

Às 16h37, estávamos a empilhar painéis polidos de 5052 que pareciam perfeitos sob as luzes da oficina. Às 17h10, à luz do sol, cada linha de dobra mostrava uma cicatriz ténue, parecida com um fecho éclair, proveniente da matriz inferior. Vinte e quatro painéis a $202.50 cada. $4.860,00 diretamente para o caixote do desperdício porque confiámos na fita adesiva para “proteger” um trabalho de $38.000.
Depois disso, não mudei de marca de fita. Mudei a forma como pensava sobre o que fica entre o êmbolo e a minha margem de lucro.
A maioria das oficinas trata o filme de prensa dobradora como panos de oficina — baratos, substituíveis, bons o suficiente até rasgarem. Eu também o fazia. Um rolo de fita adesiva custa o mesmo que um almoço; uma tira de película de PVC parece limpa e é escorregadia ao toque. A lógica parece infalível: se a matriz não toca na peça, a peça não risca.
Mas essa lógica ignora o que 60 toneladas de força fazem numa zona de contacto de 1/8 de polegada. Sob carga, a prensa não “assenta” sobre o filme. Comprime-o, afina-o e empurra-o para o lado. O que começa como uma barreira transforma-se numa correia transportadora, arrastando partículas e imperfeições da matriz diretamente sobre o alumínio polido.
Se o material entre a peça e a matriz se deforma de forma imprevisível, estás a proteger a superfície — ou apenas a deslocar o dano?
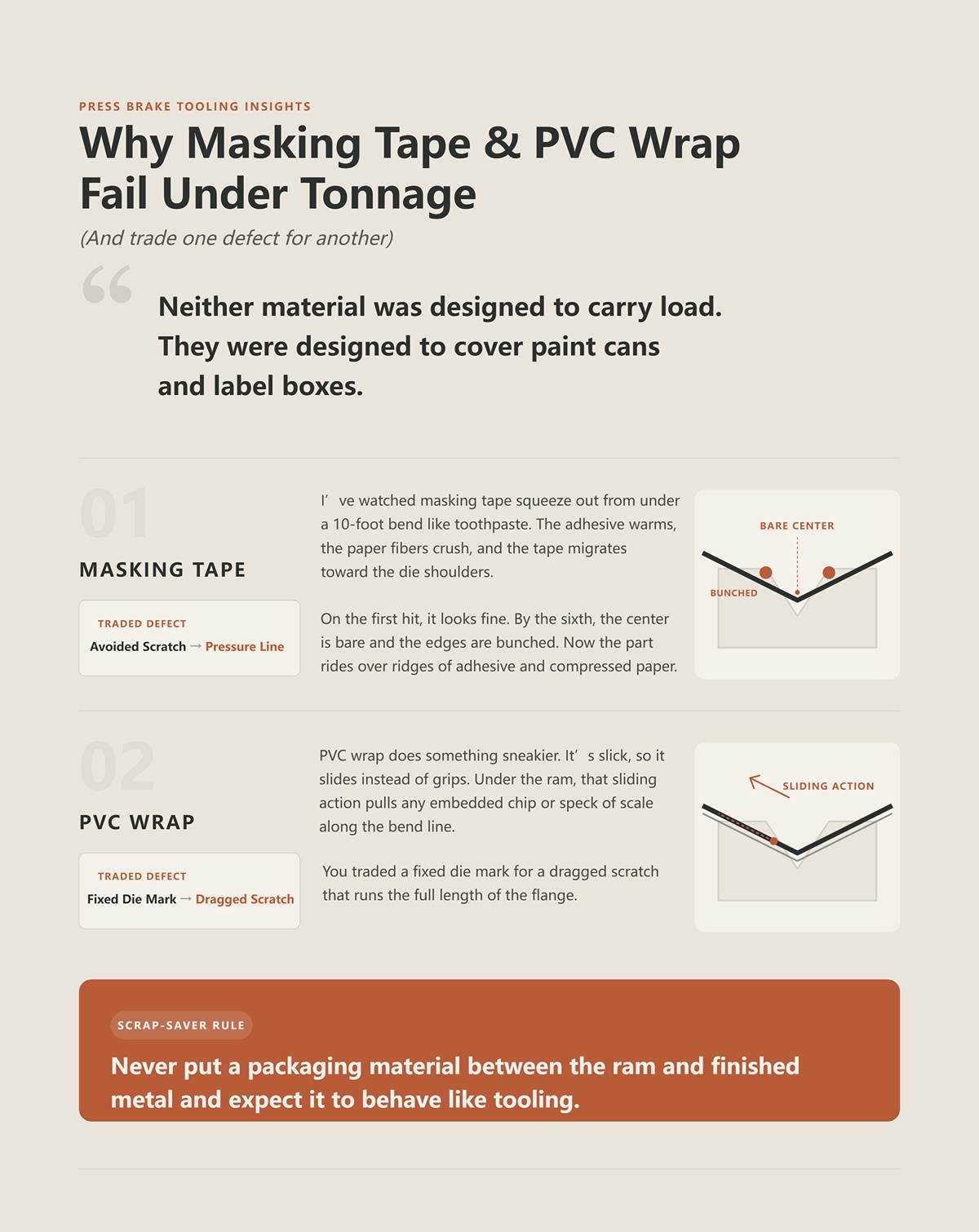
Já vi fita adesiva a ser espremida debaixo de uma dobra de 3 metros como pasta de dentes. O adesivo aquece, as fibras de papel esmagam-se e a fita migra em direção às extremidades da matriz. Na primeira prensagem, parece tudo bem. Na sexta, o centro está nu e as bordas enrugadas. Agora a peça desliza sobre cristas de adesivo e papel comprimido.
Assim, o risco que estavas a evitar transforma-se numa linha de pressão devido à espessura desigual.
A película de PVC faz algo mais subtil. É escorregadia, por isso desliza em vez de aderir. Sob o êmbolo, esse movimento de deslizamento puxa consigo qualquer partícula ou resíduo preso ao longo da linha de dobra. Trocaste uma marca fixa da matriz por um risco arrastado que percorre todo o comprimento da aba.
Nenhum destes materiais foi concebido para suportar carga. Foram concebidos para tapar latas de tinta e etiquetar caixas.
Regra para Evitar Sucata: nunca coloces um material de embalagem entre o êmbolo e o metal acabado esperando que se comporte como uma ferramenta.
Faz as contas como um encarregado às 18h00, não como um comprador às 9h00.
Suponhamos que estás a dobrar 200 painéis de aço pré-revestido por semana, com uma margem de lucro de $18 por peça. Se a proteção “boa o suficiente” fizer com que apenas 3% sejam rejeitados por danos estéticos, isso são seis peças. $108 de margem perdida esta semana. Ao longo de um ano, isso são $5.616.
Agora calcula o preço de um filme de ureia de alta qualidade para a mesma prensa. Mesmo que te custe alguns milhares por ano, o ponto de equilíbrio da taxa de sucata é surpreendentemente baixo — muitas vezes abaixo de 2% para trabalhos sensíveis ao acabamento.
O ponto de viragem não é dramático. É silencioso. Um painel aqui. Um retrabalho ali. Um cliente a pedir desconto porque “o acabamento não é consistente”.”
Quando é que decidimos que perder peças acabadas era mais barato do que melhorar a camada que protege cada dobra?
Já paguei para ter matrizes polidas até ficarem como espelhos. Pareciam cromadas. Na primeira série em alumínio anodizado, ainda apareciam riscos finos.
