

午後4時37分、私たちは工場内の照明の下では完璧に見える、研磨済みの5052アルミニウムパネルを積み上げていました。午後5時10分、太陽光の下で見ると、すべての曲げ線に下型によるかすかなジッパーのような傷が浮かび上がっていました。1枚202.50ドルのパネルが24枚。38,000ドルの仕事を守るためにマスキングテープを「保護材」として信頼した結果、4,860ドル分がそのままスクラップ置き場行きとなりました。.
それ以来、私はテープのブランドを変えることはありませんでした。ラムと利益率の間に何を挟むべきか、その考え方を変えたのです。.
多くの工場では、プレスブレーキ用のフィルムを雑巾のように扱っています。安価で交換可能、破れるまでは「これで十分」という考えです。私もそうでした。マスキングテープ1巻は昼食代程度、PVCラップの帯は見た目もきれいで手触りも滑らかです。型が部品に直接触れなければ傷はつかない、という論理は完璧に思えます。.
しかし、その論理は、60トンの力が1/8インチの接触ゾーンに加わったときに何が起こるかを無視しています。荷重がかかると、ブレーキはフィルムの上で「静止」するわけではありません。フィルムを圧縮し、薄くし、横に押し出すのです。障壁として機能していたはずのものがコンベアベルトに変わり、研磨されたアルミニウムの表面を、ゴミや型の欠陥が引きずられていくことになります。.
部品と型の間の素材が予測不能な変形を起こしているなら、あなたは表面を保護しているのでしょうか、それとも単に損傷の場所を移動させているだけなのでしょうか?
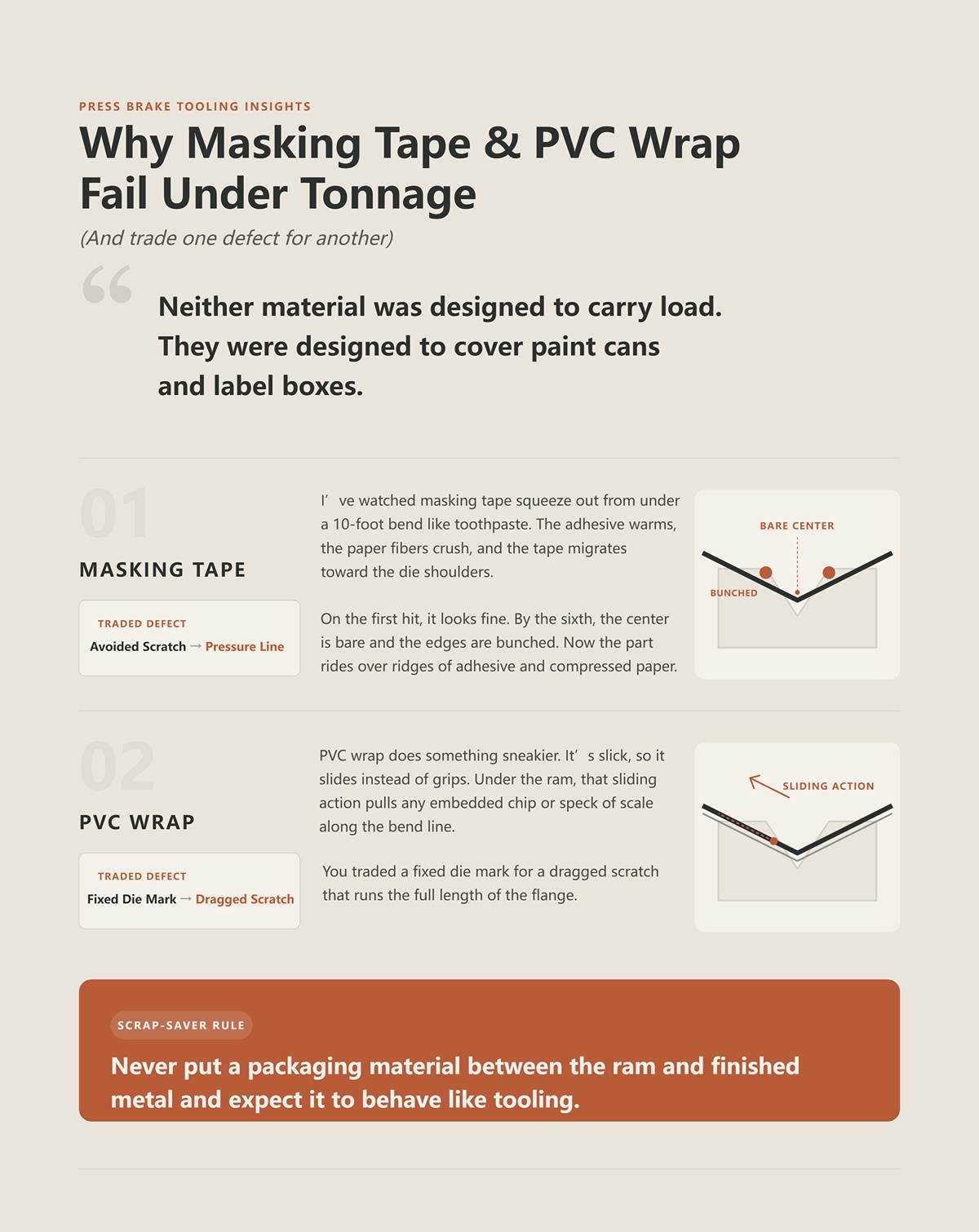
私は、10フィートの曲げ加工の際、マスキングテープが歯磨き粉のように型の下から押し出されるのを見てきました。接着剤は熱を持ち、紙の繊維は潰れ、テープは型の肩の方へと移動します。最初の1回はうまくいくように見えますが、6回目には中央は剥き出しになり、端は束になってしまいます。今や部品は、接着剤と圧縮された紙の隆起の上を走っているのです。.
つまり、避けようとしていた傷が、不均一な厚みによる圧力線に変わってしまうのです。.
PVCラップは、もっと厄介な動きをします。滑りやすいため、グリップするのではなく滑ってしまうのです。ラムの下でその滑る動作が起こると、埋め込まれた切り粉やスケールの破片が曲げ線に沿って引きずられます。固定された型の跡を、フランジの全長にわたる引きずり傷と取り替えてしまったわけです。.
どちらの素材も荷重に耐えるようには設計されていません。ペンキ缶を覆ったり、箱にラベルを貼ったりするために作られたものなのです。.
スクラップ削減の鉄則:梱包材をラムと完成した金属の間に挟み、それが工具のように機能することを期待してはならない。.
計算は、午前9時の購買担当者のやり方ではなく、午後6時の現場監督のやり方で行ってください。.
週に200枚の塗装済み鋼板を曲げていて、1枚あたりの利益が18ドルだと仮定します。「十分」な保護が原因で、外観上の損傷によりわずか3%が廃棄されるとすれば、それは6枚の部品です。今週だけで108ドルの利益が消えました。1年では5,616ドルになります。.
ここで、同じブレーキ用に高品質のウレタンダイフィルムの価格を見てみましょう。年間数千ドルの費用がかかったとしても、損益分岐点となるスクラップ率は驚くほど低く、外観が重視される作業では多くの場合2%以下です。.
転換点は劇的なものではありません。静かに訪れます。ここでのパネル1枚、あそこでの手直し1回。そして「仕上がりに一貫性がない」という理由で顧客から値引きを要求されるのです。“
完成品を無駄にすることが、すべての曲げを保護する層をアップグレードすることよりも安上がりだと、私たちはいつ決めてしまったのでしょうか?
私は型を鏡面仕上げにするために費用を払ったことがあります。クロムのように見えました。アルマイト処理されたアルミニウムで最初の試作を行いましたが、それでもヘアライン状の傷が見えました。.
