

À 16 h 37, nous empilions des panneaux 5052 polis qui semblaient parfaits sous l’éclairage de l’atelier. À 17 h 10, sous le soleil, chaque ligne de pliage révélait une fine cicatrice, semblable à une fermeture éclair, laissée par la matrice inférieure. Vingt-quatre panneaux à $202,50 chacun. $4 860,00 directement dans le bac à rebuts parce que nous avions cru que du ruban de masquage pouvait “protéger” un travail à $38 000.
Je n’ai pas changé de marque de ruban après ça. J’ai changé ma façon de penser à ce qui se trouve entre le vérin et ma marge bénéficiaire.
La plupart des ateliers considèrent le film de presse plieuse comme des chiffons d’atelier — bon marché, remplaçable, suffisant tant qu’il ne se déchire pas. Moi aussi. Un rouleau de ruban de masquage coûte le prix d’un déjeuner ; une bande de film PVC paraît propre et semble glisser facilement. La logique paraît infaillible : si la matrice ne peut pas toucher la pièce, la pièce ne sera pas rayée.
Mais cette logique ignore ce que 60 tonnes de pression font dans une zone de contact de 1/8 de pouce. Sous charge, la presse ne “repose” pas sur le film. Elle le comprime, l’amincit, et le pousse latéralement. Ce qui commence comme une barrière se transforme en tapis roulant, entraînant les impuretés et les défauts de la matrice à travers l’aluminium poli.
Si le matériau entre la pièce et la matrice se déforme de façon imprévisible, protégez-vous la surface—ou déplacez-vous simplement les dommages ?
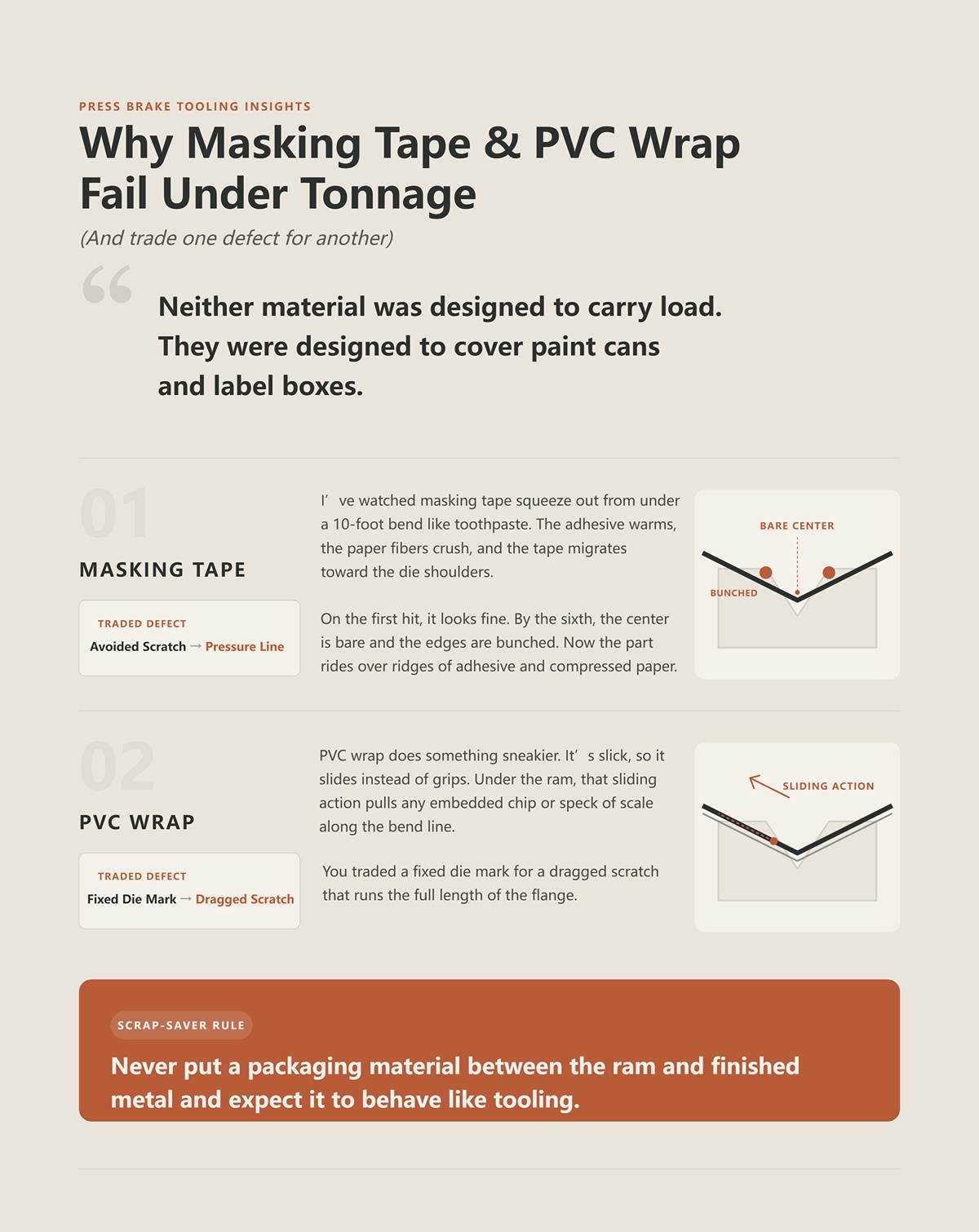
J’ai vu le ruban de masquage s’échapper d’un pli de 3 mètres comme du dentifrice. L’adhésif chauffe, les fibres de papier s’écrasent, et le ruban migre vers les épaules de la matrice. Au premier coup, tout semble bien. Au sixième, le centre est nu et les bords sont froissés. La pièce glisse alors sur des crêtes d’adhésif et de papier compressé.
Ainsi, la rayure que vous vouliez éviter devient une marque de pression due à une épaisseur irrégulière.
Le film PVC agit de manière plus sournoise. Il est glissant, donc il glisse au lieu d’adhérer. Sous le vérin, ce mouvement de glissement entraîne le moindre copeau ou grain d’oxydation le long de la ligne de pliage. Vous avez échangé une marque fixe de matrice contre une rayure entraînée sur toute la longueur du rebord.
Aucun de ces matériaux n’a été conçu pour supporter une charge. Ils ont été conçus pour recouvrir des pots de peinture et étiqueter des boîtes.
Règle anti-gaspillage : ne jamais placer un matériau d’emballage entre le vérin et le métal fini et s’attendre à ce qu’il se comporte comme un outil.
Faites le calcul comme le ferait un contremaître à 18 h, pas comme le ferait le service achats à 9 h.
Supposons que vous pliez 200 panneaux d’acier prérevêtus par semaine, avec une marge de $18 par pièce. Si une protection “suffisante” entraîne seulement 3% de rejet pour défauts cosmétiques, cela fait six pièces. $108 de marge perdue cette semaine. Sur un an, cela représente $5 616.
Comparez maintenant le prix d’un film de matrice en uréthane haut de gamme pour cette même presse. Même s’il vous coûte quelques milliers de dollars par an, le taux de rebut d’équilibre est étonnamment bas — souvent inférieur à 2% pour le travail sensible à l’apparence.
Le point de bascule n’est pas spectaculaire. Il est discret. Un panneau ici. Une reprise là. Un client qui demande une remise parce que “la finition n’est pas uniforme”.”
Quand avons-nous décidé que perdre des pièces finies coûtait moins cher que d’améliorer la couche qui protège chaque pli ?
J’ai payé pour faire polir des matrices jusqu’à obtenir un effet miroir. Elles ressemblaient à du chrome. Première série sur de l’aluminium anodisé, et nous avons quand même vu apparaître des micro-rayures.
Parce que le polissage ne change pas la pression. La presse plieuse concentre la force le long de deux étroites épaulements de la matrice en V. Même une surface impeccable subira un micro-adhérage — un transfert microscopique de matériau entre la matrice et la pièce — surtout avec des alliages plus tendres. Ajoutez une poussière d’atelier, invisible à l’œil, et cette particule devient un outil de coupe sous la charge.