Porque o polimento não altera a pressão. A prensa concentra a força ao longo de dois ombros estreitos da matriz em V. Mesmo uma superfície impecável sofrerá micro-adesão — transferência microscópica de material entre a matriz e a peça — especialmente com ligas mais macias. Basta acrescentar uma partícula invisível de pó de oficina, e essa partícula torna-se uma ferramenta de corte sob carga.
Ferramentas nuas e polidas eliminam uma variável: a rugosidade da superfície. Não eliminam a contaminação. Não distribuem a força. Não absorvem o impacto.
Pensávamos que o brilho era proteção. Era apenas estética.
Se o acabamento da matriz não pode alterar a física da tensão de contacto, o que pode?
Numa prensa de 10 pés a trabalhar com 5052 de 0,125 polegadas, estávamos a formar um ângulo de 90 graus com cerca de 60 toneladas ao longo do comprimento. A fita adesiva rasgou na terceira batida. O PVC enrugou-se e poliu os ombros da matriz contra a peça. Depois colocámos uma tira de uretano de 90 dureza — filme de matriz adequado, não plástico de loja de ferragens — e executámos o mesmo programa.
No pico da tonelagem, via-se comprimir. Não extrudar. Não cortar. Comprimir.
E quando o martelo levantou, voltou à espessura.
Esse retorno é toda a história. A prensa aplica força numa linha estreita ao longo dos ombros da matriz. Se o material nessa linha ceder — ou seja, deformar-se permanentemente — perde-se espessura, perde-se uniformidade e convida-se ao contacto metal-com-metal. Se tiver memória — recuperação elástica — absorve o impacto e regressa, pronto para o próximo ciclo. Isso não é comportamento de embalagem. É comportamento de suporte de carga.
Regra para Evitar Sucata: Se a camada entre a peça e a matriz não recuperar elasticamente após a tonelagem máxima, não é proteção — é pré-sucata.

Congele o momento em que o punção atinge o fundo do curso.
O aço está a ceder na linha de dobra. Os ombros da matriz estão a concentrar a força numa zona de contacto de cerca de um oitavo de polegada. A barreira entre eles tem duas opções: fluir ou defletir.
A fita adesiva flui. As fibras de papel esmagam-se, o adesivo amolece com o calor de fricção, e o material migra lateralmente. Essa migração afina a linha central. Na sexta peça, está-se efetivamente a dobrar sobre aço nu com cristas de adesivo nas bordas.
O uretano — quando corretamente especificado — deflete em vez disso. Sob penetração do punção, comprime-se e forma uma matriz fêmea temporária. Já o vi envolver a chapa à volta do bico do punção, conformando-se apenas o suficiente para suportar a dobra sem imprimir a aresta da matriz. Isso não é uma almofada passiva. É geometria a mudar sob carga.
Mas aqui está o detalhe que a maioria dos representantes de vendas não diz em voz alta: o uretano só “ativa” se realmente for carregado. Penetração demasiado baixa, tonelagem demasiado conservadora, e ele fica lá como um tapete rígido. Sem envolvimento. Sem redistribuição. Pensa-se que está protegido, mas a tensão de contacto continua a incidir sobre os ombros da matriz.
Mas essa lógica ignora o que 60 toneladas de força fazem numa zona de contacto de 1/8 de polegada. Com carga suficiente, o uretano de alta qualidade entra na sua gama de compressão elástica e armazena energia em vez de ceder espessura. Quando o martelo recua, essa energia armazenada devolve-lhe o perfil. Isso é memória. Isso é repetibilidade.
Formulações diferentes importam. Uma tira mais macia, de 70 de dureza, conforma-se lindamente em aço pré-pintado de calibre leve, mas pode desgastar-se mais rapidamente em aço inoxidável pesado. Uma peça mais dura, de 95 de dureza, sobrevive a tonelagens mais elevadas, mas não envolve tão agressivamente o alumínio fino. A física não muda — apenas a janela de operação.
Portanto, a verdadeira questão não é “O uretano funciona?” mas “A dureza está ajustada à carga que realmente está a aplicar?”
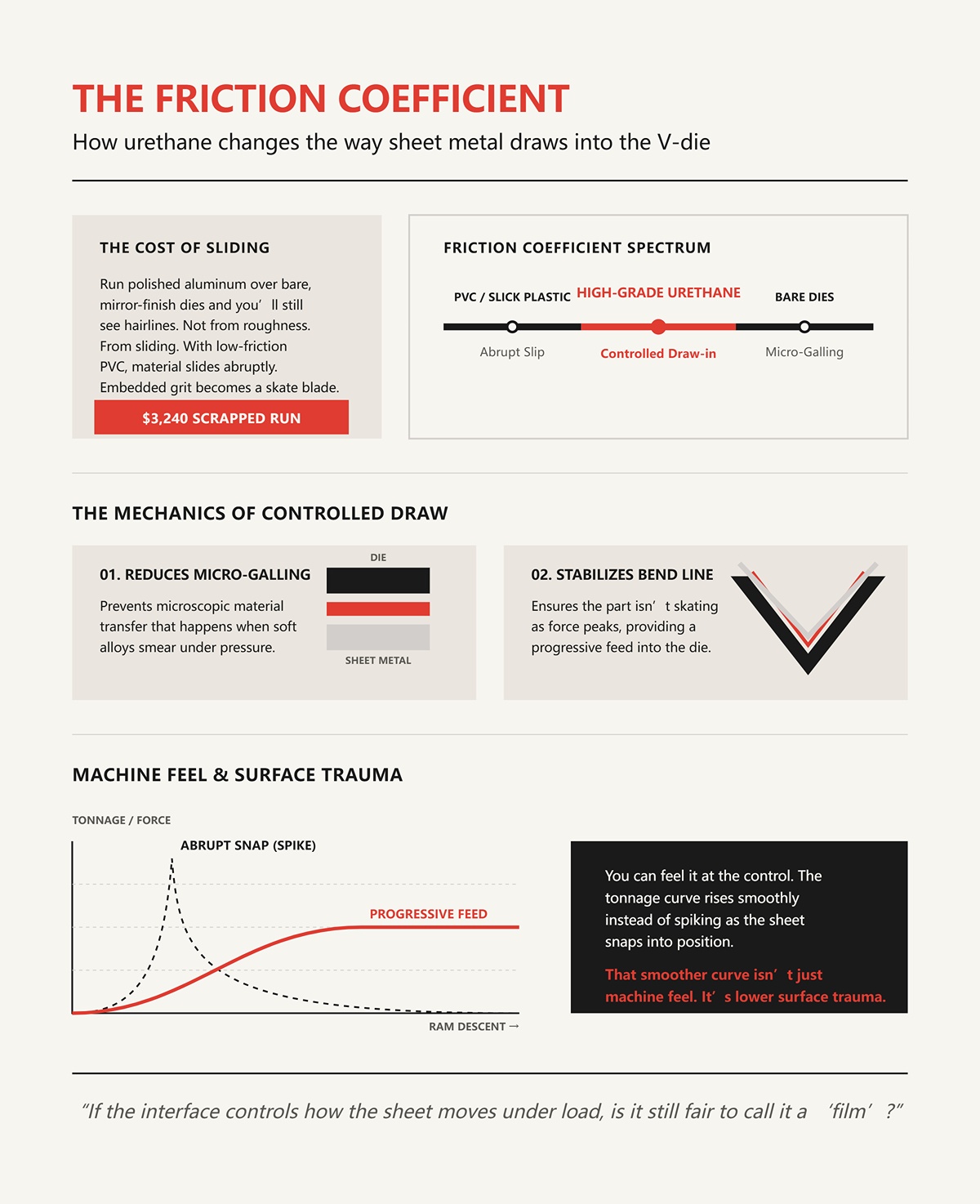
Passe alumínio polido sobre matrizes nuas com acabamento espelhado e ainda verá linhas finas. Não devido à rugosidade. Mas devido ao deslizamento.