研磨によって圧力が変わることはないからです。ブレーキプレスは、Vダイの2つの狭い肩部に力を集中させます。たとえ完璧な表面であっても、特に軟らかい合金の場合、ダイと部品の間で微細な材料移動が起こる「マイクロガル(微小かじり)」が発生します。そこに目に見えない工場の塵が1粒でも混入すれば、荷重がかかった状態でその塵が切削工具と化します。.
研磨された素地の工具は、表面粗さという1つの変数は取り除きますが、汚染物質は取り除けません。力を分散させることも、衝撃を吸収することもできません。.
私たちは輝きが保護になると考えていましたが、それは単なる見た目の問題に過ぎませんでした。.
もしダイの仕上げが接触応力の物理を変えられないのなら、何ができるのでしょうか?
10フィートのブレーキプレスで0.125インチの5052アルミニウムを加工した際、全長にわたって約60トンの力で90度に曲げ加工を行いました。マスキングテープは3回目のヒットで裂けました。PVC(塩ビ)フィルムはシワになり、ダイの肩部を部品に押し付けて跡を残しました。そこで、ホームセンターで売られているようなプラスチックではなく、適切なダイフィルムである硬度90のウレタンストリップを敷いて同じプログラムを実行しました。.
最大トン数に達したとき、それが圧縮されるのが見て取れました。押し出されるのでも、せん断されるのでもなく、圧縮されたのです。.
そしてラムが上昇すると、元の厚みに戻りました。.
その反発こそがすべてを物語っています。ブレーキプレスはダイの肩部に沿った狭い線上に力を伝えます。その線上の材料が降伏(永久変形)すれば、厚みは失われ、均一性も損なわれ、金属同士の接触を招くことになります。もし材料に記憶(弾性回復)があれば、衝撃を吸収して元の状態に戻り、次のサイクルに備えることができます。これは梱包材の挙動ではなく、荷重を支える材料の挙動です。.
スクラップ防止のルール:部品とダイの間の層が、全トン数をかけた後に弾性的に回復しないのであれば、それは保護ではなく、スクラップ予備軍です。.

パンチがストロークの最下点に達した瞬間を凍結してみましょう。.
鋼材は曲げ線で降伏しています。ダイの肩部は、約8分の1インチの接触ゾーンに力を集中させています。その間にあるバリアには、「流れる」か「たわむ」か、2つの選択肢しかありません。.
マスキングテープは流れます。紙の繊維は押しつぶされ、摩擦熱で接着剤が軟化し、材料は横方向に移動します。その移動によって中心線が薄くなります。6個目の部品を作る頃には、実質的に接着剤の隆起がある状態で、むき出しの鋼材の上で曲げているのと同じことになります。.
ウレタンは、正しく選定されていれば、代わりに「たわみ」ます。パンチが貫入する際、ウレタンは圧縮されて一時的な雌型(ダイ)を形成します。私はそれがパンチの先端を包み込み、ダイの角の跡を付けることなく曲げを支えるために十分な適合を見せる様子を見てきました。これは受動的なクッションではありません。荷重下で形状が変化しているのです。.
しかし、ほとんどの営業担当者が口にしない落とし穴があります。ウレタンは実際に荷重をかけなければ「活性化」しません。貫入が浅すぎたり、トン数が控えめすぎたりすると、ただ硬いマットとしてそこに留まるだけです。包み込むことも、力を再分配することもありません。保護されているつもりでも、接触応力は依然としてダイの肩部にかかっています。.
しかし、その論理は60トンの力が1/8インチの接触ゾーンで何を引き起こすかを無視しています。十分な荷重がかかれば、高品質のウレタンは弾性圧縮範囲に入り、厚みを失う代わりにエネルギーを蓄えます。ラムが後退すると、蓄えられたエネルギーによって元の形状に戻ります。それが「記憶」であり、「再現性」です。.
異なる配合が重要です。軟らかい硬度70のストリップは、薄板の塗装鋼板には美しく適合しますが、厚いステンレス鋼では摩耗が早くなる可能性があります。硬い硬度95のものは高いトン数に耐えられますが、薄いアルミニウムではそれほど強力に包み込みません。物理法則は変わりません。変わるのは動作範囲だけです。.
つまり、本当の問いは「ウレタンは機能するか?」ではなく、「硬度は実際に実行している荷重に適合しているか?」なのです。“
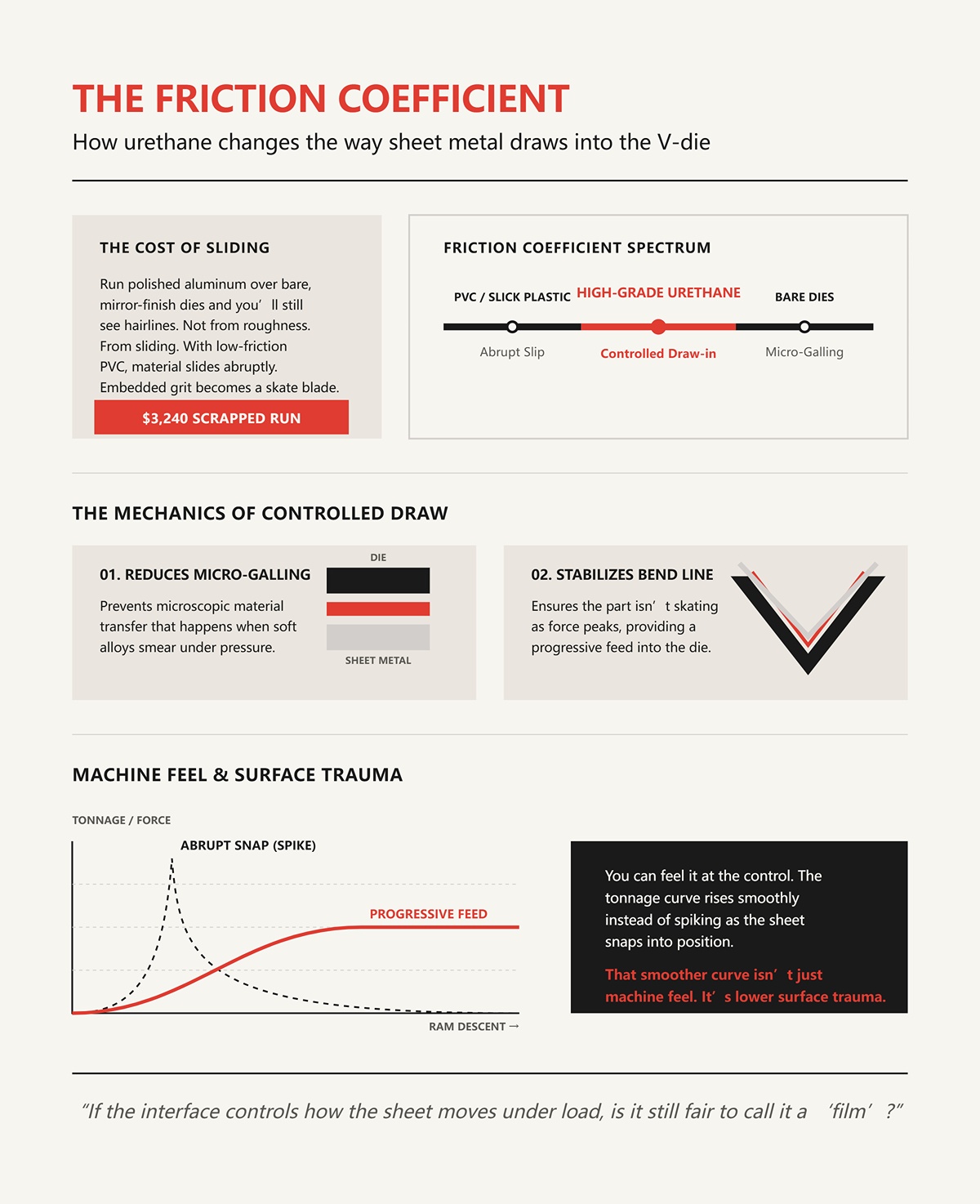
鏡面仕上げの素地のダイの上で磨き上げられたアルミニウムを加工しても、ヘアライン(微細な傷)が残ることがあります。それは表面の粗さによるものではなく、滑りによるものです。.