Un outillage nu et poli élimine une variable : la rugosité de surface. Il n’élimine pas la contamination. Il ne répartit pas la force. Il n’absorbe pas les chocs.
Nous pensions que la brillance était une protection. Ce n’était qu’esthétique.
Si la finition de la matrice ne peut pas modifier la physique de la contrainte de contact, que peut-elle faire ?
Sur une presse plieuse de 3 m formant du 5052 de 3,2 mm, nous réalisions un angle de 90° avec environ 60 tonnes réparties sur la longueur. Le ruban adhésif s’est déchiré au troisième coup. Le PVC s’est fripé et a poli les épaulements de la matrice dans la pièce. Puis nous avons installé une bande de polyuréthane de 90 duromètres — un vrai film de matrice, pas du plastique de quincaillerie — et relancé le même programme.
À la charge maximale, on pouvait le voir se comprimer. Pas s’extruder. Pas se cisailler. Se comprimer.
Et lorsque le coulisseau s’est relevé, il est revenu à son épaisseur initiale.
Ce rebond est toute l’histoire. La presse applique la force sur une ligne étroite le long des épaulements de la matrice. Si le matériau de cette ligne flue — c’est-à-dire se déforme de façon permanente — vous perdez de l’épaisseur, de l’uniformité, et invitez un contact métal-métal. S’il a de la mémoire — une récupération élastique — il absorbe le choc et revient, prêt pour le cycle suivant. Ce n’est pas un comportement d’emballage. C’est un comportement porteur.
Règle anti-chute de rebut : Si la couche entre votre pièce et la matrice ne retrouve pas sa forme initiale après le tonnage complet, ce n’est pas une protection — c’est un pré-rebut.

Figez l’instant où le poinçon atteint le fond de sa course.
L’acier cède à la ligne de pliage. Les épaulements de la matrice concentrent la force sur une zone de contact d’environ 3 mm. La barrière entre les deux a deux options : s’écouler ou se déformer.
Le ruban adhésif « coule ». Les fibres de papier s’écrasent, l’adhésif ramollit sous la chaleur par frottement, et le matériau migre latéralement. Cette migration amincit la ligne centrale. À la sixième pièce, vous pliez pratiquement à nu sur l’acier, avec des crêtes d’adhésif aux bords.
Le polyuréthane — lorsqu’il est correctement spécifié — se déforme plutôt qu’il ne s’écoule. Sous la pénétration du poinçon, il se comprime et forme une matrice femelle temporaire. Je l’ai vu épouser la tôle autour du nez du poinçon, s’adaptant juste assez pour soutenir le pli sans marquer l’arête de la matrice. Ce n’est pas un simple amortissement. C’est une géométrie qui change sous la charge.
Mais voici le piège que la plupart des commerciaux ne mentionnent pas : le polyuréthane ne “ s’active ” que si vous le chargez réellement. Une pénétration trop faible, une tonnage trop prudente, et il reste là comme un tapis rigide. Pas d’enveloppement. Pas de redistribution. Vous croyez être protégé, mais la contrainte de contact repose toujours sur les épaulements de la matrice.
Mais ce raisonnement ignore ce que 60 tonnes de force provoquent dans une zone de contact de 3 mm. Sous charge suffisante, le polyuréthane de haute qualité entre dans sa plage de compression élastique et emmagasine l’énergie au lieu de céder en épaisseur. Quand le coulisseau se rétracte, cette énergie restituée lui redonne son profil. C’est la mémoire. C’est la répétabilité.
Les formulations différentes comptent. Une bande plus souple de 70 duromètres épousera magnifiquement l’acier prélaqué de faible épaisseur mais s’usera plus vite sur un inox épais. Une bande plus dure de 95 duromètres supportera une tonnage plus élevée mais enveloppera moins agressivement l’aluminium fin. La physique ne change pas — seul le domaine d’utilisation change.
La véritable question n’est donc pas “ Le polyuréthane fonctionne-t-il ? ” mais “ Le duromètre correspond-il à la charge que vous appliquez réellement ? ”
Faites passer de l’aluminium poli sur des matrices nues à finition miroir et vous verrez encore des lignes fines. Pas à cause de la rugosité. À cause du glissement.
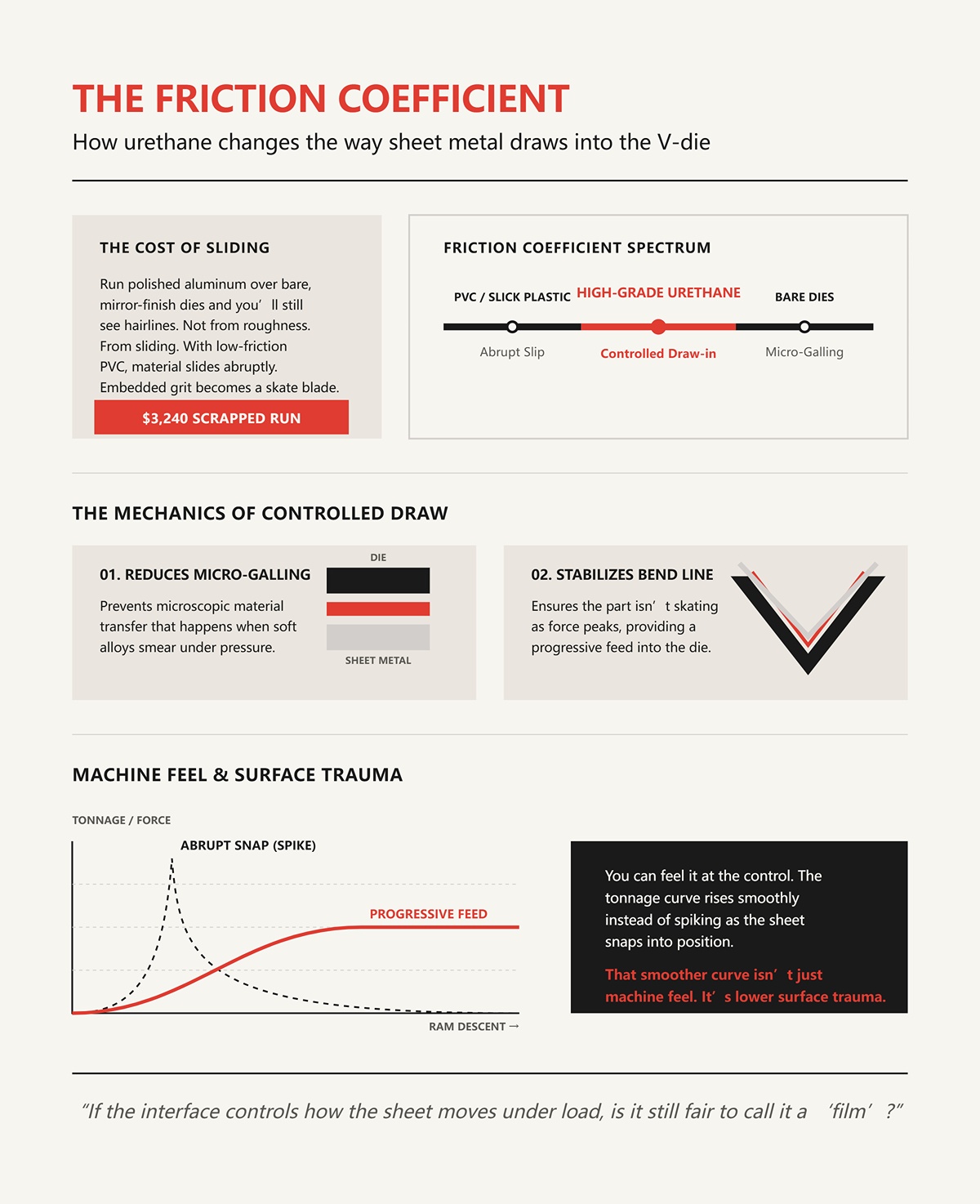
Lorsque le vérin descend, la feuille doit se tirer dans le V. Avec des interfaces à faible friction — comme le PVC — le matériau glisse brutalement. Tout grain incrusté devient une lame de patin, traînée sur toute la longueur du flanc. J’ai mis au rebut des séries où le seul défaut visible était une ligne continue, parfaitement centrée, $3 240 pièces perdues parce que le film laissait le panneau se déplacer trop librement.