À medida que o êmbolo desce, a chapa tem de ser puxada para dentro do V. Com interfaces de baixo atrito — como PVC — o material desliza abruptamente. Qualquer grão incrustado transforma-se numa lâmina de patins, arrastada por todo o comprimento da aba. Já descartei produções em que o único defeito visível era uma linha contínua única, perfeitamente centrada, $3,240 perdida porque o filme permitiu que o painel se movimentasse demasiado livremente.
O poliuretano de alta qualidade muda essa interação porque o seu coeficiente de atrito é mais alto que o do plástico liso, mas mais baixo que o contacto direto aço-alumínio. Agarra o suficiente para controlar o avanço. Em vez de um deslize súbito, obtém-se uma alimentação mais progressiva para dentro da matriz.
Esse avanço controlado faz duas coisas. Primeiro, reduz o micro-galling — a transferência microscópica de material que ocorre quando ligas macias se espalham sob pressão. Segundo, estabiliza a linha de dobra para que a peça não deslize quando o esforço atinge o pico.
É algo que se sente no controlo. A curva de tonelagem sobe suavemente em vez de dar um pico quando a chapa encaixa na posição. Essa curva mais suave não é apenas sensação da máquina. É menos trauma superficial.
Se a interface controla como a chapa se move sob carga, ainda é justo chamar-lhe “filme”?
Pegue numa matriz em V com uma abertura de 0,500 polegadas. O contacto ocorre ao longo de dois ombros estreitos. Mesmo que esses ombros sejam polidos, continuam a ser arestas. As arestas concentram tensão.
Metal nu contra metal nu, essa tensão imprime no interior da peça tudo o que estiver na superfície da matriz — marcas de ferramentas, aparas incrustadas, até o grão ténue de uma passagem de reacabamento. Já vi aço pré-revestido sair com linhas fantasma que coincidiam exatamente com a direção de moagem da matriz. A matriz não era áspera. A pressão estava concentrada.
Quando o poliuretano comprime, espalha essa carga lateralmente. Não infinitamente. Apenas o suficiente. A área de contacto alarga de uma linha de aresta afiada para uma zona ligeiramente mais larga e maleável. Força dividida por uma área maior equivale a menor pressão de pico. Menor pressão de pico resulta em menos impressão.
Imagine pressionar a sua unha contra madeira dura versus contra uma almofada de borracha em cima da madeira dura. Mesma mão. Marca diferente. A almofada não elimina a força; distribui-a.
Essa distribuição é a razão pela qual as matrizes de poliuretano multifuncionais podem formar raios mais apertados em diversos materiais. O material adapta-se sob carga, atuando como uma matriz temporária personalizada para cada espessura. Para uma oficina que trabalha ligas variadas na mesma semana, essa adaptabilidade não é uma conveniência. É um seguro.
Seguro que fica diretamente entre o êmbolo e a sua margem de lucro.
O que nos leva à questão prática que um encarregado realmente valoriza: se o comportamento do poliuretano depende do durometer, da faixa de compressão e de como está montado na matriz, como comparar opções em euros por dobra em vez de euros por rolo?
Vinte e quatro painéis a $202 cada.
Foi uma única produção de fachada em inox — escovado, pré-acabado, cortado a laser com ranhuras decorativas. Dobramos-os com um filme padrão de 0,030 polegadas que “sempre funcionava”. Ao painel dezoito, as pernas internas começaram a apresentar linhas de ombro ligeiras perto das ranhuras. Não ao longo de toda a aba — apenas onde a geometria concentrava força. Continuámos a produção. Ao painel vinte e quatro, todas as peças tinham marcas fantasma à volta dos recortes. Perda total: $4,848. O filme não rasgou. Apenas amoleceu, comprimiu mais do que no início do turno e alterou o padrão de pressão sob a prensa.
Por isso, quando alguém pergunta como comparar poliuretano em euros por dobra, não começo pelo preço por rolo. Começo por: quão estável é a interface desde o primeiro impacto até ao quingentésimo?
No papel, verá 70A, 80A, 90A, 95A — classificações de durometer que descrevem dureza. Na prática, normalmente há duas espessuras disponíveis no mercado: 0,015″ e 0,030″. É só isso. Portanto, a variável real não é tanto a espessura, mas sim a dureza e como se comporta na sua janela de tonelagem.
Trabalhe com aço inoxidável 304 de 14 gauge a 60 toneladas num V estreito. Uma tira de 70A vai dobrar lindamente nas primeiras dez dobras. À quinquagésima, estará permanentemente comprimida na linha central. O poliuretano não falha como fita adesiva. Ele deforma lentamente. À medida que se desgasta, torna-se efetivamente mais macio e mais elástico nessa zona de contato. A posição no fundo do curso não mudou. O êmbolo não se moveu. Mas o ângulo abre-se meio grau porque o filme já não opõe a mesma resistência que opunha de manhã.
Esse é o desvio de que os críticos falam quando dizem que o nylon é “mais repetitivo”. O nylon não comprime tanto, por isso mantém a geometria por mais tempo. Também marca mais facilmente e não controla o atrito da mesma forma. Modo de falha diferente.
Agora mude para alumínio pré-pintado de 0,063 polegadas. Um filme de 95A vai durar para sempre. Também não se adapta muito com menor tonelagem. Vai obter proteção, mas não aquele arrasto controlado de que falámos anteriormente. A chapa pode deslizar, especialmente à volta de furos e entalhes, e as marcas da matriz aparecem exatamente onde o material revestido com PVC ainda falha — nos pontos de concentração de tensões geométricas.
Assim, corresponder o durometer não é sobre “mais suave para metal macio, mais duro para metal duro”. Trata-se de igualar a gama de compressão elástica à sua carga real por polegada. Se o seu travão nunca empurra o filme para a sua zona de trabalho, não está a usar uma interface de suporte de carga. Está apenas a colocar um tapete caro.
Regra Salvadora de Sucata: Escolha um durometer que alcance compressão elástica controlada com a sua tonelagem real, não o seu máximo teórico.
Já retirei filme com adesivo de uma matriz inferior após uma longa série de aço inoxidável e senti a alteração da aderência com o polegar. O atrito aquece a zona de contacto. Não fica incandescente, mas suficientemente quente para amolecer alguns adesivos sensíveis à pressão.
Isso significa que o filme autocolante deixa sempre resíduos? Não. Significa que o risco de resíduos aumenta com o calor e o tempo de contacto. Aço inox de espessura elevada, raios apertados, longas séries de produção — mais calor. Séries curtas de alumínio a tonelagem moderada — menos.
O verdadeiro custo não são os cinco minutos de limpeza com solvente. É o que acontece quando o resíduo se acumula de forma desigual ao longo dos ombros da matriz. Isso altera a altura local em alguns milésimos. Alguns milésimos no ombro tornam-se variação de ângulo ao longo de um painel de 3 metros. Acaba por ajustar no controlo, aumentando a profundidade, e agora o seu “problema de repetibilidade” é atribuído ao êmbolo quando na realidade é acumulação de adesivo.