ラムが下降すると、板材はV字型に引き込まれます。PVCのような低摩擦のインターフェースを使用すると、材料は急激に滑ります。埋め込まれたゴミや削り屑はスケートの刃のようになり、フランジの全長にわたって引きずられます。私は、フィルムがパネルを自由に滑らせすぎたために、完璧に中央に配置された一本の連続した線という欠陥だけで3,240ドル分もの製品を廃棄したことがあります。.
高品質のウレタンは、その相互作用を変えます。ウレタンの摩擦係数は、滑りやすいプラスチックよりは高いものの、素地の鋼材とアルミニウムが直接接触する場合よりは低いためです。引き込みを制御するのに十分なグリップ力を発揮します。急激な滑りの代わりに、ダイへのより漸進的な送り込みが可能になります。.
この制御された引き込みには2つの効果があります。第一に、軟質合金が圧力下で擦れ合う際に発生する微細な材料転写(マイクロガリング)を低減します。第二に、曲げ線を安定させるため、力がピークに達したときに部品がスケートのように滑るのを防ぎます。.
これは制御装置で感じ取ることができます。板材が所定の位置に収まる際に発生する衝撃によるスパイク(急上昇)ではなく、トン数曲線が滑らかに上昇します。この滑らかな曲線は、単なる機械の感触ではありません。表面へのダメージが少ないことを意味しています。.
インターフェースが荷重下での板材の動きを制御するのであれば、それを単に「フィルム」と呼ぶのは適切でしょうか?
0.500インチの開口部を持つVダイを例に挙げます。接触は2つの狭い肩部で発生します。たとえその肩部が磨かれていたとしても、それはエッジ(角)です。エッジは応力を集中させます。.
素地同士が接触すると、その応力によってダイの表面にあるもの(工具の跡、埋め込まれたチップ、再研磨時のわずかな筋目など)が部品に転写されます。私は、ダイの研削方向と完全に一致するゴーストライン(影のような線)が付いた状態で出てきたプレコート鋼板を見たことがあります。ダイが粗かったわけではありません。圧力が集中していたのです。.
ウレタンが圧縮されると、その荷重を横方向に分散させます。無限ではありませんが、十分な程度に分散します。接触面はナイフエッジのような線から、より広く、追従性のあるゾーンへと広がります。より広い面積に力が分散されることで、ピーク圧力が低下します。ピーク圧力が低ければ、転写も少なくなります。.
硬木に親指を押し付けるのと、硬木の上に置いたゴムパッドの上から押し付けるのを想像してみてください。手にかかる力は同じでも、跡は異なります。パッドは力を消すのではなく、分散させるのです。.
この分散効果こそが、多目的ウレタンダイがさまざまな材料に対してよりタイトな半径で成形できる理由です。材料は荷重下で適応し、それぞれの板厚に合わせて一時的なカスタムダイのように機能します。同じ週に複数の合金を扱う工場にとって、この適応性は単なる利便性ではなく、保険なのです。.
ラムと利益率の間に直接介在する保険です。.
ここで、現場の責任者が実際に気にする実用的な疑問が生じます。ウレタンの挙動がデュロメーター(硬度)、圧縮範囲、ダイへの取り付け方法に依存するのであれば、ロールあたりのコストではなく、曲げあたりのコストで選択肢を比較するにはどうすればよいのでしょうか?
24枚のパネル、1枚あたり202ドル。.
これは、ブラッシング仕上げ、プレフィニッシュ加工、装飾スロットのレーザーカットが施されたステンレス製ファサードの単一のラン(製造工程)でした。私たちは「常にうまくいっていた」標準的な0.030インチのフィルムでそれらを曲げました。18枚目のパネルで、内側の脚部にスロット付近でかすかな肩の線が現れ始めました。フランジ全体ではなく、形状が力を集中させる場所だけに現れました。私たちは加工を続けました。24枚目までに、すべての部品のカットアウト周辺にゴーストが発生しました。総廃棄額は4,848ドルでした。フィルムは破れていませんでした。ただ軟化し、シフト開始時よりも大きく圧縮され、ブレーキ下の圧力パターンが変化してしまったのです。.
ですから、誰かがウレタンを曲げあたりのコストでどう比較するかと尋ねてきたとき、私はロールあたりの価格から話は始めません。まずは、「最初の1回から500回目まで、インターフェースがどれだけ安定しているか」という点から始めます。
理論上は、70A、80A、90A、95Aといった硬度を示すデュロメーター定格を目にするでしょう。実際には、市場で入手できる厚みは0.015インチと0.030インチの2種類が一般的です。それだけです。したがって、真の変数は厚みそのものではなく、硬度と、それがトン数の範囲内でどのように振る舞うかという点にあります。.
14ゲージの304ステンレス鋼を60トンで狭いVダイで曲げる場合、70Aのフィルムであれば最初の10曲げまでは美しく包み込みます。しかし50回目ともなると、中心線で永久圧縮が起こります。ポリウレタンはテープのように破断するのではなく、「クリープ(変形)」します。摩耗するにつれて、その接触ゾーンでは実質的に柔らかく、より弾力のある状態になります。下死点の位置は変わっておらず、ラムも動いていません。しかし、フィルムが朝と同じような抵抗を示さなくなるため、角度が0.5度開いてしまうのです。.
これこそが、批評家たちがナイロンを「再現性が高い」と呼ぶ際に指摘するドリフト現象です。ナイロンはそれほど圧縮されないため、形状をより長く維持します。また、型取りがしやすく、摩擦の制御方法も異なります。故障モードが違うのです。.
次に、0.063インチの塗装済みアルミニウムに切り替えてみましょう。95Aのフィルムなら永久に持ちこたえます。しかし、低トン数ではあまり形状に馴染みません。保護はできますが、先ほど述べたような制御された引き込みは期待できません。特に穴や切り欠きの周囲ではシートが滑りやすく、PVCコーティング材でも失敗するような場所、つまり幾何学的な応力集中箇所にダイマークがはっきりと現れます。.
つまり、デュロメーター(硬度計)を合わせるということは、「軟らかい金属には軟らかいフィルム、硬い金属には硬いフィルム」という単純な話ではありません。実際のインチあたりの荷重に対して、弾性圧縮範囲を合わせることが重要なのです。もしブレーキプレスがフィルムを作動ゾーンまで押し込んでいないのであれば、それは荷重を支えるインターフェースとして機能しておらず、ただ高価なランチョンマットを敷いているに過ぎません。.
スクラップ削減のルール:理論上の最大値ではなく、実際のトン数で制御された弾性圧縮に達するデュロメーターを選択すること。.
私は長時間のステンレス加工の後、下ダイから粘着剤付きフィルムを剥がし、親指で粘着力の変化を確認したことがあります。摩擦は接触ゾーンを加熱します。真っ赤になるほどではありませんが、感圧接着剤を軟化させるには十分な温度です。.
では、自己粘着性フィルムは常に残留物を残すのでしょうか?いいえ、そうではありません。残留物のリスクは、熱と滞留時間に比例します。厚いステンレス鋼、きつい半径、長時間の生産工程では熱が高まり、中程度のトン数での短いアルミニウム加工では低くなります。.
真のコストは、5分間の溶剤洗浄にかかる時間ではありません。ダイの肩部に残留物が不均一に蓄積したときに起こる問題です。それにより局所的な高さが数千分の数インチ変化します。肩部での数千分の数インチの差は、10フィートのパネル全体では角度のばらつきとなります。制御装置で深さを調整して追いかけようとすると、実際には接着剤の蓄積が原因であるにもかかわらず、ラムの「再現性の問題」として片付けられてしまうのです。.