Le polyuréthane de haute qualité change cette interaction car son coefficient de frottement est plus élevé que celui du plastique lisse mais inférieur au contact acier brut sur aluminium. Il adhère juste assez pour contrôler l’étirage. Au lieu d’un glissement soudain, on obtient une avance plus progressive dans la matrice.
Cet étirage contrôlé produit deux effets. D’abord, il réduit le micro-galbage — le transfert microscopique de matière qui se produit lorsque les alliages tendres s’étalent sous la pression. Ensuite, il stabilise la ligne de pliage pour que la pièce ne glisse pas lorsque la force atteint son maximum.
On peut le sentir à la commande. La courbe de tonnage monte régulièrement au lieu de culminer brusquement lorsque la tôle s’enclenche en position. Cette courbe plus douce n’est pas qu’une sensation de machine. C’est un traumatisme de surface moindre.
Si l’interface contrôle la manière dont la tôle se déplace sous charge, peut-on encore vraiment l’appeler un “ film ” ?
Prenez une matrice en V avec une ouverture de 0,500 pouce. Le contact se produit le long de deux épaules étroites. Même si ces épaules sont polies, ce sont toujours des arêtes. Les arêtes concentrent la contrainte.
Métal nu contre métal nu, cette contrainte imprime sur la pièce tout ce qui se trouve sur la surface de la matrice : marques d’outillage, copeaux incrustés, voire le léger grain d’un meulage de resurfaçage. J’ai vu de l’acier prérevêtu ressortir avec des lignes fantômes correspondant exactement à la direction de meulage de la matrice. La matrice n’était pas rugueuse. La pression était concentrée.
Quand le polyuréthane se comprime, il répartit la charge latéralement. Pas à l’infini. Juste ce qu’il faut. La zone de contact s’élargit d’une ligne en arête de couteau à une zone un peu plus large et souple. Une force répartie sur une surface plus grande égale une pression de pointe plus faible. Une pression de pointe plus faible signifie moins d’empreintes.
Imaginez enfoncer votre ongle dans du bois dur plutôt que dans un coussinet en caoutchouc posé sur le bois. Même main. Marque différente. Le coussinet n’élimine pas la force ; il la répartit.
Cette répartition explique pourquoi les matrices en polyuréthane polyvalentes peuvent former des rayons plus serrés à travers divers matériaux. Le matériau s’adapte sous la charge, agissant comme une matrice personnalisée temporaire pour chaque épaisseur. Pour un atelier qui travaille différentes nuances d’alliages au cours de la même semaine, cette adaptabilité n’est pas une commodité. C’est une assurance.
Une assurance placée directement entre le vérin et votre marge bénéficiaire.
Ce qui nous amène à la question pratique qui préoccupe réellement un contremaître : si le comportement du polyuréthane dépend du duromètre, de la plage de compression et de la façon dont il est fixé à la matrice, comment comparer les options en dollars par pliage plutôt qu’en dollars par rouleau ?
Vingt-quatre panneaux à $202 chacun.
C’était une seule série de façades en acier inoxydable — brossées, préfinies, découpées au laser avec des fentes décoratives. Nous les avons pliées avec un film standard de 0,030 pouce qui “ avait toujours fonctionné ”. À partir du dix-huitième panneau, les jambes intérieures ont commencé à montrer de fines lignes d’épaule près des fentes. Pas sur tout le flanc — seulement là où la géométrie concentrait la force. Nous avons continué à produire. Au vingt-quatrième panneau, chaque pièce présentait un voile autour des découpes. Rebut total : $4 848. Le film ne s’est pas déchiré. Il s’est simplement ramolli, s’est davantage comprimé qu’au début du poste, et a modifié la répartition de pression sous la presse plieuse.
Ainsi, lorsque quelqu’un demande comment comparer le polyuréthane en dollars par pliage, je ne commence pas par le prix au rouleau. Je commence par : quelle est la stabilité de l’interface du premier coup au cinq-centième ?
Sur le papier, vous verrez 70A, 80A, 90A, 95A — des valeurs de duromètre qui décrivent la dureté. En pratique, on trouve généralement deux épaisseurs sur le marché : 0,015″ et 0,030″. C’est tout. Le véritable paramètre n’est donc pas tant l’épaisseur que la dureté et la façon dont elle se comporte dans la plage de tonnage de votre machine.
Faire passer de l’acier inoxydable 304 de calibre 14 à 60 tonnes sur un V étroit. Une bande de 70A s’enroulera parfaitement sur les dix premiers plis. Au cinquantième, elle est définitivement comprimée sur la ligne médiane. Le polyuréthane ne cède pas comme le ruban adhésif. Il se déforme lentement. En s’usant, il devient effectivement plus souple et plus élastique dans cette zone de contact. La position en bas de course n’a pas changé. Le vérin n’a pas bougé. Mais l’angle s’ouvre d’un demi-degré parce que le film ne résiste plus de la même manière qu’au matin.
C’est la dérive dont parlent les critiques lorsqu’ils affirment que le nylon est “ plus répétable ”. Le nylon se comprime moins, donc il conserve la géométrie plus longtemps. Il s’imprime aussi plus facilement et ne contrôle pas la friction de la même manière. Mode de défaillance différent.
Passons maintenant à de l’aluminium pré‑peint de 0,063 pouce. Un film 95A durera indéfiniment. Mais il ne se conformera pas beaucoup à faible tonnage. Vous obtiendrez une protection, mais pas l’étirement contrôlé dont nous avons parlé plus tôt. La tôle peut glisser, surtout autour des trous et des encoches, et les marques de matrice apparaissent exactement là où le matériau revêtu de PVC échoue encore — aux points de concentration des contraintes géométriques.
Ainsi, faire correspondre le duromètre ne consiste pas à choisir “ plus doux pour un métal tendre, plus dur pour un métal dur ”. Il s’agit d’adapter la plage de compression élastique à votre charge réelle par pouce. Si votre presse plieuse ne pousse jamais le film dans sa zone de travail, vous n’utilisez pas une interface supportant la charge. Vous posez simplement un set de table coûteux.
Règle Économie‑Déchets : Choisissez un duromètre qui atteint une compression élastique contrôlée à votre tonnage réel, pas à votre maximum théorique.
J’ai retiré un film autocollant d’une matrice inférieure après une longue série en inox et j’ai senti le changement d’adhérence sous mon pouce. La friction chauffe la zone de contact. Pas au rouge, mais suffisamment pour ramollir certains adhésifs sensibles à la pression.
Cela signifie‑t‑il que le film autocollant laisse toujours des résidus ? Non. Cela signifie que le risque de résidu augmente avec la chaleur et le temps de maintien. Inox épais, petits rayons, longues séries — plus de chaleur. Séries courtes en aluminium à tonnage modéré — moins de chaleur.
Le vrai coût, ce n’est pas les cinq minutes de nettoyage au solvant. C’est ce qui se passe lorsque les résidus s’accumulent de manière inégale le long des épaules de la matrice. Cela modifie la hauteur locale de quelques millièmes. Quelques millièmes sur l’épaule se traduisent par une variation d’angle sur un panneau de trois mètres. Vous compensez au contrôle, en ajustant la profondeur, et maintenant votre “ problème de répétabilité ” est imputé au vérin alors qu’il s’agit en réalité d’une accumulation d’adhésif.
D’un autre côté, le film autocollant ne migre pas. Il reste là où vous l’avez placé. Pas de repositionnement en milieu de quart. Dans les travaux à fort tonnage où le glissement entraîne des rayures, cette stabilité peut compenser le temps de nettoyage.