Por outro lado, o filme com adesivo não migra. Fica onde o coloca. Não há reposicionamento a meio do turno. Em trabalhos de alta tonelagem onde deslize significa riscos, essa estabilidade pode superar o tempo de limpeza.
Portanto, a questão não é “com adesivo ou sem?”. É “o perfil térmico deste trabalho justifica retenção mecânica em vez disso?”
Regra Salvadora de Sucata: Se os ombros da sua matriz ficam suficientemente quentes para amolecer o adesivo, assuma que estão suficientemente quentes para distorcer a consistência da dobra e planeie o método de retenção de forma adequada.
No nosso sistema de carris de estilo europeu de 60 mm, suportes magnéticos com ajuste de altura são uma dádiva. Ajusta-se de frente para trás, regula-se a altura para combinar com a pilha de matrizes, e o filme acompanha a ferramenta. Troque as matrizes, deslize os suportes e continue.
O filme solto é mais rápido inicialmente. Coloque-o, acione o êmbolo, e deixe o atrito prendê-lo. Numa série de material único, matriz única, funciona. Em alta diversidade — trocando de um V de 1,000 polegada para um V de 0,500 polegada três vezes antes do almoço — começa a mostrar problemas.
Eis como falha: não de forma catastrófica. Vai-se deslocando. A chapa puxa-o para a frente um 1/16. Depois um 1/8. Agora a borda do filme fica sob apenas um ombro da matriz. A distribuição de pressão torna-se assimétrica. Uma aba sai limpa. A outra tem uma linha ténue que só aparece sob certa luz. Não a detecta até que as peças saem do travão.
Sistemas magnéticos ou montados em carris falham de forma diferente. Não deslizam, mas dependem de definição correta da altura. Muito baixo, e o filme nunca se envolve totalmente. Muito alto, e pré-carrega-o antes mesmo de a chapa contactar a matriz, alterando a matemática da dobra.
E isso depende da arquitetura da sua máquina. Uma comparação direta sem considerar norma do carril, altura da matriz e disciplina do operador é meia verdade.
Regra Salvadora de Sucata: Em ambientes de alta diversidade, priorize métodos de retenção que eliminem o deslize lateral antes de procurar ganhos marginais na velocidade de configuração.
| Aspeto | Suportes de Filme Magnéticos / Montados em Carris | Película Solta |
|---|---|---|
| Configuração básica | Montado num sistema de calha europeu de 60 mm; ajustável em profundidade e altura para coincidir com o empilhamento da matriz | Colocado diretamente sobre a matriz; mantido no lugar por fricção durante o ciclo do êmbolo |
| Velocidade Inicial | Requer configuração e ajuste de altura | Mais rápido no início; basta colocar e ciclar |
| Melhor caso de utilização | Produção de alta variedade com trocas frequentes de matrizes | Execuções de material único com matriz única |
| Desempenho em Alta Variedade | Estável quando corretamente ajustado; deslizar suportes e continuar | Começa a deslocar-se durante trocas frequentes de matriz em V |
| Modo de Falha Primário | Configuração de altura incorreta (demasiado baixa: não há engate total; demasiado alta: a pré-carga altera o cálculo da curvatura) | Deslocamento lateral gradual com o movimento da chapa |
| Características da Falha | Não se desloca; erros relacionados com a precisão da configuração | Desloca-se incrementalmente (1/16″, depois 1/8″); distribuição de pressão assimétrica |
| Impacto na Qualidade | Variação no cálculo da curvatura se mal ajustado | Qualidade irregular da flange; linhas subtis visíveis sob certa iluminação |
| Tempo de deteção | Normalmente visível durante a configuração ou nas primeiras dobras | Frequentemente detetado após as peças saírem da prensa |
| Fatores de dependência | Arquitetura da máquina, padrão do carril, altura da matriz, disciplina do operador | Atrito do material, mudanças de matriz, atenção do operador |
| Regra de Poupança de Sucata | Priorizar métodos de retenção que eliminem o desvio lateral em ambientes de elevada diversidade de produção | Ganhos marginais de velocidade na configuração não compensam o risco de sucata devido ao desvio |
Vamos fazer uma hipótese simples.
Um rolo $200 proporciona 8.000 dobras antes que a deriva do ângulo causada pelo desgaste exceda a tua janela de tolerância. Isso dá $0,025 por dobra. Um rolo mais barato $120 dura 3.000 dobras antes que a compressão da linha central altere os teus ângulos o suficiente para exigir retrabalho ou produzir marcas visíveis. Isso dá $0,04 por dobra.
O rolo mais barato parece uma escolha responsável na compra. É 40% mais barato inicialmente. Mas por dobra, é 60% mais caro.
Agora acrescenta um painel arquitetónico rejeitado a $1.200 porque a deriva do filme ou o desgaste imprimiram o ombro da matriz em torno de um recorte. O teu rolo premium teria de evitar apenas um rejeitado durante a sua vida útil para se pagar seis vezes.
E ainda não contabilizámos o desgaste da matriz. Quando o filme se degrada e afina de forma desigual, ocorre contacto localizado metal-com-metal. Isto não é teórico. Já vi matrizes inferiores polidas sofrerem microfissuras que exigiram retificação. Um reafiamento de matriz pode custar entre $600 e $900 dependendo do tamanho.
Mas aqui está a parte que a maioria das folhas de cálculo de ROI ignora: janela de desempenho. O poliuretano não oferece proteção idêntica da primeira à última dobra. À medida que se desgasta, a compressão aumenta, a repetibilidade diminui. O teu verdadeiro custo por dobra deve incluir apenas dobras dentro da tua faixa de tolerância aceitável. Quando começas a ajustar a profundidade para compensar a deriva do ângulo, estás a gastar mão de obra para compensar a fadiga do material.
Quando é que decidimos que perder peças acabadas era mais barato do que atualizar a camada que protege cada única dobra
Se a interface entre a chapa e a matriz é elástica, compressível e está a desgastar-se em tempo real, então a espessura torna-se a próxima variável que não se pode ignorar. A forma como essa .015″ ou .030″ altera a tua dedução de dobra e a tonelagem necessária não é académica — é matemática que vive no controlo.
Na primavera passada, dobrámos aço pré-pintado de bitola 14 num V de 0,750 polegadas com poliuretano de 0,015 polegadas sobre os ombros. A dedução de dobra estava afinada. Os ângulos ficaram dentro de meio grau ao longo de um painel de 10 pés. Depois, o departamento de compras substituiu por filme de 0,030 polegadas do mesmo fornecedor — mesmo durometer, o dobro da espessura. Nenhuma alteração no programa. A primeira peça saída da prensa estava 1,8 graus aberta, flange curto por 0,042 polegadas. O carro não estava errado. Nós simplesmente alterámos a geometria sob 60 toneladas de força.
Eis o mecanismo: o poliuretano não fica apenas parado. Ele comprime. Com filme de 0,015 polegadas, podes ter 30–40% de compressão à tonelagem de trabalho. Com 0,030 polegadas, a compressão total pode exceder a altura original de empilhamento de 0,015 polegadas, levantando efetivamente a chapa mais alto na matriz durante a fase inicial do curso. Isso desloca o eixo neutro e aumenta o raio interno efetivo antes do contacto total com a matriz. O teu CNC continua a pensar que está a dobrar aço com aço. Mas não está.