一方で、粘着剤付きフィルムは移動しません。置いた場所に留まります。シフトの途中で位置を直す必要もありません。滑りが傷につながる高トン数の作業では、その安定性が洗浄時間を上回るメリットをもたらすことがあります。.
したがって、問いは「接着剤を使うべきか否か」ではなく、「この作業の熱プロファイルを考慮すると、機械的な保持方法を採用すべきか?」ということです。“
スクラップ削減のルール:ダイの肩部が接着剤を軟化させるほど高温になる場合は、曲げの一貫性を損なう可能性があると想定し、それに応じた保持方法を計画すること。.
当社の60mm欧州型レールシステムでは、高さ調整可能なマグネットホルダーは非常に便利です。前後位置を決め、ダイの高さに合わせて高さを調整すれば、フィルムはツールと一緒に追従します。ダイを交換しても、ホルダーをスライドさせるだけで作業を続けられます。.
敷き置き式のフィルムは、最初は素早く設置できます。投げ置いてラムを動かし、摩擦で固定させるだけです。単一素材、単一ダイの作業ならこれで十分です。しかし、昼食までに1.000インチのVから0.500インチのVへ3回も交換するような多品種生産では、その弊害が出てきます。.
失敗の仕方は破滅的ではなく、「クリープ」です。シートがフィルムを前方に1/16インチ、次に1/8インチと引きずります。するとフィルムの端が片方のダイの肩部にしか乗らなくなります。圧力分布が非対称になり、片方のフランジはきれいでも、もう片方には特定の光の下でしか見えない薄い線が入ります。ブレーキプレスから部品を下ろすまで気づかないこともあります。.
磁石式やレールマウント式のシステムは失敗の仕方が異なります。クリープは起こしませんが、正しいセットアップ高さに依存します。低すぎるとフィルムが完全に機能せず、高すぎるとシートがダイに接触する前にフィルムを予圧してしまい、曲げの計算が狂ってしまいます。.
そして、それは機械の構造にも依存します。レール規格、ダイの高さ、オペレーターの規律を考慮しない直接比較は、真実の半分しか伝えていません。.
スクラップ削減のルール:多品種環境では、セットアップ速度のわずかな向上を追い求める前に、横方向のクリープを排除する保持方法を優先すること。.
| 側面 | 磁石式/レールマウント式フィルムホルダー | ルーズレイ・フィルム |
|---|---|---|
| 基本セットアップ | 60mmの欧州規格レールシステムに取り付け。ダイスタックに合わせて前後および高さの調整が可能 | ダイの上に直接配置。ラムのサイクル中に摩擦で固定される |
| 初期速度 | セットアップと高さ調整が必要 | 最初は高速。置くだけでサイクルを開始可能 |
| 最適な使用例 | 頻繁なダイ交換を伴う多品種少量生産 | 単一素材、単一ダイでの連続生産 |
| 多品種生産におけるパフォーマンス | 適切に設定すれば安定。ホルダーをスライドさせて継続可能 | 頻繁なVダイ交換中にずれ始める |
| 主な故障モード | 高さ設定の誤り(低すぎる:完全にかみ合わない。高すぎる:予圧により曲げ計算が狂う) | シート移動に伴う徐々な横方向のクリープ(ずれ) |
| 故障の特徴 | クリープしない。エラーはセットアップの精度に起因する | 段階的にクリープする(1/16インチ、次に1/8インチ)。圧力分布が非対称になる |
| 品質への影響 | 調整ミスによる曲げ計算のばらつき | フランジ品質の不均一。特定の光の下でかすかな線が見える |
| 検知タイミング | 通常、セットアップ時や最初の曲げ加工時に気づくことが多い | 多くの場合、部品がブレーキ(プレスブレーキ)から離れた後に検知される |
| 依存要因 | 機械の構造、レール規格、ダイハイト、作業者の規律 | 材料の摩擦、ダイの交換、作業者の注意 |
| スクラップ削減のルール | 多品種少量生産環境において、横方向のクリープ(ずれ)を排除する保持方法を優先すること | セットアップ速度のわずかな向上は、クリープに関連するスクラップのリスクに見合わない |
仮のクリーンなケースを考えてみましょう。.
200ドルのロールは、摩耗による角度のずれが許容範囲を超えるまでに8,000回の曲げ加工が可能です。これは曲げ1回あたり0.025ドルです。より安価な120ドルのロールは、中心線の圧縮によって角度が変化し、手直しや目に見える傷が発生するまでに3,000回しか持ちません。これは曲げ1回あたり0.04ドルです。.
安価なロールは購入時には賢明な選択に思えます。初期費用は40%安いです。しかし、曲げ1回あたりのコストで見ると60%高くなります。.
ここで、フィルムのクリープや摩耗によって切り欠き周辺にダイの跡がつき、1,200ドルの建築用パネルが1枚廃棄になったと仮定します。プレミアムなロールであれば、その寿命の間にたった1枚の不良を防ぐだけで、6倍の元が取れることになります。.
さらに、ダイの摩耗にかかるコストは考慮していません。フィルムが劣化して不均一に薄くなると、局所的に金属同士が接触します。これは理論上の話ではありません。私は、研磨された下ダイに微細な焼き付きが発生し、再研磨が必要になったケースを何度も見てきました。ダイの再研磨は、サイズにもよりますが600ドルから900ドルかかることがあります。.
しかし、ほとんどのROI計算シートが見落としている重要な点があります。それは「性能の有効範囲」です。ウレタンは、最初の曲げから最後までの間、常に同じ保護性能を発揮するわけではありません。摩耗するにつれて圧縮率は高まり、再現性は低下します。真の曲げ1回あたりのコストは、許容範囲内の曲げ回数だけで計算すべきです。角度のずれを追いかけて深さを調整し始めた時点で、材料の疲労を補うために人件費を費やしていることになります。.
完成品を廃棄する方が、すべての曲げを保護する層をアップグレードするよりも安上がりだと、いつから私たちは判断するようになったのでしょうか?
シートとダイの間のインターフェースが弾性的で、圧縮可能であり、リアルタイムで摩耗しているならば、厚みは無視できない変数となります。その0.015インチや0.030インチという厚みが、曲げ引き代(ベンドデダクション)や必要なトン数にどれほど影響するかは、学術的な話ではなく、制御装置(コントローラー)で直面する現実の計算なのです。.
昨年の春、私たちは0.750インチのVダイと、その肩部に0.015インチのウレタンを使用して、14ゲージの塗装済み鋼板を加工しました。曲げ引き代は完璧に調整されており、10フィートのパネル全体で角度の誤差は0.5度以内でした。その後、購買部門が同じサプライヤーから0.030インチのフィルムに変更しました。硬度は同じですが、厚みは2倍です。プログラムの変更は行いませんでした。ブレーキから出てきた最初の部品は、角度が1.8度開き、フランジは0.042インチ短くなっていました。ラムの設定が間違っていたわけではありません。私たちは60トンの圧力下で、ダイの形状そのものを変えてしまっていたのです。.
そのメカニズムはこうです。ウレタンはただそこにあるだけではありません。圧縮されるのです。0.015インチのフィルムであれば、作業トン数において30〜40%の圧縮が見られるかもしれません。0.030インチの場合、全体の圧縮量は元の0.015インチの積層高さを超える可能性があり、ストロークの初期段階でシートをダイの中でより高く持ち上げてしまいます。これにより中立軸がずれ、ダイが完全に接触する前に実効的な内側半径が大きくなります。CNCは鋼板同士の曲げだと思っていても、実際はそうではないのです。.
0.030インチのウレタンを追加して曲げ引き代(ベンドデダクション)を調整しなければ、悪いのはブレーキ(プレスブレーキ)ではなく、あなた自身です。.