Donc, la question n’est pas “ adhésif ou non ? ” mais “ le profil thermique de ce travail justifie‑t‑il plutôt une fixation mécanique ? ”
Règle Économie‑Déchets : Si les épaules de votre matrice sont suffisamment chaudes pour ramollir l’adhésif, supposez qu’elles le sont assez pour altérer la constance du pli et planifiez votre méthode de fixation en conséquence.
Sur notre système de rail européen de 60 mm, les supports magnétiques à réglage de hauteur sont une bénédiction. Vous ajustez l’avant‑arrière, réglez la hauteur pour correspondre à l’empilement de matrices, et le film suit l’outil. Changez de matrice, faites glisser les supports, continuez à produire.
Le film libre‑posé est plus rapide au début. On le jette en place, on cycle le vérin, la friction le maintient. Pour une série à matériau et matrice uniques, cela fonctionne. Dans un environnement à forte variété — passer d’un V de 1,000 pouce à un V de 0,500 pouce trois fois avant midi — il commence à montrer ses limites.
Voici comment il échoue : pas de façon catastrophique. Il se déplace lentement. La tôle le tire vers l’avant d’un seizième. Puis d’un huitième. Maintenant, le bord du film ne se trouve plus que sous une seule épaule de matrice. La répartition de la pression devient asymétrique. Une aile est nette. L’autre présente une légère ligne visible seulement sous un certain éclairage. Vous ne vous en rendez compte qu’une fois les pièces sorties de la presse plieuse.
Les systèmes magnétiques ou montés sur rail échouent différemment. Ils ne glissent pas, mais ils dépendent d’un réglage de hauteur correct. Trop bas, le film n’engage jamais complètement. Trop haut, vous le préchargez avant même que la tôle ne touche la matrice, ce qui modifie le calcul du pli.
Et cela dépend de l’architecture de votre machine. Une comparaison directe sans prendre en compte la norme du rail, la hauteur de matrice et la rigueur de l’opérateur ne donne qu’une demi‑vérité.
Règle Économie‑Déchets : Dans les environnements à forte variété, privilégiez les méthodes de fixation qui éliminent le glissement latéral avant de chercher à gagner quelques secondes sur la vitesse de réglage.
| Aspect | Supports de film magnétiques / montés sur rail | Film posé librement |
|---|---|---|
| Configuration de base | Monté sur un système de rail européen de 60 mm ; réglable d’avant en arrière et en hauteur pour correspondre à l’empilement des matrices | Placée directement sur la matrice ; maintenue en place par friction pendant le cycle du vérin |
| Vitesse initiale | Nécessite un réglage et un ajustement de la hauteur | Plus rapide au départ ; il suffit de poser et de lancer le cycle |
| Cas d’utilisation optimal | Production à forte diversité avec changements fréquents de matrices | Séries à matériau unique et matrice unique |
| Performance en forte diversité | Stable lorsqu’il est correctement réglé ; faire glisser les supports et continuer | Commence à se déplacer lors de fréquents changements de matrice en V |
| Mode principal de défaillance | Réglage de hauteur incorrect (trop bas : pas d’engagement complet ; trop haut : la précharge modifie le calcul du pli) | Déplacement latéral progressif dû au mouvement de la tôle |
| Caractéristiques de défaillance | Ne se déplace pas ; erreurs liées à la précision du réglage | Se déplace progressivement (1/16 po, puis 1/8 po) ; répartition asymétrique de la pression |
| Impact sur la qualité | Variation du calcul du pli en cas de mauvais réglage | Qualité de bride inégale ; légères lignes visibles sous certaines lumières |
| Calendrier de détection | Généralement perceptible pendant la configuration ou lors des premiers pliages | Souvent détecté après que les pièces quittent la presse plieuse |
| Facteurs de dépendance | Architecture de la machine, norme de rail, hauteur de matrice, discipline de l’opérateur | Frottement du matériau, changements de matrice, attention de l’opérateur |
| Règle d’économie de rebut | Donner la priorité aux méthodes de maintien qui éliminent le glissement latéral dans les environnements à forte variété | Les gains marginaux de vitesse de configuration ne compensent pas le risque de rebut lié au glissement |
Faisons un scénario hypothétique clair.
Un rouleau $200 produit 8 000 pliages avant que la dérive d’angle causée par l’usure ne dépasse votre fenêtre de tolérance. Cela représente $0,025 par pli. Un rouleau moins cher $120 dure 3 000 pliages avant que la compression de la ligne médiane ne modifie suffisamment vos angles pour nécessiter une reprise ou produire un marquage visible. Cela représente $0,04 par pli.
Le rouleau moins cher semble rationnel à l’achat. Il coûte 40% de moins au départ. Mais par pli, il revient 60% plus cher.
Ajoutez maintenant un panneau architectural rejeté à $1 200 parce qu’un glissement du film ou l’usure a imprimé une épaule de matrice autour d’une découpe. Votre rouleau haut de gamme devrait éviter un seul rejet pendant sa durée de vie pour se rentabiliser six fois.
Et nous n’avons pas encore compté l’usure de la matrice. Lorsque le film se dégrade et s’amincit de manière inégale, il se produit un contact métal contre métal localisé. Ce n’est pas théorique. J’ai vu des matrices inférieures polies subir un micro-grippage nécessitant un resurfaçage. Une rectification de matrice peut coûter de $600 à $900 selon la taille.
Mais voici la partie que la plupart des feuilles de calcul de retour sur investissement omettent : la fenêtre de performance. L’uréthane n’offre pas une protection identique du premier pli au dernier. À mesure qu’il s’use, la compression augmente, la répétabilité diminue. Votre véritable coût par pli ne devrait inclure que les pliages réalisés dans votre plage de tolérance acceptable. Dès que vous commencez à ajuster la profondeur pour compenser la dérive d’angle, vous dépensez de la main-d’œuvre pour pallier la fatigue du matériau.
Quand avons-nous décidé que perdre des pièces finies coûtait moins cher que d’améliorer la couche qui protège chaque pli
Si l’interface entre la tôle et la matrice est élastique, compressible et s’use en temps réel, alors l’épaisseur devient la prochaine variable à ne pas ignorer. À quel point ces 0,015″ ou 0,030″ modifient votre déduction de pliage et la force requise n’est pas un sujet académique — c’est un calcul qui vit directement sur la commande.
Le printemps dernier, nous avons fait passer de l’acier prélaqué calibre 14 dans une matrice en V de 0,750 pouce avec un revêtement d’uréthane de 0,015 pouce sur les épaules. La déduction de pli était réglée. Les angles étaient dans une tolérance d’un demi-degré sur un panneau de 10 pieds. Puis le service des achats a remplacé le film par du 0,030 pouce du même fournisseur — même dureté, épaisseur doublée. Aucun changement de programme. La première pièce sortie de la presse plieuse présentait une ouverture de 1,8 degré, avec un bord plus court de 0,042 pouce. Le vérin n’était pas en cause. Nous avions simplement modifié la géométrie sous 60 tonnes de force.
Voici le mécanisme : l’uréthane ne reste pas simplement en place. Il se comprime. Avec un film de 0,015 pouce, on peut observer 30–40% de compression à la charge de travail. Avec un film de 0,030 pouce, la compression totale peut dépasser la hauteur d’empilage initiale de 0,015 pouce, soulevant effectivement la tôle plus haut dans la matrice pendant la première phase du cycle. Cela déplace l’axe neutre et augmente le rayon intérieur effectif avant le contact complet avec la matrice. Votre CNC croit toujours plier acier contre acier. Ce n’est pas le cas.
Si vous ajoutez 0,030 pouce de polyuréthane et que vous n’ajustez pas vos déductions de pliage, ce n’est pas la plieuse qui est incorrecte—c’est vous.
Règle Économie de Chutes : Traitez tout changement d’épaisseur de film comme un changement d’outillage nécessitant un recalcul de la déduction de pliage avant que la pièce suivante n’atteigne le butoir arrière.