Se acrescentar 0,030 polegadas de urethane e não ajustar as suas deduções de dobra, a quinadeira não está errada — você é que está.
Regra Poupadora de Sucata: Trate qualquer alteração na espessura do filme como uma mudança de ferramenta que exige recálculo da dedução de dobra antes da próxima peça tocar no batente traseiro.
No aço pré-pintado de calibre 16, urethane de 0,015 polegadas e alto durometro é normalmente suficiente para evitar marcas nos ombros sem aumentar significativamente o raio interno. O revestimento é fino. Está a proteger a pintura, não a compensar por carepa de laminação ou rugosidade superficial. Com o tonnage típico de dobra ao ar, essa camada mais fina comprime-se de forma previsível e assenta de forma mais próxima da geometria aço-a-aço.
Agora mude para galvanizado.
A camada de zinco é mais macia e ligeiramente irregular. Os operadores ficam nervosos com a possibilidade de descamação em raios apertados e recorrem a 0,030 polegadas “para estar seguro”. Mas essa almofada mais espessa faz duas coisas ao mesmo tempo: amortece o revestimento e aumenta a abertura efetiva da matriz porque a chapa assenta sobre uma base compressível antes de contactar os ombros da matriz. Num V estreito — digamos 0,500 polegadas — 0,030 polegadas de cada lado significa que reduziu funcionalmente a abertura durante o contacto inicial e depois a alargou à medida que o urethane flui. Isso não é uma condição estável. É um alvo em movimento.
Já vi peças galvanizadas racharem não porque o raio fosse demasiado apertado em termos de aço, mas porque o programa aplicou mais profundidade para compensar o retorno elástico induzido pelo excesso de almofadamento. Mais profundidade significa mais tensão nas fibras externas. O revestimento falha primeiro. Depois segue-se o metal base.
Então, onde está o limite? Na prática, 0,015 polegadas é o padrão para pintados e galvanizados sob tonagem moderada; 0,030 polegadas só se justifica quando a tolerância superficial é crítica e a largura da matriz é suficientemente generosa para absorver a complacência adicional sem distorcer o raio. A escolha da espessura não depende de quão nervoso se sente — depende de quanta deriva geométrica a sua matriz pode tolerar.
Regra Poupadora de Sucata: Comece com 0,015 polegadas para aços revestidos e passe para 0,030 polegadas apenas se a largura da matriz e o cálculo de dobra puderem absorver a complacência adicional sem instabilidade do raio.
Imagine uma matriz em V de 0,375 polegadas a dobrar alumínio de 0,060 polegadas com 0,030 polegadas de urethane colocado sobre ambos os ombros. Isso já não é almofadamento. Isso é um meio de conformação secundário.
À medida que o martelo desce, o punção força a chapa para dentro de uma camada que se comporta como uma junta de borracha densa. O urethane flui lateralmente antes de se comprimir totalmente. Esse fluxo apoia a chapa mais próximo da ponta do punção, aumentando efetivamente o raio interno para além do que a largura da matriz ditaria sozinha. Uma vez que o urethane recupera após o descarregamento, o retorno elástico agrava-se porque a chapa nunca esteve totalmente apoiada contra o aço rígido no pico da carga.
O resultado é um raio que se mede maior do que o previsto pela sua tabela de dobra ao ar e um ângulo que abre mais do que a tabela de retorno elástico antecipa. Corrige aumentando a profundidade. Agora o urethane está pré-carregado antes de a chapa se engajar totalmente. Na peça seguinte, uma ligeira diferença na espessura da chapa, uma ligeira diferença na compressão. O seu raio interno varia alguns milésimos, e o seu ângulo deriva um grau ao longo de uma série.
Isso não é a quinadeira a perder precisão. É você a pedir a uma camada elástica que se comporte como aço ferramenta endurecido.
Regra Poupadora de Sucata: Nunca combine urethane espesso com uma matriz em V estreita a menos que tenha validado o raio interno resultante e o retorno elástico em várias chapas, não apenas numa única primeira peça.
Uma vez registei a tonagem numa dobra de 10 pés de aço macio calibre 12 com e sem 0,030 polegadas de urethane de alta densidade. Mesma matriz. Mesmo punção. Aço-a-aço deu em média 48 toneladas. Com urethane, a carga de pico subiu para 58–60 toneladas antes de o ângulo fechar. Isso não é desprezável.
Mas essa lógica ignora o que 60 toneladas de força fazem numa zona de contacto de 1/8 de polegada.
Parte dessas 10–12 toneladas extra não vão para o aço de todo. Estão a comprimir o urethane até à sua espessura de trabalho. Está a gastar capacidade da máquina para deformar uma camada protetora. Numa prensa a trabalhar perto do seu limite nominal, essa margem importa. Em galvanizado ou material de maior resistência, essa força adicional pode levá-lo de uma conformação segura para território de fratura do revestimento.
Há também o comportamento da máquina a considerar. Maior tonagem significa mais deflexão no martelo e na bancada. Mesmo com compensação, a carga adicional altera a forma como a força se distribui de forma uniforme ao longo do comprimento. Pensa que adicionou filme para proteção. Pode ter acabado de introduzir variação de ângulo nas extremidades.
É aqui que o uretano como componente de suporte de carga se torna literal. Ele suporta carga. Exige carga. E a prensa reage em conformidade.
Regra de Economia de Sucata: Meça a tonelagem real com e sem película em trabalhos críticos e confirme que a sua máquina tem margem de capacidade antes de optar por uretano mais espesso.
Tivemos um trabalho — vinte e quatro painéis a $202 cada — onde a película de 0,030 polegadas era inegociável porque o acabamento era de grau espelhado. O primeiro artigo saiu mais comprido em ambas as abas, num total de 0,055 polegadas. A dedução de dobra no programa assumia um raio interno de 0,090 polegadas a partir da tabela de dobra por ar. O raio real medido com a película era de 0,118 polegadas.
Esse aumento de raio de 0,028 polegadas altera a compensação de dobra. Para uma dobra de 90 graus em alumínio de 0,125 polegadas, essa variação por si só pode alterar a dedução de dobra em cerca de 0,040–0,060 polegadas, dependendo do fator K. Isso não é erro de corte. Isso é geometria.
A correção não teve nada de místico. Medimos o raio interno real formado com o uretano montado. Recalculámos a compensação de dobra usando esse raio e um fator K verificado a partir de uma amostra cortada e gravada. Atualizámos o programa CNC. Produzimos três peças de validação. Bloqueámos o processo. A prensa fez exatamente o que lhe foi dito, quando lhe dissemos a verdade.
Uretano de alta qualidade não é um “acessório”. É parte do seu conjunto de ferramentas. Isso significa que as suas tabelas de dobra, a compensação de retorno elástico e as configurações de profundidade devem refletir a espessura de trabalho comprimida, não a espessura nominal do rolo. Caso contrário, está a programar para aço e a dobrar sobre borracha.
E é aqui que o cálculo encontra a disciplina — porque mesmo os números certos se desmoronam se a película não estiver aplicada plana, centrada e a uma altura consistente na mesa e na matriz.
Regra de Economia de Sucata: Meça sempre o raio interno formado com o uretano instalado e recalcule a dedução de dobra a partir dessa geometria real antes de liberar a produção.
Já mediu o raio interno. Já recalculou a dedução de dobra. A prensa está programada para a espessura de trabalho comprimida da película.