スクラップ削減のルール:フィルム厚の変更はすべて、次の部品がバックゲージに当たる前に曲げ引き代の再計算を必要とする「金型の変更」として扱うこと。.
塗装済みの16ゲージ鋼板の場合、通常は0.015インチの高硬度ウレタンがあれば、内側の半径を大きく変えることなく、ショルダー(肩部)の傷を防ぐのに十分です。コーティングは薄いため、保護しているのは塗装であり、ミルスケールや表面の粗さを補正しているわけではありません。一般的なエアーベンドの圧力であれば、その薄い層は予測通りに圧縮され、鋼材同士の幾何学形状に近い状態で底打ちします。.
次に亜鉛メッキ鋼板に切り替えてみましょう。.
亜鉛層は柔らかく、わずかに不均一です。作業者はきつい半径での剥離を懸念して、「念のため」に0.030インチのウレタンに手を伸ばしがちです。しかし、その厚いパッドは2つのことを同時に引き起こします。コーティングを保護する一方で、シートが金型のショルダーに接触する前に圧縮可能なベースの上に乗るため、実質的なダイ開口部を広げてしまうのです。例えば0.500インチの狭いVダイでは、片側0.030インチのウレタンは、初期接触時に機能的に開口部を狭め、ウレタンが流動するにつれて開口部を広げることになります。これは安定した状態ではなく、動く標的を狙うようなものです。.
亜鉛メッキ部品が割れるのを見たことがありますが、それは鋼材の観点から半径がきつすぎたからではなく、過剰なパッドによって誘発された角度のスプリングバックを補正するために、プログラムが過剰な深さで曲げたことが原因でした。深さが増せば、外側の繊維にかかる歪みも増大します。まずコーティングが破損し、続いて母材が追随して割れるのです。.
では、境界線はどこにあるのでしょうか?実際には、中程度の圧力下での塗装鋼板や亜鉛メッキ鋼板には0.015インチがデフォルトです。0.030インチがその価値を発揮するのは、表面公差が極めて重要であり、かつダイ幅が半径を歪ませることなく追加のコンプライアンス(柔軟性)を吸収できるほど十分に広い場合のみです。厚みの選択は、どれだけ不安を感じるかではなく、金型がどれだけの幾何学的なズレを許容できるかという問題なのです。.
スクラップ削減のルール:コーティング鋼板には0.015インチから始め、ダイ幅と曲げ計算が半径の不安定さを招かずにその柔軟性を吸収できる場合にのみ、0.030インチへ移行すること。.
0.375インチのVダイで0.060インチのアルミを曲げる際、両方のショルダーに0.030インチのウレタンを敷いた場面を想像してください。それはもはやパッドではなく、二次的な成形媒体です。.
ラムが下降すると、パンチはシートを密度の高いゴムガスケットのように振る舞う層へと押し込みます。ウレタンは完全に圧縮される前に横方向に流動します。その流動がパンチ先端に近い部分でシートを支えるため、ダイ幅だけで決まるはずの半径よりも内側の半径が実質的に大きくなってしまいます。荷重を取り除いた後にウレタンが反発すると、最大荷重時にシートが硬い鋼材に完全に密着していなかったため、スプリングバックがさらに悪化します。.
その結果、半径はエアーベンドのチャートが予測するよりも大きく測定され、角度はスプリングバックの表が予想するよりも大きく開くことになります。これを補正するために深さを追加すると、今度はシートが完全に噛み合う前にウレタンが予圧を受けることになります。次の部品ではシートの厚みがわずかに異なり、圧縮量もわずかに変わります。その結果、内側の半径は数千分の1インチ単位で変動し、角度は加工中に1度単位でズレていくのです。.
それはブレーキの精度が落ちているのではなく、弾性層に対して硬化工具鋼のように振る舞うことを要求しているあなた自身の問題です。.
スクラップ削減のルール:最初の1個の試作品だけでなく、複数のシートで内側の半径とスプリングバックを検証しない限り、厚いウレタンを狭いVダイと組み合わせてはならない。.
以前、10フィートの12ゲージ軟鋼の曲げ加工において、0.030インチの高密度ウレタンを使用した場合としない場合で圧力を記録したことがあります。金型もパンチも同じです。鋼材同士の接触では平均48トンでしたが、ウレタンを使用すると、角度が閉じるまでにピーク荷重は58〜60トンまで上昇しました。これは無視できない数値です。.
しかし、その論理は1/8インチの接触ゾーンで60トンの力が何を引き起こすかを無視しています。.
その余分な10〜12トンの力の一部は、鋼材には全く伝わっていません。それはウレタンを作業厚まで圧縮するために使われています。あなたは保護層を変形させるために機械の能力を浪費しているのです。定格限界に近いプレス機では、その余裕が重要になります。亜鉛メッキ鋼板や高張力鋼材の場合、その追加の力は、安全な成形からコーティングが破損する領域へとあなたを押し出す可能性があります。.
機械の挙動も考慮する必要があります。圧力が高くなれば、ラムとベッドのたわみも大きくなります。クラウニング(たわみ補正)を行っていても、荷重が増えれば長さ方向への力の分散の仕方が変わります。保護のためにフィルムを追加したつもりでも、実際には端部で角度のバラつきを招いている可能性があるのです。.
ここでウレタンが荷重支持コンポーネントとしての真価を発揮します。ウレタンは荷重を支え、そして荷重を要求します。ブレーキプレスはそれに応じて反応するのです。.
スクラップ削減のルール:重要な作業では、フィルムの有無で実際のトン数を測定し、より厚いウレタンを使用する前に、機械に十分な容量の余裕があることを確認してください。.
以前、24枚のパネル(各1枚202ドル相当)の仕事をした際、仕上げが鏡面グレードであったため、0.030インチのフィルムの使用が必須でした。最初の試作品は、両脚とも合計で0.055インチ長くなってしまいました。プログラム上の曲げ補正値は、エアベンドチャートに基づく0.090インチの内側半径を想定していましたが、フィルムを使用した際の実測半径は0.118インチでした。.
その0.028インチの半径増加が曲げ余裕(ベンドアローワンス)を変化させます。0.125インチ厚のアルミニウムを90度曲げる場合、その変化だけでK係数に応じて曲げ補正値が約0.040~0.060インチ変わる可能性があります。これはトリミングの誤差ではなく、幾何学的な問題です。.
修正は神秘的なものではありませんでした。ウレタンを装着した状態で形成される実際の内部半径を測定し、その半径とカット&エッチングサンプルから検証したK係数を使用して曲げ余裕を再計算しました。CNCプログラムを更新し、3つの検証用部品を加工して、設定を確定させました。真実の数値を入力したことで、ブレーキプレスは指示通りに正確に動作しました。.
高品質なウレタンは「アドオン(追加部品)」ではありません。それはツーリングスタックの一部です。つまり、曲げテーブル、スプリングバック補正、および深さ設定は、公称のロール厚ではなく、圧縮された作業厚を反映していなければなりません。そうでなければ、鋼材用にプログラムしながらゴムに向かって曲げているようなものです。.
そして、ここで計算と規律が交差します。なぜなら、フィルムが平らで、中心に配置され、ベッドとダイ上で一定の高さで適用されていなければ、正しい数値であってもすべて台無しになるからです。.
スクラップ削減のルール:ウレタンを装着した状態で形成された内部半径を必ず測定し、生産を開始する前にその実際の幾何学的形状から曲げ補正値を再計算してください。.
内部半径を測定し、曲げ補正値を再計算しました。ブレーキプレスはフィルムの圧縮された作業厚に合わせてプログラムされています。.
では、なぜ2交代制のシフトで、作業の途中で角度がずれたり傷が発生したりした際に、担当者があなたを呼ぶのでしょうか?
幾何学的な要素だけが変数ではないからです。取り付けもまた変数なのです。.
