açı kayması azaldığında, sonraki aşamadaki montaj iyileşir. Daha az kelepçe. Ölü vuruşlu çekiçle daha az ikna edici vuruş. Tasarruflar, prese hiç dokunmayan departmanlara kadar yayılır.
İşin bariz olmayan kısmı budur: koruma, geometri kararlılığını belirler ve geometri kararlılığı, bükmenin çok ötesindeki işçilik saatlerini belirler. Büküm başına gerçek maliyet; yanlış hizalanmış bir flanşla savaşmak zorunda kalmayan kaynakçıyı ve parlatılmış bir izi bir proje yöneticisine açıklamak zorunda kalmayan son işlemciyi de içerir.
“Ancak bu mantık, 60 tonluk bir kuvvetin 1/8 inçlik bir temas bölgesinde neler yapabileceğini göz ardı ediyor.” Kesinlikle. Bu kuvvet ya kontrollü, derecelendirilmiş bir parçayı öngörülebilir şekilde deforme eder ya da en zayıf halkayı bulup imzasını parçanızın üzerine atar.
Hurda Tasarrufu Kuralı: Büküm tutarsızlığına bağlı yeniden işleme saatlerini takip edin ve bunları yüzey koruma tercihinizle ilişkilendirin.
Kozmetik alüminyum ve önceden işlenmiş paslanmaz çelik, bir kumar gibi hissettirmemeli.
Gevşek film ile her döngüde kırışıklıkları, yırtılmaları ve gömülü kum parçacıklarını kollarsınız. Koruma, dikkate bağlıdır. Rulonun bir kez eksik ilerletilmesi, koruması gereken katmanın kusurun kendisi haline gelmesi nedeniyle, 202 kalite ayna yüzeyli bir panele iz bırakmasına neden olur.
Kalıcı bir parça, yüzey kalitesini operatörün dikkatinden sistem tasarımına kaydırır. Temas yüzeyi tekdüze, gerilimsiz ve tekrarlanabilirdir. Parça sertliği, kalınlığı, büküm programı ve tonaj gibi kombinasyonları bir kez doğruladığınızda, her vuruşu sürekli kontrol etmek zorunda kalmadan hassas malzemeleri işleyebilirsiniz. Kusursuzluk, en iyi senaryo değil, temel standart haline gelir.
Bu, sonsuz bir ömür anlamına gelmez. Parçalar aşınır. Zamanla sıkışırlar. Kötü saklarsanız, UV ışınları bazı formülasyonların sararmasına neden olabilir. Hizmet ömrü iyi dileklerle değil, döngülerle veya görsel kriterlerle tanımlanmalıdır. Ancak tanımlanmış bir aşınma yönetilebilir. Rastgele film arızası ise yönetilemez.
Bitmiş parçaları kaybetmenin, her bir bükümü koruyan katmanı yükseltmekten daha ucuz olduğuna ne zaman karar verdik?
Üretanı bir sarf malzemesi olarak gören atölyeler sonsuza dek çiziklerin peşinden koşar. Onu yük değerine sahip bir takım olarak görenler ise bütçelerini döngüler, toleranslar ve kimya üzerinden planlarlar; böylece hurda raporları artık sıkıcı hale gelir.
Hurda Tasarrufu Kuralı: Yüzey korumayı belirtilmiş, denetlenmiş ve bütçelenmiş bir takım varlığı haline getirin; aksi takdirde bunun bedelini öngörülemez hurda maliyetleri olarak ödemeye devam edersiniz.


