Então, porque é que o segundo turno ainda o chama quando os ângulos desviam e surgem riscos a meio de uma produção?
Porque a geometria não é a única variável. A instalação é.
Se o uretano é uma camada de suporte de carga, então a forma como o coloca sobre a matriz não é diferente da forma como assenta um punção no martelo: desleixo é igual a movimento, e movimento sob 60 toneladas torna-se dano. Já vi oficinas perderem uma hora a afinar o primeiro artigo, e depois atirarem um rolo de película sobre a mesa como se fosse um pano de limpeza e perguntarem-se porque é que a peça dezoito é diferente da peça dois. Rasgões a meio da produção não são azar. É energia acumulada a libertar-se onde a película foi mal aplicada.
Esta é a apólice de seguro entre o martelo e a sua margem de lucro. Ou absorve o impacto de forma consistente, ou o transfere diretamente para um painel acabado.
Regra de Economia de Sucata: Se a película afeta a geometria da dobra, trate a sua instalação com a mesma repetibilidade que a configuração do punção e da matriz — sem exceções.
Não estamos a detalhar um carro de exposição. Estamos a criar controlo de fricção.
A incrustação de ferrugem é óbvia. Sente-se com a ponta dos dedos; marca através do alumínio fino como Braille. Mas o resíduo de óleo é mais subtil e mais perigoso. Uma fina película de névoa hidráulica nos ombros da matriz transforma o uretano numa folha deslizante, e quando o martelo desce, esse deslizamento concentra a compressão em zonas localizadas em vez de a distribuir uniformemente ao longo do V.
É aí que os rasgões começam.
Sob carga, o poliuretano tende a agarrar-se ao aço. Se não conseguir, estica-se microscopicamente no ponto de maior pressão — geralmente mesmo no raio da matriz. Repita isso algumas centenas de ciclos e terá uma fissura que corre ao longo do comprimento. Nada dramático. Apenas o suficiente para gravar uma linha num painel espelhado de grau $202 na peça vinte e quatro.
O óleo altera o atrito. A ferrugem altera a altura. Ambos mudam a forma como a carga percorre o filme.
Limpe os ombros da matriz com solvente. Remova a incrustação com um abrasivo fino. Não está a polir; está a normalizar o contacto para que o poliuretano tenha um apoio uniforme em toda a largura.
Regra de Poupança de Sucata: Limpe os ombros da matriz até aço nu e consistente antes de cada instalação de filme — remova o óleo para controlar o atrito e a incrustação para controlar a altura.
Uma ruga é apenas material em excesso sem ter para onde ir.
Quando o êmbolo desce, esse excesso não desaparece. É prensado na peça.
Imagine uma ligeira ondulação ao longo do filme, quase invisível. Sob 60 toneladas numa zona de contacto de 1/8 de polegada, essa ondulação torna-se uma crista. O punção força a chapa contra ela, e o poliuretano comprime-se de forma desigual — mais espesso na ruga, mais fino ao lado. Essa variação de espessura altera localmente a abertura efetiva em V, o que muda o raio interno em alguns milésimos. O suficiente para alterar o ângulo em frações de grau. O suficiente para o levar a corrigir a profundidade quando o problema real não era esse.
E a superfície? A aresta da ruga torna-se uma linha de pressão. A prensa não sabe que é apenas estética. Só sente resistência.
Tensiono o rolo como se estivesse a esticar fio de marcação — firme, mas não como uma corda de banjo. Um operador alimenta, o outro alisa do centro para fora, com as palmas planas, eliminando bolsas de ar antes que se tornem bolsas de compressão. Se o filme quiser enrolar-se sobre si próprio, isso é tensão armazenada pela memória do rolo. Deixe-o descansar fora da máquina por alguns minutos antes de o colocar.
Rugas são riscos futuros à espera que o êmbolo as pressione numa peça acabada.
Regra de Poupança de Sucata: Aplique o poliuretano sob tensão controlada e uniforme e alise do centro para fora — qualquer ondulação visível é uma marca de pressão garantida sob carga.
Filmes autocolantes resolvem o movimento mas criam outro problema — resíduos e altura de empilhamento inconsistente.
Prefiro poliuretano de alta qualidade não adesivo e uma fixação mecânica.
Eis o método: alinhe o filme com a aresta frontal da matriz, prenda as duas extremidades suavemente com braçadeiras de mola de baixo perfil fora da zona de dobra e depois coloque uma única tira de fita de mascarar de qualidade apenas ao longo da aresta traseira — longe dos ombros da matriz. A fita não é estrutural; evita o deslocamento durante o avanço. As braçadeiras garantem a tensão.
Porque não colar sobre a face da matriz? Porque a fita comprime-se de forma diferente do poliuretano. Sob carga, espreme-se como pasta de dentes e deixa um vazio de espessura atrás. Agora o caminho da carga muda no meio do curso. Acabou de introduzir uma variável invisível.
Esta abordagem de prender e colar acrescenta talvez noventa segundos à montagem. Noventa segundos são mais baratos do que um painel rejeitado em $202. Já deitei fora vinte e quatro painéis em $202 porque um filme deslizou 1/16 de polegada e expôs aço cru do ombro da matriz na aba de retorno.
O movimento é o inimigo. A fixação sem distorção é o objetivo.
Regra de Poupança de Sucata: Fixe poliuretano não adesivo apenas com braçadeiras nas extremidades e fita na aresta traseira — nunca coloque fita compressível no caminho da carga.
Mesmo uma instalação perfeita tem um tempo de vida útil.
O poliuretano não falha de uma só vez. Ele dá sinais. Os ombros da matriz polem uma faixa na superfície. Verás uma banda ligeiramente mais escura onde partículas de óxido de alumínio ou galvanizadas se incrustam na superfície. Essa sujidade incrustada transforma-se num composto de corte.
Ignora isso, e a próxima peça paga o preço.
Passa o dedo pelo caminho de desgaste a cada dez a vinte ciclos em trabalhos de acabamento. Se sentires um sulco ou vires pontilhado de partículas, avança o rolo uma ou duas polegadas. Não esperes por um risco para confirmar o que os teus olhos já te disseram. Oficinas europeias de alto volume queixam-se de que o poliuretano perde repetibilidade à medida que amolece. Não estão erradas—mas a maior parte dessa inconsistência surge primeiro como desgaste irregular nos ombros, não como colapso total do material.
Avançar o rolo é mais barato do que polir uma linha que não deveria existir.
Mas aqui está o limite: quando operas com matrizes em V estreitas e de alta tonelagem a ritmo de produção, o filme degrada-se mais depressa do que o ritmo do turno permite. Há um ponto em que o uso de ferramentas de aço—ou outro meio de proteção—faz mais sentido.
A proteção tem um ponto de rutura. A negação também.
Regra Antidesperdício: Inspecionar proactivamente as bandas de desgaste nos ombros e avançar o poliuretano antes que partículas incrustadas ou sulcos possam marcar a superfície acabada.
Recordo-me da primeira vez que uma equipa me pediu, com toda a seriedade, para colocar filme para um trabalho de cunhagem em alumínio de 3/16. Painéis de oito pés. Lado estético voltado para fora. Encosto total, procurando um raio interior apertado. A tabela de prensa indicava uma tonelagem que fazia o cilindro gemer.
Eles pensavam em proteção contra riscos.
Eu pensava no que acontece quando pedes a uma camada compressível que sobreviva a forças concebidas para conformar metal a frio.