ウレタンが荷重支持層であるならば、ダイへの敷き方は、ラムにパンチをセットするのと何ら変わりありません。いい加減なセットは動きを生み、60トンの圧力下での動きは損傷を招きます。私は、最初の試作品の調整に1時間を費やした工場が、その後フィルムのロールを雑巾のようにベッドに投げ捨て、なぜ18番目の部品が2番目の部品と違うのかと不思議がっているのを見たことがあります。加工中の破れは不運ではありません。フィルムが誤って適用された場所に蓄積されたエネルギーが解放された結果なのです。.
これは、ラムと利益率の間の保険証券です。一貫して衝撃を吸収するか、あるいは衝撃をそのまま完成パネルに伝えてしまうかのどちらかです。.
スクラップ削減のルール:フィルムが曲げの幾何学的形状に影響を与える場合は、パンチやダイのセットアップと同じ再現性を持ってその取り付けを行ってください。例外はありません。.
私たちはショー用の車を作っているわけではありません。摩擦制御を行っているのです。.
錆のスケールは明らかです。指先で触れれば分かり、薄いアルミニウム越しに点字のように浮き出ます。しかし、油分の残留物はより静かで危険です。ダイの肩部に付着した薄い油圧オイルのミストは、ウレタンをスリップシートに変えてしまいます。ラムが下降すると、その滑りによって圧縮がV溝全体に均等に分散されず、局所的なゾーンに集中してしまいます。.
そこから破れが始まります。.
負荷がかかると、ウレタンは鋼材を掴もうとします。それができない場合、最も圧力がかかる箇所(通常はダイの半径部分)で微視的に伸びが生じます。これを数百回繰り返すと、縦方向に亀裂が入ります。劇的な変化ではありませんが、24個目の部品で#202ミラー仕上げのパネルに線状の跡を刻むには十分です。.
油は摩擦を変化させ、錆は高さを変化させます。どちらも荷重がフィルムをどのように流れるかに影響を与えます。.
ダイのショルダー部分を溶剤で拭き取ってください。細かい研磨剤でスケール(酸化被膜)を落とします。これは研磨ではなく、ウレタンが幅全体で均一な支持を得られるように接触面を正常化する作業です。.
スクラップ削減のルール:フィルムを装着するたびに、ダイのショルダーを均一な地肌の鋼材が出るまで清掃してください。油を除去して摩擦を制御し、スケールを除去して高さを制御します。.
シワとは、行き場を失った余分な材料に過ぎません。.
ラムが閉じるとき、その余分な部分は消えるわけではなく、ワークに押し付けられます。.
フィルム全体にわずかな波打ちがあるのを想像してください。1/8インチの接触ゾーンに60トンの荷重がかかると、その波打ちは隆起へと変わります。パンチがシートをそこに押し込み、ウレタンは不均一に圧縮されます。シワの部分は厚く、その横は薄くなります。この厚みの変化が局所的に実効V開口幅を変化させ、内側の半径を数千分の1インチ単位でずらします。これは角度をわずかに変えるのに十分な量であり、本来の問題ではない深さ調整を追いかける羽目になるには十分な量です。.
表面はどうなるでしょうか?シワの端が圧力線となります。ブレーキプレスはそれが外観上の問題だとは知りません。ただ抵抗として認識するだけです。.
私は、バンジョーの弦のように張り詰めるのではなく、水糸を張るような感覚でロールにテンションをかけます。一人の作業者が送り出し、もう一人が手のひらを平らにして中央から外側に向かって滑らかにならし、空気のポケットが圧縮ポケットに変わる前に排除します。フィルムが丸まろうとする場合は、ロールの記憶による残留応力です。機械から外して数分間放置し、リラックスさせてから敷いてください。.
シワは、ラムが完成品に押し付けるのを待っている未来の傷です。.
スクラップ削減のルール:ウレタンは制御された均一なテンションで貼り付け、中央から外側に向かってならしてください。目に見える波打ちは、負荷がかかった際に確実に圧力跡となります。.
粘着剤付きフィルムはズレの問題を解決しますが、残留物やスタック高さの不均一という別の問題を引き起こします。.
私は非粘着性の高品質ウレタンと機械的な固定を好みます。.
その方法は以下の通りです。フィルムをダイの前端と面一になるように合わせ、曲げゾーンの外側で薄型のスプリングクランプを使って両端を軽く固定します。次に、ダイのショルダーから離れた後端に沿ってのみ、高品質のマスキングテープを1本貼ります。このテープは構造的な役割ではなく、インデックス時のクリープ(ズレ)を防ぐためのものです。テンションはクランプが受け持ちます。.
なぜダイの面にテープを貼ってはいけないのでしょうか?テープはウレタンとは異なる圧縮率を持つからです。負荷がかかると、テープは歯磨き粉のように押し出され、その後に厚みの空隙を残します。すると、ストロークの途中で荷重経路が変化してしまいます。目に見えない変数を持ち込んでしまったことになります。.
このクランプとテープによるアプローチは、セットアップに90秒ほど加わるかもしれません。しかし、90秒は#202パネルの不良品1枚より安上がりです。私は以前、フィルムが1/16インチずれて戻りフランジ部分でダイのショルダーが露出したために、#202パネルを24枚も廃棄したことがあります。.
動きは敵です。歪ませずに拘束することが目標です。.
スクラップ削減のルール:非粘着性ウレタンは両端のクランプと後端のテープのみで固定してください。圧縮性のあるテープを荷重経路内に配置してはいけません。.
完璧に取り付けたとしても、寿命はあります。.
ウレタンは一度にすべてがダメになるわけではありません。予兆が現れます。ダイの肩部がウレタンを磨き、跡をつけます。酸化アルミニウムや亜鉛メッキの粒子が表面に埋め込まれると、わずかに色が濃い帯が見えるようになります。その埋め込まれた粒子が研磨剤となってしまうのです。.
それを無視すれば、次の部品に影響が出ます。.
外観が重要な加工では、10〜20サイクルごとに指で摩耗経路をなぞってみてください。溝を感じたり、粒子の斑点が見えたりした場合は、ロールを1〜2インチ送り出してください。傷がついてから、自分の目がすでに教えてくれていたことを確認するようなことはしないでください。ヨーロッパの大量生産工場では、ウレタンが柔らかくなるにつれて再現性が失われるという不満が聞かれます。彼らの言うことは間違いではありませんが、その不整合のほとんどは、素材全体の崩壊ではなく、肩部の不均一な摩耗として最初に現れます。.
ロールを送り出すことは、本来あってはならない線を研磨して消すよりも安上がりです。.
しかし、ここが境界線です。高トン数で狭いVダイを使用し、生産ペースで稼働させている場合、フィルムはシフトのリズムが好むよりも早く劣化します。スチール製の工具(または別の保護媒体)の方が理にかなっているという限界点があります。.
保護には限界があります。現実逃避にも限界があります。.
スクラップ削減のルール:肩部の摩耗帯を積極的に点検し、埋め込まれた粒子や溝が仕上げ面に転写される前にウレタンを送り出してください。.
ある作業チームから、3/16インチのアルミニウムへのコイン加工(刻印加工)のためにフィルムを敷いてほしいと真顔で頼まれた時のことを覚えています。8フィートのパネルで、外観面は外側。フルボトム(完全底突き)で、タイトな内側半径を追いかける加工です。ブレーキチャートが示すトン数は、ラムがうなるほどの負荷でした。.
彼らは傷の保護のことしか考えていませんでした。.
私は、金属を冷間成形するために設計された力を、圧縮可能な層に耐えさせようとしたらどうなるかを考えていました。.