Sur de l’acier pré-peint, calibre 16, un polyuréthane à dureté élevée de 0,015 pouce est généralement suffisant pour éviter le marquage des épaules sans augmenter sensiblement le rayon intérieur. Le revêtement est mince. Vous protégez la peinture, pas en compensation de la calamine ou de la rugosité de surface. À la force typique de pliage à l’air, cette couche plus fine se comprime de manière prévisible et arrive au fond plus près de la géométrie acier-acier.
Maintenant, passez au galvanisé.
La couche de zinc est plus tendre et légèrement irrégulière. Les opérateurs craignent les éclats à des rayons serrés et optent pour du 0,030 pouce “ par sécurité ”. Mais cette épaisseur supplémentaire fait deux choses à la fois : elle amortit le revêtement et augmente l’ouverture effective de la matrice parce que la feuille repose sur une base compressible avant de toucher les épaules de la matrice. Dans un V étroit—disons 0,500 pouce—0,030 pouce de chaque côté signifie que vous avez, de manière fonctionnelle, réduit l’ouverture lors du contact initial, puis l’avez élargie lorsque le polyuréthane s’écoule. Ce n’est pas une condition stable. C’est une cible mouvante.
J’ai vu des pièces galvanisées fissurer non pas parce que le rayon était trop serré en termes d’acier, mais parce que le programme a conduit à une profondeur supplémentaire pour compenser le ressort d’angle induit par un sur-rembourrage. Plus de profondeur signifie plus de contrainte sur les fibres externes. Le revêtement cède en premier. Ensuite, le métal de base suit.
Alors, où est la limite ? En pratique, 0,015 pouce est la valeur par défaut pour les aciers peints et galvanisés sous tonnage modéré ; 0,030 pouce ne se justifie que lorsque la tolérance de surface est critique et que la largeur de la matrice est suffisamment généreuse pour absorber la compliance supplémentaire sans distordre le rayon. Le choix de l’épaisseur n’a rien à voir avec votre nervosité—il concerne la dérive géométrique que votre matrice peut tolérer.
Règle Économie de Chutes : Commencez à 0,015 pouce pour les aciers revêtus et passez à 0,030 pouce uniquement si la largeur de votre matrice et les calculs de pli peuvent absorber la compliance supplémentaire sans instabilité du rayon.
Imaginez une matrice V de 0,375 pouce pliant de l’aluminium de 0,060 pouce avec 0,030 pouce de polyuréthane posé sur les deux épaules. Ce n’est plus du rembourrage. C’est un médium de formage secondaire.
Lorsque le coulisseau descend, le poinçon force la feuille dans une couche qui se comporte comme un joint en caoutchouc dense. Le polyuréthane s’écoule latéralement avant de se comprimer complètement. Cet écoulement soutient la feuille plus près de la pointe du poinçon, augmentant ainsi le rayon intérieur au-delà de ce que la largeur de matrice seule dicterait. Une fois que le polyuréthane reprend son épaisseur après décharge, le ressort s’accumule parce que la feuille n’a jamais été complètement en contact avec l’acier rigide à charge maximale.
Le résultat est un rayon qui se mesure plus grand que celui prévu par votre tableau de pliage à l’air et un angle qui s’ouvre davantage que ce que votre tableau de ressort d’angle anticipe. Vous corrigez en ajoutant de la profondeur. À présent, le polyuréthane est pré-comprimé avant que la feuille n’engage complètement. Pièce suivante, épaisseur de feuille légèrement différente, compression légèrement différente. Votre rayon intérieur varie de quelques millièmes, et votre angle dérive d’un degré sur une série.
Ce n’est pas la plieuse qui perd en précision. C’est vous qui demandez à une couche élastique de se comporter comme de l’acier à outils trempé.
Règle Économie de Chutes : Ne jamais associer un polyuréthane épais à une matrice V étroite à moins d’avoir validé le rayon intérieur résultant et le ressort d’angle sur plusieurs feuilles, pas seulement sur un premier article unique.
J’ai déjà enregistré le tonnage sur un pliage de 10 pieds d’acier doux calibre 12 avec et sans polyuréthane haute densité de 0,030 pouce. Même matrice. Même poinçon. Acier-acier, moyenne de 48 tonnes. Avec polyuréthane, charge de pointe montée à 58–60 tonnes avant fermeture de l’angle. Ce n’est pas anodin.
Mais cette logique ignore ce que 60 tonnes de force font dans une zone de contact de 1/8 pouce.
Une partie de ces 10–12 tonnes supplémentaires ne va pas du tout dans l’acier. Elle comprime le polyuréthane à son épaisseur de travail. Vous utilisez la capacité de la machine pour déformer une couche protectrice. Sur une presse fonctionnant près de sa limite nominale, cette marge compte. Sur du galvanisé ou du matériau à plus haute résistance, cette force additionnelle peut vous faire passer d’un formage sûr à un territoire de fracture du revêtement.
Il y a aussi le comportement de la machine à considérer. Un tonnage plus élevé signifie plus de déflexion dans le coulisseau et le bâti. Même avec le bombage, la charge supplémentaire modifie la répartition uniforme de la force sur la longueur. Vous pensez avoir ajouté un film pour protéger. Vous avez peut-être simplement introduit une variation d’angle aux extrémités.
C’est là que le polyuréthane en tant que composant porteur devient littéral. Il supporte la charge. Il exige la charge. Et la presse plieuse répond en conséquence.
Règle Économiseur de Chutes : Mesurez le tonnage réel avec et sans film sur les travaux critiques et confirmez que votre machine dispose d’une marge de capacité avant de vous engager sur un polyuréthane plus épais.
Nous avions un travail — vingt-quatre panneaux à $202 chacun — où le film de 0,030 pouces était incontournable car la finition était de qualité miroir. Le premier article est sorti plus long sur les deux jambes de 0,055 pouces au total. La déduction de pliage dans le programme supposait un rayon intérieur de 0,090 pouces d’après le tableau de pliage à l’air. Le rayon réel mesuré avec le film était de 0,118 pouces.
Cette augmentation de rayon de 0,028 pouces modifie l’allocation de pliage. Pour un pli à 90 degrés dans de l’aluminium de 0,125 pouces, ce changement à lui seul peut altérer la déduction de pliage d’environ 0,040–0,060 pouces selon le facteur K. Ce n’est pas une erreur de coupe. C’est de la géométrie.
La solution n’était pas mystique. Nous avons mesuré le rayon intérieur réel formé avec le polyuréthane en place. Nous avons recalculé l’allocation de pliage en utilisant ce rayon et un facteur K vérifié à partir d’un échantillon coupé et gravé. Nous avons mis à jour le programme CNC. Nous avons effectué trois pièces de validation. Nous avons verrouillé le réglage. La presse plieuse a exactement fait ce qu’on lui avait demandé une fois que nous lui avons dit la vérité.
Le polyuréthane de haute qualité n’est pas un “ ajout ”. C’est une partie de votre empilage d’outillage. Cela signifie que vos tableaux de pliage, votre compensation de retour élastique et vos réglages de profondeur doivent refléter son épaisseur de travail compressée, pas son épaisseur nominale en rouleau. Sinon, vous programmez pour de l’acier et pliez dans du caoutchouc.
Et c’est là que le calcul rencontre la discipline — car même les bons chiffres se désintègrent si le film n’est pas appliqué à plat, centré et à hauteur constante sur le lit et la matrice.
Règle Économiseur de Chutes : Mesurez toujours le rayon intérieur formé avec le polyuréthane installé et recalculer la déduction de pliage à partir de cette géométrie réelle avant de lancer la production.
Vous avez mesuré le rayon intérieur. Vous avez recalculé la déduction de pliage. La presse plieuse est programmée pour l’épaisseur de travail compressée du film.
Alors pourquoi l’équipe de l’après-midi vous appelle-t-elle encore lorsque les angles dérivent et que des rayures apparaissent à mi-parcours d’un lot ?
Parce que la géométrie n’est pas la seule variable. L’installation en est une.