Até este ponto, tratámos o poliuretano como uma interface disciplinada de partilha de carga—instalado plano, tensionado corretamente, monitorizado como uma ferramenta. Essa disciplina mantém-te rentável na flexão ao ar. Mas a cunhagem é outro tipo de processo. Na flexão ao ar, a chapa toca no nariz do punção e nos ombros da matriz; o material flutua entre eles. Na cunhagem, o cilindro empurra a ponta do punção no material até este se conformar ao ângulo da matriz. Já não estás a guiar metal. Estás a esmagá-lo até ficar em forma.
E tudo o que estiver entre aço e aço torna-se outra coisa que o cilindro tem de esmagar.
Mesmo o poliuretano de poliéster de alta qualidade—do tipo que resiste à abrasão por deslizamento e suporta choques—tem um limite de compressão. Não vou inventar um número mágico de tonelagem, porque depende da abertura em V, da largura do material e do raio do punção. Mas dou-te o mecanismo: à medida que a tonelagem aumenta, a pressão de contacto nos ombros da matriz dispara. Essa pressão ultrapassa a faixa elástica do filme. O poliuretano deixa de se recompor e começa a fluir. O cisalhamento microscópico transforma-se em vitrificação da superfície. A vitrificação gera calor. O calor acelera a degradação. O que parecia uma barreira reutilizável torna-se uma calça fina.
Mas essa lógica ignora o que 60 toneladas de força fazem numa zona de contacto de 1/8 de polegada.
Sob cargas de cunhagem, o filme não está a “proteger”. Está a ser compactado ainda mais nos ombros e mais espesso no centro. Isso altera a tua abertura efetiva em V durante o curso. Vais notar isso como deriva de ângulo que nunca consegues eliminar. Vais perseguir ajustes de profundidade. Entretanto, o filme está a morrer, um ciclo de compressão de cada vez.
Regra Antidesperdício: Se o trabalho exigir verdadeira cunhagem ou encosto total à tonelagem indicada na tabela, assume que o filme de poliuretano irá deformar-se plasticamente e remove-o do percurso da carga.
Faz uma comparação controlada. Mesmo alumínio de 0,125, mesma matriz em V de 1 polegada. Primeira execução: flexão ao ar até 90 graus. Segunda execução: cunhagem para bloquear o ângulo e reduzir o retorno elástico.
Na dobra no ar, o poliuretano sofre contacto localizado nas zonas dos ombros e um ligeiro deslizamento por baixo da chapa. Um filme de qualidade com dureza 90 pode sobreviver a dezenas—por vezes centenas—de ciclos se o avançar antes que a sujidade se incruste. O esforço é intermitente e parcialmente elástico. O filme recupera.
Na operação de cunhagem, a recuperação desaparece. A ponta do punção empurra a chapa totalmente para dentro do ângulo da matriz, comprimindo o filme numa área mais ampla. Agora não está a pedir ao poliuretano que amorteça. Está a pedir-lhe que resista a ser achatado entre duas ferramentas endurecidas. O assentamento por compressão acumula-se. Depois de algumas batidas, meça a espessura do filme na zona dos ombros. Não será a mesma com que começou.
E quando a espessura muda, a geometria muda.
Os poliuretanos de poliéter lidam melhor com abrasão por impacto do que os tipos de poliéster; o poliéster lida melhor com o deslizamento. Essa composição química é importante na dobra no ar, onde domina o modo de fricção. Na cunhagem, a química é secundária face à física. Quando a pressão de contacto ultrapassa o limite elástico, ambas as famílias cedem. Junte o calor de produção proveniente da repetição de ciclos e esse limite baixa ainda mais. O que sobrevive a dez batidas à temperatura ambiente pode vitrificar em cinco durante uma série de produção.
Portanto, a verdadeira resposta a “com que tonelagem?” é esta: no momento em que o seu processo exige deformação plástica da chapa com contacto total da matriz, está a operar num nível de pressão onde a vida útil do filme passa de “consumível controlado” para “ponto de falha imprevisível”.”
Isso não é um juízo moral. É um caso de carga.
Agora imagine um punção com nariz a 30 graus, tão afiado que consegue sentir a aresta através de uma luva. Vamos formar um flange de retorno agudo em alumínio anodizado. Lado estético para fora, claro.
Coloque um filme de 0,030 polegadas sobre a matriz e acione lentamente o escoramento. Veja o que acontece na ponta do punção. A área de contacto estreita drasticamente em comparação com uma ferramenta de 90 graus. A pressão concentra-se ao longo de uma linha mais fina. O poliuretano não tem onde distribuir a carga lateralmente antes de o punção penetrar na chapa e a forçar para dentro do V.
Com um punção afiado, o modo de falha não é de compressão global. É de corte e cisalhamento. O filme pode não rebentar. Pode auto-selar pequenas entalhes—essa é uma vantagem das folhas de poliuretano fundido de precisão. Mas a 30 graus, cada batida marca a mesma linha. A repetição transforma essa marca numa fissura. A fissura torna-se numa saliência. A saliência imprime-se na peça.
Pode o filme funcionar para alguns golpes de protótipo? Sim, se a tonelagem for moderada e estiver a observar o desgaste em cada ciclo. É viável para uma série estética de 200 peças? Não sem vigiar como se fosse uma dimensão crítica.
E quando a proteção exige vigilância constante para impedir que o protetor se torne no defeito, tem de perguntar o que está realmente a salvar.
Já deitei fora vinte e quatro painéis na $202 porque insistimos em “fazer a rolagem funcionar” num trabalho arquitetónico de alta tonelagem. O filme não se rasgou dramaticamente. Comprimiu de forma desigual. O ângulo começou a variar. Uma leve linha nos ombros surgiu na peça dezanove. Na peça vinte e quatro, tínhamos uma pilha de alumínio polido no valor de $4,848 e uma equipa a fingir que foi azar.
Não foi azar. Foi excesso de confiança.
Insertos permanentes de poliuretano—almofadas fundidas encaixadas na cavidade da matriz—mudam o cenário. São mais grossos. Estão suportados por toda a sua largura. São concebidos para suportar carga, não apenas para serem sacrificados. Por estarem fixos, não deslizam. Por serem controlados dimensionalmente—muitas vezes dentro de alguns milésimos—introduzem uma camada compressível estável e previsível.
Ainda considera a espessura nos seus cálculos de dobra. Ainda monitoriza o desgaste. Mas já não está a colocar uma apólice de seguro temporária entre o escoramento e a sua margem de lucro e a esperar que sobreviva a cargas de cunhagem.
Aqui está o ponto de transição prático que uso: se o trabalho requer encosto completo de alta tonelagem, ferramentas agudas abaixo de 45 graus para quantidades de produção, ou contagens de ciclos onde avançar o filme a cada 10–20 golpes interrompe o fluxo, incluo insertos dedicados no orçamento. Não como luxo. Como ferramenta.
Quando é que decidimos que perder peças acabadas era mais barato do que atualizar a camada que protege cada única dobra
Regra de Salvamento de Sucata: No momento em que o filme de poliuretano exige mais gestão do que o seu punção e matriz, substitua-o por um inserto permanente classificado para carga e trate a proteção de superfície como ferramenta—não como embalagem.
Se o filme falhar sob carga elevada e ferramentas agudas, a resposta não é “filme mais espesso”. É especificar o poliuretano da mesma forma que se especificam punções e matrizes: pelo caso de carga, química, método de suporte e vida útil.