これまで、私たちはウレタンを、平らに取り付け、正しく張力をかけ、工具のように監視される、規律ある荷重分散インターフェースとして扱ってきました。その規律が、エアベンディングにおける収益性を維持します。しかし、コイン加工は別物です。エアベンディングでは、シートはパンチの先端とダイの肩部に触れ、材料はその間で浮いています。コイン加工では、ラムがパンチの先端を材料に押し込み、ダイの角度に適合させます。もはや金属をガイドしているのではなく、押しつぶして成形しているのです。.
そして、スチールとスチールの間にあるものはすべて、ラムが押しつぶさなければならない対象物となります。.
滑り摩耗に強く、衝撃を跳ね返すような高級ポリエステルウレタンであっても、圧縮限界はあります。V開口部、材料の幅、パンチ半径によって異なるため、魔法のようなトン数の数値を挙げることはしません。しかし、そのメカニズムをお伝えします。トン数が上がるにつれて、ダイの肩部にかかる接触圧力が急上昇します。その圧力はフィルムの弾性範囲を超えます。ウレタンは跳ね返るのをやめ、流動し始めます。微細なせん断が表面の艶出し(グレーズ)に変わり、艶出しが熱に変わります。熱が分解を加速させます。再利用可能なバリアに見えたものが、薄くなるシムに変わってしまうのです。.
しかし、その論理は1/8インチの接触ゾーンで60トンの力が何を引き起こすかを無視しています。.
コイン加工の荷重下では、フィルムは「保護」しているのではなく、肩部で圧縮されて薄くなり、中央で厚くなっています。それがストローク途中の実効V開口部を変化させます。それは、調整してもなかなか解消できない角度のズレとして現れます。深さ調整を追いかけることになるでしょう。その間にも、フィルムは圧縮サイクルごとに死んでいくのです。.
スクラップ削減のルール:作業がチャート上のフルトン数での真のコイン加工やボトム加工を必要とする場合は、ウレタンフィルムが塑性変形すると想定し、荷重経路から取り除いてください。.
比較実験をしてみましょう。同じ0.125インチのアルミニウム、同じ1インチのVダイを使用します。1回目の実行:90度までエアベンディング。2回目の実行:角度を固定しスプリングバックを減らすためにコイン加工。.
エアーベンディングでは、ウレタンはショルダー部での局所的な接触と、シート下でのわずかな滑りを経験します。高品質な硬度90デュロメーターのフィルムであれば、砂粒が食い込む前に送り出せば、数十回、時には数百回のサイクルに耐えることができます。この時の応力は断続的で部分的な弾性変形にとどまるため、フィルムは復元します。.
コイニング加工では、この復元は起こりません。パンチの先端がシートをダイの角度まで完全に押し込み、フィルムをより広い範囲で圧縮します。この場合、ウレタンにクッションの役割を求めているのではなく、2つの硬い工具の間で押しつぶされることに耐えるよう求めていることになります。圧縮永久歪みが蓄積され、数回ストロークさせた後にショルダー部分のフィルム厚を測定すれば、最初とは異なっていることがわかるはずです。.
そして厚みが変われば、形状も変わります。.
ポリエーテル系ウレタンはポリエステル系よりも衝突摩耗に強く、ポリエステル系は滑りに対して優れています。摩擦モードが支配的なエアーベンディングでは、この化学的特性が重要になります。しかしコイニングでは、化学的特性よりも物理的特性が優先されます。接触圧力が弾性限界を超えると、どちらの系統も降伏します。さらに、繰り返しのサイクルによる現場の熱が加われば、その限界はさらに低下します。室温で10回のヒットに耐えられたものが、生産中には5回で表面が荒れてしまうこともあります。.
したがって、「どの程度のトン数なら耐えられるか」という問いに対する真の答えはこうです。プロセスがダイとの完全接触を伴うシートの塑性変形を必要とする瞬間、あなたはフィルムの寿命が「管理可能な消耗品」から「予測不可能な故障点」へと転落する圧力レベルで作業していることになります。“
これは道徳的な判断ではなく、荷重ケースの問題です。.
ここで、手袋越しでもエッジが感じられるほど鋭利な30度のパンチノーズを想像してください。アルマイト処理されたアルミニウムに鋭角のリターンフランジを成形します。もちろん、化粧面は外側です。.
ダイの上に0.030インチのフィルムを敷き、ラムをゆっくりと動かしてみてください。パンチ先端で何が起こるか観察しましょう。90度の工具と比べて接触面積が劇的に狭まり、圧力がより細い線上に集中します。パンチがシートを貫通してV溝に押し込む前に、ウレタンが荷重を横方向に分散させる余地はどこにもありません。.
鋭利なパンチの場合、故障モードは全体的な圧縮ではなく、切断とせん断です。フィルムが破裂することはなくても、小さな傷を自己修復するかもしれません。これが精密鋳造ウレタンシートの利点の一つです。しかし30度の場合、ストロークごとに同じ線に傷が刻まれます。繰り返すうちにその傷は裂け目となり、裂け目は隆起となります。そしてその隆起が部品に転写されてしまうのです。.
試作で数回ヒットさせるだけならフィルムは使えるでしょうか?はい、トン数が適度で、サイクルごとに摩耗を監視していれば可能です。では、200個の化粧品レベルの生産で有効でしょうか?重要な寸法を扱うかのように付きっきりで監視しない限り、無理でしょう。.
そして、保護材が欠陥の原因にならないように常に警戒しなければならないのであれば、そもそも何を節約しているのかを自問しなければなりません。.
以前、高トン数の建築関連の仕事で「フィルムを何とか使い回そう」と固執した結果、24枚のパネルをスクラップにしたことがあります。フィルムは劇的に破れたわけではなく、不均一に圧縮されたのです。角度のズレが生じ、19枚目の部品にはかすかなショルダーの跡が現れました。24枚目までには、4,848ドル相当の磨き上げられたアルミニウムの山ができあがり、作業員たちはそれを不運のせいにしていました。.
それは不運ではありません。過信です。.
ダイキャビティに固定される鋳造パッドである「恒久的なウレタンダイインサート」は、この状況を一変させます。これらは厚みがあり、全幅で支えられています。単なる犠牲材ではなく、荷重を支えるように設計されています。固定されているためクリープ現象は起きず、寸法も(多くの場合数千分の1インチ単位で)管理されているため、安定した予測可能な圧縮層を提供します。.
曲げ計算には依然として厚みを考慮する必要があり、摩耗の監視も必要です。しかし、ラムと利益率の間に一時的な保険を敷いて、コイニング荷重に耐えてくれることを祈る必要はもうありません。.
私が基準としている現実的な移行ポイントはこうです。その仕事がフルトン数でのボトムイングを必要とする場合、生産数量に対して45度未満の鋭角工具を使用する場合、あるいは10〜20ヒットごとにフィルムを送り出すことが流れを阻害するようなサイクル数の場合、私は専用インサートのコストを価格に含めます。これは贅沢品ではなく、工具の一部としてです。.
完成品を廃棄する方が、すべての曲げを保護する層をアップグレードするよりも安上がりだと、いつから私たちは判断するようになったのでしょうか?
スクラップ防止のルール:ウレタンフィルムの管理がパンチやダイの管理よりも手間のかかるようになった瞬間、それを恒久的な荷重定格インサートに交換し、表面保護を「梱包材」ではなく「工具」として扱ってください。.
高トン数や鋭利な工具の下でフィルムが破損する場合、その解決策は「より厚いフィルム」を使うことではありません。パンチやダイを指定するのと同じように、荷重条件、化学的性質、支持方法、そして耐用年数に基づいてウレタンを指定することです。.
パーマネントインサートとは、V字型に敷くロールのことではありません。それはダイキャビティ内に完全に収まるように設置された、鋳造または機械加工されたウレタンパッドであり、通常は耐加水分解性のためにポリエーテル系が使用されます。これにより、荷重経路は浮いているストリップではなく、支持された材料を通ることになります。デュロメーター(硬度)は成形モードに基づいて選択します。適合性を求める化粧用のエアベンドには柔らかいものを、より高いトン数での角度安定性が重要な場合には硬いものを選びます。そして厚みの公差を固定します。なぜなら、固定インサートにおける±0.005のばらつきは、摩耗したダイショルダーと同様に確実に角度のずれを引き起こすからです。.