Si le polyuréthane est une couche porteuse, alors la façon dont vous le posez sur la matrice n’est pas différente de la façon dont vous installez un poinçon dans le coulisseau : du travail bâclé entraîne des mouvements, et le mouvement sous 60 tonnes devient un dommage. J’ai vu des ateliers passer une heure à régler un premier article, puis jeter un rouleau de film sur le lit comme un chiffon d’atelier et se demander pourquoi la pièce numéro dix-huit est différente de la pièce numéro deux. Les déchirures en cours ne sont pas de la malchance. C’est de l’énergie accumulée qui se libère là où le film a été mal appliqué.
C’est la police d’assurance entre le coulisseau et votre marge bénéficiaire. Soit elle absorbe le choc de manière constante, soit elle transmet le choc directement à un panneau fini.
Règle Économiseur de Chutes : Si le film affecte la géométrie de pliage, traitez son installation avec la même répétabilité que votre installation de poinçon et de matrice — sans exceptions.
Nous ne détaillons pas une voiture de salon. Nous créons un contrôle de friction.
La calamine est évidente. Vous la sentez du bout des doigts ; elle s’imprime à travers l’aluminium mince comme du Braille. Mais le résidu d’huile est plus discret et plus dangereux. Un mince film de brouillard hydraulique sur les épaules de la matrice transforme le polyuréthane en feuille glissante, et lorsque le coulisseau descend, cette glissade concentre la compression dans des zones localisées au lieu de la répartir uniformément sur le V.
C’est là que commence la déchirure.
Sous charge, l’uréthane cherche à adhérer à l’acier. S’il ne peut pas, il s’étire microscopiquement au point de pression maximale — généralement juste au niveau du rayon de la matrice. Faites cela quelques centaines de cycles et vous obtenez une fissure qui court dans le sens de la longueur. Rien de spectaculaire. Juste assez pour embosser une ligne sur un panneau miroir de qualité $202 à la vingt-quatrième pièce.
L’huile modifie la friction. La rouille modifie la hauteur. Les deux changent la façon dont la charge se répartit dans le film.
Essuyez les épaulements de la matrice avec un solvant. Éliminez la calamine avec un abrasif fin. Vous ne polissez pas ; vous normalisez le contact pour que l’uréthane bénéficie d’un soutien uniforme sur toute sa largeur.
Règle Économiseur de Chutes : Nettoyez les épaulements de matrice jusqu’à l’acier nu et uniforme avant chaque installation de film — retirez l’huile pour contrôler la friction et retirez la calamine pour contrôler la hauteur.
Un pli, c’est simplement un excès de matériau sans endroit où aller.
Lorsque le coulisseau se ferme, cet excès ne disparaît pas. Il est pressé dans la pièce.
Imaginez une légère ondulation à travers le film, à peine visible. Sous 60 tonnes dans une zone de contact de 1/8 po, cette ondulation devient une arête. Le poinçon y pousse la tôle, et l’uréthane se comprime de manière inégale — plus épais au niveau du pli, plus mince à côté. Cette variation d’épaisseur modifie localement l’ouverture effective du V, ce qui déplace le rayon intérieur de quelques millièmes. Assez pour changer l’angle d’une fraction de degré. Assez pour vous faire courir après des réglages de profondeur qui n’étaient jamais le vrai problème.
Et la surface ? Le bord du pli devient une ligne de pression. La presse plieuse ne sait pas que c’est esthétique. Elle ne voit que la résistance.
Je tends le rouleau comme si j’étirais un cordeau de traçage — ferme, mais pas tendu comme un banjo. Un opérateur alimente, l’autre lisse du centre vers l’extérieur, paumes à plat, éliminant les poches d’air avant qu’elles ne deviennent des poches de compression. Si le film veut se recourber sur lui-même, c’est du stress accumulé dû à la mémoire du rouleau. Laissez-le se détendre hors de la machine quelques minutes avant de le poser.
Les plis sont des rayures futures prêtes à être pressées par le coulisseau dans une pièce finie.
Règle Économiseur de Chutes : Appliquez l’uréthane sous une tension contrôlée et uniforme en lissant du centre vers l’extérieur — toute ondulation visible est une marque de pression garantie sous charge.
Les films autocollants résolvent le problème du mouvement mais en créent un autre : résidus et hauteur de pile incohérente.
Je préfère l’uréthane haut de gamme non adhésif et une fixation mécanique.
Voici la méthode : alignez le film à ras du bord avant de la matrice, fixez légèrement les deux extrémités avec des pinces-ressorts à profil bas, en dehors de la zone de pliage, puis posez une seule bande de ruban de masquage de qualité le long du bord arrière uniquement — à l’écart des épaulements de la matrice. Le ruban n’est pas structurel ; il empêche le glissement lors de l’indexation. Les pinces assurent la tension.
Pourquoi ne pas poser du ruban sur la face de la matrice ? Parce que le ruban se comprime différemment de l’uréthane. Sous charge, il se presse comme du dentifrice et laisse un vide d’épaisseur derrière lui. Votre chemin de charge change alors en milieu de course. Vous venez d’introduire une variable invisible.
Cette méthode pince-et-ruban ajoute à peine quatre-vingt-dix secondes à la préparation. Quatre-vingt-dix secondes coûtent moins qu’un seul panneau refusé à $202. J’ai déjà mis au rebut vingt-quatre panneaux à $202 parce qu’un film avait bougé de 1/16 po et exposé un épaulement brut de matrice sur le retour du rebord.
Le mouvement est l’ennemi. La retenue sans distorsion est l’objectif.
Règle Économiseur de Chutes : Fixez l’uréthane non adhésif avec des pinces aux extrémités et du ruban uniquement sur le bord arrière — ne placez jamais de ruban compressible dans le chemin de charge.
Même une installation parfaite a une durée de vie.
Le polyuréthane ne tombe pas en panne d’un coup. Il donne des signes avant-coureurs. Les épaules de la matrice polissent une trace dessus. Vous verrez une bande légèrement plus sombre là où des particules d’oxyde d’aluminium ou de métal galvanisé s’incrustent dans la surface. Ce grain incrusté devient un composé abrasif.
Ignorez-le, et la pièce suivante en paiera le prix.
Passez votre doigt sur la zone d’usure toutes les dix à vingt cycles pour les travaux cosmétiques. Si vous sentez une rainure ou voyez un mouchetage de particules, avancez le rouleau d’un ou deux pouces. N’attendez pas qu’une rayure confirme ce que vos yeux vous ont déjà dit. Les ateliers européens à grand volume se plaignent que le polyuréthane perd en régularité à mesure qu’il s’assouplit. Ils n’ont pas tort — mais la plupart de ces incohérences apparaissent d’abord sous forme d’usure inégale aux épaules, et non par effondrement complet du matériau.
Avancer le rouleau coûte moins cher que polir une ligne qui ne devrait pas exister.
Mais voici la limite : lorsque vous utilisez des matrices en V étroites à forte tonnage en rythme de production, le film se dégrade plus vite que le rythme de votre équipe ne le souhaite. Il existe un point où l’outillage acier — ou un autre support de protection — devient plus logique.
La protection a un point de rupture. Le déni aussi.
Règle Économiseur de Chutes : Inspectez de façon proactive les bandes d’usure aux épaules et avancez le polyuréthane avant que les particules incrustées ou les rainures ne puissent s’imprimer sur une surface finie.
Je me souviens de la première fois qu’une équipe m’a demandé, très sérieusement, de poser un film pour un travail de matriçage sur de l’aluminium 3/16. Panneaux de huit pieds. Côté esthétique vers l’extérieur. Matriçage complet, visant un rayon intérieur serré. Le tableau de la presse indiquait un tonnage qui faisait gémir le coulisseau.
Ils pensaient protection contre les rayures.
Je pensais à ce qui se passe quand on demande à une couche compressible de résister à des forces conçues pour former le métal à froid.