Um inserto permanente não é uma faixa enrolada sobre um V. É uma almofada de poliuretano fundida ou maquinada, normalmente à base de poliéter para resistência à hidrólise, totalmente encaixada dentro da cavidade da matriz, de modo que o caminho de carga passe através de material suportado em vez de uma tira flutuante. Escolhe-se o durometro com base no modo de conformação — mais macio para dobras a ar cosméticas onde se pretende conformidade, mais duro quando a estabilidade do ângulo sob maior carga é importante. Depois fixa‑se a tolerância de espessura, porque uma variação de ±0,005 num inserto cativo manifesta‑se em desvio do ângulo, tal como um ombro de matriz gasto.
É aqui que a maioria das oficinas tropeça. Compram “poliuretano” como compram panos de limpeza. Mas a química poliéter versus poliéster determina como esse inserto resiste à humidade, ao calor do travão e à névoa de lubrificante suspensa no ar. O poliéster lida bem com abrasão por deslizamento, mas é mais vulnerável à hidrólise em oficinas quentes e húmidas. O poliéter resiste ao ataque da humidade e mantém as propriedades por mais tempo nas condições reais — não nas das brochuras. Se o teu travão estiver numa área sem controlo climático em agosto, a química não é um detalhe académico.
Regra “Poupança de Sucata”: especifica a química e o durometro do inserto de acordo com o caso de carga e o ambiente antes mesmo de orçamentares o trabalho.
O controlo de qualidade é a próxima linha de falha. O poliuretano que não é corretamente misturado, desgaseificado e curado pode conter componentes não reagidos, inconsistência dimensional ou bolhas internas que colapsam sob pressão. Já vi insertos que pareciam perfeitos na bancada e transmitiam linhas de cavidades em painéis anodizados ao fim da décima segunda peça. Um fornecedor de confiança fornecerá tolerâncias dimensionais, protocolo de cura e rastreabilidade de lote; se não falarem essa linguagem, estão a vender material, não ferramenta.
E lembra-te do lado da saúde. Inserções devidamente curadas são geralmente estáveis em serviço, mas poliuretano recém-fundido ou mal fabricado pode libertar COV, especialmente quando aquecido. O travão gera calor. O atrito gera calor. Se fores colocar um novo inserto numa célula de produção, deixa-o pós-curar e ventilar conforme as instruções do fabricante antes de deixares um operador sobre ele durante oito horas. A estratégia de produção inclui a qualidade do ar.
Assim, a implementação torna-se procedural, não casual. Assenta o inserto de modo que fique totalmente suportado ao longo da largura da matriz. Elimina folgas que permitam deslizamento lateral. Recalcula deduções de dobra e retorno elástico considerando a compressibilidade do inserto — faz amostras de teste, mede o ângulo real sob carga de produção e fixa esses valores no programa. Depois define um intervalo de inspeção com base no número de ciclos e no desgaste visual dos ombros, da mesma forma que controlas o crescimento do raio da ponta do punção.
Já não estás a proteger peças. Estás a engenheirar a interface entre o martelo e a tua margem de lucro.
O que muda o que medes.
A primeira vez que deixas de polir ombros de matriz a meio de uma série parece batota.
Com filme, especialmente sob cargas mais altas, as partículas de sujidade incrustam-se. O filme desloca-se. Uma linha ténue aparece na sétima peça. Agora o travão fica parado enquanto alguém passa Scotch‑Brite na matriz, limpa, recoloca o filme e ajusta o programa porque a espessura mudou. Dez minutos aqui. Quinze ali. Não aparece como sucata. Aparece como “normal”.”
Um inserto encaixado não migra, e não retém detritos da mesma forma que uma camada solta. Porque é cativo, o deslizamento ocorre contra uma superfície estável, não contra uma membrana móvel. Essa estabilidade significa menos paragens inesperadas para eliminar fantasmas cosméticos. Numa série de 300 peças, evitar quatro ciclos de limpeza e reinício de 12 minutos cada equivale a quase uma hora de tempo de produção recuperado — hipotético, sim, mas todo o encarregado sabe como essas “pequenas” interrupções se acumulam rapidamente.
O travão dá lucro quando o martelo se move sob controlo, não quando um encarregado está a polir aço temperado para desfazer o que uma bobina $40 causou.
Regra “Poupança de Sucata”: se a proteção de superfície te obriga a parar o martelo para manter a ferramenta, a proteção está a custar mais do que poupa.
A sucata é barulhenta. O retrabalho é silencioso.
Vinte e quatro painéis a $202 são $4 848 que podes sublinhar a vermelho. Mas e as duas horas que um operador passa a disfarçar uma ligeira marca de ombro num inox escovado, na esperança de que o grão aculte? E as peças que passam a inspeção mas exigem manuseamento extra porque os operadores não confiam na superfície?
Quando os insertos mantêm a geometria de forma consistente, o desvio de ângulo diminui. Quando o desvio de ângulo diminui, o encaixe a jusante melhora. Menos grampos. Menos pancadas de ajuste com martelo de borracha. As poupanças acumulam-se em departamentos que nunca tocaram no travão.
Esta é a parte menos óbvia: a proteção dita a estabilidade geométrica, e a estabilidade geométrica dita horas de trabalho muito além da dobragem. O verdadeiro custo por dobra inclui o soldador que não precisa lutar com uma aba desalinhada e o acabador que não tem de justificar uma faixa polida a um gestor de projeto.
“Mas essa lógica ignora o que 60 toneladas de força fazem numa zona de contacto de 1/8 de polegada.” Exatamente. Essa força ou deforma previsivelmente um inserto controlado e certificado—ou encontra o ponto mais fraco e deixa a sua assinatura na peça.
Regra de Economia de Sucata: Registe as horas de retrabalho associadas à inconsistência da dobra e atribua-as à sua escolha de proteção de superfície.
O alumínio decorativo e o inox pré-acabado não devem parecer um jogo de azar.
Com filme solto, está sempre a vigiar rugas, rasgos e partículas incrustadas em cada ciclo. A proteção depende da vigilância. Um avanço falhado da bobina e a saliência imprime-se num painel de qualidade espelhada $202 porque a camada que deveria protegê-lo tornou-se o defeito.
Um inserto permanente transfere a qualidade do acabamento da atenção do operador para o design do sistema. A superfície de contacto é uniforme, sem tensão e repetível. Uma vez validada essa combinação—dureza do inserto, espessura, programa de dobra, tonelagem—pode trabalhar material sensível sem ter de vigiar cada golpe. O impecável torna-se o padrão, não o cenário ideal.
Isso não significa vida útil infinita. Os insertos desgastam-se. Comprimem-se ao longo do tempo. A exposição a UV pode amarelar certas formulações se forem mal armazenadas. A vida útil deve ser definida em ciclos ou critérios visuais, não em desejos. Mas o desgaste definido é gerível. A falha aleatória do filme não é.
Quando é que decidimos que perder peças acabadas era mais barato do que atualizar a camada que protege cada única dobra
As oficinas que tratam o poliuretano como um item de linha perseguem riscos para sempre. As que o tratam como ferramenta dimensionada para carga começam a contabilizar ciclos, tolerâncias e química—e os seus relatórios de sucata tornam-se aborrecidos.
Regra de Economia de Sucata: Faça da proteção de superfície um ativo de ferramenta especificado, inspecionado e orçamentado—ou continue a pagar por ela como sucata imprevisível.


