ここが多くの工場がつまずくポイントです。彼らはウエアを買い求めるのと同じ感覚で「ウレタン」を購入します。しかし、ポリエーテル系かポリエステル系かという化学的性質の違いが、そのインサートが湿度、プレスブレーキからの熱、そして空気中に漂うクーラントミストにどれだけ耐えられるかを決定します。ポリエステル系は摺動摩耗には強いですが、高温多湿な工場環境では加水分解の影響を受けやすくなります。ポリエーテル系は湿気による劣化に強く、カタログ上の条件ではなく、実際の環境下でより長く性能を維持します。もしあなたの工場のプレスブレーキが8月に空調のない場所に置かれているなら、化学的性質は単なる学問的な話ではありません。.
スクラップ削減のルール:仕事の価格を決める前に、インサートの化学的性質とデュロメーターを荷重条件と環境に合わせて指定すること。.
品質管理は次の分かれ目です。適切に混合、脱気、硬化されていないウレタンには、未反応成分、寸法の不一致、あるいは圧力で崩壊する内部気泡が含まれている可能性があります。私は、ベンチ上では完璧に見えたのに、12個目の部品でアルマイト処理されたパネルにボイドライン(空隙の跡)を転写してしまったインサートを見たことがあります。信頼できるサプライヤーは、寸法公差、硬化プロトコル、およびバッチのトレーサビリティを提供します。もし彼らがその言語を話せないなら、彼らは工具を売っているのではなく、単なる材料を売っているに過ぎません。.
そして、健康面についても忘れてはなりません。適切に硬化されたインサートは使用中一般的に安定していますが、新しく鋳造されたものや製造不良のポリウレタンは、特に加熱されるとVOC(揮発性有機化合物)を放出する可能性があります。プレスブレーキは熱を発生させます。摩擦も熱を発生させます。新しいインサートを生産ラインに投入する場合は、オペレーターを8時間その場に配置する前に、メーカーのガイダンスに従ってポストキュア(後硬化)と換気を行わせてください。生産戦略には空気の質も含まれます。.
したがって、導入はカジュアルなものではなく、手順を踏んだものになります。インサートはダイの幅全体で完全に支持されるように設置してください。横方向のクリープ(変形)を許す隙間をなくします。インサートの圧縮性を考慮して曲げ補正値とスプリングバックを再計算し、テストクーポンを実行して、実際の生産トン数での角度を測定し、その数値をプログラムに固定します。そして、パンチ先端の半径の成長を追跡するのと同じように、サイクル数と目視によるショルダーの摩耗に基づいて検査間隔を定義します。.
あなたはもう部品を保護しているだけではありません。ラムと利益率の間のインターフェースを設計しているのです。.
それが、何を測定するかを変えることになります。.
加工の途中でダイショルダーの研磨を止める最初の瞬間は、ズルをしているような気分になるかもしれません。.
フィルムを使用する場合、特に高荷重下では、砥粒が埋め込まれます。フィルムがずれます。7個目の部品に薄い線が現れます。今、プレスブレーキは誰かがスコッチ・ブライトでダイを磨き、拭き取り、フィルムを敷き直し、厚みが変わったためにプログラムを調整する間、アイドル状態になります。ここで10分。あそこで15分。これはスクラップとしては現れません。「通常」の出来事として現れます。“
設置されたインサートは移動せず、緩い層のように破片を閉じ込めることもありません。固定されているため、摺動は不安定な膜ではなく、安定した表面に対して発生します。その安定性は、化粧上の不具合を追いかけるための予期せぬ停止が減ることを意味します。300個の生産において、1回12分の清掃と再設定のサイクルを4回回避するだけでも、約1時間のスピンドル稼働時間を取り戻せます。仮定の話ではありますが、すべての現場監督は、そのような「小さな」中断がいかに早く積み重なるかを知っています。.
プレスブレーキが利益を生むのは、ラムが制御下で動いている時であり、現場のリーダーが40%のロールが引き起こした不具合を元に戻すために硬化鋼を磨いている時ではありません。.
スクラップ削減のルール:表面保護のために工具を維持する目的でラムを停止しなければならないなら、その保護は節約分以上のコストをかけていることになります。.
スクラップは目立ちます。手直しは静かに行われます。.
24枚のパネルで4,848ドルの損失があれば、赤インクで丸をつけることができます。しかし、作業者がブラッシュ仕上げのステンレス鋼についたかすかなショルダーマークを、研磨目(ヘアライン)で隠れることを期待して、2時間かけてぼかしているとしたらどうでしょうか? 検査には合格したものの、作業者が表面を信頼していないために余分な取り扱いが必要な部品についてはどうでしょうか?
インサートが形状を一定に保てば、角度のずれは縮小します。角度のずれが縮小すれば、後工程の組み付けが改善されます。クランプの回数が減ります。ハンマーで叩いて無理やり合わせることも減ります。その節約効果は、プレスブレーキに一度も触れない部門にまで波及します。.
ここが分かりにくい部分です。保護が形状の安定性を決定し、形状の安定性が曲げ加工をはるかに超えた労働時間を決定するのです。曲げ加工あたりの真のコストには、位置がずれたフランジと格闘しなくて済む溶接工や、プロジェクトマネージャーに研磨の跡を説明しなくて済む仕上げ担当者の時間も含まれているのです。.
“「しかし、その論理は60トンの力が1/8インチの接触ゾーンで何を引き起こすかを無視しています」。その通りです。その力は、制御された定格インサートを予測通りに変形させるか、あるいは最も弱い部分を見つけ出し、あなたの部品にその爪痕を残すかのどちらかです。.
スクラップ削減のルール:曲げの不整合に関連する手直し時間を追跡し、それを表面保護の選択肢に割り当ててください。.
化粧アルミニウムや塗装済みステンレス鋼の加工は、ギャンブルのようなものであってはなりません。.
緩いフィルムを使用していると、サイクルごとにシワ、裂け目、埋め込まれた砂粒に目を光らせなければなりません。保護は警戒心に依存してしまいます。ロールの送りを一度でも見逃せば、保護するための層が欠陥の原因となり、その隆起が#202ミラーグレードのパネルに刻印されてしまいます。.
恒久的なインサートは、仕上げ品質をオペレーターの意識からシステム設計へと移行させます。接触面は均一で、張力がかからず、再現性があります。インサートの硬度、厚さ、曲げプログラム、トン数といった組み合わせを一度検証してしまえば、すべてのストロークを監視しなくても繊細な素材を加工できます。完璧な仕上がりが最良のシナリオではなく、基準となります。.
それは無限の寿命を意味するわけではありません。インサートは摩耗します。時間の経過とともに圧縮されます。保管状態が悪ければ、紫外線への曝露により特定の配合が黄変することもあります。耐用年数は、希望的観測ではなく、サイクル数や視覚的基準で定義しなければなりません。しかし、定義された摩耗は管理可能です。ランダムなフィルムの故障は管理できません。.
完成品を廃棄する方が、すべての曲げを保護する層をアップグレードするよりも安上がりだと、いつから私たちは判断するようになったのでしょうか?
ウレタンを単なる消耗品として扱う工場は、永遠に傷を追いかけることになります。それを荷重定格の工具として扱う工場は、サイクル、公差、化学的性質を考慮して予算を立て始めます。そして、彼らのスクラップ報告書は退屈なもの(=問題のないもの)になります。.
スクラップ削減のルール:表面保護を、仕様が定められ、検査され、予算化された工具資産にしてください。さもなければ、予測不可能なスクラップとして代償を払い続けることになります。.


