Jusqu’ici, nous avons considéré le polyuréthane comme une interface rigoureuse, répartissant la charge — installé à plat, tendu correctement, surveillé comme un outil. Cette discipline vous maintient rentable en pliage à l’air. Mais le matriçage est une autre affaire. En pliage à l’air, la tôle touche le nez du poinçon et les épaules de la matrice ; le matériau flotte entre les deux. En matriçage, le coulisseau enfonce la pointe du poinçon dans le matériau jusqu’à ce qu’il épouse l’angle de la matrice. Vous ne guidez plus le métal. Vous l’écrasez pour lui donner forme.
Et tout ce qui se trouve entre l’acier et l’acier devient une autre chose que le coulisseau doit écraser.
Même le polyuréthane polyester de haute qualité — résistant à l’abrasion de glissement et aux chocs — a une limite de compression. Je ne vais pas inventer un chiffre magique de tonnage, car il dépend de l’ouverture en V, de la largeur du matériau et du rayon du poinçon. Mais je peux vous expliquer le mécanisme : à mesure que le tonnage augmente, la pression de contact sur les épaules de la matrice explose. Cette pression dépasse la plage élastique du film. Le polyuréthane cesse de reprendre sa forme et commence à s’écouler. Les microscisaillements se transforment en glaçage de surface. Le glaçage devient de la chaleur. La chaleur accélère la dégradation. Ce qui semblait une barrière réutilisable devient une cale qui s’amincit.
Mais cette logique ignore ce que 60 tonnes de force font dans une zone de contact de 1/8 pouce.
Sous des charges de matriçage, le film ne “protège” pas. Il est compacté pour devenir plus mince aux épaules et plus épais au centre. Cela modifie votre ouverture en V effective en cours de course. Vous le constaterez par une dérive d’angle que vous n’arrivez pas tout à fait à corriger. Vous devrez réajuster la profondeur en permanence. Pendant ce temps, le film meurt un cycle de compression à la fois.
Règle Économiseur de Chutes : Si le travail exige un véritable matriçage ou un pliage en fond de matrice au tonnage complet indiqué, supposez que le film en polyuréthane subira une déformation plastique et retirez-le de la ligne de charge.
Faites une comparaison contrôlée. Même aluminium de 0,125, même matrice en V de 1 pouce. Première passe : pliage à l’air à 90 degrés. Deuxième passe : matriçage pour verrouiller l’angle et réduire le retour élastique.
Dans le pliage à l’air, le polyuréthane subit un contact localisé au niveau des épaulements et un léger glissement sous la tôle. Un film de qualité de 90 duromètres peut survivre à des dizaines – parfois des centaines – de cycles si on l’avance avant que les particules abrasives ne s’y incrustent. Le stress est intermittent et partiellement élastique. Le film se rétablit.
Lors du passage en matriçage, la récupération disparaît. La pointe du poinçon enfonce la tôle entièrement dans l’angle de la matrice, comprimant le film sur une zone plus large. Là, vous ne demandez plus au polyuréthane d’amortir, mais de résister à être aplati entre deux outils trempés. Le tassement en compression s’accumule. Après quelques coups, mesurez l’épaisseur du film au niveau de la trace sur l’épaulement. Ce ne sera plus la même qu’au départ.
Et lorsque l’épaisseur change, la géométrie change.
Les polyuréthanes polyéther résistent mieux à l’abrasion par impact que les types polyester ; le polyester résiste mieux au glissement. Cette chimie est importante en pliage à l’air, où le mode friction domine. En matriçage, la chimie est secondaire par rapport à la physique. Lorsque la pression de contact dépasse le seuil élastique, les deux familles cèdent. Ajoutez la chaleur de l’atelier due au cycle répétitif et vous abaissez encore ce seuil. Ce qui résiste à dix coups à température ambiante peut se vitrifier en cinq lors d’une série de production.
Ainsi, la véritable réponse à “ à quel tonnage ? ” est la suivante : dès que votre procédé nécessite une déformation plastique de la tôle par un contact complet avec la matrice, vous travaillez à un niveau de pression où la durée de vie du film passe de “ consommable géré ” à “ point de défaillance imprévisible ”.”
Ce n’est pas un jugement moral. C’est un cas de charge.
Imaginez maintenant une pointe de poinçon à 30 degrés, suffisamment tranchante pour sentir le bord à travers un gant. Nous formons un retour à angle aigu sur de l’aluminium anodisé. Face esthétique vers l’extérieur, bien sûr.
Posez un film de 0,030 pouces sur la matrice et faites descendre le bélier lentement. Observez ce qui se passe à la pointe du poinçon. La zone de contact se réduit considérablement par rapport à un outil à 90 degrés. La pression se concentre le long d’une ligne plus fine. Le polyuréthane n’a nulle part où répartir la charge latéralement avant que le poinçon ne pénètre la tôle et ne la force dans le V.
Avec un poinçon tranchant, le mode de défaillance n’est pas la compression globale, mais la coupe et le cisaillement. Le film peut ne pas exploser. Il peut auto-sceller de petites entailles — c’est un avantage des feuilles de polyuréthane moulées avec précision. Mais à 30 degrés, chaque coup marque la même ligne. La répétition transforme cette marque en fissure. La fissure devient une crête. La crête s’imprime dans la pièce.
Le film peut-il fonctionner pour quelques coups de prototype ? Oui, si le tonnage est modéré et que vous surveillez l’usure à chaque cycle. Est-il viable pour une série esthétique de 200 pièces ? Pas sans le surveiller comme une dimension critique.
Et lorsque la protection nécessite une vigilance constante pour éviter que le protecteur ne devienne le défaut, il faut se demander ce que vous sauvez réellement.
J’ai mis au rebut vingt-quatre panneaux à $202 une fois parce que nous avions insisté sur “ faire fonctionner le rouleau ” lors d’un travail architectural à haut tonnage. Le film ne s’est pas déchiré de façon spectaculaire. Il s’est comprimé de manière inégale. Une dérive de l’angle s’est insinuée. Une légère ligne d’épaule est apparue sur la pièce numéro dix-neuf. À la pièce numéro vingt-quatre, nous avions une pile d’aluminium poli valant $4,848 et une équipe prétendant que c’était de la malchance.
Ce n’était pas de la malchance. C’était un excès de confiance.
Les inserts permanents en polyuréthane — coussinets moulés intégrés dans la cavité de la matrice — changent l’équation. Ils sont plus épais. Ils sont soutenus sur toute leur largeur. Ils sont conçus pour être porteurs de charge, pas seulement sacrificiels. Parce qu’ils sont captifs, ils ne se déplacent pas. Parce qu’ils sont dimensionnellement contrôlés — souvent à quelques millièmes près — ils apportent une couche compressible stable et prévisible.
Vous prenez toujours en compte leur épaisseur dans vos calculs de pliage. Vous surveillez toujours l’usure. Mais vous ne mettez plus une assurance temporaire entre le bélier et votre marge bénéficiaire, en espérant qu’elle survive aux charges de matriçage.
Voici le point de transition pratique que j’utilise : si le travail exige un écrasement complet à plein tonnage, un outillage aigu inférieur à 45 degrés pour des quantités de production, ou des nombres de cycles où avancer le film toutes les 10 à 20 frappes perturbe le flux, j’intègre le coût d’inserts dédiés. Non pas en luxe, mais en outillage.
Quand avons-nous décidé que perdre des pièces finies coûtait moins cher que d’améliorer la couche qui protège chaque pli
Règle de préservation contre la casse : dès que le film en polyuréthane demande plus de gestion que votre poinçon et votre matrice, remplacez-le par un insert permanent, conçu pour la charge, et considérez la protection de surface comme de l’outillage — pas de l’emballage.
Si le film cède sous un tonnage élevé et un outillage aigu, la solution n’est pas “ un film plus épais ”. Il faut spécifier l’uréthane de la même manière que l’on spécifie les poinçons et les matrices : selon le cas de charge, la chimie, la méthode de support et la durée de service.
Un insert permanent n’est pas un rouleau posé sur un V. C’est un coussin en uréthane coulé ou usiné, généralement à base de polyéther pour résister à l’hydrolyse, entièrement logé dans la cavité de la matrice afin que le chemin de charge passe par un matériau supporté plutôt qu’une bande flottante. Vous choisissez le duromètre en fonction du mode de formage — plus doux pour les pliages à l’air esthétiques où vous recherchez la conformité, plus dur lorsque la stabilité d’angle sous un tonnage plus élevé est importante. Ensuite, vous verrouillez la tolérance d’épaisseur, car une variation de ±0,005 sur un insert captif se traduit par une dérive d’angle aussi sûrement qu’une épaule de matrice usée.
C’est là que la plupart des ateliers trébuchent. Ils achètent de l“” uréthane » comme ils achètent des chiffons d’atelier. Mais la chimie polyéther versus polyester détermine comment cet insert survit à l’humidité, à la chaleur de la presse plieuse et au brouillard de liquide de refroidissement qui flotte dans l’air. Le polyester résiste bien à l’abrasion par glissement, mais il est plus vulnérable à l’hydrolyse dans les ateliers chauds et humides. Le polyéther résiste aux attaques de l’humidité et conserve ses propriétés plus longtemps dans des conditions réelles — pas celles des brochures. Si votre presse plieuse se trouve dans un hall non climatisé en août, la chimie n’est pas une question académique.
Règle Économiseur de Chutes : Spécifiez la chimie et le duromètre de l’insert en fonction du cas de charge et de l’environnement avant de jamais estimer le prix du travail.
Le contrôle qualité est la prochaine ligne de fracture. Un uréthane qui n’est pas correctement mélangé, dégazé et durci peut contenir des composants non réactifs, des incohérences dimensionnelles ou des bulles internes qui s’effondrent sous pression. J’ai vu des inserts qui semblaient parfaits sur l’établi et qui imprimaient des lignes de vide sur des panneaux anodisés dès la douzième pièce. Un fournisseur réputé donnera des tolérances dimensionnelles, un protocole de durcissement et une traçabilité de lot ; s’il ne parle pas ce langage, il vend du matériau, pas de l’outillage.
Et n’oubliez pas l’aspect santé. Les inserts correctement durcis sont généralement stables en service, mais un polyuréthane fraîchement coulé ou mal fabriqué peut dégager des COV, surtout lorsqu’il est chauffé. La presse plieuse génère de la chaleur. La friction génère de la chaleur. Si vous mettez un nouvel insert dans une cellule de production, laissez-le post-durcir et ventilez conformément aux recommandations du fabricant avant d’installer un opérateur dessus pendant huit heures. La stratégie de production inclut la qualité de l’air.
Ainsi, la mise en œuvre devient procédurale, pas improvisée. Installez l’insert de manière à ce qu’il soit entièrement supporté sur toute la largeur de la matrice. Éliminez les espaces permettant un glissement latéral. Recalculez les déductions de pliage et le retour élastique en tenant compte de la compressibilité de l’insert — faites des coupons de test, mesurez l’angle réel sous le tonnage de production et verrouillez ces chiffres dans le programme. Puis définissez un intervalle d’inspection basé sur le nombre de cycles et l’usure visuelle des épaules, de la même manière que vous suivez l’augmentation du rayon de pointe du poinçon.
Vous ne protégez plus les pièces. Vous concevez l’interface entre le coulisseau et votre marge bénéficiaire.
Ce qui change ce que vous mesurez.
La première fois que vous arrêtez de polir les épaules de matrice en cours de production, cela donne l’impression de tricher.
Avec le film, surtout sous une charge plus élevée, les grains s’incrustent. Le film se déplace. Une ligne légère apparaît sur la pièce numéro sept. Maintenant la presse plieuse est à l’arrêt pendant que quelqu’un passe la matrice au Scotch-Brite, l’essuie, repositionne le film, et ajuste le programme parce que l’épaisseur a changé. Dix minutes ici. Quinze là. Cela ne se traduit pas en chutes. Cela apparaît comme “ normal ”.”
Un insert fixé ne migre pas et ne piège pas les débris de la même manière qu’une couche libre. Parce qu’il est captif, le glissement se fait contre une surface stable, pas contre une membrane mouvante. Cette stabilité signifie moins d’arrêts surprises pour chasser les défauts esthétiques. Sur une série de 300 pièces, éviter même quatre cycles de nettoyage et de remise en place de 12 minutes chacun représente près d’une heure de temps de broche récupéré — hypothétique, oui, mais chaque chef d’atelier sait à quelle vitesse ces interruptions “ minimes ” s’accumulent.
La presse plieuse gagne de l’argent lorsque le coulisseau se déplace sous contrôle, pas lorsqu’un chef d’équipe polit l’acier trempé pour réparer ce qu’un rouleau $40 a causé.
Règle Économiseur de Chutes : Si la protection de surface vous oblige à arrêter le coulisseau pour entretenir l’outillage, la protection coûte plus qu’elle ne rapporte.
La chute est bruyante. La retouche est silencieuse.
Vingt-quatre panneaux à $202, c’est $4 848 que vous pouvez entourer en rouge. Mais qu’en est-il des deux heures qu’un fabricant passe à lisser une légère marque d’épaule sur de l’acier inox brossé, espérant que le grain la dissimule ? Qu’en est-il des pièces qui passent l’inspection mais nécessitent une manipulation supplémentaire parce que les opérateurs ne font pas confiance à la surface ?
Lorsque les inserts maintiennent la géométrie de façon constante, la dérive d’angle diminue. Lorsque la dérive d’angle diminue, l’assemblage en aval s’améliore. Moins de serre-joints. Moins de coups de persuasion avec un maillet en caoutchouc. Les économies se cumulent dans les départements qui ne touchent jamais à la presse plieuse.
C’est la partie non évidente : la protection dicte la stabilité géométrique, et la stabilité géométrique dicte les heures de travail bien au-delà du pliage. Le vrai coût par pli inclut le soudeur qui n’a pas à se battre contre une bride mal alignée et le finisseur qui n’a pas à expliquer une rayure polie à un chef de projet.
“ Mais cette logique ignore ce que 60 tonnes de force font dans une zone de contact de 1/8 de pouce. ” Exactement. Cette force déforme soit un insert contrôlé et certifié de manière prévisible, soit elle trouve le maillon le plus faible et appose sa signature sur votre pièce.
Règle Économise-Déchets : Suivez les heures de retouche liées à l’incohérence de pliage et attribuez-les à votre choix de protection de surface.
L’aluminium décoratif et l’acier inoxydable préfinis ne devraient pas donner l’impression de jouer à un jeu de hasard.
Avec un film lâche, vous surveillez les plis, les déchirures et le sable incrusté à chaque cycle. La protection dépend alors de la vigilance. Un seul oubli dans l’avance du rouleau, et la crête s’imprime sur un panneau miroir $202 car la couche censée le protéger est devenue le défaut.
Un insert permanent fait passer la qualité de finition de la vigilance de l’opérateur à la conception du système. La surface de contact est uniforme, sans tension et reproductible. Une fois que vous avez validé cette combinaison — dureté de l’insert, épaisseur, programme de pliage, tonnage — vous pouvez travailler des matériaux sensibles sans surveiller chaque course. L’impeccable devient la référence, et non le scénario idéal.
Cela ne signifie pas une durée de vie infinie. Les inserts s’usent. Ils se compriment avec le temps. L’exposition aux UV peut jaunir certaines formulations si vous les stockez mal. La durée de service doit être définie en cycles ou selon des critères visuels, et non sur des vœux pieux. Mais une usure définie est gérable. Une défaillance aléatoire de film ne l’est pas.
Quand avons-nous décidé que perdre des pièces finies coûtait moins cher que d’améliorer la couche qui protège chaque pli
Les ateliers qui traitent le polyuréthane comme un poste comptable chassent les rayures indéfiniment. Ceux qui le traitent comme un outil à charge nominale commencent à budgéter en cycles, en tolérances et en chimie — et leurs rapports de rebut deviennent monotones.
Règle Économise-Déchets : Faites de la protection de surface un outillage spécifié, inspecté et budgété — ou continuez à la payer sous forme de rebut imprévisible.


















